
NbTi系超電導線材及びその製造方法

【課題】高銅比の下、フィラメント径が20μm 以下でありながら、健全性に優れたNbTi系超電導線材及びその製造方法を提供する。
【解決手段】本発明のNbTi系超電導線材は、銅マトリクスに多数のNbTi合金フィラメントが埋設されたものである。その銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメント径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材直径)を直径とする基準円の領域内に同心状に配置される。前記フィラメント集合部は銅比を0.9〜1.3程度とするのがよい。
【解決手段】本発明のNbTi系超電導線材は、銅マトリクスに多数のNbTi合金フィラメントが埋設されたものである。その銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメント径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材直径)を直径とする基準円の領域内に同心状に配置される。前記フィラメント集合部は銅比を0.9〜1.3程度とするのがよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多数のNbTi合金のフィラメントが銅マトリクス中に埋設されたNbT i系超電導線材に係わり、特に高いフィラメント健全性および臨界電流密度(Jc)を有し、優れた熱的、電気的安定性を備えた超電導線材に関する。
【背景技術】
【0002】
超電導線材は、通常、熱的、電気的揺らぎに対して線材特性を安定化させるために、電気伝導性、熱電導性の高い銅マトリクス中に超電導材で形成されたフィラメントを多数埋設させた構造を備える。超電導フィラメントの周りに銅材を配置することにより、何らかの擾乱によって超電導線材が超電導状態を保つことができなくなった際に、前記銅材に電流が流れ込み、超電導部での発熱による周囲への影響を最小限に抑え、超電導線材が再び冷却されて超電導状態を取り戻すまで、前記銅材に電流をバイパスさせることができる。
【0003】
特に、医療現場での診断に用いられるMRI装置や、精密機器製造工場等の電力安定化に用いられるSMES装置(電力補償装置)などでは、その超電導マグネットに用いられる超電導線材は、急激に超電導状態が破綻し、蓄積したエネルギーを一気に放出する現象(クエンチ)を起こさないことが安全性、安定性の見地から重要である。このため、超電導フィラメントに対して銅材の比率、つまり銅比(銅マトリクスの横断面積/全ての超電導フィラメントの総横断面積)を高くすることが求められる。これにより、超電導線材の安定度を向上させ、クエンチを有効に抑制することができる。
【0004】
銅比の高い超電導線材としては、事前に銅比の低い超電導線材およびU字形溝が長さ方向に沿って設けられた銅線を製作しておき、前記U字形溝に超電導線材を挿入し、挿入開口部をはんだ等によって埋めた接合構造の超電導線材がある。しかし、かかる接合構造の超電導線材は、大きい銅比を確保することができるものの、特殊断面の銅線の製作し、これに超電導線材を挿入し、さらに開口部をはんだによって肉盛りするなど、製造工程が煩雑であり、また超電導線材と銅線との接合信頼性に欠けるという問題がある。
【0005】
一方、超電導マグネットの素材として実用化されている金属系超電導線材としては、NbTi系超電導線材がよく知られており、例えば、特開2002-304924号公報(特許文献1)には、直径を3〜20μmのNbTi合金フィラメントの多数本を銅マトリクス中に一体的に埋設したものが記載されている。この一体埋設構造の超電導線材は、通常、銅ケースにNbTi合金ロッドを挿入して熱間押出、伸線を行って単芯伸線材を製造し、次に多数の単芯伸線材および銅伸線材を銅製パイプに挿入し、この多芯組立体を熱間押出し、さらに目的の線材径となるように冷間伸線することによって製造される。この一体埋設構造の超電導線材によれば、前記接合構造の超電導線材が有する種々の問題を解消することができる。
【特許文献1】特開2002-304924号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところが、一体埋設構造の超電導線材において、銅比を高くすると、フィラメントを形成するNbTi合金材と銅材との強度差が大きいため、NbTi合金材の塑性加工量が不均一になり、著しい場合には内部で断線が発生する。特に、SMES等のパルス運転や頻繁に励磁を行うような用途で使用する超電導線材においては、交流損失(ヒステリシス損失)を低減することが重要なため、フィラメントの直径(以下、「直径」は単に「径」ということがある。)としては20μm 以下とすることが要望されており、これに伴いフィラメントの縮径加工量が増加するので、フィラメントに異常変形が生じやすくなり、線材の健全性が低下する。
【0007】
前記ヒステリシス損失Phは下記式(1) のとおり、フィラメント径dに比例して増大することが知られている
Ph=(8/3π)×f×λ×Jc×d×Bm ……(1)
ここで、fは外部変動磁界の周波数(Hz)、λは超電導線材中のNbTi合金の占積率、Jcは超臨界電流密度(A/m2 )、dはフィラメント径(m)、Bmは外部変動磁界の振幅(T)である。
【0008】
また、フィラメントの異常変形は、超電導線材の健全性、臨界電流密度Jcを低下させることが知られている。超電導線材の健全性は、永久電流モード運転中に超電導線材自身が発生する抵抗に係わる下記(2) 式における指数n(「n値」という。)で表すことができ、n値は長さ方向におけるフィラメント径(横断面の面積)の均一性が高いほど、高い値を採る。n値は指数で効いてくるため、健全性が低下すると、永久電流モード運転下では運転電流が急速に低下する。
V=Vc(Iop/Ic)n …(2)
但し、Vは超電導線材に運転電流を通電したときに発生する電圧であり、Iopは超電導線材の運転電流、Icは基準電圧である。
【0009】
超電導フィラメントの異常変形を抑制するため、特許文献1では、線材横断面におけるフィラメントの存在領域を中央部を除き、その外周部に、例えばドーナツ状に集中的に配置することによって、押出加工の際に生じるフィラメントに異常変形を防止して、超電導線材の健全性、ひいては臨界電流密度の低下を抑制している。これにより、フィラメント径を20μm 以下としてヒステリシス損失の低減に成功しているが、銅比は6〜8が限度である。
【0010】
本発明はかかる問題に鑑みなされたもので、フィラメント径が20μm 以下でありながら、高銅比の下で健全性に優れたNbTi系超電導線材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は、フィラメント径が20μm 以下と細径ながら、高銅比の下で高n値を得るための線材構造を種々実験検討した結果、超電導線材の製造過程で、多芯組立体を熱間押出すると中央部での塑性変形量が大きいため、この部分を塑性変形能に優れた銅材で形成することが好ましいものの、冷間伸線する場合はむしろ線材の中央部を強化した方がフィラメントが不均一に変形し難く、超電導線材のn値が向上することを見出した。本発明はかかる知見を基に完成したものである。
【0012】
すなわち、本発明のNbTi系超電導線材は、銅マトリクス中に多数のNbTi合金フィラメントが埋設された構造を有し、銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメントの平均直径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材の平均直径)を直径とする基準円の領域内に同心状に配置されたものである。
【0013】
本発明のNbTi系超電導線材によると、NbTi合金フィラメントが3〜20μm と細径でありながら、銅比が10〜30と高いので、ヒステリシス損失を低減しつつ、優れた安定度を得ることができ、クエンチの抑制効果に優れる。しかも、フィラメント集合部を0.4Dの範囲内に同心状に配置するので、製造過程において冷間伸線を施す際にフィラメント集合部は一体的に伸線され、フィラメントに異常変形が生じ難い。このため、フィラメント径を3〜20μm に縮径加工しても、超電導線材の健全性に優れ、優れた臨界電流密度を実現することができる。
【0014】
また、前記超電導線材において、前記フィラメント集合部は銅比を0.9〜1.3とすることが好ましい。フィラメント集合部の銅比を0.9〜1.3にすることにより、フィラメント集合部の一体化が促進され、冷間伸線の際のフィラメントの異常変形がより生じ難くなる。また線材の直径をより小さくすることができるため、この超電導線材を用いることによってマグネットを小型化することができ、ひいてはマグネットを備えた各種装置のコンパクト化に資することができる。
【0015】
また、前記超電導線材において、前記NbTi合金フィラメントの外周面にNbで形成された拡散障壁層を設け、前記拡散障壁層の厚さをフィラメント直径dに対して0.002d〜0.004dとすることが好ましい。このようなNb製の拡散障壁層を設けることにより、製造過程における熱間押出や熱処理の際にマトリクスを形成する銅とフィラメントを形成するNbTi合金とが拡散反応してCu−Ti金属間化合物が生成するのを有効に抑制することができ、製造過程において3〜20μm という極細フィラメントの断線を防止して、生産性を向上させることができる。前記Cu−Ti金属間化合物は、非常に硬質で変形し難いものであるため、最終線材まで生成時の形状を保ったまま残存し、極細フィラメントの断線の原因となるものである。フィラメントの断線に至らない場合でも、Cu−Ti金属間化合物が存在する部分でフィラメント径が小さくなるため、通電電流の減少、n値の低下を招来し、特性が劣化するおそれがあるが、前記拡散障壁層を設けることによりかかる問題を防止することができる。
【0016】
また、本発明のNbTi系超電導線材の製造方法は、銅マトリクス中に多数のNbTi合金フィラメントが埋設されたNbTi系超電導線材の製造方法であって、筒状銅ケースにNbTi合金ロッドを挿入して組み立てた単芯組立体を熱間押出して単芯押出材を得て、前記単芯押出材を冷間伸線して単芯伸線材を製作する単芯伸線材製作工程と、前記単芯伸線材の複数本を一次銅パイプに挿入して組み立てた一次多芯組立体を冷間伸線して一次多芯伸線材を製作する一次多芯伸線材製作工程と、二次銅パイプの内部に前記一次多芯伸線材の複数本が集合した集合体あるいはさらにその周りに銅伸線材を配置して、銅比が10〜30となるように組み立てた二次多芯組立体をNbTi合金フィラメントの平均直径が3〜20μm となるように冷間伸線して二次多芯伸線材からなる超電導線材を製作する二次多芯伸線材製作工程を備える。前記二次多芯伸線材製作工程は、前記一次多芯伸線材の集合体に含まれる全てのNbTi合金フィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が前記二次銅パイプ(その平均外径Dp)の横断面中心を中心として0.4Dpを直径とする基準円の領域内に同心状に配置される。
【0017】
本発明の製造方法によれば、一旦、熱間押出等により単芯伸線材を製作した後は、一次多芯伸線材、二次多芯伸線材の製作過程では熱間押出を用いず、冷間伸線のみによって縮径加工を行い、さらに二次多芯伸線材製作工程においてフィラメント集合部を二次銅パイプの横断面中心を中心として0.4Dpの領域内に同心状に配置するので、フィラメントの細径加工に大きく寄与する二次多芯伸線材の冷間伸線の際に、フィラメント径が3〜20μm となるように縮径加工を施してもフィラメントに異常変形が生じ難く、10〜30と高銅比を有しながら、健全性に優れた超電導線材を容易に製造することができる。
【0018】
前記製造方法において、前記フィラメント集合部は銅比が0.9〜1.3となるように前記一次多芯伸線材を集合配置することが好ましい。また、前記単芯伸線材製作工程において、前記単芯組立体のNbTi合金ロッドは、超電導線材中のNbTi合金フィラメントの外周面にフィラメント直径dに対して0.002d〜0.004dの厚さになるようにNbで形成された外皮をその外周面に設けることが好ましい。
【発明を実施するための最良の形態】
【0019】
本発明の実施形態に係るNbTi系超電導線材は、図1の横断面に示すように、線材の中央部に集合して配置された多数のNbTi合金フィラメント(以下、単に「フィラメント」ということがある。)2が銅マトリクス1中に埋設されている。前記フィラメント2の全てを内側に含み、かつ半径が最小の外接円(その直径をDfとする。)に囲まれた部分をフィラメント集合部3と呼ぶ。この場合、前記外接円の直径Dfはフィラメント集合部の直径を表す。一方、超電導線材の平均直径をDとし、線材の横断面中心を中心として0.4Dを直径とする円を基準円と呼ぶと、前記フィラメント集合部3は前記基準円の領域内に同心状に配置されている。以下、実施形態の超電導線材の銅比、NbTi合金フィラメント径、フィラメント集合部の配置等について順次説明する。
【0020】
本実施形態のNbTi系超電導線材における銅比は10〜30に設定される。超電導線材の銅比は、安定化すなわちクエンチの抑制に関係する。銅比が10未満では、安定化効果が不十分であり、一方銅比を30超と過大にすると、超電導時に電流の通路となるNbTi合金フィラメントの断面積の総量が低下し、通電可能な電流値が減少する。このため、本実施形態では、銅比の下限を10、その上限を30とする。超電導線材の線径を大きくすれば通電電流も増大するが、線材径が大きくなると、これに伴って超電導マグネットサイズ、装置サイズも大型化するので好ましくない。実用的には線材径は1〜5mm程度とされる。
【0021】
前記NbTi合金フィラメント径(平均直径)は3〜20μm に設定される。SMES用マグネットなど、パルス運転や頻繁に励磁を行う用途に用いる超電導線材では、ヒステリシス損失が実用上大きな問題になり、フィラメント径が20μm 超ではヒステリシス損失が過大となる。一方、フィラメント径が小さいほど、ヒステリシス損では有利となるが、長さ方向に沿って径変動のない加工が困難になる。線材の縮径加工量が増加すればするほど、フィラメント間のわずかな変形抵抗差が如実に現れることになり、フィラメント径が3μm 未満になると、ソーセージングと呼ばれる長さ方向のフィラメント径のバラツキが大きくなり、超電導線材の健全性、すなわちn値が低下し、また臨界電流密度Jcも低下するので、永久電流モードでの運転電流を大きく低下させる。このため、フィラメント径の下限を3μm とし、上限を20μm とする。なお、フィラメントの横断面形状が円形でない場合、例えば六角形の場合、その断面積が等しい円を想定し、その円の直径(相当円直径)をフィラメント径とすればよい。
【0022】
前記NbTi合金フィラメントを形成するNbTi合金としては、通常、Ti:40〜60mass%(好ましくは45〜50mass%)、残部NbからなるNbTi合金、あるいはNbの一部に代えて、Ta、Hf等の元素を5mass%程度以下含有するNbTi合金が用いられる。
【0023】
また、前記NbTi合金フィラメントの外周面には、超電導線材におけるフィラメント径dに対して0.002d〜0.004dの厚さのNb製の拡散障壁層を形成することが好ましい。この拡散障壁層は、製造過程における熱間押出やα−Ti相析出熱処理の際にマトリクスを形成する銅とフィラメント素材のNbTi合金とが拡散反応して硬質のCu−Ti金属間化合物を生成しないようにするためのものである。前記拡散障壁層を形成することで、フィラメント径が数μm 程度までフィラメントの加工を健全に実施することができるようになる。拡散障壁層を形成するNbは高価な材料であり、また拡散障壁層の形成により、超電導電流が流れるNbTi合金フィラメント部の断面積が実質的に減少するため、拡散障壁層の厚さは薄い方がよく、好ましくは0.004d以下に止めるのがよい。しかし、薄過ぎると、製造過程でNbTi合金フィラメント部のTiが拡散障壁層を拡散して銅マトリクス部に到達し、Cu−Ti金属間化合物が生成するようになる。また、CuとNbとNbTiの加工性(変形の容易さ)の違いから、伸線等の減面加工中に局所的にNb製の拡散障壁層が薄くなり、著しい場合は破れが生じるおそれもある。本発明者は、かかる観点から、拡散障壁層の必要厚さを種々の実験により検討したところ、少なくとも0.002dあれば上記問題がないことが見出された。
【0024】
前記フィラメント集合部3は、線材(平均直径D)の横断面中心を中心として0.4Dを直径とする基準円内に同心状に配置される。超電導材料であるNbTi合金と銅とは強度差が大きく、通常、NbTi合金フィラメントを銅マトリクス中に埋設した複合材を減面加工すると、変形し易い銅部分が多くの変形を担い、NbTi合金フィラメントの変形量が減少する。このような変形が各フィラメントで生じるとフィラメント径にバラツキが生じ、さらには線材内部でフィラメントが断線したり、著しい場合には線材そのものが断線するに至る。強加工が必要な極細フィラメントを有する超電導線材において、このような変形によるフィラメント径の不均一性を抑えるには、フィラメントを出来るだけ中心部に密集させ、中心部の強度を高めて冷間伸線することが有効である。このため、フィラメント集合部3を線材の横断面中心を中心として0.4Dを直径とする基準円内に同心状に配置する。基準円からはみ出ると、はみ出た部分では円滑な伸線が妨げられ、フィラメント径の変形量の変動が増大するようになる。
【0025】
さらに、前記フィラメント集合部3における銅比は0.9〜1.3とすることが好ましい。銅比を1.3以下にすることで、フィラメント集合部3の密集度を高めることができ、またフィラメント集合部の外接円が同じであれば、埋設するフィラメント本数を増大することができ、超電導線材に流す臨界電流を上げることができる。あるいは、臨界電流が同じであれば線材径を小さくすることができ、ひいては超電導マグネットをコンパクト化することができる。しかし、フィラメント集合部の銅比が0.9未満になると、伸線過程でかえってフィラメント径が変動するようになる。
【0026】
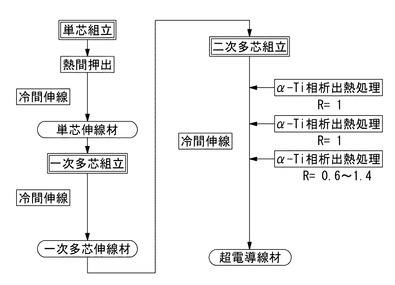
次に、上記実施形態に係るNbTi系超電導線材の製造方法を図2に示す製造工程図に基づいて説明する。まず、数百μm 程度のNbシートを巻き付けたNbTi合金ロッドを筒状銅ケースに挿入して単芯組立体を製作する。前記Nbシートは超電導線材のNbTi合金フィラメントの外径dに対して0.002d〜0.004dの厚さ拡散障壁層を形成するためのものである。なお、拡散障壁層を形成するには、上記のようにNbシートを巻き付ける方法のほか、Nb製の薄肉パイプに前記NbTi合金ロッドを装着するようにしてもよい。
【0027】
次に、前記単芯組立体を加工率を2〜4程度として熱間押出し、NbTi合金の単芯押出材を製作し、適当な線径に冷間伸線して丸形断面の伸線材を得て、好ましくはさらに最終伸線として、断面形状が六角穴形のダイスに通して横断面を六角形に整形する。線材断面形状を六角形断面とすることにより、単芯伸線材を密に束ね易くなる。このようにして、六角対辺長(六角形の一辺の長さ)が3〜5mm程度の単芯伸線材を製作する。この単芯伸線材を製作する工程を単芯伸線材製作工程という。なお、加工率Rとは、下記式で表される値である。
R=ln(加工前の線材の横断面積/加工後の線材の横断面積)
【0028】
次に、前記単芯伸線材の複数本を一次銅パイプに挿入して組み立てた一次多芯組立体を4〜6程度の加工率(全加工率)で冷間伸線して一次多芯伸線材を製作する。この場合も、最終伸線後の線材は断面六角形に整形しておくのがよい。この工程は一次多芯伸線材製作工程という。一次多芯伸線材の銅比は0.9〜1.3程度に低く設定することが好ましい。これにより、超電導線材のフィラメント集合部における銅比を同程度に低下させることができ、フィラメントを高密度に配置することができる。銅比が0.9未満では冷間伸線性が低下し、一方1.3超ではフィラメントの密集度が低下するようになる。また、次工程において取り扱い性を考慮して、六角対辺長は3〜5mm程度にするのがよい。
【0029】
次に、二次銅パイプの内部に前記一次多芯伸線材の複数本が集合した集合体、あるいはさらにその周りに銅伸線材を配置して、銅比が10〜30となるように組み立てた二次多芯組立体を製作し、これをNbTi合金フィラメント径が3〜20μm となるように冷間伸線して二次多芯伸線材からなる超電導線材を製作する。この工程を二次多芯伸線材製作工程という。前記一次多芯伸線材および銅伸線材の二次銅パイプにおける配置に際しては、前記一次多芯伸線材の集合体に含まれる全てのNbTi合金フィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が前記二次銅パイプの横断面中心を中心として0.4Dp(Dpは二次銅パイプの外径)を直径とする基準円の領域内に同心状に配置する。
【0030】
前記一次多芯組立体から一次多芯伸線材への冷間伸線および二次多芯組立体から二次多芯伸線材への冷間伸線の工程中で、3回以上のα−Ti相析出熱処理を施し、NbTiフィラメント中にα−Ti相を析出させることが好ましい。このような冷間伸線中のα−Ti相析出熱処理によって析出したα−Ti相は、磁束をピン止めして超電導特性(臨界電流密度Jc)を向上させる作用を有する。前記α−Ti相析出熱処理は、通常、380〜420℃程度の温度で、50〜100hr程度保持される。なお、図2では、二次多芯組立体を冷間伸線する工程で3回のα−Ti相析出熱処理を施しているが、α−Ti相析出熱処理の処理回数の一部を一次多芯組立体の冷間伸線の工程で行ってもよい。
【0031】
次に、本発明のNbTi系超電導線材について具体的実施例を挙げて説明するが、本発明はかかる実施例によって限定的に解釈されるものではない。
【実施例】
【0032】
Nb−47mass%Ti合金のロッド(外径100mm)に、200μm のNbシートを2周巻き付けた後、これを純銅製の筒状ケース(外径125mm)に密に挿入し、先端部および後端部を銅製蓋材で封止し、押出ビレット(単芯組立体)を製作した。図2の製造工程図に示すように、この押出ビレットを熱間押出して単芯押出材(外径50mm)を製作した。この単芯押出材を冷間伸線して丸形断面の単芯伸線材を得て、さらに六角穴形のダイスに通して横断面が六角形の最終単芯伸線材を得た。最終単芯伸線材は、六角対辺長が5.4mm、銅比が0.5であった。
【0033】
次に、前記断面六角形の単芯伸線材を55本束ねて、純銅製の銅パイプ(外径60mm、内径50mm)に挿入して一次多芯組立体を製作し、この一次多芯組立体を丸断面のダイスに通して冷間伸線した後、最終伸線して六角形断面に整形し、六角対辺長が1.5mm、1.7mm、3.2mm、4.3mmの一次多芯伸線材を得た。これらの一次多芯伸線材の銅比は1.0である。
【0034】
次に、二次銅パイプ(外径50mm、内径40mm)に、前記断面六角形の一次多芯伸線材を表1に示す使用数束ねた集合体の周りに断面六角形に伸線加工した銅伸線(スペーサ)を配置した二次多芯組立体を製作し、この二次多芯組立体を冷間伸線して丸断面の二次多芯伸線材(超電導線材)を得た。この冷間伸線工程において、図2に示すように、冷間伸線中に400℃×60hrのα−Ti相析出熱処理を3回行った。図2において、α−Ti相析出熱処理に付したRは、二次多芯組立後に初回の析出熱処理まで行った冷間伸線の加工率、あるいは前回のα−Ti相析出熱処理後に当該析出熱処理まで行った冷間伸線の加工率を示す。
【0035】
このようにして得られた超電導線材の線材径(平均直径)D、銅比、フィラメント径(平均直径)、フィラメント集合部の外径Dfを測定した。これらは線材の横断面を50〜1000倍で顕微鏡観察し、その観察写真を画像ソフトにて解析して求められた。また、フィラメント集合部については、Df/Dの比を算出した。これらの測定、計算結果を表1に併せて示す。なお、各試料におけるフィラメント集合部の銅比は、0.9〜1.1の範囲内に収まっていた。また、電子顕微鏡観察によりフィラメント(外径d)外周面には拡散障壁層が0.004d形成されていることが確認された。
【0036】
また、上記超電導線材を用いてn値、外部磁場8TにおけるJcを以下の要領により求めた。超電導線材を温度4.2K、外部磁場8Tの条件で通電し、4端子法によって発生電圧を測定し、この値が0.1μV/cmの電界が発生した電流値(臨界電流)を測定し、線材の非銅部(フィラメント部)の横断面積で除して臨界電流密度Jcを求めた。また、臨界電流を求めた際に測定したJcと電圧の関係曲線において0.1μV/cmと1.0μV/cmの間のデータを両対数表示し、その傾きとしてn値を求めた。また、超電導線材の±3Tの変動磁場中でのヒステリシス損失(超電導部の体積当たりの損失)を求めた。これらの結果を表1に併せて示す。
【0037】
【表1】

【0038】
表1より、実施例の試料No. 1〜3は、銅比が10以上と高く、フィラメント径が20μm 以下と細径であるにも拘わらず、良好なn値、Jcが得られており、またヒステリシス損失も300mJ/cm3 程度以下に止まっている。これに対して、比較例のNo. 11はn値が良好であるが、フィラメント径が38μm と太径であり、このためヒステリシス損失も大きい。また、No. 12はフィラメント径が小さく、フィラメントにソーセージングが発生したため、n値、Jcが低い。また、No. 13はフィラメント集合部は外径Dfが0.52Dとなって基準円(直径0.4D)を外れたため、フィラメントに不均一変形が発生し、n値、Jcが低下している。
【0039】
さらにまた、単芯組立体を製作する際に、NbTi合金のロッドに200μm のNbシートを1周巻き付けた点を除き、上記と同様にして、表1の試料No. 1と同じ断面構造の超電導線材を製造した。この線材の製造においても、最終線径の3mmまで問題なく加工することができた。また、外部磁場8Tにおいて得られたn値は27であり、Jcは1165A/mm2 であった。この最終線材に対して、銅マトリクスを硝酸で除去してフィラメントを露出させ、フィラメント表面を観察したところ、Cu−Ti金属間化合物は認められなかった。このフィラメント(直径d)の拡散障壁層の厚さを測定した結果、0.002dであった。
【図面の簡単な説明】
【0040】
【図1】本発明の実施形態に係るNbTi系超電導線材の横断面を示す模式図である。
【図2】実施形態に係る超電導線材の製造工程を示すブロック図である。
【符号の説明】
【0041】
1 銅マトリクス
2 NbTi合金フィラメント
3 フィラメント集合部
D 超電導線材の直径
Df フィラメント集合部の外接円直径
【技術分野】
【0001】
本発明は、多数のNbTi合金のフィラメントが銅マトリクス中に埋設されたNbT i系超電導線材に係わり、特に高いフィラメント健全性および臨界電流密度(Jc)を有し、優れた熱的、電気的安定性を備えた超電導線材に関する。
【背景技術】
【0002】
超電導線材は、通常、熱的、電気的揺らぎに対して線材特性を安定化させるために、電気伝導性、熱電導性の高い銅マトリクス中に超電導材で形成されたフィラメントを多数埋設させた構造を備える。超電導フィラメントの周りに銅材を配置することにより、何らかの擾乱によって超電導線材が超電導状態を保つことができなくなった際に、前記銅材に電流が流れ込み、超電導部での発熱による周囲への影響を最小限に抑え、超電導線材が再び冷却されて超電導状態を取り戻すまで、前記銅材に電流をバイパスさせることができる。
【0003】
特に、医療現場での診断に用いられるMRI装置や、精密機器製造工場等の電力安定化に用いられるSMES装置(電力補償装置)などでは、その超電導マグネットに用いられる超電導線材は、急激に超電導状態が破綻し、蓄積したエネルギーを一気に放出する現象(クエンチ)を起こさないことが安全性、安定性の見地から重要である。このため、超電導フィラメントに対して銅材の比率、つまり銅比(銅マトリクスの横断面積/全ての超電導フィラメントの総横断面積)を高くすることが求められる。これにより、超電導線材の安定度を向上させ、クエンチを有効に抑制することができる。
【0004】
銅比の高い超電導線材としては、事前に銅比の低い超電導線材およびU字形溝が長さ方向に沿って設けられた銅線を製作しておき、前記U字形溝に超電導線材を挿入し、挿入開口部をはんだ等によって埋めた接合構造の超電導線材がある。しかし、かかる接合構造の超電導線材は、大きい銅比を確保することができるものの、特殊断面の銅線の製作し、これに超電導線材を挿入し、さらに開口部をはんだによって肉盛りするなど、製造工程が煩雑であり、また超電導線材と銅線との接合信頼性に欠けるという問題がある。
【0005】
一方、超電導マグネットの素材として実用化されている金属系超電導線材としては、NbTi系超電導線材がよく知られており、例えば、特開2002-304924号公報(特許文献1)には、直径を3〜20μmのNbTi合金フィラメントの多数本を銅マトリクス中に一体的に埋設したものが記載されている。この一体埋設構造の超電導線材は、通常、銅ケースにNbTi合金ロッドを挿入して熱間押出、伸線を行って単芯伸線材を製造し、次に多数の単芯伸線材および銅伸線材を銅製パイプに挿入し、この多芯組立体を熱間押出し、さらに目的の線材径となるように冷間伸線することによって製造される。この一体埋設構造の超電導線材によれば、前記接合構造の超電導線材が有する種々の問題を解消することができる。
【特許文献1】特開2002-304924号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところが、一体埋設構造の超電導線材において、銅比を高くすると、フィラメントを形成するNbTi合金材と銅材との強度差が大きいため、NbTi合金材の塑性加工量が不均一になり、著しい場合には内部で断線が発生する。特に、SMES等のパルス運転や頻繁に励磁を行うような用途で使用する超電導線材においては、交流損失(ヒステリシス損失)を低減することが重要なため、フィラメントの直径(以下、「直径」は単に「径」ということがある。)としては20μm 以下とすることが要望されており、これに伴いフィラメントの縮径加工量が増加するので、フィラメントに異常変形が生じやすくなり、線材の健全性が低下する。
【0007】
前記ヒステリシス損失Phは下記式(1) のとおり、フィラメント径dに比例して増大することが知られている
Ph=(8/3π)×f×λ×Jc×d×Bm ……(1)
ここで、fは外部変動磁界の周波数(Hz)、λは超電導線材中のNbTi合金の占積率、Jcは超臨界電流密度(A/m2 )、dはフィラメント径(m)、Bmは外部変動磁界の振幅(T)である。
【0008】
また、フィラメントの異常変形は、超電導線材の健全性、臨界電流密度Jcを低下させることが知られている。超電導線材の健全性は、永久電流モード運転中に超電導線材自身が発生する抵抗に係わる下記(2) 式における指数n(「n値」という。)で表すことができ、n値は長さ方向におけるフィラメント径(横断面の面積)の均一性が高いほど、高い値を採る。n値は指数で効いてくるため、健全性が低下すると、永久電流モード運転下では運転電流が急速に低下する。
V=Vc(Iop/Ic)n …(2)
但し、Vは超電導線材に運転電流を通電したときに発生する電圧であり、Iopは超電導線材の運転電流、Icは基準電圧である。
【0009】
超電導フィラメントの異常変形を抑制するため、特許文献1では、線材横断面におけるフィラメントの存在領域を中央部を除き、その外周部に、例えばドーナツ状に集中的に配置することによって、押出加工の際に生じるフィラメントに異常変形を防止して、超電導線材の健全性、ひいては臨界電流密度の低下を抑制している。これにより、フィラメント径を20μm 以下としてヒステリシス損失の低減に成功しているが、銅比は6〜8が限度である。
【0010】
本発明はかかる問題に鑑みなされたもので、フィラメント径が20μm 以下でありながら、高銅比の下で健全性に優れたNbTi系超電導線材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は、フィラメント径が20μm 以下と細径ながら、高銅比の下で高n値を得るための線材構造を種々実験検討した結果、超電導線材の製造過程で、多芯組立体を熱間押出すると中央部での塑性変形量が大きいため、この部分を塑性変形能に優れた銅材で形成することが好ましいものの、冷間伸線する場合はむしろ線材の中央部を強化した方がフィラメントが不均一に変形し難く、超電導線材のn値が向上することを見出した。本発明はかかる知見を基に完成したものである。
【0012】
すなわち、本発明のNbTi系超電導線材は、銅マトリクス中に多数のNbTi合金フィラメントが埋設された構造を有し、銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメントの平均直径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材の平均直径)を直径とする基準円の領域内に同心状に配置されたものである。
【0013】
本発明のNbTi系超電導線材によると、NbTi合金フィラメントが3〜20μm と細径でありながら、銅比が10〜30と高いので、ヒステリシス損失を低減しつつ、優れた安定度を得ることができ、クエンチの抑制効果に優れる。しかも、フィラメント集合部を0.4Dの範囲内に同心状に配置するので、製造過程において冷間伸線を施す際にフィラメント集合部は一体的に伸線され、フィラメントに異常変形が生じ難い。このため、フィラメント径を3〜20μm に縮径加工しても、超電導線材の健全性に優れ、優れた臨界電流密度を実現することができる。
【0014】
また、前記超電導線材において、前記フィラメント集合部は銅比を0.9〜1.3とすることが好ましい。フィラメント集合部の銅比を0.9〜1.3にすることにより、フィラメント集合部の一体化が促進され、冷間伸線の際のフィラメントの異常変形がより生じ難くなる。また線材の直径をより小さくすることができるため、この超電導線材を用いることによってマグネットを小型化することができ、ひいてはマグネットを備えた各種装置のコンパクト化に資することができる。
【0015】
また、前記超電導線材において、前記NbTi合金フィラメントの外周面にNbで形成された拡散障壁層を設け、前記拡散障壁層の厚さをフィラメント直径dに対して0.002d〜0.004dとすることが好ましい。このようなNb製の拡散障壁層を設けることにより、製造過程における熱間押出や熱処理の際にマトリクスを形成する銅とフィラメントを形成するNbTi合金とが拡散反応してCu−Ti金属間化合物が生成するのを有効に抑制することができ、製造過程において3〜20μm という極細フィラメントの断線を防止して、生産性を向上させることができる。前記Cu−Ti金属間化合物は、非常に硬質で変形し難いものであるため、最終線材まで生成時の形状を保ったまま残存し、極細フィラメントの断線の原因となるものである。フィラメントの断線に至らない場合でも、Cu−Ti金属間化合物が存在する部分でフィラメント径が小さくなるため、通電電流の減少、n値の低下を招来し、特性が劣化するおそれがあるが、前記拡散障壁層を設けることによりかかる問題を防止することができる。
【0016】
また、本発明のNbTi系超電導線材の製造方法は、銅マトリクス中に多数のNbTi合金フィラメントが埋設されたNbTi系超電導線材の製造方法であって、筒状銅ケースにNbTi合金ロッドを挿入して組み立てた単芯組立体を熱間押出して単芯押出材を得て、前記単芯押出材を冷間伸線して単芯伸線材を製作する単芯伸線材製作工程と、前記単芯伸線材の複数本を一次銅パイプに挿入して組み立てた一次多芯組立体を冷間伸線して一次多芯伸線材を製作する一次多芯伸線材製作工程と、二次銅パイプの内部に前記一次多芯伸線材の複数本が集合した集合体あるいはさらにその周りに銅伸線材を配置して、銅比が10〜30となるように組み立てた二次多芯組立体をNbTi合金フィラメントの平均直径が3〜20μm となるように冷間伸線して二次多芯伸線材からなる超電導線材を製作する二次多芯伸線材製作工程を備える。前記二次多芯伸線材製作工程は、前記一次多芯伸線材の集合体に含まれる全てのNbTi合金フィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が前記二次銅パイプ(その平均外径Dp)の横断面中心を中心として0.4Dpを直径とする基準円の領域内に同心状に配置される。
【0017】
本発明の製造方法によれば、一旦、熱間押出等により単芯伸線材を製作した後は、一次多芯伸線材、二次多芯伸線材の製作過程では熱間押出を用いず、冷間伸線のみによって縮径加工を行い、さらに二次多芯伸線材製作工程においてフィラメント集合部を二次銅パイプの横断面中心を中心として0.4Dpの領域内に同心状に配置するので、フィラメントの細径加工に大きく寄与する二次多芯伸線材の冷間伸線の際に、フィラメント径が3〜20μm となるように縮径加工を施してもフィラメントに異常変形が生じ難く、10〜30と高銅比を有しながら、健全性に優れた超電導線材を容易に製造することができる。
【0018】
前記製造方法において、前記フィラメント集合部は銅比が0.9〜1.3となるように前記一次多芯伸線材を集合配置することが好ましい。また、前記単芯伸線材製作工程において、前記単芯組立体のNbTi合金ロッドは、超電導線材中のNbTi合金フィラメントの外周面にフィラメント直径dに対して0.002d〜0.004dの厚さになるようにNbで形成された外皮をその外周面に設けることが好ましい。
【発明を実施するための最良の形態】
【0019】
本発明の実施形態に係るNbTi系超電導線材は、図1の横断面に示すように、線材の中央部に集合して配置された多数のNbTi合金フィラメント(以下、単に「フィラメント」ということがある。)2が銅マトリクス1中に埋設されている。前記フィラメント2の全てを内側に含み、かつ半径が最小の外接円(その直径をDfとする。)に囲まれた部分をフィラメント集合部3と呼ぶ。この場合、前記外接円の直径Dfはフィラメント集合部の直径を表す。一方、超電導線材の平均直径をDとし、線材の横断面中心を中心として0.4Dを直径とする円を基準円と呼ぶと、前記フィラメント集合部3は前記基準円の領域内に同心状に配置されている。以下、実施形態の超電導線材の銅比、NbTi合金フィラメント径、フィラメント集合部の配置等について順次説明する。
【0020】
本実施形態のNbTi系超電導線材における銅比は10〜30に設定される。超電導線材の銅比は、安定化すなわちクエンチの抑制に関係する。銅比が10未満では、安定化効果が不十分であり、一方銅比を30超と過大にすると、超電導時に電流の通路となるNbTi合金フィラメントの断面積の総量が低下し、通電可能な電流値が減少する。このため、本実施形態では、銅比の下限を10、その上限を30とする。超電導線材の線径を大きくすれば通電電流も増大するが、線材径が大きくなると、これに伴って超電導マグネットサイズ、装置サイズも大型化するので好ましくない。実用的には線材径は1〜5mm程度とされる。
【0021】
前記NbTi合金フィラメント径(平均直径)は3〜20μm に設定される。SMES用マグネットなど、パルス運転や頻繁に励磁を行う用途に用いる超電導線材では、ヒステリシス損失が実用上大きな問題になり、フィラメント径が20μm 超ではヒステリシス損失が過大となる。一方、フィラメント径が小さいほど、ヒステリシス損では有利となるが、長さ方向に沿って径変動のない加工が困難になる。線材の縮径加工量が増加すればするほど、フィラメント間のわずかな変形抵抗差が如実に現れることになり、フィラメント径が3μm 未満になると、ソーセージングと呼ばれる長さ方向のフィラメント径のバラツキが大きくなり、超電導線材の健全性、すなわちn値が低下し、また臨界電流密度Jcも低下するので、永久電流モードでの運転電流を大きく低下させる。このため、フィラメント径の下限を3μm とし、上限を20μm とする。なお、フィラメントの横断面形状が円形でない場合、例えば六角形の場合、その断面積が等しい円を想定し、その円の直径(相当円直径)をフィラメント径とすればよい。
【0022】
前記NbTi合金フィラメントを形成するNbTi合金としては、通常、Ti:40〜60mass%(好ましくは45〜50mass%)、残部NbからなるNbTi合金、あるいはNbの一部に代えて、Ta、Hf等の元素を5mass%程度以下含有するNbTi合金が用いられる。
【0023】
また、前記NbTi合金フィラメントの外周面には、超電導線材におけるフィラメント径dに対して0.002d〜0.004dの厚さのNb製の拡散障壁層を形成することが好ましい。この拡散障壁層は、製造過程における熱間押出やα−Ti相析出熱処理の際にマトリクスを形成する銅とフィラメント素材のNbTi合金とが拡散反応して硬質のCu−Ti金属間化合物を生成しないようにするためのものである。前記拡散障壁層を形成することで、フィラメント径が数μm 程度までフィラメントの加工を健全に実施することができるようになる。拡散障壁層を形成するNbは高価な材料であり、また拡散障壁層の形成により、超電導電流が流れるNbTi合金フィラメント部の断面積が実質的に減少するため、拡散障壁層の厚さは薄い方がよく、好ましくは0.004d以下に止めるのがよい。しかし、薄過ぎると、製造過程でNbTi合金フィラメント部のTiが拡散障壁層を拡散して銅マトリクス部に到達し、Cu−Ti金属間化合物が生成するようになる。また、CuとNbとNbTiの加工性(変形の容易さ)の違いから、伸線等の減面加工中に局所的にNb製の拡散障壁層が薄くなり、著しい場合は破れが生じるおそれもある。本発明者は、かかる観点から、拡散障壁層の必要厚さを種々の実験により検討したところ、少なくとも0.002dあれば上記問題がないことが見出された。
【0024】
前記フィラメント集合部3は、線材(平均直径D)の横断面中心を中心として0.4Dを直径とする基準円内に同心状に配置される。超電導材料であるNbTi合金と銅とは強度差が大きく、通常、NbTi合金フィラメントを銅マトリクス中に埋設した複合材を減面加工すると、変形し易い銅部分が多くの変形を担い、NbTi合金フィラメントの変形量が減少する。このような変形が各フィラメントで生じるとフィラメント径にバラツキが生じ、さらには線材内部でフィラメントが断線したり、著しい場合には線材そのものが断線するに至る。強加工が必要な極細フィラメントを有する超電導線材において、このような変形によるフィラメント径の不均一性を抑えるには、フィラメントを出来るだけ中心部に密集させ、中心部の強度を高めて冷間伸線することが有効である。このため、フィラメント集合部3を線材の横断面中心を中心として0.4Dを直径とする基準円内に同心状に配置する。基準円からはみ出ると、はみ出た部分では円滑な伸線が妨げられ、フィラメント径の変形量の変動が増大するようになる。
【0025】
さらに、前記フィラメント集合部3における銅比は0.9〜1.3とすることが好ましい。銅比を1.3以下にすることで、フィラメント集合部3の密集度を高めることができ、またフィラメント集合部の外接円が同じであれば、埋設するフィラメント本数を増大することができ、超電導線材に流す臨界電流を上げることができる。あるいは、臨界電流が同じであれば線材径を小さくすることができ、ひいては超電導マグネットをコンパクト化することができる。しかし、フィラメント集合部の銅比が0.9未満になると、伸線過程でかえってフィラメント径が変動するようになる。
【0026】
次に、上記実施形態に係るNbTi系超電導線材の製造方法を図2に示す製造工程図に基づいて説明する。まず、数百μm 程度のNbシートを巻き付けたNbTi合金ロッドを筒状銅ケースに挿入して単芯組立体を製作する。前記Nbシートは超電導線材のNbTi合金フィラメントの外径dに対して0.002d〜0.004dの厚さ拡散障壁層を形成するためのものである。なお、拡散障壁層を形成するには、上記のようにNbシートを巻き付ける方法のほか、Nb製の薄肉パイプに前記NbTi合金ロッドを装着するようにしてもよい。
【0027】
次に、前記単芯組立体を加工率を2〜4程度として熱間押出し、NbTi合金の単芯押出材を製作し、適当な線径に冷間伸線して丸形断面の伸線材を得て、好ましくはさらに最終伸線として、断面形状が六角穴形のダイスに通して横断面を六角形に整形する。線材断面形状を六角形断面とすることにより、単芯伸線材を密に束ね易くなる。このようにして、六角対辺長(六角形の一辺の長さ)が3〜5mm程度の単芯伸線材を製作する。この単芯伸線材を製作する工程を単芯伸線材製作工程という。なお、加工率Rとは、下記式で表される値である。
R=ln(加工前の線材の横断面積/加工後の線材の横断面積)
【0028】
次に、前記単芯伸線材の複数本を一次銅パイプに挿入して組み立てた一次多芯組立体を4〜6程度の加工率(全加工率)で冷間伸線して一次多芯伸線材を製作する。この場合も、最終伸線後の線材は断面六角形に整形しておくのがよい。この工程は一次多芯伸線材製作工程という。一次多芯伸線材の銅比は0.9〜1.3程度に低く設定することが好ましい。これにより、超電導線材のフィラメント集合部における銅比を同程度に低下させることができ、フィラメントを高密度に配置することができる。銅比が0.9未満では冷間伸線性が低下し、一方1.3超ではフィラメントの密集度が低下するようになる。また、次工程において取り扱い性を考慮して、六角対辺長は3〜5mm程度にするのがよい。
【0029】
次に、二次銅パイプの内部に前記一次多芯伸線材の複数本が集合した集合体、あるいはさらにその周りに銅伸線材を配置して、銅比が10〜30となるように組み立てた二次多芯組立体を製作し、これをNbTi合金フィラメント径が3〜20μm となるように冷間伸線して二次多芯伸線材からなる超電導線材を製作する。この工程を二次多芯伸線材製作工程という。前記一次多芯伸線材および銅伸線材の二次銅パイプにおける配置に際しては、前記一次多芯伸線材の集合体に含まれる全てのNbTi合金フィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が前記二次銅パイプの横断面中心を中心として0.4Dp(Dpは二次銅パイプの外径)を直径とする基準円の領域内に同心状に配置する。
【0030】
前記一次多芯組立体から一次多芯伸線材への冷間伸線および二次多芯組立体から二次多芯伸線材への冷間伸線の工程中で、3回以上のα−Ti相析出熱処理を施し、NbTiフィラメント中にα−Ti相を析出させることが好ましい。このような冷間伸線中のα−Ti相析出熱処理によって析出したα−Ti相は、磁束をピン止めして超電導特性(臨界電流密度Jc)を向上させる作用を有する。前記α−Ti相析出熱処理は、通常、380〜420℃程度の温度で、50〜100hr程度保持される。なお、図2では、二次多芯組立体を冷間伸線する工程で3回のα−Ti相析出熱処理を施しているが、α−Ti相析出熱処理の処理回数の一部を一次多芯組立体の冷間伸線の工程で行ってもよい。
【0031】
次に、本発明のNbTi系超電導線材について具体的実施例を挙げて説明するが、本発明はかかる実施例によって限定的に解釈されるものではない。
【実施例】
【0032】
Nb−47mass%Ti合金のロッド(外径100mm)に、200μm のNbシートを2周巻き付けた後、これを純銅製の筒状ケース(外径125mm)に密に挿入し、先端部および後端部を銅製蓋材で封止し、押出ビレット(単芯組立体)を製作した。図2の製造工程図に示すように、この押出ビレットを熱間押出して単芯押出材(外径50mm)を製作した。この単芯押出材を冷間伸線して丸形断面の単芯伸線材を得て、さらに六角穴形のダイスに通して横断面が六角形の最終単芯伸線材を得た。最終単芯伸線材は、六角対辺長が5.4mm、銅比が0.5であった。
【0033】
次に、前記断面六角形の単芯伸線材を55本束ねて、純銅製の銅パイプ(外径60mm、内径50mm)に挿入して一次多芯組立体を製作し、この一次多芯組立体を丸断面のダイスに通して冷間伸線した後、最終伸線して六角形断面に整形し、六角対辺長が1.5mm、1.7mm、3.2mm、4.3mmの一次多芯伸線材を得た。これらの一次多芯伸線材の銅比は1.0である。
【0034】
次に、二次銅パイプ(外径50mm、内径40mm)に、前記断面六角形の一次多芯伸線材を表1に示す使用数束ねた集合体の周りに断面六角形に伸線加工した銅伸線(スペーサ)を配置した二次多芯組立体を製作し、この二次多芯組立体を冷間伸線して丸断面の二次多芯伸線材(超電導線材)を得た。この冷間伸線工程において、図2に示すように、冷間伸線中に400℃×60hrのα−Ti相析出熱処理を3回行った。図2において、α−Ti相析出熱処理に付したRは、二次多芯組立後に初回の析出熱処理まで行った冷間伸線の加工率、あるいは前回のα−Ti相析出熱処理後に当該析出熱処理まで行った冷間伸線の加工率を示す。
【0035】
このようにして得られた超電導線材の線材径(平均直径)D、銅比、フィラメント径(平均直径)、フィラメント集合部の外径Dfを測定した。これらは線材の横断面を50〜1000倍で顕微鏡観察し、その観察写真を画像ソフトにて解析して求められた。また、フィラメント集合部については、Df/Dの比を算出した。これらの測定、計算結果を表1に併せて示す。なお、各試料におけるフィラメント集合部の銅比は、0.9〜1.1の範囲内に収まっていた。また、電子顕微鏡観察によりフィラメント(外径d)外周面には拡散障壁層が0.004d形成されていることが確認された。
【0036】
また、上記超電導線材を用いてn値、外部磁場8TにおけるJcを以下の要領により求めた。超電導線材を温度4.2K、外部磁場8Tの条件で通電し、4端子法によって発生電圧を測定し、この値が0.1μV/cmの電界が発生した電流値(臨界電流)を測定し、線材の非銅部(フィラメント部)の横断面積で除して臨界電流密度Jcを求めた。また、臨界電流を求めた際に測定したJcと電圧の関係曲線において0.1μV/cmと1.0μV/cmの間のデータを両対数表示し、その傾きとしてn値を求めた。また、超電導線材の±3Tの変動磁場中でのヒステリシス損失(超電導部の体積当たりの損失)を求めた。これらの結果を表1に併せて示す。
【0037】
【表1】
【0038】
表1より、実施例の試料No. 1〜3は、銅比が10以上と高く、フィラメント径が20μm 以下と細径であるにも拘わらず、良好なn値、Jcが得られており、またヒステリシス損失も300mJ/cm3 程度以下に止まっている。これに対して、比較例のNo. 11はn値が良好であるが、フィラメント径が38μm と太径であり、このためヒステリシス損失も大きい。また、No. 12はフィラメント径が小さく、フィラメントにソーセージングが発生したため、n値、Jcが低い。また、No. 13はフィラメント集合部は外径Dfが0.52Dとなって基準円(直径0.4D)を外れたため、フィラメントに不均一変形が発生し、n値、Jcが低下している。
【0039】
さらにまた、単芯組立体を製作する際に、NbTi合金のロッドに200μm のNbシートを1周巻き付けた点を除き、上記と同様にして、表1の試料No. 1と同じ断面構造の超電導線材を製造した。この線材の製造においても、最終線径の3mmまで問題なく加工することができた。また、外部磁場8Tにおいて得られたn値は27であり、Jcは1165A/mm2 であった。この最終線材に対して、銅マトリクスを硝酸で除去してフィラメントを露出させ、フィラメント表面を観察したところ、Cu−Ti金属間化合物は認められなかった。このフィラメント(直径d)の拡散障壁層の厚さを測定した結果、0.002dであった。
【図面の簡単な説明】
【0040】
【図1】本発明の実施形態に係るNbTi系超電導線材の横断面を示す模式図である。
【図2】実施形態に係る超電導線材の製造工程を示すブロック図である。
【符号の説明】
【0041】
1 銅マトリクス
2 NbTi合金フィラメント
3 フィラメント集合部
D 超電導線材の直径
Df フィラメント集合部の外接円直径
【特許請求の範囲】
【請求項1】
銅マトリクス中に多数のNbTi合金フィラメントが埋設されたNbTi系超電導線材であって、
銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメントの平均直径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材の平均直径)を直径とする基準円の領域内に同心状に配置された、NbTi系超電導線材。
【請求項2】
前記フィラメント集合部は銅比が0.9〜1.3である、請求項1に記載したNbTi系超電導線材。
【請求項3】
前記NbTi合金フィラメントは、その外周面にNbで形成された拡散障壁層を備え、前記拡散障壁層の厚さがフィラメント直径dに対して0.002d〜0.004dとされた、請求項1または2に記載したNbTi系超電導線材。
【請求項4】
銅マトリクス中に多数のNbTi合金フィラメントが埋設されたNbTi系超電導線材の製造方法であって、
筒状銅ケースにNbTi合金ロッドを挿入して組み立てた単芯組立体を熱間押出して単芯押出材を得て、前記単芯押出材を冷間伸線して単芯伸線材を製作する単芯伸線材製作工程と、
前記単芯伸線材の複数本を一次銅パイプに挿入して組み立てた一次多芯組立体を冷間伸線して一次多芯伸線材を製作する一次多芯伸線材製作工程と、
二次銅パイプの内部に前記一次多芯伸線材の複数本が集合した集合体あるいはさらにその周りに銅伸線材を配置して、銅比が10〜30となるように組み立てた二次多芯組立体をNbTi合金フィラメントの平均直径が3〜20μm となるように冷間伸線して二次多芯伸線材からなる超電導線材を製作する二次多芯伸線材製作工程を備え、
前記二次多芯伸線材製作工程は、前記一次多芯伸線材の集合体に含まれる全てのNbTi合金フィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が前記二次銅パイプ(その平均外径Dp)の横断面中心を中心として0.4Dpを直径とする基準円の領域内に同心状に配置された、NbTi系超電導線材の製造方法。
【請求項5】
前記フィラメント集合部は銅比が0.9〜1.3となるように前記一次多芯伸線材が集合配置された、請求項3に記載した製造方法。
【請求項6】
前記単芯伸線材製作工程において、前記単芯組立体のNbTi合金ロッドは、超電導線材中のNbTi合金フィラメントの外周面にフィラメント直径dに対して0.002d〜0.004dの厚さになるようにNbで形成された外皮がその外周面に設けられた、請求項4または5に記載した製造方法。
【請求項1】
銅マトリクス中に多数のNbTi合金フィラメントが埋設されたNbTi系超電導線材であって、
銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメントの平均直径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材の平均直径)を直径とする基準円の領域内に同心状に配置された、NbTi系超電導線材。
【請求項2】
前記フィラメント集合部は銅比が0.9〜1.3である、請求項1に記載したNbTi系超電導線材。
【請求項3】
前記NbTi合金フィラメントは、その外周面にNbで形成された拡散障壁層を備え、前記拡散障壁層の厚さがフィラメント直径dに対して0.002d〜0.004dとされた、請求項1または2に記載したNbTi系超電導線材。
【請求項4】
銅マトリクス中に多数のNbTi合金フィラメントが埋設されたNbTi系超電導線材の製造方法であって、
筒状銅ケースにNbTi合金ロッドを挿入して組み立てた単芯組立体を熱間押出して単芯押出材を得て、前記単芯押出材を冷間伸線して単芯伸線材を製作する単芯伸線材製作工程と、
前記単芯伸線材の複数本を一次銅パイプに挿入して組み立てた一次多芯組立体を冷間伸線して一次多芯伸線材を製作する一次多芯伸線材製作工程と、
二次銅パイプの内部に前記一次多芯伸線材の複数本が集合した集合体あるいはさらにその周りに銅伸線材を配置して、銅比が10〜30となるように組み立てた二次多芯組立体をNbTi合金フィラメントの平均直径が3〜20μm となるように冷間伸線して二次多芯伸線材からなる超電導線材を製作する二次多芯伸線材製作工程を備え、
前記二次多芯伸線材製作工程は、前記一次多芯伸線材の集合体に含まれる全てのNbTi合金フィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が前記二次銅パイプ(その平均外径Dp)の横断面中心を中心として0.4Dpを直径とする基準円の領域内に同心状に配置された、NbTi系超電導線材の製造方法。
【請求項5】
前記フィラメント集合部は銅比が0.9〜1.3となるように前記一次多芯伸線材が集合配置された、請求項3に記載した製造方法。
【請求項6】
前記単芯伸線材製作工程において、前記単芯組立体のNbTi合金ロッドは、超電導線材中のNbTi合金フィラメントの外周面にフィラメント直径dに対して0.002d〜0.004dの厚さになるようにNbで形成された外皮がその外周面に設けられた、請求項4または5に記載した製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2009−231201(P2009−231201A)
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願番号】特願2008−77795(P2008−77795)
【出願日】平成20年3月25日(2008.3.25)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願日】平成20年3月25日(2008.3.25)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]