
いなり寿司製造装置
【課題】いなり寿司製造装置の構成を簡単化する。
【解決手段】いなり寿司製造装置1において、シャリ受型9上の寿司飯Rを押出棒11により押し出して、ターンテーブル2上に載置された油揚げQの内部に挿入した後、後押さえ部材12がターンテーブル2の中央側に後退するのと同期させて押出棒11を前進させることにより、押出棒11と後押さえ部材12とで出来上がったいなり寿司QRを挟持した状態でターンテーブル2の中央側に移載する。
【解決手段】いなり寿司製造装置1において、シャリ受型9上の寿司飯Rを押出棒11により押し出して、ターンテーブル2上に載置された油揚げQの内部に挿入した後、後押さえ部材12がターンテーブル2の中央側に後退するのと同期させて押出棒11を前進させることにより、押出棒11と後押さえ部材12とで出来上がったいなり寿司QRを挟持した状態でターンテーブル2の中央側に移載する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、いなり寿司製造装置に関するものである。
【背景技術】
【0002】
いなり寿司製造装置は、予め甘辛く煮付けられた油揚げの内部に柔らかめに計量分割された寿司飯を機械的に押し込むことにより、いなり寿司を自動的に製造する装置である。
【0003】
例えば特許4440873号公報には、ターンテーブルの外周に沿って載置された複数枚の油揚げの各々をターンテーブルの回転によりターンテーブルの外周に配置された寿司飯供給装置に順に搬送し、その油揚げの内部に寿司飯を挿入していなり寿司を製造した後、出来上がったいなり寿司をターンテーブルの回転により寿司飯供給装置よりも下流の移送手段の前に搬送し、この移送手段によりターンテーブルの内側に移送する稲荷集合装置が開示されている。この移送手段は、リンクを用いて相互に連動して開閉する駆動下向腕と従動下向腕とを備えており、その各々の下向腕の下端部によって稲荷を挟持する複雑な構成となっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4440873号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の稲荷集合装置においては、いなり寿司をターンテーブルの内側に移送する移送手段が寿司飯供給装置とは別個に設けられているため、移送手段のための専用のモータ、カム、リンクおよびそれらを接続する支持体、筐体およびピン等、様々な部品が必要である。また、移送手段自体の構成が複雑な上、寿司飯の挿入処理と出来上がったいなり寿司の移送処理とが別々の場所で行われ、その各々の処理間でターンテーブルを回転させる必要がある。これらにより、装置全体の構成が複雑になるという問題がある。
【0006】
本発明は、いなり寿司製造装置の構成を簡単化することのできる技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、請求項1に記載の本発明のいなり寿司製造装置は、寿司飯を寿司飯受台上に供給する寿司飯供給手段と、前記寿司飯受台の前の寿司飯挿入位置に油揚げを搬送する搬送手段と、前記寿司飯挿入位置に搬送された油揚げを開口状態で保持する保持手段と、前記寿司飯受台上の寿司飯を前記油揚げの内部に挿入するために前記油揚げの開口の方向に押し出す押出手段と、前記寿司飯挿入位置に搬送された油揚げの後部を押さえる後押さえ手段と、前記保持手段により前記油揚げを開口した後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出し前記油揚げの内部に挿入していなり寿司を形成し、その後、出来上がったいなり寿司を前記押出手段と前記後押さえ手段とにより挟持した状態で前記搬送手段において油揚げの載置位置と異なるいなり寿司載置位置に移載する制御を実行する制御手段とを備えることを特徴とする。
【0008】
また、請求項2に記載の本発明のいなり寿司製造装置は、前記搬送手段は、ターンテーブルと、該ターンテーブルを回転駆動する駆動体とを備えており、前記ターンテーブルの外周に沿って載置されている複数枚の油揚げの各々を前記ターンテーブルの回転により前記ターンテーブルの外周に位置する前記寿司飯挿入位置に順に搬送する構成を備えており、前記ターンテーブルにおいて前記いなり寿司移載位置は前記油揚げの載置位置よりも中心側に設けられていることを特徴とする。
【0009】
また、請求項3に記載の本発明のいなり寿司製造装置は、請求項1または2記載のいなり寿司製造装置において、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、前記制御手段は、前記保持手段により前記油揚げを開口した状態で前記送風手段により前記油揚げの内部に空気を送り前記油揚げの内部を広げた後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出して前記油揚げの内部に挿入する制御を実行することを特徴とする。
【0010】
また、請求項4に記載の本発明のいなり寿司製造装置は、請求項1〜3のいずれか1項に記載のいなり寿司製造装置において、いなり寿司製造装置は、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、前記制御手段は、前記送風手段の送風量を第1の送風量にした状態で前記油揚げの内部に空気を送ることにより前記油揚げの内部を広げた後、前記送風手段の送風量を前記第1の送風量よりも低い第2の送風量にした状態で前記押出し手段により前記油揚げの内部に寿司飯を挿入する制御を実行することを特徴とする。
【0011】
また、請求項5に記載の本発明のいなり寿司製造装置は、請求項1〜4のいずれか1項に記載のいなり寿司製造装置において、前記押出手段は、独立して制御可能な駆動体を備えていることを特徴とする。
【発明の効果】
【0012】
請求項1記載の発明によれば、寿司飯を油揚げに挿入するための押出手段および後押さえ手段が、出来上がったいなり寿司を搬送手段のいなり寿司載置位置に移載する移載機器を兼ねているので、移載機器を別に設ける場合に比べて、いなり寿司製造装置の構成を簡単化することが可能になる。
【0013】
請求項2記載の発明によれば、搬送手段としてターンテーブルを用いたことにより、いなり寿司製造装置を小型化することが可能になる。
【0014】
請求項3記載の発明によれば、風圧によって油揚げの内部奥を広げるので、油揚げを傷つけたり破ってしまったりすることがない。また、送風手段により油揚げの内部に空気を送り油揚げの内部を広げた後、その油揚げの後部を後押さえ手段により押さえた状態で、押出手段により寿司飯を押出して油揚げの内部に挿入するので、寿司飯の挿入時に油揚げを破ってしまうこともない。したがって、油揚げを破ることなく、油揚げの内部の後側両隅部まで寿司飯を詰め込むことが可能になる。
【0015】
請求項4記載の発明によれば、風圧によって油揚げの内部奥を広げるので、油揚げを傷つけたり破ってしまったりすることがない。また、油揚げの内部に寿司飯を挿入する際には送風量を下げるので、寿司飯の米粒が風圧で飛び散ることもない。したがって、油揚げを破ることなく、また、寿司飯の米粒を散らすことなく、油揚げの内部の後側両隅部まで寿司飯を詰め込むことが可能になる。
【0016】
請求項5記載の発明によれば、押出手段の駆動タイミングおよびストロークを任意に変更できるので、部品を交換することなく、大きさの異なる油揚げに柔軟に対応することが可能になる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施の形態に係るいなり寿司製造装置の要部斜視図である。
【図2】図1のいなり寿司製造装置の一部破断側面図である。
【図3】図1のいなり寿司製造装置を上から見た要部平面図である。
【図4】図3のいなり寿司製造装置の一部の構成を取り外して示したいなり寿司製造装置の要部平面図である。
【図5】図1のいなり寿司製造装置の回路ブロックの一部の構成図である。
【図6】いなり寿司製造工程における各構成部の動作を例示するタイミングチャートの図である。
【図7】寿司飯計量期間初期のいなり寿司製造装置の要部平面図である。
【図8】図7のいなり寿司製造装置の一部破断側面図である。
【図9】油揚げ掴み開始時のいなり寿司製造装置の一部破断側面図である。
【図10】主に一対のクリップによる油揚げの開口時のいなり寿司製造装置の一部破断側面図である。
【図11】送風機構部からの送風による油揚げの開口時のいなり寿司製造装置の一部破断側面図である。
【図12】寿司飯挿入期間の初期のいなり寿司製造装置の一部破断側面図である。
【図13】寿司飯挿入期間の後期のいなり寿司製造装置の要部平面図である。
【図14】図13のいなり寿司製造装置の一部破断側面図である。
【図15】送風機構部により油揚げの内部に空気を吹き込む前に油揚げの後端を後押さえ部材により押さえた場合に生じる不具合を説明するためのいなり寿司製造装置の一部破断側面図である。
【図16】いなり寿司移載時のいなり寿司製造装置の要部平面図である。
【図17】図16のいなり寿司製造装置の一部破断側面図である。
【図18】初期段階に戻る時のいなり寿司製造装置の要部平面図である。
【発明を実施するための形態】
【0018】
以下、本発明の一例としての実施の形態について、図面に基づいて詳細に説明する。なお、実施の形態を説明するための図面において、同一の構成要素には原則として同一の符号を付し、その繰り返しの説明は省略する。
【0019】
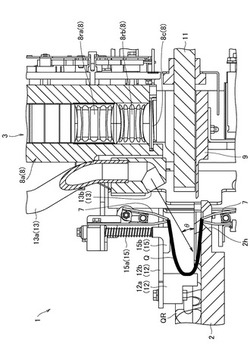
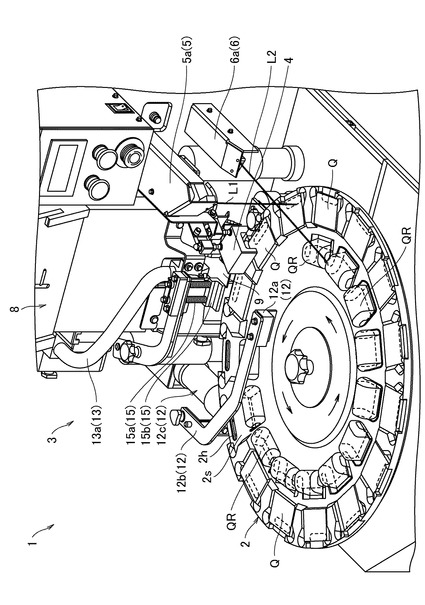
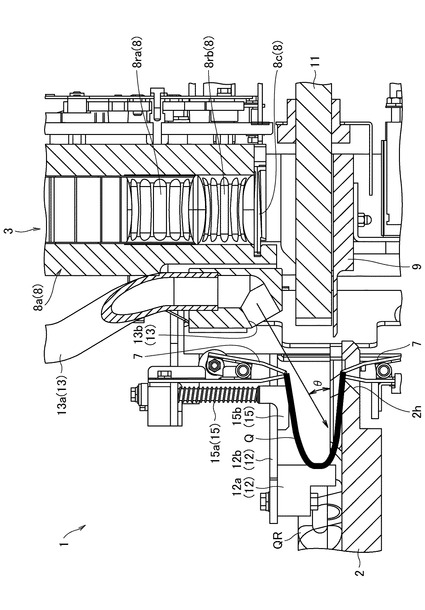
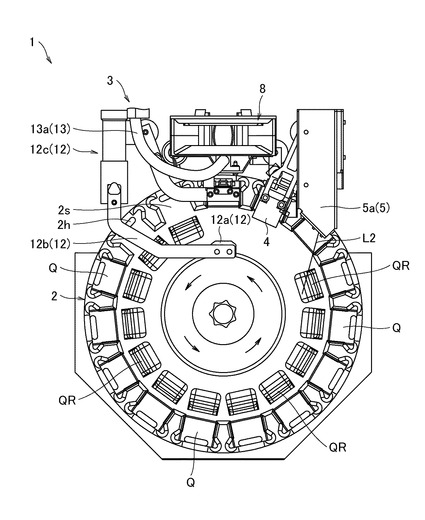
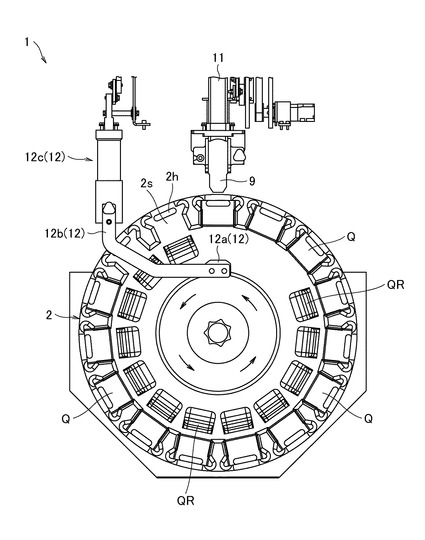
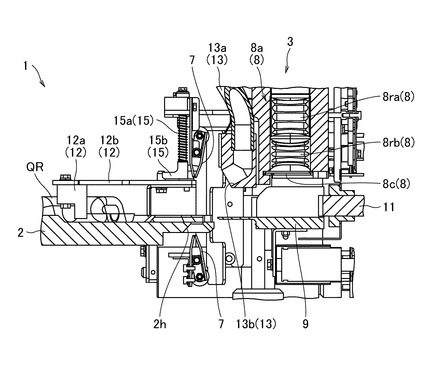
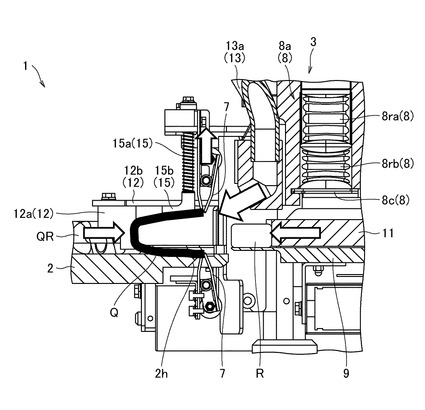
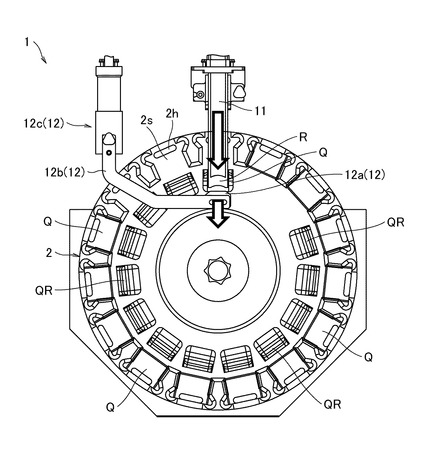
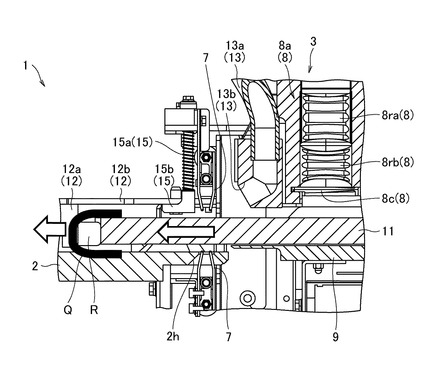
図1は、本発明の実施の形態に係るいなり寿司製造装置1の要部斜視図、図2は、図1のいなり寿司製造装置1の一部破断側面図、図3は、図1のいなり寿司製造装置1を上から見た要部平面図、図4は、図3のいなり寿司製造装置1の一部の構成を取り外して示したいなり寿司製造装置の要部平面図である。
【0020】
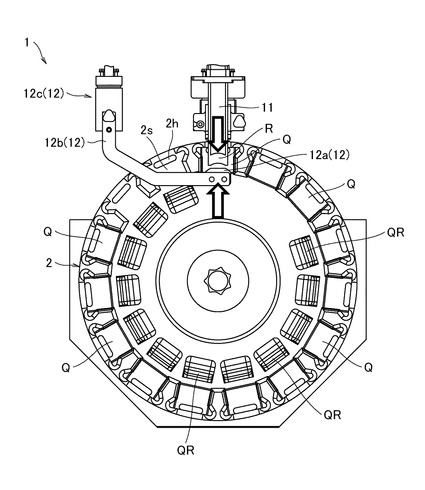
本実施の形態のいなり寿司製造装置1は、予め甘くまたは甘辛く煮付けられた複数枚の油揚げQの各々の内部に柔らかめに計量分割された寿司飯を機械的に挿入することにより複数個のいなり寿司QRを自動的に製造する装置であり、ターンテーブル(搬送手段)2と、装置本体3と、予備開口部4と、油揚げ検出用の検出器5と、いなり寿司検出用の検出器6とを備えている。
【0021】
ターンテーブル2は、寿司飯が挿入される前の平坦状の油揚げQを装置本体3の前の寿司飯挿入位置に搬送する機構部であり、反時計回りに間欠的に回転可能な状態で設けられている。ターンテーブル2を用いたことにより、いなり寿司製造装置1を小型化することができる。
【0022】
このターンテーブル2の上面において外周近傍には、その外周に沿って予め設定された間隔毎に複数の載置領域2sが形成されている。この載置領域2sの各々には、油揚げQが、その一辺の切口部を外側に向けた状態で載置されている。
【0023】
また、載置領域2sの各々には、ターンテーブル2の上下面を貫通する孔2hが形成されている。この孔2hは、図2に示すように、油揚げQの保持の際に後述の下側のクリップ7を通すためと、図1に示すように、油揚げ検出用の検出器5により油揚げQの有無を監視するために使用される。
【0024】
装置本体3は、寿司飯を計量分割して油揚げQの内部に挿入し、出来上がったいなり寿司QRをターンテーブル2の外周側から中央側に移載する機構部であり、寿司飯供給機構部(寿司飯供給手段)8と、シャリ受型(寿司飯受台)9と、一対のクリップ(保持手段)7,7と、押出棒(押出手段)11と、後押さえ部材(後押さえ手段)12と、送風機構部(送風手段)13とを備えている。
【0025】
寿司飯供給機構部8は、寿司飯を柔らかく解してから予め設定された大きさ、形状および重さになるように計量分割してシャリ受型9上に供給する機構部であり、寿司飯解し部(図示せず)と、その下方に設けられた計量分割部8aとを備えている。
【0026】
寿司飯解し部には、解し羽が回転可能な状態で設けられており、この解し羽の回転により寿司飯は柔らかく解された後、計量分割部8aに送られるようになっている。
【0027】
計量分割部8aには、左右一対のローラ8ra,8raと、その下方に配置された左右一対のローラ8rb,8rbと、さらにその下方に配置された分割用のカッタ8cとが設けられている。下段の一対のローラ8rb,8rbは、上段の一対のローラ8ra,8raよりも小径で、かつ、その隣接間隔が狭くなっている。これにより、計量分割部8aに送られた寿司飯は、米粒の密度が一定に保たれたままローラ8ra,8rbにより圧縮されて下方に送られ、予め設定された大きさ、形状および重さとなるタイミングでカッタ8cにより分割されてシャリ受型9上に載置されるようになっている。
【0028】
シャリ受型9は、寿司飯供給機構部8により計量分割された寿司飯を載置する受台であり、計量分割部8aの下方に設けられている。このシャリ受型9は、ターンテーブル2に向かって前進する方向およびターンテーブル2から離間する方向に移動可能な状態で設けられており、寿司飯を油揚げQの内部に挿入する際に、先端部が油揚げQの内部に入り込む位置まで移動して寿司飯の挿入ガイドとなるように設けられている。
【0029】
一対のクリップ7,7は、図2に示すように、油揚げQの内部に寿司飯を挿入する前に油揚げQの上下皮において開口側の端部を掴んで油揚げQを開口させた状態で保持する保持手段である。この一対のクリップ7,7は、寿司飯挿入位置においてターンテーブル2を挟むように上下対になって配置されており、それぞれ上下方向に移動可能な状態で設けられている。下側のクリップ10は、ターンテーブル2の孔2hを通じて油揚げQの下皮を掴むことが可能になっている。
【0030】
上側のクリップ7の前面側には、図1および図2に示すように、油揚げ押さえ機構15が設けられている。この油揚げ押さえ機構15は、バネ15aと押さえ部15bとを備えており、上下のクリップ7,7で油揚げQを掴む際に、バネ15aの付勢力により押さえ部15bで油揚げQを押さえて安定させる機構部である。
【0031】
押出棒11は、図2に示すように、シャリ受型9上の寿司飯を油揚げQの内部に挿入するために押し出すとともに、出来上がったいなり寿司QRをターンテーブル2の中央側に移載するための部材であり、シャリ受型9の上面に沿ってターンテーブル2に向かって前進する方向およびターンテーブル2から離間する方向に移動可能な状態で設けられている。
【0032】
この押出棒11を駆動する駆動体(押出手段;図1〜図4には図示せず)は、サーボモータ等からなり独立して制御することが可能になっている。これにより、押出棒11の駆動タイミングおよびストロークを任意に変更することができるので、部品を交換するこなく、大きさの異なる油揚げQに柔軟に対応することが可能になっている。
【0033】
また、押出棒11の先端面は、弧状に湾曲形成されている。これにより、寿司飯を油揚げQの後端部両隅に良好に詰め込むことが可能になっている。
【0034】
後押さえ部材12は、押出棒11により油揚げQの内部に寿司飯を押し込む際に油揚げQの後端を押さえるとともに、出来上がったいなり寿司QRをターンテーブル2の中央側に移載するための部材であり、ターンテーブル2の上面に沿ってターンテーブル2の中心方向およびターンテーブル2の中心から離間する方向に移動可能な状態で設けられている。
【0035】
この後押さえ部材12は、押さえ部12aと、これを支持する支持部12bとを備えている。押さえ部12aは、支持部12bの一端に着脱自在に設けられている。この押さえ部12aにおいて油揚げQの後端に接する部分は、押出棒11の先端の湾曲形成面に合うように凸状に形成されている。これにより、押出棒11により油揚げQの内部に寿司飯を押し込むと、押出棒11の幅方向両端の突き出ている部分で押さえ部12aの幅方向両端の窪んでいる部分を押すようになるので、油揚げQの後端側両隅に寿司飯をさらに良好に詰め込むことが可能になっている。
【0036】
また、後押さえ部材12の支持部12bの他端は、エアシリンダ等のようなリニア駆動体(後押さえ手段)12cを介してモータ等のような駆動体(後押さえ手段;図1〜図4には図示せず)に接続されている。この後押さえ部材12を駆動する駆動体は独立して制御することが可能になっている。これにより、後押さえ部材12の駆動タイミングおよびストロークを任意に変更することが可能になっている。
【0037】
送風機構部13は、油揚げQの内部に寿司飯を挿入する前に油揚げQの内部に空気を吹き込んで油揚げQの内部奥を広げる機構部であり、風を送り出す駆動体(図1〜図4には図示せず)と、送り出された風を寿司飯挿入位置に導く送風管13aと、送風管13aにおいて寿司飯挿入位置側の先端に設けられた送風口13bとを備えている。
【0038】
送風機構部13の駆動体は、ターボファンモータ等からなり独立して制御することが可能になっている。このモータの動作(回転数)を制御することにより、送風タイミング、送風時間および送風量を任意に変更することが可能になっている。
【0039】
送風口13bの開口面積は、送風管13aの開口面積と同一かまたはそれより大きくなるように形成されている。送風口13bの開口面積を送風管13aの開口面積よりも小さくしてしまうと風力が小さくなり油揚げQを充分に開口できない場合がある。これに対して、送風口13bの開口面積を送風管13aの開口面積以上としたことにより、風力を確保できるので、油揚げQの内部奥まで充分に広げることができた。
【0040】
また、送風管13aおよび送風口13bの開口形状は同一形状とされている。発明者の検討によれば、送風管13aおよび送風口13bの開口形状は同一形状としたことにより、油揚げQの内部に送られる送風量の制御を容易にすることができるので、油揚げQの内部奥まで充分に広げることができた。送風管13aおよび送風口13bの開口形状は、特に限定されるものではないが、例えば円形状に形成されている。ただし、送風管13aの開口形状と送風口13bの開口形状とを異なる形状にしても良い。
【0041】
送風口13bは、シャリ受型9や押出棒11の直上に配置されている。すなわち、送風口13bは、油揚げQの載置面に対して斜め上方に配置されている。これにより、送風口13bから放出された風は油揚げQの内部に斜め上方から吹き込まれる。ただし、これに限定されるものではなく、平面で見て油揚げQに対して斜め方向から風を送るように送風口13bを配置しても良い。
【0042】
また、図2に示すように、送風口13bから油揚げQの内部に送られる風の送風角度θは、例えば、35度〜60度、好ましくは40度〜50度、ここでは、45度に設定されている。発明者の検討によれば、送風角度θが30度の場合は油揚げQの内部奥を充分に広げることができなかったが、送風角度θが40度〜50度の場合は油揚げQの内部奥を充分に広げることができた。
【0043】
予備開口部4は、上記送風機構部13による油揚げQの開口処理の前に、油揚げQの内部に1本の細いパイプを差し込み、そこから圧縮空気を注入することにより油揚げQの内側の上下皮を剥離する機構部であり、ターンテーブル2の外周近傍において寿司飯挿入位置よりも1つ手前に位置する載置領域2sの上方に設けられている。
【0044】
上記した送風機構部13による油揚げQの開口処理の前に、予備開口部4により油揚げQの内部の上下皮を予め剥離しておくことにより、送風機構部13により油揚げQを広げる処理を短時間で容易かつ確実に行うことができるようになっている。
【0045】
油揚げ検出用の検出器5は、ターンテーブル2において予備開口部4の1つ手前の載置領域2sに油揚げQが有るか否かを監視する機器であり、ターンテーブル2の外周近傍において予備開口部4よりも1つ手前に位置する載置領域2s位置に設けられている。
【0046】
この油揚げ検出用の検出器5は、発光部5aと受光部(図示せず)とを備えている。受光部は、発光部5aから放射されたレーザ光等のような検出光L1が、ターンテーブル2の孔2hを通じて照射されるようにターンテーブル2の下方に配置されており、受光部で検出光L1が検出された場合は油揚げQが無いと判断され、検出されない場合は油揚げQが有ると判断されるようになっている。
【0047】
いなり寿司検出用の検出器6は、ターンテーブル2の上面において載置領域2sよりも中央側の予め設定された位置にいなり寿司QRが有るか否かを監視する機器であり、ターンテーブル2の外周近傍において油揚げ検出用の検出器5と同位置に設けられている。
【0048】
このいなり寿司検出用の検出器6は、発光部6aと受光部(図示せず)とを備えている。受光部は、発光部6aから放射されたレーザ等のような検出光L2がいなり寿司QRに照射された時に発生する散乱光を検出可能なように配置されており、この受光部で検出光L2が検出された場合はいなり寿司製造装置1の動作を停止し、検出されない場合はいなり寿司QRの製造を続行するようになっている。
【0049】
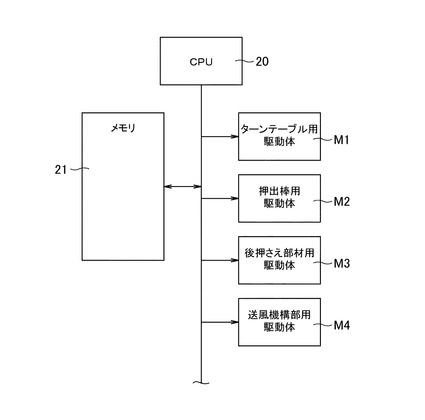
次に、図5は、図1のいなり寿司製造装置1の回路ブロックの一部の構成図である。
【0050】
CPU(Central Processing Unit)20は、配線を通じてメモリ21および駆動体M1〜M3に電気的に接続されている。このCPU20は、メモリMEに記憶されたプログラムに基づいて、いなり寿司製造装置1の全体動作を制御する制御手段であり、次の制御を実行する。
【0051】
第1に、CPU20は、一対のクリップ7,7により油揚げQを開口した状態で送風機構部13により油揚げQの内部に空気を送り油揚げQの内部を広げた後、その油揚げQの後部を後押さえ部材12により押さえた状態で、寿司飯を押出棒11により油揚げQの開口の方向に押出して油揚げQの内部に挿入する制御を実行する。
【0052】
第2に、CPU20は、油揚げQの内部に寿司飯を挿入する際の送風機構部13による送風量(送風機後部13から単位時間当たりに送られる風量)を、送風機構部13により油揚げQの内部に空気を送り油揚げQの内部を広げる際の送風量よりも下げる制御を実行する。
【0053】
第3に、CPU20は、油揚げQの内部に寿司飯を挿入した後、出来上がったいなり寿司QRを押出棒11および後押さえ部材12により挟持した状態でターンテーブル2の中央側に移載する制御を実行する。
【0054】
第4に、CPU20は、油揚げQの内部に寿司飯を挿入する際に、シャリ受型9の先端部を油揚げQの内部に挿入した後に、押出棒11により油揚げQの内部に寿司飯を挿入する制御を実行する。
【0055】
駆動体M1は、上記したターンテーブル2を回転駆動する駆動体である。駆動体M2は上記した押出棒11を駆動する駆動体である。駆動体M3は上記した後押さえ部材12を駆動する駆動体である。駆動体M4は上記した送風機構部13の風を形成する駆動体である。これらの駆動体M1〜M4は、その動作がCPU20によってそれぞれ独立して制御されるようになっている。
【0056】
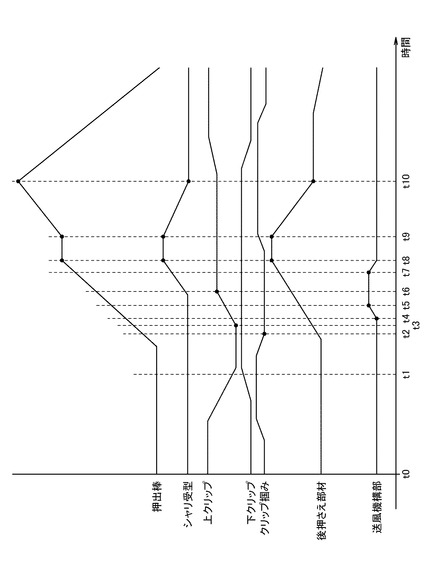
次に、本実施の形態のいなり寿司の製造方法の一例を図6の動作タイミングチャートに沿って図7〜図18を参照しながら説明する。
【0057】
まず、図6の時刻t0〜t1は、寿司飯供給機構部8での寿司飯計量期間を示している。また、図7は、寿司飯計量期間初期のいなり寿司製造装置1の要部平面図、図8は、図7のいなり寿司製造装置1の一部破断側面図である。
【0058】
計量期間初期においては、図7および図8に示すように、一対のクリップ7,7、シャリ受型9、押出棒11および後押さえ部材12を予め設定された位置(初期設定位置)に停止させている。計量途中から上側のクリップ7を下降させ、少し遅れて下側のクリップ7を上昇させる。
【0059】
また、計量期間は送風機構部13の駆動体を停止または低回転(第1回転数、第1回転速度、第3の送風量)させる。油揚げQの開口前から送風機構部13の駆動体を低回転させている理由は、送風機構部13のターボファンモータの回転数を停止状態から高回転状態まで上げるには時間がかかり過ぎてしまうからと、かといって送風機構部13のターボファンモータを高回転し続けるとターボファンモータが壊れてしまうからである。
【0060】
続いて、図6の時刻t2は、油揚げQの上下皮を一対のクリップ7,7により掴み始めた時刻を示している。図9は、油揚げ掴み開始時のいなり寿司製造装置1の一部破断側面図である。なお、符号Rは計量分割後の寿司飯を示している。
【0061】
ここでは、図9に示すように、上下一対のクリップ7,7によりターンテーブル2上の油揚げQの上下皮を掴む。この時、シャリ受型9は停止させたままとし、送風機構部13は上記低回転を維持させる。
【0062】
押出棒11および後押さえ部材12は停止または動作開始とする。ただし、この段階では、後押さえ部材12は油揚げQの後端を押さえない。なお、押出棒11および後押さえ部材12の開始時刻は任意に変更できる。
【0063】
続いて、図6の時刻t3〜t4は、主に一対のクリップ7,7による油揚げQの開口期間を示している。図10は、主に一対のクリップ7,7による油揚げの開口時のいなり寿司製造装置1の一部破断側面図である。
【0064】
ここでは、図10に示すように、下側のクリップ7により油揚げQの下皮を掴んだまま、上側のクリップ7を油揚げQの上皮を掴んで上昇させて油揚げQの切口部を開かせる。
【0065】
この時、シャリ受型9は停止させたままとし、送風機構部13は上記低回転を維持させる。押出棒11および後押さえ部材12は動作させるが、後押さえ部材12は油揚げQの後端を押さえない。
【0066】
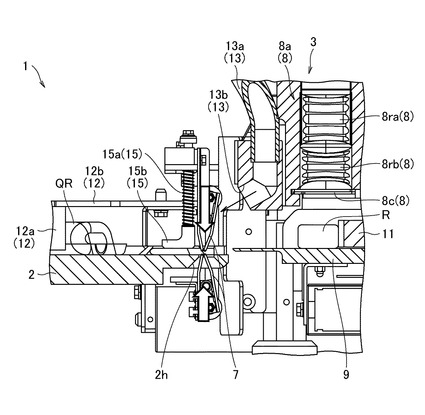
続いて、図6の時刻t4〜t7は、一対のクリップ7,7および送風機構部13からの送風による油揚げQの開口期間を示している。図11は、送風機構部13からの送風による油揚げQの開口時のいなり寿司製造装置1の一部破断側面図である。
【0067】
ここでは、図6に示すように、時刻t4で送風機構部13の駆動体M4(図5参照)の回転数を上記低回転から徐々に上昇させ、時刻t5から高回転(第1回転数より高い第2回転数、第1回転速度よりも高い第2回転速度、第1の送風量)とする。これにより、図11に示すように、油揚げQの内部奥に空気を吹き込む。この風圧により、油揚げQの内部奥、特に後側両隅まで充分に広げることができる。
【0068】
ここで、油揚げQの内部奥を広げるために上下対の板状ガイドを用いる場合、板状ガイドが油揚げQに接触して油揚げQを傷つけたり破ってしまったりする場合がある。近年は、油揚げQが柔らかくなってきているので、この問題は特に顕著となる。
【0069】
これに対して本実施の形態においては、風圧によって油揚げQの内部奥を広げるので、油揚げQを傷つけたり破ってしまったりすることもない。したがって、いなり寿司QRの歩留まりを向上させることができる。
【0070】
また、上記のように油揚げQの開口前に送風機構部13の駆動体M4(図5参照)を低回転させているので、油揚げQの送風開口に際して送風機構部13の駆動体M4の回転数を短時間で高回転に上昇させることができる。このため、油揚げQの開口に必要な風量を短時間で得ることができるので、いなり寿司QRの製造時間をを短縮させることができる。
【0071】
この時、シャリ受型9は停止させたままとし、押出棒11および後押さえ部材12は動作させるが、後押さえ部材12は油揚げQの後端を押さえない。また、図6に示すように、時刻t6で上側のクリップ7の上昇を停止させる。
【0072】
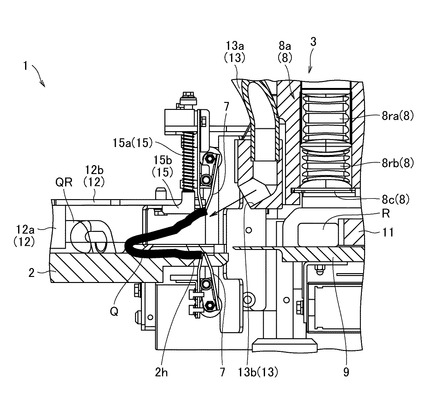
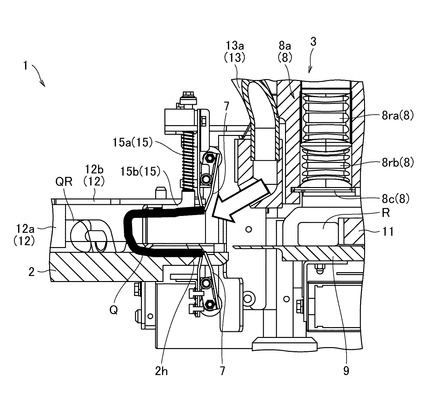
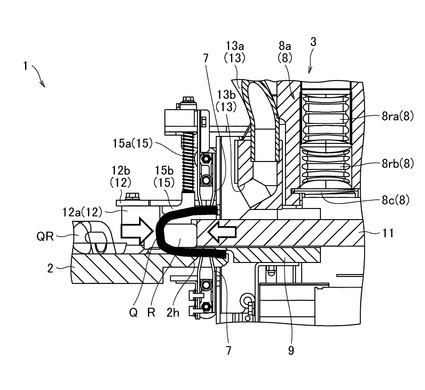
続いて、図6の時刻t7〜t9は、油揚げQの内部に寿司飯を挿入する寿司飯挿入期間を示している。図12は、寿司飯挿入初期のいなり寿司製造装置1の一部破断側面図、図13は、寿司飯挿入後期のいなり寿司製造装置1の要部平面図、図14は、図13のいなり寿司製造装置1の一部破断側面図である。
【0073】
ここでは、図12に示すように、油揚げQの上下皮を一対のクリップ7,7で掴んだまま、風圧で広げた油揚げQの後端を後押さえ部材12で押さえた後、図13および図14に示すように、シャリ受型9の先端を油揚げQの内部まで移動させ、その後、寿司飯Rを押出棒11により押し出して油揚げQの内部に押し込むことにより、いなり寿司QRを製造する。
【0074】
また、油揚げQの内部に寿司飯Rを押し込む際、送風機構部13の駆動体の回転数を上記高回転から上記低回転まで次第に下げていき油揚げQの内部に送られる送風量(第2の送風量)を下げる。この時(時刻t7〜t8)の送風量は、油揚げQの開口期間(時刻t5〜t7)の送風量(第1の送風量)よりも低ければよく、計量期間時等の油揚げQの開口期間前の送風量(第3の送風量)と同じでも良いし、異なっていても良い。
【0075】
このように本実施の形態によれば、油揚げQの内部に空気を吹き込み油揚げQの内部奥を充分に広げてから寿司飯Rを押し込むので、油揚げQの内部奥、特に後側両隅まで寿司飯Rを詰め込むことができる。
【0076】
また、寿司飯挿入に際して、油揚げQの後端を後押さえ部材12により押さえずに油揚げQの内部に寿司飯Rを押し込むと油揚げQが破れてしまうという問題が生じる。これに対して本実施の形態によれば、油揚げQの後端を後押さえ部材12により押さえてから油揚げQの内部に寿司飯Rを押し込むので、油揚げQを破ってしまうこともなく、油揚げQの内部奥まで寿司飯Rを詰め込むことができる。
【0077】
また、図15は、送風機構部13により油揚げQの内部に空気を吹き込む前に油揚げQの後端を後押さえ部材12により押さえた場合を示している。この場合、油揚げQの後端が折りたたまれてしまう結果、その後、油揚げQに向かって空気を吹き付けても油揚げQの内部奥まで空気を上手く吹き込めなくなるので、油揚げQの内部奥まで上手く広げることができない。このため、寿司飯Rを油揚げQの内部奥まで詰め込むことができないという問題が生じる。これに対して本実施の形態においては、油揚げQの内部に空気を吹き込んで油揚げQの内部を充分に広げた後に、油揚げQの後端を後押さえ部材12により押さえ、寿司飯Rを押し込む。この場合、油揚げQの後端が折りたたまれる不具合を回避できるので、油揚げQの内部を奥まで充分に広げることができる。このため、寿司飯Rを油揚げQの内部奥まで詰め込むことができる。
【0078】
また、寿司飯挿入に際して、送風機構部13から送られる風圧が強すぎると、風圧で寿司飯Rの米粒が飛散する問題がある。これに対して本実施の形態によれば、寿司飯挿入時には送風機構部13からの送風量を下げるので、寿司飯Rの米粒が飛散したり、飛散した米粒がいなり寿司QRや油揚げQの表面に付着したりするのを防止することができる。このため、いなり寿司QRの歩留まりを向上させることができる。
【0079】
また、寿司飯挿入に際して、寿司飯Rの下面が油揚げQの下皮内側に直接接触した状態で寿司飯Rを移動させると油揚げQが破れてしまう問題がある。これに対して本実施の形態によれば、シャリ受型9を油揚げQの内部に挿入した後に押出棒11により寿司飯Rを押し込むことにより、移動中の寿司飯Rが油揚げQの下皮内側に直接接触することもないので、寿司飯Rの移動により油揚げQを破ることなく、寿司飯Rを油揚げQの内部に押し込むことができる。このため、いなり寿司QRの歩留まりを向上させることができる。
【0080】
さらに、押出棒11はサーボモータ等の駆動体M2(図5参照)により独立して制御できるので、駆動タイミングおよびストロークを任意に変更できる。このため、部品を交換することなく、大きさの異なる油揚げQに柔軟に対応することができる。
【0081】
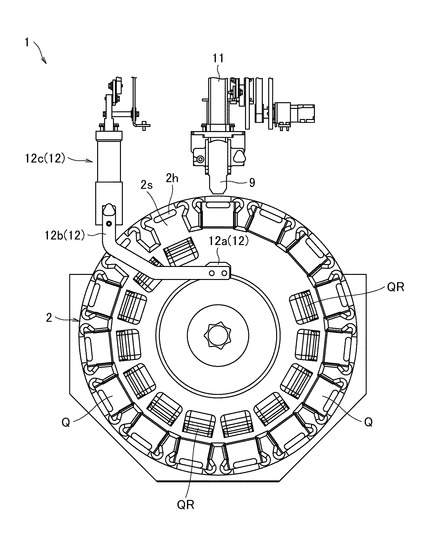
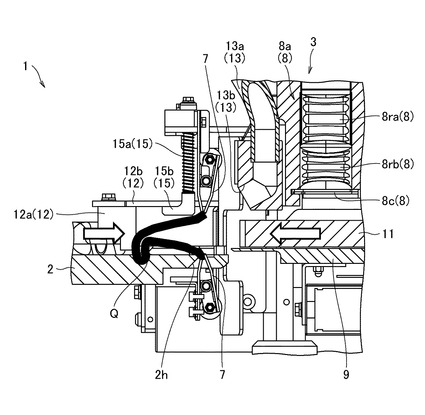
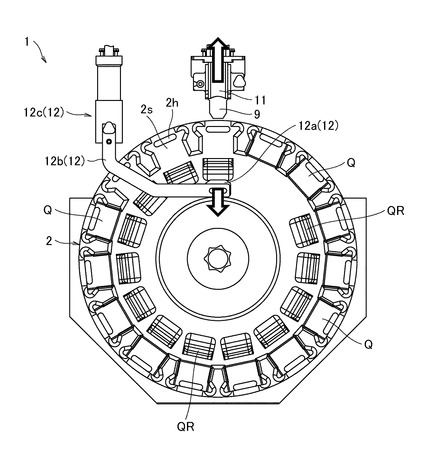
続いて、図6の時刻t9〜t10は、出来上がったいなり寿司QRをターンテーブル2の中央側に移載する期間を示している。図16は、いなり寿司移載時のいなり寿司製造装置1の要部平面図、図17は、図16のいなり寿司製造装置1の一部破断側面図である。
【0082】
ここでは、一対のクリップ7,7を開いて油揚げQを離した後、後押さえ部材12がターンテーブル2の中央側に戻るのと同期させて押出棒11をターンテーブル2の中央側にさらに前進させる。すなわち、いなり寿司QRを押出棒11と後押さえ部材12とで挟んでターンテーブル2の中央側(油揚げQの載置領域2sよりも内周側の異なる位置)に移して載置する。なお、この段階では、シャリ受型9は元の位置に戻り、送風機構部13は低回転を維持する。
【0083】
このように本実施の形態によれば、出来上がったいなり寿司QRをターンテーブル2の中央側に移載することができるので、作業スペースを拡大することができる。
【0084】
また、いなり寿司QRを単に押出棒11で押し出してターンテーブル2の中央側に移動させると、いなり寿司QRの内部の寿司飯Rにより油揚げQが破けてしまう問題がある。これに対して本実施の形態によれば、押出棒11と後押さえ部材12とを同期させて動かすことにより、いなり寿司QRを押出棒11と後押さえ部材12とでしっかりと挟み込んで移載することができる。このため、油揚げQを破ることなく、いなり寿司QRをターンテーブル2の中央側に移載することができる。このため、いなり寿司QRの歩留まりを向上させることができる。
【0085】
また、上記した特許文献1の場合、移送手段を別個に設けているので、移送手段のための専用のモータ、カム、リンクおよびそれらを接続する支持体、筐体およびピン等、様々な部品が必要である。また、移送手段自体がリンクを用いて相互に駆動することでいなり寿司を挟持する複雑な構成になっている。さらに、寿司飯の挿入処理と移送処理とを別の場所で行うので、その各々の処理間にターンテーブルを回転させる必要がある。これらにより、いなり寿司製造装置の構成が複雑になる。これに対して、本実施の形態によれば、寿司飯Rを油揚げQに挿入するための押出棒11および後押さえ部材12が、出来上がったいなり寿司QRをターンテーブル2の中央側に移載する移載機器を兼ねているので、構成の難しい移送機構を別個に追加する必要がない上、多くの部品を共有することができる。このため、移載機器を別に設ける場合に比べて、構成を簡単化できる上、部品点数を減らすことができる。したがって、いなり寿司製造装置1を小型化できるとともに、いなり寿司製造装置1のコストを低減できる。
【0086】
また、油揚げQを開口し、油揚げQの内部に寿司飯Rを挿入していなり寿司QRを製造し、さらに、出来上がったいなり寿司QRを移載するまでの一連の処理を、ターンテーブル2を回転させることなく同じ寿司飯挿入位置で直線的な動作のみで行うことができるので、いなり寿司製造装置1の構成および動作制御を簡単化することができる。
【0087】
その後、図18は、初期段階に戻る時のいなり寿司製造装置1の要部平面図である。ここでは、いなり寿司QRをターンテーブル2の中央側に載置した後、押出棒11を装置本体3に戻すとともに、後押さえ部材12を移載済みのいなり寿司QRの邪魔にならないようにさらにターンテーブル2の中心方向に戻して初期設定に戻る。なお、いなり寿司QRの載置領域は、寿司飯挿入位置の手前近くにおいて、いなり寿司QRを検出器6により検出可能な位置とされている。
【0088】
以上のような処理を、ターンテーブル2の間欠的な回転動作により装置本体3の寿司飯挿入位置に搬送された油揚げQの各々に対して順に施すことにより、寿司飯Rが油揚げQの内部四隅に充分に詰め込まれたいなり寿司QRを歩留まり良く量産することができる。
【0089】
以上、本発明者によってなされた発明を実施の形態に基づき具体的に説明したが、本明細書で開示された実施の形態はすべての点で例示であって、開示された技術に限定されるものではないと考えるべきである。すなわち、本発明の技術的な範囲は、前記の実施の形態における説明に基づいて制限的に解釈されるものでなく、あくまでも特許請求の範囲の記載に従って解釈されるべきであり、特許請求の範囲の記載技術と均等な技術および特許請求の範囲の要旨を逸脱しない限りにおけるすべての変更が含まれる。
【0090】
例えば前記実施の形態においては、搬送手段としてターンテーブルを用いた場合について説明したが、これに限定されるものではなく種々変更可能であり、例えば直線状や枠状の無端ベルトコンベアを用いても良い。
【0091】
また、本実施の形態においては、油揚げを広げる手段として油揚げQの内部に空気を送り込む送風機構部を備えるいなり寿司製造装置にいなり寿司の移載機構部を適用した場合について説明したが、これに限定されるものではなく、例えば一対のクリップ7,7のみで油揚げQを広げる構成や一対のクリップ7,7で油揚げQを広げてから油揚げQの内部に上下一対の挿入ガイドを入れて油揚げQの内部奥を広げる構成等、油揚げQの内部に空気を送り込む送風機構部を備えていない、いなり寿司製造装置に適用することもできる。
【産業上の利用可能性】
【0092】
以上の説明では、本発明のいなり寿司製造装置において詰め込まれる寿司飯としては、酢飯はもちろんのこと、例えば、ちらし寿司や五目寿司等、様々なものが適用される。
【符号の説明】
【0093】
1 いなり寿司製造装置
2 ターンテーブル(搬送手段)
2s 載置領域
2h 孔
3 装置本体
4 予備開口部
5 油揚げ検出用の検出器
5a 発光部
6 いなり寿司検出用の検出器
6a 発光部
7 クリップ(保持手段)
8 寿司飯供給機構部(寿司飯供給手段)
9 シャリ受型(寿司飯受台)
11 押出棒(押出手段)
12 後押さえ部材(後押さえ手段)
12a 押さえ部
12b 支持部
12c リニア駆動体(後押さえ手段)
13 送風機構部(送風手段)
13a 送風管
13b 送風口
15 油揚げ押さえ機構
15a バネ
15b 押さえ部
20 CPU(制御手段)
21 メモリ
Q 油揚げ
R 寿司飯
QR いなり寿司
M1〜M4 駆動体
【技術分野】
【0001】
本発明は、いなり寿司製造装置に関するものである。
【背景技術】
【0002】
いなり寿司製造装置は、予め甘辛く煮付けられた油揚げの内部に柔らかめに計量分割された寿司飯を機械的に押し込むことにより、いなり寿司を自動的に製造する装置である。
【0003】
例えば特許4440873号公報には、ターンテーブルの外周に沿って載置された複数枚の油揚げの各々をターンテーブルの回転によりターンテーブルの外周に配置された寿司飯供給装置に順に搬送し、その油揚げの内部に寿司飯を挿入していなり寿司を製造した後、出来上がったいなり寿司をターンテーブルの回転により寿司飯供給装置よりも下流の移送手段の前に搬送し、この移送手段によりターンテーブルの内側に移送する稲荷集合装置が開示されている。この移送手段は、リンクを用いて相互に連動して開閉する駆動下向腕と従動下向腕とを備えており、その各々の下向腕の下端部によって稲荷を挟持する複雑な構成となっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4440873号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の稲荷集合装置においては、いなり寿司をターンテーブルの内側に移送する移送手段が寿司飯供給装置とは別個に設けられているため、移送手段のための専用のモータ、カム、リンクおよびそれらを接続する支持体、筐体およびピン等、様々な部品が必要である。また、移送手段自体の構成が複雑な上、寿司飯の挿入処理と出来上がったいなり寿司の移送処理とが別々の場所で行われ、その各々の処理間でターンテーブルを回転させる必要がある。これらにより、装置全体の構成が複雑になるという問題がある。
【0006】
本発明は、いなり寿司製造装置の構成を簡単化することのできる技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、請求項1に記載の本発明のいなり寿司製造装置は、寿司飯を寿司飯受台上に供給する寿司飯供給手段と、前記寿司飯受台の前の寿司飯挿入位置に油揚げを搬送する搬送手段と、前記寿司飯挿入位置に搬送された油揚げを開口状態で保持する保持手段と、前記寿司飯受台上の寿司飯を前記油揚げの内部に挿入するために前記油揚げの開口の方向に押し出す押出手段と、前記寿司飯挿入位置に搬送された油揚げの後部を押さえる後押さえ手段と、前記保持手段により前記油揚げを開口した後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出し前記油揚げの内部に挿入していなり寿司を形成し、その後、出来上がったいなり寿司を前記押出手段と前記後押さえ手段とにより挟持した状態で前記搬送手段において油揚げの載置位置と異なるいなり寿司載置位置に移載する制御を実行する制御手段とを備えることを特徴とする。
【0008】
また、請求項2に記載の本発明のいなり寿司製造装置は、前記搬送手段は、ターンテーブルと、該ターンテーブルを回転駆動する駆動体とを備えており、前記ターンテーブルの外周に沿って載置されている複数枚の油揚げの各々を前記ターンテーブルの回転により前記ターンテーブルの外周に位置する前記寿司飯挿入位置に順に搬送する構成を備えており、前記ターンテーブルにおいて前記いなり寿司移載位置は前記油揚げの載置位置よりも中心側に設けられていることを特徴とする。
【0009】
また、請求項3に記載の本発明のいなり寿司製造装置は、請求項1または2記載のいなり寿司製造装置において、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、前記制御手段は、前記保持手段により前記油揚げを開口した状態で前記送風手段により前記油揚げの内部に空気を送り前記油揚げの内部を広げた後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出して前記油揚げの内部に挿入する制御を実行することを特徴とする。
【0010】
また、請求項4に記載の本発明のいなり寿司製造装置は、請求項1〜3のいずれか1項に記載のいなり寿司製造装置において、いなり寿司製造装置は、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、前記制御手段は、前記送風手段の送風量を第1の送風量にした状態で前記油揚げの内部に空気を送ることにより前記油揚げの内部を広げた後、前記送風手段の送風量を前記第1の送風量よりも低い第2の送風量にした状態で前記押出し手段により前記油揚げの内部に寿司飯を挿入する制御を実行することを特徴とする。
【0011】
また、請求項5に記載の本発明のいなり寿司製造装置は、請求項1〜4のいずれか1項に記載のいなり寿司製造装置において、前記押出手段は、独立して制御可能な駆動体を備えていることを特徴とする。
【発明の効果】
【0012】
請求項1記載の発明によれば、寿司飯を油揚げに挿入するための押出手段および後押さえ手段が、出来上がったいなり寿司を搬送手段のいなり寿司載置位置に移載する移載機器を兼ねているので、移載機器を別に設ける場合に比べて、いなり寿司製造装置の構成を簡単化することが可能になる。
【0013】
請求項2記載の発明によれば、搬送手段としてターンテーブルを用いたことにより、いなり寿司製造装置を小型化することが可能になる。
【0014】
請求項3記載の発明によれば、風圧によって油揚げの内部奥を広げるので、油揚げを傷つけたり破ってしまったりすることがない。また、送風手段により油揚げの内部に空気を送り油揚げの内部を広げた後、その油揚げの後部を後押さえ手段により押さえた状態で、押出手段により寿司飯を押出して油揚げの内部に挿入するので、寿司飯の挿入時に油揚げを破ってしまうこともない。したがって、油揚げを破ることなく、油揚げの内部の後側両隅部まで寿司飯を詰め込むことが可能になる。
【0015】
請求項4記載の発明によれば、風圧によって油揚げの内部奥を広げるので、油揚げを傷つけたり破ってしまったりすることがない。また、油揚げの内部に寿司飯を挿入する際には送風量を下げるので、寿司飯の米粒が風圧で飛び散ることもない。したがって、油揚げを破ることなく、また、寿司飯の米粒を散らすことなく、油揚げの内部の後側両隅部まで寿司飯を詰め込むことが可能になる。
【0016】
請求項5記載の発明によれば、押出手段の駆動タイミングおよびストロークを任意に変更できるので、部品を交換することなく、大きさの異なる油揚げに柔軟に対応することが可能になる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施の形態に係るいなり寿司製造装置の要部斜視図である。
【図2】図1のいなり寿司製造装置の一部破断側面図である。
【図3】図1のいなり寿司製造装置を上から見た要部平面図である。
【図4】図3のいなり寿司製造装置の一部の構成を取り外して示したいなり寿司製造装置の要部平面図である。
【図5】図1のいなり寿司製造装置の回路ブロックの一部の構成図である。
【図6】いなり寿司製造工程における各構成部の動作を例示するタイミングチャートの図である。
【図7】寿司飯計量期間初期のいなり寿司製造装置の要部平面図である。
【図8】図7のいなり寿司製造装置の一部破断側面図である。
【図9】油揚げ掴み開始時のいなり寿司製造装置の一部破断側面図である。
【図10】主に一対のクリップによる油揚げの開口時のいなり寿司製造装置の一部破断側面図である。
【図11】送風機構部からの送風による油揚げの開口時のいなり寿司製造装置の一部破断側面図である。
【図12】寿司飯挿入期間の初期のいなり寿司製造装置の一部破断側面図である。
【図13】寿司飯挿入期間の後期のいなり寿司製造装置の要部平面図である。
【図14】図13のいなり寿司製造装置の一部破断側面図である。
【図15】送風機構部により油揚げの内部に空気を吹き込む前に油揚げの後端を後押さえ部材により押さえた場合に生じる不具合を説明するためのいなり寿司製造装置の一部破断側面図である。
【図16】いなり寿司移載時のいなり寿司製造装置の要部平面図である。
【図17】図16のいなり寿司製造装置の一部破断側面図である。
【図18】初期段階に戻る時のいなり寿司製造装置の要部平面図である。
【発明を実施するための形態】
【0018】
以下、本発明の一例としての実施の形態について、図面に基づいて詳細に説明する。なお、実施の形態を説明するための図面において、同一の構成要素には原則として同一の符号を付し、その繰り返しの説明は省略する。
【0019】
図1は、本発明の実施の形態に係るいなり寿司製造装置1の要部斜視図、図2は、図1のいなり寿司製造装置1の一部破断側面図、図3は、図1のいなり寿司製造装置1を上から見た要部平面図、図4は、図3のいなり寿司製造装置1の一部の構成を取り外して示したいなり寿司製造装置の要部平面図である。
【0020】
本実施の形態のいなり寿司製造装置1は、予め甘くまたは甘辛く煮付けられた複数枚の油揚げQの各々の内部に柔らかめに計量分割された寿司飯を機械的に挿入することにより複数個のいなり寿司QRを自動的に製造する装置であり、ターンテーブル(搬送手段)2と、装置本体3と、予備開口部4と、油揚げ検出用の検出器5と、いなり寿司検出用の検出器6とを備えている。
【0021】
ターンテーブル2は、寿司飯が挿入される前の平坦状の油揚げQを装置本体3の前の寿司飯挿入位置に搬送する機構部であり、反時計回りに間欠的に回転可能な状態で設けられている。ターンテーブル2を用いたことにより、いなり寿司製造装置1を小型化することができる。
【0022】
このターンテーブル2の上面において外周近傍には、その外周に沿って予め設定された間隔毎に複数の載置領域2sが形成されている。この載置領域2sの各々には、油揚げQが、その一辺の切口部を外側に向けた状態で載置されている。
【0023】
また、載置領域2sの各々には、ターンテーブル2の上下面を貫通する孔2hが形成されている。この孔2hは、図2に示すように、油揚げQの保持の際に後述の下側のクリップ7を通すためと、図1に示すように、油揚げ検出用の検出器5により油揚げQの有無を監視するために使用される。
【0024】
装置本体3は、寿司飯を計量分割して油揚げQの内部に挿入し、出来上がったいなり寿司QRをターンテーブル2の外周側から中央側に移載する機構部であり、寿司飯供給機構部(寿司飯供給手段)8と、シャリ受型(寿司飯受台)9と、一対のクリップ(保持手段)7,7と、押出棒(押出手段)11と、後押さえ部材(後押さえ手段)12と、送風機構部(送風手段)13とを備えている。
【0025】
寿司飯供給機構部8は、寿司飯を柔らかく解してから予め設定された大きさ、形状および重さになるように計量分割してシャリ受型9上に供給する機構部であり、寿司飯解し部(図示せず)と、その下方に設けられた計量分割部8aとを備えている。
【0026】
寿司飯解し部には、解し羽が回転可能な状態で設けられており、この解し羽の回転により寿司飯は柔らかく解された後、計量分割部8aに送られるようになっている。
【0027】
計量分割部8aには、左右一対のローラ8ra,8raと、その下方に配置された左右一対のローラ8rb,8rbと、さらにその下方に配置された分割用のカッタ8cとが設けられている。下段の一対のローラ8rb,8rbは、上段の一対のローラ8ra,8raよりも小径で、かつ、その隣接間隔が狭くなっている。これにより、計量分割部8aに送られた寿司飯は、米粒の密度が一定に保たれたままローラ8ra,8rbにより圧縮されて下方に送られ、予め設定された大きさ、形状および重さとなるタイミングでカッタ8cにより分割されてシャリ受型9上に載置されるようになっている。
【0028】
シャリ受型9は、寿司飯供給機構部8により計量分割された寿司飯を載置する受台であり、計量分割部8aの下方に設けられている。このシャリ受型9は、ターンテーブル2に向かって前進する方向およびターンテーブル2から離間する方向に移動可能な状態で設けられており、寿司飯を油揚げQの内部に挿入する際に、先端部が油揚げQの内部に入り込む位置まで移動して寿司飯の挿入ガイドとなるように設けられている。
【0029】
一対のクリップ7,7は、図2に示すように、油揚げQの内部に寿司飯を挿入する前に油揚げQの上下皮において開口側の端部を掴んで油揚げQを開口させた状態で保持する保持手段である。この一対のクリップ7,7は、寿司飯挿入位置においてターンテーブル2を挟むように上下対になって配置されており、それぞれ上下方向に移動可能な状態で設けられている。下側のクリップ10は、ターンテーブル2の孔2hを通じて油揚げQの下皮を掴むことが可能になっている。
【0030】
上側のクリップ7の前面側には、図1および図2に示すように、油揚げ押さえ機構15が設けられている。この油揚げ押さえ機構15は、バネ15aと押さえ部15bとを備えており、上下のクリップ7,7で油揚げQを掴む際に、バネ15aの付勢力により押さえ部15bで油揚げQを押さえて安定させる機構部である。
【0031】
押出棒11は、図2に示すように、シャリ受型9上の寿司飯を油揚げQの内部に挿入するために押し出すとともに、出来上がったいなり寿司QRをターンテーブル2の中央側に移載するための部材であり、シャリ受型9の上面に沿ってターンテーブル2に向かって前進する方向およびターンテーブル2から離間する方向に移動可能な状態で設けられている。
【0032】
この押出棒11を駆動する駆動体(押出手段;図1〜図4には図示せず)は、サーボモータ等からなり独立して制御することが可能になっている。これにより、押出棒11の駆動タイミングおよびストロークを任意に変更することができるので、部品を交換するこなく、大きさの異なる油揚げQに柔軟に対応することが可能になっている。
【0033】
また、押出棒11の先端面は、弧状に湾曲形成されている。これにより、寿司飯を油揚げQの後端部両隅に良好に詰め込むことが可能になっている。
【0034】
後押さえ部材12は、押出棒11により油揚げQの内部に寿司飯を押し込む際に油揚げQの後端を押さえるとともに、出来上がったいなり寿司QRをターンテーブル2の中央側に移載するための部材であり、ターンテーブル2の上面に沿ってターンテーブル2の中心方向およびターンテーブル2の中心から離間する方向に移動可能な状態で設けられている。
【0035】
この後押さえ部材12は、押さえ部12aと、これを支持する支持部12bとを備えている。押さえ部12aは、支持部12bの一端に着脱自在に設けられている。この押さえ部12aにおいて油揚げQの後端に接する部分は、押出棒11の先端の湾曲形成面に合うように凸状に形成されている。これにより、押出棒11により油揚げQの内部に寿司飯を押し込むと、押出棒11の幅方向両端の突き出ている部分で押さえ部12aの幅方向両端の窪んでいる部分を押すようになるので、油揚げQの後端側両隅に寿司飯をさらに良好に詰め込むことが可能になっている。
【0036】
また、後押さえ部材12の支持部12bの他端は、エアシリンダ等のようなリニア駆動体(後押さえ手段)12cを介してモータ等のような駆動体(後押さえ手段;図1〜図4には図示せず)に接続されている。この後押さえ部材12を駆動する駆動体は独立して制御することが可能になっている。これにより、後押さえ部材12の駆動タイミングおよびストロークを任意に変更することが可能になっている。
【0037】
送風機構部13は、油揚げQの内部に寿司飯を挿入する前に油揚げQの内部に空気を吹き込んで油揚げQの内部奥を広げる機構部であり、風を送り出す駆動体(図1〜図4には図示せず)と、送り出された風を寿司飯挿入位置に導く送風管13aと、送風管13aにおいて寿司飯挿入位置側の先端に設けられた送風口13bとを備えている。
【0038】
送風機構部13の駆動体は、ターボファンモータ等からなり独立して制御することが可能になっている。このモータの動作(回転数)を制御することにより、送風タイミング、送風時間および送風量を任意に変更することが可能になっている。
【0039】
送風口13bの開口面積は、送風管13aの開口面積と同一かまたはそれより大きくなるように形成されている。送風口13bの開口面積を送風管13aの開口面積よりも小さくしてしまうと風力が小さくなり油揚げQを充分に開口できない場合がある。これに対して、送風口13bの開口面積を送風管13aの開口面積以上としたことにより、風力を確保できるので、油揚げQの内部奥まで充分に広げることができた。
【0040】
また、送風管13aおよび送風口13bの開口形状は同一形状とされている。発明者の検討によれば、送風管13aおよび送風口13bの開口形状は同一形状としたことにより、油揚げQの内部に送られる送風量の制御を容易にすることができるので、油揚げQの内部奥まで充分に広げることができた。送風管13aおよび送風口13bの開口形状は、特に限定されるものではないが、例えば円形状に形成されている。ただし、送風管13aの開口形状と送風口13bの開口形状とを異なる形状にしても良い。
【0041】
送風口13bは、シャリ受型9や押出棒11の直上に配置されている。すなわち、送風口13bは、油揚げQの載置面に対して斜め上方に配置されている。これにより、送風口13bから放出された風は油揚げQの内部に斜め上方から吹き込まれる。ただし、これに限定されるものではなく、平面で見て油揚げQに対して斜め方向から風を送るように送風口13bを配置しても良い。
【0042】
また、図2に示すように、送風口13bから油揚げQの内部に送られる風の送風角度θは、例えば、35度〜60度、好ましくは40度〜50度、ここでは、45度に設定されている。発明者の検討によれば、送風角度θが30度の場合は油揚げQの内部奥を充分に広げることができなかったが、送風角度θが40度〜50度の場合は油揚げQの内部奥を充分に広げることができた。
【0043】
予備開口部4は、上記送風機構部13による油揚げQの開口処理の前に、油揚げQの内部に1本の細いパイプを差し込み、そこから圧縮空気を注入することにより油揚げQの内側の上下皮を剥離する機構部であり、ターンテーブル2の外周近傍において寿司飯挿入位置よりも1つ手前に位置する載置領域2sの上方に設けられている。
【0044】
上記した送風機構部13による油揚げQの開口処理の前に、予備開口部4により油揚げQの内部の上下皮を予め剥離しておくことにより、送風機構部13により油揚げQを広げる処理を短時間で容易かつ確実に行うことができるようになっている。
【0045】
油揚げ検出用の検出器5は、ターンテーブル2において予備開口部4の1つ手前の載置領域2sに油揚げQが有るか否かを監視する機器であり、ターンテーブル2の外周近傍において予備開口部4よりも1つ手前に位置する載置領域2s位置に設けられている。
【0046】
この油揚げ検出用の検出器5は、発光部5aと受光部(図示せず)とを備えている。受光部は、発光部5aから放射されたレーザ光等のような検出光L1が、ターンテーブル2の孔2hを通じて照射されるようにターンテーブル2の下方に配置されており、受光部で検出光L1が検出された場合は油揚げQが無いと判断され、検出されない場合は油揚げQが有ると判断されるようになっている。
【0047】
いなり寿司検出用の検出器6は、ターンテーブル2の上面において載置領域2sよりも中央側の予め設定された位置にいなり寿司QRが有るか否かを監視する機器であり、ターンテーブル2の外周近傍において油揚げ検出用の検出器5と同位置に設けられている。
【0048】
このいなり寿司検出用の検出器6は、発光部6aと受光部(図示せず)とを備えている。受光部は、発光部6aから放射されたレーザ等のような検出光L2がいなり寿司QRに照射された時に発生する散乱光を検出可能なように配置されており、この受光部で検出光L2が検出された場合はいなり寿司製造装置1の動作を停止し、検出されない場合はいなり寿司QRの製造を続行するようになっている。
【0049】
次に、図5は、図1のいなり寿司製造装置1の回路ブロックの一部の構成図である。
【0050】
CPU(Central Processing Unit)20は、配線を通じてメモリ21および駆動体M1〜M3に電気的に接続されている。このCPU20は、メモリMEに記憶されたプログラムに基づいて、いなり寿司製造装置1の全体動作を制御する制御手段であり、次の制御を実行する。
【0051】
第1に、CPU20は、一対のクリップ7,7により油揚げQを開口した状態で送風機構部13により油揚げQの内部に空気を送り油揚げQの内部を広げた後、その油揚げQの後部を後押さえ部材12により押さえた状態で、寿司飯を押出棒11により油揚げQの開口の方向に押出して油揚げQの内部に挿入する制御を実行する。
【0052】
第2に、CPU20は、油揚げQの内部に寿司飯を挿入する際の送風機構部13による送風量(送風機後部13から単位時間当たりに送られる風量)を、送風機構部13により油揚げQの内部に空気を送り油揚げQの内部を広げる際の送風量よりも下げる制御を実行する。
【0053】
第3に、CPU20は、油揚げQの内部に寿司飯を挿入した後、出来上がったいなり寿司QRを押出棒11および後押さえ部材12により挟持した状態でターンテーブル2の中央側に移載する制御を実行する。
【0054】
第4に、CPU20は、油揚げQの内部に寿司飯を挿入する際に、シャリ受型9の先端部を油揚げQの内部に挿入した後に、押出棒11により油揚げQの内部に寿司飯を挿入する制御を実行する。
【0055】
駆動体M1は、上記したターンテーブル2を回転駆動する駆動体である。駆動体M2は上記した押出棒11を駆動する駆動体である。駆動体M3は上記した後押さえ部材12を駆動する駆動体である。駆動体M4は上記した送風機構部13の風を形成する駆動体である。これらの駆動体M1〜M4は、その動作がCPU20によってそれぞれ独立して制御されるようになっている。
【0056】
次に、本実施の形態のいなり寿司の製造方法の一例を図6の動作タイミングチャートに沿って図7〜図18を参照しながら説明する。
【0057】
まず、図6の時刻t0〜t1は、寿司飯供給機構部8での寿司飯計量期間を示している。また、図7は、寿司飯計量期間初期のいなり寿司製造装置1の要部平面図、図8は、図7のいなり寿司製造装置1の一部破断側面図である。
【0058】
計量期間初期においては、図7および図8に示すように、一対のクリップ7,7、シャリ受型9、押出棒11および後押さえ部材12を予め設定された位置(初期設定位置)に停止させている。計量途中から上側のクリップ7を下降させ、少し遅れて下側のクリップ7を上昇させる。
【0059】
また、計量期間は送風機構部13の駆動体を停止または低回転(第1回転数、第1回転速度、第3の送風量)させる。油揚げQの開口前から送風機構部13の駆動体を低回転させている理由は、送風機構部13のターボファンモータの回転数を停止状態から高回転状態まで上げるには時間がかかり過ぎてしまうからと、かといって送風機構部13のターボファンモータを高回転し続けるとターボファンモータが壊れてしまうからである。
【0060】
続いて、図6の時刻t2は、油揚げQの上下皮を一対のクリップ7,7により掴み始めた時刻を示している。図9は、油揚げ掴み開始時のいなり寿司製造装置1の一部破断側面図である。なお、符号Rは計量分割後の寿司飯を示している。
【0061】
ここでは、図9に示すように、上下一対のクリップ7,7によりターンテーブル2上の油揚げQの上下皮を掴む。この時、シャリ受型9は停止させたままとし、送風機構部13は上記低回転を維持させる。
【0062】
押出棒11および後押さえ部材12は停止または動作開始とする。ただし、この段階では、後押さえ部材12は油揚げQの後端を押さえない。なお、押出棒11および後押さえ部材12の開始時刻は任意に変更できる。
【0063】
続いて、図6の時刻t3〜t4は、主に一対のクリップ7,7による油揚げQの開口期間を示している。図10は、主に一対のクリップ7,7による油揚げの開口時のいなり寿司製造装置1の一部破断側面図である。
【0064】
ここでは、図10に示すように、下側のクリップ7により油揚げQの下皮を掴んだまま、上側のクリップ7を油揚げQの上皮を掴んで上昇させて油揚げQの切口部を開かせる。
【0065】
この時、シャリ受型9は停止させたままとし、送風機構部13は上記低回転を維持させる。押出棒11および後押さえ部材12は動作させるが、後押さえ部材12は油揚げQの後端を押さえない。
【0066】
続いて、図6の時刻t4〜t7は、一対のクリップ7,7および送風機構部13からの送風による油揚げQの開口期間を示している。図11は、送風機構部13からの送風による油揚げQの開口時のいなり寿司製造装置1の一部破断側面図である。
【0067】
ここでは、図6に示すように、時刻t4で送風機構部13の駆動体M4(図5参照)の回転数を上記低回転から徐々に上昇させ、時刻t5から高回転(第1回転数より高い第2回転数、第1回転速度よりも高い第2回転速度、第1の送風量)とする。これにより、図11に示すように、油揚げQの内部奥に空気を吹き込む。この風圧により、油揚げQの内部奥、特に後側両隅まで充分に広げることができる。
【0068】
ここで、油揚げQの内部奥を広げるために上下対の板状ガイドを用いる場合、板状ガイドが油揚げQに接触して油揚げQを傷つけたり破ってしまったりする場合がある。近年は、油揚げQが柔らかくなってきているので、この問題は特に顕著となる。
【0069】
これに対して本実施の形態においては、風圧によって油揚げQの内部奥を広げるので、油揚げQを傷つけたり破ってしまったりすることもない。したがって、いなり寿司QRの歩留まりを向上させることができる。
【0070】
また、上記のように油揚げQの開口前に送風機構部13の駆動体M4(図5参照)を低回転させているので、油揚げQの送風開口に際して送風機構部13の駆動体M4の回転数を短時間で高回転に上昇させることができる。このため、油揚げQの開口に必要な風量を短時間で得ることができるので、いなり寿司QRの製造時間をを短縮させることができる。
【0071】
この時、シャリ受型9は停止させたままとし、押出棒11および後押さえ部材12は動作させるが、後押さえ部材12は油揚げQの後端を押さえない。また、図6に示すように、時刻t6で上側のクリップ7の上昇を停止させる。
【0072】
続いて、図6の時刻t7〜t9は、油揚げQの内部に寿司飯を挿入する寿司飯挿入期間を示している。図12は、寿司飯挿入初期のいなり寿司製造装置1の一部破断側面図、図13は、寿司飯挿入後期のいなり寿司製造装置1の要部平面図、図14は、図13のいなり寿司製造装置1の一部破断側面図である。
【0073】
ここでは、図12に示すように、油揚げQの上下皮を一対のクリップ7,7で掴んだまま、風圧で広げた油揚げQの後端を後押さえ部材12で押さえた後、図13および図14に示すように、シャリ受型9の先端を油揚げQの内部まで移動させ、その後、寿司飯Rを押出棒11により押し出して油揚げQの内部に押し込むことにより、いなり寿司QRを製造する。
【0074】
また、油揚げQの内部に寿司飯Rを押し込む際、送風機構部13の駆動体の回転数を上記高回転から上記低回転まで次第に下げていき油揚げQの内部に送られる送風量(第2の送風量)を下げる。この時(時刻t7〜t8)の送風量は、油揚げQの開口期間(時刻t5〜t7)の送風量(第1の送風量)よりも低ければよく、計量期間時等の油揚げQの開口期間前の送風量(第3の送風量)と同じでも良いし、異なっていても良い。
【0075】
このように本実施の形態によれば、油揚げQの内部に空気を吹き込み油揚げQの内部奥を充分に広げてから寿司飯Rを押し込むので、油揚げQの内部奥、特に後側両隅まで寿司飯Rを詰め込むことができる。
【0076】
また、寿司飯挿入に際して、油揚げQの後端を後押さえ部材12により押さえずに油揚げQの内部に寿司飯Rを押し込むと油揚げQが破れてしまうという問題が生じる。これに対して本実施の形態によれば、油揚げQの後端を後押さえ部材12により押さえてから油揚げQの内部に寿司飯Rを押し込むので、油揚げQを破ってしまうこともなく、油揚げQの内部奥まで寿司飯Rを詰め込むことができる。
【0077】
また、図15は、送風機構部13により油揚げQの内部に空気を吹き込む前に油揚げQの後端を後押さえ部材12により押さえた場合を示している。この場合、油揚げQの後端が折りたたまれてしまう結果、その後、油揚げQに向かって空気を吹き付けても油揚げQの内部奥まで空気を上手く吹き込めなくなるので、油揚げQの内部奥まで上手く広げることができない。このため、寿司飯Rを油揚げQの内部奥まで詰め込むことができないという問題が生じる。これに対して本実施の形態においては、油揚げQの内部に空気を吹き込んで油揚げQの内部を充分に広げた後に、油揚げQの後端を後押さえ部材12により押さえ、寿司飯Rを押し込む。この場合、油揚げQの後端が折りたたまれる不具合を回避できるので、油揚げQの内部を奥まで充分に広げることができる。このため、寿司飯Rを油揚げQの内部奥まで詰め込むことができる。
【0078】
また、寿司飯挿入に際して、送風機構部13から送られる風圧が強すぎると、風圧で寿司飯Rの米粒が飛散する問題がある。これに対して本実施の形態によれば、寿司飯挿入時には送風機構部13からの送風量を下げるので、寿司飯Rの米粒が飛散したり、飛散した米粒がいなり寿司QRや油揚げQの表面に付着したりするのを防止することができる。このため、いなり寿司QRの歩留まりを向上させることができる。
【0079】
また、寿司飯挿入に際して、寿司飯Rの下面が油揚げQの下皮内側に直接接触した状態で寿司飯Rを移動させると油揚げQが破れてしまう問題がある。これに対して本実施の形態によれば、シャリ受型9を油揚げQの内部に挿入した後に押出棒11により寿司飯Rを押し込むことにより、移動中の寿司飯Rが油揚げQの下皮内側に直接接触することもないので、寿司飯Rの移動により油揚げQを破ることなく、寿司飯Rを油揚げQの内部に押し込むことができる。このため、いなり寿司QRの歩留まりを向上させることができる。
【0080】
さらに、押出棒11はサーボモータ等の駆動体M2(図5参照)により独立して制御できるので、駆動タイミングおよびストロークを任意に変更できる。このため、部品を交換することなく、大きさの異なる油揚げQに柔軟に対応することができる。
【0081】
続いて、図6の時刻t9〜t10は、出来上がったいなり寿司QRをターンテーブル2の中央側に移載する期間を示している。図16は、いなり寿司移載時のいなり寿司製造装置1の要部平面図、図17は、図16のいなり寿司製造装置1の一部破断側面図である。
【0082】
ここでは、一対のクリップ7,7を開いて油揚げQを離した後、後押さえ部材12がターンテーブル2の中央側に戻るのと同期させて押出棒11をターンテーブル2の中央側にさらに前進させる。すなわち、いなり寿司QRを押出棒11と後押さえ部材12とで挟んでターンテーブル2の中央側(油揚げQの載置領域2sよりも内周側の異なる位置)に移して載置する。なお、この段階では、シャリ受型9は元の位置に戻り、送風機構部13は低回転を維持する。
【0083】
このように本実施の形態によれば、出来上がったいなり寿司QRをターンテーブル2の中央側に移載することができるので、作業スペースを拡大することができる。
【0084】
また、いなり寿司QRを単に押出棒11で押し出してターンテーブル2の中央側に移動させると、いなり寿司QRの内部の寿司飯Rにより油揚げQが破けてしまう問題がある。これに対して本実施の形態によれば、押出棒11と後押さえ部材12とを同期させて動かすことにより、いなり寿司QRを押出棒11と後押さえ部材12とでしっかりと挟み込んで移載することができる。このため、油揚げQを破ることなく、いなり寿司QRをターンテーブル2の中央側に移載することができる。このため、いなり寿司QRの歩留まりを向上させることができる。
【0085】
また、上記した特許文献1の場合、移送手段を別個に設けているので、移送手段のための専用のモータ、カム、リンクおよびそれらを接続する支持体、筐体およびピン等、様々な部品が必要である。また、移送手段自体がリンクを用いて相互に駆動することでいなり寿司を挟持する複雑な構成になっている。さらに、寿司飯の挿入処理と移送処理とを別の場所で行うので、その各々の処理間にターンテーブルを回転させる必要がある。これらにより、いなり寿司製造装置の構成が複雑になる。これに対して、本実施の形態によれば、寿司飯Rを油揚げQに挿入するための押出棒11および後押さえ部材12が、出来上がったいなり寿司QRをターンテーブル2の中央側に移載する移載機器を兼ねているので、構成の難しい移送機構を別個に追加する必要がない上、多くの部品を共有することができる。このため、移載機器を別に設ける場合に比べて、構成を簡単化できる上、部品点数を減らすことができる。したがって、いなり寿司製造装置1を小型化できるとともに、いなり寿司製造装置1のコストを低減できる。
【0086】
また、油揚げQを開口し、油揚げQの内部に寿司飯Rを挿入していなり寿司QRを製造し、さらに、出来上がったいなり寿司QRを移載するまでの一連の処理を、ターンテーブル2を回転させることなく同じ寿司飯挿入位置で直線的な動作のみで行うことができるので、いなり寿司製造装置1の構成および動作制御を簡単化することができる。
【0087】
その後、図18は、初期段階に戻る時のいなり寿司製造装置1の要部平面図である。ここでは、いなり寿司QRをターンテーブル2の中央側に載置した後、押出棒11を装置本体3に戻すとともに、後押さえ部材12を移載済みのいなり寿司QRの邪魔にならないようにさらにターンテーブル2の中心方向に戻して初期設定に戻る。なお、いなり寿司QRの載置領域は、寿司飯挿入位置の手前近くにおいて、いなり寿司QRを検出器6により検出可能な位置とされている。
【0088】
以上のような処理を、ターンテーブル2の間欠的な回転動作により装置本体3の寿司飯挿入位置に搬送された油揚げQの各々に対して順に施すことにより、寿司飯Rが油揚げQの内部四隅に充分に詰め込まれたいなり寿司QRを歩留まり良く量産することができる。
【0089】
以上、本発明者によってなされた発明を実施の形態に基づき具体的に説明したが、本明細書で開示された実施の形態はすべての点で例示であって、開示された技術に限定されるものではないと考えるべきである。すなわち、本発明の技術的な範囲は、前記の実施の形態における説明に基づいて制限的に解釈されるものでなく、あくまでも特許請求の範囲の記載に従って解釈されるべきであり、特許請求の範囲の記載技術と均等な技術および特許請求の範囲の要旨を逸脱しない限りにおけるすべての変更が含まれる。
【0090】
例えば前記実施の形態においては、搬送手段としてターンテーブルを用いた場合について説明したが、これに限定されるものではなく種々変更可能であり、例えば直線状や枠状の無端ベルトコンベアを用いても良い。
【0091】
また、本実施の形態においては、油揚げを広げる手段として油揚げQの内部に空気を送り込む送風機構部を備えるいなり寿司製造装置にいなり寿司の移載機構部を適用した場合について説明したが、これに限定されるものではなく、例えば一対のクリップ7,7のみで油揚げQを広げる構成や一対のクリップ7,7で油揚げQを広げてから油揚げQの内部に上下一対の挿入ガイドを入れて油揚げQの内部奥を広げる構成等、油揚げQの内部に空気を送り込む送風機構部を備えていない、いなり寿司製造装置に適用することもできる。
【産業上の利用可能性】
【0092】
以上の説明では、本発明のいなり寿司製造装置において詰め込まれる寿司飯としては、酢飯はもちろんのこと、例えば、ちらし寿司や五目寿司等、様々なものが適用される。
【符号の説明】
【0093】
1 いなり寿司製造装置
2 ターンテーブル(搬送手段)
2s 載置領域
2h 孔
3 装置本体
4 予備開口部
5 油揚げ検出用の検出器
5a 発光部
6 いなり寿司検出用の検出器
6a 発光部
7 クリップ(保持手段)
8 寿司飯供給機構部(寿司飯供給手段)
9 シャリ受型(寿司飯受台)
11 押出棒(押出手段)
12 後押さえ部材(後押さえ手段)
12a 押さえ部
12b 支持部
12c リニア駆動体(後押さえ手段)
13 送風機構部(送風手段)
13a 送風管
13b 送風口
15 油揚げ押さえ機構
15a バネ
15b 押さえ部
20 CPU(制御手段)
21 メモリ
Q 油揚げ
R 寿司飯
QR いなり寿司
M1〜M4 駆動体
【特許請求の範囲】
【請求項1】
寿司飯を寿司飯受台上に供給する寿司飯供給手段と、
前記寿司飯受台の前の寿司飯挿入位置に油揚げを搬送する搬送手段と、
前記寿司飯挿入位置に搬送された油揚げを開口状態で保持する保持手段と、
前記寿司飯受台上の寿司飯を前記油揚げの内部に挿入するために前記油揚げの開口の方向に押し出す押出手段と、
前記寿司飯挿入位置に搬送された油揚げの後部を押さえる後押さえ手段と、
前記保持手段により前記油揚げを開口した後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出し前記油揚げの内部に挿入していなり寿司を形成し、その後、出来上がったいなり寿司を前記押出手段と前記後押さえ手段とにより挟持した状態で前記搬送手段において油揚げの載置位置と異なるいなり寿司載置位置に移載する制御を実行する制御手段と、
を備えることを特徴とするいなり寿司製造装置。
【請求項2】
前記搬送手段は、ターンテーブルと、該ターンテーブルを回転駆動する駆動体とを備えており、前記ターンテーブルの外周に沿って載置されている複数枚の油揚げの各々を前記ターンテーブルの回転により前記ターンテーブルの外周に位置する前記寿司飯挿入位置に順に搬送する構成を備えており、前記ターンテーブルにおいて前記いなり寿司移載位置は前記油揚げの載置位置よりも中心側に設けられていることを特徴とする請求項1記載のいなり寿司製造装置。
【請求項3】
いなり寿司製造装置は、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、
前記制御手段は、前記保持手段により前記油揚げを開口した状態で前記送風手段により前記油揚げの内部に空気を送り前記油揚げの内部を広げた後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出して前記油揚げの内部に挿入する制御を実行することを特徴とする請求項1または2記載のいなり寿司製造装置。
【請求項4】
いなり寿司製造装置は、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、
前記制御手段は、前記送風手段の送風量を第1の送風量にした状態で前記油揚げの内部に空気を送ることにより前記油揚げの内部を広げた後、前記送風手段の送風量を前記第1の送風量よりも低い第2の送風量にした状態で前記押出し手段により前記油揚げの内部に寿司飯を挿入する制御を実行することを特徴とする請求項1〜3のいずれか1項に記載のいなり寿司製造装置。
【請求項5】
前記押出手段は、独立して制御可能な駆動体を備えていることを特徴とする請求項1〜4のいずれか1項に記載のいなり寿司製造装置。
【請求項1】
寿司飯を寿司飯受台上に供給する寿司飯供給手段と、
前記寿司飯受台の前の寿司飯挿入位置に油揚げを搬送する搬送手段と、
前記寿司飯挿入位置に搬送された油揚げを開口状態で保持する保持手段と、
前記寿司飯受台上の寿司飯を前記油揚げの内部に挿入するために前記油揚げの開口の方向に押し出す押出手段と、
前記寿司飯挿入位置に搬送された油揚げの後部を押さえる後押さえ手段と、
前記保持手段により前記油揚げを開口した後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出し前記油揚げの内部に挿入していなり寿司を形成し、その後、出来上がったいなり寿司を前記押出手段と前記後押さえ手段とにより挟持した状態で前記搬送手段において油揚げの載置位置と異なるいなり寿司載置位置に移載する制御を実行する制御手段と、
を備えることを特徴とするいなり寿司製造装置。
【請求項2】
前記搬送手段は、ターンテーブルと、該ターンテーブルを回転駆動する駆動体とを備えており、前記ターンテーブルの外周に沿って載置されている複数枚の油揚げの各々を前記ターンテーブルの回転により前記ターンテーブルの外周に位置する前記寿司飯挿入位置に順に搬送する構成を備えており、前記ターンテーブルにおいて前記いなり寿司移載位置は前記油揚げの載置位置よりも中心側に設けられていることを特徴とする請求項1記載のいなり寿司製造装置。
【請求項3】
いなり寿司製造装置は、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、
前記制御手段は、前記保持手段により前記油揚げを開口した状態で前記送風手段により前記油揚げの内部に空気を送り前記油揚げの内部を広げた後、前記後押さえ手段により油揚げの後部を押さえた状態で、前記押出手段により前記油揚げの開口の方向に前記寿司飯を押出して前記油揚げの内部に挿入する制御を実行することを特徴とする請求項1または2記載のいなり寿司製造装置。
【請求項4】
いなり寿司製造装置は、前記寿司飯挿入位置において前記油揚げの内部に開口を通じて空気を送る送風手段を備え、
前記制御手段は、前記送風手段の送風量を第1の送風量にした状態で前記油揚げの内部に空気を送ることにより前記油揚げの内部を広げた後、前記送風手段の送風量を前記第1の送風量よりも低い第2の送風量にした状態で前記押出し手段により前記油揚げの内部に寿司飯を挿入する制御を実行することを特徴とする請求項1〜3のいずれか1項に記載のいなり寿司製造装置。
【請求項5】
前記押出手段は、独立して制御可能な駆動体を備えていることを特徴とする請求項1〜4のいずれか1項に記載のいなり寿司製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−90582(P2013−90582A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233382(P2011−233382)
【出願日】平成23年10月24日(2011.10.24)
【出願人】(591094262)鈴茂器工株式会社 (74)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月24日(2011.10.24)
【出願人】(591094262)鈴茂器工株式会社 (74)
【Fターム(参考)】
[ Back to top ]