
ねじ付き締結具を寸法的に検査するためのシステムおよび方法
ねじ付き締結具についての寸法を得るためのシステムおよび方法を開示する。一実施例においては、システムは、当該締結具の直線変位を検知するプローブを用いて締結具の寸法を決定する機器を含む。プローブ先端は、当該締結具に接触するプローブ上に回転可能に配置される。コントローラは、特徴寸法を受取るための機器に結合される。別の実施例においては、測定機器は、当該締結具を支持する回転スピンドルと、当該締結具を回転可能に係合する部分を有し寸法を検出するプローブとを含む。スケールは、変位を決定するようプローブに結合される。別の実施例においては、方法は、締結具を回転させるスピンドルに締結具を位置決めするステップと、当該締結具の寸法を検知するよう締結具をプローブと係合させるステップとを含み、当該プローブは当該締結具に回転可能に合致する末端部分を有し、当該方法はさらに、当該寸法を処理するステップを含む。

【発明の詳細な説明】
【技術分野】
【0001】
発明の分野
この発明は、概して、ねじ付き締結具に関し、より特定的には締結具の検査に関する。
【背景技術】
【0002】
発明の背景
さまざまなサイズ、ねじ構成、材料および等級のねじ付き締結具が一般に入手可能である。或る重要な締結の応用例においては、締結具の寸法公差がかなり重要となる可能性がある。たとえば、民間および軍用の航空機の組立てに用いられる選択された締結具が、航空機の耐空性に不可欠であることが分かっている。したがって、これらの締結具は、締結具品質についての政府および/または商業上の既定の規格への順守を確実なものにするために、しばしばその検査手順が強化される。
【0003】
検査手順の重要な局面は、ねじ付き締結具が既定の寸法基準に準拠しているかを判断することである。公知の一方法においては、ねじ付き締結具は、当該締結具のシャンクの直径ならびに/または当該締結具のねじの外径および内径を測定するためのマイクロメータおよび同様の装置を用いて個々に寸法的に検査され得る。ねじの外形が合致するねじ付き締結具を受取るかまたはねじの外形が合致しないねじ付き締結具を受取らないようにするために、典型的には「ゴー(go)」または「ノーゴー(no-go)」装置として構成されるねじゲージが用いられてもよい。代替的には、ねじの外形を検査するのに光学式コンパレータなどの他の装置が用いられてもよい。
【0004】
上述の方法はねじ付き締結具の寸法の合致を判断するのに好適であるが、いくつかの欠点も存在する。一般に、比較的多数のロットの締結具を手作業で検査するには時間がかかってしまう。というのも、統計的に有意なサンプルを得るために適度な数の締結具を寸法的に検査しなければならないからである。さらに、寸法の合致についてそのロットにおけるすべての締結具を検査しなければならない場合、かなり長い検査時間が必要となる。いずれの場合も、正確な寸法測定は、検査を行なう人の技能に左右されてしまう可能性があり、これにより、選択されたロットの締結具から集められた寸法データにばらつきが生じる可能性がある。
【0005】
したがって、ねじ付き締結具についての寸法情報を迅速かつ正確に得るためのシステムおよび方法が必要とされる。
【発明の開示】
【課題を解決するための手段】
【0006】
発明の概要
この発明は、ねじ付き締結具についての寸法情報を得るためのシステムおよび方法を含む。一局面においては、測定システムは、締結具の少なくとも1つの寸法特徴、たとえば長さまたは角度寸法などをプローブで決定する測定機器を含む。当該プローブは、締結具が当該プローブに対して動かされると当該締結具の直線変位を検知する。プローブ先端は、接触部分に延在するプローブに結合され、当該プローブ先端を通って延在する長手方向の軸に対して当該接触部分が回転することを可能にする。少なくとも1つの寸法特徴を受取るためのコントローラが測定機器に結合される。
【0007】
別の局面においては、測定機器は、ねじ付き締結具を回転可能に支持するスピンドルと、当該締結具を回転可能に係合する末端部分を有し、直線変位を検出するプローブとを含
む。スケールが、締結具の軸に沿った方向への直線変位を決定するよう当該プローブに結合される。
【0008】
さらに別の局面においては、方法は、締結具の長手方向の軸を中心に当該締結具を回転させるスピンドルに当該締結具を位置決めするステップと、当該締結具の寸法に対応する直線変位を検知するよう当該締結具をプローブと係合させるステップとを含み、当該プローブは、当該締結具に接触し当該締結具に回転可能に合致する末端部分を有し、当該方法はさらに、当該寸法を処理するステップを含む。
【0009】
この発明の好ましい実施例および代替的な実施例が、添付の図面に関連して以下に詳細に説明される。
【発明を実施するための最良の形態】
【0010】
詳細な説明
この発明は、概して、締結具を検査するためのシステムおよび方法に関する。この発明のいくつかの実施例についての特定の多くの詳細が、このような実施例の完全な理解を与えるよう以下の説明および図1〜図6において述べられている。しかしながら、当業者は、この発明が付加的な実施例を有し得るか、または、この発明が以下の説明に記載されるいくつかの詳細がなくても実施され得ることを理解するだろう。
【0011】
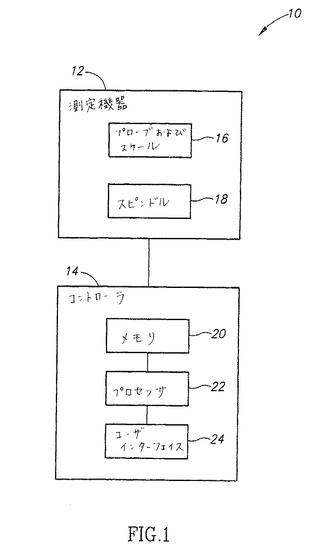
図1は、この発明の実施例に従った締結具を検査するための測定システム10の概略ブロック図を示す。システム10についての詳細の多くが、2002年11月13日に出願された米国出願連続番号第10/294,079号(公開された米国出願番号第2004
0093182 A1号)に開示されており、当該出願が引用によりこの明細書中に援用されている。システム10は、コントローラ14に結合された測定機器12を含む。測定機器12は、検査されている締結具についての測定情報を生成するよう動作可能である。したがって、測定機器12は第1のユニット16を含み、当該第1のユニット16はさらに、締結具を係合する1つ以上のプローブと、当該プローブが当該締結具を係合すると当該プローブに加えられる力を測定するよう構成されたスケールとを含む。測定機器12はまた第2のユニット18を含み、当該第2のユニット18は、当該プローブに対して締結具を支持しかつ位置決めするためのスピンドルを含む。第1のユニット16および第2のユニット18は、概して、ボルト、ねじなどのさまざまなねじ付き締結具を支持および測定するよう構成される。当業者であれば、測定機器12がまた、さまざまな構成のねじ付き締結具に対応するよう構成され得ることを容易に認識するだろう。たとえば、測定機器12は、カリフォルニア州(California)のトランス(Torrance)にあるハイ・シアー・コーポレイション(Hi Shear Corporation)から入手可能な周知のHI−LOK、HI−TIGUEおよびHI−LITE締結具などの、航空機産業において一般に用いられるさまざまな専用のねじ付き締結具を支持および測定するよう構成されてもよい。測定機器12を以下にさらに詳細に説明する。
【0012】
コントローラ14は、プロセッサ22およびユーザインターフェイス24に結合されたメモリ20を含む。システム10において締結具を検査する前に、ユーザは、ユーザインターフェイス24を用いて締結具に関するデータをコントローラ14に入力し得る。当該ユーザインターフェイス24は、キーボード、ディスプレイ、マウス、または、ユーザがシステム10に情報を入力し、さらにシステム10とやりとりすることを可能にする他のいかなるインターフェイス装置をも含み得る。たとえば、ユーザインターフェイス24はまた、リーダに挿入された記憶媒体装置から締結具についてのデータを読出すよう動作可能であるテープドライブ、磁気ディスクドライブまたは光ディスクドライブなどの記憶媒体読出装置を含み得る。
【0013】
締結具が第2のユニット18のスピンドルに挿入されると、寸法測定を実行し締結具についての検査情報を生成するよう第1のユニット16のプローブおよびスケールならびにスピンドルがコントローラ14によって操作される。たとえば、寸法測定には、外径、内径および平均径の決定が含まれてもよい。寸法測定にはまた、ねじピッチおよびねじ山の角度を含む1つ以上の角度測定が含まれてもよい。機器12によって生成された検査情報がプロセッサ22に転送され、当該プロセッサ22が、得られた寸法情報に基づいて統計情報の生成および集計を含む予めプログラムされた数値ルーチンを実行し得る。プロセッサ22はまた、予めプログラムされた比較ルーチンを実行し得る。ここで、寸法測定値は締結具に関する予め記憶されたデータと比較される。特定の実施例においては、プロセッサ22は、測定情報を連続的に生成し、表示装置、プリンタまたは他の同様の装置を用いて当該情報をユーザに直接供給するよう構成される。
【0014】
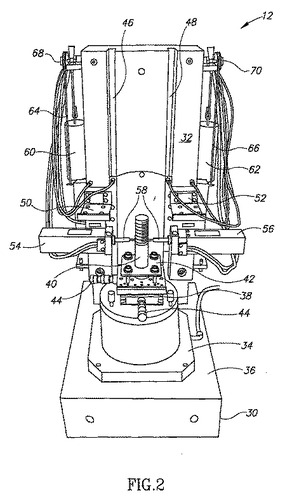
図2は、測定機器12をより詳細に説明するのに用いられる図1の測定機器12の等角図である。当該機器は、床などの支持面に位置決めされるよう構成された第1のベース部分30と、当該第1のベース部分30に結合され、概してL字型の構造を成すよう当該第1のベース部分30に対して垂直に方向付けられた第2のベース部分32とを含む。第1のベース部分30および第2のベース部分32は、概して、比較的高密度で実質的に熱膨張しにくい材料、たとえば花崗岩または他の同様の材料で構成される。スピンドル34は、第1の部分30の支持部36上に位置決めされる。スピンドル34は回転面38を支持し、当該回転面38は、取付板42によって回転面38上に保持される締結具40を回転させる。スピンドル34は、高精度の回転情報が生成され得るように角度位置を正確に決定するよう動作可能である。特定の一実施例においては、スピンドル34は、0.001秒角を上回る解像度と少なくとも約3秒角の精度とをもった精密な空気軸受スピンドルである。このレベルの解像度および精度を有するスピンドルは、ニューハンプシャー州(New Hampshire)のミルフォード(Milford)にあるネルソン・エア・コーポレイション(Nelson Air Corporation)から市販されているが、他の代替例も存在する。スピンドル34はさらに、デジタルデータが好都合に転送され得るように図1のコントローラ14に電気的に結合されたデジタルデータポートを含む。スピンドル34はまた、当該スピンドル34に対して締結具40の位置を調整するための1対の手動の副尺調整装置44を含む。
【0015】
図2をさらに参照すると、幾何学的基準として、x軸は、スピンドル34の回転面と、第2のベース部分32のうち当該スピンドル34に面している面とに対して実質的に平行である。z軸は、第2の部分32の面に対して実質的に平行であり、スピンドル34の取付面に対して実質的に垂直である。第2のベース部分32は、第1の垂直なトラック46および第2の垂直なトラック48を含む。第1のトラック46および第2のトラック48は、スピンドル34を通って外方向に突き出しz軸に対して実質的に平行である中心線からx軸方向に沿ってほぼ等距離のところにある。第1のトラック46および第2のトラック48はそれぞれ第1のスケール50および第2のスケール52を摺動可能に受ける。第1のスケール50および第2のスケール52は、トラック46上の第1のスケール50とトラック48上の第2のスケール52との位置に基づいてz軸の寸法情報を生成する。生成されたz軸の情報がコントローラ14に転送される。この発明の別の特定の実施例においては、第1のスケール50および第2のスケール52は、0.2マイクロインチを上回る解像度を有する空気軸受スケールであってもよい。好適な空気軸受スケールが、ニューハンプシャー州のミルフォードにあるネルソン・エア・コーポレイションから市販されているが、他の代替例も存在する。
【0016】
第1のスケール50および第2のスケール52はそれぞれ第1のプローブ54および第2のプローブ56に結合される。第1のプローブ54および第2のプローブ56は、第1のプローブ54および第2のプローブ56を通って突き出る長手方向の軸がx軸とほぼ平行になるように方向付けられる。第1のプローブ54および第2のプローブ56は、締結
具40に向かって内側に突き出ているプローブ先端58に結合するよう構成される。第1のプローブ54および第2のプローブ56は、締結具40からプローブ先端58を通って第1のプローブ54および第2のプローブ56に伝えられる直線変位を正確に決定するよう動作可能である。特定の実施例においては、第1のプローブ54および第2のプローブ56は、イリノイ州(Illinois)ショームバーグ(Schaumburg)にあるハイデンハイン・コーポレイション(Heidenhain Corporation)から市販されている0.2マイクロインチを上回る解像度を有する空気作動式プローブであるが、他の代替例も存在する。
【0017】
第1のスケール50およびプローブ54と第2のスケール52およびプローブ56とは、スケール50およびプローブ54とスケール52およびプローブ56との重量をほぼ相殺するように釣合いがとられている。したがって、第1の釣合い錘60および第2の釣合い錘62は、それぞれの第1のプーリ68および第2のプーリ70を通る第1のケーブル64および第2のケーブル66を介して第1のスケール50および第2のスケール52にそれぞれ適切に結合される。第1のプーリ68および第2のプーリ70は、第2の部分32のそれぞれの側部に適切に取付けられる。したがって、第1のスケール50および第2のスケール52は釣合いが取られ、締結具40のねじ付き部分によってプローブ先端58に加えられる垂直方向の力だけに基づいて第1のトラック46および第2のトラック48に沿って移動し得る。この発明の別の実施例においては、第2の部分32は、締結具40の軸が水平方向に突き出るように床などの水平な支持面上に位置決めされる。結果として、第1のスケール50および第2のスケール52は有利には釣合いを取る必要がなくなる。
【0018】
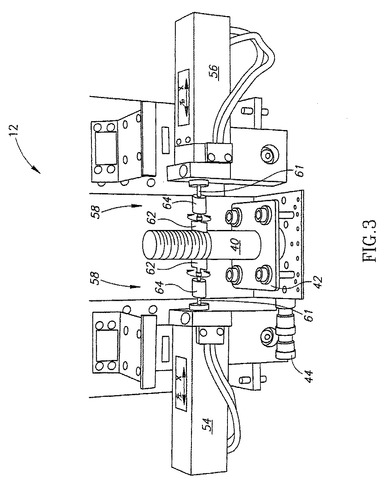
図3は、この発明の別の実施例に従ったプローブ先端58を示す、図2の機器12の部分的な等角図である。プローブ先端58は、それぞれ、第1のプローブ54および第2のプローブ56上の対応するねじ付き部分を係合するよう構成されたねじ付き止め具61を含む。プローブ先端58の反対側の端部はさらに、締結具40のねじ付き部分または締結具40のさらに他の部分、たとえばシャンク部分、を係合するブレード部分62を含む。ブレード部分62を以下により詳細に説明する。回動部分64がねじ付き止め具61とブレード部分62との間に挿入されることにより、当該ブレード部分62がプローブ先端58を通って延在する軸を中心に自由に回転することが可能となる。したがって、回動部分64は、検査手順の際にブレード部分62が締結具40のねじ付き部分に存在する幾何学的なばらつきに有利かつ調整可能に合致することを可能にし、こうして、より精度の高い検査情報を生成する。回動部分64を以下により詳細に説明する。
【0019】
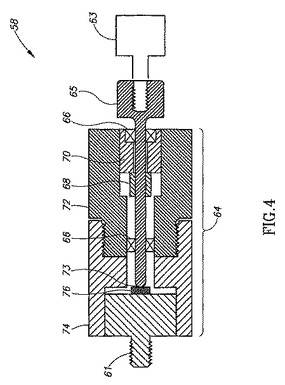
図4は、プローブ先端58をさらに詳細に説明するのに用いられる、図3のプローブ先端58の断面図である。プローブ先端58は、ブレード部分63をねじで係合するよう構成され回動部分64に延在する軸方向のシャフト65を含む。当該軸方向のシャフト65は、回動部分64内に位置決めされた1対の軸受66によって支持される。当該軸受66は従来の転がり軸受であってもよいが、好ましくは、当該軸受66は、低摩擦の支持をもたらすようルビーまたはサファイアなどの硬質の鉱物材料を有する宝石軸受である。軸方向のシャフト65は、当該軸方向のシャフト65上に固定して位置決めされたカラー68によって回動部分64内に保持される。カラー68は、当該カラー68と軸方向のシャフト65との間に締まりばめをもたらすことによってシャフト65上に固定して位置決めされ得る。代替的には、カラー68は、さまざまな接着剤を用いてシャフト65上に固定して位置決めされてもよい。軸受保持器70が軸方向のシャフト65上に位置決めされて、軸受66を回動部分65内に保持する。
【0020】
図4をさらに参照すると、回動部分64は遊動アジャスタ72を含み、当該遊動アジャスタ72は胴部分74に所望の深さにまでねじ込まれて、軸方向のシャフト65の丸みのある端部73がスラスト板76に接触してプローブ先端58における軸方向の遊動をなく
すことを可能にする。スラスト板76は、プローブ先端58が使用時にかなりの量の軸方向の遊動を起こさないようにするために、適切に硬質で剛性の材料、たとえばタングステンまたは他の同様の材料などで構成されてもよい。胴部分74はまたねじ付き止め具61を受けるが、当該ねじ付き止め具61は、胴部分74と止め具61との間の締まりばめによって胴部分74内に保持されている。
【0021】
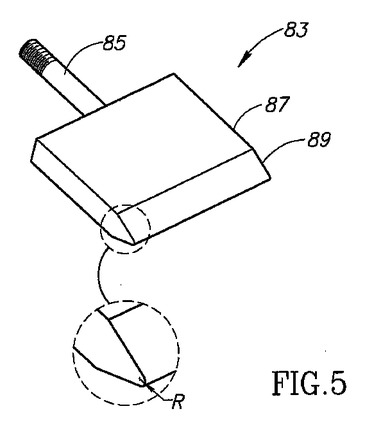
図5は、この発明のさらに別の実施例に従った、図4のプローブ先端58のためのブレード部分83の等角図を示す。当該ブレード部分83は、軸方向のシャフト65をねじで係合するよう構成され、先細の係合部分89を有する平面部分に結合されるねじ付きロッド85を含む。締結具40のねじ付き部分の構成(図2および図3)に応じて、先細の係合部分89は、先細になってナイフのエッジのような比較的鋭いエッジをなし得るか、または、図5に図示のとおり、先細になって所定の半径Rを有するエッジをなし得る。
【0022】
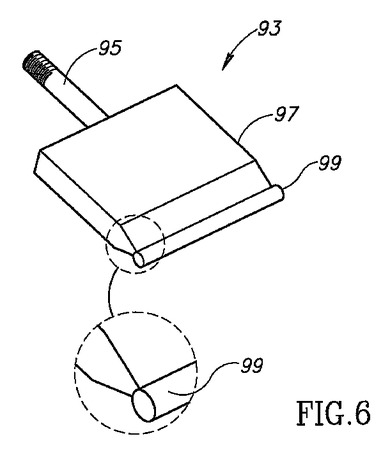
図6は、この発明のさらに別の実施例に従った、図4のプローブ先端58のためのブレード部分93の等角図を示す。この実施例においては、ブレード部分93は、軸方向のシャフト65をねじで係合するよう構成され平面部分97に結合されるねじ付きロッド95を含む。平面部分97は、概して所定の直径を有する円筒で構成され(図2および図3に図示のとおり)締結具40のねじ付き部分を係合するよう構成される係合部分99に結合される。
【0023】
この発明の好ましい実施例および代替的な実施例を上述のとおり例示および説明してきたが、この発明の精神および範囲から逸脱することなく多くの変更を加えることができる。したがって、この発明の範囲は、これらの好ましい実施例および代替的な実施例の開示によっては限定されない。それよりも、この発明は、添付の特許請求の範囲を参照することによって全体が決定されるべきである。
【図面の簡単な説明】
【0024】
【図1】この発明の実施例に従った締結具を検査するための測定システムを示す概略ブロック図である。
【図2】図1の測定機器を示す等角図である。
【図3】この発明の別の実施例に従ったプローブ先端を示す図2の機器を示す部分的な等角図である。
【図4】プローブ先端をさらに詳細に説明するのに用いられる図3のプローブ先端を示す断面図である。
【図5】この発明のさらに別の実施例に従った、図4のプローブ先端のためのブレード部分を示す等角図である。
【図6】この発明のさらに別の実施例に従った、図4のプローブ先端のためのブレード部分を示す等角図である。
【技術分野】
【0001】
発明の分野
この発明は、概して、ねじ付き締結具に関し、より特定的には締結具の検査に関する。
【背景技術】
【0002】
発明の背景
さまざまなサイズ、ねじ構成、材料および等級のねじ付き締結具が一般に入手可能である。或る重要な締結の応用例においては、締結具の寸法公差がかなり重要となる可能性がある。たとえば、民間および軍用の航空機の組立てに用いられる選択された締結具が、航空機の耐空性に不可欠であることが分かっている。したがって、これらの締結具は、締結具品質についての政府および/または商業上の既定の規格への順守を確実なものにするために、しばしばその検査手順が強化される。
【0003】
検査手順の重要な局面は、ねじ付き締結具が既定の寸法基準に準拠しているかを判断することである。公知の一方法においては、ねじ付き締結具は、当該締結具のシャンクの直径ならびに/または当該締結具のねじの外径および内径を測定するためのマイクロメータおよび同様の装置を用いて個々に寸法的に検査され得る。ねじの外形が合致するねじ付き締結具を受取るかまたはねじの外形が合致しないねじ付き締結具を受取らないようにするために、典型的には「ゴー(go)」または「ノーゴー(no-go)」装置として構成されるねじゲージが用いられてもよい。代替的には、ねじの外形を検査するのに光学式コンパレータなどの他の装置が用いられてもよい。
【0004】
上述の方法はねじ付き締結具の寸法の合致を判断するのに好適であるが、いくつかの欠点も存在する。一般に、比較的多数のロットの締結具を手作業で検査するには時間がかかってしまう。というのも、統計的に有意なサンプルを得るために適度な数の締結具を寸法的に検査しなければならないからである。さらに、寸法の合致についてそのロットにおけるすべての締結具を検査しなければならない場合、かなり長い検査時間が必要となる。いずれの場合も、正確な寸法測定は、検査を行なう人の技能に左右されてしまう可能性があり、これにより、選択されたロットの締結具から集められた寸法データにばらつきが生じる可能性がある。
【0005】
したがって、ねじ付き締結具についての寸法情報を迅速かつ正確に得るためのシステムおよび方法が必要とされる。
【発明の開示】
【課題を解決するための手段】
【0006】
発明の概要
この発明は、ねじ付き締結具についての寸法情報を得るためのシステムおよび方法を含む。一局面においては、測定システムは、締結具の少なくとも1つの寸法特徴、たとえば長さまたは角度寸法などをプローブで決定する測定機器を含む。当該プローブは、締結具が当該プローブに対して動かされると当該締結具の直線変位を検知する。プローブ先端は、接触部分に延在するプローブに結合され、当該プローブ先端を通って延在する長手方向の軸に対して当該接触部分が回転することを可能にする。少なくとも1つの寸法特徴を受取るためのコントローラが測定機器に結合される。
【0007】
別の局面においては、測定機器は、ねじ付き締結具を回転可能に支持するスピンドルと、当該締結具を回転可能に係合する末端部分を有し、直線変位を検出するプローブとを含
む。スケールが、締結具の軸に沿った方向への直線変位を決定するよう当該プローブに結合される。
【0008】
さらに別の局面においては、方法は、締結具の長手方向の軸を中心に当該締結具を回転させるスピンドルに当該締結具を位置決めするステップと、当該締結具の寸法に対応する直線変位を検知するよう当該締結具をプローブと係合させるステップとを含み、当該プローブは、当該締結具に接触し当該締結具に回転可能に合致する末端部分を有し、当該方法はさらに、当該寸法を処理するステップを含む。
【0009】
この発明の好ましい実施例および代替的な実施例が、添付の図面に関連して以下に詳細に説明される。
【発明を実施するための最良の形態】
【0010】
詳細な説明
この発明は、概して、締結具を検査するためのシステムおよび方法に関する。この発明のいくつかの実施例についての特定の多くの詳細が、このような実施例の完全な理解を与えるよう以下の説明および図1〜図6において述べられている。しかしながら、当業者は、この発明が付加的な実施例を有し得るか、または、この発明が以下の説明に記載されるいくつかの詳細がなくても実施され得ることを理解するだろう。
【0011】
図1は、この発明の実施例に従った締結具を検査するための測定システム10の概略ブロック図を示す。システム10についての詳細の多くが、2002年11月13日に出願された米国出願連続番号第10/294,079号(公開された米国出願番号第2004
0093182 A1号)に開示されており、当該出願が引用によりこの明細書中に援用されている。システム10は、コントローラ14に結合された測定機器12を含む。測定機器12は、検査されている締結具についての測定情報を生成するよう動作可能である。したがって、測定機器12は第1のユニット16を含み、当該第1のユニット16はさらに、締結具を係合する1つ以上のプローブと、当該プローブが当該締結具を係合すると当該プローブに加えられる力を測定するよう構成されたスケールとを含む。測定機器12はまた第2のユニット18を含み、当該第2のユニット18は、当該プローブに対して締結具を支持しかつ位置決めするためのスピンドルを含む。第1のユニット16および第2のユニット18は、概して、ボルト、ねじなどのさまざまなねじ付き締結具を支持および測定するよう構成される。当業者であれば、測定機器12がまた、さまざまな構成のねじ付き締結具に対応するよう構成され得ることを容易に認識するだろう。たとえば、測定機器12は、カリフォルニア州(California)のトランス(Torrance)にあるハイ・シアー・コーポレイション(Hi Shear Corporation)から入手可能な周知のHI−LOK、HI−TIGUEおよびHI−LITE締結具などの、航空機産業において一般に用いられるさまざまな専用のねじ付き締結具を支持および測定するよう構成されてもよい。測定機器12を以下にさらに詳細に説明する。
【0012】
コントローラ14は、プロセッサ22およびユーザインターフェイス24に結合されたメモリ20を含む。システム10において締結具を検査する前に、ユーザは、ユーザインターフェイス24を用いて締結具に関するデータをコントローラ14に入力し得る。当該ユーザインターフェイス24は、キーボード、ディスプレイ、マウス、または、ユーザがシステム10に情報を入力し、さらにシステム10とやりとりすることを可能にする他のいかなるインターフェイス装置をも含み得る。たとえば、ユーザインターフェイス24はまた、リーダに挿入された記憶媒体装置から締結具についてのデータを読出すよう動作可能であるテープドライブ、磁気ディスクドライブまたは光ディスクドライブなどの記憶媒体読出装置を含み得る。
【0013】
締結具が第2のユニット18のスピンドルに挿入されると、寸法測定を実行し締結具についての検査情報を生成するよう第1のユニット16のプローブおよびスケールならびにスピンドルがコントローラ14によって操作される。たとえば、寸法測定には、外径、内径および平均径の決定が含まれてもよい。寸法測定にはまた、ねじピッチおよびねじ山の角度を含む1つ以上の角度測定が含まれてもよい。機器12によって生成された検査情報がプロセッサ22に転送され、当該プロセッサ22が、得られた寸法情報に基づいて統計情報の生成および集計を含む予めプログラムされた数値ルーチンを実行し得る。プロセッサ22はまた、予めプログラムされた比較ルーチンを実行し得る。ここで、寸法測定値は締結具に関する予め記憶されたデータと比較される。特定の実施例においては、プロセッサ22は、測定情報を連続的に生成し、表示装置、プリンタまたは他の同様の装置を用いて当該情報をユーザに直接供給するよう構成される。
【0014】
図2は、測定機器12をより詳細に説明するのに用いられる図1の測定機器12の等角図である。当該機器は、床などの支持面に位置決めされるよう構成された第1のベース部分30と、当該第1のベース部分30に結合され、概してL字型の構造を成すよう当該第1のベース部分30に対して垂直に方向付けられた第2のベース部分32とを含む。第1のベース部分30および第2のベース部分32は、概して、比較的高密度で実質的に熱膨張しにくい材料、たとえば花崗岩または他の同様の材料で構成される。スピンドル34は、第1の部分30の支持部36上に位置決めされる。スピンドル34は回転面38を支持し、当該回転面38は、取付板42によって回転面38上に保持される締結具40を回転させる。スピンドル34は、高精度の回転情報が生成され得るように角度位置を正確に決定するよう動作可能である。特定の一実施例においては、スピンドル34は、0.001秒角を上回る解像度と少なくとも約3秒角の精度とをもった精密な空気軸受スピンドルである。このレベルの解像度および精度を有するスピンドルは、ニューハンプシャー州(New Hampshire)のミルフォード(Milford)にあるネルソン・エア・コーポレイション(Nelson Air Corporation)から市販されているが、他の代替例も存在する。スピンドル34はさらに、デジタルデータが好都合に転送され得るように図1のコントローラ14に電気的に結合されたデジタルデータポートを含む。スピンドル34はまた、当該スピンドル34に対して締結具40の位置を調整するための1対の手動の副尺調整装置44を含む。
【0015】
図2をさらに参照すると、幾何学的基準として、x軸は、スピンドル34の回転面と、第2のベース部分32のうち当該スピンドル34に面している面とに対して実質的に平行である。z軸は、第2の部分32の面に対して実質的に平行であり、スピンドル34の取付面に対して実質的に垂直である。第2のベース部分32は、第1の垂直なトラック46および第2の垂直なトラック48を含む。第1のトラック46および第2のトラック48は、スピンドル34を通って外方向に突き出しz軸に対して実質的に平行である中心線からx軸方向に沿ってほぼ等距離のところにある。第1のトラック46および第2のトラック48はそれぞれ第1のスケール50および第2のスケール52を摺動可能に受ける。第1のスケール50および第2のスケール52は、トラック46上の第1のスケール50とトラック48上の第2のスケール52との位置に基づいてz軸の寸法情報を生成する。生成されたz軸の情報がコントローラ14に転送される。この発明の別の特定の実施例においては、第1のスケール50および第2のスケール52は、0.2マイクロインチを上回る解像度を有する空気軸受スケールであってもよい。好適な空気軸受スケールが、ニューハンプシャー州のミルフォードにあるネルソン・エア・コーポレイションから市販されているが、他の代替例も存在する。
【0016】
第1のスケール50および第2のスケール52はそれぞれ第1のプローブ54および第2のプローブ56に結合される。第1のプローブ54および第2のプローブ56は、第1のプローブ54および第2のプローブ56を通って突き出る長手方向の軸がx軸とほぼ平行になるように方向付けられる。第1のプローブ54および第2のプローブ56は、締結
具40に向かって内側に突き出ているプローブ先端58に結合するよう構成される。第1のプローブ54および第2のプローブ56は、締結具40からプローブ先端58を通って第1のプローブ54および第2のプローブ56に伝えられる直線変位を正確に決定するよう動作可能である。特定の実施例においては、第1のプローブ54および第2のプローブ56は、イリノイ州(Illinois)ショームバーグ(Schaumburg)にあるハイデンハイン・コーポレイション(Heidenhain Corporation)から市販されている0.2マイクロインチを上回る解像度を有する空気作動式プローブであるが、他の代替例も存在する。
【0017】
第1のスケール50およびプローブ54と第2のスケール52およびプローブ56とは、スケール50およびプローブ54とスケール52およびプローブ56との重量をほぼ相殺するように釣合いがとられている。したがって、第1の釣合い錘60および第2の釣合い錘62は、それぞれの第1のプーリ68および第2のプーリ70を通る第1のケーブル64および第2のケーブル66を介して第1のスケール50および第2のスケール52にそれぞれ適切に結合される。第1のプーリ68および第2のプーリ70は、第2の部分32のそれぞれの側部に適切に取付けられる。したがって、第1のスケール50および第2のスケール52は釣合いが取られ、締結具40のねじ付き部分によってプローブ先端58に加えられる垂直方向の力だけに基づいて第1のトラック46および第2のトラック48に沿って移動し得る。この発明の別の実施例においては、第2の部分32は、締結具40の軸が水平方向に突き出るように床などの水平な支持面上に位置決めされる。結果として、第1のスケール50および第2のスケール52は有利には釣合いを取る必要がなくなる。
【0018】
図3は、この発明の別の実施例に従ったプローブ先端58を示す、図2の機器12の部分的な等角図である。プローブ先端58は、それぞれ、第1のプローブ54および第2のプローブ56上の対応するねじ付き部分を係合するよう構成されたねじ付き止め具61を含む。プローブ先端58の反対側の端部はさらに、締結具40のねじ付き部分または締結具40のさらに他の部分、たとえばシャンク部分、を係合するブレード部分62を含む。ブレード部分62を以下により詳細に説明する。回動部分64がねじ付き止め具61とブレード部分62との間に挿入されることにより、当該ブレード部分62がプローブ先端58を通って延在する軸を中心に自由に回転することが可能となる。したがって、回動部分64は、検査手順の際にブレード部分62が締結具40のねじ付き部分に存在する幾何学的なばらつきに有利かつ調整可能に合致することを可能にし、こうして、より精度の高い検査情報を生成する。回動部分64を以下により詳細に説明する。
【0019】
図4は、プローブ先端58をさらに詳細に説明するのに用いられる、図3のプローブ先端58の断面図である。プローブ先端58は、ブレード部分63をねじで係合するよう構成され回動部分64に延在する軸方向のシャフト65を含む。当該軸方向のシャフト65は、回動部分64内に位置決めされた1対の軸受66によって支持される。当該軸受66は従来の転がり軸受であってもよいが、好ましくは、当該軸受66は、低摩擦の支持をもたらすようルビーまたはサファイアなどの硬質の鉱物材料を有する宝石軸受である。軸方向のシャフト65は、当該軸方向のシャフト65上に固定して位置決めされたカラー68によって回動部分64内に保持される。カラー68は、当該カラー68と軸方向のシャフト65との間に締まりばめをもたらすことによってシャフト65上に固定して位置決めされ得る。代替的には、カラー68は、さまざまな接着剤を用いてシャフト65上に固定して位置決めされてもよい。軸受保持器70が軸方向のシャフト65上に位置決めされて、軸受66を回動部分65内に保持する。
【0020】
図4をさらに参照すると、回動部分64は遊動アジャスタ72を含み、当該遊動アジャスタ72は胴部分74に所望の深さにまでねじ込まれて、軸方向のシャフト65の丸みのある端部73がスラスト板76に接触してプローブ先端58における軸方向の遊動をなく
すことを可能にする。スラスト板76は、プローブ先端58が使用時にかなりの量の軸方向の遊動を起こさないようにするために、適切に硬質で剛性の材料、たとえばタングステンまたは他の同様の材料などで構成されてもよい。胴部分74はまたねじ付き止め具61を受けるが、当該ねじ付き止め具61は、胴部分74と止め具61との間の締まりばめによって胴部分74内に保持されている。
【0021】
図5は、この発明のさらに別の実施例に従った、図4のプローブ先端58のためのブレード部分83の等角図を示す。当該ブレード部分83は、軸方向のシャフト65をねじで係合するよう構成され、先細の係合部分89を有する平面部分に結合されるねじ付きロッド85を含む。締結具40のねじ付き部分の構成(図2および図3)に応じて、先細の係合部分89は、先細になってナイフのエッジのような比較的鋭いエッジをなし得るか、または、図5に図示のとおり、先細になって所定の半径Rを有するエッジをなし得る。
【0022】
図6は、この発明のさらに別の実施例に従った、図4のプローブ先端58のためのブレード部分93の等角図を示す。この実施例においては、ブレード部分93は、軸方向のシャフト65をねじで係合するよう構成され平面部分97に結合されるねじ付きロッド95を含む。平面部分97は、概して所定の直径を有する円筒で構成され(図2および図3に図示のとおり)締結具40のねじ付き部分を係合するよう構成される係合部分99に結合される。
【0023】
この発明の好ましい実施例および代替的な実施例を上述のとおり例示および説明してきたが、この発明の精神および範囲から逸脱することなく多くの変更を加えることができる。したがって、この発明の範囲は、これらの好ましい実施例および代替的な実施例の開示によっては限定されない。それよりも、この発明は、添付の特許請求の範囲を参照することによって全体が決定されるべきである。
【図面の簡単な説明】
【0024】
【図1】この発明の実施例に従った締結具を検査するための測定システムを示す概略ブロック図である。
【図2】図1の測定機器を示す等角図である。
【図3】この発明の別の実施例に従ったプローブ先端を示す図2の機器を示す部分的な等角図である。
【図4】プローブ先端をさらに詳細に説明するのに用いられる図3のプローブ先端を示す断面図である。
【図5】この発明のさらに別の実施例に従った、図4のプローブ先端のためのブレード部分を示す等角図である。
【図6】この発明のさらに別の実施例に従った、図4のプローブ先端のためのブレード部分を示す等角図である。
【特許請求の範囲】
【請求項1】
測定システムであって、
締結具の少なくとも1つの寸法特徴を決定するよう動作可能な測定機器を含み、前記機器はプローブを含み、前記プローブは、前記締結具が前記プローブに対して動かされると前記締結具の直線変位を検知するよう構成され、前記測定システムはさらに、
前記測定機器に結合され、前記少なくとも1つの寸法特徴を受取るためのコントローラと、
一方の端部が前記プローブに結合され、反対側の端部が接触部分に延在するプローブ先端とを含み、前記接触部分は、前記少なくとも1つの寸法特徴が決定されている間、選択された位置で前記締結具に接触し、前記プローブ先端はさらに、前記プローブ先端を通って延在する長手方向の軸に対して前記接触部分が回転することを可能にするよう構成される、測定システム。
【請求項2】
前記プローブ先端はさらに、前記プローブと前記接触部分との間に挿入される回動部分を含む、請求項1に記載の測定システム。
【請求項3】
前記回動部分はさらに、前記回動部分に延在し前記プローブに結合される軸方向のシャフトを含む、請求項2に記載の測定システム。
【請求項4】
前記回動部分はさらに、前記回動部分内で前記軸方向のシャフトを支持する少なくとも1つの転がり軸受を含む、請求項3に記載の測定システム。
【請求項5】
前記接触部分はさらに、前記選択された位置で前記締結具に接触するブレード部分を含む、請求項1に記載の測定システム。
【請求項6】
前記ブレード部分はさらに、先細になって鋭いエッジをなし前記選択された位置で前記締結具に接触する先細の係合部分を含む、請求項5に記載の測定システム。
【請求項7】
前記ブレード部分はさらに、所定の半径を有し前記選択された位置で前記締結具に接触する先細の係合部分を含む、請求項5に記載の測定システム。
【請求項8】
前記ブレード部分はさらに、所定の直径を有する円筒を含み前記選択された位置で前記締結具に接触する先細の係合部分を含む、請求項5に記載の測定システム。
【請求項9】
前記測定機器はさらに、前記締結具を回転させること、および前記締結具の角度位置を示すことのうち少なくとも1つを実行するよう構成されるスピンドルを含む、請求項1に記載の測定システム。
【請求項10】
前記測定機器はさらに、前記プローブを通って長手方向に延在する軸に対してほぼ垂直な軸に沿った直線変位を示すよう動作可能であり前記プローブに結合されるスケールを含む、請求項1に記載の測定システム。
【請求項11】
前記コントローラはさらに、メモリおよびユーザインターフェイスに結合されたプロセッサを含む、請求項1に記載の測定システム。
【請求項12】
前記プロセッサは、前記少なくとも1つの寸法特徴について統計処理を実行するよう動作可能である、請求項11に記載の測定システム。
【請求項13】
前記メモリは、前記締結具についての寸法情報を記憶するよう動作可能である、請求項
11に記載の測定システム。
【請求項14】
前記ユーザインターフェイスは、キーボード、ディスプレイおよびマウスのうちの少なくとも1つを含む、請求項11に記載の測定システム。
【請求項15】
ねじ付き締結具の寸法特徴を決定するための測定機器であって、
前記締結具の長手方向の軸に沿った第1の方向に前記締結具を回転可能に支持するよう構成されたスピンドルと、
前記第1の方向に対してほぼ垂直な第2の方向への直線変位を検出するよう動作可能であり、前記締結具を回転可能に係合する末端部分を有する少なくとも1つのプローブと、
前記第1の方向への直線変位を決定するよう動作可能であり前記少なくとも1つのプローブに結合されるスケールとを含む、測定機器。
【請求項16】
前記末端部分はさらに、前記プローブと前記締結具との間に挿入される回動部分を含む、請求項15に記載の測定機器。
【請求項17】
前記回動部分はさらに、前記回動部分に延在し前記プローブに結合された軸方向のシャフトを含む、請求項16に記載の測定機器。
【請求項18】
前記回動部分はさらに、前記回動部分内で前記軸方向のシャフトを支持する少なくとも1つの転がり軸受を含む、請求項17に記載の測定機器。
【請求項19】
前記回動部分はさらに、前記軸方向のシャフトの端部に接触するスラスト板を含む、請求項17に記載の測定機器。
【請求項20】
前記ブレード部分はさらに、先細になってエッジをなし所定の直径をもつ円筒を有し前記締結具に接触する先細の係合部分を含む、請求項17に記載の測定機器。
【請求項21】
前記末端部分はさらに、前記締結具に接触するブレード部分を含む、請求項16に記載の測定機器。
【請求項22】
前記ブレード部分はさらに、先細になって鋭いエッジをなし前記締結具に接触する先細の係合部分を含む、請求項21に記載の測定機器。
【請求項23】
前記ブレード部分はさらに、所定の半径を有し前記締結具に接触する先細の係合部分を含む、請求項21に記載の測定機器。
【請求項24】
前記ブレード部分はさらに、所定の直径を有する円筒を含み前記締結具に接触する先細の係合部分を含む、請求項21に記載の測定機器。
【請求項25】
ねじ付き締結具の寸法特徴を決定する方法であって、
締結具の長手方向の軸を中心にして前記締結具を回転させるよう構成されたスピンドルに前記締結具を位置決めするステップと、
前記寸法特徴に対応する直線変位を検知するよう動作可能な少なくとも1つのプローブと前記締結具とを係合させるステップとを含み、前記プローブは、前記締結具の選択された部分に接触し前記選択された部分に回転可能に合致する末端部分を有し、前記方法はさらに、
前記寸法特徴を処理するステップを含む、方法。
【請求項26】
直線変位を検知するよう動作可能な少なくとも1つのプローブと前記締結具とを係合さ
せるステップは、前記締結具のねじ付き部分を前記少なくとも1つのプローブと係合させるステップを含む、請求項25に記載の方法。
【請求項27】
前記締結具のねじ付き部分を係合させるステップはさらに、外径、内径および平均径のうちの少なくとも1つを決定するステップを含む、請求項26に記載の方法。
【請求項28】
前記締結具のねじ付き部分を係合させるステップはさらに、ねじピッチ角およびねじ山の角度のうちの少なくとも1つを決定するステップを含む、請求項26に記載の方法。
【請求項29】
直線変位を検知するよう動作可能な少なくとも1つのプローブと前記締結具とを係合させるステップはさらに、前記少なくとも1つのプローブと前記締結具のシャンク部分とを係合させるステップを含む、請求項25に記載の方法。
【請求項30】
前記寸法特徴を処理するステップはさらに、前記締結具についての統計データを生成するようコンピュータプログラムを実行するステップを含む、請求項25に記載の方法。
【請求項31】
前記寸法特徴を処理するステップはさらに、前記寸法情報をメモリ素子に記憶された基準値と比較するようコンピュータプログラムを実行し、前記比較に対応する値を生成するステップを含む、請求項25に記載の方法。
【請求項32】
表示装置上に前記比較を表示するステップをさらに含む、請求項31に記載の方法。
【請求項33】
スピンドルに締結具を位置決めするステップはさらに、回転面に結合された前記締結具を取付板上で保持するステップを含む、請求項25に記載の方法。
【請求項34】
前記少なくとも1つのプローブと前記締結具とを係合させるステップはさらに、前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップを含む、請求項25に記載の方法。
【請求項35】
前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップはさらに、先細になって鋭いエッジをなす先細の係合部分と前記締結具のねじ付き部分とを係合させるステップを含む、請求項34に記載の方法。
【請求項36】
前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップはさらに、所定の半径を有する先細の係合部分と前記締結具のねじ付き部分とを係合させるステップを含む、請求項34に記載の方法。
【請求項37】
前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップはさらに、所定の直径を有する円筒を含む先細の係合部分と前記締結具のねじ付き部分とを係合させるステップを含む、請求項34に記載の方法。
【請求項1】
測定システムであって、
締結具の少なくとも1つの寸法特徴を決定するよう動作可能な測定機器を含み、前記機器はプローブを含み、前記プローブは、前記締結具が前記プローブに対して動かされると前記締結具の直線変位を検知するよう構成され、前記測定システムはさらに、
前記測定機器に結合され、前記少なくとも1つの寸法特徴を受取るためのコントローラと、
一方の端部が前記プローブに結合され、反対側の端部が接触部分に延在するプローブ先端とを含み、前記接触部分は、前記少なくとも1つの寸法特徴が決定されている間、選択された位置で前記締結具に接触し、前記プローブ先端はさらに、前記プローブ先端を通って延在する長手方向の軸に対して前記接触部分が回転することを可能にするよう構成される、測定システム。
【請求項2】
前記プローブ先端はさらに、前記プローブと前記接触部分との間に挿入される回動部分を含む、請求項1に記載の測定システム。
【請求項3】
前記回動部分はさらに、前記回動部分に延在し前記プローブに結合される軸方向のシャフトを含む、請求項2に記載の測定システム。
【請求項4】
前記回動部分はさらに、前記回動部分内で前記軸方向のシャフトを支持する少なくとも1つの転がり軸受を含む、請求項3に記載の測定システム。
【請求項5】
前記接触部分はさらに、前記選択された位置で前記締結具に接触するブレード部分を含む、請求項1に記載の測定システム。
【請求項6】
前記ブレード部分はさらに、先細になって鋭いエッジをなし前記選択された位置で前記締結具に接触する先細の係合部分を含む、請求項5に記載の測定システム。
【請求項7】
前記ブレード部分はさらに、所定の半径を有し前記選択された位置で前記締結具に接触する先細の係合部分を含む、請求項5に記載の測定システム。
【請求項8】
前記ブレード部分はさらに、所定の直径を有する円筒を含み前記選択された位置で前記締結具に接触する先細の係合部分を含む、請求項5に記載の測定システム。
【請求項9】
前記測定機器はさらに、前記締結具を回転させること、および前記締結具の角度位置を示すことのうち少なくとも1つを実行するよう構成されるスピンドルを含む、請求項1に記載の測定システム。
【請求項10】
前記測定機器はさらに、前記プローブを通って長手方向に延在する軸に対してほぼ垂直な軸に沿った直線変位を示すよう動作可能であり前記プローブに結合されるスケールを含む、請求項1に記載の測定システム。
【請求項11】
前記コントローラはさらに、メモリおよびユーザインターフェイスに結合されたプロセッサを含む、請求項1に記載の測定システム。
【請求項12】
前記プロセッサは、前記少なくとも1つの寸法特徴について統計処理を実行するよう動作可能である、請求項11に記載の測定システム。
【請求項13】
前記メモリは、前記締結具についての寸法情報を記憶するよう動作可能である、請求項
11に記載の測定システム。
【請求項14】
前記ユーザインターフェイスは、キーボード、ディスプレイおよびマウスのうちの少なくとも1つを含む、請求項11に記載の測定システム。
【請求項15】
ねじ付き締結具の寸法特徴を決定するための測定機器であって、
前記締結具の長手方向の軸に沿った第1の方向に前記締結具を回転可能に支持するよう構成されたスピンドルと、
前記第1の方向に対してほぼ垂直な第2の方向への直線変位を検出するよう動作可能であり、前記締結具を回転可能に係合する末端部分を有する少なくとも1つのプローブと、
前記第1の方向への直線変位を決定するよう動作可能であり前記少なくとも1つのプローブに結合されるスケールとを含む、測定機器。
【請求項16】
前記末端部分はさらに、前記プローブと前記締結具との間に挿入される回動部分を含む、請求項15に記載の測定機器。
【請求項17】
前記回動部分はさらに、前記回動部分に延在し前記プローブに結合された軸方向のシャフトを含む、請求項16に記載の測定機器。
【請求項18】
前記回動部分はさらに、前記回動部分内で前記軸方向のシャフトを支持する少なくとも1つの転がり軸受を含む、請求項17に記載の測定機器。
【請求項19】
前記回動部分はさらに、前記軸方向のシャフトの端部に接触するスラスト板を含む、請求項17に記載の測定機器。
【請求項20】
前記ブレード部分はさらに、先細になってエッジをなし所定の直径をもつ円筒を有し前記締結具に接触する先細の係合部分を含む、請求項17に記載の測定機器。
【請求項21】
前記末端部分はさらに、前記締結具に接触するブレード部分を含む、請求項16に記載の測定機器。
【請求項22】
前記ブレード部分はさらに、先細になって鋭いエッジをなし前記締結具に接触する先細の係合部分を含む、請求項21に記載の測定機器。
【請求項23】
前記ブレード部分はさらに、所定の半径を有し前記締結具に接触する先細の係合部分を含む、請求項21に記載の測定機器。
【請求項24】
前記ブレード部分はさらに、所定の直径を有する円筒を含み前記締結具に接触する先細の係合部分を含む、請求項21に記載の測定機器。
【請求項25】
ねじ付き締結具の寸法特徴を決定する方法であって、
締結具の長手方向の軸を中心にして前記締結具を回転させるよう構成されたスピンドルに前記締結具を位置決めするステップと、
前記寸法特徴に対応する直線変位を検知するよう動作可能な少なくとも1つのプローブと前記締結具とを係合させるステップとを含み、前記プローブは、前記締結具の選択された部分に接触し前記選択された部分に回転可能に合致する末端部分を有し、前記方法はさらに、
前記寸法特徴を処理するステップを含む、方法。
【請求項26】
直線変位を検知するよう動作可能な少なくとも1つのプローブと前記締結具とを係合さ
せるステップは、前記締結具のねじ付き部分を前記少なくとも1つのプローブと係合させるステップを含む、請求項25に記載の方法。
【請求項27】
前記締結具のねじ付き部分を係合させるステップはさらに、外径、内径および平均径のうちの少なくとも1つを決定するステップを含む、請求項26に記載の方法。
【請求項28】
前記締結具のねじ付き部分を係合させるステップはさらに、ねじピッチ角およびねじ山の角度のうちの少なくとも1つを決定するステップを含む、請求項26に記載の方法。
【請求項29】
直線変位を検知するよう動作可能な少なくとも1つのプローブと前記締結具とを係合させるステップはさらに、前記少なくとも1つのプローブと前記締結具のシャンク部分とを係合させるステップを含む、請求項25に記載の方法。
【請求項30】
前記寸法特徴を処理するステップはさらに、前記締結具についての統計データを生成するようコンピュータプログラムを実行するステップを含む、請求項25に記載の方法。
【請求項31】
前記寸法特徴を処理するステップはさらに、前記寸法情報をメモリ素子に記憶された基準値と比較するようコンピュータプログラムを実行し、前記比較に対応する値を生成するステップを含む、請求項25に記載の方法。
【請求項32】
表示装置上に前記比較を表示するステップをさらに含む、請求項31に記載の方法。
【請求項33】
スピンドルに締結具を位置決めするステップはさらに、回転面に結合された前記締結具を取付板上で保持するステップを含む、請求項25に記載の方法。
【請求項34】
前記少なくとも1つのプローブと前記締結具とを係合させるステップはさらに、前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップを含む、請求項25に記載の方法。
【請求項35】
前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップはさらに、先細になって鋭いエッジをなす先細の係合部分と前記締結具のねじ付き部分とを係合させるステップを含む、請求項34に記載の方法。
【請求項36】
前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップはさらに、所定の半径を有する先細の係合部分と前記締結具のねじ付き部分とを係合させるステップを含む、請求項34に記載の方法。
【請求項37】
前記プローブに結合されたブレード部分に前記選択された部分を接触させるステップはさらに、所定の直径を有する円筒を含む先細の係合部分と前記締結具のねじ付き部分とを係合させるステップを含む、請求項34に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2008−514960(P2008−514960A)
【公表日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願番号】特願2007−534734(P2007−534734)
【出願日】平成17年9月26日(2005.9.26)
【国際出願番号】PCT/US2005/034841
【国際公開番号】WO2006/039345
【国際公開日】平成18年4月13日(2006.4.13)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公表日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願日】平成17年9月26日(2005.9.26)
【国際出願番号】PCT/US2005/034841
【国際公開番号】WO2006/039345
【国際公開日】平成18年4月13日(2006.4.13)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]