
ねじ部品締結機
【課題】 ドライバビットに付加される推力を制御してねじ部品を締結するねじ部品締結機を提供する。
【解決手段】 本発明は昇降用モータ5の回転を受けて作動する昇降機構2により昇降するドライバ台6と、ドライバ台6に保持された締付け用モータ8の回転を受けて回転するドライバビット3aとを備えるとともに、ドライバビット3aに付加される荷重を検出する荷重検出部7を設け、この荷重検出部7の検出値から昇降用モータ5の速度を制御してドライバビットに加わる推力を制御している。そのため、ドライバビット3aに付加される推力を検出して、昇降用モータ5の速度を制御でき、ドライバビット3aの下降速度を制御してドライバビット3aに付加される推力を任意の値に設定することができる。しかも、ドライバビット等の質量が変更になっても、設定された推力値を変更する必要がなくねじ締結作業を継続することができる。
【解決手段】 本発明は昇降用モータ5の回転を受けて作動する昇降機構2により昇降するドライバ台6と、ドライバ台6に保持された締付け用モータ8の回転を受けて回転するドライバビット3aとを備えるとともに、ドライバビット3aに付加される荷重を検出する荷重検出部7を設け、この荷重検出部7の検出値から昇降用モータ5の速度を制御してドライバビットに加わる推力を制御している。そのため、ドライバビット3aに付加される推力を検出して、昇降用モータ5の速度を制御でき、ドライバビット3aの下降速度を制御してドライバビット3aに付加される推力を任意の値に設定することができる。しかも、ドライバビット等の質量が変更になっても、設定された推力値を変更する必要がなくねじ締結作業を継続することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ねじ、ボルト等のねじ部品の締結時にドライバビットからねじ部品に付加される推力を制御してねじ部品を締結するねじ部品締結機に関する。
【背景技術】
【0002】
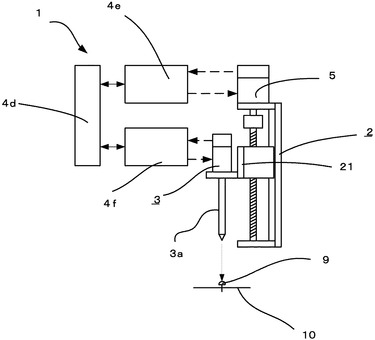
最近、ねじをワークに締付ける場合には、ワークが樹脂材または薄板となると、めねじの強度が低くなることから、めねじの破損を防ぐため、セルフドリリングねじ、タッピングねじ、標準ねじ等ねじの種類および締付け工程中の各締付け段階に応じて適正な推力が得られるようにしたねじ部品締結機が開発されている。このねじ部品締結機1は、図3に示すようにドライバビット3aを備えたドライバツール3を有し、このドライバツール3は昇降用モータ5の回転を受けて作動する昇降機構2の昇降部21に取付けられて昇降する一方で、ツールコントローラ4fからの速度指令値を受けてドライバビット3aを設定速度で回転させるように構成されている。また、前記ねじ部品締結機1は所定締付けパターンの各締付け段階で制御部4dからサーボコントローラ4eに速度指令値を送って昇降用モータ5の出力トルクを制限するように構成されている。
【0003】
【特許文献1】特許第2894198号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
このねじ部品締結機1では、昇降用モータ5の出力トルクを制限することにより、ドライバビット3aの下降速度を抑えてドライバビット3aに付加される推力を抑えることができ、ねじ締結時のワーク10の損傷はかなり解消される。しかしながら、作業者は実際にドライバビット3aに付加される推力値を把握することができず、締付け不良発生の際の原因究明に支障を来す等の欠点が生じている。また、ドライバツール3と昇降部21との合算質量がドライバビット3aの推力に影響を与えることから、ドライバビット3aの破損等によりドライバビット3aを交換する度に、その質量の変更分だけ昇降用モータ5の出力トルクを設定し直さねばならず、現場作業に不向きな機器となる等の欠点が生じている。
【課題を解決するための手段】
【0005】
上記課題の解決を目的として、本発明は昇降用モータの回転を受けて作動する昇降機構により昇降するドライバ台と、ドライバ台に保持された締付け用モータの回転を受けて回転するドライバビットとを備えたねじ部品締結機において、ドライバビットに付加される荷重を検出する荷重検出部をドライバ台に設け、この荷重検出部の検出値から昇降用モータの速度を制御してドライバビットの推力を制御するように構成されている。
【0006】
また、前記締付け用モータはトルク制御機能を有していてもよい。
【発明の効果】
【0007】
本発明によれば、ドライバビットに付加される推力を検出できるので、この推力があらかじめ設定された推力値となるように昇降用モータの速度を制御して、ドライバビットの下降速度を制御できる。そのため、作業者はドライバビットに付加される実際の推力値を把握することができ、締付け不良発生の際に原因究明が容易となるなどの利点がある。また、ドライバビットの交換等でドライバビットを含むドライバ台の質量が変更されても、これらの自重を考慮する必要がないので、各締付け段階で推力値が設定されていても、これらを変更することなく、ねじ部品の締結作業を継続することができ、現場作業に最適な機器を提供することができる。
【0008】
また、締付け用モータがトルク制御機能を有している場合には、締付けトルクと推力を制御して締付けを行うことができるため、ワークの材質および締付けパターンに最適な締付けを行うことができる。
【発明を実施するための最良の形態】
【0009】
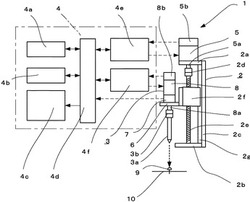
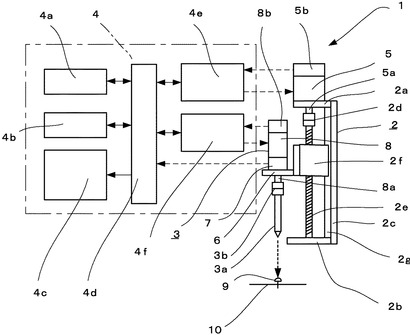
以下、図面に基づいて本発明を実施するための最良の形態を説明する。図1において、1はねじ部品の一例のねじを締結するねじ部品締結機であり、基台(図示せず)に固定された昇降機構2と、この昇降機構2の作動により昇降するドライバツール3と、これらを制御する制御装置4とから構成されている。前記昇降機構2は、上板2a、下板2bおよび直立板2cを有し、上板2aには昇降用ACサーボモータ(以下、昇降用モータという)5がその駆動軸5aを下方にして取付けられている。また、この駆動軸5aにはカップリング2dを介してボールねじ軸2eが連結されており、その下端は前記下板2bに回転自在に保持されている。さらに、このボールねじ軸2eにはそのねじ部に螺合するナット部材2fが案内されており、このナット部材2fにはドライバ台6が取付けられている。しかも、前記ナット部材2fは前記直立板2cに取付けられたリニアレール2gに案内されており、ボールねじ軸2eの回転にともなってドライバ台6が昇降するように構成されている。
【0010】
前記昇降用モータ5には、その駆動軸5aの回転に応じたパルス信号を出力するパルスエンコーダ5bが付設されており、このパルス信号が後記する制御部4dに送られ、昇降用モータ5の回転速度とナット部材2fの昇降量とがフィードバック制御されるように構成されている。
【0011】
前記ドライバツール3は荷重検出部7を介してドライバ台6に取付けられた回転駆動源の一例の締付け用ACサーボモータ(以下、締付け用モータという)8を有し、この締付け用モータ8の駆動軸8aは後記する起歪管(図示せず)内を通ってドライバ台6を貫通し、その下方に突出するように構成されている。この駆動軸8aは、カップリング3bを介してドライバビット3aに直結されており、ドライバ台6の下降にともなう力、すなわち推力がドライバビット3aの先端に伝わるように構成されている。また、前記締付け用モータ8には昇降用モータ5と同様、駆動軸8aの回転に応じてパルス信号を出力するパルスエンコーダ8bが付設されており、そのパルス信号が制御部4dに送られ、締付け用モータ8の回転速度が制御されるように構成されている。
【0012】
前記荷重検出部は、締付け用モータ8を保持可能な起歪管と、締付け時にドライバビット3aが上方への反力を受ける時に起歪管に生じる歪みを検出する歪みゲージ(図示せず)とからなっている。前記歪みゲージの検出値は制御部4dに送られ、この検出値からドライバビット3aに付加される推力が検出されるように構成されている。なお、起歪管と歪みゲージとからなる荷重検出部に代え、圧電素子(図示せず)を備えた構造の荷重検出部を利用することもできる。
【0013】
前記ドライバビット3aの先端は横断面十字形状に形成されており、しかも金属製のねじ9を保持できるように磁化されている。なお、ドライバビット3aの移動路にねじ9を保持するチャックユニット(図示せず)を配置して、磁化されてないドライバビット3aによりチャックユニットに保持されたねじ9をワーク10に締付けるようにしてもよい。また、締付け用モータ8はACサーボモータでなくてもよく、トルク制御機能を有するDCモータ(図示せず)であってもよい。
【0014】
前記制御装置4は、記憶部4a、操作部4bおよび表示部4cが接続された制御部4dと、昇降用モータ5を制御するサーボコントローラ4eと、締付け用モータ8を制御するツールコントローラ4fとを有しており、各コントローラは制御部4dから送られる各種情報および指令信号により駆動されるように構成されている。前記記憶部4aは最終締付けトルク値、各締付け段階での締付け用モータ8の速度指令値、各締付け段階での昇降用モータ5の初期速度指令値・推力値等の各種情報を記憶するように構成されている。また、前記操作部4bは標準締付けパターン、タッピン締付けパターン、増し締めパターン、セルフドリリング締付けパターン等の締付けパターンから一つを選択する締付けパターン信号、締付け開始信号等各種指令信号を出力するように構成されている。さらに、前記操作部4bは設定モードおよび作業モードを選択できるように構成されており、設定モード時に各種情報を入力して記憶できるように構成されている。しかも、前記表示部4cは設定モード時最終締付けトルク値、選択された締付けパターンに応じた各締付け段階での締付け用モータ8の速度指令値・昇降用モータ5の初期速度指令値・推力値等の設定項目を表示する一方、作業モード時には締付け用モータの負荷電流から得られるトルク波形等各種情報を表示するように構成されている。
【0015】
前記制御部4dは、設定モード時に操作部4bから各種情報が入力されると、これら情報を記憶部4aに記憶するように構成されている。また、この制御部4dは作業モード時に、操作部4bから締付け開始信号が送られると、操作部4bで指示された締付けパターンに応じて各締付け段階での昇降用モータ5の初期速度指令値と、各締付け段階での設定推力値と、最終締付けトルク値と、各締付け段階の締付け用モータの速度指令値とが記憶部4aから呼出されてこれらが一時記憶される一方、各締付け段階毎に初期速度指令値がサーボコントローラ4eに送られるように構成されている。さらに、前記制御部4dは荷重検出部7の検出値から各締付け段階で設定推力値が得られる速度指令値を算出してこの算出速度指令値をサーボコントローラ4eに送るように構成されている。しかも、この制御部はツールコントローラ4fから締付け完了信号を受けると、サーボコントローラ4eに昇降用モータ5の停止後逆転指令値を送る一方、ナット部材2fが上限復帰すると停止指令信号をサーボコントローラ4eに送るように構成されている。同時に、この制御部4dは締付け開始信号を受けると最終締付けトルク値をツールコントローラ4fに送る一方、各締付け段階で速度指令値をツールコントローラ4fに送るように構成されている。
【0016】
前記サーボコントローラ4eは、制御部4dから送られる初期速度指令値または算出速度指令値を受けると、これらに対応した速度で昇降用モータ5を回転させるようにフィードバック制御するように構成されている。また、このサーボコントローラ4eは制御部4dから停止後逆転指令値を受けると昇降用モータ5を一旦停止させた後低速度で逆転させる一方、停止指令信号を受けると昇降用モータ5を停止させるように構成されている。
【0017】
前記ツールコントローラ4fは、各締付け段階の速度指令値を受けると、パルスエンコーダ8bからのパルス信号を受けて締付け用モータ8の回転速度を制御しながら最終締付けトルク値で締付け、最終締付けトルクに達してからさらに締付け用モータ8を所定回転角回転させて締付けを完了し、締付け完了信号を制御部に出力するように構成されている。また、このツールコントローラ4fは締付け用モータ8の負荷電流から締付けパターンの各締付け段階を検出して、これら締付け段階の検出信号を制御部4dに送るように構成されている。
【0018】
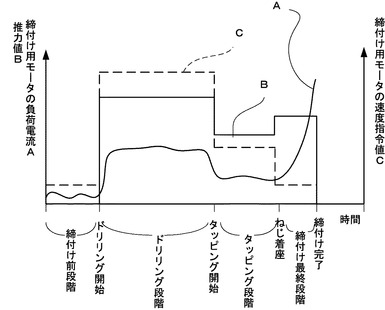
上記ねじ部品締結機では、設定モード時に操作部4bで標準ねじ締付けパターン、タッピング締付けパターン、増し締めパターン、セルフドリリング締付けパターン等のうちから一つの締付けパターンが選択され、締付けパターン信号が制御部4dに送られる。この締付けパターン信号に応じて最終締付けトルク、各締付け段階での締付け用モータ8の速度指令値、各締付け段階の昇降用モータ5の初期速度指令値および推力値が操作部4bで設定され、これらが記憶部4aで記憶される。例えば、セルフドリリング締付けパターンでは、図2に示すようにねじ9の先端がワーク10に当接するまでの締付け前段階では、昇降用モータ5に対応して高速の速度指令値が、また締付け用モータに対しては低速の速度指令値が設定される。また、ワーク10に下穴(図示せず)を開けるドリリング段階では昇降用モータ5に対しては大きな速度指令値と大きな設定推力値とが、締付け用モータ8に対しては高速の速度指令値が設定される。さらに、ねじ9が着座するまでのタッピン段階では昇降用モータ5に対してはめねじを破壊しない程度でドライバビット3aがねじ9の頭部からカムアウトしない程度の設定推力値が、締付け用モータ8に対しては中速の速度指令値が設定される。しかも、前記ねじ9が着座して後の締付け完了段階には着座時の衝撃でドライバビット3aがカムアウトしない十分な推力値が、また締付け用モータ8に対しては超低速の速度指令値が設定されるとともに、最終締付けトルク値になる時点からの回転角が設定される。
【0019】
その後、操作部4bで作業モードが選択された状態で、操作部4bから締付け開始信号が出力されると、操作部4bで指示された締付けパターンに対応した締付けパターン信号が制御部4dに送られる。この締付けパターン信号に応じて各種情報が呼出され、これらが一時記憶されると同時に、サーボコントローラ4eに締付け前段階に応じた高速の初期速度指令値が送られ、昇降用モータ5が高速で回転し始める。そのため、ボールねじ軸2eも一体に回転してナット部材2fがリニアレール2gに沿って下降する。このナット部材2fの下降にともない、ドライバツール3が下降し、同時にツールコントローラ4fにも最終締付けトルク値および締付け前段階での速度指令値が送られ、締付け用モータ8が所定速度で回転する。その間、締付け用モータ8の負荷電流からいずれの締付け段階かが検出され、その検出信号が制御部4dに送られる。締付け用モータの負荷電流からドリリング段階が検出されると、これに応じた昇降用モータ5の初期速度指令値がサーボコントローラ4eに送られる。同時に、ドライバビット3aの先端のねじ9がワーク10の下穴にねじ込まれる際にドライバビット3aに発生する反力が荷重検出部7の検出値として取り出される。この検出値がドリリング段階の設定推力値と一致するように昇降用モータ5の速度指令値が算出速度指令値として算出され、フィードバック制御される。そのため、昇降用モータ5の回転にともない下降するドライバビット3aに付加される推力がドリリング段階で最適な値に保持される。また、締付け用モータ8の負荷電流からタッピング段階、締付け完了段階が検出される際も、同様に昇降用モータ5および締付け用モータ8が駆動され、これら締付け段階で最適な回転速度で最適な推力をドライバビット3aに加えてその先端のねじ9をワーク10に締付けることができる。
【0020】
そのため、締付け工程中の各締付け段階で、昇降用モータ5はドライバビット3aに付加される推力が設定推力値になる速度で常に回転でき、ねじ9には締付けパターンに応じた設定推力値が付加されることとなり、各締付け段階で最適な推力が加えられる。また、各締付け段階で加える推力を荷重検出部7で検出しているため、作業者はドライバビット3aに付加される実際の推力値を把握でき、締付け不良の発生の際、原因究明が容易となる。また、ドライバツール3およびナット部材2fの自重の影響を考慮する必要がないので、ドライバビット3aの交換等でドライバビット3aを含む昇降部の質量が変更されても、各締付け段階で設定された推力を変更せずに、ねじ9の締付けを継続することができる。さらに、前記昇降部の自重よりも小さな推力で締付けを行う場合には、速度指令値は逆転方向の速度指令値を送るだけで、対応することができる。
【0021】
なお、本実施態様では、セルフドリリング締付けパターンについて説明されているが、他のいずれの締付けパターンもセルフドリリング締付けパターンの締付け段階を一部省略することにより同様の作用効果が得られる。また、ツールコントローラ4fはトルク−角度法による締付けを行っているが、トルク法のみで締付けを行うこともできる。さらに、各締付け段階を締付け用モータの負荷電流から検出しているが、ドリリング段階、締付け完了段階を位置検出センサ(図示せず)によっても検出するようにすることもできる。
【図面の簡単な説明】
【0022】
【図1】本発明の構成を示すブロック図である。
【図2】本発明に係るセルフドリリング締付けパターンの各締付け段階の設定推力値・締付け用モータの速度指令値並びに負荷電流特性を説明する波形図である。
【図3】従来例の構成を示すブロック図である。
【符号の説明】
【0023】
1 ねじ部品締結機
2 昇降機構
2a 上板
2b 下板
2c 直立板
2d カップリング
2e ボールねじ軸
2f ナット部材
2g リニアレール
3 ドライバツール
3a ドライバビット
3b カップリング
4 制御装置
4a 記憶部
4b 操作部
4c 表示部
4d 制御部
4e サーボコントローラ
4f ツールコントローラ
5 昇降用ACサーボモータ
5a 駆動軸
5b パルスエンコーダ
6 ドライバ台
7 荷重検出部
8 締付け用ACサーボモータ
8a 駆動軸
8b パルスエンコーダ
9 ねじ
10 ワーク
21 昇降部
【技術分野】
【0001】
本発明は、ねじ、ボルト等のねじ部品の締結時にドライバビットからねじ部品に付加される推力を制御してねじ部品を締結するねじ部品締結機に関する。
【背景技術】
【0002】
最近、ねじをワークに締付ける場合には、ワークが樹脂材または薄板となると、めねじの強度が低くなることから、めねじの破損を防ぐため、セルフドリリングねじ、タッピングねじ、標準ねじ等ねじの種類および締付け工程中の各締付け段階に応じて適正な推力が得られるようにしたねじ部品締結機が開発されている。このねじ部品締結機1は、図3に示すようにドライバビット3aを備えたドライバツール3を有し、このドライバツール3は昇降用モータ5の回転を受けて作動する昇降機構2の昇降部21に取付けられて昇降する一方で、ツールコントローラ4fからの速度指令値を受けてドライバビット3aを設定速度で回転させるように構成されている。また、前記ねじ部品締結機1は所定締付けパターンの各締付け段階で制御部4dからサーボコントローラ4eに速度指令値を送って昇降用モータ5の出力トルクを制限するように構成されている。
【0003】
【特許文献1】特許第2894198号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
このねじ部品締結機1では、昇降用モータ5の出力トルクを制限することにより、ドライバビット3aの下降速度を抑えてドライバビット3aに付加される推力を抑えることができ、ねじ締結時のワーク10の損傷はかなり解消される。しかしながら、作業者は実際にドライバビット3aに付加される推力値を把握することができず、締付け不良発生の際の原因究明に支障を来す等の欠点が生じている。また、ドライバツール3と昇降部21との合算質量がドライバビット3aの推力に影響を与えることから、ドライバビット3aの破損等によりドライバビット3aを交換する度に、その質量の変更分だけ昇降用モータ5の出力トルクを設定し直さねばならず、現場作業に不向きな機器となる等の欠点が生じている。
【課題を解決するための手段】
【0005】
上記課題の解決を目的として、本発明は昇降用モータの回転を受けて作動する昇降機構により昇降するドライバ台と、ドライバ台に保持された締付け用モータの回転を受けて回転するドライバビットとを備えたねじ部品締結機において、ドライバビットに付加される荷重を検出する荷重検出部をドライバ台に設け、この荷重検出部の検出値から昇降用モータの速度を制御してドライバビットの推力を制御するように構成されている。
【0006】
また、前記締付け用モータはトルク制御機能を有していてもよい。
【発明の効果】
【0007】
本発明によれば、ドライバビットに付加される推力を検出できるので、この推力があらかじめ設定された推力値となるように昇降用モータの速度を制御して、ドライバビットの下降速度を制御できる。そのため、作業者はドライバビットに付加される実際の推力値を把握することができ、締付け不良発生の際に原因究明が容易となるなどの利点がある。また、ドライバビットの交換等でドライバビットを含むドライバ台の質量が変更されても、これらの自重を考慮する必要がないので、各締付け段階で推力値が設定されていても、これらを変更することなく、ねじ部品の締結作業を継続することができ、現場作業に最適な機器を提供することができる。
【0008】
また、締付け用モータがトルク制御機能を有している場合には、締付けトルクと推力を制御して締付けを行うことができるため、ワークの材質および締付けパターンに最適な締付けを行うことができる。
【発明を実施するための最良の形態】
【0009】
以下、図面に基づいて本発明を実施するための最良の形態を説明する。図1において、1はねじ部品の一例のねじを締結するねじ部品締結機であり、基台(図示せず)に固定された昇降機構2と、この昇降機構2の作動により昇降するドライバツール3と、これらを制御する制御装置4とから構成されている。前記昇降機構2は、上板2a、下板2bおよび直立板2cを有し、上板2aには昇降用ACサーボモータ(以下、昇降用モータという)5がその駆動軸5aを下方にして取付けられている。また、この駆動軸5aにはカップリング2dを介してボールねじ軸2eが連結されており、その下端は前記下板2bに回転自在に保持されている。さらに、このボールねじ軸2eにはそのねじ部に螺合するナット部材2fが案内されており、このナット部材2fにはドライバ台6が取付けられている。しかも、前記ナット部材2fは前記直立板2cに取付けられたリニアレール2gに案内されており、ボールねじ軸2eの回転にともなってドライバ台6が昇降するように構成されている。
【0010】
前記昇降用モータ5には、その駆動軸5aの回転に応じたパルス信号を出力するパルスエンコーダ5bが付設されており、このパルス信号が後記する制御部4dに送られ、昇降用モータ5の回転速度とナット部材2fの昇降量とがフィードバック制御されるように構成されている。
【0011】
前記ドライバツール3は荷重検出部7を介してドライバ台6に取付けられた回転駆動源の一例の締付け用ACサーボモータ(以下、締付け用モータという)8を有し、この締付け用モータ8の駆動軸8aは後記する起歪管(図示せず)内を通ってドライバ台6を貫通し、その下方に突出するように構成されている。この駆動軸8aは、カップリング3bを介してドライバビット3aに直結されており、ドライバ台6の下降にともなう力、すなわち推力がドライバビット3aの先端に伝わるように構成されている。また、前記締付け用モータ8には昇降用モータ5と同様、駆動軸8aの回転に応じてパルス信号を出力するパルスエンコーダ8bが付設されており、そのパルス信号が制御部4dに送られ、締付け用モータ8の回転速度が制御されるように構成されている。
【0012】
前記荷重検出部は、締付け用モータ8を保持可能な起歪管と、締付け時にドライバビット3aが上方への反力を受ける時に起歪管に生じる歪みを検出する歪みゲージ(図示せず)とからなっている。前記歪みゲージの検出値は制御部4dに送られ、この検出値からドライバビット3aに付加される推力が検出されるように構成されている。なお、起歪管と歪みゲージとからなる荷重検出部に代え、圧電素子(図示せず)を備えた構造の荷重検出部を利用することもできる。
【0013】
前記ドライバビット3aの先端は横断面十字形状に形成されており、しかも金属製のねじ9を保持できるように磁化されている。なお、ドライバビット3aの移動路にねじ9を保持するチャックユニット(図示せず)を配置して、磁化されてないドライバビット3aによりチャックユニットに保持されたねじ9をワーク10に締付けるようにしてもよい。また、締付け用モータ8はACサーボモータでなくてもよく、トルク制御機能を有するDCモータ(図示せず)であってもよい。
【0014】
前記制御装置4は、記憶部4a、操作部4bおよび表示部4cが接続された制御部4dと、昇降用モータ5を制御するサーボコントローラ4eと、締付け用モータ8を制御するツールコントローラ4fとを有しており、各コントローラは制御部4dから送られる各種情報および指令信号により駆動されるように構成されている。前記記憶部4aは最終締付けトルク値、各締付け段階での締付け用モータ8の速度指令値、各締付け段階での昇降用モータ5の初期速度指令値・推力値等の各種情報を記憶するように構成されている。また、前記操作部4bは標準締付けパターン、タッピン締付けパターン、増し締めパターン、セルフドリリング締付けパターン等の締付けパターンから一つを選択する締付けパターン信号、締付け開始信号等各種指令信号を出力するように構成されている。さらに、前記操作部4bは設定モードおよび作業モードを選択できるように構成されており、設定モード時に各種情報を入力して記憶できるように構成されている。しかも、前記表示部4cは設定モード時最終締付けトルク値、選択された締付けパターンに応じた各締付け段階での締付け用モータ8の速度指令値・昇降用モータ5の初期速度指令値・推力値等の設定項目を表示する一方、作業モード時には締付け用モータの負荷電流から得られるトルク波形等各種情報を表示するように構成されている。
【0015】
前記制御部4dは、設定モード時に操作部4bから各種情報が入力されると、これら情報を記憶部4aに記憶するように構成されている。また、この制御部4dは作業モード時に、操作部4bから締付け開始信号が送られると、操作部4bで指示された締付けパターンに応じて各締付け段階での昇降用モータ5の初期速度指令値と、各締付け段階での設定推力値と、最終締付けトルク値と、各締付け段階の締付け用モータの速度指令値とが記憶部4aから呼出されてこれらが一時記憶される一方、各締付け段階毎に初期速度指令値がサーボコントローラ4eに送られるように構成されている。さらに、前記制御部4dは荷重検出部7の検出値から各締付け段階で設定推力値が得られる速度指令値を算出してこの算出速度指令値をサーボコントローラ4eに送るように構成されている。しかも、この制御部はツールコントローラ4fから締付け完了信号を受けると、サーボコントローラ4eに昇降用モータ5の停止後逆転指令値を送る一方、ナット部材2fが上限復帰すると停止指令信号をサーボコントローラ4eに送るように構成されている。同時に、この制御部4dは締付け開始信号を受けると最終締付けトルク値をツールコントローラ4fに送る一方、各締付け段階で速度指令値をツールコントローラ4fに送るように構成されている。
【0016】
前記サーボコントローラ4eは、制御部4dから送られる初期速度指令値または算出速度指令値を受けると、これらに対応した速度で昇降用モータ5を回転させるようにフィードバック制御するように構成されている。また、このサーボコントローラ4eは制御部4dから停止後逆転指令値を受けると昇降用モータ5を一旦停止させた後低速度で逆転させる一方、停止指令信号を受けると昇降用モータ5を停止させるように構成されている。
【0017】
前記ツールコントローラ4fは、各締付け段階の速度指令値を受けると、パルスエンコーダ8bからのパルス信号を受けて締付け用モータ8の回転速度を制御しながら最終締付けトルク値で締付け、最終締付けトルクに達してからさらに締付け用モータ8を所定回転角回転させて締付けを完了し、締付け完了信号を制御部に出力するように構成されている。また、このツールコントローラ4fは締付け用モータ8の負荷電流から締付けパターンの各締付け段階を検出して、これら締付け段階の検出信号を制御部4dに送るように構成されている。
【0018】
上記ねじ部品締結機では、設定モード時に操作部4bで標準ねじ締付けパターン、タッピング締付けパターン、増し締めパターン、セルフドリリング締付けパターン等のうちから一つの締付けパターンが選択され、締付けパターン信号が制御部4dに送られる。この締付けパターン信号に応じて最終締付けトルク、各締付け段階での締付け用モータ8の速度指令値、各締付け段階の昇降用モータ5の初期速度指令値および推力値が操作部4bで設定され、これらが記憶部4aで記憶される。例えば、セルフドリリング締付けパターンでは、図2に示すようにねじ9の先端がワーク10に当接するまでの締付け前段階では、昇降用モータ5に対応して高速の速度指令値が、また締付け用モータに対しては低速の速度指令値が設定される。また、ワーク10に下穴(図示せず)を開けるドリリング段階では昇降用モータ5に対しては大きな速度指令値と大きな設定推力値とが、締付け用モータ8に対しては高速の速度指令値が設定される。さらに、ねじ9が着座するまでのタッピン段階では昇降用モータ5に対してはめねじを破壊しない程度でドライバビット3aがねじ9の頭部からカムアウトしない程度の設定推力値が、締付け用モータ8に対しては中速の速度指令値が設定される。しかも、前記ねじ9が着座して後の締付け完了段階には着座時の衝撃でドライバビット3aがカムアウトしない十分な推力値が、また締付け用モータ8に対しては超低速の速度指令値が設定されるとともに、最終締付けトルク値になる時点からの回転角が設定される。
【0019】
その後、操作部4bで作業モードが選択された状態で、操作部4bから締付け開始信号が出力されると、操作部4bで指示された締付けパターンに対応した締付けパターン信号が制御部4dに送られる。この締付けパターン信号に応じて各種情報が呼出され、これらが一時記憶されると同時に、サーボコントローラ4eに締付け前段階に応じた高速の初期速度指令値が送られ、昇降用モータ5が高速で回転し始める。そのため、ボールねじ軸2eも一体に回転してナット部材2fがリニアレール2gに沿って下降する。このナット部材2fの下降にともない、ドライバツール3が下降し、同時にツールコントローラ4fにも最終締付けトルク値および締付け前段階での速度指令値が送られ、締付け用モータ8が所定速度で回転する。その間、締付け用モータ8の負荷電流からいずれの締付け段階かが検出され、その検出信号が制御部4dに送られる。締付け用モータの負荷電流からドリリング段階が検出されると、これに応じた昇降用モータ5の初期速度指令値がサーボコントローラ4eに送られる。同時に、ドライバビット3aの先端のねじ9がワーク10の下穴にねじ込まれる際にドライバビット3aに発生する反力が荷重検出部7の検出値として取り出される。この検出値がドリリング段階の設定推力値と一致するように昇降用モータ5の速度指令値が算出速度指令値として算出され、フィードバック制御される。そのため、昇降用モータ5の回転にともない下降するドライバビット3aに付加される推力がドリリング段階で最適な値に保持される。また、締付け用モータ8の負荷電流からタッピング段階、締付け完了段階が検出される際も、同様に昇降用モータ5および締付け用モータ8が駆動され、これら締付け段階で最適な回転速度で最適な推力をドライバビット3aに加えてその先端のねじ9をワーク10に締付けることができる。
【0020】
そのため、締付け工程中の各締付け段階で、昇降用モータ5はドライバビット3aに付加される推力が設定推力値になる速度で常に回転でき、ねじ9には締付けパターンに応じた設定推力値が付加されることとなり、各締付け段階で最適な推力が加えられる。また、各締付け段階で加える推力を荷重検出部7で検出しているため、作業者はドライバビット3aに付加される実際の推力値を把握でき、締付け不良の発生の際、原因究明が容易となる。また、ドライバツール3およびナット部材2fの自重の影響を考慮する必要がないので、ドライバビット3aの交換等でドライバビット3aを含む昇降部の質量が変更されても、各締付け段階で設定された推力を変更せずに、ねじ9の締付けを継続することができる。さらに、前記昇降部の自重よりも小さな推力で締付けを行う場合には、速度指令値は逆転方向の速度指令値を送るだけで、対応することができる。
【0021】
なお、本実施態様では、セルフドリリング締付けパターンについて説明されているが、他のいずれの締付けパターンもセルフドリリング締付けパターンの締付け段階を一部省略することにより同様の作用効果が得られる。また、ツールコントローラ4fはトルク−角度法による締付けを行っているが、トルク法のみで締付けを行うこともできる。さらに、各締付け段階を締付け用モータの負荷電流から検出しているが、ドリリング段階、締付け完了段階を位置検出センサ(図示せず)によっても検出するようにすることもできる。
【図面の簡単な説明】
【0022】
【図1】本発明の構成を示すブロック図である。
【図2】本発明に係るセルフドリリング締付けパターンの各締付け段階の設定推力値・締付け用モータの速度指令値並びに負荷電流特性を説明する波形図である。
【図3】従来例の構成を示すブロック図である。
【符号の説明】
【0023】
1 ねじ部品締結機
2 昇降機構
2a 上板
2b 下板
2c 直立板
2d カップリング
2e ボールねじ軸
2f ナット部材
2g リニアレール
3 ドライバツール
3a ドライバビット
3b カップリング
4 制御装置
4a 記憶部
4b 操作部
4c 表示部
4d 制御部
4e サーボコントローラ
4f ツールコントローラ
5 昇降用ACサーボモータ
5a 駆動軸
5b パルスエンコーダ
6 ドライバ台
7 荷重検出部
8 締付け用ACサーボモータ
8a 駆動軸
8b パルスエンコーダ
9 ねじ
10 ワーク
21 昇降部
【特許請求の範囲】
【請求項1】
昇降用モータの回転を受けて作動する昇降機構により昇降するドライバ台と、ドライバ台に保持された締付け用モータの回転を受けて回転するドライバビットとを備えたねじ部品締結機において、
ドライバビットに付加される荷重を検出する荷重検出部をドライバ台に設け、この荷重検出部の検出値から昇降用モータの速度を制御してドライバビットに加わる推力を制御するように構成したことを特徴とするねじ部品締結機。
【請求項2】
締付け用モータは、トルク制御機能を有することを特徴とする請求項1に記載のねじ部品締結機。
【請求項1】
昇降用モータの回転を受けて作動する昇降機構により昇降するドライバ台と、ドライバ台に保持された締付け用モータの回転を受けて回転するドライバビットとを備えたねじ部品締結機において、
ドライバビットに付加される荷重を検出する荷重検出部をドライバ台に設け、この荷重検出部の検出値から昇降用モータの速度を制御してドライバビットに加わる推力を制御するように構成したことを特徴とするねじ部品締結機。
【請求項2】
締付け用モータは、トルク制御機能を有することを特徴とする請求項1に記載のねじ部品締結機。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−172734(P2009−172734A)
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願番号】特願2008−15598(P2008−15598)
【出願日】平成20年1月25日(2008.1.25)
【出願人】(000227467)日東精工株式会社 (263)
【Fターム(参考)】
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願日】平成20年1月25日(2008.1.25)
【出願人】(000227467)日東精工株式会社 (263)
【Fターム(参考)】
[ Back to top ]