
ちぎりラベル用基紙
【課題】オフセット印刷が可能な表面強度と、手でちぎることが可能な程度に抑えた紙質強度を併せ持ち、かつちぎり端部の毛羽立ちが良いラベル用基紙を提供することを課題とする。
【解決手段】
多層で構成されたちぎりラベル用基紙であって、被印刷面の表面強さ(J.TAPPI No.1:2000年 A法)が4A以上であり、基紙の引張強さ(JIS P8113:2006年)が1.0〜4.0kN/mであり、且つパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において3.00mm以上の繊維の割合が10〜50%であることを特徴とするちぎりラベル用基紙とする。
【解決手段】
多層で構成されたちぎりラベル用基紙であって、被印刷面の表面強さ(J.TAPPI No.1:2000年 A法)が4A以上であり、基紙の引張強さ(JIS P8113:2006年)が1.0〜4.0kN/mであり、且つパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において3.00mm以上の繊維の割合が10〜50%であることを特徴とするちぎりラベル用基紙とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、焼酎や日本酒等のビン容器に貼り付けるラベルに関する。
【背景技術】
【0002】
日本洒や焼酎等のビン容器には、通常その銘柄や酒類等を示すラベルが貼付されており、この銘柄等は印刷されたものが多い。この中で、ラベルの周縁に手漉き和紙のような毛羽立ちを有するラベルは、その毛羽立ちとやさしい風合いや素材感、手作り感によって消費者の美感や触感に訴えることができ、その結果、商品自体の高級感や特別感を演出することができる。
【0003】
このような周縁の毛羽立ちが良いラベルを手漉きによって効率よく生産するために、従来では所望の形状の透かしが形成されるような手漉き網を予め準備しておき、その透かしに沿って紙を手または機械によって引きちぎる方法が利用されてきた。これは、紙をちぎりやすくするために透かし部分を他の部分より坪量を低く手漉きで作成し、その透かしに沿ってちぎることにより周縁に毛羽立ちのあるラベルができるというものであった。
【0004】
しかしながら、手漉きによるラベルの製造は、その大半が手作業となるため生産量に限界があり、大量生産を必要とするラベル用基紙としての製造には向いていない。また、手漉きによってつくられた紙は表面強度が弱いため、銘柄等はスクリーン印刷で施すことが多く、オフセット印刷のようなグラデーションや微細な表現などを施すことに制限があり印刷効率にも難があった。さらに、手漉き紙は、透気抵抗度が低いため、印刷機の給紙機によって給紙が出来ず手差しで給紙しなくてはならなかった。このように、手漉き紙のラベルでは、問題が多かった。
【0005】
そこで、手漉き和紙のような周縁の毛羽立ちを有するラベルを製造するにあたり、様々な大量生産の手法が開示されている。例えば、特許文献1には、機械的手法によって抄造する手法であり、連続的に透かしを形成することによりユニットごとに平判での印刷が可能であり、印刷後に透かしに沿って紙をちぎることによりラベルを作成する方法が記載されている。しかしながら、この手法では透かしの部分の米坪が他の部分よりも低いため、当該透かし部分をちぎっても毛羽立ちが少なく、切り口周縁の毛羽の長さも不足するため、手漉き紙のような外観を得ることができなかった。また、当該透かしは抄紙段階で最終製品の形状に合わせた型付けを行ったシリンダーワイヤーを用いて形成されるため、最終製品であるラベルの形状や寸法が限定される。透かしの形状や寸法を変更するためには、専用の型付けを行ったシリンダーワイヤーを作成しなければならず、非常に高価となる。このように透かしを形成する製造手法は、問題があった。
【0006】
透かしを形成しない手法として特許文献2には、印刷済みのラベル用紙に浸透剤を含む水を連続的に一定巾で線状に含浸させるラベルの製造方法が開示されており、その水含浸部分に沿って紙をちぎることで四方周縁に毛羽立ちが形成されたラベルが得られる。さらに特許文献3では、当該水含浸部分を、同方向にかつ速度差をつけて回転する2対のロール対によって引きちぎる発明が開示されている。しかしながら、これらの手法では、水を含浸させた後、水分が気化する前に紙をちぎる必要があり、作業効率に難があった。また、水含浸部分が水分を保ったままロール状あるいは枚葉紙として一時的にストックする場合、紙同士が重なることで含浸した水分が上下の紙にまで浸透してしまい、その結果、上下の紙はちぎる予定ではない箇所からちぎれる可能性があった。
【0007】
以上のように、紙に透かしや水含浸部を形成する手法には問題があったが、このような手法を採用するメリットとしては、紙のちぎりやすさがあった。すなわち、当該透かしや水含浸部の紙力が弱くなることを利用することで、ちぎるという作業が容易となる効果があった。このように、ちぎる作業が容易となるような、ちぎりやすい弱い紙力を有するラベル用基紙が最適であるが、一方では上記のようにオフセット印刷に対応するために表面強度が必要である。そのため、弱い紙力と表面強度という性能を併せ持つことが要求されてきた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−158000号公報
【特許文献2】特開2001−158058号公報
【特許文献3】特開2004−212422号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題点に鑑みてなされたものであり、オフセット印刷が可能な表面強度、ちぎることが容易な紙力を併せ持ち、かつ、ちぎった際に手漉き紙のような毛羽を持ち外観に優れるラベル用基紙を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、多層で構成されたちぎりラベル用基紙であって、被印刷面の表面強さ(J.TAPPI No.1:2000年 A法)が4A以上であり、基紙の引張強さ(JIS P8113:2006年)が1.0〜4.0kN/mであり、且つパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において3.00mm以上の繊維の割合が10〜50%であることを特徴とするちぎりラベル用基紙である。
【0011】
また、本発明では、前記被印刷面側の最外の紙層のみをパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において、3.00mm以上の繊維の割合が20%以上であることを特徴とする請求項1に記載のちぎりラベル用基紙であることが好ましい。
【発明の効果】
【0012】
本発明のラベル用基紙は、多層で構成された多層紙であり、その被印刷面が所定の表面強度を有し、さらに基紙が所定の引張り強さを有する。これにより、オフセット印刷適性に耐えうる強度と、手でちぎることが可能な程度の弱い紙質強度とを併せ持ったラベル用基紙を得ることができる。また、繊維長の長い繊維を所定割合で含むことにより、毛羽立ちの良いラベル用基紙が得られる。特に、被印刷面側の最外紙層が繊維長の長い繊維を所定割合で含むことで、ちぎり端部の毛羽立ちが良い手漉き和紙風の毛羽立ちが良いラベルを得ることが可能となる。
【図面の簡単な説明】
【0013】
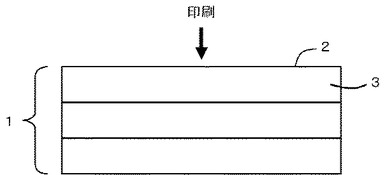
【図1】本発明の紙層構成の一例を示す断面図
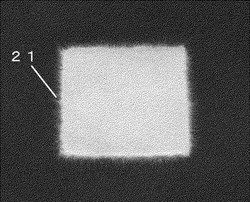
【図2】本発明のちぎりラベル用基紙が正方形状にちぎられた写真
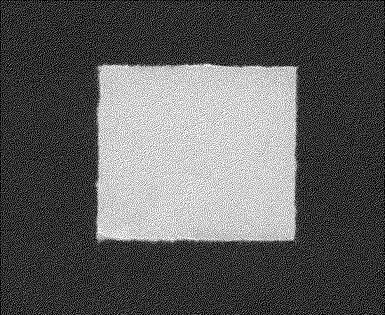
【図3】毛羽立ちが少ないちぎりラベルの例を示す写真
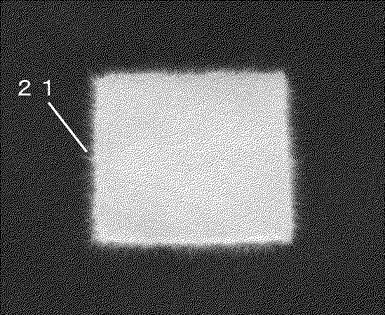
【図4】ちぎり端部の外観が良い例を示す拡大写真
【図5】ちぎり端部の外観が悪い例を示す拡大写真
【発明を実施するための形態】
【0014】
以下、本発明のちぎりラベル用基紙について、その好ましい実施形態に基づき説明する。
【0015】
本発明において「被印刷面」とは、ラベル用基紙がラベルとして使用される際に印刷が施される側の面を指す。図1に本発明の例として、紙層が3層で構成されたラベル用基紙の断面図を示す。図1においては、印刷が施される側の面2が被印刷面となり、紙層3が被印刷面側の最外紙層となる。一般に被印刷面側がラベルの外観を形成する側となり、反対面側がビン容器と接着される側となる。
【0016】
本発明で「ちぎり」や「ちぎる」とは、人の手または機械によって紙の切り口となる線(予め付与した折り目など)を軸にして任意方向の相反する2つの力で基紙を引き裂くことを指す。例えば、切り口となる線を軸として紙の片方を紙面の前方に、もう片方を紙面の後方に向けてその相反する力で引き裂く方法がある。別の例として、切り口となる線を軸として左右の相反する2つの力でV字方向に引き裂いていく方法もある。ちぎる際には、作業を容易にするために、紙の片側を固定してもよい。なお、刃物等で基紙を断裁することは含まない。
【0017】
本発明で「毛羽」とは、基紙をちぎることによりちぎり端面に起こり立つ繊維を指す。「毛羽立ち」とは毛羽が立った状態を指す。図2に本発明の一例の写真を示す。図2においては毛羽21のような毛羽立ちがラベルの周縁全体にわたって観察される。
【0018】
本発明のちぎりラベル用基紙は、複数の紙層を有する多層紙で構成される。当該多層を構成する手法としては、特に限定はなく、円網抄紙機、短網抄紙機、円網抄紙と短網抄紙のコンビネーション、長網抄紙機等の一般の抄紙機を用いることができ、2層以上の紙層が抄き合わされて作成される。
【0019】
本発明では、ラベル用基紙の被印刷面の表面強さは、J.TAPPI No.1:2000年 A法で規定されるワックスによる表面強さ試験方法で4A以上が必要である。表面強さが3A以下であると、被印刷面の強さが弱いため、オフセット印刷における一般的な条件で印刷をすると紙剥けが発生する。当該表面強さを得るためには、例えば、原料繊維の種類の選定や叩解処理、紙力増強剤等の内添、紙力増強剤等の表面塗工など適宜調整する。
【0020】
一般に、ちぎりラベル用基紙を最終形態のラベルの大きさにするために、人の手でちぎる生産工程を経ることが多い。そのため、基紙の紙質が過度に強いと人の手でちぎる際に手や腕への負担が大きくなって疲労が蓄積し、生産性が悪くなる。本発明のちぎりラベル用基紙は、引張強さ(JIS P8113:2006年)が1.0kN/m以上4.0kN/m以下である。4.0kN/mを超えると、手でちぎる際に手や腕への負担が大きく生産性が著しく低下する。引張強さが1.0kN/m未満では、紙質が過剰に弱くなるため、ちぎる際に目的の箇所とは別の箇所までを誤ってちぎってしまうおそれがある。また、前述のオフセット印刷適性に悪影響を及ぼすこともある。
【0021】
本発明のちぎりラベル用基紙は、当該基紙をパルプ離解方法(JIS P8220:1998年)に従って離解し、当該離解された繊維を光学的自動分析法による繊維長測定方法(JIS P8226:2006年)に従って測定した長さ加重平均繊維長の繊維長分布において繊維長が3.00mm以上の繊維(以下、便宜的に「長繊維」と呼ぶ)の割合が10〜50%となる。長繊維を当該割合で含むことによって、本発明をちぎった際の端部に長い毛羽が多く毛羽立つので、手漉き和紙のような毛羽となり外観上美しく見える効果が得られる。例えば図2に示されるような毛羽立ちとなる。長繊維の当該割合が10%未満であると、毛羽が少なくなり、毛羽立ちの良いちぎり端部が得られない。例えば、図3のように毛羽の長さが短く、毛羽立ちも少なくなり外観の美しさが劣る。また、長繊維が50%を超えると、基紙の地合が極端に悪くなり外観に悪影響を及ぼす。長繊維を上記割合にするためには、後述する原料繊維に使用される長繊維の配合量や配合比率を調整するとよい。なお、この調整では叩解処理や抄紙条件等による繊維長の変化を考慮しておく必要がある。例えば、叩解前の段階での原料繊維において長繊維の割合が20%以上になるように設定することで上記割合を達成できる。ただし、原料繊維の種類、叩解されやすさ、叩解条件、叩解度など諸条件によって異なってくるので、適宜調整するとよい。
【0022】
本発明で使用する原料繊維としては、製紙の分野で一般的に使用されている長繊維を使用することができる。例えば、楮、三椏、綿、ケナフ、ジュートなどの靭皮繊維、マニラ麻、サイザル麻などの葉脈繊維、ポリビニルアルコール系、ポリアクリロニトリル系などの合成繊維、レーヨンなどの再生繊維、針葉樹晒クラフトパルプ、針葉樹晒サルファイトパルプ等の針葉樹パルプ(ただし、いずれも長さ加重平均繊維長が3.0以上であるもの)が使用される。これらは単独で使用しても混合使用してもよい。楮、三椏などの靭皮繊維は繊維長が特に長いので抄紙機での抄造がやや困難となるので使用量を制限した方が好ましい。また、繊維の太さが細い方がちぎった際により多くの毛羽が生じるので、合成繊維等は細い番手を選ぶと良い。長繊維以外の原料繊維としては、製紙の分野で一般的に使用されている木材パルプが用いられる。例えば針葉樹晒クラフトパルプ、広葉樹晒クラフトパルプ、針葉樹晒サルファイトパルプ、広葉樹晒サルファイトパルプ、サーモメカニカルパルプ等の単独もしくは混合物を用いることができる。また、必要に応じて麻、竹、藁、木綿等の非木材パルプやカチオン化パルプ、マーセル化パルプ等の変性パルプ、ミクロフィブリル化パルプ、レーヨン、ビニロン、ナイロン、アクリル、ポリエステル等の再生繊維、半合成繊維、合成繊維を適宜混合して用いることができる。
【0023】
前記の長繊維を本発明のどの紙層に配合するかは任意であり、全ての紙層に配合してもよい。
【0024】
本発明は、被印刷面側の最外の紙層のみをパルプ離解方法(JIS P8220:1998年)によって離解した場合に、当該離解された繊維を光学的自動分析法による繊維長測定方法(JIS P8226:2006年)に従って測定した長さ加重平均繊維長の繊維長分布において、繊維長が3.00mm以上の繊維の割合が20%以上となることが好ましい。20%以上であると最外紙層に長繊維が多く存在するため、最外紙層のちぎり端部の毛羽立ちの外観が飛躍的に良くなり、これにより、当該最外紙層以外の紙層の毛羽立ちが少なくても、被印刷面側から見たラベル全体の毛羽立ちは外観として自然に見える効果がある。この例として図4を挙げる。図4は最外紙層に長繊維の当該割合が20%以上であり、ラベルのちぎり端部から自然に毛羽が突出しているような良い外観となる。反対に、最外紙層における長繊維の当該割合が20%未満であると、他の紙層端部に毛羽立ちが生じていても図5のような不自然な外観となる。この理由は、図5のように、最外紙層のちぎり端部の毛羽が少ないにもかかわらず、最外紙層以外の紙層から毛羽が突出しているため、被印刷面側からの外観として、ちぎり端部の下部側から毛羽が突出しているような不自然な毛羽立ちとして見えるからである。特に、図5では紙の切断線の輪郭が明瞭であるが、図4では最外紙層の毛羽が多いため切断の輪郭がぼやけた自然な外観となっている。
【0025】
また、最外紙層における長繊維の当該割合が20%以上であると、別の効果も得られる。例えば、長繊維の量が多いと被印刷面の紙質が強くなるため、前述のオフセット印刷に適した表面強さが得られやすい。さらには、長繊維が最外紙層に多く含有されることで、不均一な地合いを示す手漉き和紙のような風合いを被印刷面に表出させることができる。
【0026】
本発明で使用される原料繊維は予め叩解してもよい。叩解手段は特に限定されるものではなく、例えば、ダブルディスクリファイナー、シングルディスクリファイナー、ビーター等の一般的な叩解装置を原料繊維の種類に応じて適宜選択することができる。本発明の被印刷面の表面強さや基紙の引張強さを所望の範囲にするために、当該叩解度を調整するとよい。原料繊維の叩解度は、その種類にもよるので特に限定されるものではないが、被印刷面側の最外の紙層に配合する原料繊維の叩解度は400〜600mlC.S.F.となることが好ましい。600mlC.S.F.を超えると、必要な表面強度が得られない場合がある。また、400mlC.S.F.未満では、紙質強度が過剰に高くなるのでちぎりにくくなる可能性がある。
【0027】
被印刷面側の最外紙層以外の紙層は、基紙全体のちぎりやすさを得るために弱い紙質となるよう設計することが好ましい。紙質の弱い層を設けるためには、例えば、原料繊維として広葉樹パルプ、サルファイトパルプ、機械パルプなどを多く配合するとよい。あるいは、リンターなどの低密度の紙質が得られる繊維を選択してもよい。また、原料配合の叩解度としては500mlC.S.F.以上が好ましい。
【0028】
本発明を形成する紙層には、必要に応じて湿潤紙力増強剤、乾燥紙力増強剤、サイズ剤、填料、着色剤、定着剤、消泡剤その他各種助剤などの製紙用副資材を繊維原料に添加して、抄紙してもよい。例えば、被印刷面側の最外紙層には、表面強度を強くするために、紙力増強剤を添加することが好ましい。紙力増強剤としては、デンプン類やポリアクリルアミド等の乾燥紙力増強剤やエピハロヒドリン系樹脂、尿素樹脂、エポキシ樹脂、ポリアクリルアミド等の湿潤紙力増強剤が挙げられる。一方、被印刷面側の最外紙層以外の紙層は、紙質を弱く設計するために抄紙時に紙切れ等のトラブルが発生する可能性がある。そのため、湿潤紙力増強剤を最低限添加して抄紙することが好ましい。さらに、被印刷面ではない側の最外紙層は、ラベルの接着面となるため、ロジンサイズ、アルキルケテンダイマー等のサイズ剤を添加するとよい。これにより、接着面に水系の接着剤を付与されても、接着剤が紙に浸み込むことを防止できる。
【0029】
本発明の基紙全体の引張強さを調節する方法として、各紙層の付け比率を適宜設定するとよい。被印刷面側の最外紙層とそれ以外の紙層との付け比率は、50:50〜20:80の範囲で調節することが好ましい。付け比率とは、例えば坪量100g/m2の3層抄合わせの用紙を製造する場合、「付け比率20:80」は被印刷面側の最外紙層が20g/m2、それ以外の2層の坪量合計が80g/m2で構成されることを意味する。
【0030】
本発明のちぎりラベル用基紙の坪量は、特に限定されるものではないが、例えば40〜250g/m2とすることが好ましく、50〜200g/m2がより好ましい。坪量が50g/m2未満では、紙質強度が弱くなりやすいため、ちぎる際に目的の箇所ではない箇所で切断するおそれがある。また、ちぎった際の毛羽の量も少なくなるので外観の美しさに問題が生じる。また、200g/m2を超えると基紙全体の紙質が強くなるためちぎりにくくなり好ましくない。
【0031】
本発明は、抄紙過程または抄紙工程後において、本発明の性能を損なわない範囲で、紙層の表面に塗工層を設けることができる。例えば、紙力増強剤を含む塗工層を設けることにより、前記の表面強さを付与することが可能となる。また、顔料とバインダーを主体として調合した塗工層を設けることにより、オフセット印刷適性や不透明度、白色度等を向上させることができる。あるいは、インクジェット受容層、感熱層、昇華熱転写層など種々の印刷やメディアに対応した塗工層を設けてもよい。
【0032】
塗工層の塗工方法としては、ブレードコーター、バーコーター、エアナイフコーター、ダイコーター、カーテンコーター、サイズプレスコーター、ゲートロールコーターなどの一般の塗工方法や各種印刷方式での付与が利用できる。塗工層は紙の単位面積当たりの乾燥重量に換算して、0.05〜30g/m2設けることができる。30g/m2以上設けると表面の風合いが損なわれるので好ましくない。
【0033】
本発明のちぎりラベル用基紙からラベルを得るには、被印刷面に印刷、反対面にヒートシール剤等の必要な加工を施した後、ちぎる作業を行うことが好ましい。この作業ではラベル用基紙の切り口となる箇所に予め折り目を付けて、その折り目に沿って手あるいは機械によってちぎることが好ましい。紙に折り目を付けると、折り目部分の紙力が弱くなるため折り目に沿ってちぎりやすい。
【0034】
このように本発明をちぎって作成されるラベルは、その端面が長繊維による毛羽によりラベル本体との境界が不揃いとなり、且つちぎり端部から外側に向けて飛び出した長繊維からなる毛羽の長さが不揃いであるため手漉き和紙のような外観が得られる。一方、刃物で断裁すると長繊維の先端が揃った直線状の切り口となり、手漉き和紙のような毛羽は得られない。
【0035】
本発明をちぎる方法には、前述したように、切り口となる線を軸にして片方を紙面の前方に、もう片方を後方に向けてちぎる方法と、切り口となる線を軸にして左右の相反する力でV字にちぎる方法などがある。前後にちぎる方法を採用すると、毛羽にかかる力の方向が切り口の両側で異なるため、毛羽の方向が違う切り口となる。ただし、基紙の紙層間強度が弱いと紙層間で剥離し、その剥離した一部の層が目的の切り口とは異なる箇所で切断されることがあるため、注意を要する。一方、相反する左右の力でちぎる方法は、切り口周辺の紙繊維は紙面とほぼ平行に近い角度で引き裂かれるため、毛羽の方向が切り口から水平方向に伸び、毛羽立ちの形状がほぼ同じとなる。この場合、基紙の紙層間で剥離しにくいため、好ましい。
【実施例】
【0036】
以下に実施例および比較例を示し、本発明を具体的に説明するが、本発明はこれらの実施例に制限されるものではない。尚、実施例及び比較例において、「部」及び「%」とあるのは特に断らない限り「固形分質量部」及び「質量%」を示す。
【0037】
[原料の調製]
広葉樹晒クラフトパルプ(LBKP)50部、長さ加重平均繊維長3.1mmのマニラ麻パルプ50部を混合したものをフリーネス530mlC.S.F.に叩解し、これに、ポリアミドエピクロロヒドリン樹脂系湿潤紙力増強剤(商品名:WS−4024、星光PMC株式会社製)0.5%、ポリアクリルアミド系紙力増強剤(商品名:DA4112、星光PMC株式会社製)0.4%、定着剤(硫酸バンド)1.3%を添加して紙料を調製した。これを第1原料とする。これとは別に、針葉樹晒サルファイトパルプ(NBSP)80部、前記マニラ麻パルプ20部を混合し、ビーターにてフリーネス680mlC.S.F.に叩解し、これに湿潤紙力増強剤(商品名:WS−4024)0.2%、ロジンサイズ剤(商品名:サイズパインN771、荒川化学工業株式会社製)0.4%、定着剤(硫酸バンド)1.3%を添加した紙料を調製した。これを第2原料とする。
【0038】
[実施例1]
3層からなるラベル用基紙であって、第1原料を被印刷面側の最外紙層、第2原料をそれ以外の2つの紙層となるように円網抄紙機にて抄造した。各紙層が30g/m2となるように抄き合わせて、坪量90g/m2のラベル用基紙を抄造した。
【0039】
[実施例2]
第2原料の調製において、原料繊維を前記NBSP65部、前記マニラ麻パルプ35部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0040】
[実施例3]
第2原料の調製において、原料繊維を前記NBSP100部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0041】
[実施例4]
第1原料の調製において、原料繊維を前記LBKP40部、前記マニラ麻パルプ60部とし、第2原料の調製において、前記NBSP80部、前記マニラ麻パルプ20部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0042】
[実施例5]
2層からなるラベル用基紙であって、第1原料を被印刷面側の最外紙層、第2原料をそれ以外の1層となる2層となるように円網抄紙機にて抄造した。それぞれの紙層が45g/m2となるように抄き合わせて、坪量90g/m2のラベル用基紙を抄造した。
【0043】
[比較例1]
第1原料の調製において、フリーネス630mlC.S.F.に叩解した以外は実施例1と同様にしてラベル用基紙を得た。
【0044】
[比較例2]
第2原料の調製において、原料繊維を前記NBSP50部、前記マニラ麻パルプ50部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0045】
[比較例3]
第2原料の調製において、原料繊維を前記LBKP50部、前記NBSP50部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0046】
実施例及び比較例で得られたラベル用基紙を以下の測定方法に供した。
【0047】
<長繊維割合>
ラベル用基紙をJIS P8220(1998年)のパルプ離解方法により離解した。得られた繊維をJIS P8226(2006年)で規定された光学的自動分析法による繊維長測定方法により測定した。この測定は、カヤーニ繊維長測定器「Fiber Lab」(KAJAANI社製)にて測定を行い、長さ加重平均繊維長分布において、3.00mm以上の繊維の割合を算出した。なお、測定繊維本数は10000本以上とした。
【0048】
<最外紙層の長繊維割合>
ラベル用基紙の最外紙層のみを剥離して、これをJIS P8220(1998年)のパルプ離解方法により離解した。得られた繊維をJIS P8226(2006年)で規定された光学的自動分析法による繊維長測定方法により測定した。この測定は、カヤーニ繊維長測定器「Fiber Lab」(KAJAANI社製)にて測定を行い、長さ加重平均繊維長分布において、3.00mm以上の繊維の割合を算出した。なお、測定繊維本数は10000本以上とした。
【0049】
<表面強さ>
J.TAPPI紙パルプ試験法 No.1:2000年 A法に準じ測定した。
【0050】
<引張強さ>
JIS P8113:2006年に準じ測定した。
【0051】
<印刷適性>
RI印刷機(株式会社IHI機械システム製)を用いてオフセット印刷適性を評価した。オフセット印刷用墨インキ(商品名:TKハイユニティ SOY 墨 MZ、東洋インキ製造株式会社製)1.0gをロール上に展開し、5cm×24cmのラベル用基紙に当該インキを転写し印刷を行った。また、オフセット印刷用紙として使用されている市販の紙製品(商品名「波光」<90>、特種製紙株式会社製)を比較サンプル(ブランク)として同様に印刷した。評価は、印刷後の紙剥けの状態を目視で観察し、下記の△以上を合格とした。
○:ブランクよりも紙剥けが少ない
△:ブランクと同等の紙剥け
×:ブランクよりも紙剥けが多い
【0052】
<ちぎりやすさ>
人の手でちぎって評価した。20cm角のラベル用基紙の縦方向を半分に折って重さ1kgのロールを折り目に沿って2秒間で1往復させて折り目をつけた後、20cm角の状態に戻し、折り目の片側を手で押さえ、もう一方の側を手で摘んで折り目に沿って3cm/秒の速度でちぎった。このちぎりやすさを下記のように3段階で評価し、△以上を合格とした。
○:ちぎりやすい
△:ちぎりやすいが、指や腕の力がある程度必要
×:ちぎりにくい、または、ちぎるために相当な腕の力が必要
【0053】
<毛羽立ち>
毛羽立ちは、前記ちぎりやすさ評価後の毛羽の状態を目視で観察した。特に毛羽の長さとちぎり端部の輪郭の自然さを評価し、○以上を合格とした。なお、ちぎり端部の輪郭の外観がよい例を図4に、悪い例を図5に示す。
◎:毛羽の長さが長く、かつちぎり端部の外観が良い
○:毛羽の長さが長いが、ちぎり端部の外観が悪い
×:毛羽の長さが短い
【0054】
評価結果を表1に示す。
【0055】
【表1】

【0056】
表1の結果から明らかなように、長さ加重平均繊維長の繊維長分布において3.00mm以上の繊維の割合が10%以上の場合、良好な毛羽立ちが得られた。特に最外紙層に長繊維の割合が多い実施例4では、ちぎり端部の外観にも優れた毛羽立ちとなった。一方、比較例3は全体的に毛羽の長さが短く、よい外観が得られなかった。
【0057】
実施例および比較例1の結果より、被印刷面の表面強さが4A以上であると良好なオフセット印刷適性が得られるが、3Aでは印刷による紙表面の紙剥けが発生することが確認された。なお、表面強さが5Aである実施例4は、ブランクよりも紙剥けが少なく極めてよい印刷適性を有していた。
【0058】
また、実施例および比較例2の結果より、基紙全体の引張強さが4.0kN/mを超えると、ちぎりにくくなることが確認された。
【符号の説明】
【0059】
1:ちぎりラベル用基紙、2:被印刷面、3:被印刷面側の最外紙層、21:毛羽
【技術分野】
【0001】
本発明は、焼酎や日本酒等のビン容器に貼り付けるラベルに関する。
【背景技術】
【0002】
日本洒や焼酎等のビン容器には、通常その銘柄や酒類等を示すラベルが貼付されており、この銘柄等は印刷されたものが多い。この中で、ラベルの周縁に手漉き和紙のような毛羽立ちを有するラベルは、その毛羽立ちとやさしい風合いや素材感、手作り感によって消費者の美感や触感に訴えることができ、その結果、商品自体の高級感や特別感を演出することができる。
【0003】
このような周縁の毛羽立ちが良いラベルを手漉きによって効率よく生産するために、従来では所望の形状の透かしが形成されるような手漉き網を予め準備しておき、その透かしに沿って紙を手または機械によって引きちぎる方法が利用されてきた。これは、紙をちぎりやすくするために透かし部分を他の部分より坪量を低く手漉きで作成し、その透かしに沿ってちぎることにより周縁に毛羽立ちのあるラベルができるというものであった。
【0004】
しかしながら、手漉きによるラベルの製造は、その大半が手作業となるため生産量に限界があり、大量生産を必要とするラベル用基紙としての製造には向いていない。また、手漉きによってつくられた紙は表面強度が弱いため、銘柄等はスクリーン印刷で施すことが多く、オフセット印刷のようなグラデーションや微細な表現などを施すことに制限があり印刷効率にも難があった。さらに、手漉き紙は、透気抵抗度が低いため、印刷機の給紙機によって給紙が出来ず手差しで給紙しなくてはならなかった。このように、手漉き紙のラベルでは、問題が多かった。
【0005】
そこで、手漉き和紙のような周縁の毛羽立ちを有するラベルを製造するにあたり、様々な大量生産の手法が開示されている。例えば、特許文献1には、機械的手法によって抄造する手法であり、連続的に透かしを形成することによりユニットごとに平判での印刷が可能であり、印刷後に透かしに沿って紙をちぎることによりラベルを作成する方法が記載されている。しかしながら、この手法では透かしの部分の米坪が他の部分よりも低いため、当該透かし部分をちぎっても毛羽立ちが少なく、切り口周縁の毛羽の長さも不足するため、手漉き紙のような外観を得ることができなかった。また、当該透かしは抄紙段階で最終製品の形状に合わせた型付けを行ったシリンダーワイヤーを用いて形成されるため、最終製品であるラベルの形状や寸法が限定される。透かしの形状や寸法を変更するためには、専用の型付けを行ったシリンダーワイヤーを作成しなければならず、非常に高価となる。このように透かしを形成する製造手法は、問題があった。
【0006】
透かしを形成しない手法として特許文献2には、印刷済みのラベル用紙に浸透剤を含む水を連続的に一定巾で線状に含浸させるラベルの製造方法が開示されており、その水含浸部分に沿って紙をちぎることで四方周縁に毛羽立ちが形成されたラベルが得られる。さらに特許文献3では、当該水含浸部分を、同方向にかつ速度差をつけて回転する2対のロール対によって引きちぎる発明が開示されている。しかしながら、これらの手法では、水を含浸させた後、水分が気化する前に紙をちぎる必要があり、作業効率に難があった。また、水含浸部分が水分を保ったままロール状あるいは枚葉紙として一時的にストックする場合、紙同士が重なることで含浸した水分が上下の紙にまで浸透してしまい、その結果、上下の紙はちぎる予定ではない箇所からちぎれる可能性があった。
【0007】
以上のように、紙に透かしや水含浸部を形成する手法には問題があったが、このような手法を採用するメリットとしては、紙のちぎりやすさがあった。すなわち、当該透かしや水含浸部の紙力が弱くなることを利用することで、ちぎるという作業が容易となる効果があった。このように、ちぎる作業が容易となるような、ちぎりやすい弱い紙力を有するラベル用基紙が最適であるが、一方では上記のようにオフセット印刷に対応するために表面強度が必要である。そのため、弱い紙力と表面強度という性能を併せ持つことが要求されてきた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−158000号公報
【特許文献2】特開2001−158058号公報
【特許文献3】特開2004−212422号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題点に鑑みてなされたものであり、オフセット印刷が可能な表面強度、ちぎることが容易な紙力を併せ持ち、かつ、ちぎった際に手漉き紙のような毛羽を持ち外観に優れるラベル用基紙を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、多層で構成されたちぎりラベル用基紙であって、被印刷面の表面強さ(J.TAPPI No.1:2000年 A法)が4A以上であり、基紙の引張強さ(JIS P8113:2006年)が1.0〜4.0kN/mであり、且つパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において3.00mm以上の繊維の割合が10〜50%であることを特徴とするちぎりラベル用基紙である。
【0011】
また、本発明では、前記被印刷面側の最外の紙層のみをパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において、3.00mm以上の繊維の割合が20%以上であることを特徴とする請求項1に記載のちぎりラベル用基紙であることが好ましい。
【発明の効果】
【0012】
本発明のラベル用基紙は、多層で構成された多層紙であり、その被印刷面が所定の表面強度を有し、さらに基紙が所定の引張り強さを有する。これにより、オフセット印刷適性に耐えうる強度と、手でちぎることが可能な程度の弱い紙質強度とを併せ持ったラベル用基紙を得ることができる。また、繊維長の長い繊維を所定割合で含むことにより、毛羽立ちの良いラベル用基紙が得られる。特に、被印刷面側の最外紙層が繊維長の長い繊維を所定割合で含むことで、ちぎり端部の毛羽立ちが良い手漉き和紙風の毛羽立ちが良いラベルを得ることが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明の紙層構成の一例を示す断面図
【図2】本発明のちぎりラベル用基紙が正方形状にちぎられた写真
【図3】毛羽立ちが少ないちぎりラベルの例を示す写真
【図4】ちぎり端部の外観が良い例を示す拡大写真
【図5】ちぎり端部の外観が悪い例を示す拡大写真
【発明を実施するための形態】
【0014】
以下、本発明のちぎりラベル用基紙について、その好ましい実施形態に基づき説明する。
【0015】
本発明において「被印刷面」とは、ラベル用基紙がラベルとして使用される際に印刷が施される側の面を指す。図1に本発明の例として、紙層が3層で構成されたラベル用基紙の断面図を示す。図1においては、印刷が施される側の面2が被印刷面となり、紙層3が被印刷面側の最外紙層となる。一般に被印刷面側がラベルの外観を形成する側となり、反対面側がビン容器と接着される側となる。
【0016】
本発明で「ちぎり」や「ちぎる」とは、人の手または機械によって紙の切り口となる線(予め付与した折り目など)を軸にして任意方向の相反する2つの力で基紙を引き裂くことを指す。例えば、切り口となる線を軸として紙の片方を紙面の前方に、もう片方を紙面の後方に向けてその相反する力で引き裂く方法がある。別の例として、切り口となる線を軸として左右の相反する2つの力でV字方向に引き裂いていく方法もある。ちぎる際には、作業を容易にするために、紙の片側を固定してもよい。なお、刃物等で基紙を断裁することは含まない。
【0017】
本発明で「毛羽」とは、基紙をちぎることによりちぎり端面に起こり立つ繊維を指す。「毛羽立ち」とは毛羽が立った状態を指す。図2に本発明の一例の写真を示す。図2においては毛羽21のような毛羽立ちがラベルの周縁全体にわたって観察される。
【0018】
本発明のちぎりラベル用基紙は、複数の紙層を有する多層紙で構成される。当該多層を構成する手法としては、特に限定はなく、円網抄紙機、短網抄紙機、円網抄紙と短網抄紙のコンビネーション、長網抄紙機等の一般の抄紙機を用いることができ、2層以上の紙層が抄き合わされて作成される。
【0019】
本発明では、ラベル用基紙の被印刷面の表面強さは、J.TAPPI No.1:2000年 A法で規定されるワックスによる表面強さ試験方法で4A以上が必要である。表面強さが3A以下であると、被印刷面の強さが弱いため、オフセット印刷における一般的な条件で印刷をすると紙剥けが発生する。当該表面強さを得るためには、例えば、原料繊維の種類の選定や叩解処理、紙力増強剤等の内添、紙力増強剤等の表面塗工など適宜調整する。
【0020】
一般に、ちぎりラベル用基紙を最終形態のラベルの大きさにするために、人の手でちぎる生産工程を経ることが多い。そのため、基紙の紙質が過度に強いと人の手でちぎる際に手や腕への負担が大きくなって疲労が蓄積し、生産性が悪くなる。本発明のちぎりラベル用基紙は、引張強さ(JIS P8113:2006年)が1.0kN/m以上4.0kN/m以下である。4.0kN/mを超えると、手でちぎる際に手や腕への負担が大きく生産性が著しく低下する。引張強さが1.0kN/m未満では、紙質が過剰に弱くなるため、ちぎる際に目的の箇所とは別の箇所までを誤ってちぎってしまうおそれがある。また、前述のオフセット印刷適性に悪影響を及ぼすこともある。
【0021】
本発明のちぎりラベル用基紙は、当該基紙をパルプ離解方法(JIS P8220:1998年)に従って離解し、当該離解された繊維を光学的自動分析法による繊維長測定方法(JIS P8226:2006年)に従って測定した長さ加重平均繊維長の繊維長分布において繊維長が3.00mm以上の繊維(以下、便宜的に「長繊維」と呼ぶ)の割合が10〜50%となる。長繊維を当該割合で含むことによって、本発明をちぎった際の端部に長い毛羽が多く毛羽立つので、手漉き和紙のような毛羽となり外観上美しく見える効果が得られる。例えば図2に示されるような毛羽立ちとなる。長繊維の当該割合が10%未満であると、毛羽が少なくなり、毛羽立ちの良いちぎり端部が得られない。例えば、図3のように毛羽の長さが短く、毛羽立ちも少なくなり外観の美しさが劣る。また、長繊維が50%を超えると、基紙の地合が極端に悪くなり外観に悪影響を及ぼす。長繊維を上記割合にするためには、後述する原料繊維に使用される長繊維の配合量や配合比率を調整するとよい。なお、この調整では叩解処理や抄紙条件等による繊維長の変化を考慮しておく必要がある。例えば、叩解前の段階での原料繊維において長繊維の割合が20%以上になるように設定することで上記割合を達成できる。ただし、原料繊維の種類、叩解されやすさ、叩解条件、叩解度など諸条件によって異なってくるので、適宜調整するとよい。
【0022】
本発明で使用する原料繊維としては、製紙の分野で一般的に使用されている長繊維を使用することができる。例えば、楮、三椏、綿、ケナフ、ジュートなどの靭皮繊維、マニラ麻、サイザル麻などの葉脈繊維、ポリビニルアルコール系、ポリアクリロニトリル系などの合成繊維、レーヨンなどの再生繊維、針葉樹晒クラフトパルプ、針葉樹晒サルファイトパルプ等の針葉樹パルプ(ただし、いずれも長さ加重平均繊維長が3.0以上であるもの)が使用される。これらは単独で使用しても混合使用してもよい。楮、三椏などの靭皮繊維は繊維長が特に長いので抄紙機での抄造がやや困難となるので使用量を制限した方が好ましい。また、繊維の太さが細い方がちぎった際により多くの毛羽が生じるので、合成繊維等は細い番手を選ぶと良い。長繊維以外の原料繊維としては、製紙の分野で一般的に使用されている木材パルプが用いられる。例えば針葉樹晒クラフトパルプ、広葉樹晒クラフトパルプ、針葉樹晒サルファイトパルプ、広葉樹晒サルファイトパルプ、サーモメカニカルパルプ等の単独もしくは混合物を用いることができる。また、必要に応じて麻、竹、藁、木綿等の非木材パルプやカチオン化パルプ、マーセル化パルプ等の変性パルプ、ミクロフィブリル化パルプ、レーヨン、ビニロン、ナイロン、アクリル、ポリエステル等の再生繊維、半合成繊維、合成繊維を適宜混合して用いることができる。
【0023】
前記の長繊維を本発明のどの紙層に配合するかは任意であり、全ての紙層に配合してもよい。
【0024】
本発明は、被印刷面側の最外の紙層のみをパルプ離解方法(JIS P8220:1998年)によって離解した場合に、当該離解された繊維を光学的自動分析法による繊維長測定方法(JIS P8226:2006年)に従って測定した長さ加重平均繊維長の繊維長分布において、繊維長が3.00mm以上の繊維の割合が20%以上となることが好ましい。20%以上であると最外紙層に長繊維が多く存在するため、最外紙層のちぎり端部の毛羽立ちの外観が飛躍的に良くなり、これにより、当該最外紙層以外の紙層の毛羽立ちが少なくても、被印刷面側から見たラベル全体の毛羽立ちは外観として自然に見える効果がある。この例として図4を挙げる。図4は最外紙層に長繊維の当該割合が20%以上であり、ラベルのちぎり端部から自然に毛羽が突出しているような良い外観となる。反対に、最外紙層における長繊維の当該割合が20%未満であると、他の紙層端部に毛羽立ちが生じていても図5のような不自然な外観となる。この理由は、図5のように、最外紙層のちぎり端部の毛羽が少ないにもかかわらず、最外紙層以外の紙層から毛羽が突出しているため、被印刷面側からの外観として、ちぎり端部の下部側から毛羽が突出しているような不自然な毛羽立ちとして見えるからである。特に、図5では紙の切断線の輪郭が明瞭であるが、図4では最外紙層の毛羽が多いため切断の輪郭がぼやけた自然な外観となっている。
【0025】
また、最外紙層における長繊維の当該割合が20%以上であると、別の効果も得られる。例えば、長繊維の量が多いと被印刷面の紙質が強くなるため、前述のオフセット印刷に適した表面強さが得られやすい。さらには、長繊維が最外紙層に多く含有されることで、不均一な地合いを示す手漉き和紙のような風合いを被印刷面に表出させることができる。
【0026】
本発明で使用される原料繊維は予め叩解してもよい。叩解手段は特に限定されるものではなく、例えば、ダブルディスクリファイナー、シングルディスクリファイナー、ビーター等の一般的な叩解装置を原料繊維の種類に応じて適宜選択することができる。本発明の被印刷面の表面強さや基紙の引張強さを所望の範囲にするために、当該叩解度を調整するとよい。原料繊維の叩解度は、その種類にもよるので特に限定されるものではないが、被印刷面側の最外の紙層に配合する原料繊維の叩解度は400〜600mlC.S.F.となることが好ましい。600mlC.S.F.を超えると、必要な表面強度が得られない場合がある。また、400mlC.S.F.未満では、紙質強度が過剰に高くなるのでちぎりにくくなる可能性がある。
【0027】
被印刷面側の最外紙層以外の紙層は、基紙全体のちぎりやすさを得るために弱い紙質となるよう設計することが好ましい。紙質の弱い層を設けるためには、例えば、原料繊維として広葉樹パルプ、サルファイトパルプ、機械パルプなどを多く配合するとよい。あるいは、リンターなどの低密度の紙質が得られる繊維を選択してもよい。また、原料配合の叩解度としては500mlC.S.F.以上が好ましい。
【0028】
本発明を形成する紙層には、必要に応じて湿潤紙力増強剤、乾燥紙力増強剤、サイズ剤、填料、着色剤、定着剤、消泡剤その他各種助剤などの製紙用副資材を繊維原料に添加して、抄紙してもよい。例えば、被印刷面側の最外紙層には、表面強度を強くするために、紙力増強剤を添加することが好ましい。紙力増強剤としては、デンプン類やポリアクリルアミド等の乾燥紙力増強剤やエピハロヒドリン系樹脂、尿素樹脂、エポキシ樹脂、ポリアクリルアミド等の湿潤紙力増強剤が挙げられる。一方、被印刷面側の最外紙層以外の紙層は、紙質を弱く設計するために抄紙時に紙切れ等のトラブルが発生する可能性がある。そのため、湿潤紙力増強剤を最低限添加して抄紙することが好ましい。さらに、被印刷面ではない側の最外紙層は、ラベルの接着面となるため、ロジンサイズ、アルキルケテンダイマー等のサイズ剤を添加するとよい。これにより、接着面に水系の接着剤を付与されても、接着剤が紙に浸み込むことを防止できる。
【0029】
本発明の基紙全体の引張強さを調節する方法として、各紙層の付け比率を適宜設定するとよい。被印刷面側の最外紙層とそれ以外の紙層との付け比率は、50:50〜20:80の範囲で調節することが好ましい。付け比率とは、例えば坪量100g/m2の3層抄合わせの用紙を製造する場合、「付け比率20:80」は被印刷面側の最外紙層が20g/m2、それ以外の2層の坪量合計が80g/m2で構成されることを意味する。
【0030】
本発明のちぎりラベル用基紙の坪量は、特に限定されるものではないが、例えば40〜250g/m2とすることが好ましく、50〜200g/m2がより好ましい。坪量が50g/m2未満では、紙質強度が弱くなりやすいため、ちぎる際に目的の箇所ではない箇所で切断するおそれがある。また、ちぎった際の毛羽の量も少なくなるので外観の美しさに問題が生じる。また、200g/m2を超えると基紙全体の紙質が強くなるためちぎりにくくなり好ましくない。
【0031】
本発明は、抄紙過程または抄紙工程後において、本発明の性能を損なわない範囲で、紙層の表面に塗工層を設けることができる。例えば、紙力増強剤を含む塗工層を設けることにより、前記の表面強さを付与することが可能となる。また、顔料とバインダーを主体として調合した塗工層を設けることにより、オフセット印刷適性や不透明度、白色度等を向上させることができる。あるいは、インクジェット受容層、感熱層、昇華熱転写層など種々の印刷やメディアに対応した塗工層を設けてもよい。
【0032】
塗工層の塗工方法としては、ブレードコーター、バーコーター、エアナイフコーター、ダイコーター、カーテンコーター、サイズプレスコーター、ゲートロールコーターなどの一般の塗工方法や各種印刷方式での付与が利用できる。塗工層は紙の単位面積当たりの乾燥重量に換算して、0.05〜30g/m2設けることができる。30g/m2以上設けると表面の風合いが損なわれるので好ましくない。
【0033】
本発明のちぎりラベル用基紙からラベルを得るには、被印刷面に印刷、反対面にヒートシール剤等の必要な加工を施した後、ちぎる作業を行うことが好ましい。この作業ではラベル用基紙の切り口となる箇所に予め折り目を付けて、その折り目に沿って手あるいは機械によってちぎることが好ましい。紙に折り目を付けると、折り目部分の紙力が弱くなるため折り目に沿ってちぎりやすい。
【0034】
このように本発明をちぎって作成されるラベルは、その端面が長繊維による毛羽によりラベル本体との境界が不揃いとなり、且つちぎり端部から外側に向けて飛び出した長繊維からなる毛羽の長さが不揃いであるため手漉き和紙のような外観が得られる。一方、刃物で断裁すると長繊維の先端が揃った直線状の切り口となり、手漉き和紙のような毛羽は得られない。
【0035】
本発明をちぎる方法には、前述したように、切り口となる線を軸にして片方を紙面の前方に、もう片方を後方に向けてちぎる方法と、切り口となる線を軸にして左右の相反する力でV字にちぎる方法などがある。前後にちぎる方法を採用すると、毛羽にかかる力の方向が切り口の両側で異なるため、毛羽の方向が違う切り口となる。ただし、基紙の紙層間強度が弱いと紙層間で剥離し、その剥離した一部の層が目的の切り口とは異なる箇所で切断されることがあるため、注意を要する。一方、相反する左右の力でちぎる方法は、切り口周辺の紙繊維は紙面とほぼ平行に近い角度で引き裂かれるため、毛羽の方向が切り口から水平方向に伸び、毛羽立ちの形状がほぼ同じとなる。この場合、基紙の紙層間で剥離しにくいため、好ましい。
【実施例】
【0036】
以下に実施例および比較例を示し、本発明を具体的に説明するが、本発明はこれらの実施例に制限されるものではない。尚、実施例及び比較例において、「部」及び「%」とあるのは特に断らない限り「固形分質量部」及び「質量%」を示す。
【0037】
[原料の調製]
広葉樹晒クラフトパルプ(LBKP)50部、長さ加重平均繊維長3.1mmのマニラ麻パルプ50部を混合したものをフリーネス530mlC.S.F.に叩解し、これに、ポリアミドエピクロロヒドリン樹脂系湿潤紙力増強剤(商品名:WS−4024、星光PMC株式会社製)0.5%、ポリアクリルアミド系紙力増強剤(商品名:DA4112、星光PMC株式会社製)0.4%、定着剤(硫酸バンド)1.3%を添加して紙料を調製した。これを第1原料とする。これとは別に、針葉樹晒サルファイトパルプ(NBSP)80部、前記マニラ麻パルプ20部を混合し、ビーターにてフリーネス680mlC.S.F.に叩解し、これに湿潤紙力増強剤(商品名:WS−4024)0.2%、ロジンサイズ剤(商品名:サイズパインN771、荒川化学工業株式会社製)0.4%、定着剤(硫酸バンド)1.3%を添加した紙料を調製した。これを第2原料とする。
【0038】
[実施例1]
3層からなるラベル用基紙であって、第1原料を被印刷面側の最外紙層、第2原料をそれ以外の2つの紙層となるように円網抄紙機にて抄造した。各紙層が30g/m2となるように抄き合わせて、坪量90g/m2のラベル用基紙を抄造した。
【0039】
[実施例2]
第2原料の調製において、原料繊維を前記NBSP65部、前記マニラ麻パルプ35部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0040】
[実施例3]
第2原料の調製において、原料繊維を前記NBSP100部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0041】
[実施例4]
第1原料の調製において、原料繊維を前記LBKP40部、前記マニラ麻パルプ60部とし、第2原料の調製において、前記NBSP80部、前記マニラ麻パルプ20部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0042】
[実施例5]
2層からなるラベル用基紙であって、第1原料を被印刷面側の最外紙層、第2原料をそれ以外の1層となる2層となるように円網抄紙機にて抄造した。それぞれの紙層が45g/m2となるように抄き合わせて、坪量90g/m2のラベル用基紙を抄造した。
【0043】
[比較例1]
第1原料の調製において、フリーネス630mlC.S.F.に叩解した以外は実施例1と同様にしてラベル用基紙を得た。
【0044】
[比較例2]
第2原料の調製において、原料繊維を前記NBSP50部、前記マニラ麻パルプ50部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0045】
[比較例3]
第2原料の調製において、原料繊維を前記LBKP50部、前記NBSP50部とした以外は実施例1と同様にしてラベル用基紙を得た。
【0046】
実施例及び比較例で得られたラベル用基紙を以下の測定方法に供した。
【0047】
<長繊維割合>
ラベル用基紙をJIS P8220(1998年)のパルプ離解方法により離解した。得られた繊維をJIS P8226(2006年)で規定された光学的自動分析法による繊維長測定方法により測定した。この測定は、カヤーニ繊維長測定器「Fiber Lab」(KAJAANI社製)にて測定を行い、長さ加重平均繊維長分布において、3.00mm以上の繊維の割合を算出した。なお、測定繊維本数は10000本以上とした。
【0048】
<最外紙層の長繊維割合>
ラベル用基紙の最外紙層のみを剥離して、これをJIS P8220(1998年)のパルプ離解方法により離解した。得られた繊維をJIS P8226(2006年)で規定された光学的自動分析法による繊維長測定方法により測定した。この測定は、カヤーニ繊維長測定器「Fiber Lab」(KAJAANI社製)にて測定を行い、長さ加重平均繊維長分布において、3.00mm以上の繊維の割合を算出した。なお、測定繊維本数は10000本以上とした。
【0049】
<表面強さ>
J.TAPPI紙パルプ試験法 No.1:2000年 A法に準じ測定した。
【0050】
<引張強さ>
JIS P8113:2006年に準じ測定した。
【0051】
<印刷適性>
RI印刷機(株式会社IHI機械システム製)を用いてオフセット印刷適性を評価した。オフセット印刷用墨インキ(商品名:TKハイユニティ SOY 墨 MZ、東洋インキ製造株式会社製)1.0gをロール上に展開し、5cm×24cmのラベル用基紙に当該インキを転写し印刷を行った。また、オフセット印刷用紙として使用されている市販の紙製品(商品名「波光」<90>、特種製紙株式会社製)を比較サンプル(ブランク)として同様に印刷した。評価は、印刷後の紙剥けの状態を目視で観察し、下記の△以上を合格とした。
○:ブランクよりも紙剥けが少ない
△:ブランクと同等の紙剥け
×:ブランクよりも紙剥けが多い
【0052】
<ちぎりやすさ>
人の手でちぎって評価した。20cm角のラベル用基紙の縦方向を半分に折って重さ1kgのロールを折り目に沿って2秒間で1往復させて折り目をつけた後、20cm角の状態に戻し、折り目の片側を手で押さえ、もう一方の側を手で摘んで折り目に沿って3cm/秒の速度でちぎった。このちぎりやすさを下記のように3段階で評価し、△以上を合格とした。
○:ちぎりやすい
△:ちぎりやすいが、指や腕の力がある程度必要
×:ちぎりにくい、または、ちぎるために相当な腕の力が必要
【0053】
<毛羽立ち>
毛羽立ちは、前記ちぎりやすさ評価後の毛羽の状態を目視で観察した。特に毛羽の長さとちぎり端部の輪郭の自然さを評価し、○以上を合格とした。なお、ちぎり端部の輪郭の外観がよい例を図4に、悪い例を図5に示す。
◎:毛羽の長さが長く、かつちぎり端部の外観が良い
○:毛羽の長さが長いが、ちぎり端部の外観が悪い
×:毛羽の長さが短い
【0054】
評価結果を表1に示す。
【0055】
【表1】
【0056】
表1の結果から明らかなように、長さ加重平均繊維長の繊維長分布において3.00mm以上の繊維の割合が10%以上の場合、良好な毛羽立ちが得られた。特に最外紙層に長繊維の割合が多い実施例4では、ちぎり端部の外観にも優れた毛羽立ちとなった。一方、比較例3は全体的に毛羽の長さが短く、よい外観が得られなかった。
【0057】
実施例および比較例1の結果より、被印刷面の表面強さが4A以上であると良好なオフセット印刷適性が得られるが、3Aでは印刷による紙表面の紙剥けが発生することが確認された。なお、表面強さが5Aである実施例4は、ブランクよりも紙剥けが少なく極めてよい印刷適性を有していた。
【0058】
また、実施例および比較例2の結果より、基紙全体の引張強さが4.0kN/mを超えると、ちぎりにくくなることが確認された。
【符号の説明】
【0059】
1:ちぎりラベル用基紙、2:被印刷面、3:被印刷面側の最外紙層、21:毛羽
【特許請求の範囲】
【請求項1】
多層で構成されたちぎりラベル用基紙であって、被印刷面の表面強さ(J.TAPPI No.1:2000年 A法)が4A以上であり、基紙の引張強さ(JIS P8113:2006年)が1.0〜4.0kN/mであり、且つパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において3.00mm以上の繊維の割合が10〜50%であることを特徴とするちぎりラベル用基紙。
【請求項2】
前記被印刷面側の最外の紙層のみをパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において、3.00mm以上の繊維の割合が20%以上であることを特徴とする請求項1に記載のちぎりラベル用基紙。
【請求項1】
多層で構成されたちぎりラベル用基紙であって、被印刷面の表面強さ(J.TAPPI No.1:2000年 A法)が4A以上であり、基紙の引張強さ(JIS P8113:2006年)が1.0〜4.0kN/mであり、且つパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において3.00mm以上の繊維の割合が10〜50%であることを特徴とするちぎりラベル用基紙。
【請求項2】
前記被印刷面側の最外の紙層のみをパルプ離解方法(JIS P8220:1998年)に従って離解した繊維の長さ加重平均繊維長分布(JIS P8226:2006年)において、3.00mm以上の繊維の割合が20%以上であることを特徴とする請求項1に記載のちぎりラベル用基紙。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−137268(P2011−137268A)
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2009−299218(P2009−299218)
【出願日】平成21年12月29日(2009.12.29)
【出願人】(507369811)特種東海製紙株式会社 (11)
【Fターム(参考)】
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成21年12月29日(2009.12.29)
【出願人】(507369811)特種東海製紙株式会社 (11)
【Fターム(参考)】
[ Back to top ]