
X線検査装置

【課題】シンプルな構成で物品の再検査を行うことができるX線検査装置を提供する。
【解決手段】X線検査装置100は、載置された物品を水平面内で回転させる回転テーブル102と、物品の検査を行うX線検査部110と、を有するX線検査装置であって、X線検査部110による検査結果に基づいて物品の再検査の要否を判定する判定部243と、判定部243により再検査が不要と判定された場合に、物品を回転テーブル102上から振り分ける振り分け装置106または振り分け装置116と、振り分け装置106または振り分け装置116により振り分けられない物品を再度X線検査部110へ向かって循環させるように回転テーブル102を制御する動作制御部244と、を備える。
【解決手段】X線検査装置100は、載置された物品を水平面内で回転させる回転テーブル102と、物品の検査を行うX線検査部110と、を有するX線検査装置であって、X線検査部110による検査結果に基づいて物品の再検査の要否を判定する判定部243と、判定部243により再検査が不要と判定された場合に、物品を回転テーブル102上から振り分ける振り分け装置106または振り分け装置116と、振り分け装置106または振り分け装置116により振り分けられない物品を再度X線検査部110へ向かって循環させるように回転テーブル102を制御する動作制御部244と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品の異物を検出するX線検査装置に関する。
【背景技術】
【0002】
従来、物品の内部に含有された異物を検出するために、X線により異物を検出するX線検出装置の開発が行われている。
【0003】
例えば、特許文献1には、透視検査装置が開示されている。当該透視検査装置は、放射線遮蔽構成をとったテーブル収容室と検査室とが連設され、この検査室内に配置された放射線発生器と透視装置との間に被検査物を設置して透視検査を行う装置において、テーブル収容室および検査室に跨って配置された複数の区画に分割された回転テーブルと、この回転テーブルを所定角度ずつ間欠回転させるテーブル回転駆動装置と、回転テーブルの各区画ごとに荷振り可能に設けられ、被検査物を載置してなる載置台と、この載置台上の被検査物を初期検査位置に設定する初期位置設定装置と、検査室内に設けられ、回転テーブルの回転によって検査室内に到達したある区画の載置台を所定角度回動させて、載置台上の被検査物の検査領域を可変させる検査領域可変装置とを備えたものである。
【0004】
当該透視検査装置においては、間欠回転する回転テーブルの各区画に首振り可能なワーク載置台およびこのワーク載置台を初期位置に設定する装置を設けて前記ワーク載置台に載置されているワークを初期検査位置に設定し、また回転テーブルとは別個に検査室内に検査領域可変装置を設けてワークが該検査位置に到達した後、前記ワーク載置台を所定角度回動させてワークの検査領域が可変される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開昭59−117956号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の透視検査装置には、被検査物の再検査について開示されていない。
【0007】
本発明の目的は、シンプルな構成で物品の再検査を行うことができるX線検査装置を提供することである。
【課題を解決するための手段】
【0008】
(1)一の局面に従うX線検査装置は、載置された物品を水平面内で回転させる回転テーブルと、物品の検査を行うX線検査部と、を有するX線検査装置であって、X線検査部による検査結果に基づいて物品の再検査の要否を判定する判定部と、判定部により再検査が不要と判定された場合に、物品を回転テーブル上から振り分ける振り分け部と、振り分け部により振り分けられない物品を再度X線検査部へ向かって循環させるように回転テーブルを制御する制御部と、を備えたものである。
【0009】
一の局面に従うX線検査装置においては、物品は回転テーブルにより水平面内で回転される。X線検査部により物品の検査が行われる。X線検査部による検査結果に基づいて物品の再検査の要否が判定部により判定される。当該判定部により再検査が不要と判定された場合には、物品は振り分け部により回転テーブル上から振り分けられる。そして、振り分け部により振り分けられない物品は再度X線検査部へ向かって循環するように、制御部により回転テーブルの回転が制御される。
【0010】
この場合、再検査が必要と判定された物品を振り分けずに回転テーブルで循環させるだけで、X線検査部で再検査することができる。それにより、物品をX線検査部に再度戻すための搬送系が不要となり、X線検査装置の構成をシンプルにすることができる。
【0011】
また、上下に並んだ搬送路にそれぞれ設けられた2つのX線検査部のように、複数のX線検査部が必要でなく1台のX線検査部で実現できるのでコストアップが抑制され、また、物品の高さによっては上下に並んだ搬送路に物品がぶつかり搬送できないが、本発明では高さのある物品の検査を実施することができる。
【0012】
(2)制御部は、X線検査部による検査結果に基づいて物品を振り分けるように振り分け部を制御することが好ましい。この場合、再検査が必要と判定された物品を振り分けずに再度X線検査部に確実に送ることができる。
【0013】
(3)X線検査装置は、回転テーブルへの物品の供給を制御する供給制御部と、判定部により物品の再検査が必要と判定された回転テーブル上の位置を記憶する記憶部と、をさらに備え、X線検査部は、記憶部に記憶された再検査が必要とされた位置に対して検査基準を上げて再検査を行ってもよい。
【0014】
この場合、再検査が必要とされた物品の位置に対して検査基準を上げることで、再検査が必要と判定された物品の再検査においてその良否を信頼性高く判定できる。
【0015】
(4)供給制御部は、記憶部に記憶された再検査が必要とされた位置に対して新たな物品を供給しないことが好ましい。この場合、再検査が必要と判定された物品のみ再検査を実施できる。
【0016】
(5)制御部は、X線検査部に再度送られて再検査された物品が判定部により不良品であると判定された場合に、振り分け部により当該物品が不良品として振り分けられるよう当該振り分け部を制御することが好ましい。この場合、再検査で確実に不良品であると判定された物品がX線検査部に三度送られてしまうことが防止される。
【0017】
(6)物品は非包装物品であり、回転テーブルは水平板状部材のみからなってもよい。この場合、物品が非包装物品(バラ物)であり、搬送経路(回転テーブル)上に仕切りがないため、検査領域を自由に設定でき汎用性が向上する。
【0018】
(7)回転テーブルは、カーボンからなってもよい。この場合、カーボンからなる回転テーブルは、X線を透過しやすく、X線の照射に影響を与えないというメリットがある。また、樹脂からなる回転テーブルはX線により劣化し易く、剛性を得るために相当厚さが必要であるが、カーボンからなる回転テーブルは、X線により劣化し難く、厚さも薄く(例えば1mm〜10mm、好ましくは3mm〜5mm)、剛性も高い。また、カーボンは金属と比較して軽量なので物品を確実に保持することができ、回転テーブルの回転の安定性を向上し、重量増加した物品を検査対象に含めることができる。さらに、回転テーブルにおける駆動モータの容量を低減して、低コストおよび省電力を実現できる。したがって、ランニングコストを低減できる。
【発明の効果】
【0019】
本発明に係るX線検査装置によれば、再検査が必要と判定された物品を振り分けずに回転テーブルで循環させるだけで、X線検査部で再検査することができる。それにより、物品をX線検査部に再度戻すための搬送系が不要となり、X線検査装置の構成をシンプルにすることができる。また、上下に並んだ搬送路にそれぞれ設けられた2つのX線検査部のように、複数のX線検査部が必要でなく1台のX線検査部で実現できるのでコストアップが抑制され、また、物品の高さによっては上下に並んだ搬送路に物品がぶつかり搬送できないが、本発明では高さのある物品の検査を実施することができる。
【図面の簡単な説明】
【0020】
【図1】本実施形態に係るX線検査装置の概略的構成を示す模式的正面図である。
【図2】回転テーブル上の各領域を示す模式的平面図である。
【図3】X線検査装置の構成を示すブロック図である。
【図4】回転テーブル上の検査位置について説明するための説明図である。
【発明を実施するための最良の形態】
【0021】
以下、本発明の一実施形態に係るX線検査装置について図面を参照しながら説明する。
【0022】
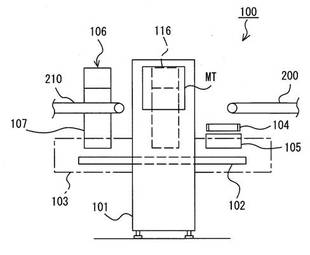
図1は本実施形態に係るX線検査装置100の概略的構成を示す模式的正面図であり、図2は回転テーブル102上の各領域を示す模式的平面図である。
【0023】
図1および図2に示すように、本実施形態に係るX線検査装置100は、本体101、回転テーブル102、X線漏洩防止カバー103、供給制御装置104、供給シュート105、良品と判定された物品を吸引する振り分け装置(吸引装置)106および構成が振り分け装置106と同じであり、不良品と判定された物品を吸引する振り分け装置116を主に備える。なお、本実施形態では、検査対象である物品は非包装物品(バラ物)である。
【0024】
図1に示すように、本体101には、物品のX線検査を行う後述のX線検査部110および各種情報を表示し、作業者が操作するための操作部を備えた入力表示部MTが設けられている。また、図1および図2に示すように、回転テーブル102は搬送面として水平板状部材を備える。物品は、円板状からなる回転テーブル102によって回転搬送される。回転テーブル102は、当該回転テーブル102の中心に設けられた回転軸(図示せず)を介して駆動モータ(図示せず)により回転される。
【0025】
図1に示すように、X線漏洩防止カバー103は、回転テーブル102および後述のX線検査部110を覆うように設けられる。当該X線漏洩防止カバー103の上方に、X線検査装置100とは別部材であるベルトコンベア200,210が配設される。
【0026】
ベルトコンベア200により搬送された物品は、供給制御装置104に供給される。そして、供給制御装置104に供給された物品は、当該供給制御装置104により、所定量または個数ずつ供給シュート105を介して回転テーブル102上に供給される。
【0027】
すなわち、本実施形態では、回転テーブル102上に物品が所定の間隔で載置される。
【0028】
ここで、図2の回転テーブル102は、カーボンからなることが好ましい。この場合、カーボンからなる回転テーブル102は、X線を透過しやすく、X線の照射に影響を与えないというメリットがある。また、樹脂からなる回転テーブルはX線により劣化し易く、剛性を得るために相当厚さが必要であるが、カーボンからなる回転テーブル102は、X線により劣化し難く、厚さも薄く(例えば1mm〜10mm、好ましくは3mm〜5mm)、剛性も高い。また、カーボンは金属と比較して軽量なので物品を確実に保持することができ、回転テーブル102の回転の安定性を向上し、重量増加した物品を検査対象に含めることができる。さらに、回転テーブル102における駆動モータの容量を低減して、低コストおよび省電力を実現できる。したがって、ランニングコストを低減できる。
【0029】
続いて、物品を回転テーブル102上に供給した後、良品または不良品として振り分けるまでの経路は次のようになる。なお、本実施形態においては、再検査を行う工程があるため、A)良品として判定された場合、B)不良品として判定された場合、C)再検査の結果良品として判定された場合、D)再検査の結果不良品として判定された場合について説明を行う。
【0030】
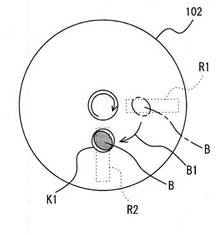
まず、図2に示すように、供給制御装置104により物品は回転テーブル102の領域R1上に供給される。そして、回転テーブル102が時計回りに回転することにより物品が矢印B1の方向に移動し領域R2に到達する。そして、当該領域R2においてX線検査部110によるX線検査が行われる。なお、当該X線検査としては、異物検査および割れまたは欠け等の検査が挙げられる。X線検査の結果に基づいて、後述の判定部243により、再検査の要否および再検査が必要でない場合における物品の良否(良品または不良品)が判定される。
【0031】
(A)
X線検査部110による検査結果において物品が良品であると判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B2の方向に移動する。そして、物品が領域R3に到達すると、当該領域R3において振り分け装置106により吸引される。それにより、ダクト107を介して物品が良品として振り分けられ、ベルトコンベア210で搬出される。
【0032】
(B)
一方、X線検査部110による検査結果において物品が不良品であると判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B3の方向に移動する。そして、物品が領域R4に到達すると、当該領域R4において振り分け装置116により吸引される。それにより、物品が不良品として振り分けられる。このような処理が繰り返し行われる。
【0033】
(再検査C,D)
一方、X線検査部110による検査結果において物品が確実に良品および不良品のいずれか一方であると判定されない物品は、振り分け装置106および振り分け装置116による振り分けが行われない。
【0034】
そして、当該物品は、再度X線検査部110へ向かって回転テーブル102上を循環される。その結果、当該物品が領域R2のX線検査部110において再検査される。
【0035】
本実施形態において、当該再検査では、当該物品の検査基準を上げてX線検査を行う。なお、検査基準を上げるとは、透過X線を受けるセンサの検出感度の設定を変更すること等をいう。設定は、基準を上昇させてもよく、下降させてもよく、また、センサの検出感度以外にもX線源の電力調整を行ってもよい。
【0036】
また、再検査が必要であると判定された場合には、供給制御装置104は、当該再検査が必要である物品の上方からの物品の供給を停止するよう制御される。すなわち、再検査が必要な物品の特定が困難になることを避けるためである。
【0037】
(C)
次いで、センサの検出感度を変更させた状態で再検査を行った結果、物品が良品であると判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B2の方向に移動する。すなわち、当該物品は、矢印B1、B2、B3、B4、B1、B2と移動されたものである。そして、物品が領域R3に到達すると、当該領域R3において振り分け装置106により吸引される。それにより、物品が良品として振り分けられる。
【0038】
(D)
一方、センサの検出感度を変更させた状態で再検査を行った結果、物品が良品でない、すなわち、不良品または不良品か否か最終的に判断がつかないと判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B3の方向に移動する。すなわち、当該物品は、矢印B1、B2、B3、B4、B1、B2、B3と移動されたものである。そして、物品が領域R4に到達すると、当該領域R4において振り分け装置116により吸引される。それにより、物品が不良品として振り分けられる。このような処理が繰り返し行われる。
【0039】
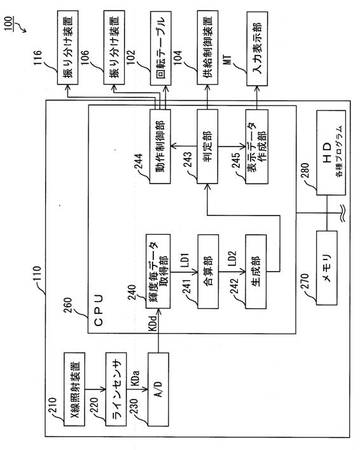
次いで、本実施形態に係るX線検査装置100における処理について構成部ごとに説明する。図3はX線検査装置100の構成を示すブロック図である。
【0040】
図3に示すように、X線検査部110は、X線照射装置210、ラインセンサ220、A/Dコンバータ230、CPU(中央演算処理装置)260、ROM(リードオンリーメモリ)またはRAM(ランダムアクセスメモリ)等のメモリ270およびハードディスク280を含む。ラインセンサ220は、シンチレータおよびフォトダイオード素子からなり、X線照射装置210から照射されて物品を透過したX線を検出できる位置に設けられる。また、CPU260、メモリ270およびハードディスク280は、アドレスバスまたはデータバス等のバスラインを介して相互に接続されている。
【0041】
上記のCPU260がメモリ270またはハードディスク280に格納されている各種プログラムを実行することによって、図3の輝度毎データ取得部240、合算部241、生成部242、判定部243、動作制御部244および表示データ作成部245が機能的に実現される。各種プログラムは、当該プログラムが記録されたCD−ROM、DVD−ROM等の記録媒体からインストールすることが可能であるし、ネットワークを介してサーバからダウンロードすることも可能である。
【0042】
また、X線検査装置100は、入力表示部MTでのデータ表示を制御する表示制御回路(図示せず)、入力表示部MTを介して作業者により入力されたデータを取り込むキー入力回路(図示せず)およびプリンタ等の外部機器またはLAN(ローカルエリアネットワーク)等のネットワークとの接続を可能にする通信ポート(図示せず)等を備えている。
【0043】
図3において、最初に、X線照射装置210から照射されて物品を透過したX線がラインセンサ220に入射される。そして、入射されたX線に基づいてラインセンサ220によりアナログデータである検出データKDaが生成される。検出データKDaは、A/Dコンバータ230によりデジタルデータである検出データKDdに変換される。
【0044】
検出データKDdの検出値に基づき輝度毎データ取得部240により輝度毎データLD1が取得される。輝度毎データLD1は画像の1ライン分に相当するものである。そして、合算部241により複数の輝度毎データLD1が合算されることにより、画像の全ライン分に相当する輝度毎データLD2が生成される。
【0045】
次に、輝度毎データLD2に基づいて生成部242により画像データが生成される。そして、生成された画像データに基づいて、多数のうち一の物品について再検査の要否が判定部243により判定される。
【0046】
判定部243の結果に応じて、上述したように、動作制御部244は、物品が回転テーブル102上から振り分けられるよう当該振り分け装置106または振り分け装置116を制御する。具体的には、動作制御部244は、A)物品が矢印B2の方向に沿って移動する時間、C)物品が矢印B2、B3、B4、B1、B2の方向の順に沿って移動する時間に基づいて振り分け装置106を制御する。また、動作制御部244は、B)物品が矢印B2、B3の方向に沿って移動する時間、C)物品が矢印B2、B3、B4、B1、B2、B3の方向の順に沿って移動する時間に基づいて振り分け装置116を制御する。なお、物品Bが矢印B2または矢印B3に沿って移動する時間は回転テーブル102の回転速度に基づいて得られる。
【0047】
次いで、図4は回転テーブル102上の検査位置について説明するための説明図である。図4に示すように、物品Bが回転テーブル102上の領域R1に供給される。そして、回転テーブル102が時計回りに回転することにより、物品Bは矢印B1の方向に沿って領域R2に移動し、X線検査部110でX線検査を受ける。
【0048】
ここで、X線検査の結果、再検査が必要であると判定された場合、図4に示す物品Bの位置K1がメモリ270またはハードディスク280に記憶される。この位置K1とは、回転テーブル102の回転角度、および当該回転テーブル102の中心からの距離、物品の大きさを含むものである。そして、上記物品Bが循環して戻ってくる際に、X線検査部110は上記位置K1に対して検査基準を上げて再検査を行う。なお、検査基準を上げるとは、上述したように、ラインセンサ220の検出感度の設定を変更すること等をいう。そして、供給制御装置104は、上記の位置K1に新たな物品Bを供給せずに、当該位置K1以外の位置に物品Bを供給する。
【0049】
(本実施形態における効果)
本実施形態では、再検査が必要と判定された物品Bを振り分けずに回転テーブル102で循環させるだけで、X線検査部110で再検査することができる。それにより、物品BをX線検査部110に再度戻すための別途設けられる搬送系が不要となり、X線検査装置100の構成をシンプルにすることができる。特に、物品Bがバラ物である場合には、誤検査が多く発生して再検査が必要であることが多発するので、再検査をシンプルな構成で行うことができる本実施形態のX線検査装置100は有益である。
【0050】
また、上下に搬送路が平行に形成された再検査装置の場合、上方の搬送路の途中に設けられたX線検査部でX線検査が実施され、再検査が必要であると判定された場合に、物品が下方の搬送に移動されて再度、他のX線検査部でX線検査が実施される場合と比較して、本実施形態に係るX線検査装置100では、複数のX線検査部を用いずに1台のX線検査部110で再検査を実現できるのでコストアップが抑制される。また、上下に搬送路が形成された再検査装置においては、上下に配置された搬送路の距離以下の高さの物品Bを検査することができるが、当該距離以上の高さの物品Bを検査することができない。したがって、本実施形態に係るX線検査装置100においては、物品Bの高さ制約を解除することができる。
【0051】
また、本実施形態では、回転テーブル102上の位置K1に対して検査基準を上げて再検査が行われるので、再検査が必要と判定された物品Bであっても、検査結果を高く信頼することができる。
【0052】
また、本実施形態では、供給制御装置104により位置K1に新たな物品Bが供給されないので、再検査が必要と判定された物品Bのみ再検査を実施でき、他の良品との混在が生じない。
【0053】
また、本実施形態では、再検査された物品Bが不良品であると判定された場合に、当該物品Bが不良品として確実に振り分けられるので、X線検査部110に三度送られてしまうことが防止される。
【0054】
さらに、本実施形態では、物品Bは非包装物品(バラ物)であり、回転テーブル102は水平板状部材のみからなって搬送経路上に仕切りがないので、検査領域を自由に設定でき汎用性が向上する。
【0055】
(請求項の各構成要素と上記実施形態の各部との対応関係)
上記実施形態においては、X線検査装置100がX線検査装置に相当し、回転テーブル102が回転テーブルに相当し、X線検査部110がX線検査部に相当し、判定部243が判定部に相当し、振り分け装置106または振り分け装置116が振り分け部に相当し、動作制御部244が制御部に相当し、供給制御装置104が供給制御部に相当し、メモリ270またはハードディスク280が記憶部に相当し、物品Bが物品に相当し、位置K1が回転テーブル上の位置に相当する。
【0056】
(変形例)
なお、上記実施形態では、判定部243により良品または不良品と判定された物品Bを吸引装置である振り分け装置106または振り分け装置116により振り分けることとしたが、これに限定されるものではなく、例えば振り分けアーム等の機構を使用して振り分けてもよい。
【0057】
また、X線検査部110による検査結果に基づいて、重量推定による重量ランク選別と形状ランク選別とを複合して行ってもよい。
【0058】
例えば、重量ランクとして「L」、「M」および「S」の3ランクを設定し、形状ランクとして「優」、「秀」および「並」の3ランクを設定する場合で、X線検査装置100において物理的に振り分け可能なランクが4つの場合に、「L」ランクかつ「優」ランクの物品Bを1ランク目に振り分ける。また、「L」ランクかつ「秀」ランクの物品Bを2ランク目に振り分け、「L」ランクかつ「並」ランクの物品Bおよび「M」ランクの全ての物品Bを3ランク目に振り分け、「S」ランクの全ての物品Bを4ランク目に振り分ける。
【0059】
これにより、X線検査装置100において、複合された多数のランクを少数のランクに置換することができるので、ランクに基づく振り分けを容易に行うことができる。また、X線検査装置100のコンパクト化および低コスト化に貢献できる。
【0060】
さらに、本発明の好ましい一実施形態は上記の通りであるが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が他になされることは理解されよう。さらに、本実施形態において、本発明の構成による作用および効果を述べているが、これら作用および効果は、一例であり、本発明を限定するものではない。
【符号の説明】
【0061】
100 X線検査装置
102 回転テーブル
104 供給制御装置
106 振り分け装置
110 X線検査部
116 振り分け装置
243 判定部
244 動作制御部
270 メモリ
280 ハードディスク
B 物品
K1 位置
【技術分野】
【0001】
本発明は、物品の異物を検出するX線検査装置に関する。
【背景技術】
【0002】
従来、物品の内部に含有された異物を検出するために、X線により異物を検出するX線検出装置の開発が行われている。
【0003】
例えば、特許文献1には、透視検査装置が開示されている。当該透視検査装置は、放射線遮蔽構成をとったテーブル収容室と検査室とが連設され、この検査室内に配置された放射線発生器と透視装置との間に被検査物を設置して透視検査を行う装置において、テーブル収容室および検査室に跨って配置された複数の区画に分割された回転テーブルと、この回転テーブルを所定角度ずつ間欠回転させるテーブル回転駆動装置と、回転テーブルの各区画ごとに荷振り可能に設けられ、被検査物を載置してなる載置台と、この載置台上の被検査物を初期検査位置に設定する初期位置設定装置と、検査室内に設けられ、回転テーブルの回転によって検査室内に到達したある区画の載置台を所定角度回動させて、載置台上の被検査物の検査領域を可変させる検査領域可変装置とを備えたものである。
【0004】
当該透視検査装置においては、間欠回転する回転テーブルの各区画に首振り可能なワーク載置台およびこのワーク載置台を初期位置に設定する装置を設けて前記ワーク載置台に載置されているワークを初期検査位置に設定し、また回転テーブルとは別個に検査室内に検査領域可変装置を設けてワークが該検査位置に到達した後、前記ワーク載置台を所定角度回動させてワークの検査領域が可変される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開昭59−117956号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の透視検査装置には、被検査物の再検査について開示されていない。
【0007】
本発明の目的は、シンプルな構成で物品の再検査を行うことができるX線検査装置を提供することである。
【課題を解決するための手段】
【0008】
(1)一の局面に従うX線検査装置は、載置された物品を水平面内で回転させる回転テーブルと、物品の検査を行うX線検査部と、を有するX線検査装置であって、X線検査部による検査結果に基づいて物品の再検査の要否を判定する判定部と、判定部により再検査が不要と判定された場合に、物品を回転テーブル上から振り分ける振り分け部と、振り分け部により振り分けられない物品を再度X線検査部へ向かって循環させるように回転テーブルを制御する制御部と、を備えたものである。
【0009】
一の局面に従うX線検査装置においては、物品は回転テーブルにより水平面内で回転される。X線検査部により物品の検査が行われる。X線検査部による検査結果に基づいて物品の再検査の要否が判定部により判定される。当該判定部により再検査が不要と判定された場合には、物品は振り分け部により回転テーブル上から振り分けられる。そして、振り分け部により振り分けられない物品は再度X線検査部へ向かって循環するように、制御部により回転テーブルの回転が制御される。
【0010】
この場合、再検査が必要と判定された物品を振り分けずに回転テーブルで循環させるだけで、X線検査部で再検査することができる。それにより、物品をX線検査部に再度戻すための搬送系が不要となり、X線検査装置の構成をシンプルにすることができる。
【0011】
また、上下に並んだ搬送路にそれぞれ設けられた2つのX線検査部のように、複数のX線検査部が必要でなく1台のX線検査部で実現できるのでコストアップが抑制され、また、物品の高さによっては上下に並んだ搬送路に物品がぶつかり搬送できないが、本発明では高さのある物品の検査を実施することができる。
【0012】
(2)制御部は、X線検査部による検査結果に基づいて物品を振り分けるように振り分け部を制御することが好ましい。この場合、再検査が必要と判定された物品を振り分けずに再度X線検査部に確実に送ることができる。
【0013】
(3)X線検査装置は、回転テーブルへの物品の供給を制御する供給制御部と、判定部により物品の再検査が必要と判定された回転テーブル上の位置を記憶する記憶部と、をさらに備え、X線検査部は、記憶部に記憶された再検査が必要とされた位置に対して検査基準を上げて再検査を行ってもよい。
【0014】
この場合、再検査が必要とされた物品の位置に対して検査基準を上げることで、再検査が必要と判定された物品の再検査においてその良否を信頼性高く判定できる。
【0015】
(4)供給制御部は、記憶部に記憶された再検査が必要とされた位置に対して新たな物品を供給しないことが好ましい。この場合、再検査が必要と判定された物品のみ再検査を実施できる。
【0016】
(5)制御部は、X線検査部に再度送られて再検査された物品が判定部により不良品であると判定された場合に、振り分け部により当該物品が不良品として振り分けられるよう当該振り分け部を制御することが好ましい。この場合、再検査で確実に不良品であると判定された物品がX線検査部に三度送られてしまうことが防止される。
【0017】
(6)物品は非包装物品であり、回転テーブルは水平板状部材のみからなってもよい。この場合、物品が非包装物品(バラ物)であり、搬送経路(回転テーブル)上に仕切りがないため、検査領域を自由に設定でき汎用性が向上する。
【0018】
(7)回転テーブルは、カーボンからなってもよい。この場合、カーボンからなる回転テーブルは、X線を透過しやすく、X線の照射に影響を与えないというメリットがある。また、樹脂からなる回転テーブルはX線により劣化し易く、剛性を得るために相当厚さが必要であるが、カーボンからなる回転テーブルは、X線により劣化し難く、厚さも薄く(例えば1mm〜10mm、好ましくは3mm〜5mm)、剛性も高い。また、カーボンは金属と比較して軽量なので物品を確実に保持することができ、回転テーブルの回転の安定性を向上し、重量増加した物品を検査対象に含めることができる。さらに、回転テーブルにおける駆動モータの容量を低減して、低コストおよび省電力を実現できる。したがって、ランニングコストを低減できる。
【発明の効果】
【0019】
本発明に係るX線検査装置によれば、再検査が必要と判定された物品を振り分けずに回転テーブルで循環させるだけで、X線検査部で再検査することができる。それにより、物品をX線検査部に再度戻すための搬送系が不要となり、X線検査装置の構成をシンプルにすることができる。また、上下に並んだ搬送路にそれぞれ設けられた2つのX線検査部のように、複数のX線検査部が必要でなく1台のX線検査部で実現できるのでコストアップが抑制され、また、物品の高さによっては上下に並んだ搬送路に物品がぶつかり搬送できないが、本発明では高さのある物品の検査を実施することができる。
【図面の簡単な説明】
【0020】
【図1】本実施形態に係るX線検査装置の概略的構成を示す模式的正面図である。
【図2】回転テーブル上の各領域を示す模式的平面図である。
【図3】X線検査装置の構成を示すブロック図である。
【図4】回転テーブル上の検査位置について説明するための説明図である。
【発明を実施するための最良の形態】
【0021】
以下、本発明の一実施形態に係るX線検査装置について図面を参照しながら説明する。
【0022】
図1は本実施形態に係るX線検査装置100の概略的構成を示す模式的正面図であり、図2は回転テーブル102上の各領域を示す模式的平面図である。
【0023】
図1および図2に示すように、本実施形態に係るX線検査装置100は、本体101、回転テーブル102、X線漏洩防止カバー103、供給制御装置104、供給シュート105、良品と判定された物品を吸引する振り分け装置(吸引装置)106および構成が振り分け装置106と同じであり、不良品と判定された物品を吸引する振り分け装置116を主に備える。なお、本実施形態では、検査対象である物品は非包装物品(バラ物)である。
【0024】
図1に示すように、本体101には、物品のX線検査を行う後述のX線検査部110および各種情報を表示し、作業者が操作するための操作部を備えた入力表示部MTが設けられている。また、図1および図2に示すように、回転テーブル102は搬送面として水平板状部材を備える。物品は、円板状からなる回転テーブル102によって回転搬送される。回転テーブル102は、当該回転テーブル102の中心に設けられた回転軸(図示せず)を介して駆動モータ(図示せず)により回転される。
【0025】
図1に示すように、X線漏洩防止カバー103は、回転テーブル102および後述のX線検査部110を覆うように設けられる。当該X線漏洩防止カバー103の上方に、X線検査装置100とは別部材であるベルトコンベア200,210が配設される。
【0026】
ベルトコンベア200により搬送された物品は、供給制御装置104に供給される。そして、供給制御装置104に供給された物品は、当該供給制御装置104により、所定量または個数ずつ供給シュート105を介して回転テーブル102上に供給される。
【0027】
すなわち、本実施形態では、回転テーブル102上に物品が所定の間隔で載置される。
【0028】
ここで、図2の回転テーブル102は、カーボンからなることが好ましい。この場合、カーボンからなる回転テーブル102は、X線を透過しやすく、X線の照射に影響を与えないというメリットがある。また、樹脂からなる回転テーブルはX線により劣化し易く、剛性を得るために相当厚さが必要であるが、カーボンからなる回転テーブル102は、X線により劣化し難く、厚さも薄く(例えば1mm〜10mm、好ましくは3mm〜5mm)、剛性も高い。また、カーボンは金属と比較して軽量なので物品を確実に保持することができ、回転テーブル102の回転の安定性を向上し、重量増加した物品を検査対象に含めることができる。さらに、回転テーブル102における駆動モータの容量を低減して、低コストおよび省電力を実現できる。したがって、ランニングコストを低減できる。
【0029】
続いて、物品を回転テーブル102上に供給した後、良品または不良品として振り分けるまでの経路は次のようになる。なお、本実施形態においては、再検査を行う工程があるため、A)良品として判定された場合、B)不良品として判定された場合、C)再検査の結果良品として判定された場合、D)再検査の結果不良品として判定された場合について説明を行う。
【0030】
まず、図2に示すように、供給制御装置104により物品は回転テーブル102の領域R1上に供給される。そして、回転テーブル102が時計回りに回転することにより物品が矢印B1の方向に移動し領域R2に到達する。そして、当該領域R2においてX線検査部110によるX線検査が行われる。なお、当該X線検査としては、異物検査および割れまたは欠け等の検査が挙げられる。X線検査の結果に基づいて、後述の判定部243により、再検査の要否および再検査が必要でない場合における物品の良否(良品または不良品)が判定される。
【0031】
(A)
X線検査部110による検査結果において物品が良品であると判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B2の方向に移動する。そして、物品が領域R3に到達すると、当該領域R3において振り分け装置106により吸引される。それにより、ダクト107を介して物品が良品として振り分けられ、ベルトコンベア210で搬出される。
【0032】
(B)
一方、X線検査部110による検査結果において物品が不良品であると判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B3の方向に移動する。そして、物品が領域R4に到達すると、当該領域R4において振り分け装置116により吸引される。それにより、物品が不良品として振り分けられる。このような処理が繰り返し行われる。
【0033】
(再検査C,D)
一方、X線検査部110による検査結果において物品が確実に良品および不良品のいずれか一方であると判定されない物品は、振り分け装置106および振り分け装置116による振り分けが行われない。
【0034】
そして、当該物品は、再度X線検査部110へ向かって回転テーブル102上を循環される。その結果、当該物品が領域R2のX線検査部110において再検査される。
【0035】
本実施形態において、当該再検査では、当該物品の検査基準を上げてX線検査を行う。なお、検査基準を上げるとは、透過X線を受けるセンサの検出感度の設定を変更すること等をいう。設定は、基準を上昇させてもよく、下降させてもよく、また、センサの検出感度以外にもX線源の電力調整を行ってもよい。
【0036】
また、再検査が必要であると判定された場合には、供給制御装置104は、当該再検査が必要である物品の上方からの物品の供給を停止するよう制御される。すなわち、再検査が必要な物品の特定が困難になることを避けるためである。
【0037】
(C)
次いで、センサの検出感度を変更させた状態で再検査を行った結果、物品が良品であると判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B2の方向に移動する。すなわち、当該物品は、矢印B1、B2、B3、B4、B1、B2と移動されたものである。そして、物品が領域R3に到達すると、当該領域R3において振り分け装置106により吸引される。それにより、物品が良品として振り分けられる。
【0038】
(D)
一方、センサの検出感度を変更させた状態で再検査を行った結果、物品が良品でない、すなわち、不良品または不良品か否か最終的に判断がつかないと判定された場合には、回転テーブル102が時計回りにさらに回転することにより物品が矢印B3の方向に移動する。すなわち、当該物品は、矢印B1、B2、B3、B4、B1、B2、B3と移動されたものである。そして、物品が領域R4に到達すると、当該領域R4において振り分け装置116により吸引される。それにより、物品が不良品として振り分けられる。このような処理が繰り返し行われる。
【0039】
次いで、本実施形態に係るX線検査装置100における処理について構成部ごとに説明する。図3はX線検査装置100の構成を示すブロック図である。
【0040】
図3に示すように、X線検査部110は、X線照射装置210、ラインセンサ220、A/Dコンバータ230、CPU(中央演算処理装置)260、ROM(リードオンリーメモリ)またはRAM(ランダムアクセスメモリ)等のメモリ270およびハードディスク280を含む。ラインセンサ220は、シンチレータおよびフォトダイオード素子からなり、X線照射装置210から照射されて物品を透過したX線を検出できる位置に設けられる。また、CPU260、メモリ270およびハードディスク280は、アドレスバスまたはデータバス等のバスラインを介して相互に接続されている。
【0041】
上記のCPU260がメモリ270またはハードディスク280に格納されている各種プログラムを実行することによって、図3の輝度毎データ取得部240、合算部241、生成部242、判定部243、動作制御部244および表示データ作成部245が機能的に実現される。各種プログラムは、当該プログラムが記録されたCD−ROM、DVD−ROM等の記録媒体からインストールすることが可能であるし、ネットワークを介してサーバからダウンロードすることも可能である。
【0042】
また、X線検査装置100は、入力表示部MTでのデータ表示を制御する表示制御回路(図示せず)、入力表示部MTを介して作業者により入力されたデータを取り込むキー入力回路(図示せず)およびプリンタ等の外部機器またはLAN(ローカルエリアネットワーク)等のネットワークとの接続を可能にする通信ポート(図示せず)等を備えている。
【0043】
図3において、最初に、X線照射装置210から照射されて物品を透過したX線がラインセンサ220に入射される。そして、入射されたX線に基づいてラインセンサ220によりアナログデータである検出データKDaが生成される。検出データKDaは、A/Dコンバータ230によりデジタルデータである検出データKDdに変換される。
【0044】
検出データKDdの検出値に基づき輝度毎データ取得部240により輝度毎データLD1が取得される。輝度毎データLD1は画像の1ライン分に相当するものである。そして、合算部241により複数の輝度毎データLD1が合算されることにより、画像の全ライン分に相当する輝度毎データLD2が生成される。
【0045】
次に、輝度毎データLD2に基づいて生成部242により画像データが生成される。そして、生成された画像データに基づいて、多数のうち一の物品について再検査の要否が判定部243により判定される。
【0046】
判定部243の結果に応じて、上述したように、動作制御部244は、物品が回転テーブル102上から振り分けられるよう当該振り分け装置106または振り分け装置116を制御する。具体的には、動作制御部244は、A)物品が矢印B2の方向に沿って移動する時間、C)物品が矢印B2、B3、B4、B1、B2の方向の順に沿って移動する時間に基づいて振り分け装置106を制御する。また、動作制御部244は、B)物品が矢印B2、B3の方向に沿って移動する時間、C)物品が矢印B2、B3、B4、B1、B2、B3の方向の順に沿って移動する時間に基づいて振り分け装置116を制御する。なお、物品Bが矢印B2または矢印B3に沿って移動する時間は回転テーブル102の回転速度に基づいて得られる。
【0047】
次いで、図4は回転テーブル102上の検査位置について説明するための説明図である。図4に示すように、物品Bが回転テーブル102上の領域R1に供給される。そして、回転テーブル102が時計回りに回転することにより、物品Bは矢印B1の方向に沿って領域R2に移動し、X線検査部110でX線検査を受ける。
【0048】
ここで、X線検査の結果、再検査が必要であると判定された場合、図4に示す物品Bの位置K1がメモリ270またはハードディスク280に記憶される。この位置K1とは、回転テーブル102の回転角度、および当該回転テーブル102の中心からの距離、物品の大きさを含むものである。そして、上記物品Bが循環して戻ってくる際に、X線検査部110は上記位置K1に対して検査基準を上げて再検査を行う。なお、検査基準を上げるとは、上述したように、ラインセンサ220の検出感度の設定を変更すること等をいう。そして、供給制御装置104は、上記の位置K1に新たな物品Bを供給せずに、当該位置K1以外の位置に物品Bを供給する。
【0049】
(本実施形態における効果)
本実施形態では、再検査が必要と判定された物品Bを振り分けずに回転テーブル102で循環させるだけで、X線検査部110で再検査することができる。それにより、物品BをX線検査部110に再度戻すための別途設けられる搬送系が不要となり、X線検査装置100の構成をシンプルにすることができる。特に、物品Bがバラ物である場合には、誤検査が多く発生して再検査が必要であることが多発するので、再検査をシンプルな構成で行うことができる本実施形態のX線検査装置100は有益である。
【0050】
また、上下に搬送路が平行に形成された再検査装置の場合、上方の搬送路の途中に設けられたX線検査部でX線検査が実施され、再検査が必要であると判定された場合に、物品が下方の搬送に移動されて再度、他のX線検査部でX線検査が実施される場合と比較して、本実施形態に係るX線検査装置100では、複数のX線検査部を用いずに1台のX線検査部110で再検査を実現できるのでコストアップが抑制される。また、上下に搬送路が形成された再検査装置においては、上下に配置された搬送路の距離以下の高さの物品Bを検査することができるが、当該距離以上の高さの物品Bを検査することができない。したがって、本実施形態に係るX線検査装置100においては、物品Bの高さ制約を解除することができる。
【0051】
また、本実施形態では、回転テーブル102上の位置K1に対して検査基準を上げて再検査が行われるので、再検査が必要と判定された物品Bであっても、検査結果を高く信頼することができる。
【0052】
また、本実施形態では、供給制御装置104により位置K1に新たな物品Bが供給されないので、再検査が必要と判定された物品Bのみ再検査を実施でき、他の良品との混在が生じない。
【0053】
また、本実施形態では、再検査された物品Bが不良品であると判定された場合に、当該物品Bが不良品として確実に振り分けられるので、X線検査部110に三度送られてしまうことが防止される。
【0054】
さらに、本実施形態では、物品Bは非包装物品(バラ物)であり、回転テーブル102は水平板状部材のみからなって搬送経路上に仕切りがないので、検査領域を自由に設定でき汎用性が向上する。
【0055】
(請求項の各構成要素と上記実施形態の各部との対応関係)
上記実施形態においては、X線検査装置100がX線検査装置に相当し、回転テーブル102が回転テーブルに相当し、X線検査部110がX線検査部に相当し、判定部243が判定部に相当し、振り分け装置106または振り分け装置116が振り分け部に相当し、動作制御部244が制御部に相当し、供給制御装置104が供給制御部に相当し、メモリ270またはハードディスク280が記憶部に相当し、物品Bが物品に相当し、位置K1が回転テーブル上の位置に相当する。
【0056】
(変形例)
なお、上記実施形態では、判定部243により良品または不良品と判定された物品Bを吸引装置である振り分け装置106または振り分け装置116により振り分けることとしたが、これに限定されるものではなく、例えば振り分けアーム等の機構を使用して振り分けてもよい。
【0057】
また、X線検査部110による検査結果に基づいて、重量推定による重量ランク選別と形状ランク選別とを複合して行ってもよい。
【0058】
例えば、重量ランクとして「L」、「M」および「S」の3ランクを設定し、形状ランクとして「優」、「秀」および「並」の3ランクを設定する場合で、X線検査装置100において物理的に振り分け可能なランクが4つの場合に、「L」ランクかつ「優」ランクの物品Bを1ランク目に振り分ける。また、「L」ランクかつ「秀」ランクの物品Bを2ランク目に振り分け、「L」ランクかつ「並」ランクの物品Bおよび「M」ランクの全ての物品Bを3ランク目に振り分け、「S」ランクの全ての物品Bを4ランク目に振り分ける。
【0059】
これにより、X線検査装置100において、複合された多数のランクを少数のランクに置換することができるので、ランクに基づく振り分けを容易に行うことができる。また、X線検査装置100のコンパクト化および低コスト化に貢献できる。
【0060】
さらに、本発明の好ましい一実施形態は上記の通りであるが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が他になされることは理解されよう。さらに、本実施形態において、本発明の構成による作用および効果を述べているが、これら作用および効果は、一例であり、本発明を限定するものではない。
【符号の説明】
【0061】
100 X線検査装置
102 回転テーブル
104 供給制御装置
106 振り分け装置
110 X線検査部
116 振り分け装置
243 判定部
244 動作制御部
270 メモリ
280 ハードディスク
B 物品
K1 位置
【特許請求の範囲】
【請求項1】
載置された物品を水平面内で回転させる回転テーブルと、前記物品の検査を行うX線検査部と、を有するX線検査装置であって、
前記X線検査部による検査結果に基づいて前記物品の再検査の要否を判定する判定部と、
前記判定部により再検査が不要と判定された場合に、前記物品を前記回転テーブル上から振り分ける振り分け部と、
前記振り分け部により振り分けられない物品を再度前記X線検査部へ向かって循環させるように前記回転テーブルを制御する制御部と、を備えたことを特徴とするX線検査装置。
【請求項2】
前記制御部は、前記X線検査部による検査結果に基づいて前記物品を振り分けるように前記振り分け部を制御することを特徴とする請求項1に記載のX線検査装置。
【請求項3】
前記回転テーブルへの前記物品の供給を制御する供給制御部と、
前記判定部により前記物品の再検査が必要と判定された前記回転テーブル上の位置を記憶する記憶部と、をさらに備え、
前記X線検査部は、前記記憶部に記憶された再検査が必要とされた前記位置に対して、検査基準を上げて再検査を行うことを特徴とする請求項1または請求項2に記載のX線検査装置。
【請求項4】
前記供給制御部は、前記記憶部に記憶された再検査が必要とされた前記位置に対して新たな前記物品を供給しないことを特徴とする請求項3に記載のX線検査装置。
【請求項5】
前記制御部は、前記X線検査部に再度送られて再検査された前記物品が前記判定部により不良品であると判定された場合に、前記振り分け部により当該物品が不良品として振り分けられるよう当該振り分け部を制御することを特徴とする請求項1から請求項4のいずれか1項に記載のX線検査装置。
【請求項6】
前記物品は非包装物品であり、
前記回転テーブルは水平板状部材のみからなることを特徴とする請求項1から請求項5のいずれか1項に記載のX線検査装置。
【請求項7】
前記回転テーブルは、カーボンからなることを特徴とする請求項1から請求項6のいずれか1項に記載のX線検査装置。
【請求項1】
載置された物品を水平面内で回転させる回転テーブルと、前記物品の検査を行うX線検査部と、を有するX線検査装置であって、
前記X線検査部による検査結果に基づいて前記物品の再検査の要否を判定する判定部と、
前記判定部により再検査が不要と判定された場合に、前記物品を前記回転テーブル上から振り分ける振り分け部と、
前記振り分け部により振り分けられない物品を再度前記X線検査部へ向かって循環させるように前記回転テーブルを制御する制御部と、を備えたことを特徴とするX線検査装置。
【請求項2】
前記制御部は、前記X線検査部による検査結果に基づいて前記物品を振り分けるように前記振り分け部を制御することを特徴とする請求項1に記載のX線検査装置。
【請求項3】
前記回転テーブルへの前記物品の供給を制御する供給制御部と、
前記判定部により前記物品の再検査が必要と判定された前記回転テーブル上の位置を記憶する記憶部と、をさらに備え、
前記X線検査部は、前記記憶部に記憶された再検査が必要とされた前記位置に対して、検査基準を上げて再検査を行うことを特徴とする請求項1または請求項2に記載のX線検査装置。
【請求項4】
前記供給制御部は、前記記憶部に記憶された再検査が必要とされた前記位置に対して新たな前記物品を供給しないことを特徴とする請求項3に記載のX線検査装置。
【請求項5】
前記制御部は、前記X線検査部に再度送られて再検査された前記物品が前記判定部により不良品であると判定された場合に、前記振り分け部により当該物品が不良品として振り分けられるよう当該振り分け部を制御することを特徴とする請求項1から請求項4のいずれか1項に記載のX線検査装置。
【請求項6】
前記物品は非包装物品であり、
前記回転テーブルは水平板状部材のみからなることを特徴とする請求項1から請求項5のいずれか1項に記載のX線検査装置。
【請求項7】
前記回転テーブルは、カーボンからなることを特徴とする請求項1から請求項6のいずれか1項に記載のX線検査装置。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−247672(P2011−247672A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−119150(P2010−119150)
【出願日】平成22年5月25日(2010.5.25)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月25日(2010.5.25)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]