
き裂進展予測方法及びプログラム

【課題】検査者や検査方法による誤差のバラツキを考慮することで、き裂進展予測精度の向上を図ること。
【解決手段】試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて、前記被検査体に発生した実際のき裂長さを推定するき裂長さ推定工程と、き裂長さ推定工程で推定したき裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するき裂進展曲線推定工程とを含むき裂進展予測方法を提供する。
【解決手段】試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて、前記被検査体に発生した実際のき裂長さを推定するき裂長さ推定工程と、き裂長さ推定工程で推定したき裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するき裂進展曲線推定工程とを含むき裂進展予測方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、ガスタービン等の高温環境下で使用される部品に発生した疲労き裂のき裂長さの進展を予測するき裂進展予測方法及びプログラムに関するものである。
【背景技術】
【0002】
例えば、ガスタービンを構成する高温部品である燃焼器内筒、尾筒、タービンの動翼、静翼、シュラウド(分割環)等は、高温高圧の燃焼ガスに曝されながら起動停止に伴い変動する熱応力を受けるため、高温疲労、熱疲労及びクリープによる損傷を受けやすい。特にタービン動翼では、ロータ回転による遠心力や燃焼ガスによるガス曲げ力をも受けるため損傷が大きく、厳しい保守管理が必要である。そこで適当な間隔で点検スケジュールを設定し、点検時には必要に応じて部品を取り外して検査を行い、損傷の程度に応じて部品の交換又は補修をしている。
【0003】
一方、点検実施によりガスタービン装置の解体や検査に伴う費用が発生する上、発電できなくなるため、定期点検の間隔は長くすることが望ましい。このため、ガスタービン高温部品の耐久性を向上するとともに、定期検査間隔を適正化することが要求される。また損傷した高温部品の補修に要する費用と時間の低減も望まれており、このためには補修をしなくとも次回定期検査までに機能を失う程度には損傷が拡大しない程度の小さなき裂は許容するように補修基準を緩和することが要求されている。
【0004】
上述した要求に応えるためには、高温部品に発生したき裂の進展挙動を精度よく予測することが必要である。高温部品のき裂長さの予測に関しては、例えば特許文献1や特許文献2に開示されたように、使用した部品の最大き裂長さ等を観察し、その結果を基に応力や温度を予想し、その予想値とテストピースから得たマスターカーブを基に疲労寿命を予測する方法が提案されている。
【特許文献1】特開平10−160646号公報
【特許文献2】特開平9−195795号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の特許文献1,2に開示されている方法のように、使用した高温部品の最大き裂長さ測定結果を基にき裂の進展挙動を予測するのは以下の点で問題がある。
一つ目の問題点は、高温部品のき裂進展挙動が大きくばらつくことである。この原因は、多数の影響因子が実用上不可避なばらつきを有しているためと考えられる。影響因子としては、高温部品の環境因子として高温燃焼ガスや冷却空気の温度や熱伝達率など、材料特性因子として熱伝導率や熱膨張係数など、また特に材料強度特性因子として、疲労き裂発生寿命(繰返し数とき裂発生寿命の関係)やき裂進展速度を規定する材料パラメータなど、さらに形状因子として壁厚などの寸法公差がある。それゆえにあるガスタービンの運転で使用した高温部品で実測された最大き裂長さあるいは最大き裂進展速度のデータは、他の異なる仕様の高温部品運転時若しくは運転条件変更時のき裂進展挙動の予測には使えない。
【0006】
二つめの問題点は、定期検査時に測定したき裂長さの取り扱いに係る問題である。き裂が微小である場合、検査方法の種類や検査員の能力(例えば、経験年数、熟練度等)によって検出限界の大きさが異なり、また測定値が大きくばらつくことが発明者らの予備検討時に明らかになった。このため、今回の検査結果(き裂長さの測定値)をもとに次回以降の定検時のき裂長さを予想する際に、上述したき裂進展速度自体のばらつきの他に今回の測定誤差に基づくばらつきが重畳する。したがって次回定検時のき裂長さの予測値にはかなり大きめの安全率を設定せざるを得ない。
【0007】
また高温部品を新品の時から廃却までのき裂の挙動を計算機によるシミュレーションにて予測する場合、定期検査に相当する起動停止回数到達時にき裂の長さに基づいて補修の必要有無および補修方法を判断するが、この判断の基準となるき裂長さとして検査時に測定されたき裂長さを用いた場合には、用いない場合とはかなり異なった結果となることが予想される。
【0008】
二つめの問題点に対しては以上の点で検査時のき裂長さの測定誤差及び誤判定を考慮し確率的な手法を予測手法に取り入れる必要があるが、これまでのところこのような予測手法は開示されていない。
【0009】
本発明は、上記問題を解決するためになされたもので、検査者や検査方法による誤差のバラツキを考慮することで、き裂進展予測精度の向上を図ることのできるき裂進展予測方法及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は以下の手段を採用する。
本発明は、試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて、前記被検査体に発生した実際のき裂長さを推定するき裂長さ推定工程と、き裂長さ推定工程で推定したき裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するき裂進展曲線推定工程とを含むき裂進展予測方法を提供する。
【0011】
このような方法によれば、相関情報作成工程において、試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求め、き裂長さ推定工程において、被検査体の検査時における測定値を上記相関情報を用いて補正することにより実際のき裂長さを推定するので、き裂進展曲線を推定する際に起点とされるき裂長さの推定精度を向上させることが可能となる。これにより、き裂進展曲線の推定精度を向上させることが可能となる。この結果、実際のき裂長さが取りうる数値範囲を高い精度で特定することが可能となる。本発明によれば、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味してき裂進展曲線を推定するので、マージンの過不足が少ない実際のき裂長さの数値範囲を特定することが可能となる。
上記試験体としては、例えば、被検査体と同じ材質等で作成された試験片、或いは、試験用の実物等が一例として挙げられる。この試験体は、試験体に生じたき裂の様子が検査者または/及び検査方法の違いによって、どの程度の誤差をもって測定されるかというような相関情報を得るために用いられるものであればよく、形状や大きさ等は特に限定されない。
【0012】
上記き裂進展予測方法において、前記き裂進展曲線推定工程は、前記検査時以降の起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測することとしてもよい。
【0013】
上記き裂進展予測方法において、前記相関情報作成工程では、前記相関情報を前記検査方法毎または/及び前記検査者の測定能力毎に作成し、前記き裂長さ推定工程では、検査時に適用した前記検査方法または/及び検査時に測定を行った検査者の測定能力に対応する前記相関情報を用いて前記実際のき裂長さを推定することとしてもよい。
【0014】
測定値に含まれる誤差のばらつきは、検査者の測定能力(例えば、熟練度、経験年数等)によって、また、検査方法によって異なる。従って、検査者毎、或いは、検査方法毎、または検査者と検査方法との組合せ毎に、測定値と実際のき裂長さとの相関を求めておき、実際の検査時における検査者或いは検査方法に該当する相関を用いて検査時の測定値を補正することにより、実際のき裂を更に高い精度で推定することが可能となる。これにより、き裂長さの進展曲線をより正確に推定することが可能となる。
【0015】
本発明は、被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するき裂進展予測方法であって、前記被検査体の使用開始時からのき裂進展曲線を推定する第1き裂進展曲線推定工程と、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、前記第1き裂進展曲線推定工程において予測された検査時における実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出する測定予測値算出工程と、前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更する実際のき裂長さ変更工程とを含むき裂進展予測方法を提供する。
【0016】
このような方法によれば、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求め、この相関情報を用いて第1き裂進展曲線推定工程において得られた被検査体の検査時における実際のき裂長さを元に測定予測値を推定するので、測定予測値を実際の検査時における検査者の測定値により近づけることが可能となる。そして、この測定予測値が補修基準以内か否かによって当該検査時における実際のき裂長さが変更されるので、実際の運用に沿ったシミュレーションを行うことが可能となる。
このように、本発明によれば、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味して測定予測値を推定するので、シミュレーション精度を向上させることが可能となる。また、上記補修基準を変化させたときのき裂進展の様子や補修コスト等を算出することにより、コストを最小限に抑えることのできる補修基準を決定することが可能となる。
【0017】
上記き裂進展予測方法において、実際のき裂長さ変更工程は、前記検査時における測定予測値が前記補修基準を超えていた場合に、当該き裂が補修されるとみなして前記実際のき裂長さをゼロまたはより小さな値に変更することとしてもよい。
【0018】
上記き裂進展予測方法において、前記測定予測値が前記補修基準以内であった場合に、前記実際のき裂長さを起点とするき裂進展曲線を推定する第2き裂進展曲線推定工程を備えることとしてもよい。
【0019】
上記き裂進展予測方法において、前記第1き裂進展曲線推定工程及び前記第2き裂進展曲線推定工程の少なくとも一方は、起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測することとしてもよい。
【0020】
本発明は、複数の検査者または/及び複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて前記被検査体に発生した実際のき裂長さを推定するステップと、推定した前記き裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するステップとをコンピュータに実行させるき裂進展予測プログラムを提供する。
【0021】
本発明は、被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するためのき裂進展予測プログラムであって、前記被検査体の使用開始時からのき裂進展曲線を推定するステップと、複数の検査者または複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、前記き裂進展曲線を推定するステップにおいて予測された検査時における前記被検査体に発生した実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出するステップと、前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更するステップとをコンピュータに実行させるき裂進展予測プログラムを提供する。
【0022】
本発明によれば、検査時にき裂の見落としあるいはき裂長さの測定誤差に基づいて生じうるき裂進展挙動の統計的ばらつきを考慮するので、き裂進展予測の精度を高めることが可能となる。これにより、補修基準を過大なもしくは過小な安全率で設定することがなくなり、補修コストの低減と強度信頼性の向上とをバランスよく実現させることが可能となる。
また、本発明のき裂進展予測方法及びプログラムは、例えば、き裂が発生する部品に利用可能なものであり、例えば、ガスタービン等の高温環境下で利用される機械構造物の部品に発生したき裂の進展を予測するのに利用されて好適なものである。
【発明の効果】
【0023】
本発明によれば、き裂進展の予測精度を向上させることができるという効果を奏する。
【発明を実施するための最良の形態】
【0024】
以下に、本発明に係るき裂進展予測方法及び装置並びにプログラムの実施形態について、図面を参照して説明する。なお、本実施形態においては、被検査体として、ガスタービン設備において非常に高温の環境におかれるタービン動翼に発生するき裂進展予測に本発明のき裂進展予測方法等を適用する場合について説明する。
【0025】
〔第1の実施形態〕
図1は、本発明の第1の実施形態に係るき裂進展予測装置のハードウェア構成の一例を示すブロック図である。図1に示すように、本実施形態に係るき裂進展予測装置は、コンピュータシステムであり、CPU(中央演算処理装置)1、メモリ2、ハードディスク3、入力デバイス4、モニタ5、及びCDD(CD−ROMドライブ)6を備えている。これら各構成要素は、バスライン7を介して接続されている。CPU1は、ハードディスク3に記憶された各プログラムに従いバスライン7を介して各部を制御する。
【0026】
上記ハードディスク3に記憶されたき裂進展予測プログラムは、例えば、CDD6を介してき裂進展予測プログラムが記憶されたCD−ROM(図示略)から読み出されてハードディスク3にインストールされたものである。なお、CD−ROM以外に、フレキシブルディスク(FD)、ICカード等のプログラムをコンピュータ読取可能な記録媒体から、ハードディスクにインストールさせるようにしてもよい。さらに、通信回線を用いてダウンロードするようにしてもよい。
【0027】
次に、上述のような構成を備えるき裂進展予測装置により実現されるき裂進展予測方法について、図2を参照して説明する。
なお、以下に示すき裂進展予測方法は、き裂進展予測装置が備えるCPU1がハードディスク3に記憶された上記き裂進展予測プログラムをメモリに読み出し、実行することにより、実現されるものである。
【0028】
図2に示されるように、き裂進展予測方法は、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程(ステップSA1)と、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて実際のき裂長さを推定するき裂長さ推定工程(ステップSA2)と、き裂長さ推定工程で推定したき裂長さを起点とするき裂進展曲線を推定するき裂進展曲線推定工程(ステップSA3)と、き裂進展曲線に基づいて最適な補修基準を決定する補修基準決定工程(ステップSA4)とを含んでいる。
ここで、相関情報としては、以下に説明するような、測定によって得られたき裂長さと実際のき裂長さとの相関関係、或いは、測定によって得られたき裂の長さとそのき裂が検出される確率との関係等が一例として挙げられる。
以下、各工程について詳しく説明する。
【0029】
〔相関情報作成工程〕
例えば、この工程では、まず実際の検査とは別に模擬検査を行い、この模擬検査において得られた測定結果に基づいて上記相関情報を求める。
まず、模擬検査で用いられる試験体を用意する(図3のステップSB1)。試験体は、実際の検査時の障害、困難さ、測定誤差を与える要因などが再現されるよう、検査対象となる部位の局所的な形状や表面性状をできるだけ忠実に模擬した試験片等が好ましい。これらには実機での使用・運転またはその他の手法(例えば機械的又は熱応力を繰返し負荷する)により事前にき裂を導入しておく必要がある。このとき模擬検査の目的から、き裂深さ、き裂長さ及びき裂開口部の性状等の各種形態を有するき裂を多数導入しておくことが好ましい。ここで、き裂開口部の性状とは、例えば、黒皮、スケール、加工による粗さなどである。
また試験片の代わりに、実際の運転に供しその結果き裂が発生した実部品またはその実部品から切り出した試験片を上記試験体として用いてもよい。
【0030】
次に、実際に検査を実施する検査者が、上記試験体に形成されたき裂の測定を行う(図3のステップSB2)。
例えば、実際の検査を数名の検査者が交代で行うような場合には、検査を実施するこれら全ての検査者によるき裂測定を行うことが望ましい。このように、検査に携わる可能性のある全ての検査者がき裂測定を行うことにより、各検査者の測定誤差をデータとして取得することが可能となる。また、検査者は、実際の検査に適用され得る検査方法によって試験体のき裂測定を行う。例えば、目視、磁粉探傷、超音波探傷、染色浸透探傷、蛍光浸透探傷などにより実際の検査時と同様に表面洗浄などの事前処理を行った後に、き裂の検出およびき裂長さの測定を行う。
【0031】
このようにして、検査者による測定が終了すると、続いて、試験体に形成された実際のき裂長さを測定する(図3のステップSB3)。
ここで、「実際のき裂長さ」とは、理想的には検査・測定手段に依存しない真実の長さであるが、実用的には、例えば、以下の方法により取得される。例えば、試験体からき裂発生部を切り出して又はレプリカ等に転写して、光学顕微鏡または走査電子顕微鏡、走査型トンネル顕微鏡、原子間力顕微鏡等により高い倍率でき裂長さを測定する。または、試験体から破面出しを行い、破面形状を上記顕微鏡によって測定することでき裂長さを得る。このように、当該工程では、実際のプラントの現場にて適用される前者の検査・測定方法の測定精度よりも高い測定精度が可能な測定方法でき裂長さを測定する。
「実際のき裂長さ」は、力学的に有効な、即ち、き裂進展の計算に適切なK値又はJ積分等のパラメータを導き出せる長さに相当するものである。なお、実際の長さと測定値が異なる原因については、多くの要因があるが、主としてき裂の先端部の開口量が小さいこと、及び表面性状(表面のスケール、加工きずなど)に依存してき裂の先端が特定しにくいことが多い。
【0032】
このようにして、各検査者による測定、実際のき裂長さの測定が終了すると、これらの測定値は入力デバイス4(図1参照)を介して入力される。このとき、検査者による測定値は、試験体の識別番号、検査方法、検査者のID等と関連付けられて入力される。また、各試験体の実際のき裂長さが試験体のIDと関連付けられて入力される。
入力されたこれらのデータは、ハードディスク3等の記憶装置に保存される。
【0033】
上記模擬検査における測定データの入力処理が終了すると、続いて、ハードディスク3に保存された上記測定データを用いて検査者と検査方法とからなる組み合わせによって定まる測定データと、実際のき裂長さとの相関図を作成する(図3のステップSB4)。
図4には、相関図の一例が示されている。図4において、横軸は実際のき裂長さ、縦軸は測定されたき裂長さであり、分布aは検査者Xが検査方法Aを採用して測定したき裂長さに対応しており、分布bは検査者Yが検査方法Aを採用して測定したき裂長さに対応しており、分布cは検査者Xが検査方法Bを採用して測定したき裂長さに対応している。ここでは、3つの例しか示していないが、上記模擬検査において行われた検査者と検査方法の組み合わせの数について上述した分布が作成される。
【0034】
このように、検査者と検査方法に応じて相関図を持つことにより、検査者の違い、検査方法の違いに起因する測定誤差のばらつき具合を正確に知ることが可能となる。ここで作成された測定分布はハードディスク3に保存され、次回に行われる検査時に参照される。
【0035】
〔き裂長さ推定工程〕
次に、き裂長さ推定工程について説明する。
定期検査の時期が到来し、実際の検査時が行われると、実際の検査時における測定値、検査者及び検査方法の情報が入力デバイス3(図1参照)を介して入力される。これら情報は対応付けられてハードディスク3に保存されるとともに、当該検査者及び検査方法に対応付けられた相関図がハードディスク3から読み出される。
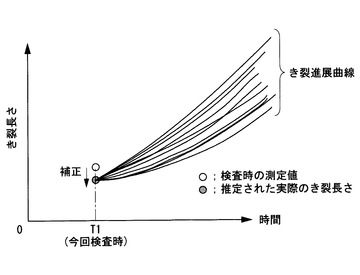
続いて、読み出した相関図を用いて実際のき裂長さを推定する。具体的には、相関図から測定値に対する実際のき裂長さの相関関係がわかるので、この相関に基づいて今回の検査で得られた測定値を補正することにより、実際のき裂長さを推定する。或いは、相関図からある測定値に対する実際のき裂長さの確率分布を求め、この確率分布を用いて実際のき裂長さの確率分布を推定する(図5参照)。ここで、図5は、検査時に測定したき裂長さが実際のき裂長さよりも長く測定される場合を示している。また推定された実際のき裂長さは、図4を元に計算される確率分布に対応して分布するが、説明を容易にするために図5では1点(確定値)として表現している。
【0036】
〔き裂進展曲線推定工程〕
この工程では、き裂長さ推定工程において推定された実際のき裂長さを起点として、当該検査時以降におけるき裂進展曲線を算出する。
このとき、き裂進展に及ぼす影響因子及びき裂進展速度については、モンテカルロ法によりき裂進展曲線の確率分布を求める。例えば、材料特性及びそのパラメータ、環境因子及び部材の形状パラメータ等の疲労特性に影響を及ぼす因子全てまたはその一部を影響因子とし、これらの影響因子の統計的データに基づいて影響因子の値を決定し、それらの影響因子を組み合わせて多数の組み合わせ(例えば図9に示すN組の組合せ)を作成し、各組み合わせのデータを用いて、き裂進展曲線を計算する。なお、上記組み合わせの数(例えば図9ではN組)は、できるだけ多いほうが好ましい。
この結果、例えば、図5に示されるように、様々な影響因子が考慮された多数のき裂進展曲線が得られることとなる。
【0037】
〔補修基準決定工程〕
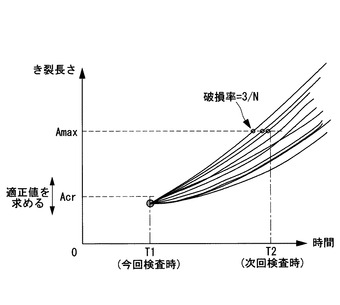
この工程では、き裂進展曲線推定工程で得られた多数のき裂進展曲線を統計処理してき裂長さの確率分布を求め、この確率分布に基づいて補修基準を決定する。補修基準とは検査にて検出された欠陥をどのように処置するかを定める基準であり、具体的には欠陥の削除や溶接補修等何らかの処置を行わなければならないと判断できる寸法の下限値である。本発明においては補修基準の具体例として、許容き裂長さAcrを取り上げる。
【0038】
ここで、許容き裂長さAcrとは、その長さ以上のき裂を補修せずに残したまま運転を再開すると、次回の点検時までにその高温部品が破損するとみなしうる限界の長さ(以後、限界き裂長さAmaxと呼ぶ)以上にき裂が進展する場合のき裂長さである。なおここで言う破損とは、破壊されたという状態のみならず、見た目は健全であっても要求される構造体としての機能を満たさないような状態をも含む。
【0039】
まず、図6に示されるように、上記き裂進展曲線推定工程で得たN個のき裂進展曲線のうちのいくつかは、次回の定期検査相当時の起動停止回数にてき裂長さが限界き裂長さAmaxに到達していることがある。限界き裂長さAmax以上となったき裂進展曲線の全曲線数Nに対する比率(以後、これを破損率と呼ぶ)は実際のき裂長さに依存する。そこで、許容き裂長さAcrを適切に決定し、それ以上の長さのき裂が検査で見つかった場合は、き裂を補修して実際のき裂長さを0又は元の長さよりも短くすることで、破損を未然に防ぐことができる。
【0040】
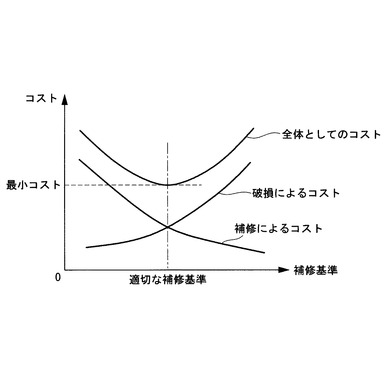
ここで、破損を完全に0にしようとすると、かなり小さめに許容き裂長さを設定しなければならなくなり、結果として本来補修が不要な小さなき裂まで補修することになり、補修のコストが増大する。従って、図18に示すように、補修にかかるコスト及び破損等の被害により発生するコストをあわせて全体としてのコストを下げるような適正な補修基準を設定することが好ましい。本実施形態では、許容き裂長さAcrを変化させて破損率を求め、全体のコストが最小になるような補修基準を決定する。
【0041】
以上説明してきたように、本実施形態に係るき裂進展予測方法及びプログラムによれば、相関情報作成工程(図2のステップSA1)において、試験体に発生したき裂長さを複数の検査者及び複数の検査方法により測定し、その測定値と実際のき裂長さとの相関関係を求め、き裂長さ推定工程(図2のステップSA2)において、検査時における実際の測定値を上記相関関係を用いて補正することにより実際のき裂長さを推定するので、実際のき裂長さの推定精度を向上させることが可能となる。そして、き裂進展曲線推定工程(図2のステップAS3)では、推定したき裂長さを起点としてき裂進展曲線を推定するので、き裂進展曲線の推定精度を向上させることが可能となる。
【0042】
これにより、実際のき裂長さが取りうる数値範囲を高い精度で特定することが可能となる。このように、本発明によれば、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味してき裂進展曲線を推定するので、マージンの過不足が少ない実際のき裂長さの数値範囲を特定することが可能となる。この結果、補修基準決定工程(図2のステップSA4)において、補修にかかるコスト及び破損等の被害により発生するコストを合わせた全体のコストを下げるような適正な補修基準(許容き裂長さ)をより正確に設定することが可能となる。
【0043】
なお、本実施形態では、検査者と検査方法との組み合わせ毎に相関図を作成し、この相関図を用いて検査時における測定値を補正したが、この例に限られず、例えば、検査者もしくは検査者資格(等級)ごと、検査環境(温度などの自然条件、設備の性能等)または、検査方法ごとに相関図を作成し、いずれかの相関図を用いて検査時における測定値を補正することとしてもよい。
【0044】
〔第2の実施形態〕
次に、本発明の第2の実施形態に係るき裂進展予測方法及びプログラムについて図を参照して説明する。
本実施形態に係るき裂進展予測装置は、上述した第1の実施形態と同様、図1に示したハードウェア構成を備え、CPU1がハードディスク3に格納されているき裂進展予測プログラムを読み出して実行することにより以下に示すき裂進展予測方法を実現させる。
本実施形態に係るき裂進展予測方法は、高温環境下で使用される高温部品の状態を使用開始時からシミュレーションすることにより、高温部品に発生するき裂長さの時系列変化を予測するものである。より具体的には、ガスタービン高温部品が新品の時からガスタービンの起動停止を伴う運転によってき裂が発生し、定期検査にてき裂長さが測定され、その結果に基づいて補修等の処置の必要性を判断し、補修が必要と判断されたものは補修が行われ、その後再び運転が行われるという一連の時系列変化をシミュレートするものであり、き裂進展曲線、換言すると、き裂長さの起動停止回数に対する変化の確率分布を計算シミュレーションで予測するものである。
【0045】
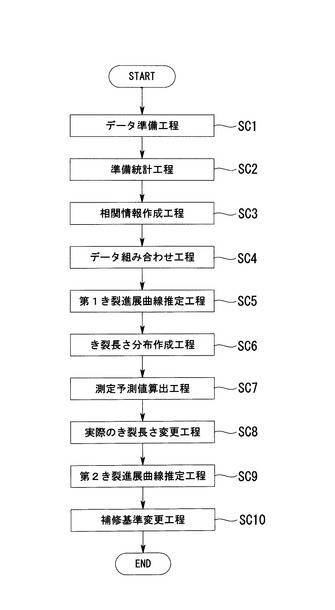
本実施形態に係るき裂進展予測方法は、図7に示されるように、き裂発生、き裂進展等の疲労特性の影響因子に関してモンテカルロ法を行うためのデータを準備するデータ準備工程(図7のステップSC1)、準備されたデータについて統計的な処理を行う準備統計工程(ステップSC2)、高温環境下で使用される高温部品または試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、その測定値と実際のき裂長さとの相関関係を求める相関情報作成工程(ステップSC3)、ステップSC1〜SC3において得られたデータをもとに、モンテカルロ法による計算を行うためのデータの組み合わせを作成するデータ組み合わせ工程(ステップSC4)、ステップSC4にて作成された各データの組み合わせにおいて、き裂進展曲線を求める第1き裂進展曲線推定工程(ステップSC5)、き裂進展曲線を用いて統計処理を行い、さらに定期検査に相当する起動停止回数におけるき裂長さ分布を求めるき裂長さ分布作成工程(ステップSC6)、第1き裂進展曲線推定工程において求められた検査時におけるき裂長さを、ステップSC3で得た相関関係を用いて補正することにより測定予測値を算出する測定予測値算出工程(ステップSC7)、測定予測値が予め設定されている補修基準以内か否かを判定し、この判定結果に基づいて実際のき裂長さを変更する実際のき裂長さ変更工程(ステップSC8)、測定予測値が補修基準以内であった場合に、実際のき裂長さを起点としてそれ以降のき裂進展曲線を求める第2き裂進展曲線算出工程(ステップSC9)、及び、破損率を算出し、その値に応じて上記補修基準を変更する補修基準変更工程(ステップSC10)を含む。以下、各工程についての詳細を説明する。
【0046】
〔データ準備工程〕
この工程は、対象部位における疲労特性すなわちき裂の発生および進展挙動に影響を及ぼす因子に関して、モンテカルロ法による確率論的手法を行うためのデータを準備する工程である。対象部位及びその近傍の温度及び応力を予測するために必要なパラメータの統計処理を行う。必要なパラメータとして、材料特性因子、境界条件因子及び形状因子がある。材料特性因子として熱伝導率、熱膨張率、弾性係数などが、境界条件因子として、燃焼ガスのガス圧、ガス温度、燃焼ガスと部品表面との熱伝達率並びに冷却空気のガス圧、ガス温度、冷却空気と部品表面との熱伝達率などが、形状因子としては対象部位の壁厚などがある。これらのデータは当該発明方法の実施のためだけに得た実験若しくは解析データのみならず、従来蓄積されたデータ及び公知の文献から入手したものをも含んでいてもよい。また、後述する統計処理をするのにデータの数は多い方がよい。
【0047】
これらの各パラメータのデータは、統計処理をしていない生のデータ値の集合体である。これらのデータは、き裂進展予測装置が内蔵する或いは接続される各データベース(データ記憶装置)に保存されており、計算に必要なパラメータの読み出しや表示が可能とされている。なお後述する準備統計工程(ステップSC2)にも共通するが、すでに統計解析が行われ確率分布関数パラメータが求められている場合には、当該工程を省略することとしてもよい。
【0048】
次に、計算に必要なパラメータであって前記データベースに保存されている生のデータ値について、統計処理を行う。ここで統計処理とは、後述するモンテカルロ・シミュレーションに使用できるように、各パラメータの平均値や標準偏差など統計値を求めることや、各パラメータの確率分布を正規分布など適当な分布関数に当てはめ、その分布関数を規定するパラメータを求めることなどの処理を含む。統計処理の結果はデータベースに保存され、必要に応じてモニタに表示される。
【0049】
〔準備統計工程〕
この工程では、対象部品の疲労特性を予測するためのパラメータについて処理が行われる。疲労特性とは、き裂発生に関する特性と、き裂進展に関する特性とからなる。これらの特性を予測するためには疲労き裂発生寿命及び疲労き裂進展寿命を求める必要があり、前者に対しては応力範囲若しくはひずみ範囲と疲労き裂発生寿命との関係式、後者に対しては、応力拡大係数範囲(若しくは繰返しJ積分範囲)とき裂進展速度との関係式が適用される。これらの式は、実際の部品又は実際の部品と同等の金属組織を有する材料素材から採取した小型試験体による疲労試験データを基に決定される。
【0050】
ひずみ範囲と疲労き裂発生寿命との関係式の例として、Manson−Coffinの式が公知であり、以下の(1)式で表される。
Δεp×Nf^α=Ci (1)
上記(1)式において、Δεpは塑性ひずみ範囲、Nfは小型試験体の破断寿命である。ここでα及びCiは温度に依存する材料定数であり、疲労き裂発生寿命を予測するためのパラメータである。α及びCiを温度の関数として定式化し、この式の定数を疲労き裂発生寿命を予測するためのパラメータとしてもよい。なお小型試験体の破断寿命Nfは、実部品のき裂発生寿命に相当するとみなされるのが一般的である(例えば、日本材料学会、”高温強度の基礎”p.61、1999年10月20日発行参照。)。また、ひずみの代わりに応力を用いた関係式も公知である。
【0051】
応力拡大係数とき裂進展速度との関係式との例として、以下の(2)式がパリス則として公知である。
da/dN=Cp×ΔK^m (2)
上記(2)式において、da/dNはき裂進展速度、ΔKは応力拡大係数範囲である。ここでCp及びmは材料定数であり、温度のみならず応力(若しくはひずみ)波形に依存する。
【0052】
これらの疲労特性に関する特定の温度における材料パラメータ、α、Ci、Cp、m、又はこれらのパラメータを温度の関数として表した場合の材料定数は、上述のデータ準備工程(ステップSC1)における温度及び応力を予測するためのパラメータと同様に、き裂進展予測装置が内蔵するハードディスク3或いは当該装置に接続されるデータベース(図示略)等の外部記憶装置に保存されている。CPU1は、これらのパラメータを用いて統計処理を行い、確率分布関数を表現できる統計パラメータを求め、これらをデータベースに保存する。また、き裂進展予測装置は、運転に使用した部品の検査結果及び調査結果が得られるたびに必要に応じて上述の材料パラメータ若しくは補正係数などを修正できるように構成されている。
【0053】
〔相関情報作成工程〕
この工程は、想定する検査方法及び検査者の違いによるき裂長さの測定値と実際のき裂長さとの関係および実際のき裂長さと欠陥検出確率との関係のうちの少なくとも一方を得る工程である。この工程において、検査方法及び検査者の違いによるき裂長さの測定値と実際のき裂長さとの相関関係を得るための手順については、上述した第1の実施形態のステップSA1(図2参照)と同様であるので説明を省略し、欠陥検出確率と実際のき裂長さとの関係について以下に説明する。
【0054】
図8には、実際のき裂長さと欠陥検出確率との関係が示されている。ここで、欠陥検出率とは、ある実際の欠陥長さに対応してそのき裂が各検査者により検出される確率を示すものである。図8に示されるように、全体的な傾向として欠陥の大きさが小さいほど見逃される確率(頻度)が高いこと及び検査者により欠陥検出確率が異なることがわかる。例えば、経験が長い熟練者であれば、図中の実線aに示すように欠陥検出確率は高く、また、き裂長さの測定値のばらつきも少ないと考えられる。一方、経験が短い初心者であれば、図中実線cに示すように、欠陥検出確率は低く、また、き裂長さの測定値のばらつきも大きくなる。またbはa及びcとは異なる検査方法によりaと同じ熟練者によって得られたものである。同一の検査者によっても欠陥検出確率が大きく異なることがわかる。
このように、測定能力の異なる複数の検査者によって試験体の測定を行わせ、これらの測定値をデータとして取得することで、後段で行われる確率分布等の統計処理の信頼性を向上させることが可能となる。なお、測定されたき裂長さが0の場合、き裂が存在する可能性は必ずしも0であるとは言えない。この場合、実際のき裂長さとき裂検出確率の関係をベースに確率論的にあるき裂長さを有するき裂の存在を仮定しても良い。
【0055】
〔データ組み合わせ工程〕
この工程では、上述した各工程(図7のステップSC1〜SC3)で求められた各パラメータの統計処理結果をもとに、モンテカルロ法を適用してき裂進展曲線を得るためのデータを作成する。モンテカルロ法とは、乱数などの偶発的な確率変数を用いて試行錯誤的に問題を解いていく数値計算法のことであり、本発明のようにばらつきを含む統計的なデータを予測する手段として使われることもある(例えば、特開2005−26250号公報等参照)。
【0056】
まず統計処理を行うのに十分な数Nのデータ組み合わせを作る。図9にはN組の組み合わせを作成した例を示す。ただし、図9に示す表中の数値は各パラメータにおける平均値及び標準偏差を基に標準化したものであり、計算に際しては平均値及び標準偏差を入力して換算することが必要である。
パラメータである高温ガス圧、熱伝導率などには、上記データ準備工程(図6のステップSC1)及び準備統計工程(図6のステップSC2)にて作成された各パラメータの確率分布を基に数値がランダムに割り振られており、N組の組み合わせ全てで見れば、その確率分布はデータ準備工程及び準備統計工程にて作成された各パラメータの確率分布(ここでは例として正規分布)とほぼ一致するようになる。
【0057】
ここで”ほぼ”としたのは、実際に取りうる値は離散化された数値であるため、厳密には一致しないからである。結果的に疲労特性への影響が小さいパラメータにおいては、計算に要する時間を考慮して取り得る数値を少なくすることも可能である。また同一の組み合わせ中にある2つのパラメータで相関がないもの、例えば高温ガス圧、弾性係数、壁厚は、互いに独立に変化している。
【0058】
なお材料特性値は温度に依存しており、各組み合わせにおいて環境因子のばらつきにより対象部位の温度が異なるので、材料特性パラメータは温度を変数とする関数として表示することが信頼性の点から好ましい。しかし温度の依存度が小さいパラメータの場合若しくは結果的に対象部位の温度のばらつきが小さい場合は、計算時間短縮を目的として温度に依存しないパラメータとしてもよい。例示した図9は対象部位の温度のばらつきが小さいという前提で計算した値である。作成されたN組のデータの組み合わせは一旦ハードディスク3或いは外部記憶装置に保存される。
【0059】
〔第1き裂進展曲線推定工程〕
この工程では、データ組み合わせ工程で作成したN組のデータの組み合わせを入力してN個のき裂進展曲線を求める。具体的は、第1組目の組み合わせにおける材料特性因子、境界条件因子及び形状因子のデータを入力しもしくは読み取らせ、熱・応力解析を行い、部品の対象部位における温度分布及び応力分布を求める。得られた温度分布と応力分布を用い、疲労特性を予測するためのパラメータを入力しもしくは読み取らせ、まず始めにき裂が発生する起動停止回数を例えば前述のManson−Coffinの式より求める。
次に、得られた温度分布と応力分布と、ガスタービンの運転条件とを入力し、準備統計工程で求めた応力、温度及び材料定数などのパラメータを前述のき裂進展速度の式に代入し、このき裂進展速度式により、例えば差分法によりき裂発生後の起動停止回数とき裂長さの関係を求める。
【0060】
計算を進め、き裂長さが別途ハードディスク3等に予め保存されている限界き裂長さAmaxに達したときに第1組目の組み合わせのき裂進展曲線が得られたとして計算を終了し、そのき裂進展曲線をモニタ5(図1参照)に表示するとともに、データベース等に保存する。引き続き第2組目の組み合わせのデータを用いて上述と同じ手順にて第2組目の組み合わせのき裂進展曲線を得る。このようにして計算を繰り返し、N個のき裂進展曲線を得る。得られたカーブはモニタ5に表示される。図10は、モニタ5に示されるN個のき裂進展曲線の一例を示した図である。
【0061】
なお、き裂進展曲線の終点となる限界き裂長さAmaxは、その長さ以下であれば部品としての機能を失わない限界の長さであり、飛散等のおそれがない限り設計に基づいて決定するものであるので、ばらつきを伴わない確定値としてもよい。
ただし、限界き裂長さAmaxが例えば共振による低応力高サイクル疲労き裂進展開始限界で決まるとの考えで定義している場合には、共振による振動応力及びき裂進展下限界応力拡大係数(ΔKth)を確率変数のパラメータとし、これらをもとに破損限界き裂長さをパラメータとして求めてもよい。
【0062】
〔き裂長さ分布作成工程〕
この工程では、第1き裂進展曲線算出工程で求めたN個のき裂進展曲線を用いて統計処理を行い、疲労き裂長さの確率分布を求める。ここで言う確率分布とは、き裂が特定の長さに達する起動停止回数の確率分布若しくは特定の起動停止回数におけるき裂長さの確率分布であり、特定のき裂長さ及び特定の起動停止回数は用途に応じて定めればよい。ここでは、本実施形態に係る目的から定期検査時に相当する起動停止回数時の長さを対象としている。
【0063】
〔測定予測値算出工程〕
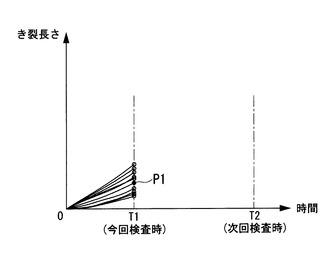
この工程では、最初の定期検査時に相当する起動停止回数時(図11におけるT1)におけるき裂長さを、上記相関情報作成工程(図7のステップSC3)で作成した相関関係を用いて補正することにより測定予測値を算出する。例えば、上述した第1き裂進展曲線推定工程で求められる各き裂進展曲線は、実際のき裂長さであるとみなしている。つまり、検査者や検査方法等による測定誤差を含まない値であり、高温部品が破損するか否かは実際のき裂長さによって決まる。
【0064】
一方、実際の検査を考えると、上述したように検査者や検査方法によって測定値には誤差が含まれることとなる。実際の検査では、検査者による測定値に応じてその高温部品を補修すべきか否かが決定されることとなる。この誤差が含まれた測定値についても高温部品の時系列による状態変化をシミュレーションする上で重要なパラメータとなる。
【0065】
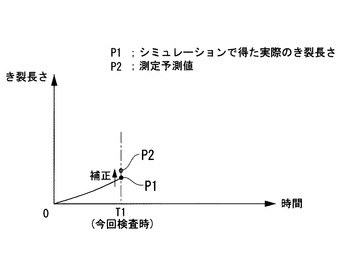
ここで、誤差が含まれていない実際のき裂長さ(N個)については、上述した第1き裂進展曲線推定工程(図7のステップSC5)において既に求められているので、本工程では、この実際のき裂長さ(N個)に対して、上記相関図に基づく誤差を含ませることで、検査時における測定値を予測する。ここでは、図11に示されるN個のうちの1つの実際のき裂長さP1を代表例に挙げて以下、本工程について説明する。
【0066】
図12に示すように、第1き裂進展曲線推定工程において得られたき裂進展曲線のうち、1回目の検査時(T1)における実際のき裂長さP1を相関図(図4参照)を用いて補正することで測定予測値P2を算出する。これは、例えば、相関図から確率分布を求め、この確率分布に基づいて実際のき裂長さを補正することで行われる。これは実際のき裂長さがP1であるき裂を検査者が測定値としてP2を得たことをシミュレートしている。またここで測定値はP2という確定値としているが、相関図のばらつき(同一の実際のき裂長さに対する測定値のばらつき)に対応して確率分布で表してもよい。
【0067】
〔実際のき裂長さ変更工程〕
この工程は、測定予測値算出工程で算出された測定予測値が、予め設定されている補修基準以内か否かを判定し、この判定結果に応じて実際のき裂長さを変更させる。例えば、これはシミュレーションを実際の検査にできるだけ近づけるための工程である。例えば、実際の検査においては、検査者によって測定されたき裂長さが補修基準(許容き裂長さ)よりも大きかった場合には、そのき裂を溶接、グラインダーがけ等によって除去する補修作業が行われることとなる。補修作業が行われることにより、今までそこに存在していたき裂は小さく或いは除去されることとなる。
【0068】
このことから、当該工程では、図13に示されるように、測定予測値P2が補修基準Acrよりも大きかった場合には、補修作業等が行われるとみなして、測定予測値P2を0または現在の値よりも小さな値P3に変更する。なお、このとき実際のき裂長さP1も補修により小さくなるので、例えば、図14及び図15に示されるように、実際のき裂長さP1を補修後の値P3と同じ値に変更する。ただし、補修後に見た目とは異なる値(実際に切断等の調査により目視では検出できなかったき裂が部分的に補修されずに残っていた場合など)になっていることがわかっている場合、関連するデータを元にしてP1からP3を算出してもよい。
また、測定予測値P2が補修基準Acr以下であった場合には、実際のき裂長さの値にかかわらず測定予測値P2の変更は行わず、現在の値、つまり実際のき裂長さP1に基づいて以降の工程が実行される。図16及び図17に代表的なケースを示す。
また、実際のき裂長さ変更工程では、相関情報作成工程で作成された実際のき裂長さと欠陥検出率との相関に基づいて、実際のき裂長さを変更するか否かを決定することとしてもよい。例えば、検査者等によっては、大きな傷であっても見逃すことが考えられる。例えば、図8に示されたグラフにおいて、2mmのき裂が発生していた場合、検査者Aであれば、55%の割合でこの傷を発見し、45%の割合で見逃すこととなる。このように、検査者及び実際のき裂長さに応じてその傷が検出されるのか、また、検出されても測定値にどのくらいの誤差が含まれるのかを確率分布等によって判断し、測定予測値を決定することとしてもよい。
【0069】
〔第2き裂進展曲線推定工程〕
この工程では、測定予測値変更工程によって実際のき裂長さが変更されなかった場合には現在の値P1を起点としてき裂進展曲線を算出する(図14参照)。この算出方法は、上述した第1き裂進展曲線推定工程と同様である。このとき、溶接補修を模擬して材質を変更してもよい。具体的には、き裂進展速度のパラメータ及び疲労き裂発生寿命の式のパラメータを変更することとしてもよい。き裂進展計算は、次の定期検査に相当する起動停止回数に達するまで行われ、検査時に達した時点で上述した測定予測値算出工程に戻り、それ以降の処理を繰り返し行う。または、これに代えて、き裂長さが限界き裂長さAmaxに達するまで行うこととしてもよい。
【0070】
なお、実際のき裂長さ変更工程において、変更後の実際のき裂長さがゼロに変更されていた場合には、き裂が発生していないこととなる。この場合には、き裂がないところにき裂が発生するまでのシミュレーションを行った後に、発生したき裂の進展度合いを推定する。なお、図10では、簡略化のため発生までの期間を省略している。
上記測定予測値算出工程、測定予測値変更工程、第2き裂進展曲線推定工程については、実際のき裂長さP1を一例に挙げて説明してきたが、N個のき裂長さ(図11参照)のそれぞれについて上記工程が行われることにより、様々な要因を考慮したき裂進展の状況を予測することが可能となる。
【0071】
〔補修基準変更工程〕
この工程では、破損及び補修による全体のコスト(リスク)を最小にするように補修基準を適正化することを目的とする。全体のコストは図18に示されるもので後述する。
上述した全ての工程を終え、各組合せにおけるき裂進展曲線を求めることにより次回定期検査前に破損に至る(き裂長さが限界き裂長さに達する)ものを決定し、そのようなき裂進展曲線の比率を求めることで次回定期検査相当時までに破損する確率(破損率)を決定する。補修基準とその補修基準に基づく破損率が求まれば全体としてのコストを算出することができる。そこで補修基準を変えてそのときの全体のコストを求めることにより、全体としてのコストが最小となる補修基準を決定することができる。具体的には、測定予測値算出工程で参照される補修基準(許容き裂長さ)を再設定し、図14から図17にしたがって必要なものはき裂長さを修正し(SC8)、第2き裂進展曲線推定工程(SC9)を行うという処理を繰り返し実行する。このような処理を何度か繰り返すことにより、補修基準と破損率との関係を求め、補修基準と全体のコストとの関係を求める。
【0072】
ここで、破損率とコストの関係について説明する。次回定期検査までの間に破損する部品を低減すると同時に破損の頻度を下げるためには、補修基準を小さく設定する必要があるが、一方で補修基準が小さいほど補修及び廃却による取り替えに要する材料費や人件費などのコスト(以下、「補修によるコスト」という。)は増加する。
【0073】
従って、本工程では、図18に示されるように、全体としてのコストを最小化する最適な補修基準を求める。ここで全体としてのコストとは、前述した補修によるコストと破損によるコストとの合計である。補修によるコストとは補修に伴い発生した他の部品及び装置の故障による修理費並びに運転停止による損害であり、事業者の営業上の損害に係るコストをも含む。また、破損により発生するコストは、実際に発生する損害金額に破損する確率を乗じたものであり、補修基準を大きくすれば破損する確率は高くなるので、損害金額は同じでも破損により発生するコストは大きくなる。
【0074】
全体としてのコストはおよそ、補修にかかる費用と(補修を行わなかったために)破損等の不具合発生によりかかる費用にその発生確率を乗じたものとの和と考えられるので、補修基準の関数として算出することが可能である。
【0075】
以上、説明してきたように、本実施形態に係るき裂進展予測方法及びプログラムによれば、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、その測定値と実際のき裂長さとの相関関係を求め、この相関関係を用いてシミュレーションにより得られた検査時における実際のき裂長さを補正することにより測定予測値を推定するので、測定予測値を実際の検査時における検査者の測定値により近づけることが可能となる。そして、この測定予測値が補修基準以内か否かによって当該検査時における測定予測値が変更されるので、実際の運用に沿ったシミュレーションを行うことが可能となる。
このように、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味して測定予測値を推定するので、シミュレーション精度を向上させることが可能となる。また、高い精度でシミュレートされた結果を用いて補修コスト等を算出することにより、コストを最小限に抑えることのできる補修基準を精度よく決定することが可能となる。
【0076】
以上、本発明の実施形態について図面を参照して詳述してきたが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
例えば、上述してきた各種工程は、図1に示したように、大型計算機の端末若しくはパーソナルコンピュータなどの計算機を用いて手作業で実行することも可能であるが、あらかじめ人の判断に頼らざるを得ない各種コスト若しくはコスト計算式等の入力を行うことで、バッチ処理等によって自動的に最終的に補修基準を得ることが可能となる。
また、上述したき裂進展予測装置と社内LAN又はインターネット回線をつなげ、各種の実験データベースや他機関のデータベースからデータを入手できるようにしておけば効率的である。
また実施形態では高温環境下で使用されるガスタービン部品等の高温機器を対象に説明したが、通常の室温又は低温環境下で使用される構造体や部品に関するき裂進展挙動およびその検査員による結果の処理に対しても本発明を適用できることは言うまでもない。
【図面の簡単な説明】
【0077】
【図1】本発明の第1の実施形態に係るき裂進展予測装置のハードウェア構成を示した図である。
【図2】本発明の第1の実施形態に係るき裂進展予測方法のフローチャートを示した図である。
【図3】図2に示した相関情報作成工程のフローチャートである。
【図4】図2に示した相関情報作成工程で作成される相関図の一例を示した図である。
【図5】図2に示したき裂進展曲線推定工程で推定されるき裂進展曲線の一例を示した図である。
【図6】補修基準の決定について説明するための図である。
【図7】本発明の第2の実施形態に係るき裂進展予測方法のフローチャートを示した図である。
【図8】実際のき裂長さと欠陥検出確率との関係を示した図である。
【図9】き裂進展曲線を得るためのN組のパラメータの組み合わせを示した図である。
【図10】第1き裂進展推定工程で得られたN個のき裂進展曲線を示した図である。
【図11】測定予測値算出工程について説明するための図である。
【図12】測定予測値算出工程について説明するための図である。
【図13】実際のき裂長さ変更工程について説明するための図である。
【図14】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図15】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図16】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図17】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図18】最適な補修基準を求める方法を説明する図である。
【符号の説明】
【0078】
1 CPU
2 メモリ
3 ハードディスク
4 入力デバイス
5 モニタ
6 CDD
7 バスライン
【技術分野】
【0001】
本発明は、例えば、ガスタービン等の高温環境下で使用される部品に発生した疲労き裂のき裂長さの進展を予測するき裂進展予測方法及びプログラムに関するものである。
【背景技術】
【0002】
例えば、ガスタービンを構成する高温部品である燃焼器内筒、尾筒、タービンの動翼、静翼、シュラウド(分割環)等は、高温高圧の燃焼ガスに曝されながら起動停止に伴い変動する熱応力を受けるため、高温疲労、熱疲労及びクリープによる損傷を受けやすい。特にタービン動翼では、ロータ回転による遠心力や燃焼ガスによるガス曲げ力をも受けるため損傷が大きく、厳しい保守管理が必要である。そこで適当な間隔で点検スケジュールを設定し、点検時には必要に応じて部品を取り外して検査を行い、損傷の程度に応じて部品の交換又は補修をしている。
【0003】
一方、点検実施によりガスタービン装置の解体や検査に伴う費用が発生する上、発電できなくなるため、定期点検の間隔は長くすることが望ましい。このため、ガスタービン高温部品の耐久性を向上するとともに、定期検査間隔を適正化することが要求される。また損傷した高温部品の補修に要する費用と時間の低減も望まれており、このためには補修をしなくとも次回定期検査までに機能を失う程度には損傷が拡大しない程度の小さなき裂は許容するように補修基準を緩和することが要求されている。
【0004】
上述した要求に応えるためには、高温部品に発生したき裂の進展挙動を精度よく予測することが必要である。高温部品のき裂長さの予測に関しては、例えば特許文献1や特許文献2に開示されたように、使用した部品の最大き裂長さ等を観察し、その結果を基に応力や温度を予想し、その予想値とテストピースから得たマスターカーブを基に疲労寿命を予測する方法が提案されている。
【特許文献1】特開平10−160646号公報
【特許文献2】特開平9−195795号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の特許文献1,2に開示されている方法のように、使用した高温部品の最大き裂長さ測定結果を基にき裂の進展挙動を予測するのは以下の点で問題がある。
一つ目の問題点は、高温部品のき裂進展挙動が大きくばらつくことである。この原因は、多数の影響因子が実用上不可避なばらつきを有しているためと考えられる。影響因子としては、高温部品の環境因子として高温燃焼ガスや冷却空気の温度や熱伝達率など、材料特性因子として熱伝導率や熱膨張係数など、また特に材料強度特性因子として、疲労き裂発生寿命(繰返し数とき裂発生寿命の関係)やき裂進展速度を規定する材料パラメータなど、さらに形状因子として壁厚などの寸法公差がある。それゆえにあるガスタービンの運転で使用した高温部品で実測された最大き裂長さあるいは最大き裂進展速度のデータは、他の異なる仕様の高温部品運転時若しくは運転条件変更時のき裂進展挙動の予測には使えない。
【0006】
二つめの問題点は、定期検査時に測定したき裂長さの取り扱いに係る問題である。き裂が微小である場合、検査方法の種類や検査員の能力(例えば、経験年数、熟練度等)によって検出限界の大きさが異なり、また測定値が大きくばらつくことが発明者らの予備検討時に明らかになった。このため、今回の検査結果(き裂長さの測定値)をもとに次回以降の定検時のき裂長さを予想する際に、上述したき裂進展速度自体のばらつきの他に今回の測定誤差に基づくばらつきが重畳する。したがって次回定検時のき裂長さの予測値にはかなり大きめの安全率を設定せざるを得ない。
【0007】
また高温部品を新品の時から廃却までのき裂の挙動を計算機によるシミュレーションにて予測する場合、定期検査に相当する起動停止回数到達時にき裂の長さに基づいて補修の必要有無および補修方法を判断するが、この判断の基準となるき裂長さとして検査時に測定されたき裂長さを用いた場合には、用いない場合とはかなり異なった結果となることが予想される。
【0008】
二つめの問題点に対しては以上の点で検査時のき裂長さの測定誤差及び誤判定を考慮し確率的な手法を予測手法に取り入れる必要があるが、これまでのところこのような予測手法は開示されていない。
【0009】
本発明は、上記問題を解決するためになされたもので、検査者や検査方法による誤差のバラツキを考慮することで、き裂進展予測精度の向上を図ることのできるき裂進展予測方法及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は以下の手段を採用する。
本発明は、試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて、前記被検査体に発生した実際のき裂長さを推定するき裂長さ推定工程と、き裂長さ推定工程で推定したき裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するき裂進展曲線推定工程とを含むき裂進展予測方法を提供する。
【0011】
このような方法によれば、相関情報作成工程において、試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求め、き裂長さ推定工程において、被検査体の検査時における測定値を上記相関情報を用いて補正することにより実際のき裂長さを推定するので、き裂進展曲線を推定する際に起点とされるき裂長さの推定精度を向上させることが可能となる。これにより、き裂進展曲線の推定精度を向上させることが可能となる。この結果、実際のき裂長さが取りうる数値範囲を高い精度で特定することが可能となる。本発明によれば、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味してき裂進展曲線を推定するので、マージンの過不足が少ない実際のき裂長さの数値範囲を特定することが可能となる。
上記試験体としては、例えば、被検査体と同じ材質等で作成された試験片、或いは、試験用の実物等が一例として挙げられる。この試験体は、試験体に生じたき裂の様子が検査者または/及び検査方法の違いによって、どの程度の誤差をもって測定されるかというような相関情報を得るために用いられるものであればよく、形状や大きさ等は特に限定されない。
【0012】
上記き裂進展予測方法において、前記き裂進展曲線推定工程は、前記検査時以降の起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測することとしてもよい。
【0013】
上記き裂進展予測方法において、前記相関情報作成工程では、前記相関情報を前記検査方法毎または/及び前記検査者の測定能力毎に作成し、前記き裂長さ推定工程では、検査時に適用した前記検査方法または/及び検査時に測定を行った検査者の測定能力に対応する前記相関情報を用いて前記実際のき裂長さを推定することとしてもよい。
【0014】
測定値に含まれる誤差のばらつきは、検査者の測定能力(例えば、熟練度、経験年数等)によって、また、検査方法によって異なる。従って、検査者毎、或いは、検査方法毎、または検査者と検査方法との組合せ毎に、測定値と実際のき裂長さとの相関を求めておき、実際の検査時における検査者或いは検査方法に該当する相関を用いて検査時の測定値を補正することにより、実際のき裂を更に高い精度で推定することが可能となる。これにより、き裂長さの進展曲線をより正確に推定することが可能となる。
【0015】
本発明は、被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するき裂進展予測方法であって、前記被検査体の使用開始時からのき裂進展曲線を推定する第1き裂進展曲線推定工程と、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、前記第1き裂進展曲線推定工程において予測された検査時における実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出する測定予測値算出工程と、前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更する実際のき裂長さ変更工程とを含むき裂進展予測方法を提供する。
【0016】
このような方法によれば、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求め、この相関情報を用いて第1き裂進展曲線推定工程において得られた被検査体の検査時における実際のき裂長さを元に測定予測値を推定するので、測定予測値を実際の検査時における検査者の測定値により近づけることが可能となる。そして、この測定予測値が補修基準以内か否かによって当該検査時における実際のき裂長さが変更されるので、実際の運用に沿ったシミュレーションを行うことが可能となる。
このように、本発明によれば、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味して測定予測値を推定するので、シミュレーション精度を向上させることが可能となる。また、上記補修基準を変化させたときのき裂進展の様子や補修コスト等を算出することにより、コストを最小限に抑えることのできる補修基準を決定することが可能となる。
【0017】
上記き裂進展予測方法において、実際のき裂長さ変更工程は、前記検査時における測定予測値が前記補修基準を超えていた場合に、当該き裂が補修されるとみなして前記実際のき裂長さをゼロまたはより小さな値に変更することとしてもよい。
【0018】
上記き裂進展予測方法において、前記測定予測値が前記補修基準以内であった場合に、前記実際のき裂長さを起点とするき裂進展曲線を推定する第2き裂進展曲線推定工程を備えることとしてもよい。
【0019】
上記き裂進展予測方法において、前記第1き裂進展曲線推定工程及び前記第2き裂進展曲線推定工程の少なくとも一方は、起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測することとしてもよい。
【0020】
本発明は、複数の検査者または/及び複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて前記被検査体に発生した実際のき裂長さを推定するステップと、推定した前記き裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するステップとをコンピュータに実行させるき裂進展予測プログラムを提供する。
【0021】
本発明は、被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するためのき裂進展予測プログラムであって、前記被検査体の使用開始時からのき裂進展曲線を推定するステップと、複数の検査者または複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、前記き裂進展曲線を推定するステップにおいて予測された検査時における前記被検査体に発生した実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出するステップと、前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更するステップとをコンピュータに実行させるき裂進展予測プログラムを提供する。
【0022】
本発明によれば、検査時にき裂の見落としあるいはき裂長さの測定誤差に基づいて生じうるき裂進展挙動の統計的ばらつきを考慮するので、き裂進展予測の精度を高めることが可能となる。これにより、補修基準を過大なもしくは過小な安全率で設定することがなくなり、補修コストの低減と強度信頼性の向上とをバランスよく実現させることが可能となる。
また、本発明のき裂進展予測方法及びプログラムは、例えば、き裂が発生する部品に利用可能なものであり、例えば、ガスタービン等の高温環境下で利用される機械構造物の部品に発生したき裂の進展を予測するのに利用されて好適なものである。
【発明の効果】
【0023】
本発明によれば、き裂進展の予測精度を向上させることができるという効果を奏する。
【発明を実施するための最良の形態】
【0024】
以下に、本発明に係るき裂進展予測方法及び装置並びにプログラムの実施形態について、図面を参照して説明する。なお、本実施形態においては、被検査体として、ガスタービン設備において非常に高温の環境におかれるタービン動翼に発生するき裂進展予測に本発明のき裂進展予測方法等を適用する場合について説明する。
【0025】
〔第1の実施形態〕
図1は、本発明の第1の実施形態に係るき裂進展予測装置のハードウェア構成の一例を示すブロック図である。図1に示すように、本実施形態に係るき裂進展予測装置は、コンピュータシステムであり、CPU(中央演算処理装置)1、メモリ2、ハードディスク3、入力デバイス4、モニタ5、及びCDD(CD−ROMドライブ)6を備えている。これら各構成要素は、バスライン7を介して接続されている。CPU1は、ハードディスク3に記憶された各プログラムに従いバスライン7を介して各部を制御する。
【0026】
上記ハードディスク3に記憶されたき裂進展予測プログラムは、例えば、CDD6を介してき裂進展予測プログラムが記憶されたCD−ROM(図示略)から読み出されてハードディスク3にインストールされたものである。なお、CD−ROM以外に、フレキシブルディスク(FD)、ICカード等のプログラムをコンピュータ読取可能な記録媒体から、ハードディスクにインストールさせるようにしてもよい。さらに、通信回線を用いてダウンロードするようにしてもよい。
【0027】
次に、上述のような構成を備えるき裂進展予測装置により実現されるき裂進展予測方法について、図2を参照して説明する。
なお、以下に示すき裂進展予測方法は、き裂進展予測装置が備えるCPU1がハードディスク3に記憶された上記き裂進展予測プログラムをメモリに読み出し、実行することにより、実現されるものである。
【0028】
図2に示されるように、き裂進展予測方法は、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程(ステップSA1)と、被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて実際のき裂長さを推定するき裂長さ推定工程(ステップSA2)と、き裂長さ推定工程で推定したき裂長さを起点とするき裂進展曲線を推定するき裂進展曲線推定工程(ステップSA3)と、き裂進展曲線に基づいて最適な補修基準を決定する補修基準決定工程(ステップSA4)とを含んでいる。
ここで、相関情報としては、以下に説明するような、測定によって得られたき裂長さと実際のき裂長さとの相関関係、或いは、測定によって得られたき裂の長さとそのき裂が検出される確率との関係等が一例として挙げられる。
以下、各工程について詳しく説明する。
【0029】
〔相関情報作成工程〕
例えば、この工程では、まず実際の検査とは別に模擬検査を行い、この模擬検査において得られた測定結果に基づいて上記相関情報を求める。
まず、模擬検査で用いられる試験体を用意する(図3のステップSB1)。試験体は、実際の検査時の障害、困難さ、測定誤差を与える要因などが再現されるよう、検査対象となる部位の局所的な形状や表面性状をできるだけ忠実に模擬した試験片等が好ましい。これらには実機での使用・運転またはその他の手法(例えば機械的又は熱応力を繰返し負荷する)により事前にき裂を導入しておく必要がある。このとき模擬検査の目的から、き裂深さ、き裂長さ及びき裂開口部の性状等の各種形態を有するき裂を多数導入しておくことが好ましい。ここで、き裂開口部の性状とは、例えば、黒皮、スケール、加工による粗さなどである。
また試験片の代わりに、実際の運転に供しその結果き裂が発生した実部品またはその実部品から切り出した試験片を上記試験体として用いてもよい。
【0030】
次に、実際に検査を実施する検査者が、上記試験体に形成されたき裂の測定を行う(図3のステップSB2)。
例えば、実際の検査を数名の検査者が交代で行うような場合には、検査を実施するこれら全ての検査者によるき裂測定を行うことが望ましい。このように、検査に携わる可能性のある全ての検査者がき裂測定を行うことにより、各検査者の測定誤差をデータとして取得することが可能となる。また、検査者は、実際の検査に適用され得る検査方法によって試験体のき裂測定を行う。例えば、目視、磁粉探傷、超音波探傷、染色浸透探傷、蛍光浸透探傷などにより実際の検査時と同様に表面洗浄などの事前処理を行った後に、き裂の検出およびき裂長さの測定を行う。
【0031】
このようにして、検査者による測定が終了すると、続いて、試験体に形成された実際のき裂長さを測定する(図3のステップSB3)。
ここで、「実際のき裂長さ」とは、理想的には検査・測定手段に依存しない真実の長さであるが、実用的には、例えば、以下の方法により取得される。例えば、試験体からき裂発生部を切り出して又はレプリカ等に転写して、光学顕微鏡または走査電子顕微鏡、走査型トンネル顕微鏡、原子間力顕微鏡等により高い倍率でき裂長さを測定する。または、試験体から破面出しを行い、破面形状を上記顕微鏡によって測定することでき裂長さを得る。このように、当該工程では、実際のプラントの現場にて適用される前者の検査・測定方法の測定精度よりも高い測定精度が可能な測定方法でき裂長さを測定する。
「実際のき裂長さ」は、力学的に有効な、即ち、き裂進展の計算に適切なK値又はJ積分等のパラメータを導き出せる長さに相当するものである。なお、実際の長さと測定値が異なる原因については、多くの要因があるが、主としてき裂の先端部の開口量が小さいこと、及び表面性状(表面のスケール、加工きずなど)に依存してき裂の先端が特定しにくいことが多い。
【0032】
このようにして、各検査者による測定、実際のき裂長さの測定が終了すると、これらの測定値は入力デバイス4(図1参照)を介して入力される。このとき、検査者による測定値は、試験体の識別番号、検査方法、検査者のID等と関連付けられて入力される。また、各試験体の実際のき裂長さが試験体のIDと関連付けられて入力される。
入力されたこれらのデータは、ハードディスク3等の記憶装置に保存される。
【0033】
上記模擬検査における測定データの入力処理が終了すると、続いて、ハードディスク3に保存された上記測定データを用いて検査者と検査方法とからなる組み合わせによって定まる測定データと、実際のき裂長さとの相関図を作成する(図3のステップSB4)。
図4には、相関図の一例が示されている。図4において、横軸は実際のき裂長さ、縦軸は測定されたき裂長さであり、分布aは検査者Xが検査方法Aを採用して測定したき裂長さに対応しており、分布bは検査者Yが検査方法Aを採用して測定したき裂長さに対応しており、分布cは検査者Xが検査方法Bを採用して測定したき裂長さに対応している。ここでは、3つの例しか示していないが、上記模擬検査において行われた検査者と検査方法の組み合わせの数について上述した分布が作成される。
【0034】
このように、検査者と検査方法に応じて相関図を持つことにより、検査者の違い、検査方法の違いに起因する測定誤差のばらつき具合を正確に知ることが可能となる。ここで作成された測定分布はハードディスク3に保存され、次回に行われる検査時に参照される。
【0035】
〔き裂長さ推定工程〕
次に、き裂長さ推定工程について説明する。
定期検査の時期が到来し、実際の検査時が行われると、実際の検査時における測定値、検査者及び検査方法の情報が入力デバイス3(図1参照)を介して入力される。これら情報は対応付けられてハードディスク3に保存されるとともに、当該検査者及び検査方法に対応付けられた相関図がハードディスク3から読み出される。
続いて、読み出した相関図を用いて実際のき裂長さを推定する。具体的には、相関図から測定値に対する実際のき裂長さの相関関係がわかるので、この相関に基づいて今回の検査で得られた測定値を補正することにより、実際のき裂長さを推定する。或いは、相関図からある測定値に対する実際のき裂長さの確率分布を求め、この確率分布を用いて実際のき裂長さの確率分布を推定する(図5参照)。ここで、図5は、検査時に測定したき裂長さが実際のき裂長さよりも長く測定される場合を示している。また推定された実際のき裂長さは、図4を元に計算される確率分布に対応して分布するが、説明を容易にするために図5では1点(確定値)として表現している。
【0036】
〔き裂進展曲線推定工程〕
この工程では、き裂長さ推定工程において推定された実際のき裂長さを起点として、当該検査時以降におけるき裂進展曲線を算出する。
このとき、き裂進展に及ぼす影響因子及びき裂進展速度については、モンテカルロ法によりき裂進展曲線の確率分布を求める。例えば、材料特性及びそのパラメータ、環境因子及び部材の形状パラメータ等の疲労特性に影響を及ぼす因子全てまたはその一部を影響因子とし、これらの影響因子の統計的データに基づいて影響因子の値を決定し、それらの影響因子を組み合わせて多数の組み合わせ(例えば図9に示すN組の組合せ)を作成し、各組み合わせのデータを用いて、き裂進展曲線を計算する。なお、上記組み合わせの数(例えば図9ではN組)は、できるだけ多いほうが好ましい。
この結果、例えば、図5に示されるように、様々な影響因子が考慮された多数のき裂進展曲線が得られることとなる。
【0037】
〔補修基準決定工程〕
この工程では、き裂進展曲線推定工程で得られた多数のき裂進展曲線を統計処理してき裂長さの確率分布を求め、この確率分布に基づいて補修基準を決定する。補修基準とは検査にて検出された欠陥をどのように処置するかを定める基準であり、具体的には欠陥の削除や溶接補修等何らかの処置を行わなければならないと判断できる寸法の下限値である。本発明においては補修基準の具体例として、許容き裂長さAcrを取り上げる。
【0038】
ここで、許容き裂長さAcrとは、その長さ以上のき裂を補修せずに残したまま運転を再開すると、次回の点検時までにその高温部品が破損するとみなしうる限界の長さ(以後、限界き裂長さAmaxと呼ぶ)以上にき裂が進展する場合のき裂長さである。なおここで言う破損とは、破壊されたという状態のみならず、見た目は健全であっても要求される構造体としての機能を満たさないような状態をも含む。
【0039】
まず、図6に示されるように、上記き裂進展曲線推定工程で得たN個のき裂進展曲線のうちのいくつかは、次回の定期検査相当時の起動停止回数にてき裂長さが限界き裂長さAmaxに到達していることがある。限界き裂長さAmax以上となったき裂進展曲線の全曲線数Nに対する比率(以後、これを破損率と呼ぶ)は実際のき裂長さに依存する。そこで、許容き裂長さAcrを適切に決定し、それ以上の長さのき裂が検査で見つかった場合は、き裂を補修して実際のき裂長さを0又は元の長さよりも短くすることで、破損を未然に防ぐことができる。
【0040】
ここで、破損を完全に0にしようとすると、かなり小さめに許容き裂長さを設定しなければならなくなり、結果として本来補修が不要な小さなき裂まで補修することになり、補修のコストが増大する。従って、図18に示すように、補修にかかるコスト及び破損等の被害により発生するコストをあわせて全体としてのコストを下げるような適正な補修基準を設定することが好ましい。本実施形態では、許容き裂長さAcrを変化させて破損率を求め、全体のコストが最小になるような補修基準を決定する。
【0041】
以上説明してきたように、本実施形態に係るき裂進展予測方法及びプログラムによれば、相関情報作成工程(図2のステップSA1)において、試験体に発生したき裂長さを複数の検査者及び複数の検査方法により測定し、その測定値と実際のき裂長さとの相関関係を求め、き裂長さ推定工程(図2のステップSA2)において、検査時における実際の測定値を上記相関関係を用いて補正することにより実際のき裂長さを推定するので、実際のき裂長さの推定精度を向上させることが可能となる。そして、き裂進展曲線推定工程(図2のステップAS3)では、推定したき裂長さを起点としてき裂進展曲線を推定するので、き裂進展曲線の推定精度を向上させることが可能となる。
【0042】
これにより、実際のき裂長さが取りうる数値範囲を高い精度で特定することが可能となる。このように、本発明によれば、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味してき裂進展曲線を推定するので、マージンの過不足が少ない実際のき裂長さの数値範囲を特定することが可能となる。この結果、補修基準決定工程(図2のステップSA4)において、補修にかかるコスト及び破損等の被害により発生するコストを合わせた全体のコストを下げるような適正な補修基準(許容き裂長さ)をより正確に設定することが可能となる。
【0043】
なお、本実施形態では、検査者と検査方法との組み合わせ毎に相関図を作成し、この相関図を用いて検査時における測定値を補正したが、この例に限られず、例えば、検査者もしくは検査者資格(等級)ごと、検査環境(温度などの自然条件、設備の性能等)または、検査方法ごとに相関図を作成し、いずれかの相関図を用いて検査時における測定値を補正することとしてもよい。
【0044】
〔第2の実施形態〕
次に、本発明の第2の実施形態に係るき裂進展予測方法及びプログラムについて図を参照して説明する。
本実施形態に係るき裂進展予測装置は、上述した第1の実施形態と同様、図1に示したハードウェア構成を備え、CPU1がハードディスク3に格納されているき裂進展予測プログラムを読み出して実行することにより以下に示すき裂進展予測方法を実現させる。
本実施形態に係るき裂進展予測方法は、高温環境下で使用される高温部品の状態を使用開始時からシミュレーションすることにより、高温部品に発生するき裂長さの時系列変化を予測するものである。より具体的には、ガスタービン高温部品が新品の時からガスタービンの起動停止を伴う運転によってき裂が発生し、定期検査にてき裂長さが測定され、その結果に基づいて補修等の処置の必要性を判断し、補修が必要と判断されたものは補修が行われ、その後再び運転が行われるという一連の時系列変化をシミュレートするものであり、き裂進展曲線、換言すると、き裂長さの起動停止回数に対する変化の確率分布を計算シミュレーションで予測するものである。
【0045】
本実施形態に係るき裂進展予測方法は、図7に示されるように、き裂発生、き裂進展等の疲労特性の影響因子に関してモンテカルロ法を行うためのデータを準備するデータ準備工程(図7のステップSC1)、準備されたデータについて統計的な処理を行う準備統計工程(ステップSC2)、高温環境下で使用される高温部品または試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、その測定値と実際のき裂長さとの相関関係を求める相関情報作成工程(ステップSC3)、ステップSC1〜SC3において得られたデータをもとに、モンテカルロ法による計算を行うためのデータの組み合わせを作成するデータ組み合わせ工程(ステップSC4)、ステップSC4にて作成された各データの組み合わせにおいて、き裂進展曲線を求める第1き裂進展曲線推定工程(ステップSC5)、き裂進展曲線を用いて統計処理を行い、さらに定期検査に相当する起動停止回数におけるき裂長さ分布を求めるき裂長さ分布作成工程(ステップSC6)、第1き裂進展曲線推定工程において求められた検査時におけるき裂長さを、ステップSC3で得た相関関係を用いて補正することにより測定予測値を算出する測定予測値算出工程(ステップSC7)、測定予測値が予め設定されている補修基準以内か否かを判定し、この判定結果に基づいて実際のき裂長さを変更する実際のき裂長さ変更工程(ステップSC8)、測定予測値が補修基準以内であった場合に、実際のき裂長さを起点としてそれ以降のき裂進展曲線を求める第2き裂進展曲線算出工程(ステップSC9)、及び、破損率を算出し、その値に応じて上記補修基準を変更する補修基準変更工程(ステップSC10)を含む。以下、各工程についての詳細を説明する。
【0046】
〔データ準備工程〕
この工程は、対象部位における疲労特性すなわちき裂の発生および進展挙動に影響を及ぼす因子に関して、モンテカルロ法による確率論的手法を行うためのデータを準備する工程である。対象部位及びその近傍の温度及び応力を予測するために必要なパラメータの統計処理を行う。必要なパラメータとして、材料特性因子、境界条件因子及び形状因子がある。材料特性因子として熱伝導率、熱膨張率、弾性係数などが、境界条件因子として、燃焼ガスのガス圧、ガス温度、燃焼ガスと部品表面との熱伝達率並びに冷却空気のガス圧、ガス温度、冷却空気と部品表面との熱伝達率などが、形状因子としては対象部位の壁厚などがある。これらのデータは当該発明方法の実施のためだけに得た実験若しくは解析データのみならず、従来蓄積されたデータ及び公知の文献から入手したものをも含んでいてもよい。また、後述する統計処理をするのにデータの数は多い方がよい。
【0047】
これらの各パラメータのデータは、統計処理をしていない生のデータ値の集合体である。これらのデータは、き裂進展予測装置が内蔵する或いは接続される各データベース(データ記憶装置)に保存されており、計算に必要なパラメータの読み出しや表示が可能とされている。なお後述する準備統計工程(ステップSC2)にも共通するが、すでに統計解析が行われ確率分布関数パラメータが求められている場合には、当該工程を省略することとしてもよい。
【0048】
次に、計算に必要なパラメータであって前記データベースに保存されている生のデータ値について、統計処理を行う。ここで統計処理とは、後述するモンテカルロ・シミュレーションに使用できるように、各パラメータの平均値や標準偏差など統計値を求めることや、各パラメータの確率分布を正規分布など適当な分布関数に当てはめ、その分布関数を規定するパラメータを求めることなどの処理を含む。統計処理の結果はデータベースに保存され、必要に応じてモニタに表示される。
【0049】
〔準備統計工程〕
この工程では、対象部品の疲労特性を予測するためのパラメータについて処理が行われる。疲労特性とは、き裂発生に関する特性と、き裂進展に関する特性とからなる。これらの特性を予測するためには疲労き裂発生寿命及び疲労き裂進展寿命を求める必要があり、前者に対しては応力範囲若しくはひずみ範囲と疲労き裂発生寿命との関係式、後者に対しては、応力拡大係数範囲(若しくは繰返しJ積分範囲)とき裂進展速度との関係式が適用される。これらの式は、実際の部品又は実際の部品と同等の金属組織を有する材料素材から採取した小型試験体による疲労試験データを基に決定される。
【0050】
ひずみ範囲と疲労き裂発生寿命との関係式の例として、Manson−Coffinの式が公知であり、以下の(1)式で表される。
Δεp×Nf^α=Ci (1)
上記(1)式において、Δεpは塑性ひずみ範囲、Nfは小型試験体の破断寿命である。ここでα及びCiは温度に依存する材料定数であり、疲労き裂発生寿命を予測するためのパラメータである。α及びCiを温度の関数として定式化し、この式の定数を疲労き裂発生寿命を予測するためのパラメータとしてもよい。なお小型試験体の破断寿命Nfは、実部品のき裂発生寿命に相当するとみなされるのが一般的である(例えば、日本材料学会、”高温強度の基礎”p.61、1999年10月20日発行参照。)。また、ひずみの代わりに応力を用いた関係式も公知である。
【0051】
応力拡大係数とき裂進展速度との関係式との例として、以下の(2)式がパリス則として公知である。
da/dN=Cp×ΔK^m (2)
上記(2)式において、da/dNはき裂進展速度、ΔKは応力拡大係数範囲である。ここでCp及びmは材料定数であり、温度のみならず応力(若しくはひずみ)波形に依存する。
【0052】
これらの疲労特性に関する特定の温度における材料パラメータ、α、Ci、Cp、m、又はこれらのパラメータを温度の関数として表した場合の材料定数は、上述のデータ準備工程(ステップSC1)における温度及び応力を予測するためのパラメータと同様に、き裂進展予測装置が内蔵するハードディスク3或いは当該装置に接続されるデータベース(図示略)等の外部記憶装置に保存されている。CPU1は、これらのパラメータを用いて統計処理を行い、確率分布関数を表現できる統計パラメータを求め、これらをデータベースに保存する。また、き裂進展予測装置は、運転に使用した部品の検査結果及び調査結果が得られるたびに必要に応じて上述の材料パラメータ若しくは補正係数などを修正できるように構成されている。
【0053】
〔相関情報作成工程〕
この工程は、想定する検査方法及び検査者の違いによるき裂長さの測定値と実際のき裂長さとの関係および実際のき裂長さと欠陥検出確率との関係のうちの少なくとも一方を得る工程である。この工程において、検査方法及び検査者の違いによるき裂長さの測定値と実際のき裂長さとの相関関係を得るための手順については、上述した第1の実施形態のステップSA1(図2参照)と同様であるので説明を省略し、欠陥検出確率と実際のき裂長さとの関係について以下に説明する。
【0054】
図8には、実際のき裂長さと欠陥検出確率との関係が示されている。ここで、欠陥検出率とは、ある実際の欠陥長さに対応してそのき裂が各検査者により検出される確率を示すものである。図8に示されるように、全体的な傾向として欠陥の大きさが小さいほど見逃される確率(頻度)が高いこと及び検査者により欠陥検出確率が異なることがわかる。例えば、経験が長い熟練者であれば、図中の実線aに示すように欠陥検出確率は高く、また、き裂長さの測定値のばらつきも少ないと考えられる。一方、経験が短い初心者であれば、図中実線cに示すように、欠陥検出確率は低く、また、き裂長さの測定値のばらつきも大きくなる。またbはa及びcとは異なる検査方法によりaと同じ熟練者によって得られたものである。同一の検査者によっても欠陥検出確率が大きく異なることがわかる。
このように、測定能力の異なる複数の検査者によって試験体の測定を行わせ、これらの測定値をデータとして取得することで、後段で行われる確率分布等の統計処理の信頼性を向上させることが可能となる。なお、測定されたき裂長さが0の場合、き裂が存在する可能性は必ずしも0であるとは言えない。この場合、実際のき裂長さとき裂検出確率の関係をベースに確率論的にあるき裂長さを有するき裂の存在を仮定しても良い。
【0055】
〔データ組み合わせ工程〕
この工程では、上述した各工程(図7のステップSC1〜SC3)で求められた各パラメータの統計処理結果をもとに、モンテカルロ法を適用してき裂進展曲線を得るためのデータを作成する。モンテカルロ法とは、乱数などの偶発的な確率変数を用いて試行錯誤的に問題を解いていく数値計算法のことであり、本発明のようにばらつきを含む統計的なデータを予測する手段として使われることもある(例えば、特開2005−26250号公報等参照)。
【0056】
まず統計処理を行うのに十分な数Nのデータ組み合わせを作る。図9にはN組の組み合わせを作成した例を示す。ただし、図9に示す表中の数値は各パラメータにおける平均値及び標準偏差を基に標準化したものであり、計算に際しては平均値及び標準偏差を入力して換算することが必要である。
パラメータである高温ガス圧、熱伝導率などには、上記データ準備工程(図6のステップSC1)及び準備統計工程(図6のステップSC2)にて作成された各パラメータの確率分布を基に数値がランダムに割り振られており、N組の組み合わせ全てで見れば、その確率分布はデータ準備工程及び準備統計工程にて作成された各パラメータの確率分布(ここでは例として正規分布)とほぼ一致するようになる。
【0057】
ここで”ほぼ”としたのは、実際に取りうる値は離散化された数値であるため、厳密には一致しないからである。結果的に疲労特性への影響が小さいパラメータにおいては、計算に要する時間を考慮して取り得る数値を少なくすることも可能である。また同一の組み合わせ中にある2つのパラメータで相関がないもの、例えば高温ガス圧、弾性係数、壁厚は、互いに独立に変化している。
【0058】
なお材料特性値は温度に依存しており、各組み合わせにおいて環境因子のばらつきにより対象部位の温度が異なるので、材料特性パラメータは温度を変数とする関数として表示することが信頼性の点から好ましい。しかし温度の依存度が小さいパラメータの場合若しくは結果的に対象部位の温度のばらつきが小さい場合は、計算時間短縮を目的として温度に依存しないパラメータとしてもよい。例示した図9は対象部位の温度のばらつきが小さいという前提で計算した値である。作成されたN組のデータの組み合わせは一旦ハードディスク3或いは外部記憶装置に保存される。
【0059】
〔第1き裂進展曲線推定工程〕
この工程では、データ組み合わせ工程で作成したN組のデータの組み合わせを入力してN個のき裂進展曲線を求める。具体的は、第1組目の組み合わせにおける材料特性因子、境界条件因子及び形状因子のデータを入力しもしくは読み取らせ、熱・応力解析を行い、部品の対象部位における温度分布及び応力分布を求める。得られた温度分布と応力分布を用い、疲労特性を予測するためのパラメータを入力しもしくは読み取らせ、まず始めにき裂が発生する起動停止回数を例えば前述のManson−Coffinの式より求める。
次に、得られた温度分布と応力分布と、ガスタービンの運転条件とを入力し、準備統計工程で求めた応力、温度及び材料定数などのパラメータを前述のき裂進展速度の式に代入し、このき裂進展速度式により、例えば差分法によりき裂発生後の起動停止回数とき裂長さの関係を求める。
【0060】
計算を進め、き裂長さが別途ハードディスク3等に予め保存されている限界き裂長さAmaxに達したときに第1組目の組み合わせのき裂進展曲線が得られたとして計算を終了し、そのき裂進展曲線をモニタ5(図1参照)に表示するとともに、データベース等に保存する。引き続き第2組目の組み合わせのデータを用いて上述と同じ手順にて第2組目の組み合わせのき裂進展曲線を得る。このようにして計算を繰り返し、N個のき裂進展曲線を得る。得られたカーブはモニタ5に表示される。図10は、モニタ5に示されるN個のき裂進展曲線の一例を示した図である。
【0061】
なお、き裂進展曲線の終点となる限界き裂長さAmaxは、その長さ以下であれば部品としての機能を失わない限界の長さであり、飛散等のおそれがない限り設計に基づいて決定するものであるので、ばらつきを伴わない確定値としてもよい。
ただし、限界き裂長さAmaxが例えば共振による低応力高サイクル疲労き裂進展開始限界で決まるとの考えで定義している場合には、共振による振動応力及びき裂進展下限界応力拡大係数(ΔKth)を確率変数のパラメータとし、これらをもとに破損限界き裂長さをパラメータとして求めてもよい。
【0062】
〔き裂長さ分布作成工程〕
この工程では、第1き裂進展曲線算出工程で求めたN個のき裂進展曲線を用いて統計処理を行い、疲労き裂長さの確率分布を求める。ここで言う確率分布とは、き裂が特定の長さに達する起動停止回数の確率分布若しくは特定の起動停止回数におけるき裂長さの確率分布であり、特定のき裂長さ及び特定の起動停止回数は用途に応じて定めればよい。ここでは、本実施形態に係る目的から定期検査時に相当する起動停止回数時の長さを対象としている。
【0063】
〔測定予測値算出工程〕
この工程では、最初の定期検査時に相当する起動停止回数時(図11におけるT1)におけるき裂長さを、上記相関情報作成工程(図7のステップSC3)で作成した相関関係を用いて補正することにより測定予測値を算出する。例えば、上述した第1き裂進展曲線推定工程で求められる各き裂進展曲線は、実際のき裂長さであるとみなしている。つまり、検査者や検査方法等による測定誤差を含まない値であり、高温部品が破損するか否かは実際のき裂長さによって決まる。
【0064】
一方、実際の検査を考えると、上述したように検査者や検査方法によって測定値には誤差が含まれることとなる。実際の検査では、検査者による測定値に応じてその高温部品を補修すべきか否かが決定されることとなる。この誤差が含まれた測定値についても高温部品の時系列による状態変化をシミュレーションする上で重要なパラメータとなる。
【0065】
ここで、誤差が含まれていない実際のき裂長さ(N個)については、上述した第1き裂進展曲線推定工程(図7のステップSC5)において既に求められているので、本工程では、この実際のき裂長さ(N個)に対して、上記相関図に基づく誤差を含ませることで、検査時における測定値を予測する。ここでは、図11に示されるN個のうちの1つの実際のき裂長さP1を代表例に挙げて以下、本工程について説明する。
【0066】
図12に示すように、第1き裂進展曲線推定工程において得られたき裂進展曲線のうち、1回目の検査時(T1)における実際のき裂長さP1を相関図(図4参照)を用いて補正することで測定予測値P2を算出する。これは、例えば、相関図から確率分布を求め、この確率分布に基づいて実際のき裂長さを補正することで行われる。これは実際のき裂長さがP1であるき裂を検査者が測定値としてP2を得たことをシミュレートしている。またここで測定値はP2という確定値としているが、相関図のばらつき(同一の実際のき裂長さに対する測定値のばらつき)に対応して確率分布で表してもよい。
【0067】
〔実際のき裂長さ変更工程〕
この工程は、測定予測値算出工程で算出された測定予測値が、予め設定されている補修基準以内か否かを判定し、この判定結果に応じて実際のき裂長さを変更させる。例えば、これはシミュレーションを実際の検査にできるだけ近づけるための工程である。例えば、実際の検査においては、検査者によって測定されたき裂長さが補修基準(許容き裂長さ)よりも大きかった場合には、そのき裂を溶接、グラインダーがけ等によって除去する補修作業が行われることとなる。補修作業が行われることにより、今までそこに存在していたき裂は小さく或いは除去されることとなる。
【0068】
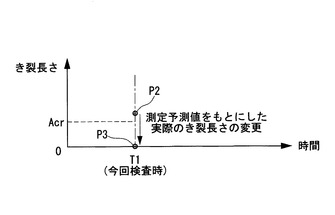
このことから、当該工程では、図13に示されるように、測定予測値P2が補修基準Acrよりも大きかった場合には、補修作業等が行われるとみなして、測定予測値P2を0または現在の値よりも小さな値P3に変更する。なお、このとき実際のき裂長さP1も補修により小さくなるので、例えば、図14及び図15に示されるように、実際のき裂長さP1を補修後の値P3と同じ値に変更する。ただし、補修後に見た目とは異なる値(実際に切断等の調査により目視では検出できなかったき裂が部分的に補修されずに残っていた場合など)になっていることがわかっている場合、関連するデータを元にしてP1からP3を算出してもよい。
また、測定予測値P2が補修基準Acr以下であった場合には、実際のき裂長さの値にかかわらず測定予測値P2の変更は行わず、現在の値、つまり実際のき裂長さP1に基づいて以降の工程が実行される。図16及び図17に代表的なケースを示す。
また、実際のき裂長さ変更工程では、相関情報作成工程で作成された実際のき裂長さと欠陥検出率との相関に基づいて、実際のき裂長さを変更するか否かを決定することとしてもよい。例えば、検査者等によっては、大きな傷であっても見逃すことが考えられる。例えば、図8に示されたグラフにおいて、2mmのき裂が発生していた場合、検査者Aであれば、55%の割合でこの傷を発見し、45%の割合で見逃すこととなる。このように、検査者及び実際のき裂長さに応じてその傷が検出されるのか、また、検出されても測定値にどのくらいの誤差が含まれるのかを確率分布等によって判断し、測定予測値を決定することとしてもよい。
【0069】
〔第2き裂進展曲線推定工程〕
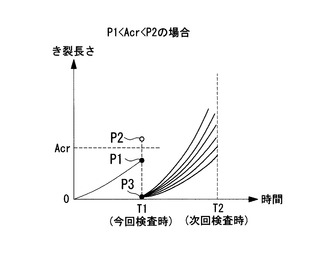
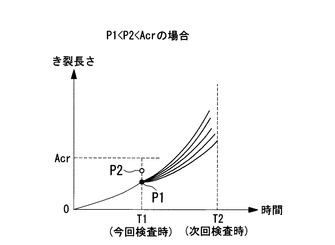
この工程では、測定予測値変更工程によって実際のき裂長さが変更されなかった場合には現在の値P1を起点としてき裂進展曲線を算出する(図14参照)。この算出方法は、上述した第1き裂進展曲線推定工程と同様である。このとき、溶接補修を模擬して材質を変更してもよい。具体的には、き裂進展速度のパラメータ及び疲労き裂発生寿命の式のパラメータを変更することとしてもよい。き裂進展計算は、次の定期検査に相当する起動停止回数に達するまで行われ、検査時に達した時点で上述した測定予測値算出工程に戻り、それ以降の処理を繰り返し行う。または、これに代えて、き裂長さが限界き裂長さAmaxに達するまで行うこととしてもよい。
【0070】
なお、実際のき裂長さ変更工程において、変更後の実際のき裂長さがゼロに変更されていた場合には、き裂が発生していないこととなる。この場合には、き裂がないところにき裂が発生するまでのシミュレーションを行った後に、発生したき裂の進展度合いを推定する。なお、図10では、簡略化のため発生までの期間を省略している。
上記測定予測値算出工程、測定予測値変更工程、第2き裂進展曲線推定工程については、実際のき裂長さP1を一例に挙げて説明してきたが、N個のき裂長さ(図11参照)のそれぞれについて上記工程が行われることにより、様々な要因を考慮したき裂進展の状況を予測することが可能となる。
【0071】
〔補修基準変更工程〕
この工程では、破損及び補修による全体のコスト(リスク)を最小にするように補修基準を適正化することを目的とする。全体のコストは図18に示されるもので後述する。
上述した全ての工程を終え、各組合せにおけるき裂進展曲線を求めることにより次回定期検査前に破損に至る(き裂長さが限界き裂長さに達する)ものを決定し、そのようなき裂進展曲線の比率を求めることで次回定期検査相当時までに破損する確率(破損率)を決定する。補修基準とその補修基準に基づく破損率が求まれば全体としてのコストを算出することができる。そこで補修基準を変えてそのときの全体のコストを求めることにより、全体としてのコストが最小となる補修基準を決定することができる。具体的には、測定予測値算出工程で参照される補修基準(許容き裂長さ)を再設定し、図14から図17にしたがって必要なものはき裂長さを修正し(SC8)、第2き裂進展曲線推定工程(SC9)を行うという処理を繰り返し実行する。このような処理を何度か繰り返すことにより、補修基準と破損率との関係を求め、補修基準と全体のコストとの関係を求める。
【0072】
ここで、破損率とコストの関係について説明する。次回定期検査までの間に破損する部品を低減すると同時に破損の頻度を下げるためには、補修基準を小さく設定する必要があるが、一方で補修基準が小さいほど補修及び廃却による取り替えに要する材料費や人件費などのコスト(以下、「補修によるコスト」という。)は増加する。
【0073】
従って、本工程では、図18に示されるように、全体としてのコストを最小化する最適な補修基準を求める。ここで全体としてのコストとは、前述した補修によるコストと破損によるコストとの合計である。補修によるコストとは補修に伴い発生した他の部品及び装置の故障による修理費並びに運転停止による損害であり、事業者の営業上の損害に係るコストをも含む。また、破損により発生するコストは、実際に発生する損害金額に破損する確率を乗じたものであり、補修基準を大きくすれば破損する確率は高くなるので、損害金額は同じでも破損により発生するコストは大きくなる。
【0074】
全体としてのコストはおよそ、補修にかかる費用と(補修を行わなかったために)破損等の不具合発生によりかかる費用にその発生確率を乗じたものとの和と考えられるので、補修基準の関数として算出することが可能である。
【0075】
以上、説明してきたように、本実施形態に係るき裂進展予測方法及びプログラムによれば、試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、その測定値と実際のき裂長さとの相関関係を求め、この相関関係を用いてシミュレーションにより得られた検査時における実際のき裂長さを補正することにより測定予測値を推定するので、測定予測値を実際の検査時における検査者の測定値により近づけることが可能となる。そして、この測定予測値が補修基準以内か否かによって当該検査時における測定予測値が変更されるので、実際の運用に沿ったシミュレーションを行うことが可能となる。
このように、検査者の違いによる測定誤差や検査方法の違いによる測定誤差を加味して測定予測値を推定するので、シミュレーション精度を向上させることが可能となる。また、高い精度でシミュレートされた結果を用いて補修コスト等を算出することにより、コストを最小限に抑えることのできる補修基準を精度よく決定することが可能となる。
【0076】
以上、本発明の実施形態について図面を参照して詳述してきたが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
例えば、上述してきた各種工程は、図1に示したように、大型計算機の端末若しくはパーソナルコンピュータなどの計算機を用いて手作業で実行することも可能であるが、あらかじめ人の判断に頼らざるを得ない各種コスト若しくはコスト計算式等の入力を行うことで、バッチ処理等によって自動的に最終的に補修基準を得ることが可能となる。
また、上述したき裂進展予測装置と社内LAN又はインターネット回線をつなげ、各種の実験データベースや他機関のデータベースからデータを入手できるようにしておけば効率的である。
また実施形態では高温環境下で使用されるガスタービン部品等の高温機器を対象に説明したが、通常の室温又は低温環境下で使用される構造体や部品に関するき裂進展挙動およびその検査員による結果の処理に対しても本発明を適用できることは言うまでもない。
【図面の簡単な説明】
【0077】
【図1】本発明の第1の実施形態に係るき裂進展予測装置のハードウェア構成を示した図である。
【図2】本発明の第1の実施形態に係るき裂進展予測方法のフローチャートを示した図である。
【図3】図2に示した相関情報作成工程のフローチャートである。
【図4】図2に示した相関情報作成工程で作成される相関図の一例を示した図である。
【図5】図2に示したき裂進展曲線推定工程で推定されるき裂進展曲線の一例を示した図である。
【図6】補修基準の決定について説明するための図である。
【図7】本発明の第2の実施形態に係るき裂進展予測方法のフローチャートを示した図である。
【図8】実際のき裂長さと欠陥検出確率との関係を示した図である。
【図9】き裂進展曲線を得るためのN組のパラメータの組み合わせを示した図である。
【図10】第1き裂進展推定工程で得られたN個のき裂進展曲線を示した図である。
【図11】測定予測値算出工程について説明するための図である。
【図12】測定予測値算出工程について説明するための図である。
【図13】実際のき裂長さ変更工程について説明するための図である。
【図14】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図15】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図16】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図17】実際のき裂長さ変更工程及び第2き裂進展推定工程について説明するための図である。
【図18】最適な補修基準を求める方法を説明する図である。
【符号の説明】
【0078】
1 CPU
2 メモリ
3 ハードディスク
4 入力デバイス
5 モニタ
6 CDD
7 バスライン
【特許請求の範囲】
【請求項1】
試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、
被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて、前記被検査体に発生した実際のき裂長さを推定するき裂長さ推定工程と、
き裂長さ推定工程で推定したき裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するき裂進展曲線推定工程と
を含むき裂進展予測方法。
【請求項2】
前記き裂進展曲線推定工程は、前記検査時以降の起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測する請求項1に記載のき裂進展予測方法。
【請求項3】
前記相関情報作成工程では、前記相関情報を前記検査方法毎または/及び前記検査者の測定能力毎に作成し、
前記き裂長さ推定工程では、検査時に適用した前記検査方法または/及び検査時に測定を行った検査者の測定能力に対応する前記相関情報を用いて前記実際のき裂長さを推定する請求項1または請求項2に記載のき裂進展予測方法。
【請求項4】
被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するき裂進展予測方法であって、
前記被検査体の使用開始時からのき裂進展曲線を推定する第1き裂進展曲線推定工程と、
試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、
前記第1き裂進展曲線推定工程において予測された検査時における実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出する測定予測値算出工程と、
前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更する実際のき裂長さ変更工程と
を含むき裂進展予測方法。
【請求項5】
前記実際のき裂長さ変更工程は、前記検査時における測定予測値が前記補修基準を超えていた場合に、当該き裂が補修されるとみなして前記実際のき裂長さをゼロまたはより小さな値に変更する請求項4に記載のき裂進展予測方法。
【請求項6】
前記測定予測値が前記補修基準以内であった場合に、前記実際のき裂長さを起点とするき裂進展曲線を推定する第2き裂進展曲線推定工程を備える請求項4または請求項5に記載のき裂進展予測方法。
【請求項7】
前記第1き裂進展曲線推定工程及び前記第2き裂進展曲線推定工程の少なくとも一方は、起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測する請求項6に記載のき裂進展予測方法。
【請求項8】
複数の検査者または/及び複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、
被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて前記被検査体に発生した実際のき裂長さを推定するステップと、
推定した前記き裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するステップと
をコンピュータに実行させるき裂進展予測プログラム。
【請求項9】
被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するためのき裂進展予測プログラムであって、
前記被検査体の使用開始時からのき裂進展曲線を推定するステップと、
複数の検査者または複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、
前記き裂進展曲線を推定するステップにおいて予測された検査時における前記被検査体に発生した実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出するステップと、
前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更するステップと
をコンピュータに実行させるき裂進展予測プログラム。
【請求項1】
試験体に発生したき裂長さを複数の検査者または/及び複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、
被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて、前記被検査体に発生した実際のき裂長さを推定するき裂長さ推定工程と、
き裂長さ推定工程で推定したき裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するき裂進展曲線推定工程と
を含むき裂進展予測方法。
【請求項2】
前記き裂進展曲線推定工程は、前記検査時以降の起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測する請求項1に記載のき裂進展予測方法。
【請求項3】
前記相関情報作成工程では、前記相関情報を前記検査方法毎または/及び前記検査者の測定能力毎に作成し、
前記き裂長さ推定工程では、検査時に適用した前記検査方法または/及び検査時に測定を行った検査者の測定能力に対応する前記相関情報を用いて前記実際のき裂長さを推定する請求項1または請求項2に記載のき裂進展予測方法。
【請求項4】
被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するき裂進展予測方法であって、
前記被検査体の使用開始時からのき裂進展曲線を推定する第1き裂進展曲線推定工程と、
試験体に発生したき裂長さを複数の検査者または複数の検査方法により測定し、該測定によって得られたデータと実際のき裂の状態との相関情報を求める相関情報作成工程と、
前記第1き裂進展曲線推定工程において予測された検査時における実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出する測定予測値算出工程と、
前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更する実際のき裂長さ変更工程と
を含むき裂進展予測方法。
【請求項5】
前記実際のき裂長さ変更工程は、前記検査時における測定予測値が前記補修基準を超えていた場合に、当該き裂が補修されるとみなして前記実際のき裂長さをゼロまたはより小さな値に変更する請求項4に記載のき裂進展予測方法。
【請求項6】
前記測定予測値が前記補修基準以内であった場合に、前記実際のき裂長さを起点とするき裂進展曲線を推定する第2き裂進展曲線推定工程を備える請求項4または請求項5に記載のき裂進展予測方法。
【請求項7】
前記第1き裂進展曲線推定工程及び前記第2き裂進展曲線推定工程の少なくとも一方は、起動停止回数とき裂長さとの関係を求めるためのき裂発生寿命及びき裂進展速度を決定するパラメータの一部もしくは全てを確率変数とし、モンテカルロ法を適用して前記き裂進展曲線を確率的に予測する請求項6に記載のき裂進展予測方法。
【請求項8】
複数の検査者または/及び複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、
被検査体の検査時において検査者によって測定されたき裂長さと前記相関情報とに基づいて前記被検査体に発生した実際のき裂長さを推定するステップと、
推定した前記き裂長さを起点とする前記被検査体におけるき裂進展曲線を推定するステップと
をコンピュータに実行させるき裂進展予測プログラム。
【請求項9】
被検査体の状態を使用開始時からシミュレーションすることにより、前記被検査体に発生するき裂長さの時系列変化を予測するためのき裂進展予測プログラムであって、
前記被検査体の使用開始時からのき裂進展曲線を推定するステップと、
複数の検査者または複数の検査方法により測定された、試験体に発生したき裂長さのデータと実際のき裂長さとの相関情報を求めるステップと、
前記き裂進展曲線を推定するステップにおいて予測された検査時における前記被検査体に発生した実際のき裂長さを前記相関情報を用いて補正することにより測定予測値を算出するステップと、
前記測定予測値が予め設定されている補修基準以内か否かを判定し、判定結果に応じて検査時における実際のき裂長さを変更するステップと
をコンピュータに実行させるき裂進展予測プログラム。
【図1】



【図2】

【図3】

【図4】

【図5】
【図6】
【図7】
【図8】

【図9】

【図10】

【図11】
【図12】
【図13】
【図14】
【図15】

【図16】
【図17】

【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2009−31124(P2009−31124A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2007−195453(P2007−195453)
【出願日】平成19年7月27日(2007.7.27)
【特許番号】特許第4202400号(P4202400)
【特許公報発行日】平成20年12月24日(2008.12.24)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成19年7月27日(2007.7.27)
【特許番号】特許第4202400号(P4202400)
【特許公報発行日】平成20年12月24日(2008.12.24)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]