
はんだ噴流ノズル及びはんだ付け装置

【課題】 微細な間隔や微小なはんだ付け部位等のはんだ付け部位に対して所定量の溶融はんだを精密かつ確実に噴流する。
【解決手段】 はんだ槽57内のノズル取付部材67に着脱されるとともに内部に設けたはんだ流路83に溶融はんだ5が供給される基部82と、基部82の一端に一体に形成されてはんだ流路83と連通するノズル孔86が貫通して設けられたノズル部85と、ノズル部85の先端部にノズル孔86に連通して所定の深さとノズル孔径よりも大きな内径を有して形成されたはんだ溜り凹部87とから構成され、はんだ槽57内で生成した噴射圧によりはんだ溜り凹部87内に溜められた所定量の溶融はんだ5をはんだ付け部位にスポット噴流してはんだ付けを行う。
【解決手段】 はんだ槽57内のノズル取付部材67に着脱されるとともに内部に設けたはんだ流路83に溶融はんだ5が供給される基部82と、基部82の一端に一体に形成されてはんだ流路83と連通するノズル孔86が貫通して設けられたノズル部85と、ノズル部85の先端部にノズル孔86に連通して所定の深さとノズル孔径よりも大きな内径を有して形成されたはんだ溜り凹部87とから構成され、はんだ槽57内で生成した噴射圧によりはんだ溜り凹部87内に溜められた所定量の溶融はんだ5をはんだ付け部位にスポット噴流してはんだ付けを行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、各種の実装部品を搭載したプリント基板等の被はんだ付け体に対して例えば端子孔に貫通させた端子とランド間或いは所定パターン間等のはんだ付け部位に対向して位置決めされて溶融はんだをスポット噴流してはんだ付け処理するはんだ噴流ノズル及びこのはんだ噴流ノズルを備えて被はんだ付け体の所定はんだ付け部位にはんだ付け処理を行うはんだ付け装置に関する。
【背景技術】
【0002】
電子機器等に用いられるプリント回路基板は、所定の回路パターンやランド等の導体部がプリント形成されるとともに多数個のスルーホール等が形成されたプリント基板に対して、それぞれ相対するスルーホールにリード(端子)を貫通させて組み付けられた多数個の電子部品等が、はんだ付け装置によりランドと端子間或いは所定パターン間等のはんだ付け部位にはんだ付け処理が施されることにより電気的かつ機械的に固定されて構成される。はんだ付け装置としては、例えば溶融はんだを貯えたフローはんだ槽を備え、搬送されるプリント基板を加熱しながらはんだ供給を行うことによりはんだ付け部位の一括はんだ付け処理が可能でありかつ連続はんだ付け処理を可能とするフローはんだ付け装置が用いられる。
【0003】
ところで、フローはんだ付け装置においては、例えばプリント基板に表面実装電子部品とスルーホール対応電子部品が混載される場合にスルーホール対応電子部品のみをはんだ付け処理することが困難である。フローはんだ付け装置においては、このためプリント基板に対して非はんだ付け部部位やはんだ付け不要部品をマスキングした状態ではんだ槽に供給する対応や、はんだ付け部位を開口した専用のキャリアを用いてプリント基板を搬送する対応等が図られる。
【0004】
フローはんだ付け装置においては、上述したマスキング法による対応を図る場合に、マスキング処理工程や後処理工程等の工数増加により生産性が低下するといった問題が生じる。フローはんだ付け装置においては、プリント回路基板毎に製作される専用キャリアによる対応を図る場合に、その製作費用とともに製作期間も必要となり、さらに付着したはんだ滓の除去等のメンテナンス作業或いは次に使用するまでの保管場所の確保等も必要となるといった問題がある。さらに、フローはんだ付け装置においては、加熱処理を施すことにより耐熱性が低い電子部品等の特性劣化やプリント基板の熱歪み等が発生するといった問題がある。
【0005】
また、他のはんだ付け装置としては、例えばプリント基板に搭載する各スルーホール対応部品のはんだ付け部位に対して溶融はんだを噴流させるはんだ噴流ノズルを有するノズルパネルを備えたノズルパネル型はんだ付け装置も提供されている。ノズルパネル型はんだ付け装置は、プリント基板の加熱処理を要せずはんだ噴流ノズルから部分的に溶融はんだを噴流させることで、搭載した耐熱性が低い電子部品等における特性劣化或いはプリント基板の熱歪み等の発生が抑制されるようにする。しかしながら、かかるノズルパネル型はんだ付け装置も、上述した専用キャリアと同様にプリント回路基板毎に高価なノズルパネルを製作しなければならず、その製作期間も必要となり、さらに付着したはんだ滓の除去等のメンテナンス作業或いは次に使用するまでの保管場所の確保等も必要となるといった問題がある。
【0006】
上述した従来のはんだ付け装置においては、いずれも形状や大きさ等を異にするはんだ付け部位に対しても同一条件によりはんだ付け処理を施すことから、はんだ不足等が生じて信頼性や歩留りの低下等が生じるといった問題があった。また、従来のはんだ付け装置においては、耐熱性が低い電子部品等に対しても大きな熱が負荷されることにより特性劣化を生じさせるといった問題もあった。
【0007】
例えば特許文献1には、シャーシ等に固定して設けた小型ノズル対向方式の噴流はんだ槽と、この噴流はんだ槽と対向してプリント基板を固定するプリント基板固定テーブルをX−Y−Z方向駆動機構により駆動する自動はんだ付け装置が開示されている。かかる特許文献1には、噴流はんだ槽に対してプリント基板をX−Y−Z方向に移動させることにより必要な部位にのみ自動的にはんだ付け処理を行うことが可能であり、狭ピッチ間のはんだ付け処理も可能であると記載されている。
【0008】
特許文献2には、噴流はんだ槽の内部に複数の可動局所ノズルをノズル上下動機構やノズル回動機構により上下方向(Z方向)に移動自在に設けるとともに、この噴流はんだ槽と被はんだ付け物とを相対的に前後左右方向(X−Y方向)に移動させる機構を有する局所はんだ付け装置が開示されている。かかる特許文献2には、仕様を異にする被はんだ付け物に対して適合する可動局所ノズルを選択してはんだ付け処理を行うことにより容易に対応することが可能であり、必要な部位にのみはんだ付け処理を行うことが可能であると記載されている。
【0009】
特許文献3には、スルーホール対応部品を搭載するプリント基板を位置決め固定するとともに、はんだ噴流ノズルを有する噴流はんだ槽をロボット機構によりX−Y−Z方向に移動させてはんだ付け処理を行うはんだ付け装置が開示されている。かかる特許文献3には、プリント基板にマスキングテープの貼り付けを不要とし、専用ノズルでスルーホール対応部品のリードのみを局所はんだ付け処理を行うことが可能であると記載されている。
【0010】
特許文献4には、下降移動されるプリント基板のはんだ付け部位に対してノズルの先端部からはんだボールを供給することにより個々の部品をはんだ付け処理するはんだ付け装置が開示されている。はんだ付け装置においては、ノズルの先端周りの空間部に加熱された窒素ガスを供給してはんだの酸化を低減するとともにはんだ付け部位を予熱してはんだボールの接合性が向上されるようにする。
【0011】
【特許文献1】特開平1−266961号公報
【特許文献2】特開2000−167661号公報
【特許文献3】特開2005−167142号公報
【特許文献4】特表平9−508318号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上述した各特許文献に開示されたはんだ付け装置は、プリント基板の所定はんだ付け部位に対して個別にはんだ付け処理を行うことにより、マスキングテープ等を貼り付ける作業や高価で取り扱いが面倒な専用キャリア等を不要とし、スルーホール対応部品のリードのみを局所的にはんだ付け処理することが可能である。また、これらはんだ付け装置は、プリント基板全体に対する熱負荷を軽減して耐熱性が低い電子部品等における特性劣化或いはプリント基板の熱歪み等の発生を抑制する。さらに、これらはんだ付け装置は、微細ピッチの回路パターンや端子間等におけるはんだ流れによる不正短絡の発生を低減し、信頼性の高いはんだ付け処理が行われるようにする等の特徴を有する。なお、これらはんだ付け装置は、例えばフローはんだ処理等を施した後の未はんだ部位に対する部分的なはんだ付け処理を施す場合にも用いられる。
【0013】
上述した特許文献1に開示された自動はんだ付け装置においては、プリント基板を固定するプリント基板固定テーブルをX−Y−Z方向駆動機構により駆動するように構成したことから、X−Y−Z方向駆動機構が精密かつ複雑であって大型となるとともに非常に高価となり、またこの駆動機構を同時に3次元制御する制御系の動作も複雑となる。したがって、自動はんだ付け装置においては、全体が大型で高価となるばかりでなく、制御系への制御データの入力作業やX−Y−Z方向駆動機構の調整作業等も面倒であるといった問題がある。
【0014】
また、自動はんだ付け装置においては、例えばスルーホール対応部品のリードのみを効率的に局所的なはんだ付け処理を行うことが可能であるが、はんだ付け仕様を異にする複数のはんだ付け部位を有するプリント基板に適用する場合に各はんだ付け部位に対して最適な条件により個別にはんだ付け処理を施すことが困難である。自動はんだ付け装置においては、このためにはんだの充填不足や短絡或いは部品破損等を生じさせることもある。自動はんだ付け装置においては、ノズル交換等の対応が図られるが、冷却等の時間も必要として生産性が大きく損なわれるとともにはんだ品質のバラツキも大きくなる。
【0015】
また、上述した特許文献2に開示された局所はんだ付け装置は、駆動機構を複数の可動局所ノズルと噴流はんだ槽とを相対的に移動させるノズル上下動機構やノズル回動機構と噴流はんだ槽移動機構とから構成することにより、各機構や制御系の簡易化が図られる。しかしながら、局所はんだ付け装置においては、溶融はんだを貯えるはんだ槽内にノズル及びその駆動機構を設ける構造であり、はんだ槽及びその支持構造が大型化するとともに駆動部位を精密に駆動することが困難であるとともに付着したはんだの除去等のメンテナンス作業も面倒であるといった問題がある。
【0016】
さらに、上述した特許文献3に開示されたはんだ付け装置は、噴流はんだ槽をロボット機構によりX−Y−Z方向に移動させるように構成したことから、ロボット機構が精密かつ複雑であって大型となるとともに非常に高価となり、またこのロボット機構を同時に3次元制御する制御系の動作も複雑となる。したがって、はんだ付け装置においては、全体が大型で高価となるばかりでなく、制御系への制御データの入力作業やロボット機構の調整作業等も面倒であるといった問題がある。はんだ付け装置においては、上述した特許文献1と同様の問題もある。
【0017】
ところで、噴流型はんだ付け装置においては、一般に内部を貫通して溶融はんだが供給されるはんだ流路と、このはんだ流路に連通して先端面に開口する小径のノズル孔を形成した筒状のはんだ噴流ノズルを備えている。噴流型はんだ付け装置においては、はんだ槽に付設した噴流ポンプにより溶融はんだ内に噴流圧を生成し、この噴流圧により溶融はんだをノズル孔から直接はんだ付け部位に噴流させてはんだ付け処理を行っていた。
【0018】
噴流型はんだ付け装置においては、噴流ポンプにより生成される噴流圧のバラツキやはんだ流路内等における溶融はんだの状態変化等により溶融はんだに脈流が生じてノズル孔から噴流される溶融はんだの量や噴流状態にバラツキが生じることがあった。噴流型はんだ付け装置においては、このために微細な間隔或いは微小なはんだ付け部位に対するはんだ噴流にバラツキが生じ、溶融はんだの過剰な噴流によるはんだ流れにより不正短絡の発生或いははんだ不足によるはんだ付け不良等が発生して歩留りが低下するといった問題があった。
【0019】
また、はんだ付け装置においては、環境保全等からPbフリーはんだの使用が必然となっており、このPbフリーはんだの酸化を抑制するとともにはんだ付け特性を保持するために一般に加熱窒素ガスを供給しながらはんだ付け処理を行っている。上述したように特許文献4には、ノズルの先端周りに加熱窒素ガスを供給するはんだ付け装置が開示されている。はんだ付け装置においては、はんだ槽内に溶融はんだを貯留することから、はんだ槽についても溶融はんだの品質を保持し酸化物によるはんだ流路の詰まり防止等を図る対応が必要である。上述した各特許文献には、いずれにもはんだ槽における溶融はんだの酸化防止構造の開示は特に無い。
【0020】
したがって、本発明は、微細な間隔や微小なはんだ付け部位等のはんだ付け部位に対して所定量の溶融はんだを精密かつ確実に噴流するはんだ噴流ノズルを提供することを目的とする。また、本発明は、このはんだ噴流ノズルを用いて微細な間隔や微小なはんだ付け部位等のはんだ付け部位に対して精密かつ確実なはんだ付け処理を行うはんだ付け装置を提供することを目的とする。
【課題を解決するための手段】
【0021】
上述した目的を達成する本発明にかかるはんだ噴流ノズルは、被はんだ付け体のはんだ付け部位に対向して位置決めされて、はんだ付け部位に溶融はんだをスポット噴流してはんだ付け処理する。はんだ噴流ノズルは、一端側をはんだ槽内のノズル取付部材に着脱されるとともにノズル取付部材から内部に設けたはんだ流路に溶融はんだが供給される全体略筒状に形成された基部と、この基部の他端側に一体に形成されて内部にはんだ流路と連通して小径のノズル孔が貫通して設けられたノズル部と、このノズル部の先端部にノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して形成されたはんだ溜り凹部とから構成される。
【0022】
はんだ噴流ノズルにおいては、はんだ槽内で生成した噴射圧によりはんだ溜り凹部内に溜められた所定量の溶融はんだを被はんだ付け部材のはんだ付け部位にスポット噴流させる。したがって、はんだ噴流ノズルにおいては、溶融はんだをはんだ付け部位の仕様に応じて噴流量を精密に制御して噴流させることにより、微細ピッチの回路パターンや端子間等におけるはんだ流れによる不正短絡やはんだ不足による不良発生等を低減して信頼性の高いはんだ付け処理が行われるようにする。また、はんだ噴流ノズルにおいては、はんだ槽内で生成される噴流圧のバラツキやはんだ流路内における溶融はんだの状態変化等により生じる溶融はんだの脈流をはんだ溜り凹部内において吸収することにより脈流の影響を低減して、溶融はんだの精密な噴流を行う。はんだ噴流ノズルにおいては、ノズル部の先端部に溜めた溶融はんだを噴流させることで、高感度の応答性と精密な噴流が行われるようになる。
【0023】
また、上述した目的を達成する本発明にかかるはんだ付け装置は、全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側がはんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルが用いられる。はんだ付け装置は、溶融はんだを貯留するはんだ槽と、溶融はんだの界面を覆ってはんだ槽に組み合わされるカバー部材と、溶融はんだの界面とカバー部材との間に構成された空間部に加熱窒素ガスを供給する窒素ガス供給部とを備える。はんだ付け装置は、はんだ槽がはんだ噴流ノズルをそのノズル部が溶融はんだの界面から突出した状態で取付部を介して着脱自在に取り付けるノズル取付部材と、溶融はんだに噴流圧を付与してはんだ流路に溶融はんだを供給する噴流ポンプを備える。はんだ付け装置は、カバー部材に、はんだ噴流ノズルのはんだ溜り凹部を外方に臨ませるノズル筒部が一体に形成される。
【0024】
はんだ付け装置においては、はんだ槽内に貯留された溶融はんだが界面を加熱窒素ガスで覆われることにより、酸化が防止されるとともに所定の温度に保持される。はんだ付け装置においては、はんだ噴流ノズルのノズル部を外方に臨ませるカバー部材のノズル筒部から加熱窒素ガスを噴出させることにより、溶融はんだがはんだ噴流ノズルから加熱窒素ガス雰囲気で噴流される。したがって、はんだ付け装置においては、はんだ噴流ノズルが加熱窒素ガスにより加熱されるとともにはんだ溜り凹部に溜められた溶融はんだの酸化が防止され、溶融はんだの品質特性を保持してはんだ噴流ノズルから安定した状態で噴流が行われるようにする。はんだ付け装置においては、カバー部材のノズル筒部から噴出する加熱窒素ガスがはんだ噴流ノズルと対向された被はんだ付け体のはんだ付け部位に吹き付けられてこれを加熱することで、より安定しかつ高精度のはんだ付け処理が効率的に行われるようになる。
【0025】
さらに、上述した目的を達成する本発明にかかるはんだ付け装置は、全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側がはんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルが用いられる。はんだ付け装置は、溶融はんだを貯留してはんだ噴流ノズルをはんだ溜り凹部が溶融はんだの界面から突出した状態で取付部を介して着脱自在に取り付けるノズル取付部材を備えるはんだ槽と、このはんだ槽に付設されて溶融はんだに噴流圧を付与することによりはんだ流路に溶融はんだを供給してはんだ噴流ノズルから所定量の溶融ハンダを噴流させる噴流ポンプを備える。はんだ付け装置は、噴流ポンプとして、シリンダ空間部を有するシリンダ部材と、シリンダ空間部内で回転するポンプギヤを有し、シリンダ空間部のシリンダ内周壁とポンプギヤの歯底との間に溶融はんだを充填する溶融はんだ送出し空間部を構成し、溶融はんだ送出し空間部に充填された所定量の溶融はんだを送り出すことによりはんだ噴流ノズルに噴流圧を付与するギヤポンプが用いられる。
【0026】
はんだ付け装置においては、ポンプギヤの歯数に応じてはんだ付け部位に噴流させるはんだ噴流のタイミングとハンダ量を精密に設定することが可能であり、過剰なはんだ量の供給によりはんだ流れによる不正短絡或いは過小のはんだ量の供給によるはんだ付け不良の発生を防止して精密なはんだ付け処理が行われるようにする。はんだ付け装置においては、所定量の溶融はんだを精密に送り出すギヤポンプを用いることによりはんだ噴流ノズルに対して溶融はんだを脈流の無い安定した状態で供給する。
【0027】
本発明にかかるはんだ付け装置は、ギヤポンプが、はんだ槽に付設した駆動モータにより回転駆動されてはんだ槽の内部で固定して設けたポンプギヤを駆動する駆動軸と、この駆動軸よりも大径の軸孔を有する筒状基部と、この筒状基部の一端側の外周部に一体に突出形成されたフロートプレート部とからなるフロート部材を備える。はんだ付け装置は、フロート部材が、筒状基部を嵌挿して駆動軸に組み付けられることにより、駆動軸を囲んでフロートプレート部が溶融はんだの界面に浮いた状態となる。はんだ付け装置は、駆動モータにより駆動軸が回転駆動されてポンプギヤの回転によりはんだ槽内に噴流圧を生成するが、フロートプレート部が溶融はんだの粘性により駆動軸と共回りすることなく界面において静止したまま浮いた状態に保持される。したがって、はんだ付け装置においては、駆動軸が溶融はんだの内層において回転する状態となり、溶融はんだの界面において駆動軸の回転に伴う溶融はんだとの摩擦発生を抑制する。
【0028】
本発明にかかるはんだ付け装置は、はんだ槽に付設した駆動モータにより回転駆動されてはんだ槽の内部で固定して設けたポンプギヤを駆動する駆動軸と、はんだ槽内に貯留される溶融はんだの少なくとも界面部位において駆動軸を隔離することにより溶融はんだとの摩擦発生を抑制する隔離部材を備える。はんだ付け装置は、隔離部材が、例えば先端部位が溶融はんだの界面から突出されて駆動軸を嵌挿するシリンダ部材に一体に突設された軸受け筒体や、はんだ槽或いはカバー部材から一体若しくはこれらに取り付けて駆動軸を嵌挿する軸受け筒体等により構成する。はんだ付け装置は、駆動モータにより回転駆動される駆動軸が、溶融はんだの界面部位において隔離部材により隔離されて溶融はんだとの摩擦発生を抑制する。
【0029】
はんだ付け装置においては、マスキングテープ等を貼り付ける作業や高価で取り扱いが面倒な専用キャリア等を不要とし、プリント基板の所定はんだ付け部位のみを局所的にはんだ付け処理することを可能とする。また、はんだ付け装置は、被はんだ付け部材全体に対する熱負荷を軽減して搭載した耐熱性が低い実装部材等における特性劣化或いは被はんだ付け部材の熱歪み等の発生を抑制し、微細なはんだ付け部位に対してはんだ濡れによる絶縁不良の発生を低減し、信頼性の高いはんだ付け処理が行われるようにする。
【発明の効果】
【0030】
本発明によれば、ノズル部の端面にノズル孔と連通して所定の深さとノズル孔径よりも大きな内径を有するはんだ溜り凹部に溜めた溶融はんだをはんだ槽の内部で生成した噴流圧により噴流させる。したがって、本発明によれば、噴流圧に脈流があってもノズル孔よりも大きな容量を有するはんだ溜り凹部において脈流を吸収して均一な状態し、所定量の溶融はんだを被はんだ付け体のはんだ付け部位に対して精密に噴流することで信頼性の高いはんだ付け処理を効率的に実行することを可能とする。
【0031】
また、本発明によれば、溶融はんだの界面を覆って酸化を防止する加熱窒素ガスを、はんだ噴流ノズルのノズル部を外方に臨ませるカバー部材のノズル筒部から噴出させることで、噴流ノズルから噴流する溶融はんだやはんだ溜り凹部に溜められた溶融はんだを加熱窒素ガス雰囲気中に保持して溶融はんだの品質特性を保持した状態ではんだ噴流ノズルからの噴流が行われるようにして安定かつ高精度のはんだ付け処理を効率的に行うことが可能となる。
【0032】
さらに、本発明によれば、ポンプギヤを有するギヤポンプにより噴流ポンプを構成したことにより、はんだ付け部位に噴流させるはんだ噴流のタイミングとハンダ量を精密に設定する噴流圧を生成することが可能となる。本発明によれば、ギヤポンプにより脈流の無い噴流圧を生成して精密なはんだ付け処理を行うことが可能である。
【発明を実施するための最良の形態】
【0033】
以下、本発明の実施の形態として示したはんだ付け装置1について図面を参照して詳細に説明する。なお、本明細書においては、図1を基準として、「上下(Z軸)」、「左右(Y軸)」、「前後(X軸)」の用語を用いるものとし、図面手前側が「前」、奥行き側が「後」である。また、本明細書においては、ほぼ同一に構成された複数の部材や部位を備える場合に、例えば最初に「無端チェーンベルト32F、32B」と表記するとともに以降の説明では特に個別に説明する場合を除いて「無端チェーンベルト32」と総称するものとする。
【0034】
はんだ付け装置1は、前工程の部品仮実装工程において各種の実装部品3等をそれぞれの端子3Aを相対するスルーホール2Aに挿通して(図10参照)搭載したプリント基板2が供給され、このプリント基板2の各はんだ付け部位に対して個別にはんだ付け処理を行ってプリント回路基板4を製造する。はんだ付け装置1は、プリント基板2のはんだ付け仕様を異にする各はんだ付け部位に対して、それぞれ個別に所定量のはんだ5を供給してはんだ付け処理を行うことにより、実装部品3等を電気的かつ機械的に固定したり所定パターン間を短絡する。なお、はんだ付け装置1は、主面に形成した多数個のランドに相対する端子をそれぞれ位置決めして実装部品3を搭載したプリント基板2に対して、実装部品3の搭載面側から各ランドと端子間に個別にはんだ付処理を行うことも可能である。
【0035】
プリント回路基板4は、プリント基板2として特に限定されないが、例えば表裏主面に適宜の回路パターンやランド等の導体部が形成されるとともに多数個のスルーホール2Aが形成されたいわゆる両面基板が用いられる。プリント回路基板4は、実装部品3として微細ピッチ、微小サイズの多ピン構成のLSI等の集積回路素子や抵抗等の各種電子部品或いはコネクタ等を搭載し、これら実装部品3をプリント基板2に対して表面実装法或いは各端子3Aをスルーホール2Aに貫通させて底面側においてはんだ付け処理を施す挿入実装法等により実装する。はんだ付け装置1は、挿入実装法の実装部品3に対して、各端子3A毎にはんだ付け処理を施して実装する。
【0036】
はんだ付け装置1は、供給されたプリント基板2を保持してキャッチ位置とはんだ付け実行位置との間でZ軸方向に昇降させるプリント基板2の駆動機構と、はんだ付け実行位置において位置決め保持したプリント基板2に対して各はんだ付け部位にそれぞれ個別に溶融はんだ5をスポット噴流させてはんだ付け処理を行う後述するはんだ付け手段をX軸とY軸方向に移動させるはんだ付け手段駆動機構を備える。はんだ付け装置1は、はんだ5として例えばSn−Ag−Cu系やSn−Zn系等のいわゆるPbフリーはんだを用いる。はんだ付け装置1は、後述するように加熱窒素ガスを供給しながらプリント基板2に対してはんだ付け処理を行うことにより、はんだ5の酸化を抑制して高精度かつ信頼性の高いはんだ付け処理が行われるようにする。
【0037】
はんだ付け装置1は、それぞれ詳細を後述するが、図1乃至図3に示すように全体の制御動作を行う制御・処理部6と、プリント基板2を搬送して所定位置に位置決めする基板搬送・駆動部7と、第1はんだ槽部9Aと第2はんだ槽部9Bとからなるはんだ槽部9を有してプリント基板2に対してはんだ付け処理を行うはんだ実行部8とから構成される。はんだ付け装置1は、ベース10Aとラック10Bを組み立てたフレーム10を備え、制御・処理部6とはんだ実行部8を下段側に配置するとともに基板搬送・駆動部7を上段側に配置する。はんだ付け装置1は、移動固定手段としてベース10Aの四隅に設置脚11Aとキャスタ11Bが取り付けられており、キャスタ11Bにより工程の所定位置へと移動されるとともに設置脚11により固定設置される。はんだ付け装置1は、後述するように小型軽量に構成されることから、簡便に移動設置を行うことが可能である。
【0038】
はんだ付け装置1は、制御・処理部6がベース10Aに設置され操作パネルを兼ねるコントロールボックス12に構成各部位を収納して構成される。制御・処理部6は、図4に示すように全体の制御動作を処理するCPU(central Processing Unit)13や、予め登録するプリント基板2や実装部品3等の入力データ100等の読込み処理を行うデータ入力部14と、コントロールボックス12に組み付けたキーボード等からなる入力操作部15と、データ等を記憶するメモリ16と、コントロールボックス12に組み付けたモニタ17等により構成される。なお、制御・処理部6は、かかる構成に限定されないことは勿論であり、例えば増設メモリの接続機能等も備えるようにしてもよい。制御・処理部6は、コントロールボックス12にモニタ17やキーボード等を組み付けたものとして説明したが、これらを作業テーブル等に設置してコントロールボックス12とケーブル或いは無線により接続するようにしてもよい。
【0039】
制御・処理部6は、CPU13から出力される制御信号に基づいて、構成各部においてそれぞれ所定の動作を行う。制御・処理部6は、詳細を後述するようにCPU13から基板搬送・駆動部7やはんだ実行部8の各機構等に対して制御信号を出力してその動作制御を行うとともに、これら基板搬送・駆動部7やはんだ実行部8に設けた後述する各種センサからのセンサ出力が入力される。制御・処理部6は、例えばはんだ実行部8に設置した後述するCCD(Charge-Coupled Device)カメラ90により撮像したプリント基板2や実装部品3の画像データが入力される。制御・処理部6は、入力されたセンサ出力や画像データに対して所定の処理を行う。制御・処理部6は、例えばCPU13の指示に基づいてCCDカメラ90で撮像した画像をモニタ17に表示する。
【0040】
制御・処理部6においては、入力データ100として、例えば適宜の媒体やフォーマットにより提供されるCAD(Computer Aided Design)データやガーバデータ等のプリント回路基板4の基板設計データ101や部品データ102を、データ入力部14において読込み処理を行い、CPU13の指示に基づいてメモリ16に登録する。制御・処理部6においては、後述するはんだ付け処理を行った後に学習機能としてプリント回路基板4に用いた実装部品3等に関するデータを登録部品データ103としてメモリ16に登録するとともに、はんだ付け処理の過程で構成各部から出力される登録データとの差異情報に基づく修正データ104をメモリ16に登録する。
【0041】
制御・処理部6は、設計データ101として、例えばプリント基板2の外形仕様データ(長さ、幅、厚さ寸法)、プリント基板2に形成した2点の基準孔位置データ、基板原点データ、認識マーク或いは孔位置座標データ等のデータをメモリ16に登録する。また、制御・処理部6は、部品データ102として、例えばはんだ付けポイントデータや実装済部品データ(例えば外形寸法データや干渉情報等)等のデータをメモリ16に登録する。制御・処理部6には、はんだ付け実行情報として、入力操作部15のキー操作により例えば後述するはんだ噴流ノズル60の仕様、噴流高さ(供給はんだ量)、はんだ温度或いは窒素ガス温度等の条件が入力される。また、制御・処理部6には、同様にして入力操作部15のキー操作によりはんだ付け方法(ライン又はドット)、はんだ付け移動スピード或いは後述するピールバック動作条件等が入力される。
【0042】
制御・処理部6は、上述した入力操作部15のキー操作による入力データや後述する補正データ等がCPU13に対して入力される。制御・処理部6は、上述した各種データに基づいてはんだ付け処理を実行するはんだ付け実行プログラムソフトウェアを自動作成する。なお、制御・処理部6は、上述したデータ入力部14を介して適宜の媒体等に記録されたはんだ付け処理を実行するはんだ付け実行プログラムソフトウェアの読込みを行うようにしてもよい。また、制御・処理部6は、後述するシミュレーション操作や確認操作を実行して補正データを取得し、これら補正データを入力操作部15から入力することにより補正はんだ付け実行プログラムソフトを自動作成する。制御・処理部6は、上述した各データとともに補正はんだ付け実行プログラムソフトウェアをメモリ16に記憶する。
【0043】
制御・処理部6は、モニタ17により、入力操作部15で行うキー操作の内容やデータ入力部14により読み込む各種データの内容等を表示する。制御・処理部6は、メモリ16に登録した上述した各種のデータ等を読み出してその内容をモニタ17に表示する。なお、制御・処理部6は、モニタ17が、かかる機能に限定されず、必要に応じて様々な画像等を表示することが可能である。
【0044】
はんだ付け装置1は、基板搬送・駆動部7が、前工程から実装部品3を挿入したプリント基板2を取り出して搬入する基板搬入部18と、搬入したプリント基板を所定位置において保持するとともにプリント基板をキャッチ位置とはんだ付け実行位置とに亘って上下方向(Z軸方向)に昇降移動させる基板キャッチ部19と、はんだ付け実行位置において所定のはんだ付け処理を施して製造したプリント回路基板4を搬出する基板搬出部20とを備える。なお、はんだ付け装置1は、基板搬出部20の後段に例えばスタッカ21を設置し、製造したプリント回路基板4を順次スタックする。
【0045】
基板搬入部18は、図1及び図3に示すように、前後に対向して設けられた搬入部フレーム23に互いに平行に配置された基板搬入ベルト24と、搬入ベルト駆動モータ25とを有する基板搬入機構22と、プリント基板2の投入を検出する第1基板センサ26を備え、フレーム10にユニットとして組み付けられる。基板搬入部18は、第1基板センサ26が、部品実装工程等の前工程から供給される実装部品3を挿入したプリント基板2が投入されたことを検出して制御・処理部6に第1検出信号を出力するとともに、このプリント基板2の基板キャッチ部19への送出しを検出して制御・処理部6に第2検出信号を出力する。基板搬入部18においては、第1基板センサ26から第1検出信号が出力されている状態で、前工程からのプリント基板2の供給が停止される。なお、第1基板センサ26は、例えばプリント基板2の先端部を検出して第1検出信号を出力し、終端部を検出して第2検出信号を出力するセンサであってもよい。
【0046】
基板搬入機構22は、基板搬入ベルト24が、プリント基板2を支えるに足る幅を有する無端ベルトにより構成され、搬入ベルト駆動モータ25により無端走行されてプリント基板2を搬送する。基板搬入機構22は、第1基板センサ26からの第1検出信号に基づいて制御・処理部6から出力される制御信号により搬入ベルト駆動モータ25が起動される。基板搬入機構22は、搬入ベルト駆動モータ25により基板搬入ベルト24を走行させて、プリント基板2を基板キャッチ部19へと送り出す。
【0047】
基板搬入機構22は、第1基板センサ26からの第2検出信号に基づいて制御・処理部6から出力される制御信号により搬入ベルト駆動モータ25が停止し、基板搬入ベルト24によるプリント基板2の送り出しを停止する。なお、基板搬入部18は、上述した構成に限定されないことは勿論であり、手動或いは自動で投入されるプリント基板2を位置決めした状態で基板キャッチ部19へと供給する適宜の搬送機構により構成すればよい。
【0048】
基板キャッチ部19は、図1乃至図5に示すように、基板搬入部18から送り出されたプリント基板2を搬送路中でキャッチし、このプリント基板2をキャッチ位置からはんだ付け実行位置へと下降移動させるとともにこのはんだ付け実行位置において所定のはんだ付け処理が行われるまで保持する。基板キャッチ部19は、プリント基板2に対する所定のはんだ付け処理が終了すると製造されたプリント回路基板4をはんだ付け実行位置からキャッチ位置へと上昇移動させるとともに、キャッチ位置から基板搬出部20へと送り出す。基板キャッチ部19は、後述する各機構を備え、上述した基板搬入部18の後段に位置してフレーム10にユニットとして組み付けられる。
【0049】
基板キャッチ部19は、キャッチ位置まで搬送するとともに所定のはんだ付け処理を施したプリント回路基板4を基板搬出部20へと送り出す基板搬送機構27と、プリント基板2をキャッチ位置において保持する基板キャッチ機構28と、この基板キャッチ機構28により保持したプリント基板2をキャッチ位置とはんだ付け実行位置とに亘ってZ軸方向に昇降移動させる基板セット機構29とを備える。基板キャッチ部19は、基板搬送機構27により搬送されるプリント基板2をキャッチ位置において停止させる基板ストッパ機構30と、プリント基板2を検出する第2基板センサ31を備える。
【0050】
基板搬送機構27は、図1、図2及び図5に示すように、前後に対向して設けられたキャッチ機構フレーム34に設けられて互いに平行に配置された送り爪付き無端チェーンベルト32F、32Bと、これらチェーンベルト32を駆動するチェーンベルト駆動モータ33を備える。基板搬送機構27は、基板搬入部18により搬入されたプリント基板2がはんだ実行部8において所定のはんだ付け処理を施されて製造された実装部品3を実装したプリント回路基板4を基板搬出部20へと送り出す。したがって、基板搬送機構27は、無端チェーンベルト32が、各送り爪でプリント基板2の両側縁に沿った非回路形成領域のハンドリングエリアを支えて搬送することにより、プリント回路基板4のはんだ付け部位に支障を与えないようにする。
【0051】
基板搬送機構27は、チェーンベルト駆動モータ33が、上述した第1基板センサ26からの第2検出信号に基づいて制御・処理部6から出力される制御信号により起動され、チェーンベルト32を駆動してプリント基板2をチャッキング位置まで搬送する。基板搬送機構27は、チェーンベルト駆動モータ33が、キャッチ位置において後述する基板ストッパ機構30によりプリント基板2が停止された状態で第2基板センサ31からの基板検出信号に基づいて制御・処理部6から出力される制御信号により停止され、チェーンベルト32によるプリント基板2の搬送動作が停止されるようにする。
【0052】
基板搬送機構27は、チェーンベルト駆動モータ33が、後述するように所定のはんだ付け処理を施して製造したプリント回路基板4がキャッチ位置に復帰した状態で第2基板センサ31からの基板検出信号に基づいて制御・処理部6から出力される制御信号により起動され、チェーンベルト32を駆動してプリント回路基板4を基板搬出部20へと送り出す。なお、基板搬送機構27は、第2基板センサ31から基板検出信号が出力された状態で基板搬入部18からのプリント基板2の搬入が停止されるようにする。
【0053】
基板キャッチ機構28は、上述したようにキャッチ位置において搬送されたプリント基板2を保持するキャッチ動作を行うとともに、はんだ実行部8からキャッチ位置に戻されたプリント回路基板4を開放して基板搬送機構27による送り出し動作が行われるようにする。基板キャッチ機構28は、図1及び図5に示すように、チェーンベルト32の上方に位置してキャッチ機構フレーム34に組み付けられる。基板キャッチ機構28は、基板キャッチシリンダ35と、この基板キャッチシリンダ35により駆動されてプリント基板2のハンドリングエリアを保持する前後一対の基板キャッチアーム36F、36Bを備える。基板キャッチ機構28は、基板キャッチアーム36によるプリント基板2のキャッチ動作及びプリント回路基板4の開放動作を検出する基板キャッチセンサ37を備える。基板キャッチ機構28は、従来の一般的なプリント基板ハンドリング機構とほぼ同等に構成される。
【0054】
基板キャッチ機構28は、キャッチ位置において後述する基板ストッパ機構30によりプリント基板2が停止されるとともに第2基板センサ31からの基板検出信号に基づいて制御・処理部6から出力される制御信号により基板キャッチシリンダ35が駆動される。基板キャッチ機構28は、基板キャッチヘッド36が、詳細を省略するがキャッチ位置においてそれぞれ一端側を基板キャッチシリンダ35と連結される。基板キャッチヘッド36は、それぞれの先端部がプリント基板2のハンドリングエリアをチェーンベルト32の送り爪との間で挟持して保持する保持部を構成し、これら保持部が互いに対向されて基板搬送路から上方に退出した状態にある。
【0055】
基板キャッチ機構28は、キャッチ位置にプリント基板2が送り込まれて停止された状態で制御・処理部6からの制御信号により基板キャッチシリンダ35が駆動され、この基板キャッチシリンダ35により各基板キャッチヘッド36を動作させる。基板キャッチ機構28は、各基板キャッチアーム36が、それぞれの保持部を基板搬送路内に進入させる動作を行い、各保持部によりキャッチ位置に停止されたプリント基板2のハンドリングエリアを保持する。基板キャッチ機構28は、この各基板キャッチアーム36によるプリント基板2のキャッチ動作を基板キャッチセンサ37により検出し、基板キャッチ検出信号を制御・処理部6へと出力する。
【0056】
なお、基板キャッチセンサ37は、キャッチ位置においてプリント回路基板4が基板キャッチ機構28から開放された状態を検出して基板開放信号を制御・処理部6へと出力する。基板キャッチセンサ37は、制御・処理部6に基板開放信号を出力することにより、制御・処理部6から基板搬入部18に対して次のプリント基板2の搬入動作を開始させる制御信号の出力と、後述する基板ストッパ機構30を駆動して搬送路を開放して基板搬出機構27に対してプリント回路基板4を基板搬出部20へ送り出させる制御信号の出力とが行われるようにする。
【0057】
基板セット機構29は、キャッチ位置において基板キャッチ機構28により保持したプリント基板2をこの基板キャッチ機構28とともにはんだ付け実行位置へと下降移動させる。基板セット機構29は、はんだ付け実行位置においてプリント基板2を保持し、このプリント基板2に対してはんだ実行部8による所定のはんだ付け処理が行われるようにする。基板セット機構29は、プリント基板2に対する所定のはんだ付け処理を終了してプリント回路基板4を製造すると、基板キャッチ機構28とともにプリント回路基板4をキャッチ位置へと上昇移動させて基板搬送機構27による基板搬出部20への送り出しが行われるようにする。
【0058】
基板セット機構29は、図1及び図5に示すように、キャッチ機構フレーム34の上方に位置してフレーム10に固定されたアッパフレーム38を備え、このアッパフレーム38に後述する構成部材を組み付けて構成する。アッパフレーム38には、はんだ付け実行位置から排出されるガスを放出するために排煙ファン39が取り付けられている。
【0059】
基板セット機構29は、図5に示すようにアッパフレーム38の四隅領域に位置して上下方向に設置された前後左右4個の基板セット電動シリンダ40FL、40BL、40FR、40BRを備える。基板セット機構29は、各基板セット電動シリンダ40が、それぞれアッパフレーム38を貫通して先端部をキャッチ機構フレーム34と連結される前後左右4個の駆動ロッド41FL、41BL、41FR、41BRを有し、これら駆動ロッド41を上下方向にスライド動作させる。基板セット機構29は、各駆動ロッド41がそれぞれの先端部に設けた自在継ぎ手構造からなる自在連結部42FL、42BL、42FR、42BRを介してキャッチ機構フレーム34の四隅領域と連結される。
【0060】
基板セット機構29においては、上述したようにキャッチ位置においてプリント基板2が基板キャッチ機構28によりキャッチされた状態において、制御・処理部6から出力される制御信号により各基板セット電動シリンダ40が駆動される。基板セット機構29においては、各基板セット電動シリンダ40がそれぞれの駆動ロッド41を下方に向かってスライド動作させてキャッチ機構フレーム34を押し下げることにより、基板キャッチ機構28とともにプリント基板2をキャッチ位置からはんだ付け実行位置へと下降移動させてこのはんだ付け実行位置において位置決め保持する。
【0061】
基板セット機構29においては、はんだ付け実行位置において後述するはんだ実行部8によるプリント基板2に対する所定のはんだ付け処理が施されてプリント回路基板4が製造すると、制御・処理部6から出力される制御信号により各基板セット電動シリンダ40が駆動される。基板セット機構29においては、各基板セット電動シリンダ40がそれぞれの駆動ロッド41を上方に向かってスライド動作させてキャッチ機構フレーム34を引き上げることにより、基板キャッチ機構28とともにプリント基板2をはんだ付け実行位置からキャッチ位置へと上昇移動させる。
【0062】
基板セット機構29においては、各基板セット電動シリンダ40が、制御・処理部6から出力される制御信号により個別に駆動制御される。基板セット機構29においては、各基板セット電動シリンダ40によりそれぞれの駆動ロッド41がスライド量を異にしてスライド動作される。基板セット機構29においては、上述したように各駆動ロッド41が自在連結部42を介してキャッチ機構フレーム34の四隅領域と連結されており、そのスライド量が制御されることによりこのキャッチ機構フレーム34を適宜の姿勢に傾けることが可能であり、また揺動(ピールバック動作)させることも可能である。
【0063】
基板セット機構29においては、例えば図5(A)に示すように左側の駆動ロッド41FL、41BLに対して右側の駆動ロッド41FR、41BRを下方に向かって大きなスライド量を以って駆動させることにより、キャッチ機構フレーム34を右側下がりの状態に傾けるようにする。したがって、基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2を右側下がりの姿勢にして、はんだ付け実行位置に保持させる。
【0064】
また、基板セット機構29においては、例えば図5(B)に示すように手前側の駆動ロッド41FL、41FRに対して後方側の駆動ロッド41BL、41BRを下方に向かって大きなスライド量を以って駆動させることにより、キャッチ機構フレーム34を後ろ下がりの状態に傾けるようにする。したがって、基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2を後ろ下がりの状態にして、はんだ付け実行位置に保持させる。
【0065】
基板セット機構29においては、図示しないが全ての駆動ロッド41FL、41BL、41FR、41BRを下方に向かって互いに異なるスライド量を以って駆動させることにより、キャッチ機構フレーム34を前後左右に適宜の角度で傾けるようにする。したがって、基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2を前後左右に適宜の角度で傾けた状態にして、はんだ付け実行位置に保持させることが可能である。
【0066】
基板セット機構29においては、例えばはんだ付け実行位置或いは昇降動作時に、前後或いは左右又は全ての駆動ロッド41を互いに異なるスライド量と時間を以って駆動させることにより、キャッチ機構フレーム34を前後左右に揺動させるピールバック動作を行うことが可能である。基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2をピールバック動作させることによりはんだ流れを制御して、微小ピッチで配列された実装部品3の端子3A間や回路パターンにおけるはんだ流れによる不正短絡の発生を低減し、最適なはんだ付けが行われるようにする。
【0067】
基板セット機構29においては、上述したように各駆動ロッド41の個別制御を行うことにより、はんだ付け実行位置において実装部品3の搭載状態等に応じてプリント基板2の保持姿勢を適宜変化させることが可能である。基板セット機構29においては、プリント基板2のはんだ付け部位を後述するはんだ噴流ノズル60に対して最適な状態に設定して精密なはんだ付け処理が行われるようにする。基板セット機構29においては、これによりはんだ付け条件によるプリント基板2の設計自由度を向上させ、実装部品3の実装効率の向上や不正短絡の発生低減が図られるようにする。
【0068】
基板セット機構29は、上述した構成を備えることにより、基板キャッチ機構28とプリント基板2を円滑かつ高レスポンスで精密な動作制御を行うことが可能である。なお、基板セット機構29は、4個の基板セット電動シリンダ40と駆動ロッド41と自在連結部42により構成したが、かかる構成に限定されないことは勿論である。基板セット機構29は、例えば三角配置した3個の基板セット電動シリンダ40等により基板キャッチ機構28とプリント基板2を駆動することも可能である。基板セット機構29は、かかる基板セット電動シリンダ40と駆動ロッド41に限定されず、例えばパルスモータにより間欠回転されるピニオンをキャッチ機構フレーム34の四隅に取り付けたラック部材に噛み合わせて構成することも可能である。
【0069】
基板ストッパ機構30は、上述したように基板搬入機構22により搬入されるプリント基板2をキャッチ位置において停止させて基板キャッチ機構28によるプリント基板2のキャッチングが行われるようにする。基板ストッパ機構30は、図3に示すように基板キャッチ部19と基板搬出部20との間に配置されて基板搬送機構27に構成する搬送路を開閉する基板ストッパ43と、この基板ストッパ43を駆動するストッパ駆動シリンダ44と、基板ストッパ43の動作状態を検出する基板ストッパセンサ45を備える。
【0070】
基板ストッパ機構30は、基板ストッパ43がストッパ駆動シリンダ44により駆動されて上述した基板搬送機構27のチェーンベルト32に対して先端部の近傍位置においてその対向空間内に突出することで、基板搬送機構27により搬送されるプリント基板2を停止させる。基板ストッパ機構30は、上述した所定のはんだ付け処理を終了して製造されたプリント回路基板4がキャッチ位置において基板キャッチ機構28から開放された状態で、基板ストッパ43がストッパ駆動シリンダ44により駆動されてチェーンベルト32間から上方へと移動することにより搬送路を開放する。
【0071】
基板ストッパ機構30は、ストッパ駆動シリンダ44が、基板キャッチセンサ37から出力される基板開放信号に基づいて制御・処理部6から出力される制御信号により駆動される。また、基板ストッパ機構30は、ストッパ駆動シリンダ44が、基板搬送機構27によりプリント回路基板4の基板搬出部20への送り出しを検出した第2基板センサ31から出力される検出信号に基づいて制御・処理部6から出力される制御信号により駆動される。基板ストッパ機構30は、基板ストッパ43がチェーンベルト32間に突出することにより搬送路を閉塞する。
【0072】
基板搬出部20は、上述した基板ストッパ43による動作状態を検出する基板ストッパセンサ45からの検出信号に基づいて制御・処理部6から出力される制御信号により駆動され、基板キャッチ部19から送り出されるプリント回路基板4を後段に設置したスタッカ21へと搬出する。基板搬出部20は、搬出部フレーム47に、プリント回路基板4を支えるに足る幅を有する無端基板搬出ベルト48と、この基板搬出ベルト48を走行させる搬出ベルト駆動モータ49を有する基板搬出機構46を組み付けて構成し、フレーム10に機構ユニットとして組み付けられる。基板搬出部20は、基板搬出ベルト48の先端部近傍に配置されプリント回路基板4のスタッカ21への送り出しを検出する第3基板センサ50を備える。基板搬出部20は、基板搬出ベルト48に沿って配置したプリント回路基板4を冷却する冷却ファン92を備える。
【0073】
基板搬出部20は、基板ストッパセンサ45から出力されるプリント回路基板4の送り出しを検出する検出信号に基づき制御・処理部6から出力される制御信号により基板搬出機構46が駆動されてプリント回路基板4を搬送する。基板搬出部20は、基板搬出機構46が、基板キャッチ部19から送り出されるプリント回路基板4を支持した基板搬送ベルト48を搬出ベルト駆動モータ49により駆動する。基板搬出部20は、基板搬送ベルト48によりプリント回路基板4がスタッカ21へと送り出されると、第3基板センサ50がこれを検出して制御・処理部6に検出信号を出力し、この検出信号に基づき制御・処理部6から出力される制御信号により基板搬出機構46が停止する。なお、基板搬出機構46は、かかる構成に限定されないことは勿論であり、プリント回路基板4を位置決めした状態でスタッカ21へと搬出する適宜の機構により構成すればよい。
【0074】
基板搬出部20は、はんだ実行部8において所定のはんだ付け処理を施すことによりはんだ付け部位が加熱された状態にあるプリント回路基板4を、図3に示すように基板搬出ベルト48に沿って設置した冷却ファン92により、搬出する途中で冷却する。冷却ファン92は、基板ストッパセンサ45からのプリント回路基板4の送り出し検出信号に基づいて制御・処理部6から出力される制御信号により基板搬出ベルト48とともに駆動される。冷却ファン92は、基板搬出ベルト48によりプリント回路基板4がスタッカ21へと送り出されると、上述した第3基板センサ50からの検出信号に基づいて制御・処理部6から出力される制御信号により停止する。
【0075】
はんだ付け装置1は、はんだ実行部8が、後述するはんだ槽部9を搭載して上述した基板キャッチ部19の下方に位置してフレーム10に組み付けられ、基板セット機構29によりキャッチ位置からはんだ付け実行位置に移送されたプリント基板2に対して所定のはんだ付け処理を行うようにする。はんだ実行部8は、X軸リニアアクチェータ52とY軸リニアアクチェータ53を有するX−Yテーブルユニット51と、このX−Yテーブルユニット51に組み付けられてはんだ槽部9を搭載するはんだ槽設置テーブル54とを備える。はんだ実行部8には、詳細を後述するようにはんだ槽部9に加熱窒素ガスを供給する窒素ガス供給部55や、上述したCCDカメラ90或いは基板高さセンサ91が付設される。
【0076】
X−Yテーブルユニット51は、各種の精密機器等に備えられて被加工物等をX軸方向とY軸方向とに移動して精密に位置決めする一般的なX−Yテーブルユニットと同等に構成されるユニットが用いられる。X−Yテーブルユニット51は、詳細な説明を省略するが、図1及び図2に示すように、ベース10A上にY軸駆動テーブル51Yを設けるとともに、このY軸駆動テーブル51Yに対してY軸方向(前後方向)に移動自在なY軸リニアアクチェータ53が組み合わされる。X−Yテーブルユニット51は、Y軸リニアアクチェータ53にX軸駆動テーブル51Xを取り付けるとともに、このX軸駆動テーブル51Xに対してX軸方向(前後方向)に移動自在なX軸リニアアクチェータ52が組み合わされる。X−Yテーブルユニット51は、X軸リニアアクチェータ52にはんだ槽設置テーブル54を組み合わせる。
【0077】
X−Yテーブルユニット51は、制御・処理部6から出力される制御信号によりX軸リニアアクチェータ52がX軸方向に往復移動するとともに、Y軸リニアアクチェータ53がY軸方向に往復移動する。X−Yテーブルユニット51は、これによりはんだ付け実行位置において、はんだ槽設置テーブル54を所定位置に精密に移動させる。したがって、X−Yテーブルユニット51は、はんだ槽設置テーブル54に搭載したはんだ槽部9をはんだ付け実行位置において位置決めしたプリント基板2のはんだ付け部位に対して精密に位置決めする。
【0078】
はんだ付け装置1においては、上述したようにプリント基板2をZ軸方向に移動させて位置決めする基板セット機構29と、このプリント基板2に対してはんだ槽部9をX軸−Y軸方向に移動させて位置決めするX−Yテーブルユニット51とにより、プリント基板2のはんだ付け部位と後述するはんだ噴流ノズル60を相対的に位置決めする2系統の駆動系を構成する。はんだ付け装置1においては、上述したように比較的軽量で小型かつ簡易な構造でありいわゆる単機能型の基板セット機構29やX−Yテーブルユニット51により独立した2系統の駆動系を構成することにより、全体としても小型軽量かつ構造の簡易化が図られるとともにこれらを制御する制御・処理部6の負荷も低減してより高精度の動作制御を行って個々のはんだ付け部位に対して精密なはんだ付け処理が行われるようにする。また、はんだ付け装置1においては、メンテナンス作業等も簡易に行うことが可能である。
【0079】
はんだ槽部9は、上述したはんだ槽設置テーブル54上に図1及び図2に示すように前後方向に並んで搭載される2個の第1はんだ槽部9Aと第2はんだ槽部9Bにより構成する。はんだ槽部9は、これら第1はんだ槽部9Aと第2はんだ槽部9Bが、異なるはんだ付け仕様ではんだ付け処理を行う後述するはんだ噴流ノズル60A、60Bを用いる以外に同一に構成される。なお、はんだ槽部9は、後述するように制御・処理部6により制御されて第1はんだ槽部9Aと第2はんだ槽部9Bのいずれか一方が駆動されてプリント基板2のはんだ付け部位に対して個々にはんだ付け処理を施すが、例えば第1はんだ槽部9Aと第2はんだ槽部9Bとに対応するはんだ付け仕様の部位が存在する場合には、同時にはんだ付け処理を施すことも可能である。
【0080】
はんだ槽部9は、図6及び図7に示すように、はんだ槽設置テーブル54上に固定される上部を開放したチャンバ56と、このチャンバ56内に組み込まれて溶融はんだ5を貯えるはんだ槽57と、はんだ槽57の開放部を覆って組み付けられるカバー部材58を備える。はんだ槽部9は、チャンバ56内にはんだ槽57に接するようにして配置された複数のパネルヒータからなるヒータ59と、プリント基板2のはんだ付け部位に溶融はんだ5を噴流させる着脱自在なはんだ噴流ノズル60を有する。はんだ槽部9は、チャンバ56に噴流ポンプ61が組み合わされるとともに、はんだ槽57にヒータ59を制御するはんだ温度センサ62と、溶融はんだ量を検出するはんだ液面センサ63が設けられる。はんだ槽部9は、後述するようにはんだ噴流ノズル60の先端部に形成されたはんだ溜り凹部87におけるはんだ5の高さを検出するはんだ波高センサ64を備える。
【0081】
はんだ槽57は、図6に示すように上部の開口縁に沿って形成したフランジ部をチャンバ56の開口縁に沿って形成した取付フランジ部に固定されることにより、チャンバ56内に浮いた状態で組み込まれる。はんだ槽57には、矩形薄箱状であり、一方側面側にはんだ吸込み口65Aが開口されるとともに天井部にはんだ供給口65Bが開口されたシリンダ部材65が内部に貯えられる溶融はんだ5中に沈められるようにして設けられる。はんだ槽57には、シリンダ部材65の天井部に、内部孔をはんだ供給口65Bと連通させて全体円筒状に形成したはんだ供給筒部材66が取り付けられる。
【0082】
はんだ槽57には、ヒータ59が、図6に示すように各槽の外周壁や底壁に接するようにして配置される。はんだ槽57は、ヒータ59に電源を投入することにより内部に投入したはんだ材を加熱して溶融状態にして貯留する。はんだ槽57は、溶融はんだ5に浸かるようにして槽内の所定高さ位置にはんだ温度センサ62が配置されて溶融はんだ5の温度検出が行われる。はんだ槽57は、はんだ温度センサ62から出力する検出信号に基づいてヒータ59を制御することにより、溶融はんだ5を一定温度に保持して内部に貯留されるようにする。はんだ槽57は、小型であることから、はんだ5の貯留量が低減されるとともに比較的小型で低電力消費型のヒータ59を用いて高精度の温度管理を行うことが可能である。
【0083】
はんだ槽57は、はんだ供給筒部材66が、上方部位をはんだ槽57の開口縁よりもやや低い位置とさせてシリンダ部材65に立設され、この上方部位の外周部に外周ねじが形成される。はんだ供給筒部材66には、外周ねじにねじ込むことによりノズル取付部材67が取り付けられる。ノズル取付部材67は、下方部位の内周部にはんだ供給筒部材66の外周ねじとねじ合わせされる内周ねじが形成されるとともに、上方部位が次第に細径とされた全体略円錐台形状の筒体からなる。ノズル取付部材67は、その上方部位をはんだ槽57の開口縁から突出させてはんだ供給筒部材66にねじ止めされ、この上方部位の内周部に形成したノズル取付ねじ67Aにより後述するようにはんだ噴流ノズル60が着脱されるようにする。
【0084】
はんだ槽57においては、上述したように内部にシリンダ部材65と、はんだ供給筒部材66と、ノズル取付部材67を設けてはんだ噴流ノズル60を取り付けるとともに溶融はんだ5の供給路を構成する。はんだ槽57においては、上述した各部材がそれぞれ比較的単純な形状のであるとともに分解組立が容易であることから、コスト低減と保守性の向上が図られるとともに溶融はんだ5の詰まり等も低減される。なお、はんだ槽57は、かかる各部材を組み合わせてはんだ噴流ノズル60の取付構造と内部における溶融はんだの供給路を構成することに限定されないことは勿論である。はんだ槽57は、例えばシリンダ部材65に直接噴流ノズル60を着脱自在に取り付けるようにしてもよい。
【0085】
はんだ槽部9は、第1はんだ槽部9Aと第2はんだ槽部9Bの各はんだ槽57が、はんだ温度センサ62によりそれぞれの内部に貯留した溶融はんだ5の温度を監視される。はんだ槽部9は、はんだ温度センサが溶融はんだ5の温度低下を検出すると制御信号を図示しないコントローラに出力し、このコントローラからの制御信号によりヒータ59を駆動してはんだ槽57を介してはんだ5を加熱することにより、はんだ5が各はんだ槽57内に所定の温度範囲で安定した溶融状態に保持されて貯留されるようにする。
【0086】
はんだ槽部9は、上述したように第1はんだ槽部9Aと第2はんだ槽部9Bの各はんだ槽57にはんだ液面センサ63を設け、このはんだ液面センサ63により内部に貯留する溶融はんだ5の貯留量が監視される。はんだ液面センサ63は、はんだ付け処理の進行に伴って第1はんだ槽部9Aと第2はんだ槽部9Bのいずれかのはんだ槽57内における溶融はんだ5が所定の貯留量以下となった状態を検出すると、制御・処理部6に対して検出信号を出力して所定のはんだ補充処理が行われるようにする。はんだ付け装置1においては、例えば制御・処理部6から出力される制御信号に基づいて、X−Yテーブルユニット51が詳細を省略するはんだ供給部へと移動されて、所定量のはんだ5が補充されるようにする。なお、はんだ液面センサ63は、例えば上述したはんだ温度センサ62と同等の温度センサを用い、はんだ槽57内の所定位置に配置されて溶融はんだ5の液面が低下することによる温度低下を検出して検出信号を出力するようにしてもよい。
【0087】
はんだ付け装置1は、例えば制御・処理部6において、はんだ液面センサ63からの検出信号の出力時におけるはんだ槽57内の溶融はんだ5の残量データを把握するとともに現に実行中のはんだ付け工程のはんだ付け仕様に基づく使用はんだ量データに基づいて当該はんだ付け工程に必要なはんだ5の必要量が計算される。はんだ付け装置1は、この計算結果に基づいて制御・処理部6においてはんだ付け工程の最適な中断時期が判定されて構成各部に対して停止制御信号が出力されてはんだ槽57内へのはんだ補充処理が行われるようにする。勿論、はんだ付け装置1においては、かかる操作によらず、現に実行中のはんだ付け工程の終了後にはんだ補充処理を行うようにしてもよい。
【0088】
はんだ槽部9においては、カバー部材58が、はんだ槽57の開口部を閉塞して組み合わされることにより、後述するように窒素ガス供給部55から供給される加熱窒素ガスをはんだ槽57内に貯留した溶融はんだ5の表面(界面)に滞留させた状態にしてはんだ5の酸化が防止されるようにする。カバー部材58には、はんだ槽57の開口縁から突出するノズル取付部材67の上方部位に対向して、当該ノズル取付部材67よりも大径とされた略円錐台形状のノズル筒部58Aが一体に膨出形成される。
【0089】
はんだ槽部9においては、詳細を後述するようにはんだ噴流ノズル60のはんだ溜り凹部87に溜められた溶融はんだ5を噴流ポンプ61により生成した噴流圧を加えてプリント基板2のはんだ付け部位に所定量の溶融はんだ5を噴流させる。はんだ槽部9においては、図3に示すようにはんだ付け実行位置にはんだ波高センサ64を設けることにより、上述したように第1はんだ槽部9Aと第2はんだ槽部9Bのはんだ噴流ノズル60に形成されるはんだ溜り凹部87に溜められる溶融はんだ5の高さを検出してはんだ付け部位に噴流させるはんだ量を精密に管理する。
【0090】
はんだ波高センサ64は、例えば対向配置されるレーザ光を出射するレーザ出射器64Aと、このレーザ出射器64Aから出射されたレーザ光を受光するレーザ受光器64Bにより構成される。はんだ波高センサ64は、はんだ実行部8においてレーザ出射器64Aとレーザ受光器64Bが所定の高さ位置に配置され、例えば後述するシミュレーション工程においてX−Yテーブルユニット51により移動されるはんだ噴流ノズル60のはんだ溜り凹部87に溜められた溶融はんだ5の高さ位置を検出して制御・処理部6に検出信号を出力する。はんだ付け装置1は、制御・処理部6においてはんだ付け仕様に基づく溶融はんだ5の高さ位置データとはんだ波高センサ64から出力された検出信号を比較し、差異がある場合に調整処理を行う。はんだ付け装置1は、例えば制御・処理部6から噴流ポンプ61の駆動部に対して回転数を調整する制御信号を出力するとともに制御プログラムの補正処理を行うことにより、噴流させる溶融はんだ5の噴流量が精密に制御される。
【0091】
カバー部材58は、ノズル筒部58Aがノズル取付部材67に着脱されるはんだ噴流ノズル60よりも大径に形成されることにより、はんだ噴流ノズル60の先端部を上方へと突出させるとともにその外周部との間に加熱窒素ガスを噴出させる窒素ガス噴出口58Bを構成する。カバー部材58は、はんだ付け装置1に電源が投入されてはんだ槽57内においてはんだ5が溶融された状態から所定のはんだ付け処理を終了して電源が落とされる間、窒素ガス供給部55からの加熱窒素ガスが供給されてはんだ槽57内に貯えられた溶融はんだ5の界面が加熱窒素ガス雰囲気に保持されるようにするとともに窒素ガス噴出口58Bから加熱窒素ガスを噴出させる。
【0092】
はんだ付け装置1においては、上述したようにはんだ槽設置テーブル54に第1はんだ槽部9Aと第2はんだ槽部9Bを搭載し、これら第1はんだ槽部9Aと第2はんだ槽部9Bを制御・処理部6により各はんだ付け部位に対応して個別に制御してはんだ付け処理が行われるようにする。はんだ付け装置1においては、第1はんだ槽部9Aと第2はんだ槽部9Bに備えるはんだ槽57をそれぞれ小型はんだ槽を用いることが可能であり、上述したように全体の小型化とともにはんだ量の低減と低電力消費型ヒータ59の採用によるランニングコストの低減が図られる。
【0093】
はんだ付け装置1においては、はんだ槽57が、上述したようにカバー部材58にはんだ噴流ノズル60を突出させるとともにその周囲を囲んで加熱窒素ガスを噴出させる窒素ガス噴出口58Bを構成するノズル筒部58Aを形成したことにより、図10に示すようにプリント基板2のはんだ付け部位に対して加熱窒素ガス雰囲気ではんだ噴流ノズル60から溶融はんだ5が噴流されるようにする。はんだ付け装置1においては、かかる構成によりはんだ槽57が、はんだ噴流ノズル60から噴流される溶融はんだ5の酸化を防止とともにはんだ噴流ノズル60を加熱して所定の温度に保持されるようになる。
【0094】
また、はんだ付け装置1においては、後述するようにはんだ噴流ノズル60の先端部に形成したはんだ溜り凹部87に溜められた溶融はんだ5も加熱窒素ガス雰囲気に保持されて酸化が防止されるようになる。はんだ付け装置1においては、ノズル筒部58Aからプリント基板2のはんだ付け部位に加熱窒素ガスを吹き付けて予備加熱を行う。はんだ付け装置1においては、上述した加熱窒素ガスの利用により、各部位において溶融はんだ5の酸化を防止してその品質特性を保持し、はんだ噴流ノズル60から安定した状態で噴流が行われるようにして高精度のはんだ付け処理が効率的に行われるようになる。
【0095】
はんだ付け装置1においては、はんだ槽57が、基板セット機構29によりプリント基板2をはんだ付け実行位置に位置決めしてからX−Yテーブルユニット51を駆動してはんだ噴流ノズル60をはんだ付け部位に対向させるまでの間において窒素ガス噴出口58Bから加熱窒素ガスを吹き付けてプリント基板2を加熱するように構成される。したがって、はんだ付け装置1においては、はんだ槽57によりプリント基板2に対して良好な状態でのはんだ付け処理が行われるようになり、はんだ付け品質の向上が図られるようになる。
【0096】
はんだ付け装置1は、噴流ポンプ61によりはんだ槽57内に貯えられる溶融はんだ5内に噴流圧を生成して溶融はんだ5がはんだ噴流ノズル60からプリント基板2のはんだ付け部位に噴流されるようにする。はんだ付け装置1は、噴流ポンプ61が、図6及び図7に示すようにブラケットを介してチャンバ56に取り付けられて制御・処理部6から出力される制御信号により出力軸68Aを間欠回転させるパルスモータ等の駆動モータ68と、はんだ槽57内に設けられて駆動モータ68を駆動源として一定量の溶融はんだ5をはんだ噴流ノズル60から噴流させるギヤポンプ機構69を有するいわゆるギヤポンプが用いられる。
【0097】
噴流ポンプ61は、駆動モータ68の出力軸68Aに駆動プーリ68Bを取り付け、この駆動プーリ68Bとギヤポンプ機構69との間に架け渡したタイミングベルト70により間欠的な回転をギヤポンプ機構69に伝達する。ギヤポンプ機構69は、駆動モータ68により間欠駆動される駆動軸71に設けられた第1ポンプギヤ72と、シリンダ部材65に支架したポンプ軸73に設けられた第2ポンプギヤ73を有する。ギヤポンプ機構69は、駆動軸71が、下方側をはんだ槽57内のシリンダ部材65を貫通して軸受けされるとともに上方側をカバー部材58を貫通して軸受けされる。駆動軸71には、カバー部材58から突出された上方部にタイミングベルト70が掛け合わされる従動プーリ71Aが固定されるとともに、下方部に図8に示すようにシリンダ部材65に形成された第1シリンダ空間部65C内に位置して第1ポンプギヤ72が固定される。
【0098】
ギヤポンプ機構69は、ポンプ軸73が駆動軸71と平行してシリンダ部材65に上下方向に支架され、図7及び図8に示すように第1ポンプギヤ72と噛み合って回転される第2ポンプギヤ74が軸装される。ギヤポンプ機構69は、第2ポンプギヤ74が図8に示すようにシリンダ部材65に形成された第2シリンダ空間部65D内に位置してポンプ軸73に軸装される。
【0099】
ギヤポンプ機構69においては、第1ポンプギヤ72と第2ポンプギヤ74がそれぞれ第1シリンダ空間部65Cと第2シリンダ空間部65D内において噛み合って回転駆動される。ギヤポンプ機構69においては、第1ポンプギヤ72の各歯底と第1シリンダ空間部65Cの内周壁及び第2ポンプギヤ74の各歯底と第2シリンダ空間部65Dの内周壁との間にそれぞれ溶融はんだ5を充填する溶融はんだ送出し空間部が構成される。ギヤポンプ機構69においては、第1ポンプギヤ72と第2ポンプギヤ74が回転すると、溶融はんだ送出し空間部に充填した溶融はんだ5が送り出されて噴流圧を生成する。
【0100】
噴流ポンプ61においては、制御・処理部6からはんだ付け処理の実行を指示する制御信号が出力されると、駆動モータ68が起動されて出力軸68Aを間欠回転させる。噴流ポンプ61においては、出力軸68Aの回転がタイミングベルト70を介してギヤポンプ機構69の駆動軸71に伝達され、この駆動軸71に固定された第1ポンプギヤ72を図8矢印aで示すようにシリンダ部材65の第1シリンダ空間部65C内において反時計方向に回転させる。噴流ポンプ61においては、第1ポンプギヤ72が噛み合わされた第2ポンプギヤ74が、同図矢印bで示すように第2シリンダ空間部65D内において時計方向に回転される。
【0101】
噴流ポンプ61においては、第1ポンプギヤ72と第2ポンプギヤ74の回転に伴って溶融はんだ5の送り出しが行われることによりシリンダ部材65のはんだ吸込み口65A側に負圧状態を生じさせて、シリンダ部材65内に図8矢印cで示すようにはんだ槽57から溶融はんだ5を吸い込む。また、噴流ポンプ61においては、第1ポンプギヤ72と第2ポンプギヤ74の回転に伴って溶融はんだ送出し空間部に充填された溶融はんだ5をシリンダ部材65内から同図矢印dで示すようにはんだ供給口65Bから送り出す。噴流ポンプ61においては、第1ポンプギヤ72と第2ポンプギヤ74がそれぞれの歯を精密に形成されており、上述したように第1シリンダ空間部65Cと第2シリンダ空間部65Dとの間に一定量の溶融はんだ5が充填される溶融はんだ送出し空間部を構成することから、はんだ噴流ノズル60に対して脈流の無い安定した噴流圧を作用させる。噴流ポンプ61においては、これにより所定量の溶融はんだ5をシリンダ部材65とはんだ供給筒部材66とノズル取付部材67を介してはんだ噴流ノズル60から噴流させる。
【0102】
はんだ付け装置1においては、上述したギヤポンプ機構69により溶融はんだ5内に噴流圧を生成してはんだ噴流ノズル60から噴流させることにより、第1ポンプギヤ72と第2ポンプギヤ74の歯数に応じてはんだ付け部位に噴流させるはんだ量を精密に設定することが可能である。はんだ付け装置1においては、過剰なはんだ量の供給によりはんだ流れによる不正短絡或いは過小のはんだ量の供給によるはんだ付け不良の発生を防止して精密なはんだ付け処理が行われるようにする。
【0103】
ところで、はんだ槽部9においては、酸化しやすいPbフリーはんだが直接大気に触れないようにするため、上述したようにはんだ槽57内に加熱窒素ガスを充填してはんだ5の酸化抑制を図っている。また、はんだ槽部9においては、上述したようにギヤポンプ機構69がはんだ槽57内において駆動モータ68により駆動軸71が回転される構造となっており、回転する駆動軸71によりはんだ5の界面において摩擦が生じて酸化が生じやすい状態となる。
【0104】
はんだ槽57においては、図6に示すように駆動軸71にフロート部材75を軸装することにより、駆動軸71の回転に伴うはんだ5の界面における摩擦の発生が低減されるように構成される。フロート部材75は、駆動軸71の外径よりも大径とされた軸孔を有する筒部75Aと、この筒部75Aの上端縁から大径のフロートプレート部75Bを一体に突出形成した部材からなる。フロート部材75は、同図に示すようにフロートプレート部75Bを上にして筒部75Aを駆動軸71に嵌挿することによりはんだ槽57内に設けられる。フロート部材75は、フロートプレート部75Bが溶融はんだ5の界面に浮いた状態で駆動軸71に軸装される。
【0105】
はんだ槽部9においては、駆動モータ68により駆動軸71が回転するが、この駆動軸71に対してフロート部材75が上述したようにフロートプレート部75Bを粘性のある溶融はんだ5の界面に浮いた状態で軸装されることにより、駆動軸71から筒部75Aに作用される摩擦力に対して比較的広い面積のフロートプレート部75Bと溶融はんだ5との間に大きな静止摩擦力が作用される。したがって、はんだ槽部9においては、フロート部材75が、駆動軸71と供回りすることなく静止状態を保持することで、溶融はんだ5の界面において回転する駆動軸71と溶融はんだ5とを隔離する作用を奏する。はんだ槽部9においては、これにより溶融はんだ5の界面における駆動軸71の回転に伴う摩擦の発生を防止して溶融はんだ5の酸化を抑制する。
【0106】
はんだ付け装置1においては、上述したようにギヤポンプ機構69を有する噴流ポンプ61を備えたが、一定量の溶融はんだ5をはんだ噴流ノズル60に供給する適宜の噴流ポンプを用いてもよく、例えば第2の実施の形態として図9に示したスクリュー型噴流ポンプ110を用いて溶融はんだ5をはんだ噴流ノズル60に定量供給する。噴流ポンプ110は、上述した噴流ポンプ61に備えた駆動モータと同様にはんだ槽57の外部に設けた図示しない駆動モータを有し、この駆動モータから回転力を伝達されてはんだ槽57内の溶融はんだ5に噴流圧を生じさせるスクリューポンプ機構111がはんだ槽57の内部に設けられる。
【0107】
スクリューポンプ機構111は、はんだ槽57内にシリンダ部材112を上下方向に固定して設け、このシリンダ部材112の内部に密閉円筒状のシリンダケース113を収納するとともに、このシリンダケース113を貫通するとともに上方部をはんだ槽57から突出させた駆動軸114を設ける。スクリューポンプ機構111は、シリンダケース113の上方部に位置してその内部空間とはんだ槽57とをシリンダ部材112を介して連通するはんだ吸込み口113Aが形成されるとともに、下方部に位置して内部空間とはんだ噴流部115と連通するはんだ供給口113Bが形成される。
【0108】
駆動軸114には、はんだ槽57から突出した上方部位に図示しない駆動モータの駆動プーリとの間に架け渡したタイミングベルト等を介して間欠的な回転駆動力が伝達されるプーリ114Aが固定される。駆動軸114には、シリンダケース113の内部においてスクリューギヤ116が設けられる。スクリューギヤ116は、駆動軸114と一体若しくはその外周部に固定状態で軸装され、シリンダケース113の内径とほぼ同等の外径を有している。スクリューギヤ116は、その歯底とシリンダケース113の内周壁との間に溶融はんだ5を送り出すラセン状のはんだ送出し空間部を構成する。
【0109】
はんだ噴流部115は、一端側をシリンダケース113のはんだ供給口113Bと連結されたはんだ流路部材117と、このはんだ流路部材117の他端側に下方側を連結されたノズル取付部材118と、このノズル取付部材118の先端に着脱されるはんだ噴流ノズル60等により構成する。はんだ噴流部115は、ノズル取付部材118が、図示しないが上述したカバー部材58に形成したノズル筒部58Aに対応位置してはんだ槽57に貯留された溶融はんだ5の界面から突出され、はんだ噴流ノズル60がノズル筒部58Aを介して外方に臨ませられるようにする。
【0110】
なお、はんだ噴流部115については、シリンダケース113に対して上述したはんだ供給筒部材66とノズル取付部材67とを介してはんだ噴流ノズル60を着脱自在に設けるようにしてもよい。また、はんだ噴流部115には、図示を省略するが、はんだ槽57に供給した加熱窒素ガスがノズル取付部材118とはんだ噴流ノズル60を加熱雰囲気に保持しながらカバー部材58のノズル筒部58Aから噴出されるようにする。
【0111】
スクリュー型噴流ポンプ110においては、制御・処理部6からはんだ付け処理の実行を指示する制御信号が出力されると、駆動モータが起動されてその間欠回転力がプーリ114Aを介して駆動軸114に伝達される。スクリュー型噴流ポンプ110においては、駆動軸114の回転によりシリンダケース113内においてスクリューギヤ116が回転してシリンダケース113内の上方部位を負圧状態とすることで、はんだ吸込み口113Aからはんだ槽57内の溶融はんだ5の吸い込みを行う。
【0112】
スクリュー型噴流ポンプ110においては、上述したスクリューギヤ116の回転により上述した歯底とシリンダケース113の内周壁との間に構成したはんだ送出し空間部に充填された溶融はんだ5をはんだ供給口113Bからはんだ噴流部115へと送り出す。スクリュー型噴流ポンプ110においては、スクリューギヤ116の回転量及びスクリュー歯のピッチを適宜設定することにより噴流部115へと押し出す溶融はんだ5の供給量を制御することが可能である。したがって、スクリュー型噴流ポンプ110においても、過剰なはんだ量の供給によりはんだ流れによる不正短絡或いは過小のはんだ量の供給によるはんだ付け不良の発生を防止して精密なはんだ付け処理が行われるようにする。
【0113】
スクリュー型噴流ポンプ110においては、上述したように溶融はんだ5の界面から突出する筒状のシリンダ部材112に駆動軸114を嵌挿させることにより、この駆動軸114と溶融はんだ5が界面において直接接触しないように構成する。したがって、スクリュー型噴流ポンプ110においては、上述したギヤポンプ機構69に設けたフロート部材75を不要として駆動軸114の回転に伴う溶融はんだ5の界面における摩擦の発生を防止する。
【0114】
なお、はんだ槽部9においては、界面における溶融はんだ5と駆動軸との摩擦の発生を防止する構造として、上述したフロート部材75やシリンダ部材112を備える構造に限定されるものでは無い。はんだ槽部9においては、例えばはんだ槽57の底部等に一端を固定或いは一体化されるとともに先端部を溶融はんだ5の界面から突出させた筒体内に駆動軸を嵌挿させる構造や、カバー部材58側に溶融はんだ5中に浸かるようにして同様の筒部を固定或いは一体化した構造により摩擦発生防止構造を構成するようにしてもよい。すなわち、はんだ槽部9においては、少なくとも溶融はんだ5が外気に直接晒される界面において、駆動軸が直接溶融はんだ5に触れないようにして回転する適宜の隔離構造を備えればよい。
【0115】
はんだ付け装置1は、上述したように窒素ガス供給部55を備え、はんだ槽57に対して加熱窒素ガスを供給する。窒素ガス供給部55は、図2に示すように、ベース10Aに設置した窒素ガス発生器76と、この窒素ガス発生器76とカバー部材58に形成した窒素ガス供給口58C(図6参照)を接続する窒素ガス供給管77と、窒素ガス供給管77の途中に設けられて窒素ガスを所定の温度まで加熱する窒素ガスヒータ78と、窒素ガスの温度を検出して検出信号を出力することにより窒素ガスヒータ78を制御する窒素ガス温度センサ79と、窒素ガス供給管77を開閉する電磁弁80を備え、はんだ槽57内に加熱窒素ガスを供給する。
【0116】
窒素ガス供給部55は、上述したように小型のはんだ槽57を用いることから、窒素ガス発生器76として空気から窒素を例えば吸着法や深冷分離法等により分離する市販の小型窒素ガス発生器が用いられる。窒素ガス供給部55は、窒素ガスヒータ78の後段において窒素ガス供給管77を分岐して窒素ガス発生器76から第1はんだ槽部9A及び第2はんだ槽部9Bに対して共用して加熱窒素ガスの供給を行うことも可能である。窒素ガス供給部55は、窒素ガス発生器76を共用するが、窒素ガスヒータ78や窒素ガス温度センサ79を第1はんだ槽部9A及び第2はんだ槽部9Bに対してそれぞれ個別に設けることにより、高精度の制御を行うようにすることが好ましい。窒素ガス供給部55は、低電力消費型の窒素ガスヒータ78を採用することが可能であり、ランニングコストの低減が図られる。
【0117】
はんだ付け装置1は、図3に示すようにはんだ実行部8のはんだ槽設置テーブル54にCCDカメラ90と基板高さセンサ91とを設置し、これらCCDカメラ90と基板高さセンサ91によって上述したように基板セット機構29によりはんだ付け実行位置に位置決めされるプリント基板2を監視する。CCDカメラ90は、プリント基板2のはんだ付け部位や実装部品3を撮像するとともに、撮像画像に基づく画像データを制御・処理部6に出力する。CCDカメラ90は、詳細を省略するがはんだ槽部9によりはんだ付け処理が行われるプリント基板2の底面を撮像するために、はんだ槽設置テーブル54上に撮像部を上方に向けて設置される。
【0118】
基板高さセンサ91は、はんだ付け実行位置に位置決めされたプリント基板2の高さ位置を計測して制御・処理部6に対して計測データを出力する。基板高さセンサ91は、例えばレーザ光を出射・受光するレーザセンサが用いられ、プリント基板2に対してレーザ光を出射するとともにプリント基板2により反射された戻りレーザ光を受光する。基板高さセンサ91は、レーザ光の出射と受光との間隔により、プリント基板2の高さ位置を精密に計測する。
【0119】
はんだ付け装置1においては、CCDカメラ90により供給されるプリント基板2についてそのはんだ付け部位や実装部品3の位置を精密に確認することが可能であり、例えば各プリント基板2毎のバラツキに対して制御・処理部6から出力される制御信号に基づいて各機構の調整動作を行って精密なはんだ付け処理が行われるようにする。また、はんだ付け装置1においては、基板高さセンサ91によりプリント基板2の高さ位置を精密に確認することが可能であり、例えば各プリント基板2毎の反りや返り等による高さ位置のバラツキ或いは基板セット機構29やはんだ実行部8の構成各部の動作のバラツキ等に対して制御・処理部6から出力される制御信号に基づいて各機構の調整動作を行って精密なはんだ付け処理が行われるようにする。
【0120】
はんだ付け装置1においては、上述したようにはんだ槽部9が第1はんだ槽部9Aと第2はんだ槽部9Bを備えるとともに、それぞれに着脱自在なはんだ噴流ノズル60を備える。はんだ付け装置1においては、プリント基板2の例えばはんだ付け部位のピッチ、端子の形状や大きさ等を有することにより供給するはんだ量や熱量(加熱時間)等のはんだ付け仕様を異にする多数箇所のはんだ付け部位に対して、はんだ槽部9の第1はんだ槽部9Aと第2はんだ槽部9Bにより個別にはんだ付け処理を施すことが可能である。はんだ噴流ノズル60は、異なるはんだ付け仕様のはんだ付け部位に対して最適なはんだ付け処理を施すように構成されるが、基本的な構成を同等とすることから以下図11を参照して説明する。
【0121】
はんだ噴流ノズル60は、略円筒形状を呈するとともに内部にはんだ流路83が形成された基部82と、この基部82の一端側に一体に形成された小径の円筒部からなりはんだ流路83が開口するとともに外周ねじ84Aが形成された取付ねじ部84と、基部82の先端側に形成されたノズル部85とから構成される。はんだ噴流ノズル60は、ノズル部85が、先端側に向かって次第に小径となるように全体が略円錐台筒状を呈するとともにはんだ流路83と連通し内部を貫通して先端面に開口する小径のノズル孔86が形成される。
【0122】
はんだ噴流ノズル60には、ノズル部85の先端部に、ノズル孔86の開口部位と連通してはんだ溜り凹部87が形成されている。はんだ噴流ノズル60は、はんだ溜り凹部87が、所定の深さとノズル孔86の孔径よりも大きな内径を有する凹部として先端部に形成される。はんだ噴流ノズル60においては、ノズル孔86の孔径とともにはんだ溜り凹部87が所定のはんだ付け仕様に対応してその内径や深さを設定されて形成されることにより、このはんだ溜り凹部87に所定量の溶融はんだ5が溜められるようにする。
【0123】
はんだ噴流ノズル60は、上述したノズル取付部材67に対して、取付ねじ部84の外周ねじ84Aをノズル取付ねじ67Aにねじ込む簡易な操作によりその先端部に対してすばやく着脱される。はんだ噴流ノズル60には、はんだ槽57内に貯留された溶融はんだ5が、シリンダ部材65−はんだ供給筒部材66−ノズル取付部材67のルートで供給される。はんだ噴流ノズル60には、上述したように噴流ポンプ61が駆動されてシリンダ部材65の内部に噴流圧が生成されることにより、はんだ流路83に所定量の溶融はんだ5が送り込まれる。はんだ噴流ノズル60は、噴流ポンプ61により生成された噴流圧を縮径されたノズル孔86において高め、はんだ溜り凹部87からプリント基板2の所定のはんだ付け部位に対して噴流させる。
【0124】
はんだ付け装置1においては、上述したようにはんだ噴流ノズル60がノズル孔86の開口部位にはんだ溜り凹部87を形成したことにより、溶融はんだ5をノズル孔86から直接噴流させることなく、はんだ溜り凹部87に溜められた溶融はんだ5をはんだ付け部位に対して噴流させる。はんだ付け装置においては、ノズル孔から直接溶融はんだを噴流させる従来のはんだ噴流ノズルと一般的な噴流ポンプを用いた場合に、噴流ポンプの精度等に起因する噴流圧のバラツキやはんだ流路内における溶融はんだの状態変化等により脈流が生じて溶融はんだの噴流量にバラツキが生じて精密なはんだ付けを行い得ないことがある。はんだ付け装置1は、上述したように安定した噴流圧を生成する噴流ポンプ61を用いるが、さらにはんだ溜り凹部87を有するはんだ噴流ノズル60を用いることでより安定かつ精密な溶融はんだ5の噴流を行う。
【0125】
はんだ噴流ノズル60においては、図12に示すようにはんだ流路83を介してノズル孔86から作用される噴流圧p(送り込まれる溶融はんだ5により生じる噴流圧)がはんだ溜り凹部87に溜められた溶融はんだ5に作用することにより、このはんだ溜り凹部87から略ボール状の溶融はんだ塊5Aをはんだ付け部位に対して噴流させる。はんだ噴流ノズル60においては、この際にノズル孔86から作用される噴流圧pが、同図矢印で示すように拡径されたはんだ溜り凹部87内において四方へと拡散された状態で作用することになる。したがって、はんだ噴流ノズル60においては、噴流圧pに脈流が生じていても、はんだ溜り凹部87内における拡散により全体として均一化した状態となって溜められた溶融はんだ5に作用する。はんだ噴流ノズル60においては、これにより噴流圧の脈流の影響を低減してはんだ溜り凹部87内から噴流量にバラツキが無い高精度の溶融はんだ塊5Aを噴流させる。はんだ付け装置1においては、はんだ噴流ノズル60が、制御・処理部6からのはんだ付け実行指示に基づいてはんだ溜り凹部87に溜まった溶融はんだ5を噴流させることにより、高感度の応答性と精密な溶融はんだ塊5Aの噴流が行われるようにする。
【0126】
はんだ付け装置1においては、第1はんだ槽部9Aと第2はんだ槽部9Bに異なるはんだ付け仕様に対応した形状に形成されたノズル孔86やはんだ溜り凹部87を有するはんだ噴流ノズル60をそれぞれ着脱自在に取り付けることから、はんだ付け仕様を異にする複数のはんだ付け部位を有するプリント基板2に対しても、適合するはんだ噴流ノズル60との交換作業を不要としてはんだ量等の条件を最適化して個別にはんだ付け処理を連続して行うことが可能である。はんだ付け装置1においては、はんだ噴流ノズル60の交換作業に伴うはんだ槽57の冷却やはんだ5の再加熱による待機時間を不要として溶融はんだが一定状態に保持されることから、各はんだ付け部位に対して高精度かつ安定したはんだ付け処理を高能率に行うことが可能である。
【0127】
以上のように構成したはんだ付け装置1においては、従来のはんだ付け装置のようにマスキングテープ等を貼り付ける作業や高価で取り扱いが面倒な専用キャリア等を不要として、プリント基板2の所定はんだ付け部位に対して個別にはんだ付け処理を施すことが可能である。はんだ付け装置1においては、個別にはんだ付け処理を施すことによりプリント基板2の全体に対する熱負荷を軽減して耐熱性が低い電子部品等の実装部品3を搭載してもそれらの特性劣化或いはプリント基板2の熱歪み等の発生を抑制し、微細ピッチの回路パターンや端子間等におけるはんだ流れによる不正短絡の発生を低減し、信頼性の高いはんだ付け処理が行われるようにする。
【0128】
はんだ付け装置1においては、上述したようにプリント基板2を搬送してはんだ実行位置に位置決めする駆動機構系と第1はんだ槽部9Aと第2はんだ槽部9Bとを制御してそれぞれのはんだ噴流ノズル60を所定のはんだ付け部位に対向して移動させる駆動機構系とにより構成することで、各機構部の簡易化が図られる。はんだ付け装置1においては、これら駆動機構を制御してはんだ付け処理を行うはんだ付け実行プログラムソフトウェアの簡易化も図られる。はんだ付け装置1においては、それぞれはんだ噴流ノズル60を有する第1はんだ槽部9Aと第2はんだ槽部9Bによりはんだ槽部9を構成することによりはんだ槽57の小型化が図られ、全体の小型化とともにはんだ量の低減によるランニングコストを低減し、溶融はんだ5を高精度に管理することが可能となる。
【0129】
はんだ付け装置1においては、上述したように基板キャッチ機構28により保持したプリント基板2を基板セット機構29によりはんだ付け実行位置に移動して位置決めする。はんだ付け装置1においては、基板セット機構29が、プリント基板2の四隅をそれぞれ独立して移動させることでその保持姿勢を任意の角度に可変し或いは揺動させることが可能である。はんだ付け装置1においては、かかる基板セット機構29により実装部品3の搭載姿勢に応じてプリント基板2の姿勢を適宜変化させて当該実装部品3の端子3Aとランドに対してはんだ噴流ノズル60を最適な状態に設定することが可能となり各端子3Aを精密にはんだ付け処理することが可能となる。
【0130】
また、はんだ付け装置1においては、基板セット機構29によりプリント基板2を適宜の角度で揺動させることによりはんだ流れを制御して微小ピッチで配列された各端子3A間等におけるはんだ流れによる短絡発生を低減することが可能である。はんだ付け装置1においては、はんだ付け条件による実装部品3の実装位置やランド形状或いはピッチ等の設計自由度を向上させて実装効率の向上が図られるようにする。
【0131】
はんだ付け装置1においては、上述したように基板搬送・駆動部7の基板セット機構29とはんだ実行部8のX−Yテーブルユニット51により駆動系を構成してプリント基板2とはんだ槽部9の第1はんだ槽部9Aと第2はんだ槽部9Bを相対移動させることにより、プリント基板2の各はんだ付け部位とはんだ噴流ノズル60を位置決めして個々にはんだ付け処理を施すようにする。はんだ付け装置1においては、制御・処理部6において、予め基板設計データ101や実装部品3に関する部品データ102がメモリ16に登録され、これらデータと制御プログラムソフトウェアに基づいて具体的なはんだ付け実行プログラムソフトウェア(数値制御プログラムソフトウェア)の自動プログラミング処理が行われて構成各機構を制御することで精密なはんだ付け処理を行う。
【0132】
はんだ付け装置1においては、はんだ付け実行プログラムソフトウェアが、従来のはんだ付け装置のようにその都度実装部品3を計測してプリント基板2における座標点を決定する等の面倒な段取り作業を軽減して作成され、作業の大幅な効率化が図られるようになる。はんだ付け装置1においては、プリント基板2を作成されたはんだ付け実行プログラムソフトウェアに基づいてはんだ付け実行位置に精密に位置決めする。ところで、はんだ付け装置1においては、個々のプリント基板2が、例えば反りや基準孔の加工精度等のバラツキにより、はんだ付け実行位置において微小な位置ズレが生じることがある。
【0133】
はんだ付け装置1においては、上述したように基板セット機構29とX−Yテーブルユニット51によりはんだ付け実行位置に位置決めしたプリント基板2をCCDカメラ90により撮像して画像データを得る。はんだ付け装置1においては、メモリ16に登録した設計データに基づいて画像データの確認を行い、差異がある場合にはんだ付け実行プログラムソフトウェアを修正してメモリ16に登録するとともに制御・処理部6から基板搬送・駆動部7或いははんだ実行部8に対して補正制御信号を出力して構成各機構を調整駆動させることにより位置補正の操作が行われる。はんだ付け装置1においては、個々のプリント基板2が上述した微小な位置ズレを生じることがあっても、簡易な操作によりそれぞれの位置ズレを補正して各はんだ付け部位に対して精密なはんだ付け処理を施すことが可能である。
【0134】
はんだ付け装置1においては、上述したようにメモリ16に登録した基板設計データ101や実装部品3の部品データ102と制御プログラムソフトウェアに基づいてはんだ付け実行プログラムソフトウェアを自動プログラミングする。はんだ付け装置1においては、実はんだ付け処理を施す前工程としてダミー基板2Dを用いたシミュレーションを行うことにより、はんだ付け実行プログラムソフトウェアを検証するとともに必要に応じてその補正処理を行うことが可能である。はんだ付け装置1においては、簡易な補正処理により、プリント基板2の位置ズレを補正して各はんだ付け部位に対してさらに精密なはんだ付け処理を施すことが可能である。
【0135】
はんだ付け装置1においては、このダミー基板2Dを用いたシミュレーションとはんだ付け実行プログラムソフトウェアの検証を、はんだ付け実行位置に位置決めしたダミー基板2DをCCDカメラ90により撮像して得た画像データに基づいて行う。はんだ付け装置1においては、メモリ16に登録した設計データに基づいてダミー基板2Dの画像データの確認を行い、差異がある場合にはんだ付け実行プログラムソフトウェアを修正してメモリ16に登録するとともに制御・処理部6から基板搬送・駆動部7或いははんだ実行部8に対して補正制御信号を出力して構成各機構を調整駆動させることにより位置補正の操作が行われるようにする。はんだ付け装置1においては、かかるシミュレーション処理を実施することにより精度の高いはんだ付け実行プログラムソフトウェアを作成することが可能となり、またプログラムソフトウェア設定等の段取り作業を大幅に低減して全体作業の効率化とともに高精度のはんだ付け処理が行われるようにする。
【0136】
はんだ付け装置1においては、所定のはんだ付け処理を終了した後に、制御・処理部6にプリント基板2や実装部品3に関するデータとともに、基板搬送・駆動部7やはんだ実行部8の構成各機構を制御する制御データ等を登録データとしてメモリ16に登録する処理が行われる。はんだ付け装置1においては、次のはんだ付け処理を行う場合に制御・処理部6においてメモリ16からこれらの登録データが呼び出されて対象となるプリント基板2や実装部品3のデータとの照合を行い、合致結果に基づいて登録した制御データがはんだ付け実行プログラムソフトウェアの作成に利用されるようにする。はんだ付け装置1においては、いわゆる学習機能を有することによりはんだ付け実行プログラムソフトウェアを作成する段取り作業を大幅に低減して全体作業の効率化とともに高精度のはんだ付け処理が行われるようにする。
【0137】
はんだ付け装置1においては、図13に示すように、段取り工程として制御・処理部6に所定のデータを入力するデータ入力処理工程Aを実行する。データ入力処理工程Aは、データ入力部14を介して制御・処理部6のメモリ16に製造するプリント回路基板4に関するCADデータやガーバデータ等の基板設計データ101を入力する設計データ入力工程A−1と、同様にしてプリント基板2に実装される各実装部品3に関する部品データ102を入力する部品データ入力工程A−2と、はんだ噴流ノズル60の選定やはんだ付け方法の設定等のはんだ付け条件を入力するはんだ付け条件入力工程A−3を実行する。はんだ付け装置1においては、制御・処理部6において、このデータ入力処理工程Aにより入力された各データとメモリ16に登録した関連データとを比較して一致データを利用し、各部を駆動するためのはんだ付け実行プログラムソフトウェアを自動作成する。
【0138】
はんだ付け装置1においては、作成したはんだ付け実行プログラムソフトウェアに基づいてダミー基板2Dを用いたシミュレーション工程Bを実行する。シミュレーション工程Bは、ダミー基板2Dを基板搬入部18に投入するダミー基板投入工程と、基板搬送・駆動部シミュレーション工程B−1と、はんだ実行部シミュレーション工程B−2と、窒素ガス供給部シミュレーション工程B−3が実行される。なお、シミュレーション工程Bにおいては、実際にダミー基板2Dをはんだ付け装置1に投入するが、はんだ実行部8におけるはんだ付け処理をはんだ付け実行プログラムソフトウェアに基づいてバーチャル実行するものであり、その様子をモニタ17により確認する。
【0139】
基板搬送・駆動部シミュレーション工程B−1では、はんだ付け実行プログラムソフトウェアに基づいて基板搬送・駆動部7によりダミー基板2Dをキャッチ位置からはんだ付け実行位置へと移動させて位置決めすることによりその動作データを得る。基板搬送・駆動部シミュレーション工程B−1では、基板ストッパ機構30の各部の動作確認やストッパセンサ45の出力確認を行い、これらの動作データを得る。基板搬送・駆動部シミュレーション工程B−1では、基板キャッチ機構28の各部の動作確認や基板キャッチセンサ37の出力確認を行い、これらの動作データを得る。基板搬送・駆動部シミュレーション工程B−1では、基板セット機構29の各部の動作確認や第2基板センサ31の出力確認を行い、これらの動作データを得る。
【0140】
はんだ実行部シミュレーション工程B−2では、はんだ付け実行位置に位置決めしたダミー基板2Dに対してはんだ付け実行プログラムソフトウェアに基づいてはんだ実行部8やはんだ槽部9の各部位を位置決め移動するとともにCCDカメラ90によるダミー基板2Dの撮像を行い、その画像データに基づいて所定の補正データを得る。はんだ実行部シミュレーション工程B−2では、はんだ槽部9のヒータ59の動作やはんだ温度センサ62の動作確認、噴流ポンプ61の動作確認或いははんだ液面センサ63の出力確認を行って、これらの動作データを得る。はんだ実行部シミュレーション工程B−2では、X−Yテーブルユニット51の動作確認やCCDカメラ90及びはんだ波高センサ64の出力確認を行い、これらの動作データを得る。
【0141】
はんだ実行部シミュレーション工程B−2においては、上述したようにバーチャルはんだ付け処理を行うが、例えば「プリント基板2のはんだ付け部位に対してはんだ噴流ノズル60が設定通り移動するか」、「ピールバック動作が設定通り行われるか」等を画像確認し、必要に応じて後述する補正処理が行われるようにする。はんだ実行部シミュレーション工程B−2においては、CCDカメラ90や基板高さセンサ91により、ダミー基板2Dの反りや基準孔位置或いは基板キャッチ機構28によるキャッチ状態等の確認が行われる。なお、はんだ付け装置1においては、かかるCCDカメラ90や基板高さセンサ91による確認が、実際にはんだ付け処理を実施する実はんだ付け工程においても実行されて適宜データ補正の操作が行われるようにする。
【0142】
窒素ガス供給部シミュレーション工程B−3では、はんだ付け実行プログラムソフトウェアに基づいて窒素ガス供給部55の動作確認を行って補正データを得る。窒素ガス供給部シミュレーション工程B−3では、窒素ガスヒータ78の動作や窒素ガス温度センサ79の動作確認を行い、これらの動作データを得る。
【0143】
はんだ付け装置1においては、上述したシミュレーション工程Bを実行してそれぞれ得た補正データが制御・処理部6に入力され、この制御・処理部6において適宜のデータ処理を行い、その処理結果に基づいてはんだ付け実行プログラムソフトウェアを補正する補正処理を行って補正はんだ付け実行プログラムソフトウェアを自動作成する補正工程Cが実行される。なお、補正工程Cでは、上述した各補正データについて必要に応じて入力操作部15を介してデータの入力操作も行われる。補正工程Cにおいては、基板搬送・駆動部補正工程C−1と、はんだ実行部補正工程C−2等が実行される。
【0144】
はんだ付け装置1においては、上述した補正処理により作成した補正はんだ付け実行プログラムソフトウェアに基づいて構成各部の動作制御を行い、基板搬入部18により搬入される生産用プリント基板2Sの各はんだ付け部位に対してそれぞれ個別に所定のはんだ付け処理を施す実はんだ付け工程Dが実行される。実はんだ付け工程Dにおいては、はんだ付け処理を施して製造したプリント回路基板4がCCDカメラ90により撮像され、モニタ17に表示される画像によりはんだ付け部位の仕上がり状態等を確認する。実はんだ付け工程Dにおいては、モニタ画像により、例えばブリッジ部位、未はんだ付け部位、実装部品3の破損(絶縁樹脂の溶け等)或いは部品当り等の不具合の発生を確認する。はんだ付け装置1においては、かかる不具合が生じた場合に、その補修を行うとともに必要に応じて入力操作部15を介して補正データの入力操作が行われる。
【0145】
はんだ付け装置1においては、所定のはんだ付け処理を終了すると、一連の工程で得た各種データ等を補正はんだ付け実行プログラムソフトウェアとともに制御・処理部6のメモリ16に登録するデータ登録工程Eを実行する。はんだ付け装置1においては、これら補正はんだ付け実行プログラムソフトウェアや各種データが次のはんだ付け処理を行う際に利用される。
【0146】
はんだ付け装置1においては、上述した基板搬送・駆動部シミュレーション工程B−1と基板搬送・駆動部補正工程C−1が、具体的には図14に示すシミュレーション・補正実行手順に基づいて実行されることにより、補正はんだ付け実行プログラムソフトウェアに基づいて基板搬送・駆動部7の構成各部が精密に位置決め制御されるようにする。すなわち、実行手順においては、基板搬送・駆動部7の各部位を目視により異常状態等が生じていない否かを確認する(s−1)。実行手順においては、例えば搬送路中に異物が存在していたり基板ストッパ43が初期位置に復帰していない等の異常を発見した場合に(s−2)、その異常事態を是正する措置を講じる(s−3)。
【0147】
実行手順は、基板搬入部18からダミー基板2Dを投入すると(s−4)、はんだ付け実行プログラムソフトウェアに基づいて基板搬入機構22が起動して基板搬入ベルト24によるダミー基板2Dの送り出し操作を行う(s−5)。実行手順は、ダミー基板2Dが基板搬入部18から基板キャッチ部19へと送り出された状態が第1基板センサ26により検出され(s−6)、この第1基板センサ26からの検出出力により基板搬送機構27が起動して基板キャッチ部19においてチェーンベルト32によるダミー基板2Dの搬送が行われる(s−7)。実行手順は、ダミー基板2Dが基板ストッパ43と衝合することによりその送り動作が停止される(s−8)。
【0148】
実行手順は、このダミー基板2Dの停止状態が第2基板センサ31により検出され(s−9)、この第2基板センサ31からの検出出力により基板キャッチ機構28が駆動されてダミー基板2Dのキャッチ動作が行われる(s−10)。実行手順は、この基板キャッチ機構28によるダミー基板2Dのキャッチ動作が基板キャッチセンサ37により検出される(s−11)。実行手順は、基板キャッチセンサ37からの検出出力により基板搬送機構27のチェーンベルト32が停止されるとともに、基板セット機構29が駆動されて基板キャッチ機構28により保持されたダミー基板2Dをキャッチ位置からはんだ付け実行位置へと移動させる(s−12)。
【0149】
実行手順は、基板セット機構29が所定位置で停止し、基板キャッチ機構28により保持されたダミー基板2Dを撮像位置にセットする(s−13)。実行手順は、セットされたダミー基板2Dの高さ位置が基板高さセンサ91により検出され(s−14)、この基板高さセンサ91からの検出出力により基板セット機構29とX−Yテーブルユニット51の調整駆動が行われるとともに、この調整データが制御・処理部6にフィードバックされる(s−15)。実行手順は、CCDカメラ90によりダミー基板2Dのはんだ付け部位を撮像し(s−16)、その画像データにより基準孔位置や原点位置の測定データを取得する(s−17)。
【0150】
実行手順は、上述した測定データと制御・処理部6のメモリ16に登録した対応する登録データとの比較が行われる(s−18)。実行手順は、登録データと測定データに「差有り」の結果を得た場合に、入力操作部15を介して登録データの補正処理を行う(s−19)。実行手順は、この登録データの補正処理によりはんだ付け実行プログラムソフトウェアの補正が行われる。実行手順は、基板セット機構29やX−Yテーブルユニット51を初期位置へと復帰させる操作を行う(s−20)。なお、実行手順は、上述したデータ比較ステップで「差無し」の結果を得た場合に、基板セット機構29等の復帰動作が行われる。
【0151】
実行手順は、基板セット機構29がキャッチ位置まで復帰すると、このキャッチ位置において基板キャッチ機構28によるダミー基板2Dの開放動作が行われる(s−21)。実行手順は、このダミー基板2Dの開放動作を基板キャッチセンサ37により検出し(s−22)、この基板キャッチセンサ37からの検出出力により基板ストッパ機構30と基板搬送機構27を駆動する(s−23)。
【0152】
実行手順は、基板ストッパ43を駆動して搬送路を開放した状態で、チェーンベルト32によりダミー基板2Dを基板キャッチ部19から基板搬出部20への送り出しが行われる。実行手順は、ダミー基板2Dの基板搬出部20への送り出し動作が第2基板センサ31により検出され(s−24)、この第2基板センサ31からの検出出力により基板搬出機構46が起動するとともに基板搬送機構27が停止する(s−25)。実行手順は、基板搬送部20に送り出されたダミー基板2Dを第3基板センサ50により検出し(s−26)、この第3基板センサ50からの検出出力により基板搬出機構46が停止して一連のシミュレーション・補正の実行手順を終了する(s−27)。
【0153】
なお、はんだ付け装置1においては、実はんだ付け工程の際に、基板搬出機構46による搬送途中で冷却ファン92によりプリント回路基板4の冷却が行われる。したがって、実行手順は、図示を省略するが第2基板センサ31と第3基板センサ50からの検出信号に基づいて冷却ファン92が起動、停止の動作を行うかを確認する手順も有する。
【0154】
はんだ付け装置1においては、図15に示したはんだ槽内溶融はんだ量確認・補正実行手順によりはんだ槽57内における溶融はんだ5の貯留量を確認し、必要に応じてはんだ材の補充等の処置が講じられる。実行手順では、各はんだ槽57のヒータ59に電源を投入してはんだ5の加熱を行うとともに(r−1)、はんだ温度センサ62を動作状態としてはんだ5の加熱状態を監視する(r−2)。実行手順では、はんだ5が所定の温度まで加熱されて溶融状態となりはんだ温度センサ62から検出信号が出力されると(r−3)、この検出信号に基づいて制御・処理部6から制御信号が出力されて噴流モータ61を起動する(r−4)。
【0155】
実行手順では、はんだ槽57内における溶融はんだ5の貯留量をはんだ液面センサ63により検出する(r−5)。実行手順では、液面センサ63による適量の検出結果に基づいて(r−6)、はんだ槽部57が待機状態とされるとともに、上述したX−Yテーブルユニット51の原点復帰動作が行われるようにする(r−7)。実行手順では、液面センサ63による溶融はんだ5の貯留量が不足の検出結果に基づいて、制御・処理部6から移動指示の制御信号を出力してX−Yテーブルユニット51の移動動作を行う(r−8)。実行手順では、X−Yテーブルユニット51がはんだ供給部へと移動して、はんだ槽57内にはんだ材の供給が行われる(r−9)。実行手順では、はんだ槽57内の溶融はんだ5の貯留量がはんだ液面センサ63により検出される。
【0156】
はんだ付け装置1においては、上述した手順を経て所定量の溶融はんだ5を貯留した各はんだ槽57内に噴流モータ61により噴流圧が生成され、溶融はんだ5が、はんだ噴流ノズル60へ送り出されてはんだ溜り凹部87に溜められる。はんだ付け装置1においては、図16に示したはんだ溜り凹部溶融はんだ量確認補正実行手順によりはんだ溜り凹部87内における溶融はんだ5の貯留量を確認し、必要に応じて補正処置が講じられる。実行手順では、X−Yテーブルユニット51をはんだ実行位置へと移動してはんだ槽57に設けたはんだ噴流ノズル60をはんだ波高センサ64に臨ませる(t−1)。実行手順では、はんだ波高センサ64によりはんだ溜り凹部87に溜められた溶融はんだ5の波高を検出する(t−2)。
【0157】
実行手順では、はんだ波高センサ64により検出基準外波高の検出結果に基づいて、制御・処理部6において噴流モータ61の回転数データの補正が行われるとともに、補正データに基づいて噴流モータ61を再駆動する(t−3)。実行手順では、噴流モータ61の再駆動後のはんだ溜り凹部87における溶融はんだ5の波高が再検出され、基準値に達するまで繰り返される。実行手順では、基準値よりも低い検出結果を得た場合に噴流モータ61の回転数を上げてより多くの溶融はんだ5がはんだ溜り凹部87に溜められるようにする対応が図られるとともに、基準値よりも大きい検出結果を得た場合に噴流モータ61の回転数を下げる対応が図られる。実行手順では、基準値内の検出結果を得た後に、制御・処理部6において噴流モータ61の回転数データをメモリ16に登録するとともにX−Yテーブルユニット51に制御信号を出力して原点位置へと復帰させ(t−4)、スタンバイ状態とする。
【0158】
はんだ付け装置1においては、詳細を省略するがはんだ槽部9や窒素ガス供給部55についても、上述したダミー基板2Dを投入してシミュレーション操作を行うことにより同時に所定の補正処理等が行われる。
【0159】
はんだ付け装置1においては、上述したシミュレーション・補正実行手順とほぼ同等の手順となることから手順項目のみを図17及び図18に示して詳細な説明を省略する実はんだ付け実行手順にしたがって生産用プリント基板2Sに対して所定のはんだ付け処理を施してプリント回路基板4を製造する。はんだ付け装置1においては、基板搬入部18に投入された生産用プリント基板2Sに対して、図17に示した手順にしたがって基板搬入機構22による基板キャッチ部19への搬入工程と、基板キャッチ機構28による基板キャッチ工程と、基板セット機構29による撮像位置へのセット工程と、CCDカメラ90による基板撮像工程等を実施する。はんだ付け装置1においては、所定の各補正工程と、X−Yテーブルユニット51によるはんだ槽部9の位置決め工程と、噴流ポンプ61を駆動してはんだ噴流ノズル60からはんだ噴流を行う工程等を経てプリント回路基板4を製造する。
【0160】
はんだ付け装置1においては、製造したプリント回路基板4に対して図18に示すように基板セット機構29の復帰工程と、X−Yテーブルユニット51の復帰工程と、基板キャッチ機構28の基板キャッチ部19でのプリント回路基板4の開放工程と、基板搬出機構46によるプリント回路基板4の搬出工程と、スタック工程等を経て一連の製造工程を終了する。なお、はんだ付け装置1は、上述した構成、動作及び手順の説明に限定されないことは勿論である。
【図面の簡単な説明】
【0161】
【図1】実施の形態として示すはんだ付け装置の正面図である。
【図2】同はんだ付け装置の側面図である。
【図3】同はんだ付け装置の構成図である。
【図4】同はんだ付け装置の構成ブロック図である。
【図5】同はんだ付け装置に備える基板セット機構の正面図であり、同図(A)は右下りピールバック動作状態を示し、同図(B)は前上りピールバック動作状態を示す。
【図6】同はんだ付け装置に備えるはんだ槽部の断面図である。
【図7】同はんだ槽部のカバー部材を取り外して示す平面図である。
【図8】同はんだ槽部に備えるギヤポンプの構成説明図である。
【図9】第2の実施の形態として噴流ポンプにスクリューポンプを用いるはんだ槽部の要部断面図である。
【図10】はんだ付け処理時におけるはんだ付け部位の様子を説明する要部断面図である。
【図11】噴流ノズルの断面図である。
【図12】噴流ノズルからの溶融はんだ噴流の説明図である。
【図13】はんだ付け装置による全体工程図である。
【図14】搬送・駆動部のシミュレーション・補正実行手順図である。
【図15】はんだ槽内の溶融はんだ量確認・補正実行手順図である。
【図16】はんだ溜り凹部内の溶融はんだ量確認・補正実行手順図である。
【図17】はんだ付け装置による実はんだ付け実行手順図であり、プリント回路基板を製造するまでの手順を示す。
【図18】同プリント回路基板を搬出するまでの手順を示す。
【符号の説明】
【0162】
1 はんだ付け装置、2 プリント基板、2S 生産用プリント基板、2D ダミー基板、3 実装部品、4 プリント回路基板、5 はんだ(溶融はんだ)、6 制御・処理部、7 基板搬送・駆動部、8 はんだ実行部、9 はんだ槽部、9A 第1はんだ槽部、9B 第2はんだ槽部、10 フレーム、12 コントロールボックス、13 CPU、14 データ入力部、15 入力操作部、16 メモリ、17 モニタ、18 基板搬入部、19 基板キャッチ部、20 基板搬出部、22 基板搬入機構、24 基板搬入ベルト、25 搬入ベルト駆動モータ、26 第1基板センサ、27 基板搬送機構、28 基板キャッチ機構、29 基板セット機構、30 基板ストッパ機構、31 第2基板センサ、32 チェーンベルト、33 チェーンベルト駆動モータ、35 基板キャッチシリンダ、36 基板キャッチヘッド、37 基板キャッチセンサ、38 アッパフレーム、39 排煙ファン、40 基板セット電動シリンダ、41 駆動ロッド、43 基板ストッパ、44 ストッパ駆動シリンダ、45 基板ストッパセンサ、46 基板搬出機構、48 基板搬出ベルト、49 搬出ベルト駆動モータ、50 第3基板センサ、51 X−Yテーブルユニット、52 X軸リニアモータ、53 Y軸リニアモータ、54 はんだ槽設置テーブル、55 窒素ガス供給部、56 チャンバ、57 はんだ槽、58 カバー部材、58A ノズル筒部、58B 窒素ガス噴出口、59 ヒータ、60 はんだ噴流ノズル、61 噴流ポンプ、62 はんだ温度センサ、63 はんだ液面センサ、64 はんだ液高センサ、65 シリンダ部材、65A はんだ吸込口、65B はんだ供給口、65C 第1シリンダ空間部、65D 第2シリンダ空間部、66 はんだ供給筒部材、67 ノズル取付部材、68 駆動モータ、69 ギヤポンプ機構、71 駆動軸、72 第1ポンプギヤ、73 ポンプ軸、74 第2ポンプギヤ、75 フロート部材、75A 筒状基部、75B フロートプレート部、プレート、76 窒素ガス発生器、78 窒素ガスヒータ、79 窒素ガス温度センサ、82 基部、83 はんだ流路、84 取付ねじ部、85 ノズル部、86 ノズル孔、87 はんだ溜り凹部、90 CCDカメラ、91 基板高さセンサ、92 冷却ファン、100 入力データ、101 基板設計データ、102 部品データ、103 登録部品データ、104 修正データ、110 噴流ポンプ、111 スクリューポンプ機構、113 シリンダケース、114 駆動軸、115 はんだ噴流部、116 スクリューギヤ、117 はんだ流路部材、118 ノズル取付部材
【技術分野】
【0001】
本発明は、各種の実装部品を搭載したプリント基板等の被はんだ付け体に対して例えば端子孔に貫通させた端子とランド間或いは所定パターン間等のはんだ付け部位に対向して位置決めされて溶融はんだをスポット噴流してはんだ付け処理するはんだ噴流ノズル及びこのはんだ噴流ノズルを備えて被はんだ付け体の所定はんだ付け部位にはんだ付け処理を行うはんだ付け装置に関する。
【背景技術】
【0002】
電子機器等に用いられるプリント回路基板は、所定の回路パターンやランド等の導体部がプリント形成されるとともに多数個のスルーホール等が形成されたプリント基板に対して、それぞれ相対するスルーホールにリード(端子)を貫通させて組み付けられた多数個の電子部品等が、はんだ付け装置によりランドと端子間或いは所定パターン間等のはんだ付け部位にはんだ付け処理が施されることにより電気的かつ機械的に固定されて構成される。はんだ付け装置としては、例えば溶融はんだを貯えたフローはんだ槽を備え、搬送されるプリント基板を加熱しながらはんだ供給を行うことによりはんだ付け部位の一括はんだ付け処理が可能でありかつ連続はんだ付け処理を可能とするフローはんだ付け装置が用いられる。
【0003】
ところで、フローはんだ付け装置においては、例えばプリント基板に表面実装電子部品とスルーホール対応電子部品が混載される場合にスルーホール対応電子部品のみをはんだ付け処理することが困難である。フローはんだ付け装置においては、このためプリント基板に対して非はんだ付け部部位やはんだ付け不要部品をマスキングした状態ではんだ槽に供給する対応や、はんだ付け部位を開口した専用のキャリアを用いてプリント基板を搬送する対応等が図られる。
【0004】
フローはんだ付け装置においては、上述したマスキング法による対応を図る場合に、マスキング処理工程や後処理工程等の工数増加により生産性が低下するといった問題が生じる。フローはんだ付け装置においては、プリント回路基板毎に製作される専用キャリアによる対応を図る場合に、その製作費用とともに製作期間も必要となり、さらに付着したはんだ滓の除去等のメンテナンス作業或いは次に使用するまでの保管場所の確保等も必要となるといった問題がある。さらに、フローはんだ付け装置においては、加熱処理を施すことにより耐熱性が低い電子部品等の特性劣化やプリント基板の熱歪み等が発生するといった問題がある。
【0005】
また、他のはんだ付け装置としては、例えばプリント基板に搭載する各スルーホール対応部品のはんだ付け部位に対して溶融はんだを噴流させるはんだ噴流ノズルを有するノズルパネルを備えたノズルパネル型はんだ付け装置も提供されている。ノズルパネル型はんだ付け装置は、プリント基板の加熱処理を要せずはんだ噴流ノズルから部分的に溶融はんだを噴流させることで、搭載した耐熱性が低い電子部品等における特性劣化或いはプリント基板の熱歪み等の発生が抑制されるようにする。しかしながら、かかるノズルパネル型はんだ付け装置も、上述した専用キャリアと同様にプリント回路基板毎に高価なノズルパネルを製作しなければならず、その製作期間も必要となり、さらに付着したはんだ滓の除去等のメンテナンス作業或いは次に使用するまでの保管場所の確保等も必要となるといった問題がある。
【0006】
上述した従来のはんだ付け装置においては、いずれも形状や大きさ等を異にするはんだ付け部位に対しても同一条件によりはんだ付け処理を施すことから、はんだ不足等が生じて信頼性や歩留りの低下等が生じるといった問題があった。また、従来のはんだ付け装置においては、耐熱性が低い電子部品等に対しても大きな熱が負荷されることにより特性劣化を生じさせるといった問題もあった。
【0007】
例えば特許文献1には、シャーシ等に固定して設けた小型ノズル対向方式の噴流はんだ槽と、この噴流はんだ槽と対向してプリント基板を固定するプリント基板固定テーブルをX−Y−Z方向駆動機構により駆動する自動はんだ付け装置が開示されている。かかる特許文献1には、噴流はんだ槽に対してプリント基板をX−Y−Z方向に移動させることにより必要な部位にのみ自動的にはんだ付け処理を行うことが可能であり、狭ピッチ間のはんだ付け処理も可能であると記載されている。
【0008】
特許文献2には、噴流はんだ槽の内部に複数の可動局所ノズルをノズル上下動機構やノズル回動機構により上下方向(Z方向)に移動自在に設けるとともに、この噴流はんだ槽と被はんだ付け物とを相対的に前後左右方向(X−Y方向)に移動させる機構を有する局所はんだ付け装置が開示されている。かかる特許文献2には、仕様を異にする被はんだ付け物に対して適合する可動局所ノズルを選択してはんだ付け処理を行うことにより容易に対応することが可能であり、必要な部位にのみはんだ付け処理を行うことが可能であると記載されている。
【0009】
特許文献3には、スルーホール対応部品を搭載するプリント基板を位置決め固定するとともに、はんだ噴流ノズルを有する噴流はんだ槽をロボット機構によりX−Y−Z方向に移動させてはんだ付け処理を行うはんだ付け装置が開示されている。かかる特許文献3には、プリント基板にマスキングテープの貼り付けを不要とし、専用ノズルでスルーホール対応部品のリードのみを局所はんだ付け処理を行うことが可能であると記載されている。
【0010】
特許文献4には、下降移動されるプリント基板のはんだ付け部位に対してノズルの先端部からはんだボールを供給することにより個々の部品をはんだ付け処理するはんだ付け装置が開示されている。はんだ付け装置においては、ノズルの先端周りの空間部に加熱された窒素ガスを供給してはんだの酸化を低減するとともにはんだ付け部位を予熱してはんだボールの接合性が向上されるようにする。
【0011】
【特許文献1】特開平1−266961号公報
【特許文献2】特開2000−167661号公報
【特許文献3】特開2005−167142号公報
【特許文献4】特表平9−508318号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上述した各特許文献に開示されたはんだ付け装置は、プリント基板の所定はんだ付け部位に対して個別にはんだ付け処理を行うことにより、マスキングテープ等を貼り付ける作業や高価で取り扱いが面倒な専用キャリア等を不要とし、スルーホール対応部品のリードのみを局所的にはんだ付け処理することが可能である。また、これらはんだ付け装置は、プリント基板全体に対する熱負荷を軽減して耐熱性が低い電子部品等における特性劣化或いはプリント基板の熱歪み等の発生を抑制する。さらに、これらはんだ付け装置は、微細ピッチの回路パターンや端子間等におけるはんだ流れによる不正短絡の発生を低減し、信頼性の高いはんだ付け処理が行われるようにする等の特徴を有する。なお、これらはんだ付け装置は、例えばフローはんだ処理等を施した後の未はんだ部位に対する部分的なはんだ付け処理を施す場合にも用いられる。
【0013】
上述した特許文献1に開示された自動はんだ付け装置においては、プリント基板を固定するプリント基板固定テーブルをX−Y−Z方向駆動機構により駆動するように構成したことから、X−Y−Z方向駆動機構が精密かつ複雑であって大型となるとともに非常に高価となり、またこの駆動機構を同時に3次元制御する制御系の動作も複雑となる。したがって、自動はんだ付け装置においては、全体が大型で高価となるばかりでなく、制御系への制御データの入力作業やX−Y−Z方向駆動機構の調整作業等も面倒であるといった問題がある。
【0014】
また、自動はんだ付け装置においては、例えばスルーホール対応部品のリードのみを効率的に局所的なはんだ付け処理を行うことが可能であるが、はんだ付け仕様を異にする複数のはんだ付け部位を有するプリント基板に適用する場合に各はんだ付け部位に対して最適な条件により個別にはんだ付け処理を施すことが困難である。自動はんだ付け装置においては、このためにはんだの充填不足や短絡或いは部品破損等を生じさせることもある。自動はんだ付け装置においては、ノズル交換等の対応が図られるが、冷却等の時間も必要として生産性が大きく損なわれるとともにはんだ品質のバラツキも大きくなる。
【0015】
また、上述した特許文献2に開示された局所はんだ付け装置は、駆動機構を複数の可動局所ノズルと噴流はんだ槽とを相対的に移動させるノズル上下動機構やノズル回動機構と噴流はんだ槽移動機構とから構成することにより、各機構や制御系の簡易化が図られる。しかしながら、局所はんだ付け装置においては、溶融はんだを貯えるはんだ槽内にノズル及びその駆動機構を設ける構造であり、はんだ槽及びその支持構造が大型化するとともに駆動部位を精密に駆動することが困難であるとともに付着したはんだの除去等のメンテナンス作業も面倒であるといった問題がある。
【0016】
さらに、上述した特許文献3に開示されたはんだ付け装置は、噴流はんだ槽をロボット機構によりX−Y−Z方向に移動させるように構成したことから、ロボット機構が精密かつ複雑であって大型となるとともに非常に高価となり、またこのロボット機構を同時に3次元制御する制御系の動作も複雑となる。したがって、はんだ付け装置においては、全体が大型で高価となるばかりでなく、制御系への制御データの入力作業やロボット機構の調整作業等も面倒であるといった問題がある。はんだ付け装置においては、上述した特許文献1と同様の問題もある。
【0017】
ところで、噴流型はんだ付け装置においては、一般に内部を貫通して溶融はんだが供給されるはんだ流路と、このはんだ流路に連通して先端面に開口する小径のノズル孔を形成した筒状のはんだ噴流ノズルを備えている。噴流型はんだ付け装置においては、はんだ槽に付設した噴流ポンプにより溶融はんだ内に噴流圧を生成し、この噴流圧により溶融はんだをノズル孔から直接はんだ付け部位に噴流させてはんだ付け処理を行っていた。
【0018】
噴流型はんだ付け装置においては、噴流ポンプにより生成される噴流圧のバラツキやはんだ流路内等における溶融はんだの状態変化等により溶融はんだに脈流が生じてノズル孔から噴流される溶融はんだの量や噴流状態にバラツキが生じることがあった。噴流型はんだ付け装置においては、このために微細な間隔或いは微小なはんだ付け部位に対するはんだ噴流にバラツキが生じ、溶融はんだの過剰な噴流によるはんだ流れにより不正短絡の発生或いははんだ不足によるはんだ付け不良等が発生して歩留りが低下するといった問題があった。
【0019】
また、はんだ付け装置においては、環境保全等からPbフリーはんだの使用が必然となっており、このPbフリーはんだの酸化を抑制するとともにはんだ付け特性を保持するために一般に加熱窒素ガスを供給しながらはんだ付け処理を行っている。上述したように特許文献4には、ノズルの先端周りに加熱窒素ガスを供給するはんだ付け装置が開示されている。はんだ付け装置においては、はんだ槽内に溶融はんだを貯留することから、はんだ槽についても溶融はんだの品質を保持し酸化物によるはんだ流路の詰まり防止等を図る対応が必要である。上述した各特許文献には、いずれにもはんだ槽における溶融はんだの酸化防止構造の開示は特に無い。
【0020】
したがって、本発明は、微細な間隔や微小なはんだ付け部位等のはんだ付け部位に対して所定量の溶融はんだを精密かつ確実に噴流するはんだ噴流ノズルを提供することを目的とする。また、本発明は、このはんだ噴流ノズルを用いて微細な間隔や微小なはんだ付け部位等のはんだ付け部位に対して精密かつ確実なはんだ付け処理を行うはんだ付け装置を提供することを目的とする。
【課題を解決するための手段】
【0021】
上述した目的を達成する本発明にかかるはんだ噴流ノズルは、被はんだ付け体のはんだ付け部位に対向して位置決めされて、はんだ付け部位に溶融はんだをスポット噴流してはんだ付け処理する。はんだ噴流ノズルは、一端側をはんだ槽内のノズル取付部材に着脱されるとともにノズル取付部材から内部に設けたはんだ流路に溶融はんだが供給される全体略筒状に形成された基部と、この基部の他端側に一体に形成されて内部にはんだ流路と連通して小径のノズル孔が貫通して設けられたノズル部と、このノズル部の先端部にノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して形成されたはんだ溜り凹部とから構成される。
【0022】
はんだ噴流ノズルにおいては、はんだ槽内で生成した噴射圧によりはんだ溜り凹部内に溜められた所定量の溶融はんだを被はんだ付け部材のはんだ付け部位にスポット噴流させる。したがって、はんだ噴流ノズルにおいては、溶融はんだをはんだ付け部位の仕様に応じて噴流量を精密に制御して噴流させることにより、微細ピッチの回路パターンや端子間等におけるはんだ流れによる不正短絡やはんだ不足による不良発生等を低減して信頼性の高いはんだ付け処理が行われるようにする。また、はんだ噴流ノズルにおいては、はんだ槽内で生成される噴流圧のバラツキやはんだ流路内における溶融はんだの状態変化等により生じる溶融はんだの脈流をはんだ溜り凹部内において吸収することにより脈流の影響を低減して、溶融はんだの精密な噴流を行う。はんだ噴流ノズルにおいては、ノズル部の先端部に溜めた溶融はんだを噴流させることで、高感度の応答性と精密な噴流が行われるようになる。
【0023】
また、上述した目的を達成する本発明にかかるはんだ付け装置は、全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側がはんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルが用いられる。はんだ付け装置は、溶融はんだを貯留するはんだ槽と、溶融はんだの界面を覆ってはんだ槽に組み合わされるカバー部材と、溶融はんだの界面とカバー部材との間に構成された空間部に加熱窒素ガスを供給する窒素ガス供給部とを備える。はんだ付け装置は、はんだ槽がはんだ噴流ノズルをそのノズル部が溶融はんだの界面から突出した状態で取付部を介して着脱自在に取り付けるノズル取付部材と、溶融はんだに噴流圧を付与してはんだ流路に溶融はんだを供給する噴流ポンプを備える。はんだ付け装置は、カバー部材に、はんだ噴流ノズルのはんだ溜り凹部を外方に臨ませるノズル筒部が一体に形成される。
【0024】
はんだ付け装置においては、はんだ槽内に貯留された溶融はんだが界面を加熱窒素ガスで覆われることにより、酸化が防止されるとともに所定の温度に保持される。はんだ付け装置においては、はんだ噴流ノズルのノズル部を外方に臨ませるカバー部材のノズル筒部から加熱窒素ガスを噴出させることにより、溶融はんだがはんだ噴流ノズルから加熱窒素ガス雰囲気で噴流される。したがって、はんだ付け装置においては、はんだ噴流ノズルが加熱窒素ガスにより加熱されるとともにはんだ溜り凹部に溜められた溶融はんだの酸化が防止され、溶融はんだの品質特性を保持してはんだ噴流ノズルから安定した状態で噴流が行われるようにする。はんだ付け装置においては、カバー部材のノズル筒部から噴出する加熱窒素ガスがはんだ噴流ノズルと対向された被はんだ付け体のはんだ付け部位に吹き付けられてこれを加熱することで、より安定しかつ高精度のはんだ付け処理が効率的に行われるようになる。
【0025】
さらに、上述した目的を達成する本発明にかかるはんだ付け装置は、全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側がはんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルが用いられる。はんだ付け装置は、溶融はんだを貯留してはんだ噴流ノズルをはんだ溜り凹部が溶融はんだの界面から突出した状態で取付部を介して着脱自在に取り付けるノズル取付部材を備えるはんだ槽と、このはんだ槽に付設されて溶融はんだに噴流圧を付与することによりはんだ流路に溶融はんだを供給してはんだ噴流ノズルから所定量の溶融ハンダを噴流させる噴流ポンプを備える。はんだ付け装置は、噴流ポンプとして、シリンダ空間部を有するシリンダ部材と、シリンダ空間部内で回転するポンプギヤを有し、シリンダ空間部のシリンダ内周壁とポンプギヤの歯底との間に溶融はんだを充填する溶融はんだ送出し空間部を構成し、溶融はんだ送出し空間部に充填された所定量の溶融はんだを送り出すことによりはんだ噴流ノズルに噴流圧を付与するギヤポンプが用いられる。
【0026】
はんだ付け装置においては、ポンプギヤの歯数に応じてはんだ付け部位に噴流させるはんだ噴流のタイミングとハンダ量を精密に設定することが可能であり、過剰なはんだ量の供給によりはんだ流れによる不正短絡或いは過小のはんだ量の供給によるはんだ付け不良の発生を防止して精密なはんだ付け処理が行われるようにする。はんだ付け装置においては、所定量の溶融はんだを精密に送り出すギヤポンプを用いることによりはんだ噴流ノズルに対して溶融はんだを脈流の無い安定した状態で供給する。
【0027】
本発明にかかるはんだ付け装置は、ギヤポンプが、はんだ槽に付設した駆動モータにより回転駆動されてはんだ槽の内部で固定して設けたポンプギヤを駆動する駆動軸と、この駆動軸よりも大径の軸孔を有する筒状基部と、この筒状基部の一端側の外周部に一体に突出形成されたフロートプレート部とからなるフロート部材を備える。はんだ付け装置は、フロート部材が、筒状基部を嵌挿して駆動軸に組み付けられることにより、駆動軸を囲んでフロートプレート部が溶融はんだの界面に浮いた状態となる。はんだ付け装置は、駆動モータにより駆動軸が回転駆動されてポンプギヤの回転によりはんだ槽内に噴流圧を生成するが、フロートプレート部が溶融はんだの粘性により駆動軸と共回りすることなく界面において静止したまま浮いた状態に保持される。したがって、はんだ付け装置においては、駆動軸が溶融はんだの内層において回転する状態となり、溶融はんだの界面において駆動軸の回転に伴う溶融はんだとの摩擦発生を抑制する。
【0028】
本発明にかかるはんだ付け装置は、はんだ槽に付設した駆動モータにより回転駆動されてはんだ槽の内部で固定して設けたポンプギヤを駆動する駆動軸と、はんだ槽内に貯留される溶融はんだの少なくとも界面部位において駆動軸を隔離することにより溶融はんだとの摩擦発生を抑制する隔離部材を備える。はんだ付け装置は、隔離部材が、例えば先端部位が溶融はんだの界面から突出されて駆動軸を嵌挿するシリンダ部材に一体に突設された軸受け筒体や、はんだ槽或いはカバー部材から一体若しくはこれらに取り付けて駆動軸を嵌挿する軸受け筒体等により構成する。はんだ付け装置は、駆動モータにより回転駆動される駆動軸が、溶融はんだの界面部位において隔離部材により隔離されて溶融はんだとの摩擦発生を抑制する。
【0029】
はんだ付け装置においては、マスキングテープ等を貼り付ける作業や高価で取り扱いが面倒な専用キャリア等を不要とし、プリント基板の所定はんだ付け部位のみを局所的にはんだ付け処理することを可能とする。また、はんだ付け装置は、被はんだ付け部材全体に対する熱負荷を軽減して搭載した耐熱性が低い実装部材等における特性劣化或いは被はんだ付け部材の熱歪み等の発生を抑制し、微細なはんだ付け部位に対してはんだ濡れによる絶縁不良の発生を低減し、信頼性の高いはんだ付け処理が行われるようにする。
【発明の効果】
【0030】
本発明によれば、ノズル部の端面にノズル孔と連通して所定の深さとノズル孔径よりも大きな内径を有するはんだ溜り凹部に溜めた溶融はんだをはんだ槽の内部で生成した噴流圧により噴流させる。したがって、本発明によれば、噴流圧に脈流があってもノズル孔よりも大きな容量を有するはんだ溜り凹部において脈流を吸収して均一な状態し、所定量の溶融はんだを被はんだ付け体のはんだ付け部位に対して精密に噴流することで信頼性の高いはんだ付け処理を効率的に実行することを可能とする。
【0031】
また、本発明によれば、溶融はんだの界面を覆って酸化を防止する加熱窒素ガスを、はんだ噴流ノズルのノズル部を外方に臨ませるカバー部材のノズル筒部から噴出させることで、噴流ノズルから噴流する溶融はんだやはんだ溜り凹部に溜められた溶融はんだを加熱窒素ガス雰囲気中に保持して溶融はんだの品質特性を保持した状態ではんだ噴流ノズルからの噴流が行われるようにして安定かつ高精度のはんだ付け処理を効率的に行うことが可能となる。
【0032】
さらに、本発明によれば、ポンプギヤを有するギヤポンプにより噴流ポンプを構成したことにより、はんだ付け部位に噴流させるはんだ噴流のタイミングとハンダ量を精密に設定する噴流圧を生成することが可能となる。本発明によれば、ギヤポンプにより脈流の無い噴流圧を生成して精密なはんだ付け処理を行うことが可能である。
【発明を実施するための最良の形態】
【0033】
以下、本発明の実施の形態として示したはんだ付け装置1について図面を参照して詳細に説明する。なお、本明細書においては、図1を基準として、「上下(Z軸)」、「左右(Y軸)」、「前後(X軸)」の用語を用いるものとし、図面手前側が「前」、奥行き側が「後」である。また、本明細書においては、ほぼ同一に構成された複数の部材や部位を備える場合に、例えば最初に「無端チェーンベルト32F、32B」と表記するとともに以降の説明では特に個別に説明する場合を除いて「無端チェーンベルト32」と総称するものとする。
【0034】
はんだ付け装置1は、前工程の部品仮実装工程において各種の実装部品3等をそれぞれの端子3Aを相対するスルーホール2Aに挿通して(図10参照)搭載したプリント基板2が供給され、このプリント基板2の各はんだ付け部位に対して個別にはんだ付け処理を行ってプリント回路基板4を製造する。はんだ付け装置1は、プリント基板2のはんだ付け仕様を異にする各はんだ付け部位に対して、それぞれ個別に所定量のはんだ5を供給してはんだ付け処理を行うことにより、実装部品3等を電気的かつ機械的に固定したり所定パターン間を短絡する。なお、はんだ付け装置1は、主面に形成した多数個のランドに相対する端子をそれぞれ位置決めして実装部品3を搭載したプリント基板2に対して、実装部品3の搭載面側から各ランドと端子間に個別にはんだ付処理を行うことも可能である。
【0035】
プリント回路基板4は、プリント基板2として特に限定されないが、例えば表裏主面に適宜の回路パターンやランド等の導体部が形成されるとともに多数個のスルーホール2Aが形成されたいわゆる両面基板が用いられる。プリント回路基板4は、実装部品3として微細ピッチ、微小サイズの多ピン構成のLSI等の集積回路素子や抵抗等の各種電子部品或いはコネクタ等を搭載し、これら実装部品3をプリント基板2に対して表面実装法或いは各端子3Aをスルーホール2Aに貫通させて底面側においてはんだ付け処理を施す挿入実装法等により実装する。はんだ付け装置1は、挿入実装法の実装部品3に対して、各端子3A毎にはんだ付け処理を施して実装する。
【0036】
はんだ付け装置1は、供給されたプリント基板2を保持してキャッチ位置とはんだ付け実行位置との間でZ軸方向に昇降させるプリント基板2の駆動機構と、はんだ付け実行位置において位置決め保持したプリント基板2に対して各はんだ付け部位にそれぞれ個別に溶融はんだ5をスポット噴流させてはんだ付け処理を行う後述するはんだ付け手段をX軸とY軸方向に移動させるはんだ付け手段駆動機構を備える。はんだ付け装置1は、はんだ5として例えばSn−Ag−Cu系やSn−Zn系等のいわゆるPbフリーはんだを用いる。はんだ付け装置1は、後述するように加熱窒素ガスを供給しながらプリント基板2に対してはんだ付け処理を行うことにより、はんだ5の酸化を抑制して高精度かつ信頼性の高いはんだ付け処理が行われるようにする。
【0037】
はんだ付け装置1は、それぞれ詳細を後述するが、図1乃至図3に示すように全体の制御動作を行う制御・処理部6と、プリント基板2を搬送して所定位置に位置決めする基板搬送・駆動部7と、第1はんだ槽部9Aと第2はんだ槽部9Bとからなるはんだ槽部9を有してプリント基板2に対してはんだ付け処理を行うはんだ実行部8とから構成される。はんだ付け装置1は、ベース10Aとラック10Bを組み立てたフレーム10を備え、制御・処理部6とはんだ実行部8を下段側に配置するとともに基板搬送・駆動部7を上段側に配置する。はんだ付け装置1は、移動固定手段としてベース10Aの四隅に設置脚11Aとキャスタ11Bが取り付けられており、キャスタ11Bにより工程の所定位置へと移動されるとともに設置脚11により固定設置される。はんだ付け装置1は、後述するように小型軽量に構成されることから、簡便に移動設置を行うことが可能である。
【0038】
はんだ付け装置1は、制御・処理部6がベース10Aに設置され操作パネルを兼ねるコントロールボックス12に構成各部位を収納して構成される。制御・処理部6は、図4に示すように全体の制御動作を処理するCPU(central Processing Unit)13や、予め登録するプリント基板2や実装部品3等の入力データ100等の読込み処理を行うデータ入力部14と、コントロールボックス12に組み付けたキーボード等からなる入力操作部15と、データ等を記憶するメモリ16と、コントロールボックス12に組み付けたモニタ17等により構成される。なお、制御・処理部6は、かかる構成に限定されないことは勿論であり、例えば増設メモリの接続機能等も備えるようにしてもよい。制御・処理部6は、コントロールボックス12にモニタ17やキーボード等を組み付けたものとして説明したが、これらを作業テーブル等に設置してコントロールボックス12とケーブル或いは無線により接続するようにしてもよい。
【0039】
制御・処理部6は、CPU13から出力される制御信号に基づいて、構成各部においてそれぞれ所定の動作を行う。制御・処理部6は、詳細を後述するようにCPU13から基板搬送・駆動部7やはんだ実行部8の各機構等に対して制御信号を出力してその動作制御を行うとともに、これら基板搬送・駆動部7やはんだ実行部8に設けた後述する各種センサからのセンサ出力が入力される。制御・処理部6は、例えばはんだ実行部8に設置した後述するCCD(Charge-Coupled Device)カメラ90により撮像したプリント基板2や実装部品3の画像データが入力される。制御・処理部6は、入力されたセンサ出力や画像データに対して所定の処理を行う。制御・処理部6は、例えばCPU13の指示に基づいてCCDカメラ90で撮像した画像をモニタ17に表示する。
【0040】
制御・処理部6においては、入力データ100として、例えば適宜の媒体やフォーマットにより提供されるCAD(Computer Aided Design)データやガーバデータ等のプリント回路基板4の基板設計データ101や部品データ102を、データ入力部14において読込み処理を行い、CPU13の指示に基づいてメモリ16に登録する。制御・処理部6においては、後述するはんだ付け処理を行った後に学習機能としてプリント回路基板4に用いた実装部品3等に関するデータを登録部品データ103としてメモリ16に登録するとともに、はんだ付け処理の過程で構成各部から出力される登録データとの差異情報に基づく修正データ104をメモリ16に登録する。
【0041】
制御・処理部6は、設計データ101として、例えばプリント基板2の外形仕様データ(長さ、幅、厚さ寸法)、プリント基板2に形成した2点の基準孔位置データ、基板原点データ、認識マーク或いは孔位置座標データ等のデータをメモリ16に登録する。また、制御・処理部6は、部品データ102として、例えばはんだ付けポイントデータや実装済部品データ(例えば外形寸法データや干渉情報等)等のデータをメモリ16に登録する。制御・処理部6には、はんだ付け実行情報として、入力操作部15のキー操作により例えば後述するはんだ噴流ノズル60の仕様、噴流高さ(供給はんだ量)、はんだ温度或いは窒素ガス温度等の条件が入力される。また、制御・処理部6には、同様にして入力操作部15のキー操作によりはんだ付け方法(ライン又はドット)、はんだ付け移動スピード或いは後述するピールバック動作条件等が入力される。
【0042】
制御・処理部6は、上述した入力操作部15のキー操作による入力データや後述する補正データ等がCPU13に対して入力される。制御・処理部6は、上述した各種データに基づいてはんだ付け処理を実行するはんだ付け実行プログラムソフトウェアを自動作成する。なお、制御・処理部6は、上述したデータ入力部14を介して適宜の媒体等に記録されたはんだ付け処理を実行するはんだ付け実行プログラムソフトウェアの読込みを行うようにしてもよい。また、制御・処理部6は、後述するシミュレーション操作や確認操作を実行して補正データを取得し、これら補正データを入力操作部15から入力することにより補正はんだ付け実行プログラムソフトを自動作成する。制御・処理部6は、上述した各データとともに補正はんだ付け実行プログラムソフトウェアをメモリ16に記憶する。
【0043】
制御・処理部6は、モニタ17により、入力操作部15で行うキー操作の内容やデータ入力部14により読み込む各種データの内容等を表示する。制御・処理部6は、メモリ16に登録した上述した各種のデータ等を読み出してその内容をモニタ17に表示する。なお、制御・処理部6は、モニタ17が、かかる機能に限定されず、必要に応じて様々な画像等を表示することが可能である。
【0044】
はんだ付け装置1は、基板搬送・駆動部7が、前工程から実装部品3を挿入したプリント基板2を取り出して搬入する基板搬入部18と、搬入したプリント基板を所定位置において保持するとともにプリント基板をキャッチ位置とはんだ付け実行位置とに亘って上下方向(Z軸方向)に昇降移動させる基板キャッチ部19と、はんだ付け実行位置において所定のはんだ付け処理を施して製造したプリント回路基板4を搬出する基板搬出部20とを備える。なお、はんだ付け装置1は、基板搬出部20の後段に例えばスタッカ21を設置し、製造したプリント回路基板4を順次スタックする。
【0045】
基板搬入部18は、図1及び図3に示すように、前後に対向して設けられた搬入部フレーム23に互いに平行に配置された基板搬入ベルト24と、搬入ベルト駆動モータ25とを有する基板搬入機構22と、プリント基板2の投入を検出する第1基板センサ26を備え、フレーム10にユニットとして組み付けられる。基板搬入部18は、第1基板センサ26が、部品実装工程等の前工程から供給される実装部品3を挿入したプリント基板2が投入されたことを検出して制御・処理部6に第1検出信号を出力するとともに、このプリント基板2の基板キャッチ部19への送出しを検出して制御・処理部6に第2検出信号を出力する。基板搬入部18においては、第1基板センサ26から第1検出信号が出力されている状態で、前工程からのプリント基板2の供給が停止される。なお、第1基板センサ26は、例えばプリント基板2の先端部を検出して第1検出信号を出力し、終端部を検出して第2検出信号を出力するセンサであってもよい。
【0046】
基板搬入機構22は、基板搬入ベルト24が、プリント基板2を支えるに足る幅を有する無端ベルトにより構成され、搬入ベルト駆動モータ25により無端走行されてプリント基板2を搬送する。基板搬入機構22は、第1基板センサ26からの第1検出信号に基づいて制御・処理部6から出力される制御信号により搬入ベルト駆動モータ25が起動される。基板搬入機構22は、搬入ベルト駆動モータ25により基板搬入ベルト24を走行させて、プリント基板2を基板キャッチ部19へと送り出す。
【0047】
基板搬入機構22は、第1基板センサ26からの第2検出信号に基づいて制御・処理部6から出力される制御信号により搬入ベルト駆動モータ25が停止し、基板搬入ベルト24によるプリント基板2の送り出しを停止する。なお、基板搬入部18は、上述した構成に限定されないことは勿論であり、手動或いは自動で投入されるプリント基板2を位置決めした状態で基板キャッチ部19へと供給する適宜の搬送機構により構成すればよい。
【0048】
基板キャッチ部19は、図1乃至図5に示すように、基板搬入部18から送り出されたプリント基板2を搬送路中でキャッチし、このプリント基板2をキャッチ位置からはんだ付け実行位置へと下降移動させるとともにこのはんだ付け実行位置において所定のはんだ付け処理が行われるまで保持する。基板キャッチ部19は、プリント基板2に対する所定のはんだ付け処理が終了すると製造されたプリント回路基板4をはんだ付け実行位置からキャッチ位置へと上昇移動させるとともに、キャッチ位置から基板搬出部20へと送り出す。基板キャッチ部19は、後述する各機構を備え、上述した基板搬入部18の後段に位置してフレーム10にユニットとして組み付けられる。
【0049】
基板キャッチ部19は、キャッチ位置まで搬送するとともに所定のはんだ付け処理を施したプリント回路基板4を基板搬出部20へと送り出す基板搬送機構27と、プリント基板2をキャッチ位置において保持する基板キャッチ機構28と、この基板キャッチ機構28により保持したプリント基板2をキャッチ位置とはんだ付け実行位置とに亘ってZ軸方向に昇降移動させる基板セット機構29とを備える。基板キャッチ部19は、基板搬送機構27により搬送されるプリント基板2をキャッチ位置において停止させる基板ストッパ機構30と、プリント基板2を検出する第2基板センサ31を備える。
【0050】
基板搬送機構27は、図1、図2及び図5に示すように、前後に対向して設けられたキャッチ機構フレーム34に設けられて互いに平行に配置された送り爪付き無端チェーンベルト32F、32Bと、これらチェーンベルト32を駆動するチェーンベルト駆動モータ33を備える。基板搬送機構27は、基板搬入部18により搬入されたプリント基板2がはんだ実行部8において所定のはんだ付け処理を施されて製造された実装部品3を実装したプリント回路基板4を基板搬出部20へと送り出す。したがって、基板搬送機構27は、無端チェーンベルト32が、各送り爪でプリント基板2の両側縁に沿った非回路形成領域のハンドリングエリアを支えて搬送することにより、プリント回路基板4のはんだ付け部位に支障を与えないようにする。
【0051】
基板搬送機構27は、チェーンベルト駆動モータ33が、上述した第1基板センサ26からの第2検出信号に基づいて制御・処理部6から出力される制御信号により起動され、チェーンベルト32を駆動してプリント基板2をチャッキング位置まで搬送する。基板搬送機構27は、チェーンベルト駆動モータ33が、キャッチ位置において後述する基板ストッパ機構30によりプリント基板2が停止された状態で第2基板センサ31からの基板検出信号に基づいて制御・処理部6から出力される制御信号により停止され、チェーンベルト32によるプリント基板2の搬送動作が停止されるようにする。
【0052】
基板搬送機構27は、チェーンベルト駆動モータ33が、後述するように所定のはんだ付け処理を施して製造したプリント回路基板4がキャッチ位置に復帰した状態で第2基板センサ31からの基板検出信号に基づいて制御・処理部6から出力される制御信号により起動され、チェーンベルト32を駆動してプリント回路基板4を基板搬出部20へと送り出す。なお、基板搬送機構27は、第2基板センサ31から基板検出信号が出力された状態で基板搬入部18からのプリント基板2の搬入が停止されるようにする。
【0053】
基板キャッチ機構28は、上述したようにキャッチ位置において搬送されたプリント基板2を保持するキャッチ動作を行うとともに、はんだ実行部8からキャッチ位置に戻されたプリント回路基板4を開放して基板搬送機構27による送り出し動作が行われるようにする。基板キャッチ機構28は、図1及び図5に示すように、チェーンベルト32の上方に位置してキャッチ機構フレーム34に組み付けられる。基板キャッチ機構28は、基板キャッチシリンダ35と、この基板キャッチシリンダ35により駆動されてプリント基板2のハンドリングエリアを保持する前後一対の基板キャッチアーム36F、36Bを備える。基板キャッチ機構28は、基板キャッチアーム36によるプリント基板2のキャッチ動作及びプリント回路基板4の開放動作を検出する基板キャッチセンサ37を備える。基板キャッチ機構28は、従来の一般的なプリント基板ハンドリング機構とほぼ同等に構成される。
【0054】
基板キャッチ機構28は、キャッチ位置において後述する基板ストッパ機構30によりプリント基板2が停止されるとともに第2基板センサ31からの基板検出信号に基づいて制御・処理部6から出力される制御信号により基板キャッチシリンダ35が駆動される。基板キャッチ機構28は、基板キャッチヘッド36が、詳細を省略するがキャッチ位置においてそれぞれ一端側を基板キャッチシリンダ35と連結される。基板キャッチヘッド36は、それぞれの先端部がプリント基板2のハンドリングエリアをチェーンベルト32の送り爪との間で挟持して保持する保持部を構成し、これら保持部が互いに対向されて基板搬送路から上方に退出した状態にある。
【0055】
基板キャッチ機構28は、キャッチ位置にプリント基板2が送り込まれて停止された状態で制御・処理部6からの制御信号により基板キャッチシリンダ35が駆動され、この基板キャッチシリンダ35により各基板キャッチヘッド36を動作させる。基板キャッチ機構28は、各基板キャッチアーム36が、それぞれの保持部を基板搬送路内に進入させる動作を行い、各保持部によりキャッチ位置に停止されたプリント基板2のハンドリングエリアを保持する。基板キャッチ機構28は、この各基板キャッチアーム36によるプリント基板2のキャッチ動作を基板キャッチセンサ37により検出し、基板キャッチ検出信号を制御・処理部6へと出力する。
【0056】
なお、基板キャッチセンサ37は、キャッチ位置においてプリント回路基板4が基板キャッチ機構28から開放された状態を検出して基板開放信号を制御・処理部6へと出力する。基板キャッチセンサ37は、制御・処理部6に基板開放信号を出力することにより、制御・処理部6から基板搬入部18に対して次のプリント基板2の搬入動作を開始させる制御信号の出力と、後述する基板ストッパ機構30を駆動して搬送路を開放して基板搬出機構27に対してプリント回路基板4を基板搬出部20へ送り出させる制御信号の出力とが行われるようにする。
【0057】
基板セット機構29は、キャッチ位置において基板キャッチ機構28により保持したプリント基板2をこの基板キャッチ機構28とともにはんだ付け実行位置へと下降移動させる。基板セット機構29は、はんだ付け実行位置においてプリント基板2を保持し、このプリント基板2に対してはんだ実行部8による所定のはんだ付け処理が行われるようにする。基板セット機構29は、プリント基板2に対する所定のはんだ付け処理を終了してプリント回路基板4を製造すると、基板キャッチ機構28とともにプリント回路基板4をキャッチ位置へと上昇移動させて基板搬送機構27による基板搬出部20への送り出しが行われるようにする。
【0058】
基板セット機構29は、図1及び図5に示すように、キャッチ機構フレーム34の上方に位置してフレーム10に固定されたアッパフレーム38を備え、このアッパフレーム38に後述する構成部材を組み付けて構成する。アッパフレーム38には、はんだ付け実行位置から排出されるガスを放出するために排煙ファン39が取り付けられている。
【0059】
基板セット機構29は、図5に示すようにアッパフレーム38の四隅領域に位置して上下方向に設置された前後左右4個の基板セット電動シリンダ40FL、40BL、40FR、40BRを備える。基板セット機構29は、各基板セット電動シリンダ40が、それぞれアッパフレーム38を貫通して先端部をキャッチ機構フレーム34と連結される前後左右4個の駆動ロッド41FL、41BL、41FR、41BRを有し、これら駆動ロッド41を上下方向にスライド動作させる。基板セット機構29は、各駆動ロッド41がそれぞれの先端部に設けた自在継ぎ手構造からなる自在連結部42FL、42BL、42FR、42BRを介してキャッチ機構フレーム34の四隅領域と連結される。
【0060】
基板セット機構29においては、上述したようにキャッチ位置においてプリント基板2が基板キャッチ機構28によりキャッチされた状態において、制御・処理部6から出力される制御信号により各基板セット電動シリンダ40が駆動される。基板セット機構29においては、各基板セット電動シリンダ40がそれぞれの駆動ロッド41を下方に向かってスライド動作させてキャッチ機構フレーム34を押し下げることにより、基板キャッチ機構28とともにプリント基板2をキャッチ位置からはんだ付け実行位置へと下降移動させてこのはんだ付け実行位置において位置決め保持する。
【0061】
基板セット機構29においては、はんだ付け実行位置において後述するはんだ実行部8によるプリント基板2に対する所定のはんだ付け処理が施されてプリント回路基板4が製造すると、制御・処理部6から出力される制御信号により各基板セット電動シリンダ40が駆動される。基板セット機構29においては、各基板セット電動シリンダ40がそれぞれの駆動ロッド41を上方に向かってスライド動作させてキャッチ機構フレーム34を引き上げることにより、基板キャッチ機構28とともにプリント基板2をはんだ付け実行位置からキャッチ位置へと上昇移動させる。
【0062】
基板セット機構29においては、各基板セット電動シリンダ40が、制御・処理部6から出力される制御信号により個別に駆動制御される。基板セット機構29においては、各基板セット電動シリンダ40によりそれぞれの駆動ロッド41がスライド量を異にしてスライド動作される。基板セット機構29においては、上述したように各駆動ロッド41が自在連結部42を介してキャッチ機構フレーム34の四隅領域と連結されており、そのスライド量が制御されることによりこのキャッチ機構フレーム34を適宜の姿勢に傾けることが可能であり、また揺動(ピールバック動作)させることも可能である。
【0063】
基板セット機構29においては、例えば図5(A)に示すように左側の駆動ロッド41FL、41BLに対して右側の駆動ロッド41FR、41BRを下方に向かって大きなスライド量を以って駆動させることにより、キャッチ機構フレーム34を右側下がりの状態に傾けるようにする。したがって、基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2を右側下がりの姿勢にして、はんだ付け実行位置に保持させる。
【0064】
また、基板セット機構29においては、例えば図5(B)に示すように手前側の駆動ロッド41FL、41FRに対して後方側の駆動ロッド41BL、41BRを下方に向かって大きなスライド量を以って駆動させることにより、キャッチ機構フレーム34を後ろ下がりの状態に傾けるようにする。したがって、基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2を後ろ下がりの状態にして、はんだ付け実行位置に保持させる。
【0065】
基板セット機構29においては、図示しないが全ての駆動ロッド41FL、41BL、41FR、41BRを下方に向かって互いに異なるスライド量を以って駆動させることにより、キャッチ機構フレーム34を前後左右に適宜の角度で傾けるようにする。したがって、基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2を前後左右に適宜の角度で傾けた状態にして、はんだ付け実行位置に保持させることが可能である。
【0066】
基板セット機構29においては、例えばはんだ付け実行位置或いは昇降動作時に、前後或いは左右又は全ての駆動ロッド41を互いに異なるスライド量と時間を以って駆動させることにより、キャッチ機構フレーム34を前後左右に揺動させるピールバック動作を行うことが可能である。基板セット機構29においては、キャッチ機構フレーム34に組み付けられた基板キャッチ機構28とともにプリント基板2をピールバック動作させることによりはんだ流れを制御して、微小ピッチで配列された実装部品3の端子3A間や回路パターンにおけるはんだ流れによる不正短絡の発生を低減し、最適なはんだ付けが行われるようにする。
【0067】
基板セット機構29においては、上述したように各駆動ロッド41の個別制御を行うことにより、はんだ付け実行位置において実装部品3の搭載状態等に応じてプリント基板2の保持姿勢を適宜変化させることが可能である。基板セット機構29においては、プリント基板2のはんだ付け部位を後述するはんだ噴流ノズル60に対して最適な状態に設定して精密なはんだ付け処理が行われるようにする。基板セット機構29においては、これによりはんだ付け条件によるプリント基板2の設計自由度を向上させ、実装部品3の実装効率の向上や不正短絡の発生低減が図られるようにする。
【0068】
基板セット機構29は、上述した構成を備えることにより、基板キャッチ機構28とプリント基板2を円滑かつ高レスポンスで精密な動作制御を行うことが可能である。なお、基板セット機構29は、4個の基板セット電動シリンダ40と駆動ロッド41と自在連結部42により構成したが、かかる構成に限定されないことは勿論である。基板セット機構29は、例えば三角配置した3個の基板セット電動シリンダ40等により基板キャッチ機構28とプリント基板2を駆動することも可能である。基板セット機構29は、かかる基板セット電動シリンダ40と駆動ロッド41に限定されず、例えばパルスモータにより間欠回転されるピニオンをキャッチ機構フレーム34の四隅に取り付けたラック部材に噛み合わせて構成することも可能である。
【0069】
基板ストッパ機構30は、上述したように基板搬入機構22により搬入されるプリント基板2をキャッチ位置において停止させて基板キャッチ機構28によるプリント基板2のキャッチングが行われるようにする。基板ストッパ機構30は、図3に示すように基板キャッチ部19と基板搬出部20との間に配置されて基板搬送機構27に構成する搬送路を開閉する基板ストッパ43と、この基板ストッパ43を駆動するストッパ駆動シリンダ44と、基板ストッパ43の動作状態を検出する基板ストッパセンサ45を備える。
【0070】
基板ストッパ機構30は、基板ストッパ43がストッパ駆動シリンダ44により駆動されて上述した基板搬送機構27のチェーンベルト32に対して先端部の近傍位置においてその対向空間内に突出することで、基板搬送機構27により搬送されるプリント基板2を停止させる。基板ストッパ機構30は、上述した所定のはんだ付け処理を終了して製造されたプリント回路基板4がキャッチ位置において基板キャッチ機構28から開放された状態で、基板ストッパ43がストッパ駆動シリンダ44により駆動されてチェーンベルト32間から上方へと移動することにより搬送路を開放する。
【0071】
基板ストッパ機構30は、ストッパ駆動シリンダ44が、基板キャッチセンサ37から出力される基板開放信号に基づいて制御・処理部6から出力される制御信号により駆動される。また、基板ストッパ機構30は、ストッパ駆動シリンダ44が、基板搬送機構27によりプリント回路基板4の基板搬出部20への送り出しを検出した第2基板センサ31から出力される検出信号に基づいて制御・処理部6から出力される制御信号により駆動される。基板ストッパ機構30は、基板ストッパ43がチェーンベルト32間に突出することにより搬送路を閉塞する。
【0072】
基板搬出部20は、上述した基板ストッパ43による動作状態を検出する基板ストッパセンサ45からの検出信号に基づいて制御・処理部6から出力される制御信号により駆動され、基板キャッチ部19から送り出されるプリント回路基板4を後段に設置したスタッカ21へと搬出する。基板搬出部20は、搬出部フレーム47に、プリント回路基板4を支えるに足る幅を有する無端基板搬出ベルト48と、この基板搬出ベルト48を走行させる搬出ベルト駆動モータ49を有する基板搬出機構46を組み付けて構成し、フレーム10に機構ユニットとして組み付けられる。基板搬出部20は、基板搬出ベルト48の先端部近傍に配置されプリント回路基板4のスタッカ21への送り出しを検出する第3基板センサ50を備える。基板搬出部20は、基板搬出ベルト48に沿って配置したプリント回路基板4を冷却する冷却ファン92を備える。
【0073】
基板搬出部20は、基板ストッパセンサ45から出力されるプリント回路基板4の送り出しを検出する検出信号に基づき制御・処理部6から出力される制御信号により基板搬出機構46が駆動されてプリント回路基板4を搬送する。基板搬出部20は、基板搬出機構46が、基板キャッチ部19から送り出されるプリント回路基板4を支持した基板搬送ベルト48を搬出ベルト駆動モータ49により駆動する。基板搬出部20は、基板搬送ベルト48によりプリント回路基板4がスタッカ21へと送り出されると、第3基板センサ50がこれを検出して制御・処理部6に検出信号を出力し、この検出信号に基づき制御・処理部6から出力される制御信号により基板搬出機構46が停止する。なお、基板搬出機構46は、かかる構成に限定されないことは勿論であり、プリント回路基板4を位置決めした状態でスタッカ21へと搬出する適宜の機構により構成すればよい。
【0074】
基板搬出部20は、はんだ実行部8において所定のはんだ付け処理を施すことによりはんだ付け部位が加熱された状態にあるプリント回路基板4を、図3に示すように基板搬出ベルト48に沿って設置した冷却ファン92により、搬出する途中で冷却する。冷却ファン92は、基板ストッパセンサ45からのプリント回路基板4の送り出し検出信号に基づいて制御・処理部6から出力される制御信号により基板搬出ベルト48とともに駆動される。冷却ファン92は、基板搬出ベルト48によりプリント回路基板4がスタッカ21へと送り出されると、上述した第3基板センサ50からの検出信号に基づいて制御・処理部6から出力される制御信号により停止する。
【0075】
はんだ付け装置1は、はんだ実行部8が、後述するはんだ槽部9を搭載して上述した基板キャッチ部19の下方に位置してフレーム10に組み付けられ、基板セット機構29によりキャッチ位置からはんだ付け実行位置に移送されたプリント基板2に対して所定のはんだ付け処理を行うようにする。はんだ実行部8は、X軸リニアアクチェータ52とY軸リニアアクチェータ53を有するX−Yテーブルユニット51と、このX−Yテーブルユニット51に組み付けられてはんだ槽部9を搭載するはんだ槽設置テーブル54とを備える。はんだ実行部8には、詳細を後述するようにはんだ槽部9に加熱窒素ガスを供給する窒素ガス供給部55や、上述したCCDカメラ90或いは基板高さセンサ91が付設される。
【0076】
X−Yテーブルユニット51は、各種の精密機器等に備えられて被加工物等をX軸方向とY軸方向とに移動して精密に位置決めする一般的なX−Yテーブルユニットと同等に構成されるユニットが用いられる。X−Yテーブルユニット51は、詳細な説明を省略するが、図1及び図2に示すように、ベース10A上にY軸駆動テーブル51Yを設けるとともに、このY軸駆動テーブル51Yに対してY軸方向(前後方向)に移動自在なY軸リニアアクチェータ53が組み合わされる。X−Yテーブルユニット51は、Y軸リニアアクチェータ53にX軸駆動テーブル51Xを取り付けるとともに、このX軸駆動テーブル51Xに対してX軸方向(前後方向)に移動自在なX軸リニアアクチェータ52が組み合わされる。X−Yテーブルユニット51は、X軸リニアアクチェータ52にはんだ槽設置テーブル54を組み合わせる。
【0077】
X−Yテーブルユニット51は、制御・処理部6から出力される制御信号によりX軸リニアアクチェータ52がX軸方向に往復移動するとともに、Y軸リニアアクチェータ53がY軸方向に往復移動する。X−Yテーブルユニット51は、これによりはんだ付け実行位置において、はんだ槽設置テーブル54を所定位置に精密に移動させる。したがって、X−Yテーブルユニット51は、はんだ槽設置テーブル54に搭載したはんだ槽部9をはんだ付け実行位置において位置決めしたプリント基板2のはんだ付け部位に対して精密に位置決めする。
【0078】
はんだ付け装置1においては、上述したようにプリント基板2をZ軸方向に移動させて位置決めする基板セット機構29と、このプリント基板2に対してはんだ槽部9をX軸−Y軸方向に移動させて位置決めするX−Yテーブルユニット51とにより、プリント基板2のはんだ付け部位と後述するはんだ噴流ノズル60を相対的に位置決めする2系統の駆動系を構成する。はんだ付け装置1においては、上述したように比較的軽量で小型かつ簡易な構造でありいわゆる単機能型の基板セット機構29やX−Yテーブルユニット51により独立した2系統の駆動系を構成することにより、全体としても小型軽量かつ構造の簡易化が図られるとともにこれらを制御する制御・処理部6の負荷も低減してより高精度の動作制御を行って個々のはんだ付け部位に対して精密なはんだ付け処理が行われるようにする。また、はんだ付け装置1においては、メンテナンス作業等も簡易に行うことが可能である。
【0079】
はんだ槽部9は、上述したはんだ槽設置テーブル54上に図1及び図2に示すように前後方向に並んで搭載される2個の第1はんだ槽部9Aと第2はんだ槽部9Bにより構成する。はんだ槽部9は、これら第1はんだ槽部9Aと第2はんだ槽部9Bが、異なるはんだ付け仕様ではんだ付け処理を行う後述するはんだ噴流ノズル60A、60Bを用いる以外に同一に構成される。なお、はんだ槽部9は、後述するように制御・処理部6により制御されて第1はんだ槽部9Aと第2はんだ槽部9Bのいずれか一方が駆動されてプリント基板2のはんだ付け部位に対して個々にはんだ付け処理を施すが、例えば第1はんだ槽部9Aと第2はんだ槽部9Bとに対応するはんだ付け仕様の部位が存在する場合には、同時にはんだ付け処理を施すことも可能である。
【0080】
はんだ槽部9は、図6及び図7に示すように、はんだ槽設置テーブル54上に固定される上部を開放したチャンバ56と、このチャンバ56内に組み込まれて溶融はんだ5を貯えるはんだ槽57と、はんだ槽57の開放部を覆って組み付けられるカバー部材58を備える。はんだ槽部9は、チャンバ56内にはんだ槽57に接するようにして配置された複数のパネルヒータからなるヒータ59と、プリント基板2のはんだ付け部位に溶融はんだ5を噴流させる着脱自在なはんだ噴流ノズル60を有する。はんだ槽部9は、チャンバ56に噴流ポンプ61が組み合わされるとともに、はんだ槽57にヒータ59を制御するはんだ温度センサ62と、溶融はんだ量を検出するはんだ液面センサ63が設けられる。はんだ槽部9は、後述するようにはんだ噴流ノズル60の先端部に形成されたはんだ溜り凹部87におけるはんだ5の高さを検出するはんだ波高センサ64を備える。
【0081】
はんだ槽57は、図6に示すように上部の開口縁に沿って形成したフランジ部をチャンバ56の開口縁に沿って形成した取付フランジ部に固定されることにより、チャンバ56内に浮いた状態で組み込まれる。はんだ槽57には、矩形薄箱状であり、一方側面側にはんだ吸込み口65Aが開口されるとともに天井部にはんだ供給口65Bが開口されたシリンダ部材65が内部に貯えられる溶融はんだ5中に沈められるようにして設けられる。はんだ槽57には、シリンダ部材65の天井部に、内部孔をはんだ供給口65Bと連通させて全体円筒状に形成したはんだ供給筒部材66が取り付けられる。
【0082】
はんだ槽57には、ヒータ59が、図6に示すように各槽の外周壁や底壁に接するようにして配置される。はんだ槽57は、ヒータ59に電源を投入することにより内部に投入したはんだ材を加熱して溶融状態にして貯留する。はんだ槽57は、溶融はんだ5に浸かるようにして槽内の所定高さ位置にはんだ温度センサ62が配置されて溶融はんだ5の温度検出が行われる。はんだ槽57は、はんだ温度センサ62から出力する検出信号に基づいてヒータ59を制御することにより、溶融はんだ5を一定温度に保持して内部に貯留されるようにする。はんだ槽57は、小型であることから、はんだ5の貯留量が低減されるとともに比較的小型で低電力消費型のヒータ59を用いて高精度の温度管理を行うことが可能である。
【0083】
はんだ槽57は、はんだ供給筒部材66が、上方部位をはんだ槽57の開口縁よりもやや低い位置とさせてシリンダ部材65に立設され、この上方部位の外周部に外周ねじが形成される。はんだ供給筒部材66には、外周ねじにねじ込むことによりノズル取付部材67が取り付けられる。ノズル取付部材67は、下方部位の内周部にはんだ供給筒部材66の外周ねじとねじ合わせされる内周ねじが形成されるとともに、上方部位が次第に細径とされた全体略円錐台形状の筒体からなる。ノズル取付部材67は、その上方部位をはんだ槽57の開口縁から突出させてはんだ供給筒部材66にねじ止めされ、この上方部位の内周部に形成したノズル取付ねじ67Aにより後述するようにはんだ噴流ノズル60が着脱されるようにする。
【0084】
はんだ槽57においては、上述したように内部にシリンダ部材65と、はんだ供給筒部材66と、ノズル取付部材67を設けてはんだ噴流ノズル60を取り付けるとともに溶融はんだ5の供給路を構成する。はんだ槽57においては、上述した各部材がそれぞれ比較的単純な形状のであるとともに分解組立が容易であることから、コスト低減と保守性の向上が図られるとともに溶融はんだ5の詰まり等も低減される。なお、はんだ槽57は、かかる各部材を組み合わせてはんだ噴流ノズル60の取付構造と内部における溶融はんだの供給路を構成することに限定されないことは勿論である。はんだ槽57は、例えばシリンダ部材65に直接噴流ノズル60を着脱自在に取り付けるようにしてもよい。
【0085】
はんだ槽部9は、第1はんだ槽部9Aと第2はんだ槽部9Bの各はんだ槽57が、はんだ温度センサ62によりそれぞれの内部に貯留した溶融はんだ5の温度を監視される。はんだ槽部9は、はんだ温度センサが溶融はんだ5の温度低下を検出すると制御信号を図示しないコントローラに出力し、このコントローラからの制御信号によりヒータ59を駆動してはんだ槽57を介してはんだ5を加熱することにより、はんだ5が各はんだ槽57内に所定の温度範囲で安定した溶融状態に保持されて貯留されるようにする。
【0086】
はんだ槽部9は、上述したように第1はんだ槽部9Aと第2はんだ槽部9Bの各はんだ槽57にはんだ液面センサ63を設け、このはんだ液面センサ63により内部に貯留する溶融はんだ5の貯留量が監視される。はんだ液面センサ63は、はんだ付け処理の進行に伴って第1はんだ槽部9Aと第2はんだ槽部9Bのいずれかのはんだ槽57内における溶融はんだ5が所定の貯留量以下となった状態を検出すると、制御・処理部6に対して検出信号を出力して所定のはんだ補充処理が行われるようにする。はんだ付け装置1においては、例えば制御・処理部6から出力される制御信号に基づいて、X−Yテーブルユニット51が詳細を省略するはんだ供給部へと移動されて、所定量のはんだ5が補充されるようにする。なお、はんだ液面センサ63は、例えば上述したはんだ温度センサ62と同等の温度センサを用い、はんだ槽57内の所定位置に配置されて溶融はんだ5の液面が低下することによる温度低下を検出して検出信号を出力するようにしてもよい。
【0087】
はんだ付け装置1は、例えば制御・処理部6において、はんだ液面センサ63からの検出信号の出力時におけるはんだ槽57内の溶融はんだ5の残量データを把握するとともに現に実行中のはんだ付け工程のはんだ付け仕様に基づく使用はんだ量データに基づいて当該はんだ付け工程に必要なはんだ5の必要量が計算される。はんだ付け装置1は、この計算結果に基づいて制御・処理部6においてはんだ付け工程の最適な中断時期が判定されて構成各部に対して停止制御信号が出力されてはんだ槽57内へのはんだ補充処理が行われるようにする。勿論、はんだ付け装置1においては、かかる操作によらず、現に実行中のはんだ付け工程の終了後にはんだ補充処理を行うようにしてもよい。
【0088】
はんだ槽部9においては、カバー部材58が、はんだ槽57の開口部を閉塞して組み合わされることにより、後述するように窒素ガス供給部55から供給される加熱窒素ガスをはんだ槽57内に貯留した溶融はんだ5の表面(界面)に滞留させた状態にしてはんだ5の酸化が防止されるようにする。カバー部材58には、はんだ槽57の開口縁から突出するノズル取付部材67の上方部位に対向して、当該ノズル取付部材67よりも大径とされた略円錐台形状のノズル筒部58Aが一体に膨出形成される。
【0089】
はんだ槽部9においては、詳細を後述するようにはんだ噴流ノズル60のはんだ溜り凹部87に溜められた溶融はんだ5を噴流ポンプ61により生成した噴流圧を加えてプリント基板2のはんだ付け部位に所定量の溶融はんだ5を噴流させる。はんだ槽部9においては、図3に示すようにはんだ付け実行位置にはんだ波高センサ64を設けることにより、上述したように第1はんだ槽部9Aと第2はんだ槽部9Bのはんだ噴流ノズル60に形成されるはんだ溜り凹部87に溜められる溶融はんだ5の高さを検出してはんだ付け部位に噴流させるはんだ量を精密に管理する。
【0090】
はんだ波高センサ64は、例えば対向配置されるレーザ光を出射するレーザ出射器64Aと、このレーザ出射器64Aから出射されたレーザ光を受光するレーザ受光器64Bにより構成される。はんだ波高センサ64は、はんだ実行部8においてレーザ出射器64Aとレーザ受光器64Bが所定の高さ位置に配置され、例えば後述するシミュレーション工程においてX−Yテーブルユニット51により移動されるはんだ噴流ノズル60のはんだ溜り凹部87に溜められた溶融はんだ5の高さ位置を検出して制御・処理部6に検出信号を出力する。はんだ付け装置1は、制御・処理部6においてはんだ付け仕様に基づく溶融はんだ5の高さ位置データとはんだ波高センサ64から出力された検出信号を比較し、差異がある場合に調整処理を行う。はんだ付け装置1は、例えば制御・処理部6から噴流ポンプ61の駆動部に対して回転数を調整する制御信号を出力するとともに制御プログラムの補正処理を行うことにより、噴流させる溶融はんだ5の噴流量が精密に制御される。
【0091】
カバー部材58は、ノズル筒部58Aがノズル取付部材67に着脱されるはんだ噴流ノズル60よりも大径に形成されることにより、はんだ噴流ノズル60の先端部を上方へと突出させるとともにその外周部との間に加熱窒素ガスを噴出させる窒素ガス噴出口58Bを構成する。カバー部材58は、はんだ付け装置1に電源が投入されてはんだ槽57内においてはんだ5が溶融された状態から所定のはんだ付け処理を終了して電源が落とされる間、窒素ガス供給部55からの加熱窒素ガスが供給されてはんだ槽57内に貯えられた溶融はんだ5の界面が加熱窒素ガス雰囲気に保持されるようにするとともに窒素ガス噴出口58Bから加熱窒素ガスを噴出させる。
【0092】
はんだ付け装置1においては、上述したようにはんだ槽設置テーブル54に第1はんだ槽部9Aと第2はんだ槽部9Bを搭載し、これら第1はんだ槽部9Aと第2はんだ槽部9Bを制御・処理部6により各はんだ付け部位に対応して個別に制御してはんだ付け処理が行われるようにする。はんだ付け装置1においては、第1はんだ槽部9Aと第2はんだ槽部9Bに備えるはんだ槽57をそれぞれ小型はんだ槽を用いることが可能であり、上述したように全体の小型化とともにはんだ量の低減と低電力消費型ヒータ59の採用によるランニングコストの低減が図られる。
【0093】
はんだ付け装置1においては、はんだ槽57が、上述したようにカバー部材58にはんだ噴流ノズル60を突出させるとともにその周囲を囲んで加熱窒素ガスを噴出させる窒素ガス噴出口58Bを構成するノズル筒部58Aを形成したことにより、図10に示すようにプリント基板2のはんだ付け部位に対して加熱窒素ガス雰囲気ではんだ噴流ノズル60から溶融はんだ5が噴流されるようにする。はんだ付け装置1においては、かかる構成によりはんだ槽57が、はんだ噴流ノズル60から噴流される溶融はんだ5の酸化を防止とともにはんだ噴流ノズル60を加熱して所定の温度に保持されるようになる。
【0094】
また、はんだ付け装置1においては、後述するようにはんだ噴流ノズル60の先端部に形成したはんだ溜り凹部87に溜められた溶融はんだ5も加熱窒素ガス雰囲気に保持されて酸化が防止されるようになる。はんだ付け装置1においては、ノズル筒部58Aからプリント基板2のはんだ付け部位に加熱窒素ガスを吹き付けて予備加熱を行う。はんだ付け装置1においては、上述した加熱窒素ガスの利用により、各部位において溶融はんだ5の酸化を防止してその品質特性を保持し、はんだ噴流ノズル60から安定した状態で噴流が行われるようにして高精度のはんだ付け処理が効率的に行われるようになる。
【0095】
はんだ付け装置1においては、はんだ槽57が、基板セット機構29によりプリント基板2をはんだ付け実行位置に位置決めしてからX−Yテーブルユニット51を駆動してはんだ噴流ノズル60をはんだ付け部位に対向させるまでの間において窒素ガス噴出口58Bから加熱窒素ガスを吹き付けてプリント基板2を加熱するように構成される。したがって、はんだ付け装置1においては、はんだ槽57によりプリント基板2に対して良好な状態でのはんだ付け処理が行われるようになり、はんだ付け品質の向上が図られるようになる。
【0096】
はんだ付け装置1は、噴流ポンプ61によりはんだ槽57内に貯えられる溶融はんだ5内に噴流圧を生成して溶融はんだ5がはんだ噴流ノズル60からプリント基板2のはんだ付け部位に噴流されるようにする。はんだ付け装置1は、噴流ポンプ61が、図6及び図7に示すようにブラケットを介してチャンバ56に取り付けられて制御・処理部6から出力される制御信号により出力軸68Aを間欠回転させるパルスモータ等の駆動モータ68と、はんだ槽57内に設けられて駆動モータ68を駆動源として一定量の溶融はんだ5をはんだ噴流ノズル60から噴流させるギヤポンプ機構69を有するいわゆるギヤポンプが用いられる。
【0097】
噴流ポンプ61は、駆動モータ68の出力軸68Aに駆動プーリ68Bを取り付け、この駆動プーリ68Bとギヤポンプ機構69との間に架け渡したタイミングベルト70により間欠的な回転をギヤポンプ機構69に伝達する。ギヤポンプ機構69は、駆動モータ68により間欠駆動される駆動軸71に設けられた第1ポンプギヤ72と、シリンダ部材65に支架したポンプ軸73に設けられた第2ポンプギヤ73を有する。ギヤポンプ機構69は、駆動軸71が、下方側をはんだ槽57内のシリンダ部材65を貫通して軸受けされるとともに上方側をカバー部材58を貫通して軸受けされる。駆動軸71には、カバー部材58から突出された上方部にタイミングベルト70が掛け合わされる従動プーリ71Aが固定されるとともに、下方部に図8に示すようにシリンダ部材65に形成された第1シリンダ空間部65C内に位置して第1ポンプギヤ72が固定される。
【0098】
ギヤポンプ機構69は、ポンプ軸73が駆動軸71と平行してシリンダ部材65に上下方向に支架され、図7及び図8に示すように第1ポンプギヤ72と噛み合って回転される第2ポンプギヤ74が軸装される。ギヤポンプ機構69は、第2ポンプギヤ74が図8に示すようにシリンダ部材65に形成された第2シリンダ空間部65D内に位置してポンプ軸73に軸装される。
【0099】
ギヤポンプ機構69においては、第1ポンプギヤ72と第2ポンプギヤ74がそれぞれ第1シリンダ空間部65Cと第2シリンダ空間部65D内において噛み合って回転駆動される。ギヤポンプ機構69においては、第1ポンプギヤ72の各歯底と第1シリンダ空間部65Cの内周壁及び第2ポンプギヤ74の各歯底と第2シリンダ空間部65Dの内周壁との間にそれぞれ溶融はんだ5を充填する溶融はんだ送出し空間部が構成される。ギヤポンプ機構69においては、第1ポンプギヤ72と第2ポンプギヤ74が回転すると、溶融はんだ送出し空間部に充填した溶融はんだ5が送り出されて噴流圧を生成する。
【0100】
噴流ポンプ61においては、制御・処理部6からはんだ付け処理の実行を指示する制御信号が出力されると、駆動モータ68が起動されて出力軸68Aを間欠回転させる。噴流ポンプ61においては、出力軸68Aの回転がタイミングベルト70を介してギヤポンプ機構69の駆動軸71に伝達され、この駆動軸71に固定された第1ポンプギヤ72を図8矢印aで示すようにシリンダ部材65の第1シリンダ空間部65C内において反時計方向に回転させる。噴流ポンプ61においては、第1ポンプギヤ72が噛み合わされた第2ポンプギヤ74が、同図矢印bで示すように第2シリンダ空間部65D内において時計方向に回転される。
【0101】
噴流ポンプ61においては、第1ポンプギヤ72と第2ポンプギヤ74の回転に伴って溶融はんだ5の送り出しが行われることによりシリンダ部材65のはんだ吸込み口65A側に負圧状態を生じさせて、シリンダ部材65内に図8矢印cで示すようにはんだ槽57から溶融はんだ5を吸い込む。また、噴流ポンプ61においては、第1ポンプギヤ72と第2ポンプギヤ74の回転に伴って溶融はんだ送出し空間部に充填された溶融はんだ5をシリンダ部材65内から同図矢印dで示すようにはんだ供給口65Bから送り出す。噴流ポンプ61においては、第1ポンプギヤ72と第2ポンプギヤ74がそれぞれの歯を精密に形成されており、上述したように第1シリンダ空間部65Cと第2シリンダ空間部65Dとの間に一定量の溶融はんだ5が充填される溶融はんだ送出し空間部を構成することから、はんだ噴流ノズル60に対して脈流の無い安定した噴流圧を作用させる。噴流ポンプ61においては、これにより所定量の溶融はんだ5をシリンダ部材65とはんだ供給筒部材66とノズル取付部材67を介してはんだ噴流ノズル60から噴流させる。
【0102】
はんだ付け装置1においては、上述したギヤポンプ機構69により溶融はんだ5内に噴流圧を生成してはんだ噴流ノズル60から噴流させることにより、第1ポンプギヤ72と第2ポンプギヤ74の歯数に応じてはんだ付け部位に噴流させるはんだ量を精密に設定することが可能である。はんだ付け装置1においては、過剰なはんだ量の供給によりはんだ流れによる不正短絡或いは過小のはんだ量の供給によるはんだ付け不良の発生を防止して精密なはんだ付け処理が行われるようにする。
【0103】
ところで、はんだ槽部9においては、酸化しやすいPbフリーはんだが直接大気に触れないようにするため、上述したようにはんだ槽57内に加熱窒素ガスを充填してはんだ5の酸化抑制を図っている。また、はんだ槽部9においては、上述したようにギヤポンプ機構69がはんだ槽57内において駆動モータ68により駆動軸71が回転される構造となっており、回転する駆動軸71によりはんだ5の界面において摩擦が生じて酸化が生じやすい状態となる。
【0104】
はんだ槽57においては、図6に示すように駆動軸71にフロート部材75を軸装することにより、駆動軸71の回転に伴うはんだ5の界面における摩擦の発生が低減されるように構成される。フロート部材75は、駆動軸71の外径よりも大径とされた軸孔を有する筒部75Aと、この筒部75Aの上端縁から大径のフロートプレート部75Bを一体に突出形成した部材からなる。フロート部材75は、同図に示すようにフロートプレート部75Bを上にして筒部75Aを駆動軸71に嵌挿することによりはんだ槽57内に設けられる。フロート部材75は、フロートプレート部75Bが溶融はんだ5の界面に浮いた状態で駆動軸71に軸装される。
【0105】
はんだ槽部9においては、駆動モータ68により駆動軸71が回転するが、この駆動軸71に対してフロート部材75が上述したようにフロートプレート部75Bを粘性のある溶融はんだ5の界面に浮いた状態で軸装されることにより、駆動軸71から筒部75Aに作用される摩擦力に対して比較的広い面積のフロートプレート部75Bと溶融はんだ5との間に大きな静止摩擦力が作用される。したがって、はんだ槽部9においては、フロート部材75が、駆動軸71と供回りすることなく静止状態を保持することで、溶融はんだ5の界面において回転する駆動軸71と溶融はんだ5とを隔離する作用を奏する。はんだ槽部9においては、これにより溶融はんだ5の界面における駆動軸71の回転に伴う摩擦の発生を防止して溶融はんだ5の酸化を抑制する。
【0106】
はんだ付け装置1においては、上述したようにギヤポンプ機構69を有する噴流ポンプ61を備えたが、一定量の溶融はんだ5をはんだ噴流ノズル60に供給する適宜の噴流ポンプを用いてもよく、例えば第2の実施の形態として図9に示したスクリュー型噴流ポンプ110を用いて溶融はんだ5をはんだ噴流ノズル60に定量供給する。噴流ポンプ110は、上述した噴流ポンプ61に備えた駆動モータと同様にはんだ槽57の外部に設けた図示しない駆動モータを有し、この駆動モータから回転力を伝達されてはんだ槽57内の溶融はんだ5に噴流圧を生じさせるスクリューポンプ機構111がはんだ槽57の内部に設けられる。
【0107】
スクリューポンプ機構111は、はんだ槽57内にシリンダ部材112を上下方向に固定して設け、このシリンダ部材112の内部に密閉円筒状のシリンダケース113を収納するとともに、このシリンダケース113を貫通するとともに上方部をはんだ槽57から突出させた駆動軸114を設ける。スクリューポンプ機構111は、シリンダケース113の上方部に位置してその内部空間とはんだ槽57とをシリンダ部材112を介して連通するはんだ吸込み口113Aが形成されるとともに、下方部に位置して内部空間とはんだ噴流部115と連通するはんだ供給口113Bが形成される。
【0108】
駆動軸114には、はんだ槽57から突出した上方部位に図示しない駆動モータの駆動プーリとの間に架け渡したタイミングベルト等を介して間欠的な回転駆動力が伝達されるプーリ114Aが固定される。駆動軸114には、シリンダケース113の内部においてスクリューギヤ116が設けられる。スクリューギヤ116は、駆動軸114と一体若しくはその外周部に固定状態で軸装され、シリンダケース113の内径とほぼ同等の外径を有している。スクリューギヤ116は、その歯底とシリンダケース113の内周壁との間に溶融はんだ5を送り出すラセン状のはんだ送出し空間部を構成する。
【0109】
はんだ噴流部115は、一端側をシリンダケース113のはんだ供給口113Bと連結されたはんだ流路部材117と、このはんだ流路部材117の他端側に下方側を連結されたノズル取付部材118と、このノズル取付部材118の先端に着脱されるはんだ噴流ノズル60等により構成する。はんだ噴流部115は、ノズル取付部材118が、図示しないが上述したカバー部材58に形成したノズル筒部58Aに対応位置してはんだ槽57に貯留された溶融はんだ5の界面から突出され、はんだ噴流ノズル60がノズル筒部58Aを介して外方に臨ませられるようにする。
【0110】
なお、はんだ噴流部115については、シリンダケース113に対して上述したはんだ供給筒部材66とノズル取付部材67とを介してはんだ噴流ノズル60を着脱自在に設けるようにしてもよい。また、はんだ噴流部115には、図示を省略するが、はんだ槽57に供給した加熱窒素ガスがノズル取付部材118とはんだ噴流ノズル60を加熱雰囲気に保持しながらカバー部材58のノズル筒部58Aから噴出されるようにする。
【0111】
スクリュー型噴流ポンプ110においては、制御・処理部6からはんだ付け処理の実行を指示する制御信号が出力されると、駆動モータが起動されてその間欠回転力がプーリ114Aを介して駆動軸114に伝達される。スクリュー型噴流ポンプ110においては、駆動軸114の回転によりシリンダケース113内においてスクリューギヤ116が回転してシリンダケース113内の上方部位を負圧状態とすることで、はんだ吸込み口113Aからはんだ槽57内の溶融はんだ5の吸い込みを行う。
【0112】
スクリュー型噴流ポンプ110においては、上述したスクリューギヤ116の回転により上述した歯底とシリンダケース113の内周壁との間に構成したはんだ送出し空間部に充填された溶融はんだ5をはんだ供給口113Bからはんだ噴流部115へと送り出す。スクリュー型噴流ポンプ110においては、スクリューギヤ116の回転量及びスクリュー歯のピッチを適宜設定することにより噴流部115へと押し出す溶融はんだ5の供給量を制御することが可能である。したがって、スクリュー型噴流ポンプ110においても、過剰なはんだ量の供給によりはんだ流れによる不正短絡或いは過小のはんだ量の供給によるはんだ付け不良の発生を防止して精密なはんだ付け処理が行われるようにする。
【0113】
スクリュー型噴流ポンプ110においては、上述したように溶融はんだ5の界面から突出する筒状のシリンダ部材112に駆動軸114を嵌挿させることにより、この駆動軸114と溶融はんだ5が界面において直接接触しないように構成する。したがって、スクリュー型噴流ポンプ110においては、上述したギヤポンプ機構69に設けたフロート部材75を不要として駆動軸114の回転に伴う溶融はんだ5の界面における摩擦の発生を防止する。
【0114】
なお、はんだ槽部9においては、界面における溶融はんだ5と駆動軸との摩擦の発生を防止する構造として、上述したフロート部材75やシリンダ部材112を備える構造に限定されるものでは無い。はんだ槽部9においては、例えばはんだ槽57の底部等に一端を固定或いは一体化されるとともに先端部を溶融はんだ5の界面から突出させた筒体内に駆動軸を嵌挿させる構造や、カバー部材58側に溶融はんだ5中に浸かるようにして同様の筒部を固定或いは一体化した構造により摩擦発生防止構造を構成するようにしてもよい。すなわち、はんだ槽部9においては、少なくとも溶融はんだ5が外気に直接晒される界面において、駆動軸が直接溶融はんだ5に触れないようにして回転する適宜の隔離構造を備えればよい。
【0115】
はんだ付け装置1は、上述したように窒素ガス供給部55を備え、はんだ槽57に対して加熱窒素ガスを供給する。窒素ガス供給部55は、図2に示すように、ベース10Aに設置した窒素ガス発生器76と、この窒素ガス発生器76とカバー部材58に形成した窒素ガス供給口58C(図6参照)を接続する窒素ガス供給管77と、窒素ガス供給管77の途中に設けられて窒素ガスを所定の温度まで加熱する窒素ガスヒータ78と、窒素ガスの温度を検出して検出信号を出力することにより窒素ガスヒータ78を制御する窒素ガス温度センサ79と、窒素ガス供給管77を開閉する電磁弁80を備え、はんだ槽57内に加熱窒素ガスを供給する。
【0116】
窒素ガス供給部55は、上述したように小型のはんだ槽57を用いることから、窒素ガス発生器76として空気から窒素を例えば吸着法や深冷分離法等により分離する市販の小型窒素ガス発生器が用いられる。窒素ガス供給部55は、窒素ガスヒータ78の後段において窒素ガス供給管77を分岐して窒素ガス発生器76から第1はんだ槽部9A及び第2はんだ槽部9Bに対して共用して加熱窒素ガスの供給を行うことも可能である。窒素ガス供給部55は、窒素ガス発生器76を共用するが、窒素ガスヒータ78や窒素ガス温度センサ79を第1はんだ槽部9A及び第2はんだ槽部9Bに対してそれぞれ個別に設けることにより、高精度の制御を行うようにすることが好ましい。窒素ガス供給部55は、低電力消費型の窒素ガスヒータ78を採用することが可能であり、ランニングコストの低減が図られる。
【0117】
はんだ付け装置1は、図3に示すようにはんだ実行部8のはんだ槽設置テーブル54にCCDカメラ90と基板高さセンサ91とを設置し、これらCCDカメラ90と基板高さセンサ91によって上述したように基板セット機構29によりはんだ付け実行位置に位置決めされるプリント基板2を監視する。CCDカメラ90は、プリント基板2のはんだ付け部位や実装部品3を撮像するとともに、撮像画像に基づく画像データを制御・処理部6に出力する。CCDカメラ90は、詳細を省略するがはんだ槽部9によりはんだ付け処理が行われるプリント基板2の底面を撮像するために、はんだ槽設置テーブル54上に撮像部を上方に向けて設置される。
【0118】
基板高さセンサ91は、はんだ付け実行位置に位置決めされたプリント基板2の高さ位置を計測して制御・処理部6に対して計測データを出力する。基板高さセンサ91は、例えばレーザ光を出射・受光するレーザセンサが用いられ、プリント基板2に対してレーザ光を出射するとともにプリント基板2により反射された戻りレーザ光を受光する。基板高さセンサ91は、レーザ光の出射と受光との間隔により、プリント基板2の高さ位置を精密に計測する。
【0119】
はんだ付け装置1においては、CCDカメラ90により供給されるプリント基板2についてそのはんだ付け部位や実装部品3の位置を精密に確認することが可能であり、例えば各プリント基板2毎のバラツキに対して制御・処理部6から出力される制御信号に基づいて各機構の調整動作を行って精密なはんだ付け処理が行われるようにする。また、はんだ付け装置1においては、基板高さセンサ91によりプリント基板2の高さ位置を精密に確認することが可能であり、例えば各プリント基板2毎の反りや返り等による高さ位置のバラツキ或いは基板セット機構29やはんだ実行部8の構成各部の動作のバラツキ等に対して制御・処理部6から出力される制御信号に基づいて各機構の調整動作を行って精密なはんだ付け処理が行われるようにする。
【0120】
はんだ付け装置1においては、上述したようにはんだ槽部9が第1はんだ槽部9Aと第2はんだ槽部9Bを備えるとともに、それぞれに着脱自在なはんだ噴流ノズル60を備える。はんだ付け装置1においては、プリント基板2の例えばはんだ付け部位のピッチ、端子の形状や大きさ等を有することにより供給するはんだ量や熱量(加熱時間)等のはんだ付け仕様を異にする多数箇所のはんだ付け部位に対して、はんだ槽部9の第1はんだ槽部9Aと第2はんだ槽部9Bにより個別にはんだ付け処理を施すことが可能である。はんだ噴流ノズル60は、異なるはんだ付け仕様のはんだ付け部位に対して最適なはんだ付け処理を施すように構成されるが、基本的な構成を同等とすることから以下図11を参照して説明する。
【0121】
はんだ噴流ノズル60は、略円筒形状を呈するとともに内部にはんだ流路83が形成された基部82と、この基部82の一端側に一体に形成された小径の円筒部からなりはんだ流路83が開口するとともに外周ねじ84Aが形成された取付ねじ部84と、基部82の先端側に形成されたノズル部85とから構成される。はんだ噴流ノズル60は、ノズル部85が、先端側に向かって次第に小径となるように全体が略円錐台筒状を呈するとともにはんだ流路83と連通し内部を貫通して先端面に開口する小径のノズル孔86が形成される。
【0122】
はんだ噴流ノズル60には、ノズル部85の先端部に、ノズル孔86の開口部位と連通してはんだ溜り凹部87が形成されている。はんだ噴流ノズル60は、はんだ溜り凹部87が、所定の深さとノズル孔86の孔径よりも大きな内径を有する凹部として先端部に形成される。はんだ噴流ノズル60においては、ノズル孔86の孔径とともにはんだ溜り凹部87が所定のはんだ付け仕様に対応してその内径や深さを設定されて形成されることにより、このはんだ溜り凹部87に所定量の溶融はんだ5が溜められるようにする。
【0123】
はんだ噴流ノズル60は、上述したノズル取付部材67に対して、取付ねじ部84の外周ねじ84Aをノズル取付ねじ67Aにねじ込む簡易な操作によりその先端部に対してすばやく着脱される。はんだ噴流ノズル60には、はんだ槽57内に貯留された溶融はんだ5が、シリンダ部材65−はんだ供給筒部材66−ノズル取付部材67のルートで供給される。はんだ噴流ノズル60には、上述したように噴流ポンプ61が駆動されてシリンダ部材65の内部に噴流圧が生成されることにより、はんだ流路83に所定量の溶融はんだ5が送り込まれる。はんだ噴流ノズル60は、噴流ポンプ61により生成された噴流圧を縮径されたノズル孔86において高め、はんだ溜り凹部87からプリント基板2の所定のはんだ付け部位に対して噴流させる。
【0124】
はんだ付け装置1においては、上述したようにはんだ噴流ノズル60がノズル孔86の開口部位にはんだ溜り凹部87を形成したことにより、溶融はんだ5をノズル孔86から直接噴流させることなく、はんだ溜り凹部87に溜められた溶融はんだ5をはんだ付け部位に対して噴流させる。はんだ付け装置においては、ノズル孔から直接溶融はんだを噴流させる従来のはんだ噴流ノズルと一般的な噴流ポンプを用いた場合に、噴流ポンプの精度等に起因する噴流圧のバラツキやはんだ流路内における溶融はんだの状態変化等により脈流が生じて溶融はんだの噴流量にバラツキが生じて精密なはんだ付けを行い得ないことがある。はんだ付け装置1は、上述したように安定した噴流圧を生成する噴流ポンプ61を用いるが、さらにはんだ溜り凹部87を有するはんだ噴流ノズル60を用いることでより安定かつ精密な溶融はんだ5の噴流を行う。
【0125】
はんだ噴流ノズル60においては、図12に示すようにはんだ流路83を介してノズル孔86から作用される噴流圧p(送り込まれる溶融はんだ5により生じる噴流圧)がはんだ溜り凹部87に溜められた溶融はんだ5に作用することにより、このはんだ溜り凹部87から略ボール状の溶融はんだ塊5Aをはんだ付け部位に対して噴流させる。はんだ噴流ノズル60においては、この際にノズル孔86から作用される噴流圧pが、同図矢印で示すように拡径されたはんだ溜り凹部87内において四方へと拡散された状態で作用することになる。したがって、はんだ噴流ノズル60においては、噴流圧pに脈流が生じていても、はんだ溜り凹部87内における拡散により全体として均一化した状態となって溜められた溶融はんだ5に作用する。はんだ噴流ノズル60においては、これにより噴流圧の脈流の影響を低減してはんだ溜り凹部87内から噴流量にバラツキが無い高精度の溶融はんだ塊5Aを噴流させる。はんだ付け装置1においては、はんだ噴流ノズル60が、制御・処理部6からのはんだ付け実行指示に基づいてはんだ溜り凹部87に溜まった溶融はんだ5を噴流させることにより、高感度の応答性と精密な溶融はんだ塊5Aの噴流が行われるようにする。
【0126】
はんだ付け装置1においては、第1はんだ槽部9Aと第2はんだ槽部9Bに異なるはんだ付け仕様に対応した形状に形成されたノズル孔86やはんだ溜り凹部87を有するはんだ噴流ノズル60をそれぞれ着脱自在に取り付けることから、はんだ付け仕様を異にする複数のはんだ付け部位を有するプリント基板2に対しても、適合するはんだ噴流ノズル60との交換作業を不要としてはんだ量等の条件を最適化して個別にはんだ付け処理を連続して行うことが可能である。はんだ付け装置1においては、はんだ噴流ノズル60の交換作業に伴うはんだ槽57の冷却やはんだ5の再加熱による待機時間を不要として溶融はんだが一定状態に保持されることから、各はんだ付け部位に対して高精度かつ安定したはんだ付け処理を高能率に行うことが可能である。
【0127】
以上のように構成したはんだ付け装置1においては、従来のはんだ付け装置のようにマスキングテープ等を貼り付ける作業や高価で取り扱いが面倒な専用キャリア等を不要として、プリント基板2の所定はんだ付け部位に対して個別にはんだ付け処理を施すことが可能である。はんだ付け装置1においては、個別にはんだ付け処理を施すことによりプリント基板2の全体に対する熱負荷を軽減して耐熱性が低い電子部品等の実装部品3を搭載してもそれらの特性劣化或いはプリント基板2の熱歪み等の発生を抑制し、微細ピッチの回路パターンや端子間等におけるはんだ流れによる不正短絡の発生を低減し、信頼性の高いはんだ付け処理が行われるようにする。
【0128】
はんだ付け装置1においては、上述したようにプリント基板2を搬送してはんだ実行位置に位置決めする駆動機構系と第1はんだ槽部9Aと第2はんだ槽部9Bとを制御してそれぞれのはんだ噴流ノズル60を所定のはんだ付け部位に対向して移動させる駆動機構系とにより構成することで、各機構部の簡易化が図られる。はんだ付け装置1においては、これら駆動機構を制御してはんだ付け処理を行うはんだ付け実行プログラムソフトウェアの簡易化も図られる。はんだ付け装置1においては、それぞれはんだ噴流ノズル60を有する第1はんだ槽部9Aと第2はんだ槽部9Bによりはんだ槽部9を構成することによりはんだ槽57の小型化が図られ、全体の小型化とともにはんだ量の低減によるランニングコストを低減し、溶融はんだ5を高精度に管理することが可能となる。
【0129】
はんだ付け装置1においては、上述したように基板キャッチ機構28により保持したプリント基板2を基板セット機構29によりはんだ付け実行位置に移動して位置決めする。はんだ付け装置1においては、基板セット機構29が、プリント基板2の四隅をそれぞれ独立して移動させることでその保持姿勢を任意の角度に可変し或いは揺動させることが可能である。はんだ付け装置1においては、かかる基板セット機構29により実装部品3の搭載姿勢に応じてプリント基板2の姿勢を適宜変化させて当該実装部品3の端子3Aとランドに対してはんだ噴流ノズル60を最適な状態に設定することが可能となり各端子3Aを精密にはんだ付け処理することが可能となる。
【0130】
また、はんだ付け装置1においては、基板セット機構29によりプリント基板2を適宜の角度で揺動させることによりはんだ流れを制御して微小ピッチで配列された各端子3A間等におけるはんだ流れによる短絡発生を低減することが可能である。はんだ付け装置1においては、はんだ付け条件による実装部品3の実装位置やランド形状或いはピッチ等の設計自由度を向上させて実装効率の向上が図られるようにする。
【0131】
はんだ付け装置1においては、上述したように基板搬送・駆動部7の基板セット機構29とはんだ実行部8のX−Yテーブルユニット51により駆動系を構成してプリント基板2とはんだ槽部9の第1はんだ槽部9Aと第2はんだ槽部9Bを相対移動させることにより、プリント基板2の各はんだ付け部位とはんだ噴流ノズル60を位置決めして個々にはんだ付け処理を施すようにする。はんだ付け装置1においては、制御・処理部6において、予め基板設計データ101や実装部品3に関する部品データ102がメモリ16に登録され、これらデータと制御プログラムソフトウェアに基づいて具体的なはんだ付け実行プログラムソフトウェア(数値制御プログラムソフトウェア)の自動プログラミング処理が行われて構成各機構を制御することで精密なはんだ付け処理を行う。
【0132】
はんだ付け装置1においては、はんだ付け実行プログラムソフトウェアが、従来のはんだ付け装置のようにその都度実装部品3を計測してプリント基板2における座標点を決定する等の面倒な段取り作業を軽減して作成され、作業の大幅な効率化が図られるようになる。はんだ付け装置1においては、プリント基板2を作成されたはんだ付け実行プログラムソフトウェアに基づいてはんだ付け実行位置に精密に位置決めする。ところで、はんだ付け装置1においては、個々のプリント基板2が、例えば反りや基準孔の加工精度等のバラツキにより、はんだ付け実行位置において微小な位置ズレが生じることがある。
【0133】
はんだ付け装置1においては、上述したように基板セット機構29とX−Yテーブルユニット51によりはんだ付け実行位置に位置決めしたプリント基板2をCCDカメラ90により撮像して画像データを得る。はんだ付け装置1においては、メモリ16に登録した設計データに基づいて画像データの確認を行い、差異がある場合にはんだ付け実行プログラムソフトウェアを修正してメモリ16に登録するとともに制御・処理部6から基板搬送・駆動部7或いははんだ実行部8に対して補正制御信号を出力して構成各機構を調整駆動させることにより位置補正の操作が行われる。はんだ付け装置1においては、個々のプリント基板2が上述した微小な位置ズレを生じることがあっても、簡易な操作によりそれぞれの位置ズレを補正して各はんだ付け部位に対して精密なはんだ付け処理を施すことが可能である。
【0134】
はんだ付け装置1においては、上述したようにメモリ16に登録した基板設計データ101や実装部品3の部品データ102と制御プログラムソフトウェアに基づいてはんだ付け実行プログラムソフトウェアを自動プログラミングする。はんだ付け装置1においては、実はんだ付け処理を施す前工程としてダミー基板2Dを用いたシミュレーションを行うことにより、はんだ付け実行プログラムソフトウェアを検証するとともに必要に応じてその補正処理を行うことが可能である。はんだ付け装置1においては、簡易な補正処理により、プリント基板2の位置ズレを補正して各はんだ付け部位に対してさらに精密なはんだ付け処理を施すことが可能である。
【0135】
はんだ付け装置1においては、このダミー基板2Dを用いたシミュレーションとはんだ付け実行プログラムソフトウェアの検証を、はんだ付け実行位置に位置決めしたダミー基板2DをCCDカメラ90により撮像して得た画像データに基づいて行う。はんだ付け装置1においては、メモリ16に登録した設計データに基づいてダミー基板2Dの画像データの確認を行い、差異がある場合にはんだ付け実行プログラムソフトウェアを修正してメモリ16に登録するとともに制御・処理部6から基板搬送・駆動部7或いははんだ実行部8に対して補正制御信号を出力して構成各機構を調整駆動させることにより位置補正の操作が行われるようにする。はんだ付け装置1においては、かかるシミュレーション処理を実施することにより精度の高いはんだ付け実行プログラムソフトウェアを作成することが可能となり、またプログラムソフトウェア設定等の段取り作業を大幅に低減して全体作業の効率化とともに高精度のはんだ付け処理が行われるようにする。
【0136】
はんだ付け装置1においては、所定のはんだ付け処理を終了した後に、制御・処理部6にプリント基板2や実装部品3に関するデータとともに、基板搬送・駆動部7やはんだ実行部8の構成各機構を制御する制御データ等を登録データとしてメモリ16に登録する処理が行われる。はんだ付け装置1においては、次のはんだ付け処理を行う場合に制御・処理部6においてメモリ16からこれらの登録データが呼び出されて対象となるプリント基板2や実装部品3のデータとの照合を行い、合致結果に基づいて登録した制御データがはんだ付け実行プログラムソフトウェアの作成に利用されるようにする。はんだ付け装置1においては、いわゆる学習機能を有することによりはんだ付け実行プログラムソフトウェアを作成する段取り作業を大幅に低減して全体作業の効率化とともに高精度のはんだ付け処理が行われるようにする。
【0137】
はんだ付け装置1においては、図13に示すように、段取り工程として制御・処理部6に所定のデータを入力するデータ入力処理工程Aを実行する。データ入力処理工程Aは、データ入力部14を介して制御・処理部6のメモリ16に製造するプリント回路基板4に関するCADデータやガーバデータ等の基板設計データ101を入力する設計データ入力工程A−1と、同様にしてプリント基板2に実装される各実装部品3に関する部品データ102を入力する部品データ入力工程A−2と、はんだ噴流ノズル60の選定やはんだ付け方法の設定等のはんだ付け条件を入力するはんだ付け条件入力工程A−3を実行する。はんだ付け装置1においては、制御・処理部6において、このデータ入力処理工程Aにより入力された各データとメモリ16に登録した関連データとを比較して一致データを利用し、各部を駆動するためのはんだ付け実行プログラムソフトウェアを自動作成する。
【0138】
はんだ付け装置1においては、作成したはんだ付け実行プログラムソフトウェアに基づいてダミー基板2Dを用いたシミュレーション工程Bを実行する。シミュレーション工程Bは、ダミー基板2Dを基板搬入部18に投入するダミー基板投入工程と、基板搬送・駆動部シミュレーション工程B−1と、はんだ実行部シミュレーション工程B−2と、窒素ガス供給部シミュレーション工程B−3が実行される。なお、シミュレーション工程Bにおいては、実際にダミー基板2Dをはんだ付け装置1に投入するが、はんだ実行部8におけるはんだ付け処理をはんだ付け実行プログラムソフトウェアに基づいてバーチャル実行するものであり、その様子をモニタ17により確認する。
【0139】
基板搬送・駆動部シミュレーション工程B−1では、はんだ付け実行プログラムソフトウェアに基づいて基板搬送・駆動部7によりダミー基板2Dをキャッチ位置からはんだ付け実行位置へと移動させて位置決めすることによりその動作データを得る。基板搬送・駆動部シミュレーション工程B−1では、基板ストッパ機構30の各部の動作確認やストッパセンサ45の出力確認を行い、これらの動作データを得る。基板搬送・駆動部シミュレーション工程B−1では、基板キャッチ機構28の各部の動作確認や基板キャッチセンサ37の出力確認を行い、これらの動作データを得る。基板搬送・駆動部シミュレーション工程B−1では、基板セット機構29の各部の動作確認や第2基板センサ31の出力確認を行い、これらの動作データを得る。
【0140】
はんだ実行部シミュレーション工程B−2では、はんだ付け実行位置に位置決めしたダミー基板2Dに対してはんだ付け実行プログラムソフトウェアに基づいてはんだ実行部8やはんだ槽部9の各部位を位置決め移動するとともにCCDカメラ90によるダミー基板2Dの撮像を行い、その画像データに基づいて所定の補正データを得る。はんだ実行部シミュレーション工程B−2では、はんだ槽部9のヒータ59の動作やはんだ温度センサ62の動作確認、噴流ポンプ61の動作確認或いははんだ液面センサ63の出力確認を行って、これらの動作データを得る。はんだ実行部シミュレーション工程B−2では、X−Yテーブルユニット51の動作確認やCCDカメラ90及びはんだ波高センサ64の出力確認を行い、これらの動作データを得る。
【0141】
はんだ実行部シミュレーション工程B−2においては、上述したようにバーチャルはんだ付け処理を行うが、例えば「プリント基板2のはんだ付け部位に対してはんだ噴流ノズル60が設定通り移動するか」、「ピールバック動作が設定通り行われるか」等を画像確認し、必要に応じて後述する補正処理が行われるようにする。はんだ実行部シミュレーション工程B−2においては、CCDカメラ90や基板高さセンサ91により、ダミー基板2Dの反りや基準孔位置或いは基板キャッチ機構28によるキャッチ状態等の確認が行われる。なお、はんだ付け装置1においては、かかるCCDカメラ90や基板高さセンサ91による確認が、実際にはんだ付け処理を実施する実はんだ付け工程においても実行されて適宜データ補正の操作が行われるようにする。
【0142】
窒素ガス供給部シミュレーション工程B−3では、はんだ付け実行プログラムソフトウェアに基づいて窒素ガス供給部55の動作確認を行って補正データを得る。窒素ガス供給部シミュレーション工程B−3では、窒素ガスヒータ78の動作や窒素ガス温度センサ79の動作確認を行い、これらの動作データを得る。
【0143】
はんだ付け装置1においては、上述したシミュレーション工程Bを実行してそれぞれ得た補正データが制御・処理部6に入力され、この制御・処理部6において適宜のデータ処理を行い、その処理結果に基づいてはんだ付け実行プログラムソフトウェアを補正する補正処理を行って補正はんだ付け実行プログラムソフトウェアを自動作成する補正工程Cが実行される。なお、補正工程Cでは、上述した各補正データについて必要に応じて入力操作部15を介してデータの入力操作も行われる。補正工程Cにおいては、基板搬送・駆動部補正工程C−1と、はんだ実行部補正工程C−2等が実行される。
【0144】
はんだ付け装置1においては、上述した補正処理により作成した補正はんだ付け実行プログラムソフトウェアに基づいて構成各部の動作制御を行い、基板搬入部18により搬入される生産用プリント基板2Sの各はんだ付け部位に対してそれぞれ個別に所定のはんだ付け処理を施す実はんだ付け工程Dが実行される。実はんだ付け工程Dにおいては、はんだ付け処理を施して製造したプリント回路基板4がCCDカメラ90により撮像され、モニタ17に表示される画像によりはんだ付け部位の仕上がり状態等を確認する。実はんだ付け工程Dにおいては、モニタ画像により、例えばブリッジ部位、未はんだ付け部位、実装部品3の破損(絶縁樹脂の溶け等)或いは部品当り等の不具合の発生を確認する。はんだ付け装置1においては、かかる不具合が生じた場合に、その補修を行うとともに必要に応じて入力操作部15を介して補正データの入力操作が行われる。
【0145】
はんだ付け装置1においては、所定のはんだ付け処理を終了すると、一連の工程で得た各種データ等を補正はんだ付け実行プログラムソフトウェアとともに制御・処理部6のメモリ16に登録するデータ登録工程Eを実行する。はんだ付け装置1においては、これら補正はんだ付け実行プログラムソフトウェアや各種データが次のはんだ付け処理を行う際に利用される。
【0146】
はんだ付け装置1においては、上述した基板搬送・駆動部シミュレーション工程B−1と基板搬送・駆動部補正工程C−1が、具体的には図14に示すシミュレーション・補正実行手順に基づいて実行されることにより、補正はんだ付け実行プログラムソフトウェアに基づいて基板搬送・駆動部7の構成各部が精密に位置決め制御されるようにする。すなわち、実行手順においては、基板搬送・駆動部7の各部位を目視により異常状態等が生じていない否かを確認する(s−1)。実行手順においては、例えば搬送路中に異物が存在していたり基板ストッパ43が初期位置に復帰していない等の異常を発見した場合に(s−2)、その異常事態を是正する措置を講じる(s−3)。
【0147】
実行手順は、基板搬入部18からダミー基板2Dを投入すると(s−4)、はんだ付け実行プログラムソフトウェアに基づいて基板搬入機構22が起動して基板搬入ベルト24によるダミー基板2Dの送り出し操作を行う(s−5)。実行手順は、ダミー基板2Dが基板搬入部18から基板キャッチ部19へと送り出された状態が第1基板センサ26により検出され(s−6)、この第1基板センサ26からの検出出力により基板搬送機構27が起動して基板キャッチ部19においてチェーンベルト32によるダミー基板2Dの搬送が行われる(s−7)。実行手順は、ダミー基板2Dが基板ストッパ43と衝合することによりその送り動作が停止される(s−8)。
【0148】
実行手順は、このダミー基板2Dの停止状態が第2基板センサ31により検出され(s−9)、この第2基板センサ31からの検出出力により基板キャッチ機構28が駆動されてダミー基板2Dのキャッチ動作が行われる(s−10)。実行手順は、この基板キャッチ機構28によるダミー基板2Dのキャッチ動作が基板キャッチセンサ37により検出される(s−11)。実行手順は、基板キャッチセンサ37からの検出出力により基板搬送機構27のチェーンベルト32が停止されるとともに、基板セット機構29が駆動されて基板キャッチ機構28により保持されたダミー基板2Dをキャッチ位置からはんだ付け実行位置へと移動させる(s−12)。
【0149】
実行手順は、基板セット機構29が所定位置で停止し、基板キャッチ機構28により保持されたダミー基板2Dを撮像位置にセットする(s−13)。実行手順は、セットされたダミー基板2Dの高さ位置が基板高さセンサ91により検出され(s−14)、この基板高さセンサ91からの検出出力により基板セット機構29とX−Yテーブルユニット51の調整駆動が行われるとともに、この調整データが制御・処理部6にフィードバックされる(s−15)。実行手順は、CCDカメラ90によりダミー基板2Dのはんだ付け部位を撮像し(s−16)、その画像データにより基準孔位置や原点位置の測定データを取得する(s−17)。
【0150】
実行手順は、上述した測定データと制御・処理部6のメモリ16に登録した対応する登録データとの比較が行われる(s−18)。実行手順は、登録データと測定データに「差有り」の結果を得た場合に、入力操作部15を介して登録データの補正処理を行う(s−19)。実行手順は、この登録データの補正処理によりはんだ付け実行プログラムソフトウェアの補正が行われる。実行手順は、基板セット機構29やX−Yテーブルユニット51を初期位置へと復帰させる操作を行う(s−20)。なお、実行手順は、上述したデータ比較ステップで「差無し」の結果を得た場合に、基板セット機構29等の復帰動作が行われる。
【0151】
実行手順は、基板セット機構29がキャッチ位置まで復帰すると、このキャッチ位置において基板キャッチ機構28によるダミー基板2Dの開放動作が行われる(s−21)。実行手順は、このダミー基板2Dの開放動作を基板キャッチセンサ37により検出し(s−22)、この基板キャッチセンサ37からの検出出力により基板ストッパ機構30と基板搬送機構27を駆動する(s−23)。
【0152】
実行手順は、基板ストッパ43を駆動して搬送路を開放した状態で、チェーンベルト32によりダミー基板2Dを基板キャッチ部19から基板搬出部20への送り出しが行われる。実行手順は、ダミー基板2Dの基板搬出部20への送り出し動作が第2基板センサ31により検出され(s−24)、この第2基板センサ31からの検出出力により基板搬出機構46が起動するとともに基板搬送機構27が停止する(s−25)。実行手順は、基板搬送部20に送り出されたダミー基板2Dを第3基板センサ50により検出し(s−26)、この第3基板センサ50からの検出出力により基板搬出機構46が停止して一連のシミュレーション・補正の実行手順を終了する(s−27)。
【0153】
なお、はんだ付け装置1においては、実はんだ付け工程の際に、基板搬出機構46による搬送途中で冷却ファン92によりプリント回路基板4の冷却が行われる。したがって、実行手順は、図示を省略するが第2基板センサ31と第3基板センサ50からの検出信号に基づいて冷却ファン92が起動、停止の動作を行うかを確認する手順も有する。
【0154】
はんだ付け装置1においては、図15に示したはんだ槽内溶融はんだ量確認・補正実行手順によりはんだ槽57内における溶融はんだ5の貯留量を確認し、必要に応じてはんだ材の補充等の処置が講じられる。実行手順では、各はんだ槽57のヒータ59に電源を投入してはんだ5の加熱を行うとともに(r−1)、はんだ温度センサ62を動作状態としてはんだ5の加熱状態を監視する(r−2)。実行手順では、はんだ5が所定の温度まで加熱されて溶融状態となりはんだ温度センサ62から検出信号が出力されると(r−3)、この検出信号に基づいて制御・処理部6から制御信号が出力されて噴流モータ61を起動する(r−4)。
【0155】
実行手順では、はんだ槽57内における溶融はんだ5の貯留量をはんだ液面センサ63により検出する(r−5)。実行手順では、液面センサ63による適量の検出結果に基づいて(r−6)、はんだ槽部57が待機状態とされるとともに、上述したX−Yテーブルユニット51の原点復帰動作が行われるようにする(r−7)。実行手順では、液面センサ63による溶融はんだ5の貯留量が不足の検出結果に基づいて、制御・処理部6から移動指示の制御信号を出力してX−Yテーブルユニット51の移動動作を行う(r−8)。実行手順では、X−Yテーブルユニット51がはんだ供給部へと移動して、はんだ槽57内にはんだ材の供給が行われる(r−9)。実行手順では、はんだ槽57内の溶融はんだ5の貯留量がはんだ液面センサ63により検出される。
【0156】
はんだ付け装置1においては、上述した手順を経て所定量の溶融はんだ5を貯留した各はんだ槽57内に噴流モータ61により噴流圧が生成され、溶融はんだ5が、はんだ噴流ノズル60へ送り出されてはんだ溜り凹部87に溜められる。はんだ付け装置1においては、図16に示したはんだ溜り凹部溶融はんだ量確認補正実行手順によりはんだ溜り凹部87内における溶融はんだ5の貯留量を確認し、必要に応じて補正処置が講じられる。実行手順では、X−Yテーブルユニット51をはんだ実行位置へと移動してはんだ槽57に設けたはんだ噴流ノズル60をはんだ波高センサ64に臨ませる(t−1)。実行手順では、はんだ波高センサ64によりはんだ溜り凹部87に溜められた溶融はんだ5の波高を検出する(t−2)。
【0157】
実行手順では、はんだ波高センサ64により検出基準外波高の検出結果に基づいて、制御・処理部6において噴流モータ61の回転数データの補正が行われるとともに、補正データに基づいて噴流モータ61を再駆動する(t−3)。実行手順では、噴流モータ61の再駆動後のはんだ溜り凹部87における溶融はんだ5の波高が再検出され、基準値に達するまで繰り返される。実行手順では、基準値よりも低い検出結果を得た場合に噴流モータ61の回転数を上げてより多くの溶融はんだ5がはんだ溜り凹部87に溜められるようにする対応が図られるとともに、基準値よりも大きい検出結果を得た場合に噴流モータ61の回転数を下げる対応が図られる。実行手順では、基準値内の検出結果を得た後に、制御・処理部6において噴流モータ61の回転数データをメモリ16に登録するとともにX−Yテーブルユニット51に制御信号を出力して原点位置へと復帰させ(t−4)、スタンバイ状態とする。
【0158】
はんだ付け装置1においては、詳細を省略するがはんだ槽部9や窒素ガス供給部55についても、上述したダミー基板2Dを投入してシミュレーション操作を行うことにより同時に所定の補正処理等が行われる。
【0159】
はんだ付け装置1においては、上述したシミュレーション・補正実行手順とほぼ同等の手順となることから手順項目のみを図17及び図18に示して詳細な説明を省略する実はんだ付け実行手順にしたがって生産用プリント基板2Sに対して所定のはんだ付け処理を施してプリント回路基板4を製造する。はんだ付け装置1においては、基板搬入部18に投入された生産用プリント基板2Sに対して、図17に示した手順にしたがって基板搬入機構22による基板キャッチ部19への搬入工程と、基板キャッチ機構28による基板キャッチ工程と、基板セット機構29による撮像位置へのセット工程と、CCDカメラ90による基板撮像工程等を実施する。はんだ付け装置1においては、所定の各補正工程と、X−Yテーブルユニット51によるはんだ槽部9の位置決め工程と、噴流ポンプ61を駆動してはんだ噴流ノズル60からはんだ噴流を行う工程等を経てプリント回路基板4を製造する。
【0160】
はんだ付け装置1においては、製造したプリント回路基板4に対して図18に示すように基板セット機構29の復帰工程と、X−Yテーブルユニット51の復帰工程と、基板キャッチ機構28の基板キャッチ部19でのプリント回路基板4の開放工程と、基板搬出機構46によるプリント回路基板4の搬出工程と、スタック工程等を経て一連の製造工程を終了する。なお、はんだ付け装置1は、上述した構成、動作及び手順の説明に限定されないことは勿論である。
【図面の簡単な説明】
【0161】
【図1】実施の形態として示すはんだ付け装置の正面図である。
【図2】同はんだ付け装置の側面図である。
【図3】同はんだ付け装置の構成図である。
【図4】同はんだ付け装置の構成ブロック図である。
【図5】同はんだ付け装置に備える基板セット機構の正面図であり、同図(A)は右下りピールバック動作状態を示し、同図(B)は前上りピールバック動作状態を示す。
【図6】同はんだ付け装置に備えるはんだ槽部の断面図である。
【図7】同はんだ槽部のカバー部材を取り外して示す平面図である。
【図8】同はんだ槽部に備えるギヤポンプの構成説明図である。
【図9】第2の実施の形態として噴流ポンプにスクリューポンプを用いるはんだ槽部の要部断面図である。
【図10】はんだ付け処理時におけるはんだ付け部位の様子を説明する要部断面図である。
【図11】噴流ノズルの断面図である。
【図12】噴流ノズルからの溶融はんだ噴流の説明図である。
【図13】はんだ付け装置による全体工程図である。
【図14】搬送・駆動部のシミュレーション・補正実行手順図である。
【図15】はんだ槽内の溶融はんだ量確認・補正実行手順図である。
【図16】はんだ溜り凹部内の溶融はんだ量確認・補正実行手順図である。
【図17】はんだ付け装置による実はんだ付け実行手順図であり、プリント回路基板を製造するまでの手順を示す。
【図18】同プリント回路基板を搬出するまでの手順を示す。
【符号の説明】
【0162】
1 はんだ付け装置、2 プリント基板、2S 生産用プリント基板、2D ダミー基板、3 実装部品、4 プリント回路基板、5 はんだ(溶融はんだ)、6 制御・処理部、7 基板搬送・駆動部、8 はんだ実行部、9 はんだ槽部、9A 第1はんだ槽部、9B 第2はんだ槽部、10 フレーム、12 コントロールボックス、13 CPU、14 データ入力部、15 入力操作部、16 メモリ、17 モニタ、18 基板搬入部、19 基板キャッチ部、20 基板搬出部、22 基板搬入機構、24 基板搬入ベルト、25 搬入ベルト駆動モータ、26 第1基板センサ、27 基板搬送機構、28 基板キャッチ機構、29 基板セット機構、30 基板ストッパ機構、31 第2基板センサ、32 チェーンベルト、33 チェーンベルト駆動モータ、35 基板キャッチシリンダ、36 基板キャッチヘッド、37 基板キャッチセンサ、38 アッパフレーム、39 排煙ファン、40 基板セット電動シリンダ、41 駆動ロッド、43 基板ストッパ、44 ストッパ駆動シリンダ、45 基板ストッパセンサ、46 基板搬出機構、48 基板搬出ベルト、49 搬出ベルト駆動モータ、50 第3基板センサ、51 X−Yテーブルユニット、52 X軸リニアモータ、53 Y軸リニアモータ、54 はんだ槽設置テーブル、55 窒素ガス供給部、56 チャンバ、57 はんだ槽、58 カバー部材、58A ノズル筒部、58B 窒素ガス噴出口、59 ヒータ、60 はんだ噴流ノズル、61 噴流ポンプ、62 はんだ温度センサ、63 はんだ液面センサ、64 はんだ液高センサ、65 シリンダ部材、65A はんだ吸込口、65B はんだ供給口、65C 第1シリンダ空間部、65D 第2シリンダ空間部、66 はんだ供給筒部材、67 ノズル取付部材、68 駆動モータ、69 ギヤポンプ機構、71 駆動軸、72 第1ポンプギヤ、73 ポンプ軸、74 第2ポンプギヤ、75 フロート部材、75A 筒状基部、75B フロートプレート部、プレート、76 窒素ガス発生器、78 窒素ガスヒータ、79 窒素ガス温度センサ、82 基部、83 はんだ流路、84 取付ねじ部、85 ノズル部、86 ノズル孔、87 はんだ溜り凹部、90 CCDカメラ、91 基板高さセンサ、92 冷却ファン、100 入力データ、101 基板設計データ、102 部品データ、103 登録部品データ、104 修正データ、110 噴流ポンプ、111 スクリューポンプ機構、113 シリンダケース、114 駆動軸、115 はんだ噴流部、116 スクリューギヤ、117 はんだ流路部材、118 ノズル取付部材
【特許請求の範囲】
【請求項1】
被はんだ付け体のはんだ付け部位に対向して位置決めされ、上記はんだ付け部位に溶融はんだをスポット噴流してはんだ付け処理するはんだ噴流ノズルにおいて、
一端側をはんだ槽内のノズル取付部材に着脱され、上記ノズル取付部材から内部に設けたはんだ流路に溶融はんだが供給される全体略筒状に形成された基部と、
上記基部の他端側に一体に形成され、内部に上記はんだ流路と連通して小径のノズル孔が貫通して設けられたノズル部と、
上記ノズル部の先端部に上記ノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して形成されたはんだ溜り凹部とから構成され、
上記はんだ溜り凹部内に溜めた所定量の溶融はんだを、上記はんだ槽内で生成した噴射圧により上記被はんだ付け部材のはんだ付け部位にスポット噴流することを特徴とするはんだ噴流ノズル。
【請求項2】
全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側が上記はんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルと、
溶融はんだを貯留し、上記はんだ噴流ノズルを上記ノズル部が上記溶融はんだの界面から突出した状態で上記取付部を介して着脱自在に取り付けるノズル取付部材と、上記溶融はんだに噴流圧を付与して上記はんだ流路に溶融はんだを供給する噴流ポンプを備えるはんだ槽と、
上記溶融はんだの界面を覆って上記はんだ槽に組み合わされ、上記はんだ噴流ノズルの上記はんだ溜り凹部を外方に臨ませるノズル筒部が一体に形成されたカバー部材と、
上記溶融はんだの界面と上記カバー部材との間に構成された空間部に加熱窒素ガスを供給する窒素ガス供給部とを備え、
上記加熱窒素ガスを上記空間部から上記ノズル筒部を介して噴出させることにより、上記溶融はんだが上記はんだ噴流ノズルから加熱窒素ガス雰囲気で噴流されることを特徴とするはんだ付け装置。
【請求項3】
全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側が上記はんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルと、
溶融はんだを貯留し、上記はんだ噴流ノズルを上記はんだ溜り凹部が上記溶融はんだの界面から突出した状態で上記取付部を介して着脱自在に取り付けるノズル取付部材を備えるはんだ槽と、
上記はんだ槽に付設され、上記溶融はんだに噴流圧を付与することにより上記はんだ流路に溶融はんだを供給して上記はんだ噴流ノズルから所定量の上記溶融ハンダを噴流させる噴流ポンプを備え、
上記噴流ポンプに、シリンダ空間部を有するシリンダ部材と、上記シリンダ空間部内で回転するポンプギヤを有し、上記シリンダ空間部のシリンダ内周壁と上記ポンプギヤの歯底との間に溶融はんだを充填する溶融はんだ送出し空間部を構成し、上記溶融はんだ送出し空間部に充填された所定量の溶融はんだを送り出すことにより上記はんだ噴流ノズルに噴流圧を付与するギヤポンプが用いられることを特徴とするはんだ付け装置。
【請求項4】
全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側が上記はんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルと、
溶融はんだを貯留し、上記はんだ噴流ノズルを上記ノズル部が上記溶融はんだの界面から突出した状態で上記取付部を介して着脱自在に取り付けるノズル取付部材を備えるはんだ槽と、
上記溶融はんだの界面を覆って上記はんだ槽に組み合わされ、上記はんだ噴流ノズルの上記ノズル部を外方に臨ませるノズル筒部が一体に形成されたカバー部材と、
シリンダ空間部を有するシリンダ部材と、上記シリンダ空間部内で回転するポンプギヤを有し、上記シリンダ空間部のシリンダ内周壁と上記ポンプギヤの歯底との間に溶融はんだを充填する溶融はんだ送出し空間部を構成し、上記溶融はんだ送出し空間部に充填された所定量の溶融はんだを送り出すことにより上記はんだ噴流ノズルに噴流圧を付与して上記溶融ハンダを噴流させるギヤポンプ
上記溶融はんだの界面と上記カバー部材との間に構成された空間部に加熱窒素ガスを供給する窒素ガス供給部とを備え、
上記加熱窒素ガスを上記ノズル筒部から噴出させて上記はんだ噴流ノズルと対向された被はんだ付け体のはんだ付け部位に吹き付けて加熱した状態で、上記はんだ付け部位に対して上記はんだ噴流ノズルから上記溶融はんだを加熱窒素ガス雰囲気で噴流することを特徴とするはんだ付け装置。
【請求項5】
上記はんだ槽に付設した駆動モータにより回転駆動され、上記はんだ槽の内部に設けた上記ポンプギヤを固定して駆動する駆動軸と、
上記駆動軸よりも大径の軸孔を有する筒状基部と、この筒状基部の一端側外周部に一体に突出形成されたフロートプレート部とからなるフロート部材を備え、
上記フロート部材が、上記筒状基部を嵌挿して上記駆動軸に組み付けることにより、上記駆動軸を囲んで上記溶融はんだの界面に浮いた上記フロートプレート部により、上記溶融はんだの界面において上記駆動軸の回転に伴う上記溶融はんだとの摩擦発生を抑制することを特徴とする請求項3又は請求項4に記載のはんだ付け装置。
【請求項6】
上記はんだ槽に付設した駆動モータにより回転駆動されて上記はんだ槽の内部で固定した上記ポンプギヤを駆動する駆動軸と、
上記はんだ槽内に貯留される上記溶融はんだの少なくとも界面部位において上記駆動軸を隔離することにより上記溶融はんだとの摩擦発生を抑制する隔離部材を備えることを特徴とする請求項3又は請求項4に記載のはんだ付け装置。
【請求項1】
被はんだ付け体のはんだ付け部位に対向して位置決めされ、上記はんだ付け部位に溶融はんだをスポット噴流してはんだ付け処理するはんだ噴流ノズルにおいて、
一端側をはんだ槽内のノズル取付部材に着脱され、上記ノズル取付部材から内部に設けたはんだ流路に溶融はんだが供給される全体略筒状に形成された基部と、
上記基部の他端側に一体に形成され、内部に上記はんだ流路と連通して小径のノズル孔が貫通して設けられたノズル部と、
上記ノズル部の先端部に上記ノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して形成されたはんだ溜り凹部とから構成され、
上記はんだ溜り凹部内に溜めた所定量の溶融はんだを、上記はんだ槽内で生成した噴射圧により上記被はんだ付け部材のはんだ付け部位にスポット噴流することを特徴とするはんだ噴流ノズル。
【請求項2】
全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側が上記はんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルと、
溶融はんだを貯留し、上記はんだ噴流ノズルを上記ノズル部が上記溶融はんだの界面から突出した状態で上記取付部を介して着脱自在に取り付けるノズル取付部材と、上記溶融はんだに噴流圧を付与して上記はんだ流路に溶融はんだを供給する噴流ポンプを備えるはんだ槽と、
上記溶融はんだの界面を覆って上記はんだ槽に組み合わされ、上記はんだ噴流ノズルの上記はんだ溜り凹部を外方に臨ませるノズル筒部が一体に形成されたカバー部材と、
上記溶融はんだの界面と上記カバー部材との間に構成された空間部に加熱窒素ガスを供給する窒素ガス供給部とを備え、
上記加熱窒素ガスを上記空間部から上記ノズル筒部を介して噴出させることにより、上記溶融はんだが上記はんだ噴流ノズルから加熱窒素ガス雰囲気で噴流されることを特徴とするはんだ付け装置。
【請求項3】
全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側が上記はんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルと、
溶融はんだを貯留し、上記はんだ噴流ノズルを上記はんだ溜り凹部が上記溶融はんだの界面から突出した状態で上記取付部を介して着脱自在に取り付けるノズル取付部材を備えるはんだ槽と、
上記はんだ槽に付設され、上記溶融はんだに噴流圧を付与することにより上記はんだ流路に溶融はんだを供給して上記はんだ噴流ノズルから所定量の上記溶融ハンダを噴流させる噴流ポンプを備え、
上記噴流ポンプに、シリンダ空間部を有するシリンダ部材と、上記シリンダ空間部内で回転するポンプギヤを有し、上記シリンダ空間部のシリンダ内周壁と上記ポンプギヤの歯底との間に溶融はんだを充填する溶融はんだ送出し空間部を構成し、上記溶融はんだ送出し空間部に充填された所定量の溶融はんだを送り出すことにより上記はんだ噴流ノズルに噴流圧を付与するギヤポンプが用いられることを特徴とするはんだ付け装置。
【請求項4】
全体略筒状に形成され、一端側がはんだ流路を開口させた取付部を構成するとともに他端側が上記はんだ流路と連通する小径のノズル孔を開口させかつこのノズル孔に連通して所定の深さとノズル孔径よりも大きな内径を有して所定量の溶融はんだを溜めるはんだ溜り凹部を形成してノズル部を構成するはんだ噴流ノズルと、
溶融はんだを貯留し、上記はんだ噴流ノズルを上記ノズル部が上記溶融はんだの界面から突出した状態で上記取付部を介して着脱自在に取り付けるノズル取付部材を備えるはんだ槽と、
上記溶融はんだの界面を覆って上記はんだ槽に組み合わされ、上記はんだ噴流ノズルの上記ノズル部を外方に臨ませるノズル筒部が一体に形成されたカバー部材と、
シリンダ空間部を有するシリンダ部材と、上記シリンダ空間部内で回転するポンプギヤを有し、上記シリンダ空間部のシリンダ内周壁と上記ポンプギヤの歯底との間に溶融はんだを充填する溶融はんだ送出し空間部を構成し、上記溶融はんだ送出し空間部に充填された所定量の溶融はんだを送り出すことにより上記はんだ噴流ノズルに噴流圧を付与して上記溶融ハンダを噴流させるギヤポンプ
上記溶融はんだの界面と上記カバー部材との間に構成された空間部に加熱窒素ガスを供給する窒素ガス供給部とを備え、
上記加熱窒素ガスを上記ノズル筒部から噴出させて上記はんだ噴流ノズルと対向された被はんだ付け体のはんだ付け部位に吹き付けて加熱した状態で、上記はんだ付け部位に対して上記はんだ噴流ノズルから上記溶融はんだを加熱窒素ガス雰囲気で噴流することを特徴とするはんだ付け装置。
【請求項5】
上記はんだ槽に付設した駆動モータにより回転駆動され、上記はんだ槽の内部に設けた上記ポンプギヤを固定して駆動する駆動軸と、
上記駆動軸よりも大径の軸孔を有する筒状基部と、この筒状基部の一端側外周部に一体に突出形成されたフロートプレート部とからなるフロート部材を備え、
上記フロート部材が、上記筒状基部を嵌挿して上記駆動軸に組み付けることにより、上記駆動軸を囲んで上記溶融はんだの界面に浮いた上記フロートプレート部により、上記溶融はんだの界面において上記駆動軸の回転に伴う上記溶融はんだとの摩擦発生を抑制することを特徴とする請求項3又は請求項4に記載のはんだ付け装置。
【請求項6】
上記はんだ槽に付設した駆動モータにより回転駆動されて上記はんだ槽の内部で固定した上記ポンプギヤを駆動する駆動軸と、
上記はんだ槽内に貯留される上記溶融はんだの少なくとも界面部位において上記駆動軸を隔離することにより上記溶融はんだとの摩擦発生を抑制する隔離部材を備えることを特徴とする請求項3又は請求項4に記載のはんだ付け装置。
【図1】



【図2】
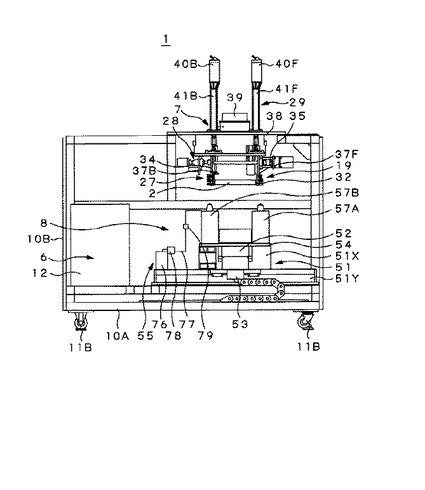
【図3】

【図4】

【図5】
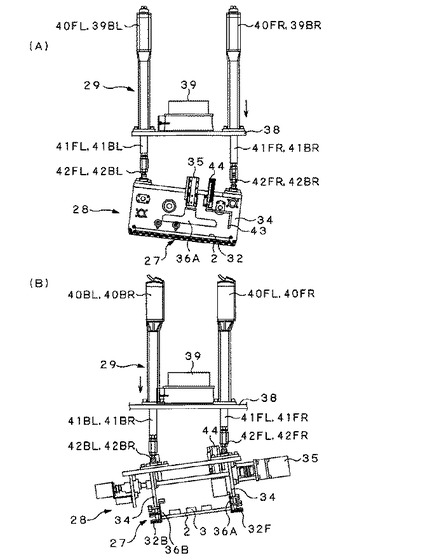
【図6】

【図7】
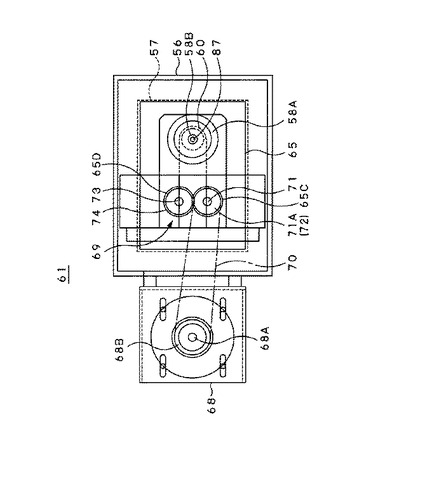
【図8】
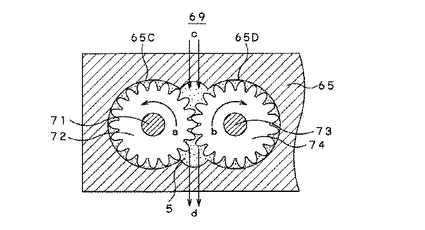
【図9】

【図10】
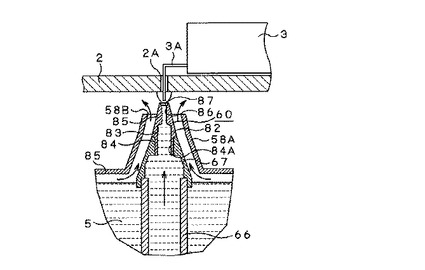
【図11】

【図12】
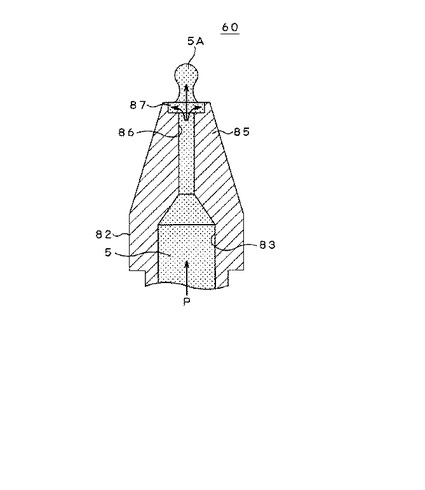
【図13】
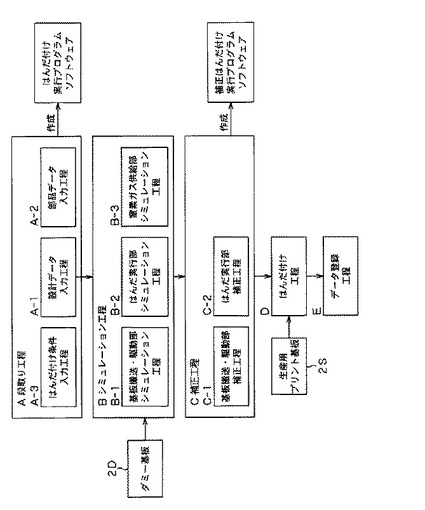
【図14】

【図15】

【図16】

【図17】
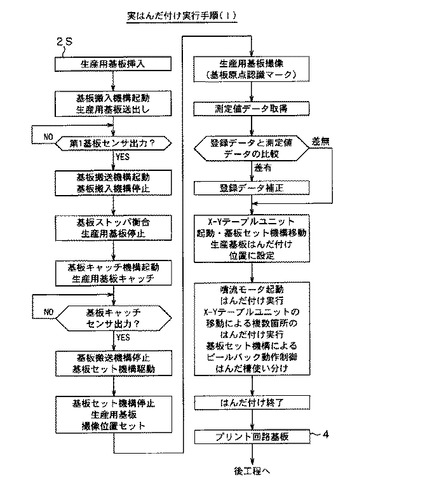
【図18】
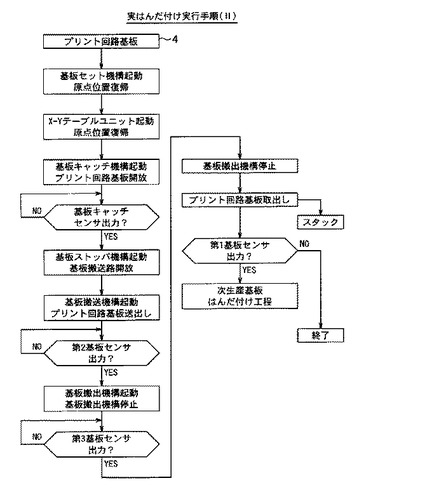
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2008−109034(P2008−109034A)
【公開日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願番号】特願2006−292618(P2006−292618)
【出願日】平成18年10月27日(2006.10.27)
【出願人】(392002929)株式会社弘輝テック (8)
【Fターム(参考)】
【公開日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願日】平成18年10月27日(2006.10.27)
【出願人】(392002929)株式会社弘輝テック (8)
【Fターム(参考)】
[ Back to top ]