
すみ肉溶接継手
【課題】高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供する。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高張力鋼を含む構造用鋼を母材とする荷重非伝達型のすみ肉溶接継手に係り、例えば、橋梁や船舶における非強度部材のすみ肉溶接部分に用いるのに好適なすみ肉溶接継手に関するものである。
【背景技術】
【0002】
一般に構造用鋼の疲労強度は、鋼材の引張強度の増加につれて向上するが、そのすみ肉溶接継手の疲労強度は、鋼材の引張強度を増加させても顕著に向上しない。このすみ肉溶接継手の疲労強度が向上しない要因としては、溶接止端部の形状不連続部に生じる応力集中と、溶接で生じる残留応力が挙げられる。
【0003】
従来において、溶接止端部の応力集中を緩和するために、グラインダーによって溶接止端部を研削して止端半径を大きくする作業が溶接現場において実施され、また、残留応力を低減させるために、ショットピーニング処理を施す作業が溶接現場において実施されている。
【0004】
このほかに、溶接止端部の応力集中を緩和する技術として、特許文献1に記載されているTIG溶接及びプラズマ処理によって溶接止端部を再溶融して形状を滑らかにする方法があり、一方、残留応力を低減させる技術として、特許文献2に記載されている低温変態膨張を利用した方法がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平01-301823号公報
【特許文献2】特開昭54-130451号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記したグラインダーにより溶接止端部を研削したり、TIG溶接などによって溶接止端部を再溶融したりする方法や、ショットピーニング処理を施す方法は、溶接後に施工を追加することになるので、その分だけ工数が増加して、作業時間の短縮及び溶接コストの低減に寄与することができないという問題があった。
【0007】
また、低温変態膨張を利用する方法は、鋼材や溶接材料が特別な組成のものに限定されてしまううえ、溶接材料が高価なものとなり、溶接条件によっては所定の変態膨張効果を得ることができない可能性があるという問題を有しており、これらの問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供することを目的としている。
【課題を解決するための手段】
【0009】
ここで、引張強度の低い材料は、高強度の材料、例えば、高張力鋼に比べて延性があり、溶接時におけるぬれ性にも優れていることが知られている。
本発明者らは、上記目的を達成するために、母材よりも引張強度の低い材料を溶接材料として用いたうえで、例えば、アーク溶接の場合には、電流及び電圧を下げたり溶接速度を速めたりすれば、上記引張強度の低い材料の延性及びぬれ性の少なくともいずれかの性質が機能して、溶接止端部における応力集中の緩和及び残留応力の低減が図られるのではないかと考え、本発明をするに至った。
【0010】
すなわち、本発明の請求項1に係る発明は、一方の母材表面に他方の母材を溶接(アーク溶接、レーザアークハイブリッド溶接、レーザ溶接、レーザホットワイヤ溶接等の溶接)により接合して成るすみ肉溶接継手において、前記母材に対する強度比が1を超えない溶接材料を用い、溶接時に入熱制限が加えられている構成としたことを特徴としており、この構成のすみ肉溶接継手を前述した従来の課題を解決するための手段としている。
【0011】
本発明に係るすみ肉溶接継手において、強度比とは、母材の強度に対する溶接材料の強度の比であり、母材の強度は鋼材強度であって、溶接材料の強度は全溶金強度である。
この際、母材に対する強度比が0.8を超える溶接材料を用いると、溶接止端部の形状が滑らかにならないので、応力集中の緩和及び残留応力の低減が期待できない。
そこで、本発明の請求項2に係るすみ肉溶接継手では、前記母材に対する強度比が0.8以下の溶接材料を用いる構成としている。
ここで、強度比が0.3程度の溶接材料を用いても、溶接止端部における応力集中の緩和及び残留応力の低減が図られると考えられる。したがって、設計要求強度に基づいて如何なる引張り強度の溶接材料を採用するかによって、強度比は、特に下限値は適宜決定される。
【0012】
本発明に係るすみ肉溶接継手において、すみ肉溶接には、T字すみ肉溶接及び十字すみ肉溶接が含まれるほか、回し溶接も含まれ、また、本発明に係るすみ肉溶接継手において、母材には、高張力鋼を含む構造用鋼を採用することができ、一方、溶接材料には、この母材よりも引張強度の低い炭素鋼を用いることができる。
【0013】
ここで、溶接時における入熱量(溶接入熱量[J/mm])は、(電流[A]×電圧[V])/溶接速度[mm/s]から求められ、溶接時における入熱制限は、通常のアーク溶接に要する入熱量を基準とし、電流や電圧を下げたり溶接速度を速めたりして入熱量を低く抑えて実施する。
【0014】
例えば、レーザアークハイブリッド溶接の場合、アークによる入熱量が通常のアーク溶接で供給される入熱量の15%を超えると、応力集中の緩和及び残留応力の低減が期待できないので、レーザアークハイブリッド溶接のアークによる入熱量を通常のアーク溶接で供給される入熱量の15%以下に抑えることが望ましい。
ここで、入熱量を10%以下に抑えても、溶接止端部における応力集中の緩和及び残留応力の低減が図られると考えられる。したがって、要求される設計強度に基づいて、入熱量は、特に下限値は適宜決定される。
【0015】
このレーザアークハイブリッド溶接やレーザ溶接において、レーザパワーを下げたりすることで、レーザによる入熱も制限することができる。
【0016】
この溶接時における入熱制限において、電流及び電圧の下げ幅や、レーザパワーの下げ幅や、溶接速度の増加量は、接合する母材の種類や肉厚に応じて決めることができる。
【0017】
本発明に係るすみ肉溶接継手では、母材よりも引張強度の低い溶接材料を用いたうえで、溶接時に入熱制限を実施するようにしているので、引張強度の低い溶接材料の延性及びぬれ性のいずれかの性質或いは双方の性質が機能して、溶接止端部における応力集中の緩和及び残留応力の低減が図られることとなり、その結果、高強度溶接材料を用いた従来のすみ肉溶接継手と比べて疲労強度が高まることとなる。
【0018】
加えて、溶接材料として、安価で入手しやすい炭素鋼などの低強度の材料を使用し得るので、溶接コストの低減が図られることとなり、また、溶接後において、グラインダー加工やショットピーニング処理などの作業を追加する必要がないので、作業工数が少なく抑えられることとなる。
【発明の効果】
【0019】
本発明に係るすみ肉溶接継手では、上記した構成としているので、高い疲労強度を保持したうえで、作業時間の短縮及び溶接コストの低減に貢献することが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0020】
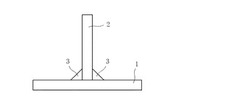
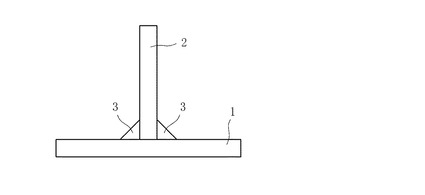
【図1】本発明に係るすみ肉溶接継手の一実施例を示す正面説明図である。
【図2】図1におけるすみ肉溶接継手の疲労強度試験を行う際の試験要領説明図(a)及び疲労強度試験結果を示したグラフ(b)である。
【発明を実施するための形態】
【0021】
以下、本発明を図面に基づいて説明する。
図1は本発明に係るすみ肉溶接継手の一実施例を示しており、この実施例では、本発明に係るすみ肉溶接継手がT字すみ肉溶接継手である場合を例に挙げて説明する。
【0022】
図1に示すように、このT字のすみ肉溶接継手は、一方の母材1の表面に他方の母材2をレーザアークハイブリッド溶接により接合して成っており、溶接材料3として、母材1,2によりも引張強度の低い材料が用いられている。
【0023】
この場合、母材1,2には、HT780鋼(780MPa級鋼)の高張力鋼を用い、溶接材料3には、母材1,2に対する強度比が1を超えない溶接材料、この実施例において、MG−S50 (590MPa級鋼)を用いている。
【0024】
この場合、強度比とは、母材1,2の強度に対する溶接材料3の強度の比であり、母材1,2の強度は鋼材強度であって、溶接材料3の強度は全溶金強度である。
この実施例では、母材1,2の強度が780MPaであるのに対して、溶接材料3の強度が580MPaであり、したがって、強度比は0.756となっている。
【0025】
そして、このすみ肉溶接継手では、溶接時において、入熱制限を実施するようにしている。この実施例の場合、肉厚が各々12mmの母材1,2に対して、レーザアークハイブリッド溶接のアークによる入熱量が、通常のアーク溶接で供給される入熱量(脚長6mmとした場合1000J/mm)の10〜15%となるような入熱制限、すなわち、約108J/mmとなるような入熱制限を実施した。
【0026】
加えて、この実施例の場合、レーザアークハイブリッド溶接のレーザによる入熱量が、上記した通常のアーク溶接で供給される入熱量の50%以下となるような入熱制限、すなわち、約450J/mmとなるような入熱制限も実施した。
【0027】
なお、この入熱制限にあたっては、アーク電流及びレーザ出力をそれぞれ絞る以外に、溶接速度を速める手法も用いることができ、アーク電流及びレーザ出力の各絞り具合や溶接速度の速め具合は、母材1,2の種類や肉厚に応じて決めることができる。
【0028】
そこで、図2(a)に示すように、2つの支点p,pで支えた上記すみ肉溶接継手に上方から矢印方向の荷重を繰返し負荷する4点曲げ試験を行ったところ、図2(b)に▼印で示す結果を得た。
【0029】
なお、図2(b)のグラフにおいて、◇印は、母材及び溶接材料の双方にHT780鋼の高張力鋼を用いてレーザ溶接により製作したすみ肉溶接継手の試験結果であり、▲印は、母材にHT780鋼の高張力鋼を用いると共に溶接材料にYM80鋼を用いてレーザアークハイブリッド溶接により製作したすみ肉溶接継手の試験結果であり、△印は、母材にHT780鋼の高張力鋼を用いると共に溶接材料にMG−S50を用いてレーザアークハイブリッド溶接により製作したすみ肉溶接継手の試験結果である。
【0030】
図2(b)に示すように、本実施例のすみ肉溶接継手(図中▼印)は、上記比較のための他のすみ肉溶接継手と比べて、Δσ≦200MPaの範囲(特にΔσ=100MPaの付近)で、D等級を十分に満たしていることが顕著である。つまり、HT780鋼の強度レベルを考慮すると、実用上問題なくD等級として扱えることがわかり、本実施例のすみ肉溶接継手に荷重サイクルを負荷した場合には、母材1,2への疲労クラックの進展を回避可能である。
【0031】
上記した実施例では、本発明に係るすみ肉溶接継手がT字すみ肉溶接継手である場合を例に挙げて説明したが、十字すみ肉溶接や回し溶接にも適用することができる。
また、上記した実施例では、母材1,2として、HT780鋼の高張力鋼を用いた場合を例に挙げて説明したが、母材1,2として、他の構造用鋼を採用することができるほか、引張強度の低い溶接材料3として、より強度の低い炭素鋼を用いることができる。
【0032】
さらに、上記した実施例では、レーザアークハイブリッド溶接を用いてすみ肉溶接継手を製作する場合を例に挙げて説明したが、アーク溶接や、レーザ溶接や、レーザホットワイヤ溶接などの各種溶接も採用することができる。
【0033】
本発明に係るすみ肉溶接継手の構成は、上記した実施例の構成に限定されるものではない。
【0034】
なお、本発明に係るすみ肉溶接継手では、母材よりも引張強度の低い材料を溶接材料として用い、例えば、アーク溶接の場合に、電流及び電圧を下げたり溶接速度を速めたりすることで、溶接止端部における応力集中の緩和及び残留応力の低減を図るようにしているが、この溶接止端部の疲労強度に影響する止端半径及びフランク角による施工管理や、硬さや耐力による施工管理も、すみ肉溶接継手における溶接止端部の疲労強度を向上させるのに有効であると考えられる。
【符号の説明】
【0035】
1 一方の母材
2 他方の母材
3 溶接材料
【技術分野】
【0001】
本発明は、高張力鋼を含む構造用鋼を母材とする荷重非伝達型のすみ肉溶接継手に係り、例えば、橋梁や船舶における非強度部材のすみ肉溶接部分に用いるのに好適なすみ肉溶接継手に関するものである。
【背景技術】
【0002】
一般に構造用鋼の疲労強度は、鋼材の引張強度の増加につれて向上するが、そのすみ肉溶接継手の疲労強度は、鋼材の引張強度を増加させても顕著に向上しない。このすみ肉溶接継手の疲労強度が向上しない要因としては、溶接止端部の形状不連続部に生じる応力集中と、溶接で生じる残留応力が挙げられる。
【0003】
従来において、溶接止端部の応力集中を緩和するために、グラインダーによって溶接止端部を研削して止端半径を大きくする作業が溶接現場において実施され、また、残留応力を低減させるために、ショットピーニング処理を施す作業が溶接現場において実施されている。
【0004】
このほかに、溶接止端部の応力集中を緩和する技術として、特許文献1に記載されているTIG溶接及びプラズマ処理によって溶接止端部を再溶融して形状を滑らかにする方法があり、一方、残留応力を低減させる技術として、特許文献2に記載されている低温変態膨張を利用した方法がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平01-301823号公報
【特許文献2】特開昭54-130451号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記したグラインダーにより溶接止端部を研削したり、TIG溶接などによって溶接止端部を再溶融したりする方法や、ショットピーニング処理を施す方法は、溶接後に施工を追加することになるので、その分だけ工数が増加して、作業時間の短縮及び溶接コストの低減に寄与することができないという問題があった。
【0007】
また、低温変態膨張を利用する方法は、鋼材や溶接材料が特別な組成のものに限定されてしまううえ、溶接材料が高価なものとなり、溶接条件によっては所定の変態膨張効果を得ることができない可能性があるという問題を有しており、これらの問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供することを目的としている。
【課題を解決するための手段】
【0009】
ここで、引張強度の低い材料は、高強度の材料、例えば、高張力鋼に比べて延性があり、溶接時におけるぬれ性にも優れていることが知られている。
本発明者らは、上記目的を達成するために、母材よりも引張強度の低い材料を溶接材料として用いたうえで、例えば、アーク溶接の場合には、電流及び電圧を下げたり溶接速度を速めたりすれば、上記引張強度の低い材料の延性及びぬれ性の少なくともいずれかの性質が機能して、溶接止端部における応力集中の緩和及び残留応力の低減が図られるのではないかと考え、本発明をするに至った。
【0010】
すなわち、本発明の請求項1に係る発明は、一方の母材表面に他方の母材を溶接(アーク溶接、レーザアークハイブリッド溶接、レーザ溶接、レーザホットワイヤ溶接等の溶接)により接合して成るすみ肉溶接継手において、前記母材に対する強度比が1を超えない溶接材料を用い、溶接時に入熱制限が加えられている構成としたことを特徴としており、この構成のすみ肉溶接継手を前述した従来の課題を解決するための手段としている。
【0011】
本発明に係るすみ肉溶接継手において、強度比とは、母材の強度に対する溶接材料の強度の比であり、母材の強度は鋼材強度であって、溶接材料の強度は全溶金強度である。
この際、母材に対する強度比が0.8を超える溶接材料を用いると、溶接止端部の形状が滑らかにならないので、応力集中の緩和及び残留応力の低減が期待できない。
そこで、本発明の請求項2に係るすみ肉溶接継手では、前記母材に対する強度比が0.8以下の溶接材料を用いる構成としている。
ここで、強度比が0.3程度の溶接材料を用いても、溶接止端部における応力集中の緩和及び残留応力の低減が図られると考えられる。したがって、設計要求強度に基づいて如何なる引張り強度の溶接材料を採用するかによって、強度比は、特に下限値は適宜決定される。
【0012】
本発明に係るすみ肉溶接継手において、すみ肉溶接には、T字すみ肉溶接及び十字すみ肉溶接が含まれるほか、回し溶接も含まれ、また、本発明に係るすみ肉溶接継手において、母材には、高張力鋼を含む構造用鋼を採用することができ、一方、溶接材料には、この母材よりも引張強度の低い炭素鋼を用いることができる。
【0013】
ここで、溶接時における入熱量(溶接入熱量[J/mm])は、(電流[A]×電圧[V])/溶接速度[mm/s]から求められ、溶接時における入熱制限は、通常のアーク溶接に要する入熱量を基準とし、電流や電圧を下げたり溶接速度を速めたりして入熱量を低く抑えて実施する。
【0014】
例えば、レーザアークハイブリッド溶接の場合、アークによる入熱量が通常のアーク溶接で供給される入熱量の15%を超えると、応力集中の緩和及び残留応力の低減が期待できないので、レーザアークハイブリッド溶接のアークによる入熱量を通常のアーク溶接で供給される入熱量の15%以下に抑えることが望ましい。
ここで、入熱量を10%以下に抑えても、溶接止端部における応力集中の緩和及び残留応力の低減が図られると考えられる。したがって、要求される設計強度に基づいて、入熱量は、特に下限値は適宜決定される。
【0015】
このレーザアークハイブリッド溶接やレーザ溶接において、レーザパワーを下げたりすることで、レーザによる入熱も制限することができる。
【0016】
この溶接時における入熱制限において、電流及び電圧の下げ幅や、レーザパワーの下げ幅や、溶接速度の増加量は、接合する母材の種類や肉厚に応じて決めることができる。
【0017】
本発明に係るすみ肉溶接継手では、母材よりも引張強度の低い溶接材料を用いたうえで、溶接時に入熱制限を実施するようにしているので、引張強度の低い溶接材料の延性及びぬれ性のいずれかの性質或いは双方の性質が機能して、溶接止端部における応力集中の緩和及び残留応力の低減が図られることとなり、その結果、高強度溶接材料を用いた従来のすみ肉溶接継手と比べて疲労強度が高まることとなる。
【0018】
加えて、溶接材料として、安価で入手しやすい炭素鋼などの低強度の材料を使用し得るので、溶接コストの低減が図られることとなり、また、溶接後において、グラインダー加工やショットピーニング処理などの作業を追加する必要がないので、作業工数が少なく抑えられることとなる。
【発明の効果】
【0019】
本発明に係るすみ肉溶接継手では、上記した構成としているので、高い疲労強度を保持したうえで、作業時間の短縮及び溶接コストの低減に貢献することが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0020】
【図1】本発明に係るすみ肉溶接継手の一実施例を示す正面説明図である。
【図2】図1におけるすみ肉溶接継手の疲労強度試験を行う際の試験要領説明図(a)及び疲労強度試験結果を示したグラフ(b)である。
【発明を実施するための形態】
【0021】
以下、本発明を図面に基づいて説明する。
図1は本発明に係るすみ肉溶接継手の一実施例を示しており、この実施例では、本発明に係るすみ肉溶接継手がT字すみ肉溶接継手である場合を例に挙げて説明する。
【0022】
図1に示すように、このT字のすみ肉溶接継手は、一方の母材1の表面に他方の母材2をレーザアークハイブリッド溶接により接合して成っており、溶接材料3として、母材1,2によりも引張強度の低い材料が用いられている。
【0023】
この場合、母材1,2には、HT780鋼(780MPa級鋼)の高張力鋼を用い、溶接材料3には、母材1,2に対する強度比が1を超えない溶接材料、この実施例において、MG−S50 (590MPa級鋼)を用いている。
【0024】
この場合、強度比とは、母材1,2の強度に対する溶接材料3の強度の比であり、母材1,2の強度は鋼材強度であって、溶接材料3の強度は全溶金強度である。
この実施例では、母材1,2の強度が780MPaであるのに対して、溶接材料3の強度が580MPaであり、したがって、強度比は0.756となっている。
【0025】
そして、このすみ肉溶接継手では、溶接時において、入熱制限を実施するようにしている。この実施例の場合、肉厚が各々12mmの母材1,2に対して、レーザアークハイブリッド溶接のアークによる入熱量が、通常のアーク溶接で供給される入熱量(脚長6mmとした場合1000J/mm)の10〜15%となるような入熱制限、すなわち、約108J/mmとなるような入熱制限を実施した。
【0026】
加えて、この実施例の場合、レーザアークハイブリッド溶接のレーザによる入熱量が、上記した通常のアーク溶接で供給される入熱量の50%以下となるような入熱制限、すなわち、約450J/mmとなるような入熱制限も実施した。
【0027】
なお、この入熱制限にあたっては、アーク電流及びレーザ出力をそれぞれ絞る以外に、溶接速度を速める手法も用いることができ、アーク電流及びレーザ出力の各絞り具合や溶接速度の速め具合は、母材1,2の種類や肉厚に応じて決めることができる。
【0028】
そこで、図2(a)に示すように、2つの支点p,pで支えた上記すみ肉溶接継手に上方から矢印方向の荷重を繰返し負荷する4点曲げ試験を行ったところ、図2(b)に▼印で示す結果を得た。
【0029】
なお、図2(b)のグラフにおいて、◇印は、母材及び溶接材料の双方にHT780鋼の高張力鋼を用いてレーザ溶接により製作したすみ肉溶接継手の試験結果であり、▲印は、母材にHT780鋼の高張力鋼を用いると共に溶接材料にYM80鋼を用いてレーザアークハイブリッド溶接により製作したすみ肉溶接継手の試験結果であり、△印は、母材にHT780鋼の高張力鋼を用いると共に溶接材料にMG−S50を用いてレーザアークハイブリッド溶接により製作したすみ肉溶接継手の試験結果である。
【0030】
図2(b)に示すように、本実施例のすみ肉溶接継手(図中▼印)は、上記比較のための他のすみ肉溶接継手と比べて、Δσ≦200MPaの範囲(特にΔσ=100MPaの付近)で、D等級を十分に満たしていることが顕著である。つまり、HT780鋼の強度レベルを考慮すると、実用上問題なくD等級として扱えることがわかり、本実施例のすみ肉溶接継手に荷重サイクルを負荷した場合には、母材1,2への疲労クラックの進展を回避可能である。
【0031】
上記した実施例では、本発明に係るすみ肉溶接継手がT字すみ肉溶接継手である場合を例に挙げて説明したが、十字すみ肉溶接や回し溶接にも適用することができる。
また、上記した実施例では、母材1,2として、HT780鋼の高張力鋼を用いた場合を例に挙げて説明したが、母材1,2として、他の構造用鋼を採用することができるほか、引張強度の低い溶接材料3として、より強度の低い炭素鋼を用いることができる。
【0032】
さらに、上記した実施例では、レーザアークハイブリッド溶接を用いてすみ肉溶接継手を製作する場合を例に挙げて説明したが、アーク溶接や、レーザ溶接や、レーザホットワイヤ溶接などの各種溶接も採用することができる。
【0033】
本発明に係るすみ肉溶接継手の構成は、上記した実施例の構成に限定されるものではない。
【0034】
なお、本発明に係るすみ肉溶接継手では、母材よりも引張強度の低い材料を溶接材料として用い、例えば、アーク溶接の場合に、電流及び電圧を下げたり溶接速度を速めたりすることで、溶接止端部における応力集中の緩和及び残留応力の低減を図るようにしているが、この溶接止端部の疲労強度に影響する止端半径及びフランク角による施工管理や、硬さや耐力による施工管理も、すみ肉溶接継手における溶接止端部の疲労強度を向上させるのに有効であると考えられる。
【符号の説明】
【0035】
1 一方の母材
2 他方の母材
3 溶接材料
【特許請求の範囲】
【請求項1】
一方の母材表面に他方の母材を溶接により接合して成るすみ肉溶接継手において、
前記母材に対する強度比が1を超えない溶接材料を用い、
溶接時に入熱制限が加えられている
ことを特徴とするすみ肉溶接継手。
【請求項2】
前記母材に対する強度比が0.8以下の溶接材料を用いる請求項1に記載のすみ肉溶接継手。
【請求項1】
一方の母材表面に他方の母材を溶接により接合して成るすみ肉溶接継手において、
前記母材に対する強度比が1を超えない溶接材料を用い、
溶接時に入熱制限が加えられている
ことを特徴とするすみ肉溶接継手。
【請求項2】
前記母材に対する強度比が0.8以下の溶接材料を用いる請求項1に記載のすみ肉溶接継手。
【図1】


【図2】

【図2】
【公開番号】特開2012−76141(P2012−76141A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−226613(P2010−226613)
【出願日】平成22年10月6日(2010.10.6)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年10月6日(2010.10.6)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]