
ねじ及びその製造装置
【課題】生体吸収性樹脂を素材とし、締結時にねじ切れするトラブルの少ない、捩じり強度の高い、骨を固定するためのねじを提供することを目的とする。
【課題を解決するための手段】ねじ山が形成されたねじ部を有し、一の塊体と他の塊体を貫通して締結するためのねじであって、ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじである。
【課題を解決するための手段】ねじ山が形成されたねじ部を有し、一の塊体と他の塊体を貫通して締結するためのねじであって、ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定のために用いる骨治療用具に用いる、生体吸収性樹脂からなるねじに関する。
【背景技術】
【0002】
骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定のために用いる骨治療用具としては、ステンレス、セラミック等より成るワイヤー、プレート、ネジ、ピン、ビス、ステープル、クリップ、ロッド等が用いられている。これら用具は人体に吸収されず、従って治癒後摘出のための再手術を要する欠点があり、しかも人骨に比べて剛性が高いため、適用部の骨が削られたり、持続刺戟による局部の骨の融解、新生骨の強度低下及び再生骨の成長遅延等の欠点を生ずる。
【0003】
一方生体内で分解吸収される生体吸収性樹脂を構成素材とした骨治療用具も提案されている。かかる骨治療用具はステンレスやセラミック等から形成された用具に比して強度に劣るので延伸により強度の向上をはかることが行われてきた(例えば、特許文献1〜5参照)。
【0004】
この生体吸収性樹脂としてはポリ乳酸系樹脂などの生体吸収性樹脂が素材として好適に用いられる(例えば、特許文献6参照)。
【0005】
このような生体吸収性樹脂は一般に汎用のエンジニアリングプラスチックに比べて強度が低いので、延伸により強度を向上させることが開示されている。(例えば、特許文献7参照)
【0006】
生体吸収性樹脂からなる延伸された成形体は引張り強度はある程度高いものの捻り強度が低く、ネジ体に成形してネジとして用いる場合、ねじ込み時に不測の事態などにより規定値を越えるトルクが与えられたときに捻り力により破壊されるおそれがあった。また、配向度が高い生体吸収性樹脂は配向度が低い生体吸収性樹脂より生分解性が低く、過度に延伸された成形体は使用目的によっては生分解性が低すぎるという問題もある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平3−63901号公報
【特許文献2】特許公報第2619760号公報
【特許文献3】特公平7−96024号公報
【特許文献4】特許第3136120号公報
【特許文献5】特表2004−517758号公報
【特許文献6】特開2010−057743号公報
【特許文献7】特開2006−325862号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、生体吸収性樹脂を素材とし、締結時にねじ切れするトラブルの少ない、捩じり強度の高い、骨を固定するためのねじを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の要旨とするところは、
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体とを締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじであることにある。
【0010】
また、本発明の要旨とするところは、
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体を貫通して締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、定長状態あるいは非拘束状態あるいは長手方向に定荷重状態で、前記捩じり延伸における捩じり延伸温度より高温で熱処理したものを、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじであることにある。
【0011】
前記ねじのねじ1本当たりの捩じり回数は0.4〜1.6回であり得る。
【0012】
またさらに、本発明の要旨とするところは、
延伸用のポリ乳酸系樹脂の柱状ロッドの一の端部を把持する一の把持部と他の端部を把持する他の把持部と、
前記一の把持部と他の把持部とを互いに離反するように相対移動させる駆動手段と、
前記一の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる回転駆動手段部と、
前記一の把持部と他の把持部とにより把持されたポリ乳酸系樹脂の柱状ロッドを加熱する加熱手段と
を備える、ポリ乳酸系樹脂の柱状ロッドの捩じり延伸装置であることにある。
【0013】
前記捩じり延伸装置は、さらに、前記他の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる他の回転駆動手段を備え得る。
【発明の効果】
【0014】
本発明によると、生体吸収性樹脂を素材とし、締結時にねじ切れするトラブルの少ない、捩じり強度の高い、骨を固定するためのねじが提供される。
【図面の簡単な説明】
【0015】
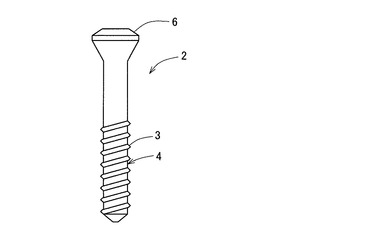
【図1】本発明のねじの形状の一例を示す説明図である。
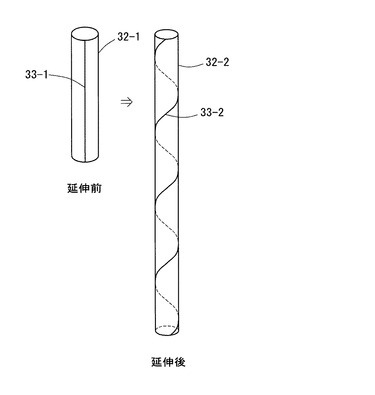
【図2】本発明における柱状ロッドの捩じり方向を説明する説明図である。
【図3】本発明の捩じり延伸装置の態様の一例を示す説明図である。
【図4】ねじのトルク強度の測定法を説明する説明図である。
【発明を実施するための形態】
【0016】
本発明のねじはポリ乳酸系樹脂を素材とする柱状ロッドを軸方向に延伸しつつ捩じる捩じり延伸してなる延伸棒をねじ形状に切削加工してなる。
【0017】
この柱状ロッドは、ポリ乳酸系樹脂を常法に従い溶融し押出しその他任意の方法で所望の形状に成形して予備成形体となすことにより得られる。
【0018】
本発明のねじはねじ山が形成されたねじ部を有し、骨同士の接合あるいは骨と人工素材からなる骨の代替部材との接合、あるいは骨と腱などの生体組織との接合など、骨部位の接合に用いられる。すなわち、本発明のねじは一の塊体と他の塊体に螺入あるいは貫通して両者を締結するためのねじである。
【0019】
このようなねじの代表的なものとしては、図1に示すように、ねじ山3が形成されたねじ部4と、ねじを塊体に螺入させて締結するための締結用ドライバーと係合させる頭部6を備えるねじ2が挙げられる。あるいは、一の塊体と他の塊体を貫通して両者をボルトナット形式締結する態様の、ボルト形状のねじが挙げられる。
【0020】
図1に示す態様のねじ2においては、ねじ2の頭部6と反対がわの先端に締結用ドライバーと係合させる係合溝が形成されていてもよい。この係合溝は、頭部6が不測の過度のトルクでねじ切られた場合に、その係合溝に締結用ドライバーを係合させて頭部6と反対がわから塊体に螺入しているねじ部4を逆まわしで取り出す場合に有用となる。
【0021】
ねじ山3の螺旋の向きは一般には図1に示すような右巻き(右ねじ)であるが用途によっては左巻(逆ねじあるいは左ねじ)も有り得る。
【0022】
右巻きの場合、ねじ山3の螺旋の巻き方向は時計回りとなる。すなわち、本明細書においては、螺旋の巻き方向は、螺旋上の一の点から他の点へ螺旋に沿って移動する移動点を、該螺旋の軸と直交し前記他の点を含む平面に、該螺旋の軸と直交し前記一の点を含む平面側から投影した点の、前記移動点の移動による運動の旋回方向をいう。
【0023】
ポリ乳酸系樹脂を素材とする未延伸の柱状ロッドは延伸により強度が向上するが、柱状ロッドを軸方向に延伸しつつ捩じる捩じり延伸することにより、さらに、捩じり強度が向上することが見出された。この場合、ねじは、ねじ部の軸方向を、延伸された柱状ロッドの軸方向と一致させて切削加工して得られる。
【0024】
また、未延伸の柱状ロッドの捩じり方向が、この切削加工で得られたねじ2のねじ部4のねじ山3の螺旋の巻き方向と同じであるようにねじ山が形成されている。すなわち、ねじ山3は、延伸前の柱状ロッド32−1の周面の、柱状ロッド32−1の周面の、軸方向に平行な仮想直線33−1(図2(延伸前)が捩じり延伸により変形されてできた仮想螺旋33−2(図2(延伸後))の巻き方向が、ねじ山3の螺旋の巻き方向と同じであるように成形されている。なお、図3は柱状ロッドの捩じり方向や仮想螺旋の説明のためのものであり必ずしも正しい縮尺に従って描かれているわけではない。
【0025】
未延伸の柱状ロッドの捩じり方向が、この切削加工で得られたねじのねじ部のねじ山の螺旋の巻き方向と逆である場合は、ねじの捩じり強度の向上が得られない。
【0026】
ねじ1本当たりの捩じり回数をTとし、ねじの捩じり強度をt(T)とすると、t(T)はTが0の場合から捩じりの回数(ねじ1本当たりの捩じり回数)の増加につれて増加傾向にあり、Tが0.015L(回)で、t(T)がt(0)より有意に大きくなる。そこからt(T)はTの増加につれて増加し、Tが0.8〜1.2回のときt(T)は最大またはその最大値に近い値になり、最も好ましい。Tが0.4〜1.6回であるとt(T)がt(0)より有意に大きくなる。
【0027】
ねじの全長をL、捩じり延伸における捩じりの総回数TR、捩じり延伸後のロッドの長さをLRとすると、Tに相当するTR×L/LRの値は、0.4〜1.6(回)であることが好ましい。
【0028】
捩じり延伸における延伸倍率は2〜4倍であることが延伸状態の安定性と捩じり強度の高い柱状ロッドを得るうえで好ましい。
【0029】
柱状ロッドは加熱された状態で捩じり延伸されることが好ましい。この捩じり延伸における温度は50〜90℃であることが好ましい。
【0030】
本発明においては、未延伸の柱状ロッドを低延伸倍率(例えば1.1〜1.5倍)で延伸したのち延伸しつつ捩じってもよい。このような態様も捩じり延伸と称する。
【0031】
捩じり延伸された柱状ロッドはさらに定長状態あるいは非拘束状態あるいは長手方向に定荷重状態で熱処理(アニーリング)されることが高強度を得るうえで好ましい。この熱処理(アニーリング)の温度は延伸温度より高いことが好ましい。この熱処理(アニーリング)は異なる条件で数段階行われてもよい。
【0032】
本発明において用いられる柱状ロッドの素材であるポリ乳酸系樹脂としては、たとえばポリ−L−乳酸、ポリ−D−乳酸、ポリ−D,L−乳酸、L−乳酸とD−乳酸の共重合体、L−乳酸とD,L−乳酸の共重合体、D−乳酸とD,L−乳酸の共重合体、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス、ポリグリコール酸、L−乳酸とグリコール酸の共重合体、D−乳酸とグリコール酸の共重合体、D,L−乳酸とグリコール酸の共重合体等が挙げられる。これらは1種のみでなく2種以上混合して使用できる。上記ポリマーの中でも乳酸を主体とするポリマー(乳酸ポリマー)即ち乳酸の単独又は共重合体が好ましい。特にL−乳酸ポリマー即ちL−乳酸のポリマーを主体とするものたとえばポリ−L−乳酸、L−乳酸を主体とする共重合体(たとえばL−乳酸とD−乳酸又はD,L−乳酸との共重合体)、更には、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス等は、強度及び強度保持性に優れており、好ましいものとして例示できる。
【0033】
本発明において用いられるポリ乳酸系樹脂の分子量は広い範囲にわたり得るが、ポリマー自身熱により分解して分子量低下をきたす傾向があり、製造時の分子量低下を考慮すると、成形前の原料ポリマーの粘度平均分子量が5万以上のポリマーを用いるのが好適である。特に、本発明方法においては、分解性、強度保持性、作業性、コスト等の面から、その粘度平均分子量が250,000〜500,000程度のものが好ましい。
【0034】
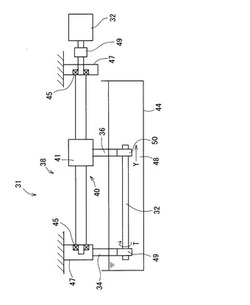
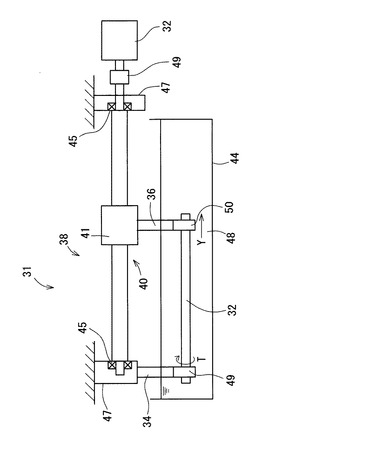
未延伸の柱状ロッドを捩じり延伸する捩じり延伸装置の態様の一例を図3に示す。捩じり延伸装置31は、一の把持用アーム34、他の把持用アーム36と、両者を互いに離れていく方向に相対移動させて柱状ロッド32を延伸する駆動手段38を備える。
【0035】
一の把持用アーム34の先端部に柱状ロッド32の一端部を把持する一の把持部49が設けられている。他の把持用アーム36の先端部に柱状ロッド32の他端部を把持する他の把持部50が設けられている
【0036】
他の把持用アーム36が移動機構用ユニット40のリニア運動機構により矢印Y方向に移動して柱状ロッド32が捩じり延伸される。
【0037】
移動機構用ユニット40が送りねじ機構を備える。移動機構用ユニット40はボールねじ41と、ボールねじ41に螺合しボールねじ41の回転によりボールねじ41の長手方向に不図示のリニアガイドで案内されて直線移動する移動ナット43を備え、他の把持用アーム36が移動ナット43に固定されて移動ナット43とともに移動する。符号45はボールねじ41の両端を軸支する軸受部47のベアリングである。一の把持用アーム34は軸受部47に固定されている。柱状ロッド32は一の把持部49、他の把持部50に把持された状態で加熱用液を貯留した加熱槽44中に入れられており、柱状ロッド32は一の把持用アーム34、他の把持用アーム36に把持された状態で加熱用液38に浸漬されている。加熱用液38を不図示の加熱手段により所定の加熱温度に保つことにより、加熱状態での捩じり延伸が行われる。
【0038】
ボールねじ31はカップリング39を介してモータ32で駆動される。
【0039】
さらに、一の把持部49は延伸方向(矢印Y)方向と平行な方向を軸心として回転可能な構造を有し、不図示の回転駆動手段により回転し、これにより柱状ロッド32が捩じられる。他の把持用アーム36と一の把持部49を同時駆動させることにより捩じり延伸が行なわれる。
【0040】
他の把持部50が一の把持用アーム34の先端部に設けられ、一の把持部49が他の把持用アーム36の先端部に設けられる態様であってもよい。あるいは、一の把持用アーム34、他の把持用アーム36のそれぞれの先端部に回転する把持部が設けられて互いに逆回転して柱状ロッド32が捩じられてもよい。
【0041】
図3に示す延伸装置は、高強度のネジを作成するための捩じり延伸を安定して行ううえで、ロッドを両端で確実に把持して、ロッドの全長にわたり均一で確実な捩じり延伸がなされ、好ましい。
【0042】
実施例
ポリ乳酸系樹脂を素材とする未延伸の柱状ロッド(10.3mmφ)を図3に示す捩じり延伸装置31を用いて捩じり延伸した。他の把持用アーム36の移動速度は37.5mm/mimとした。初期の把持スパンは100mmとした。加熱用液として62℃のグリセリンを用いた。延伸倍率を2.5倍とし、延伸開始時から終了時まで一の把持部49を、柱状ロッドが右巻き方向に捩じられるように、矢印T方向に等速回転させた。トータルの回転数は、4回転(ねじ1本当たり約180度)、8回転(ねじ1本当たり約360度)、12回転(ねじ1本当たり約540度)の3水準とした。(実施例1、2、3)
【0043】
捩じり延伸後の柱状ロッドの径は6.4mmφ、スパン間の長さは250mmであった。
【0044】
得られた捩じり延伸後の柱状ロッドを長手方向に1kgfの荷重をかけた状態で120℃、15分間熱処理し、次いで1kgfの荷重をかけた状態で80℃15分間熱処理した。
【0045】
このようにして得られた捩じり延伸・熱処理後の柱状ロッドを切削加工して、図4に示す形状のねじ2a(右ねじ)を作成した。ねじ2の全長は30mm、のど部5の径は2.2mmφである。柱状ロッドの長手方向とねじ2の長手方向は同じである。
【0046】
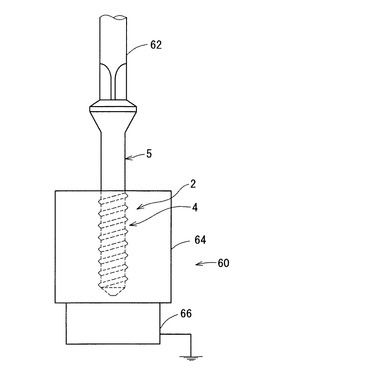
このねじを図4に示す機構のトルク測定器60により捩じり強度(トルク強度)を測定した。トルク測定器60はねじ2を把持するつかみ部64とトルクセンサーを内蔵しトルクを検出する検出部66からなる。つかみ部64に形成されたねじ孔にねじ2のねじ部4を螺入させた状態でつかみ部64とねじ部4とが相互に動かないように固定したのち、頭部6に係合させた締結用ドライバーのヘッド62をねじ2の螺入締結方向に(ねじ2が右巻き方向に捩じられるように)1rpmの回転速度で回転させて、センサーで検出されたねじ2のトルクをトルクトルク測定器60の不図示の表示部に表示させ、破断までの最大トルクを捩じり強度とした。
各実施例、比較例とも各3個の試料の測定を行い、その3個の測定値の平均値を破断強度とした。測定時の破断はのど部5で生じた。
【0047】
比較例1、2、3
柱状ロッドが左巻き方向に捩じられるように、一の把持部49の回転方向を実施例1と逆にしたことを除いて実施例1と同様にしてねじを作成し捩じり強度を測定した。トータルの回転数は、4回転、8回転、12回転の3水準とした。
【0048】
比較例4
一の把持部49を停止状態にしたことを除いて実施例1と同様にしてねじを作成し捩じり強度を測定した。
【0049】
比較例5
トータルの回転数を、18回転としたことをのぞいて実施例1と同様にして捩じり延伸を行ったが、延伸時に柱状ロッドにキンクが発生し、柱状ロッドが曲がって、直線状とならず、切削加工して得られるねじの長さが制約され、全長約30mmのネジが得られなかった。
【0050】
実施例、比較例で得られたねじの捩じり強度(トルク強度)の測定結果を表1に示す。
【0051】
【表1】

【0052】
表1に示すように、捩じり延伸を行った柱状ロッドから得られたねじは、ねじ山の巻き方向(ねじの螺入方向に捩じったときの捩じり強度(トルク強度)が、捩じり延伸における捩じり方向がねじ山の巻き方向と同じ場合は、延伸のみの処理が行われた柱状ロッドから得られたねじよりも、高いという結果が得られた。また、捩じり延伸における捩じり方向がねじのねじ山の巻き方向と逆の場合は、捩じり延伸における捩じり方向がねじ山の巻き方向と同じ場合に比べて、ねじ山の巻き方向(ねじの螺入方向)に捩じったときの捩じり強度(トルク強度)が低いこという結果が得られた。さらに、捩じり延伸における捩じり方向がねじのねじ山の巻き方向と逆の場合は、延伸のみの処理が行われた柱状ロッドから得られたねじよりも、ねじ山の巻き方向(ねじの螺入方向)に捩じったときの捩じり強度(トルク強度)が低いこという結果が得られた。
【0053】
また、ねじ山の巻き方向が捩じり延伸の捩じり方向と同じ方向である、実施例1〜3についてくらべると、ねじ1本当たりの捩じり回数が1回転のとき捩じり強度(トルク強度)が最も大きかった。すなわち、試料の捩じり強度(トルク強度)は、捩じり延伸における捩じり回転数の増加につれて、増加し、最大値を経て低下するという結果が得られた。
【0054】
以上本発明の態様を説明したが、本発明はその趣旨を逸脱しない範囲で、当業者の知識に基づき種々の改良、修正、変形を加えた態様で実施し得るものであり、これらの態様はいずれも本発明の範囲に属するものである。
【産業上の利用可能性】
【0055】
本発明のねじは骨等の生体からなる塊体を固定するためのねじとして好適に利用される。
【符号の説明】
【0056】
2:ねじ
3:ねじ山
4:ねじ部
6:頭部
31:捩じり延伸装置
32:柱状ロッド
34:一の把持用アーム
36:他の把持用アーム
38:駆動手段
49:一の把持部
50:他の把持部
44:加熱槽
【技術分野】
【0001】
本発明は、骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定のために用いる骨治療用具に用いる、生体吸収性樹脂からなるねじに関する。
【背景技術】
【0002】
骨折部の接合、固定、移植骨の固定、関節周囲骨折固定等骨部の固定のために用いる骨治療用具としては、ステンレス、セラミック等より成るワイヤー、プレート、ネジ、ピン、ビス、ステープル、クリップ、ロッド等が用いられている。これら用具は人体に吸収されず、従って治癒後摘出のための再手術を要する欠点があり、しかも人骨に比べて剛性が高いため、適用部の骨が削られたり、持続刺戟による局部の骨の融解、新生骨の強度低下及び再生骨の成長遅延等の欠点を生ずる。
【0003】
一方生体内で分解吸収される生体吸収性樹脂を構成素材とした骨治療用具も提案されている。かかる骨治療用具はステンレスやセラミック等から形成された用具に比して強度に劣るので延伸により強度の向上をはかることが行われてきた(例えば、特許文献1〜5参照)。
【0004】
この生体吸収性樹脂としてはポリ乳酸系樹脂などの生体吸収性樹脂が素材として好適に用いられる(例えば、特許文献6参照)。
【0005】
このような生体吸収性樹脂は一般に汎用のエンジニアリングプラスチックに比べて強度が低いので、延伸により強度を向上させることが開示されている。(例えば、特許文献7参照)
【0006】
生体吸収性樹脂からなる延伸された成形体は引張り強度はある程度高いものの捻り強度が低く、ネジ体に成形してネジとして用いる場合、ねじ込み時に不測の事態などにより規定値を越えるトルクが与えられたときに捻り力により破壊されるおそれがあった。また、配向度が高い生体吸収性樹脂は配向度が低い生体吸収性樹脂より生分解性が低く、過度に延伸された成形体は使用目的によっては生分解性が低すぎるという問題もある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平3−63901号公報
【特許文献2】特許公報第2619760号公報
【特許文献3】特公平7−96024号公報
【特許文献4】特許第3136120号公報
【特許文献5】特表2004−517758号公報
【特許文献6】特開2010−057743号公報
【特許文献7】特開2006−325862号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、生体吸収性樹脂を素材とし、締結時にねじ切れするトラブルの少ない、捩じり強度の高い、骨を固定するためのねじを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の要旨とするところは、
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体とを締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじであることにある。
【0010】
また、本発明の要旨とするところは、
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体を貫通して締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、定長状態あるいは非拘束状態あるいは長手方向に定荷重状態で、前記捩じり延伸における捩じり延伸温度より高温で熱処理したものを、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじであることにある。
【0011】
前記ねじのねじ1本当たりの捩じり回数は0.4〜1.6回であり得る。
【0012】
またさらに、本発明の要旨とするところは、
延伸用のポリ乳酸系樹脂の柱状ロッドの一の端部を把持する一の把持部と他の端部を把持する他の把持部と、
前記一の把持部と他の把持部とを互いに離反するように相対移動させる駆動手段と、
前記一の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる回転駆動手段部と、
前記一の把持部と他の把持部とにより把持されたポリ乳酸系樹脂の柱状ロッドを加熱する加熱手段と
を備える、ポリ乳酸系樹脂の柱状ロッドの捩じり延伸装置であることにある。
【0013】
前記捩じり延伸装置は、さらに、前記他の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる他の回転駆動手段を備え得る。
【発明の効果】
【0014】
本発明によると、生体吸収性樹脂を素材とし、締結時にねじ切れするトラブルの少ない、捩じり強度の高い、骨を固定するためのねじが提供される。
【図面の簡単な説明】
【0015】
【図1】本発明のねじの形状の一例を示す説明図である。
【図2】本発明における柱状ロッドの捩じり方向を説明する説明図である。
【図3】本発明の捩じり延伸装置の態様の一例を示す説明図である。
【図4】ねじのトルク強度の測定法を説明する説明図である。
【発明を実施するための形態】
【0016】
本発明のねじはポリ乳酸系樹脂を素材とする柱状ロッドを軸方向に延伸しつつ捩じる捩じり延伸してなる延伸棒をねじ形状に切削加工してなる。
【0017】
この柱状ロッドは、ポリ乳酸系樹脂を常法に従い溶融し押出しその他任意の方法で所望の形状に成形して予備成形体となすことにより得られる。
【0018】
本発明のねじはねじ山が形成されたねじ部を有し、骨同士の接合あるいは骨と人工素材からなる骨の代替部材との接合、あるいは骨と腱などの生体組織との接合など、骨部位の接合に用いられる。すなわち、本発明のねじは一の塊体と他の塊体に螺入あるいは貫通して両者を締結するためのねじである。
【0019】
このようなねじの代表的なものとしては、図1に示すように、ねじ山3が形成されたねじ部4と、ねじを塊体に螺入させて締結するための締結用ドライバーと係合させる頭部6を備えるねじ2が挙げられる。あるいは、一の塊体と他の塊体を貫通して両者をボルトナット形式締結する態様の、ボルト形状のねじが挙げられる。
【0020】
図1に示す態様のねじ2においては、ねじ2の頭部6と反対がわの先端に締結用ドライバーと係合させる係合溝が形成されていてもよい。この係合溝は、頭部6が不測の過度のトルクでねじ切られた場合に、その係合溝に締結用ドライバーを係合させて頭部6と反対がわから塊体に螺入しているねじ部4を逆まわしで取り出す場合に有用となる。
【0021】
ねじ山3の螺旋の向きは一般には図1に示すような右巻き(右ねじ)であるが用途によっては左巻(逆ねじあるいは左ねじ)も有り得る。
【0022】
右巻きの場合、ねじ山3の螺旋の巻き方向は時計回りとなる。すなわち、本明細書においては、螺旋の巻き方向は、螺旋上の一の点から他の点へ螺旋に沿って移動する移動点を、該螺旋の軸と直交し前記他の点を含む平面に、該螺旋の軸と直交し前記一の点を含む平面側から投影した点の、前記移動点の移動による運動の旋回方向をいう。
【0023】
ポリ乳酸系樹脂を素材とする未延伸の柱状ロッドは延伸により強度が向上するが、柱状ロッドを軸方向に延伸しつつ捩じる捩じり延伸することにより、さらに、捩じり強度が向上することが見出された。この場合、ねじは、ねじ部の軸方向を、延伸された柱状ロッドの軸方向と一致させて切削加工して得られる。
【0024】
また、未延伸の柱状ロッドの捩じり方向が、この切削加工で得られたねじ2のねじ部4のねじ山3の螺旋の巻き方向と同じであるようにねじ山が形成されている。すなわち、ねじ山3は、延伸前の柱状ロッド32−1の周面の、柱状ロッド32−1の周面の、軸方向に平行な仮想直線33−1(図2(延伸前)が捩じり延伸により変形されてできた仮想螺旋33−2(図2(延伸後))の巻き方向が、ねじ山3の螺旋の巻き方向と同じであるように成形されている。なお、図3は柱状ロッドの捩じり方向や仮想螺旋の説明のためのものであり必ずしも正しい縮尺に従って描かれているわけではない。
【0025】
未延伸の柱状ロッドの捩じり方向が、この切削加工で得られたねじのねじ部のねじ山の螺旋の巻き方向と逆である場合は、ねじの捩じり強度の向上が得られない。
【0026】
ねじ1本当たりの捩じり回数をTとし、ねじの捩じり強度をt(T)とすると、t(T)はTが0の場合から捩じりの回数(ねじ1本当たりの捩じり回数)の増加につれて増加傾向にあり、Tが0.015L(回)で、t(T)がt(0)より有意に大きくなる。そこからt(T)はTの増加につれて増加し、Tが0.8〜1.2回のときt(T)は最大またはその最大値に近い値になり、最も好ましい。Tが0.4〜1.6回であるとt(T)がt(0)より有意に大きくなる。
【0027】
ねじの全長をL、捩じり延伸における捩じりの総回数TR、捩じり延伸後のロッドの長さをLRとすると、Tに相当するTR×L/LRの値は、0.4〜1.6(回)であることが好ましい。
【0028】
捩じり延伸における延伸倍率は2〜4倍であることが延伸状態の安定性と捩じり強度の高い柱状ロッドを得るうえで好ましい。
【0029】
柱状ロッドは加熱された状態で捩じり延伸されることが好ましい。この捩じり延伸における温度は50〜90℃であることが好ましい。
【0030】
本発明においては、未延伸の柱状ロッドを低延伸倍率(例えば1.1〜1.5倍)で延伸したのち延伸しつつ捩じってもよい。このような態様も捩じり延伸と称する。
【0031】
捩じり延伸された柱状ロッドはさらに定長状態あるいは非拘束状態あるいは長手方向に定荷重状態で熱処理(アニーリング)されることが高強度を得るうえで好ましい。この熱処理(アニーリング)の温度は延伸温度より高いことが好ましい。この熱処理(アニーリング)は異なる条件で数段階行われてもよい。
【0032】
本発明において用いられる柱状ロッドの素材であるポリ乳酸系樹脂としては、たとえばポリ−L−乳酸、ポリ−D−乳酸、ポリ−D,L−乳酸、L−乳酸とD−乳酸の共重合体、L−乳酸とD,L−乳酸の共重合体、D−乳酸とD,L−乳酸の共重合体、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス、ポリグリコール酸、L−乳酸とグリコール酸の共重合体、D−乳酸とグリコール酸の共重合体、D,L−乳酸とグリコール酸の共重合体等が挙げられる。これらは1種のみでなく2種以上混合して使用できる。上記ポリマーの中でも乳酸を主体とするポリマー(乳酸ポリマー)即ち乳酸の単独又は共重合体が好ましい。特にL−乳酸ポリマー即ちL−乳酸のポリマーを主体とするものたとえばポリ−L−乳酸、L−乳酸を主体とする共重合体(たとえばL−乳酸とD−乳酸又はD,L−乳酸との共重合体)、更には、ポリ−L−乳酸とポリ−D−乳酸をブレンドして成るステレオコンプレックス等は、強度及び強度保持性に優れており、好ましいものとして例示できる。
【0033】
本発明において用いられるポリ乳酸系樹脂の分子量は広い範囲にわたり得るが、ポリマー自身熱により分解して分子量低下をきたす傾向があり、製造時の分子量低下を考慮すると、成形前の原料ポリマーの粘度平均分子量が5万以上のポリマーを用いるのが好適である。特に、本発明方法においては、分解性、強度保持性、作業性、コスト等の面から、その粘度平均分子量が250,000〜500,000程度のものが好ましい。
【0034】
未延伸の柱状ロッドを捩じり延伸する捩じり延伸装置の態様の一例を図3に示す。捩じり延伸装置31は、一の把持用アーム34、他の把持用アーム36と、両者を互いに離れていく方向に相対移動させて柱状ロッド32を延伸する駆動手段38を備える。
【0035】
一の把持用アーム34の先端部に柱状ロッド32の一端部を把持する一の把持部49が設けられている。他の把持用アーム36の先端部に柱状ロッド32の他端部を把持する他の把持部50が設けられている
【0036】
他の把持用アーム36が移動機構用ユニット40のリニア運動機構により矢印Y方向に移動して柱状ロッド32が捩じり延伸される。
【0037】
移動機構用ユニット40が送りねじ機構を備える。移動機構用ユニット40はボールねじ41と、ボールねじ41に螺合しボールねじ41の回転によりボールねじ41の長手方向に不図示のリニアガイドで案内されて直線移動する移動ナット43を備え、他の把持用アーム36が移動ナット43に固定されて移動ナット43とともに移動する。符号45はボールねじ41の両端を軸支する軸受部47のベアリングである。一の把持用アーム34は軸受部47に固定されている。柱状ロッド32は一の把持部49、他の把持部50に把持された状態で加熱用液を貯留した加熱槽44中に入れられており、柱状ロッド32は一の把持用アーム34、他の把持用アーム36に把持された状態で加熱用液38に浸漬されている。加熱用液38を不図示の加熱手段により所定の加熱温度に保つことにより、加熱状態での捩じり延伸が行われる。
【0038】
ボールねじ31はカップリング39を介してモータ32で駆動される。
【0039】
さらに、一の把持部49は延伸方向(矢印Y)方向と平行な方向を軸心として回転可能な構造を有し、不図示の回転駆動手段により回転し、これにより柱状ロッド32が捩じられる。他の把持用アーム36と一の把持部49を同時駆動させることにより捩じり延伸が行なわれる。
【0040】
他の把持部50が一の把持用アーム34の先端部に設けられ、一の把持部49が他の把持用アーム36の先端部に設けられる態様であってもよい。あるいは、一の把持用アーム34、他の把持用アーム36のそれぞれの先端部に回転する把持部が設けられて互いに逆回転して柱状ロッド32が捩じられてもよい。
【0041】
図3に示す延伸装置は、高強度のネジを作成するための捩じり延伸を安定して行ううえで、ロッドを両端で確実に把持して、ロッドの全長にわたり均一で確実な捩じり延伸がなされ、好ましい。
【0042】
実施例
ポリ乳酸系樹脂を素材とする未延伸の柱状ロッド(10.3mmφ)を図3に示す捩じり延伸装置31を用いて捩じり延伸した。他の把持用アーム36の移動速度は37.5mm/mimとした。初期の把持スパンは100mmとした。加熱用液として62℃のグリセリンを用いた。延伸倍率を2.5倍とし、延伸開始時から終了時まで一の把持部49を、柱状ロッドが右巻き方向に捩じられるように、矢印T方向に等速回転させた。トータルの回転数は、4回転(ねじ1本当たり約180度)、8回転(ねじ1本当たり約360度)、12回転(ねじ1本当たり約540度)の3水準とした。(実施例1、2、3)
【0043】
捩じり延伸後の柱状ロッドの径は6.4mmφ、スパン間の長さは250mmであった。
【0044】
得られた捩じり延伸後の柱状ロッドを長手方向に1kgfの荷重をかけた状態で120℃、15分間熱処理し、次いで1kgfの荷重をかけた状態で80℃15分間熱処理した。
【0045】
このようにして得られた捩じり延伸・熱処理後の柱状ロッドを切削加工して、図4に示す形状のねじ2a(右ねじ)を作成した。ねじ2の全長は30mm、のど部5の径は2.2mmφである。柱状ロッドの長手方向とねじ2の長手方向は同じである。
【0046】
このねじを図4に示す機構のトルク測定器60により捩じり強度(トルク強度)を測定した。トルク測定器60はねじ2を把持するつかみ部64とトルクセンサーを内蔵しトルクを検出する検出部66からなる。つかみ部64に形成されたねじ孔にねじ2のねじ部4を螺入させた状態でつかみ部64とねじ部4とが相互に動かないように固定したのち、頭部6に係合させた締結用ドライバーのヘッド62をねじ2の螺入締結方向に(ねじ2が右巻き方向に捩じられるように)1rpmの回転速度で回転させて、センサーで検出されたねじ2のトルクをトルクトルク測定器60の不図示の表示部に表示させ、破断までの最大トルクを捩じり強度とした。
各実施例、比較例とも各3個の試料の測定を行い、その3個の測定値の平均値を破断強度とした。測定時の破断はのど部5で生じた。
【0047】
比較例1、2、3
柱状ロッドが左巻き方向に捩じられるように、一の把持部49の回転方向を実施例1と逆にしたことを除いて実施例1と同様にしてねじを作成し捩じり強度を測定した。トータルの回転数は、4回転、8回転、12回転の3水準とした。
【0048】
比較例4
一の把持部49を停止状態にしたことを除いて実施例1と同様にしてねじを作成し捩じり強度を測定した。
【0049】
比較例5
トータルの回転数を、18回転としたことをのぞいて実施例1と同様にして捩じり延伸を行ったが、延伸時に柱状ロッドにキンクが発生し、柱状ロッドが曲がって、直線状とならず、切削加工して得られるねじの長さが制約され、全長約30mmのネジが得られなかった。
【0050】
実施例、比較例で得られたねじの捩じり強度(トルク強度)の測定結果を表1に示す。
【0051】
【表1】
【0052】
表1に示すように、捩じり延伸を行った柱状ロッドから得られたねじは、ねじ山の巻き方向(ねじの螺入方向に捩じったときの捩じり強度(トルク強度)が、捩じり延伸における捩じり方向がねじ山の巻き方向と同じ場合は、延伸のみの処理が行われた柱状ロッドから得られたねじよりも、高いという結果が得られた。また、捩じり延伸における捩じり方向がねじのねじ山の巻き方向と逆の場合は、捩じり延伸における捩じり方向がねじ山の巻き方向と同じ場合に比べて、ねじ山の巻き方向(ねじの螺入方向)に捩じったときの捩じり強度(トルク強度)が低いこという結果が得られた。さらに、捩じり延伸における捩じり方向がねじのねじ山の巻き方向と逆の場合は、延伸のみの処理が行われた柱状ロッドから得られたねじよりも、ねじ山の巻き方向(ねじの螺入方向)に捩じったときの捩じり強度(トルク強度)が低いこという結果が得られた。
【0053】
また、ねじ山の巻き方向が捩じり延伸の捩じり方向と同じ方向である、実施例1〜3についてくらべると、ねじ1本当たりの捩じり回数が1回転のとき捩じり強度(トルク強度)が最も大きかった。すなわち、試料の捩じり強度(トルク強度)は、捩じり延伸における捩じり回転数の増加につれて、増加し、最大値を経て低下するという結果が得られた。
【0054】
以上本発明の態様を説明したが、本発明はその趣旨を逸脱しない範囲で、当業者の知識に基づき種々の改良、修正、変形を加えた態様で実施し得るものであり、これらの態様はいずれも本発明の範囲に属するものである。
【産業上の利用可能性】
【0055】
本発明のねじは骨等の生体からなる塊体を固定するためのねじとして好適に利用される。
【符号の説明】
【0056】
2:ねじ
3:ねじ山
4:ねじ部
6:頭部
31:捩じり延伸装置
32:柱状ロッド
34:一の把持用アーム
36:他の把持用アーム
38:駆動手段
49:一の把持部
50:他の把持部
44:加熱槽
【特許請求の範囲】
【請求項1】
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体とを締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、
前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじ。
【請求項2】
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体を貫通して締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、定長状態あるいは非拘束状態あるいは長手方向に定荷重状態で、前記捩じり延伸における捩じり延伸温度より高温で熱処理したものを、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、
前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじ。
【請求項3】
ねじ1本当たりの捩じり回数が0.4〜1.6回である、請求項1または2に記載のねじ。
【請求項4】
請求項1から3のいずれかに記載のねじを作成するための前記ポリ乳酸系樹脂の柱状ロッドの延伸に用いる装置であって、
延伸用のポリ乳酸系樹脂の柱状ロッドの一の端部を把持する一の把持部と他の端部を把持する他の把持部と、
前記一の把持部と他の把持部とを互いに離反するように相対移動させる駆動手段と、
前記一の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる回転駆動手段部と、
前記一の把持部と他の把持部とにより把持されたポリ乳酸系樹脂の柱状ロッドを加熱する加熱手段と
を備える、ポリ乳酸系樹脂の柱状ロッドの捩じり延伸装置。
【請求項5】
さらに、前記他の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる他の回転駆動手段を備える、請求項4に記載のポリ乳酸系樹脂の柱状ロッドの捩じり延伸装置。
【請求項1】
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体とを締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、
前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじ。
【請求項2】
ねじ山が形成されたねじ部を有し、一の塊体と他の塊体を貫通して締結するためのねじであって、
ポリ乳酸系樹脂の柱状ロッドを軸方向に熱延伸しつつ捩じる捩じり延伸してなる延伸棒を、定長状態あるいは非拘束状態あるいは長手方向に定荷重状態で、前記捩じり延伸における捩じり延伸温度より高温で熱処理したものを、前記ねじ部の軸方向を前記延伸棒の軸方向と一致させて切削加工してなり、
前記柱状ロッドの捩じり方向がねじ山の螺旋の巻き方向と同じであるねじ。
【請求項3】
ねじ1本当たりの捩じり回数が0.4〜1.6回である、請求項1または2に記載のねじ。
【請求項4】
請求項1から3のいずれかに記載のねじを作成するための前記ポリ乳酸系樹脂の柱状ロッドの延伸に用いる装置であって、
延伸用のポリ乳酸系樹脂の柱状ロッドの一の端部を把持する一の把持部と他の端部を把持する他の把持部と、
前記一の把持部と他の把持部とを互いに離反するように相対移動させる駆動手段と、
前記一の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる回転駆動手段部と、
前記一の把持部と他の把持部とにより把持されたポリ乳酸系樹脂の柱状ロッドを加熱する加熱手段と
を備える、ポリ乳酸系樹脂の柱状ロッドの捩じり延伸装置。
【請求項5】
さらに、前記他の把持部を、前記一の把持部と他の把持部との離反方向を軸として回転させる他の回転駆動手段を備える、請求項4に記載のポリ乳酸系樹脂の柱状ロッドの捩じり延伸装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−179072(P2012−179072A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−42044(P2011−42044)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]