
ねじ孔のマスキング方法
【課題】 本発明の課題は、塗装の際にねじ孔5に塗料が侵入しないようにするための方法であって、ねじ孔5をマスキング材1でマスキングする方法を提供することにある。
【解決手段】プラスチック発泡体からなるマスキング材1を、ロボット2により等速度で回転させながらネジ孔5にねじ込み挿着する。
【解決手段】プラスチック発泡体からなるマスキング材1を、ロボット2により等速度で回転させながらネジ孔5にねじ込み挿着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装の際にねじ孔の内部に塗料が侵入するのを防ぐための方法であって、該ねじ孔にプラスチック発泡体からなるマスキング材を挿着してねじ孔をマスキングするねじ孔のマスキング方法に関するものである。
【背景技術】
【0002】
従来より、ねじ孔5を有する部材4を塗装する際、ねじ孔5にスチレン発泡体等からなる栓(マスキング材)を挿着し、ねじ孔5内部への塗料の侵入防止が図られている。ねじ孔5内部に塗料が侵入し、ねじ孔5内部に塗料の被膜が形成されると、ねじとねじ孔5が螺合しなくなり問題となる。従って、ねじ孔5内部への塗料の侵入を防ぐことは大変重要である。 ねじ孔5をマスキング材によってマスキングする方法(マスキング方法)としては、ねじ孔5の一方の開口部のみをマスキング材でマスキングする方法や、ねじ孔の双方の口をマスキング材でマスキングする方法等が知られている。
【0003】
特に、塗料がねじ孔の双方の開口部8、8から侵入する可能性がある場合、ねじ孔5をマスキングする方法としては、例えば図6に示されるように、ねじ孔5の双方の開口部8、8にスチレン発泡体からなる栓1P、1Pを手で嵌め込んでねじ孔をマスキングする方法や、図7に示されるようにスチレン発泡体からなる円柱形状のマスキング材11Pを手でねじ孔5内部にねじ込んで挿着させるマスキング方法が知られている(例えば特許文献1参照)。
【0004】
【特許文献1】実開昭63−201685号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
前者の従来のねじ孔5のマスキング方法は、ねじ孔5の開口部8、8を両端から栓1P、1Pでマスキングする必要があるが、通常一方のねじ孔5の開口部8に栓Pを挿着することは容易であるが、場合によっては他方のねじ孔5の開口部8が、手の届き難い個所に配置されている場合があり、他方の栓1Pの挿着に手間がかかるという問題がある。
また後者の従来のねじ孔5のマスキング方法では、円柱状のマスキング材11Pを手でねじ込みながらねじ孔5を進行させるが、手でマスキング材11Pをねじ込むと、マスキング材11Pの先端部分12Pに局所的にねじ孔5のねじ山との摩擦力が加わり、マスキング材11Pの先端部分12Pがしばしば破損することがある。マスキング材11Pの先端部分12Pが破損すると、ねじ孔5内部への塗料の侵入を確実に防ぐことができず、問題となっている。
【課題を解決するための手段】
【0006】
本発明は、上記課題を解決するための手段として、プラスチック発泡体からなるマスキング材1をロボット2により等速度で回転させながらネジ孔5にねじ込み挿着するねじ孔のマスキング方法を提供する。該プラスチック発泡体はスチレン発泡体であることが望ましい。
【発明の効果】
【0007】
本発明のマスキング方法によれば、プラスチック発泡体からなるマスキング材1を確実にねじ孔5に挿着することが出来る。
【発明を実施するための最良の形態】
【0008】
本発明のマスキング材1は、ポリスチレン発泡性ビーズをビーズ成形することにより得られるポリスチレン発泡体からなる。該ポリスチレン発泡性ビーズは、ポリスチレンにプロパン、ブタン、ペンタン、石油エーテル等の揮発性発泡剤を含浸せしめたものであり、本発明のマスキング材は通常ポリスチレン発泡性ビーズを予備発泡した上で型に充填し、加熱して完全発泡せしめる方法によって製造される。
本発明では、ポリスチレン発泡体の発泡倍率は、10〜60倍、望ましくは15〜50倍、更に望ましくは20〜40倍である。
発泡倍率が60倍をこえると、マスキング材1をねじ孔5にねじ込む際、マスキング材1はねじ孔5のねじ山との接触で壊れ易くなってしまう。
また発泡倍率が20倍未満であると、マスキング材1をねじ孔5にねじ込む際、マスキング材1にねじ山が食い込みにくく、ねじ込み抵抗が大きくなってしまう。
また本発明のマスキング材1として、ウレタン等の他のプラスチック発泡体を使用してもよい。
【0009】
本発明のマスキング材1の表面に、鹸化度が85%以上、望ましくは90%以上、更に望ましくは98%以上のポリビニルアルコールの薄膜を形成してもよい。該被膜をマスキング材1の表面に形成することによって、マスキング材1の耐溶剤性を向上させることができる。
鹸化度が85%を下回ると、マスキング材1の表面上に形成される薄膜が、有機溶剤に溶解または膨潤するおそれがある。
なお、ニカワ、ゼラチン、カゼイン、澱粉、変性澱粉、デキストリン、アルブミン、アラビアゴム、ダンマゴム、アルギン酸ソーダ、ポリビニルアルコール(PVA)、珪酸ソーダ、カルボキシメチルセルロース(CMC)、メチルセルロース(MC)、ヒドロキシエチルセルロース(HEC)、ポリアクリル酸ソーダ、ポリメタクリル酸ソーダ、ポリアクリルアミド、ポリメタクリルアミド、ポリビニルメチルエーテル、酢酸ビニル−マレイン酸重合体、スチレン−マレイン酸共重合体、ポリビニルピロリドン、ポリアクリル酸エステル部分ケン化物、ポリメタクリル酸エステル部分ケン化物等の水溶性高分子を上記ポリビニルアルコールと併用してもよい。
【0010】
本発明のマスキング材1の表面上の薄膜は、上記水溶性高分子の水溶液、エマルジョン、分散液等を該表面にスプレー塗布、刷毛塗り、あるいは該水溶液中にマスキング材を浸漬等して形成する。
【0011】
薄膜の接着性を向上させるために、マスキング材1の表面を予めコロナ放電処理やプライマー処理等の前処理を施してもよい。
【0012】
本発明のマスキング材1の表面に形成される薄膜は、マスキング材1の全面に渡って形成されてもよく、部分的にのみ形成されてもよい。但し、少なくとも該マスキング材1を使用する場合に塗料が付着する個所には必ず薄膜が形成されていることが必要である。
以下、本発明を実施例によって説明する。なお本発明は以下に示される実施例のみに限定されるものではない。
【0013】
〔実施例1〕
本発明の一実施例を、図1〜図3を用いて説明する。本実施例のマスキング材1は、円柱形状であり、該マスキング材1の直径は、ねじ孔5内部のねじ谷径と等しくなるように設定されている。
該マスキング材1はポリスチレン発泡体からなる。該ポリスチレン発泡体の発泡倍率は20〜40倍である。この発泡倍率を有するマスキング材1は、ねじ孔5にねじ込まれても、ねじ山との接触によって破損することなく、ねじ孔5のねじ山に食い込みながらスムーズにねじ孔を進行することが出来る。
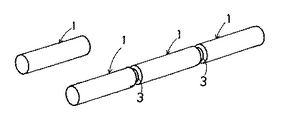
該マスキング材1は通常、数個連結した形状で提供される。それぞれのマスキング材1は連結部分3によって連結しており、使用時にマスキング材1を連結部分3より折り取る。
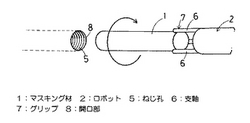
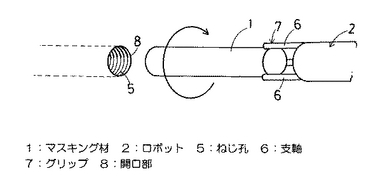
該マスキング材1は、図2に示されるようにロボット2によってねじ孔5にねじ込まれ、挿着される。該ロボット5は三本の支軸6からなるグリップ7を有し、該グリップ7によってマスキング材1はしっかりと固定される。グリップ7で固定されたマスキング材1は、所定の向きに等速度で回転させられながら、ねじ孔5内部へねじ込まれる。
マスキング材1は等速度で回転しながらねじ孔5内部へねじ込まれるので、マスキング材1、とくにマスキング材1の先端部分に局所的な摩擦力が加わり難い。よってマスキング材1が破損することなくねじ孔5に確実にねじ込まれ、挿着される。
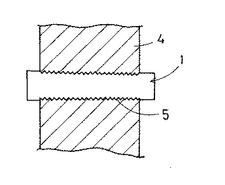
該マスキング材1を挿着後、ねじ孔5を有する部材4の表面を塗装したが、塗料がねじ孔5内部へ侵入することは無かった。
塗装後、マスキング材1はねじ孔5から取り外されるが、その際、上記ロボット2を使用してマスキング材1を取り外しても良いが、手で容易に取り外すこともできる。
なお本実施例において、連結したままのマスキング材1をロボット2で等速度で回転させながらねじ孔5をマスキングしても良い。その場合、一つのマスキング材1をねじ孔5にねじ込み挿着したら、挿着されたマスキング材1は他のマスキング材1から折り取られる。残りの他のマスキング材1は、再び他のねじ孔5のマスキング材1として使用される。
【0014】
〔実施例2〕
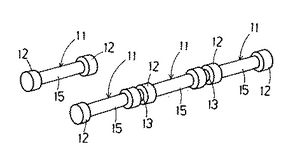
本発明の他の実施例を図4および図5に示す。本実施例のマスキング材11は、円柱形状の側端部12と該側端部12と接続する円柱形状の中央部15とからなる。該側端部12の直径は、ねじ孔5のねじ谷の径と等しくなるように設定されている。また中央部15の直径は、側端部12の直径よりも小さくなるように設定されている。
該マスキング材11は、通常、数個連結した形状で提供される。それぞれのマスキング材11は連結部分13によって連結しており、使用時にマスキング材11を連結部分13より折り取る。本実施例のマスキング材11の発泡倍率は30〜40倍である。
本実施例のマスキング材11も上記実施例1と同様のロボット2によりねじ孔5にねじ込まれ、挿着される。
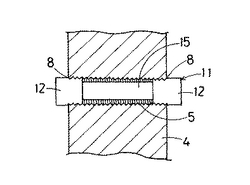
本実施例のマスキング材11は、側端部12がねじ孔5のねじ山と食い込み、ねじ孔5の両開口部8の位置に配置される。本実施例のマスキング材11の中央部15は、ねじ孔5の径よりも小径であるため、ねじ孔5と接触しないので、該マスキング材11をスムーズにねじ込み、挿着することができる。
【産業上の利用可能性】
【0015】
本発明は、ねじ孔5を有する部材4を塗装の際、ねじ孔5内部への塗料の侵入を防ぐ為のねじ孔5のマスキングに使用することが有用である。
特に溶剤系の表面処理のマスキングに使用することが有用である。
【図面の簡単な説明】
【0016】
図1〜図3は本発明の一実施例を示すものである。
【図1】マスキング材の斜視図を示す。
【図2】マスキング材をロボットを使用してねじ孔にねじ込む様子を示す説明図である。
【図3】ねじ孔内に挿着されたマスキング材の断面図を示す。 図4〜図5は本発明の他の実施例を示すものである。
【図4】他のマスキング材の斜視図を示す。
【図5】ねじ孔内に装着されたマスキング材の断面図を示す。図6および図7は従来のねじ孔のマスキング方法を示す。
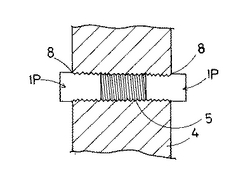
【図6】ねじ孔の開口部を、2つの栓(マスキング材)でマスキングした状態を示す断面図である。
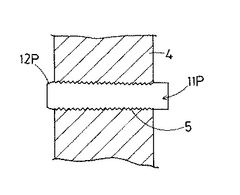
【図7】ねじ孔を、手でねじ込んだ円柱状のマスキング材でマスキングした状態を示す断面図である。
【符号の説明】
【0017】
1 マスキング材
2 ロボット
3 連結部分
4 ねじ孔を有する部材
5 ねじ孔
6 支軸
7 グリップ
8 開口部
11 マスキング材
12 側端部
13 連結部分
15 中央部
【技術分野】
【0001】
本発明は、塗装の際にねじ孔の内部に塗料が侵入するのを防ぐための方法であって、該ねじ孔にプラスチック発泡体からなるマスキング材を挿着してねじ孔をマスキングするねじ孔のマスキング方法に関するものである。
【背景技術】
【0002】
従来より、ねじ孔5を有する部材4を塗装する際、ねじ孔5にスチレン発泡体等からなる栓(マスキング材)を挿着し、ねじ孔5内部への塗料の侵入防止が図られている。ねじ孔5内部に塗料が侵入し、ねじ孔5内部に塗料の被膜が形成されると、ねじとねじ孔5が螺合しなくなり問題となる。従って、ねじ孔5内部への塗料の侵入を防ぐことは大変重要である。 ねじ孔5をマスキング材によってマスキングする方法(マスキング方法)としては、ねじ孔5の一方の開口部のみをマスキング材でマスキングする方法や、ねじ孔の双方の口をマスキング材でマスキングする方法等が知られている。
【0003】
特に、塗料がねじ孔の双方の開口部8、8から侵入する可能性がある場合、ねじ孔5をマスキングする方法としては、例えば図6に示されるように、ねじ孔5の双方の開口部8、8にスチレン発泡体からなる栓1P、1Pを手で嵌め込んでねじ孔をマスキングする方法や、図7に示されるようにスチレン発泡体からなる円柱形状のマスキング材11Pを手でねじ孔5内部にねじ込んで挿着させるマスキング方法が知られている(例えば特許文献1参照)。
【0004】
【特許文献1】実開昭63−201685号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
前者の従来のねじ孔5のマスキング方法は、ねじ孔5の開口部8、8を両端から栓1P、1Pでマスキングする必要があるが、通常一方のねじ孔5の開口部8に栓Pを挿着することは容易であるが、場合によっては他方のねじ孔5の開口部8が、手の届き難い個所に配置されている場合があり、他方の栓1Pの挿着に手間がかかるという問題がある。
また後者の従来のねじ孔5のマスキング方法では、円柱状のマスキング材11Pを手でねじ込みながらねじ孔5を進行させるが、手でマスキング材11Pをねじ込むと、マスキング材11Pの先端部分12Pに局所的にねじ孔5のねじ山との摩擦力が加わり、マスキング材11Pの先端部分12Pがしばしば破損することがある。マスキング材11Pの先端部分12Pが破損すると、ねじ孔5内部への塗料の侵入を確実に防ぐことができず、問題となっている。
【課題を解決するための手段】
【0006】
本発明は、上記課題を解決するための手段として、プラスチック発泡体からなるマスキング材1をロボット2により等速度で回転させながらネジ孔5にねじ込み挿着するねじ孔のマスキング方法を提供する。該プラスチック発泡体はスチレン発泡体であることが望ましい。
【発明の効果】
【0007】
本発明のマスキング方法によれば、プラスチック発泡体からなるマスキング材1を確実にねじ孔5に挿着することが出来る。
【発明を実施するための最良の形態】
【0008】
本発明のマスキング材1は、ポリスチレン発泡性ビーズをビーズ成形することにより得られるポリスチレン発泡体からなる。該ポリスチレン発泡性ビーズは、ポリスチレンにプロパン、ブタン、ペンタン、石油エーテル等の揮発性発泡剤を含浸せしめたものであり、本発明のマスキング材は通常ポリスチレン発泡性ビーズを予備発泡した上で型に充填し、加熱して完全発泡せしめる方法によって製造される。
本発明では、ポリスチレン発泡体の発泡倍率は、10〜60倍、望ましくは15〜50倍、更に望ましくは20〜40倍である。
発泡倍率が60倍をこえると、マスキング材1をねじ孔5にねじ込む際、マスキング材1はねじ孔5のねじ山との接触で壊れ易くなってしまう。
また発泡倍率が20倍未満であると、マスキング材1をねじ孔5にねじ込む際、マスキング材1にねじ山が食い込みにくく、ねじ込み抵抗が大きくなってしまう。
また本発明のマスキング材1として、ウレタン等の他のプラスチック発泡体を使用してもよい。
【0009】
本発明のマスキング材1の表面に、鹸化度が85%以上、望ましくは90%以上、更に望ましくは98%以上のポリビニルアルコールの薄膜を形成してもよい。該被膜をマスキング材1の表面に形成することによって、マスキング材1の耐溶剤性を向上させることができる。
鹸化度が85%を下回ると、マスキング材1の表面上に形成される薄膜が、有機溶剤に溶解または膨潤するおそれがある。
なお、ニカワ、ゼラチン、カゼイン、澱粉、変性澱粉、デキストリン、アルブミン、アラビアゴム、ダンマゴム、アルギン酸ソーダ、ポリビニルアルコール(PVA)、珪酸ソーダ、カルボキシメチルセルロース(CMC)、メチルセルロース(MC)、ヒドロキシエチルセルロース(HEC)、ポリアクリル酸ソーダ、ポリメタクリル酸ソーダ、ポリアクリルアミド、ポリメタクリルアミド、ポリビニルメチルエーテル、酢酸ビニル−マレイン酸重合体、スチレン−マレイン酸共重合体、ポリビニルピロリドン、ポリアクリル酸エステル部分ケン化物、ポリメタクリル酸エステル部分ケン化物等の水溶性高分子を上記ポリビニルアルコールと併用してもよい。
【0010】
本発明のマスキング材1の表面上の薄膜は、上記水溶性高分子の水溶液、エマルジョン、分散液等を該表面にスプレー塗布、刷毛塗り、あるいは該水溶液中にマスキング材を浸漬等して形成する。
【0011】
薄膜の接着性を向上させるために、マスキング材1の表面を予めコロナ放電処理やプライマー処理等の前処理を施してもよい。
【0012】
本発明のマスキング材1の表面に形成される薄膜は、マスキング材1の全面に渡って形成されてもよく、部分的にのみ形成されてもよい。但し、少なくとも該マスキング材1を使用する場合に塗料が付着する個所には必ず薄膜が形成されていることが必要である。
以下、本発明を実施例によって説明する。なお本発明は以下に示される実施例のみに限定されるものではない。
【0013】
〔実施例1〕
本発明の一実施例を、図1〜図3を用いて説明する。本実施例のマスキング材1は、円柱形状であり、該マスキング材1の直径は、ねじ孔5内部のねじ谷径と等しくなるように設定されている。
該マスキング材1はポリスチレン発泡体からなる。該ポリスチレン発泡体の発泡倍率は20〜40倍である。この発泡倍率を有するマスキング材1は、ねじ孔5にねじ込まれても、ねじ山との接触によって破損することなく、ねじ孔5のねじ山に食い込みながらスムーズにねじ孔を進行することが出来る。
該マスキング材1は通常、数個連結した形状で提供される。それぞれのマスキング材1は連結部分3によって連結しており、使用時にマスキング材1を連結部分3より折り取る。
該マスキング材1は、図2に示されるようにロボット2によってねじ孔5にねじ込まれ、挿着される。該ロボット5は三本の支軸6からなるグリップ7を有し、該グリップ7によってマスキング材1はしっかりと固定される。グリップ7で固定されたマスキング材1は、所定の向きに等速度で回転させられながら、ねじ孔5内部へねじ込まれる。
マスキング材1は等速度で回転しながらねじ孔5内部へねじ込まれるので、マスキング材1、とくにマスキング材1の先端部分に局所的な摩擦力が加わり難い。よってマスキング材1が破損することなくねじ孔5に確実にねじ込まれ、挿着される。
該マスキング材1を挿着後、ねじ孔5を有する部材4の表面を塗装したが、塗料がねじ孔5内部へ侵入することは無かった。
塗装後、マスキング材1はねじ孔5から取り外されるが、その際、上記ロボット2を使用してマスキング材1を取り外しても良いが、手で容易に取り外すこともできる。
なお本実施例において、連結したままのマスキング材1をロボット2で等速度で回転させながらねじ孔5をマスキングしても良い。その場合、一つのマスキング材1をねじ孔5にねじ込み挿着したら、挿着されたマスキング材1は他のマスキング材1から折り取られる。残りの他のマスキング材1は、再び他のねじ孔5のマスキング材1として使用される。
【0014】
〔実施例2〕
本発明の他の実施例を図4および図5に示す。本実施例のマスキング材11は、円柱形状の側端部12と該側端部12と接続する円柱形状の中央部15とからなる。該側端部12の直径は、ねじ孔5のねじ谷の径と等しくなるように設定されている。また中央部15の直径は、側端部12の直径よりも小さくなるように設定されている。
該マスキング材11は、通常、数個連結した形状で提供される。それぞれのマスキング材11は連結部分13によって連結しており、使用時にマスキング材11を連結部分13より折り取る。本実施例のマスキング材11の発泡倍率は30〜40倍である。
本実施例のマスキング材11も上記実施例1と同様のロボット2によりねじ孔5にねじ込まれ、挿着される。
本実施例のマスキング材11は、側端部12がねじ孔5のねじ山と食い込み、ねじ孔5の両開口部8の位置に配置される。本実施例のマスキング材11の中央部15は、ねじ孔5の径よりも小径であるため、ねじ孔5と接触しないので、該マスキング材11をスムーズにねじ込み、挿着することができる。
【産業上の利用可能性】
【0015】
本発明は、ねじ孔5を有する部材4を塗装の際、ねじ孔5内部への塗料の侵入を防ぐ為のねじ孔5のマスキングに使用することが有用である。
特に溶剤系の表面処理のマスキングに使用することが有用である。
【図面の簡単な説明】
【0016】
図1〜図3は本発明の一実施例を示すものである。
【図1】マスキング材の斜視図を示す。
【図2】マスキング材をロボットを使用してねじ孔にねじ込む様子を示す説明図である。
【図3】ねじ孔内に挿着されたマスキング材の断面図を示す。 図4〜図5は本発明の他の実施例を示すものである。
【図4】他のマスキング材の斜視図を示す。
【図5】ねじ孔内に装着されたマスキング材の断面図を示す。図6および図7は従来のねじ孔のマスキング方法を示す。
【図6】ねじ孔の開口部を、2つの栓(マスキング材)でマスキングした状態を示す断面図である。
【図7】ねじ孔を、手でねじ込んだ円柱状のマスキング材でマスキングした状態を示す断面図である。
【符号の説明】
【0017】
1 マスキング材
2 ロボット
3 連結部分
4 ねじ孔を有する部材
5 ねじ孔
6 支軸
7 グリップ
8 開口部
11 マスキング材
12 側端部
13 連結部分
15 中央部
【特許請求の範囲】
【請求項1】
プラスチック発泡体からなるマスキング材をロボットにより等速度で回転させながらネジ孔にねじ込み挿着することを特徴とするねじ孔のマスキング方法。
【請求項2】
該プラスチック発泡体はスチレン発泡体である請求項1に記載のねじ孔のマスキング方法。
【請求項1】
プラスチック発泡体からなるマスキング材をロボットにより等速度で回転させながらネジ孔にねじ込み挿着することを特徴とするねじ孔のマスキング方法。
【請求項2】
該プラスチック発泡体はスチレン発泡体である請求項1に記載のねじ孔のマスキング方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−82032(P2006−82032A)
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願番号】特願2004−270703(P2004−270703)
【出願日】平成16年9月17日(2004.9.17)
【出願人】(000243892)名古屋油化株式会社 (78)
【Fターム(参考)】
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願日】平成16年9月17日(2004.9.17)
【出願人】(000243892)名古屋油化株式会社 (78)
【Fターム(参考)】
[ Back to top ]