
はんだ用フラックス及びやに入りはんだ
【課題】電子実装基板が、寒暖や電子製品の運転及び停止に伴う温度変化によって膨張、収縮を繰り返した際、温度変化に伴うフラックス残渣の状態変化によって生じる、高温時における残渣の流出及び低温時における残渣の亀裂、剥離を防止し、又、それらに伴う接点不良、等を防止するはんだフラックスおよびはんだ製品を提供する。
【解決手段】はんだ用フラックスに、JIS K2207に規定される針入度が25℃で5以上の軟質樹脂及び、JIS K7117−1に規定される溶融粘度が140℃で5000mPa・s以上の硬質樹脂を同時に添加する。
【解決手段】はんだ用フラックスに、JIS K2207に規定される針入度が25℃で5以上の軟質樹脂及び、JIS K7117−1に規定される溶融粘度が140℃で5000mPa・s以上の硬質樹脂を同時に添加する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、はんだ用フラックス及びやに入りはんだに関する。
【背景技術】
【0002】
はんだによって電子部品を電子実装基板へ接合する際に、基板、部品双方の電極表面に存在する金属酸化膜を除去し、さらに、再酸化を防止し、溶融はんだの表面張力を低下させてぬれを促進する手段としてフラックスが使用されている。このフラックスには主剤として、主にアビエチン酸から成るロジンが使用され、さらに活性剤及びその他の添加剤が使用されている。
【0003】
従来フラックスの主剤としてロジンが使われているのは、加熱溶融時の物性、安定性がはんだ付けという作業に適しており、さらに、工業的に入手が容易且つ安全性、経済性に優れるからである。
【0004】
はんだ付けが行われる電子実装品は、安定した環境で使用されることが前提であったが、近年の電子実装品の普及に伴い、従来以上の耐候性を要求されるようになってきた。それに伴い電子実装品を構成するはんだ付けにも従来以上の過酷な環境での耐久性が要求されてきた。
【0005】
はんだ付けにおける耐候性の課題の1つに、はんだ付けに用いるフラックス残渣の問題がある。具体的には、はんだ付け後に、はんだ付け部分に残留したフラックスが経年的に変化し、はんだ付け部分に影響を及ぼす。このような事を回避するために、フラックスには、はんだ付け後もフラックス残渣として同箇所に安定してとどまり、特に温度変化を伴う条件においても物理的安定性を保ち続けることが要求されている。しかし、この要求に対して従来フラックスの主剤として用いられていたロジンが十分な性能を有しているとは言えなかった。
【0006】
たとえば、冬季や寒冷地における低温環境、自動車のエンジンルーム内等の高温環境で電子実装品が使用された場合があげられる。前者では、はんだ付け部分の温度は、−30℃付近まで下がり、柔軟性の低下によるフラックス残渣の剥離や亀裂が生じるようになる。また、後者でははんだ付け部分の温度は、110℃付近に達し、基板の水平が確保されていない場合には、熱溶融によるフラックス残渣の流出が生じる場合もあった。
【0007】
フラックス残渣は絶縁性であるが、剥離若しくは流出したフラックス残渣が、接点部品や駆動部分に混入すると誤動作の原因となる。従来このような問題を回避するために、はんだ付け後にフラックス残渣の洗い落とし(洗浄)が行われていた。しかし、洗浄は製造工程の工数の増加につながり、また、洗浄液として使用する有機溶剤の処理といった問題が生じてくる。
【0008】
また、剥離若しくは流れ出したフラックス残渣による誤動作の防止を目的として、表面保護樹脂を基板に塗布しておくといった方法も行われている。しかし、この方法においても、電子製品の生産性の低下やコストの増大といった問題を有することとなる。
【0009】
そこで、残渣の剥離や流れ出しといった問題をフラックスの特性を改良することで解決しようとする発明が提案されている。特許文献1には、高融点ワックスと高分子化合物を含有させたフラックスが開示されている。このフラックスは残渣が高温で流れ出す課題に関しては、実用上問題のない特性を示すとされている。
【0010】
また、特許文献2は、常温で固形のワックスを含ませたフラックスが開示されている。このフラックスでは、−20℃という低温下において、残渣に割れの発生しないフラックスを提供できるとされている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平08−281470号公報
【特許文献2】特開平07−100690号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
フラックス残渣に耐候性を持たせるという技術思想として、特許文献1は高温側を、特許文献2は低温側の課題を解決するための1手法を示しているといえる。しかし、高温および低温での耐候性を同時に有するフラックスを提供するものではない。特にコストに関しては、両先行技術とも、特別な材料をフラックス組成として混入させるため、高温用もしくは低温用のフラックスとして製造するのでは、大きな改善効果は期待できない。
【0013】
一方、高温側および低温側の耐候性を同時に満足することができるフラックスは、製造時に種別を管理する必要がなくなるため、従来のロジン以外の材料が含まれていても、コストを抑えることができる効果が期待できる。
【0014】
そこで、本発明では、低温時に柔軟性を失わず、且つ、高温時における流出が起きないフラックス組成を提供することで、フラックス残渣洗浄工程、表面保護樹脂塗布工程を省略し、なおかつフラックスのコストアップも抑える事を目的とする。
【課題を解決するための手段】
【0015】
上記目的を達成するため、本発明に係るフラックスは、ロジン、活性剤、及び、軟質樹脂、さらに硬質樹脂を含有している。ここで軟質樹脂とは、針入度が25℃で所定の値を有する柔らかさを有していることをいう。また、硬質樹脂とは、140℃での溶融粘度が所定の値を有する高融点の樹脂である。
【0016】
なお、ここで針入度とは、JIS K2207の被測定物であるアスファルトを被測定樹脂と読み替えた測定方法若しくはその測定方法に準拠する方法で測定された針の入る深さをいう。また、140℃の溶融粘度とは、JIS K7117−1に規定される溶融粘度の測定方法で、測定温度を140℃に読み替えた測定方法若しくはその測定方法に準拠する方法で測定された樹脂の粘度をいう。
【0017】
より具体的には、本発明のはんだ用フラックスは、針入度が25℃で5以上の軟質樹脂が30.0質量%以上と、140℃での溶融粘度が5000mPa・s以上の硬質樹脂が0.5質量%以上30.0質量%未満を含むことを特徴とするはんだ用フラックスである。
【0018】
また、本発明のはんだ用フラックスはさらにロジンとシクロヘキシルアミン臭化水素酸塩を含むことを特徴とする。
【0019】
また本発明は、前記フラックス組成物を含有しているやに入りはんだも提供する。
【発明の効果】
【0020】
本発明によれば、低温時に剥離及び亀裂が生じず、且つ、高温時に流出を伴わないフラックス残渣が形成可能である。これによりコーティング剤の塗布及び、フラックス残渣洗浄工程を省略する事が出来る。また、1種類のフラックスで、低温側および高温側の耐候性を確保することができるので、種類毎に製造する必要がなく、製造コストを抑えることができるという効果を有する。
【図面の簡単な説明】
【0021】
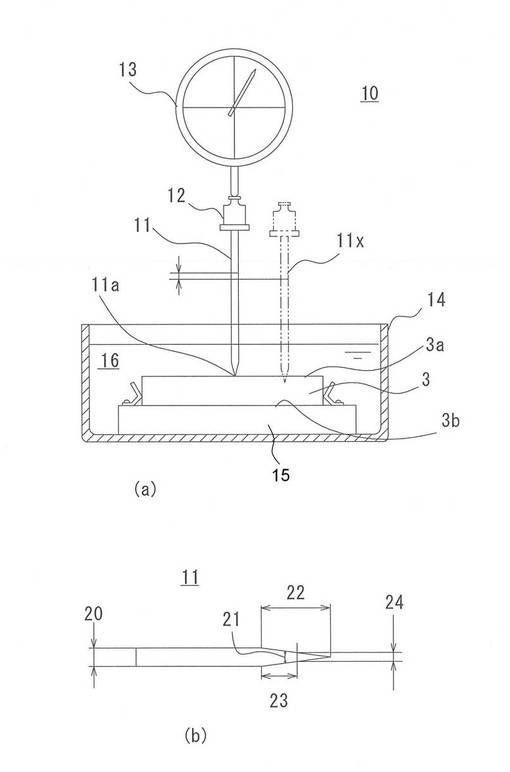
【図1】針入度試験の概略を説明する図である。
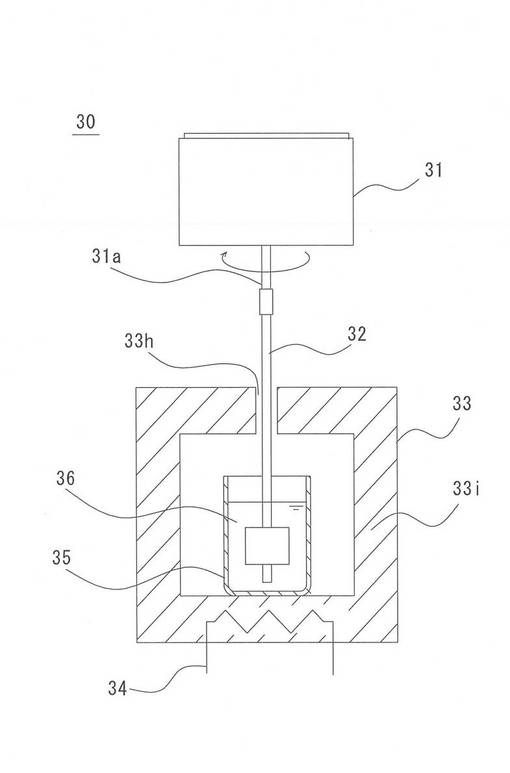
【図2】粘度測定の概略を説明する図である。
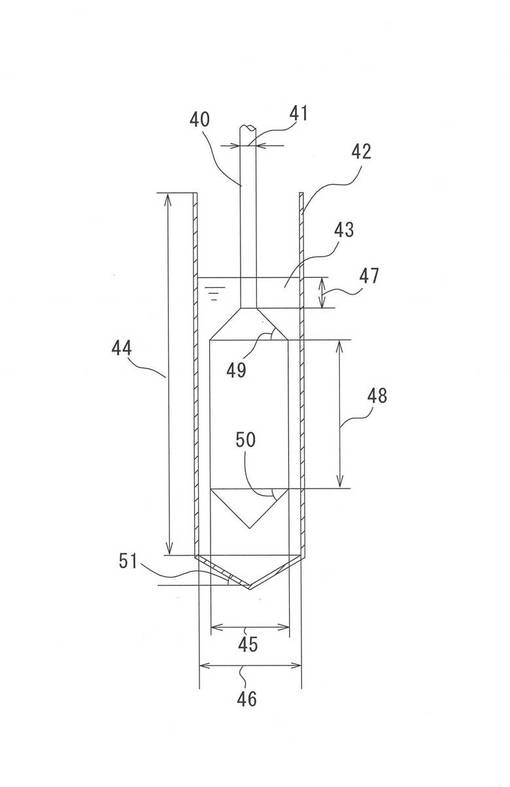
【図3】スピンドルと測定セルを示す図である。
【発明を実施するための形態】
【0022】
本発明のフラックスはロジンと軟質樹脂をベースとし、硬質樹脂および活性剤を含む。ロジンは、従来から用いられる、主にアビエチン酸から成るロジンを使用することができる。
【0023】
軟質樹脂の柔らかさは、所定の形状の針を樹脂に突きたてた時の針入度を測定することで規定する。厳密にはJIS K2207の試験法において、被測定物のアスファルトを被測定樹脂と読み替えることで、針入度を測定するのが望ましい。そして、本発明における軟質樹脂は25℃における針入度が5以上であるものが好ましく、より好ましくは8以上であるのがよい。この場合、針入度は低温における軟質樹脂の柔らかさを示す値であり、大きいほど軟らかく、フラックス残渣の亀裂防止効果が大きい。
【0024】
なお、JIS K2207に規定される測定方法に準拠して、次のような測定方法であっても、本発明における軟質樹脂の針入度を規定してもよい。図1(a)に針入度試験の概略を示す。被測定対象の樹脂3は、厚さ5mm以上で、少なくとも1辺が40mm以上の測定片に成形する。針を侵入させる表面3aは、溶融して自然冷却させた状態が望ましい。切断面を研磨等で仕上げた面では、正確な針入度を測定できないおそれがあるからである。また、厚さ方向は平行な面(3aと3b)に形成されるのが望ましいが、10°までの角度で傾斜があってもよい。
【0025】
被測定樹脂3は、恒温水槽14中のステージ15に固定される。ステージ15は、被測定樹脂3の裏面3bを平面で支持できるものが望ましい。被測定樹脂3の両端を支持するだけであると、被測定樹脂3が撓んでしまい、正確な針入度が測定できないおそれがあるからである。恒温水槽14中には、被測定樹脂3が完全に浸るように純水16を入れる。
【0026】
測定装置10は、測定用の針11と、針11にかける荷重手段12と、針11の針入度を計測できる計測手段13を有する。図1(b)を参照して、針11は、SUS440C以上の硬さを有する円筒針で、太さ20が直径1.00〜1.02mmで、先端は8度40分〜9度40分の角度でテーパー21が施された高さ22が5.9〜6.7mmの円錐状のものを使用する。
【0027】
先端の円錐部分と胴体の円筒部分の境界24は0.2mmまでずれが許される。また、この境界24から5.0〜5.8mm先端側の直径23は、0.14〜0.16mmに形成する。
【0028】
荷重手段12は、針11に100±0.09gの荷重をかけることができれば、特に限定されない。最も簡便かつ確実な方法は、JIS K2207に規定されるように、針11と針保持具と重りを含めて上記の重量に設計し、そのまま被測定樹脂3に載せる方法である。
【0029】
針11の針入度を計測する計測手段13は、針11と被測定樹脂3を対向させた状態から、上記の荷重をかけた時に、被測定樹脂表面3aから被測定樹脂3内に進入した深さを測定できれば、特に限定されない。例えば、JIS K2207に規定されるようにダイヤルゲージを用いてもよいし、光を用いて測定してもよい。ただし、被測定樹脂は水の中に保持されるので、水中での針の移動距離を測定できるようにする必要がある。
【0030】
次に具体的な測定方法を説明する。被測定樹脂3が入った恒温水槽14の水は25℃になるように調節し、被測定樹脂3が浸ったままで、1時間以上放置しておく。すなわち、被測定樹脂3は、周囲環境が25℃の水中で測定される。樹脂表面における状態を均一に保持するためである。
【0031】
次に、針先11aを被測定樹脂表面3aに荷重をかけないように当接させる。これは目視で行ってもよいし、他の検出方法を用いてもよい。この時の位置をゼロの位置とする。そして、針先11aに100±0.09gの荷重をかけ、被測定樹脂表面3aから針先11aを被測定樹脂3内に垂直に進入させる。針11が進入した状態を二点鎖線で示した。進入させる時間は5秒間である。針先11aを進入させ始めてから5秒後に針11を保持し、ゼロの位置からの進入量を0.05mmの単位まで測定し、最小単位を四捨五入し、0.1mm単位で求める。そして、針入度は0.1mmを1として換算する。
【0032】
この測定を同一の被測定樹脂に対して3回行い、最大値と最小値の針入度の差が2.0以上であれば、再度測定し直し、3回の平均を求め針入度とする。なお、上記の測定方法で疑義が生じた場合は、可能な限りJIS K2207に合わせるものとする。
【0033】
上記軟質樹脂はフラックス全量に対して30〜70質量%を添加する。30質量%未満では剥離及び亀裂の防止効果が得られず、70質量%以上では、はんだ付け作業時におけるフラックスの粘度が高く、はんだのぬれ広がり性が低下する。
【0034】
また、上記針入度をもつ軟質樹脂を複数種組み合わせても同様の効果が得られる。なお、使用する軟質樹脂は針入度をその後に続けて記載する。例えば、針入度2の軟質樹脂は「軟質樹脂2」と記載する。
【0035】
一方、硬質樹脂はJIS K7117−1に規定される試験方法を用いて測定する。その際、試験温度(規格における恒温槽の温度)は140℃とする。この時の測定値を140℃での溶融粘度とよぶ。本発明で好適に利用できる硬質樹脂は、140℃での溶融粘度が5000mPa・s以上であるものが適している。溶融粘度は高温における硬質樹脂の流動性を表す値であり、大きいほど流動性が小さく、フラックス残渣の流出防止効果が大きい。なお、本明細書の実施例で使う硬質樹脂は、140℃での溶融粘度が5000mPa・sのものを使用したので、以後単に硬質樹脂とだけ示す。
【0036】
ここで溶融粘度は上記のようにJIS K7117−1の試験法において、被測定樹脂を140℃±0.2℃に保持した状態で測定するのが望ましい。しかし、JIS K7117−1に準拠して、次のような測定方法で計測してもよい。
【0037】
被測定樹脂をビーカーに入れ、140℃で溶融させる。被測定樹脂は溶媒を含んでいない状態が望ましい。被測定樹脂の特性だけを測定したいからである。溶融させた被測定樹脂中に、測定に用いるスピンドルを浸しておく。被測定樹脂とスピンドルの温度を合わせておくためである。ここで測定に用いるスピンドルは、JIS K7117−1で規定されたスピンドルを用いてもよいし、他のスピンドルを用いてもよい。例えば、ブルックフィールド形回転粘度計に用いるSC4−21等である。このスピンドルを用いる場合は、測定セルをSC4−13RDを用い、回転速度は5rpmで行う。
【0038】
なお、図3にSC4−21のスピンドル40とSC4−13RDの測定セル42を示す。スピンドル40の軸径41は3.18mmである。スピンドル40の径45は直径16.77mmであり、スピンドル40の傾斜部分の角度49、50はそれぞれ45度である。スピンドル40の傾斜部分を除く本体長さは、31.24mmである。測定セル42は、先端が30度の傾斜51が形成されており、傾斜部分を除いた全長44は67.87mmである。また、内径46は19.05mmである。また、測定セル42中に7.1mlの被測定材料43を入れ、スピンドル40を被測定材料43に浸した時の液面とスピンドル40の首との間の距離47は、3.18mmになるように調整する。
【0039】
粘度の測定はブルックフィールド形回転粘度計を用いる。図2に測定装置30の概要を示す。被測定樹脂36を入れたビーカー35を保持する恒温槽33は、保温材33iが充填され、加熱手段34も内在させることができる。恒温槽33中にビーカー35を入れた状態で、密閉でき、スピンドル32の軸を回転粘度計31の回転軸31aと連結させるための貫通孔33hが形成されている。測定に際しては、外部の測定器を操作する必要があるからである。
【0040】
次に溶融した被測定樹脂36を入れたビーカー35を恒温槽33中に入れ、スピンドル32の本体は恒温槽中にあり、スピンドル32のシャフトは外部の回転粘度計31の回転軸31aと連結する。そして恒温槽33を閉じ、被測定樹脂36が140±0.2℃になるまで加熱し、所定温度になったら、そのまま少なくとも1時間放置する。スピンドル32と被測定樹脂36の温度を均一にするためである。なお、上記に説明したSC4−21のスピンドルを用いる場合は、ビーカーを測定セルSC3−13RDに変更する。
【0041】
測定は、ブルックフィールド形回転粘度計31のスイッチを入れ、1分間回転させた後のトルク計の値をフルスケールの0.25%まで読み取る。読み取りは、軸針をロックし、モータを止めて読み取る。測定は、最初の測定後10分間経過した後、同じ測定を行い、2回の計測の平均値で算出する。見かけの粘度(Pa・s)は、使用したスピンドルで決められた係数と、スピンドルと回転数の組み合わせで決まる係数と、測定したトルク計の値によって、装置に付属された換算表に基づいて求める。なお、上記の測定に疑義が生じた場合は、可能な限りJIS K7117−1に合わせるものとする。
【0042】
上記硬質樹脂はフラックス全量に対して0.5〜20質量%を添加する。0.5質量%未満では高温時におけるフラックス残渣の流出を防止することが出来ず、20質量%以上では、軟質樹脂と組み合わせても残渣の柔軟性が確保できず、割れを防止できない。
【0043】
さらに、本発明のフラックスは、活性剤として、シクロヘキシルアミン、1,3ジフェニルグアニジン、N,N’−ジエチルアニリン、ジエチルアミンなどのハロゲン化水素酸0〜1質量%の添加以外に、半田付け温度で臭化水素酸を発生する有機臭化物、たとえば、2,3ジブロモ−2−ブテン−1,4−ジオール、1,2,5,6,9,10−ヘキサブロモシクロドデカン、トリス(2,3−ジブロモプロピル)イソシアヌレート、2,2−ビス(4ブロモメチル)−1,3−プロパンジオールを0.5〜5質量%の併用が好ましい。0.5質量%未満ではぬれ広がりが悪く、5質量%を超えると多量のハロゲンがフラックス残渣に残存し、腐食性、電気的信頼性に問題が発生する可能性があるからである。
【0044】
下記の実施例及び比較例で得られたフラックスを用いて、やに入りはんだを製造し、以下の性能評価試験を行った。まず、試験方法について説明する。
【0045】
<冷熱衝撃試験>
JIS Z3197 8.5.3に規定されるくし形基板に、0.01gのフラックスを150℃で溶融させて塗布し、実装基板上のフラックス残渣を再現する。この基板を、110℃で30分保持した後、−30℃の環境中に30分保持することを1サイクルとして、24サイクルの冷熱衝撃を与えた後、フラックス残渣に割れが無いかを確認した。なお、24サイクル後でフラックス残渣に割れがなければ丸判定とし、割れが生じていればバツ判定とした。
【0046】
<残渣流出試験>
JIS Z3197 8.3.1.1に規定される銅板上でやに入りはんだ1gを270℃で溶融させる。この銅板を垂直に立てた状態で110℃の恒温槽内に30分間静置し、残渣流出の有無を目視で確認する。なお、目視で残渣流出が確認できなければ丸判定とし、残渣流出が生じていればバツ判定とした。
【実施例】
【0047】
以下に本発明のフラックスの実施例および比較例を示す。なお、軟質樹脂としては針入度が2、5、8の物を用いた。より具体的には、軟質樹脂2、軟質樹脂5、軟質樹脂8、および、硬質樹脂はポリエチレンワックスの硬度違いの製品を用いた。140℃での溶融粘度は既述したように5000mPa・sであった。また、実施例、比較例のフラックスともに、冷熱衝撃試験はフラックス単独、残渣流出試験はSn−Ag−Cu系のはんだ中にフラックスを3%含ませたやに入りはんだを作製し試験を行った。
【0048】
(実施例1)
針入度5の軟質樹脂5を30.0質量%と硬質樹脂を0.5質量%、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとし、これらを混合したフラックスを作製し実施例1とした。冷熱衝撃試験も残渣流出試験も丸判定であった。すなわち、軟質樹脂5と硬質樹脂を同時に添加することで、フラックス残渣の割れと流出を共に防止できた。
【0049】
(実施例2)
針入度8の軟質樹脂8を50.0質量%と硬質樹脂を0.5質量%、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとし、これらを混合したフラックスを作製し、実施例2とした。冷熱衝撃試験も残渣流出試験も丸判定であった。実施例1同様でフラックス残渣の割れと流出を共に防止できた。
【0050】
(実施例3)
軟質樹脂8を50.0質量%と、硬質樹脂を20.0質量%まで添加し、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとし、これらを混合したフラックスを作製し、実施例3とした。冷熱衝撃試験も残渣流出試験も丸判定であった。実施例1同様でフラックス残渣の割れと流出を共に防止できた。硬質樹脂の含有量を増やしても割れや流れ出しを防止することができた。
【0051】
(実施例4)
複数の軟質樹脂を組み合わせた実施例を実施例4として作製した。本実施例では軟質樹脂は、軟質樹脂2を20.0質量%と軟質樹脂8を30.0質量%の混合とした。硬質樹脂は0.5質量%、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとした。本実施例のフラックスでも、冷熱衝撃試験および残渣流出試験は丸判定であった。軟質樹脂2は針入度が2であるので、軟質樹脂5と比較すると硬い樹脂であるが、針入度8の樹脂と併用することで割れと流出を防止することができた。このように複数の材料を併用しても、高温および低温側の耐候性を確保することができるので、フラックスを構成する材料選定の幅が広がる。
【0052】
(比較例1)
シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例1とした。本比較例では軟質樹脂も硬質樹脂も使用していない。その結果は、冷熱衝撃試験も残渣流出試験もバツ判定であった。比較例1は従来型のフラックスであり、従来のフラックスでは、割れ、流出を防止できなかった。
【0053】
(比較例2)
軟質樹脂2を30.0質量%と、硬質樹脂を0.5質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例2とした。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。すなわち、針入度が5未満の軟質樹脂だけでは、割れを防止できなかった。
【0054】
(比較例3)
軟質樹脂5を20.0質量%と、硬質樹脂を0.5質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例3とした。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。針入度5以上の軟質樹脂であっても、含有量が30.0質量%未満の場合、割れを防止できなかった。
【0055】
(比較例4)
軟質樹脂5を30.0質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例4とした。本比較例では硬質樹脂が含まれていない。残渣流出試験はバツ判定であったが、冷熱衝撃試験は丸判定であった。硬質樹脂を含まなければ、流出を防止できなかった。
【0056】
(比較例5)
硬質樹脂を50.0質量%と、シクロヘキシルアミン臭化水素酸塩を0.5、残りをロジンとしたフラックスを比較例5とした。本比較例では軟質樹脂が含まれていない。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。硬質樹脂だけでは、割れを防止することは出来なかった。
【0057】
(比較例6)
軟質樹脂8を50.0質量%と、硬質樹脂を30.0質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例6とした。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。硬質樹脂を30.0質量%以上添加した場合、針入度8の軟質樹脂と組み合わせても割れを防止できなかった。以上の実施例及び比較例について組成および冷熱衝撃試験と残渣流出試験を行った結果を表1に示す。
【0058】
【表1】

【産業上の利用可能性】
【0059】
本発明はやに入りはんだに好適に利用することができる。
【符号の説明】
【0060】
3 (被測定対象の)樹脂
3a 表面
3b 裏面
10 測定装置
11 針
11a 針先
12 荷重手段
13 計測手段
14 恒温水槽
15 ステージ
16 純水
20 (針の)太さ
21 テーパー
23 直径
24 (円錐部分と円筒部分の)境界
30 測定装置
31 回転粘度計
31a 回転軸
32 スピンドル
33 恒温槽
33i 保温材
33h 貫通孔
34 加熱手段
35 ビーカー
36 被測定樹脂
40 スピンドル
41 (スピンドルの)軸径
45 (スピンドルの)直径
42 測定セル
43 被測定材料
46 内径
47 (スピンドルの首と液面の)距離
49、50 傾斜部の角度
51 傾斜
【技術分野】
【0001】
本発明は、はんだ用フラックス及びやに入りはんだに関する。
【背景技術】
【0002】
はんだによって電子部品を電子実装基板へ接合する際に、基板、部品双方の電極表面に存在する金属酸化膜を除去し、さらに、再酸化を防止し、溶融はんだの表面張力を低下させてぬれを促進する手段としてフラックスが使用されている。このフラックスには主剤として、主にアビエチン酸から成るロジンが使用され、さらに活性剤及びその他の添加剤が使用されている。
【0003】
従来フラックスの主剤としてロジンが使われているのは、加熱溶融時の物性、安定性がはんだ付けという作業に適しており、さらに、工業的に入手が容易且つ安全性、経済性に優れるからである。
【0004】
はんだ付けが行われる電子実装品は、安定した環境で使用されることが前提であったが、近年の電子実装品の普及に伴い、従来以上の耐候性を要求されるようになってきた。それに伴い電子実装品を構成するはんだ付けにも従来以上の過酷な環境での耐久性が要求されてきた。
【0005】
はんだ付けにおける耐候性の課題の1つに、はんだ付けに用いるフラックス残渣の問題がある。具体的には、はんだ付け後に、はんだ付け部分に残留したフラックスが経年的に変化し、はんだ付け部分に影響を及ぼす。このような事を回避するために、フラックスには、はんだ付け後もフラックス残渣として同箇所に安定してとどまり、特に温度変化を伴う条件においても物理的安定性を保ち続けることが要求されている。しかし、この要求に対して従来フラックスの主剤として用いられていたロジンが十分な性能を有しているとは言えなかった。
【0006】
たとえば、冬季や寒冷地における低温環境、自動車のエンジンルーム内等の高温環境で電子実装品が使用された場合があげられる。前者では、はんだ付け部分の温度は、−30℃付近まで下がり、柔軟性の低下によるフラックス残渣の剥離や亀裂が生じるようになる。また、後者でははんだ付け部分の温度は、110℃付近に達し、基板の水平が確保されていない場合には、熱溶融によるフラックス残渣の流出が生じる場合もあった。
【0007】
フラックス残渣は絶縁性であるが、剥離若しくは流出したフラックス残渣が、接点部品や駆動部分に混入すると誤動作の原因となる。従来このような問題を回避するために、はんだ付け後にフラックス残渣の洗い落とし(洗浄)が行われていた。しかし、洗浄は製造工程の工数の増加につながり、また、洗浄液として使用する有機溶剤の処理といった問題が生じてくる。
【0008】
また、剥離若しくは流れ出したフラックス残渣による誤動作の防止を目的として、表面保護樹脂を基板に塗布しておくといった方法も行われている。しかし、この方法においても、電子製品の生産性の低下やコストの増大といった問題を有することとなる。
【0009】
そこで、残渣の剥離や流れ出しといった問題をフラックスの特性を改良することで解決しようとする発明が提案されている。特許文献1には、高融点ワックスと高分子化合物を含有させたフラックスが開示されている。このフラックスは残渣が高温で流れ出す課題に関しては、実用上問題のない特性を示すとされている。
【0010】
また、特許文献2は、常温で固形のワックスを含ませたフラックスが開示されている。このフラックスでは、−20℃という低温下において、残渣に割れの発生しないフラックスを提供できるとされている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平08−281470号公報
【特許文献2】特開平07−100690号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
フラックス残渣に耐候性を持たせるという技術思想として、特許文献1は高温側を、特許文献2は低温側の課題を解決するための1手法を示しているといえる。しかし、高温および低温での耐候性を同時に有するフラックスを提供するものではない。特にコストに関しては、両先行技術とも、特別な材料をフラックス組成として混入させるため、高温用もしくは低温用のフラックスとして製造するのでは、大きな改善効果は期待できない。
【0013】
一方、高温側および低温側の耐候性を同時に満足することができるフラックスは、製造時に種別を管理する必要がなくなるため、従来のロジン以外の材料が含まれていても、コストを抑えることができる効果が期待できる。
【0014】
そこで、本発明では、低温時に柔軟性を失わず、且つ、高温時における流出が起きないフラックス組成を提供することで、フラックス残渣洗浄工程、表面保護樹脂塗布工程を省略し、なおかつフラックスのコストアップも抑える事を目的とする。
【課題を解決するための手段】
【0015】
上記目的を達成するため、本発明に係るフラックスは、ロジン、活性剤、及び、軟質樹脂、さらに硬質樹脂を含有している。ここで軟質樹脂とは、針入度が25℃で所定の値を有する柔らかさを有していることをいう。また、硬質樹脂とは、140℃での溶融粘度が所定の値を有する高融点の樹脂である。
【0016】
なお、ここで針入度とは、JIS K2207の被測定物であるアスファルトを被測定樹脂と読み替えた測定方法若しくはその測定方法に準拠する方法で測定された針の入る深さをいう。また、140℃の溶融粘度とは、JIS K7117−1に規定される溶融粘度の測定方法で、測定温度を140℃に読み替えた測定方法若しくはその測定方法に準拠する方法で測定された樹脂の粘度をいう。
【0017】
より具体的には、本発明のはんだ用フラックスは、針入度が25℃で5以上の軟質樹脂が30.0質量%以上と、140℃での溶融粘度が5000mPa・s以上の硬質樹脂が0.5質量%以上30.0質量%未満を含むことを特徴とするはんだ用フラックスである。
【0018】
また、本発明のはんだ用フラックスはさらにロジンとシクロヘキシルアミン臭化水素酸塩を含むことを特徴とする。
【0019】
また本発明は、前記フラックス組成物を含有しているやに入りはんだも提供する。
【発明の効果】
【0020】
本発明によれば、低温時に剥離及び亀裂が生じず、且つ、高温時に流出を伴わないフラックス残渣が形成可能である。これによりコーティング剤の塗布及び、フラックス残渣洗浄工程を省略する事が出来る。また、1種類のフラックスで、低温側および高温側の耐候性を確保することができるので、種類毎に製造する必要がなく、製造コストを抑えることができるという効果を有する。
【図面の簡単な説明】
【0021】
【図1】針入度試験の概略を説明する図である。
【図2】粘度測定の概略を説明する図である。
【図3】スピンドルと測定セルを示す図である。
【発明を実施するための形態】
【0022】
本発明のフラックスはロジンと軟質樹脂をベースとし、硬質樹脂および活性剤を含む。ロジンは、従来から用いられる、主にアビエチン酸から成るロジンを使用することができる。
【0023】
軟質樹脂の柔らかさは、所定の形状の針を樹脂に突きたてた時の針入度を測定することで規定する。厳密にはJIS K2207の試験法において、被測定物のアスファルトを被測定樹脂と読み替えることで、針入度を測定するのが望ましい。そして、本発明における軟質樹脂は25℃における針入度が5以上であるものが好ましく、より好ましくは8以上であるのがよい。この場合、針入度は低温における軟質樹脂の柔らかさを示す値であり、大きいほど軟らかく、フラックス残渣の亀裂防止効果が大きい。
【0024】
なお、JIS K2207に規定される測定方法に準拠して、次のような測定方法であっても、本発明における軟質樹脂の針入度を規定してもよい。図1(a)に針入度試験の概略を示す。被測定対象の樹脂3は、厚さ5mm以上で、少なくとも1辺が40mm以上の測定片に成形する。針を侵入させる表面3aは、溶融して自然冷却させた状態が望ましい。切断面を研磨等で仕上げた面では、正確な針入度を測定できないおそれがあるからである。また、厚さ方向は平行な面(3aと3b)に形成されるのが望ましいが、10°までの角度で傾斜があってもよい。
【0025】
被測定樹脂3は、恒温水槽14中のステージ15に固定される。ステージ15は、被測定樹脂3の裏面3bを平面で支持できるものが望ましい。被測定樹脂3の両端を支持するだけであると、被測定樹脂3が撓んでしまい、正確な針入度が測定できないおそれがあるからである。恒温水槽14中には、被測定樹脂3が完全に浸るように純水16を入れる。
【0026】
測定装置10は、測定用の針11と、針11にかける荷重手段12と、針11の針入度を計測できる計測手段13を有する。図1(b)を参照して、針11は、SUS440C以上の硬さを有する円筒針で、太さ20が直径1.00〜1.02mmで、先端は8度40分〜9度40分の角度でテーパー21が施された高さ22が5.9〜6.7mmの円錐状のものを使用する。
【0027】
先端の円錐部分と胴体の円筒部分の境界24は0.2mmまでずれが許される。また、この境界24から5.0〜5.8mm先端側の直径23は、0.14〜0.16mmに形成する。
【0028】
荷重手段12は、針11に100±0.09gの荷重をかけることができれば、特に限定されない。最も簡便かつ確実な方法は、JIS K2207に規定されるように、針11と針保持具と重りを含めて上記の重量に設計し、そのまま被測定樹脂3に載せる方法である。
【0029】
針11の針入度を計測する計測手段13は、針11と被測定樹脂3を対向させた状態から、上記の荷重をかけた時に、被測定樹脂表面3aから被測定樹脂3内に進入した深さを測定できれば、特に限定されない。例えば、JIS K2207に規定されるようにダイヤルゲージを用いてもよいし、光を用いて測定してもよい。ただし、被測定樹脂は水の中に保持されるので、水中での針の移動距離を測定できるようにする必要がある。
【0030】
次に具体的な測定方法を説明する。被測定樹脂3が入った恒温水槽14の水は25℃になるように調節し、被測定樹脂3が浸ったままで、1時間以上放置しておく。すなわち、被測定樹脂3は、周囲環境が25℃の水中で測定される。樹脂表面における状態を均一に保持するためである。
【0031】
次に、針先11aを被測定樹脂表面3aに荷重をかけないように当接させる。これは目視で行ってもよいし、他の検出方法を用いてもよい。この時の位置をゼロの位置とする。そして、針先11aに100±0.09gの荷重をかけ、被測定樹脂表面3aから針先11aを被測定樹脂3内に垂直に進入させる。針11が進入した状態を二点鎖線で示した。進入させる時間は5秒間である。針先11aを進入させ始めてから5秒後に針11を保持し、ゼロの位置からの進入量を0.05mmの単位まで測定し、最小単位を四捨五入し、0.1mm単位で求める。そして、針入度は0.1mmを1として換算する。
【0032】
この測定を同一の被測定樹脂に対して3回行い、最大値と最小値の針入度の差が2.0以上であれば、再度測定し直し、3回の平均を求め針入度とする。なお、上記の測定方法で疑義が生じた場合は、可能な限りJIS K2207に合わせるものとする。
【0033】
上記軟質樹脂はフラックス全量に対して30〜70質量%を添加する。30質量%未満では剥離及び亀裂の防止効果が得られず、70質量%以上では、はんだ付け作業時におけるフラックスの粘度が高く、はんだのぬれ広がり性が低下する。
【0034】
また、上記針入度をもつ軟質樹脂を複数種組み合わせても同様の効果が得られる。なお、使用する軟質樹脂は針入度をその後に続けて記載する。例えば、針入度2の軟質樹脂は「軟質樹脂2」と記載する。
【0035】
一方、硬質樹脂はJIS K7117−1に規定される試験方法を用いて測定する。その際、試験温度(規格における恒温槽の温度)は140℃とする。この時の測定値を140℃での溶融粘度とよぶ。本発明で好適に利用できる硬質樹脂は、140℃での溶融粘度が5000mPa・s以上であるものが適している。溶融粘度は高温における硬質樹脂の流動性を表す値であり、大きいほど流動性が小さく、フラックス残渣の流出防止効果が大きい。なお、本明細書の実施例で使う硬質樹脂は、140℃での溶融粘度が5000mPa・sのものを使用したので、以後単に硬質樹脂とだけ示す。
【0036】
ここで溶融粘度は上記のようにJIS K7117−1の試験法において、被測定樹脂を140℃±0.2℃に保持した状態で測定するのが望ましい。しかし、JIS K7117−1に準拠して、次のような測定方法で計測してもよい。
【0037】
被測定樹脂をビーカーに入れ、140℃で溶融させる。被測定樹脂は溶媒を含んでいない状態が望ましい。被測定樹脂の特性だけを測定したいからである。溶融させた被測定樹脂中に、測定に用いるスピンドルを浸しておく。被測定樹脂とスピンドルの温度を合わせておくためである。ここで測定に用いるスピンドルは、JIS K7117−1で規定されたスピンドルを用いてもよいし、他のスピンドルを用いてもよい。例えば、ブルックフィールド形回転粘度計に用いるSC4−21等である。このスピンドルを用いる場合は、測定セルをSC4−13RDを用い、回転速度は5rpmで行う。
【0038】
なお、図3にSC4−21のスピンドル40とSC4−13RDの測定セル42を示す。スピンドル40の軸径41は3.18mmである。スピンドル40の径45は直径16.77mmであり、スピンドル40の傾斜部分の角度49、50はそれぞれ45度である。スピンドル40の傾斜部分を除く本体長さは、31.24mmである。測定セル42は、先端が30度の傾斜51が形成されており、傾斜部分を除いた全長44は67.87mmである。また、内径46は19.05mmである。また、測定セル42中に7.1mlの被測定材料43を入れ、スピンドル40を被測定材料43に浸した時の液面とスピンドル40の首との間の距離47は、3.18mmになるように調整する。
【0039】
粘度の測定はブルックフィールド形回転粘度計を用いる。図2に測定装置30の概要を示す。被測定樹脂36を入れたビーカー35を保持する恒温槽33は、保温材33iが充填され、加熱手段34も内在させることができる。恒温槽33中にビーカー35を入れた状態で、密閉でき、スピンドル32の軸を回転粘度計31の回転軸31aと連結させるための貫通孔33hが形成されている。測定に際しては、外部の測定器を操作する必要があるからである。
【0040】
次に溶融した被測定樹脂36を入れたビーカー35を恒温槽33中に入れ、スピンドル32の本体は恒温槽中にあり、スピンドル32のシャフトは外部の回転粘度計31の回転軸31aと連結する。そして恒温槽33を閉じ、被測定樹脂36が140±0.2℃になるまで加熱し、所定温度になったら、そのまま少なくとも1時間放置する。スピンドル32と被測定樹脂36の温度を均一にするためである。なお、上記に説明したSC4−21のスピンドルを用いる場合は、ビーカーを測定セルSC3−13RDに変更する。
【0041】
測定は、ブルックフィールド形回転粘度計31のスイッチを入れ、1分間回転させた後のトルク計の値をフルスケールの0.25%まで読み取る。読み取りは、軸針をロックし、モータを止めて読み取る。測定は、最初の測定後10分間経過した後、同じ測定を行い、2回の計測の平均値で算出する。見かけの粘度(Pa・s)は、使用したスピンドルで決められた係数と、スピンドルと回転数の組み合わせで決まる係数と、測定したトルク計の値によって、装置に付属された換算表に基づいて求める。なお、上記の測定に疑義が生じた場合は、可能な限りJIS K7117−1に合わせるものとする。
【0042】
上記硬質樹脂はフラックス全量に対して0.5〜20質量%を添加する。0.5質量%未満では高温時におけるフラックス残渣の流出を防止することが出来ず、20質量%以上では、軟質樹脂と組み合わせても残渣の柔軟性が確保できず、割れを防止できない。
【0043】
さらに、本発明のフラックスは、活性剤として、シクロヘキシルアミン、1,3ジフェニルグアニジン、N,N’−ジエチルアニリン、ジエチルアミンなどのハロゲン化水素酸0〜1質量%の添加以外に、半田付け温度で臭化水素酸を発生する有機臭化物、たとえば、2,3ジブロモ−2−ブテン−1,4−ジオール、1,2,5,6,9,10−ヘキサブロモシクロドデカン、トリス(2,3−ジブロモプロピル)イソシアヌレート、2,2−ビス(4ブロモメチル)−1,3−プロパンジオールを0.5〜5質量%の併用が好ましい。0.5質量%未満ではぬれ広がりが悪く、5質量%を超えると多量のハロゲンがフラックス残渣に残存し、腐食性、電気的信頼性に問題が発生する可能性があるからである。
【0044】
下記の実施例及び比較例で得られたフラックスを用いて、やに入りはんだを製造し、以下の性能評価試験を行った。まず、試験方法について説明する。
【0045】
<冷熱衝撃試験>
JIS Z3197 8.5.3に規定されるくし形基板に、0.01gのフラックスを150℃で溶融させて塗布し、実装基板上のフラックス残渣を再現する。この基板を、110℃で30分保持した後、−30℃の環境中に30分保持することを1サイクルとして、24サイクルの冷熱衝撃を与えた後、フラックス残渣に割れが無いかを確認した。なお、24サイクル後でフラックス残渣に割れがなければ丸判定とし、割れが生じていればバツ判定とした。
【0046】
<残渣流出試験>
JIS Z3197 8.3.1.1に規定される銅板上でやに入りはんだ1gを270℃で溶融させる。この銅板を垂直に立てた状態で110℃の恒温槽内に30分間静置し、残渣流出の有無を目視で確認する。なお、目視で残渣流出が確認できなければ丸判定とし、残渣流出が生じていればバツ判定とした。
【実施例】
【0047】
以下に本発明のフラックスの実施例および比較例を示す。なお、軟質樹脂としては針入度が2、5、8の物を用いた。より具体的には、軟質樹脂2、軟質樹脂5、軟質樹脂8、および、硬質樹脂はポリエチレンワックスの硬度違いの製品を用いた。140℃での溶融粘度は既述したように5000mPa・sであった。また、実施例、比較例のフラックスともに、冷熱衝撃試験はフラックス単独、残渣流出試験はSn−Ag−Cu系のはんだ中にフラックスを3%含ませたやに入りはんだを作製し試験を行った。
【0048】
(実施例1)
針入度5の軟質樹脂5を30.0質量%と硬質樹脂を0.5質量%、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとし、これらを混合したフラックスを作製し実施例1とした。冷熱衝撃試験も残渣流出試験も丸判定であった。すなわち、軟質樹脂5と硬質樹脂を同時に添加することで、フラックス残渣の割れと流出を共に防止できた。
【0049】
(実施例2)
針入度8の軟質樹脂8を50.0質量%と硬質樹脂を0.5質量%、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとし、これらを混合したフラックスを作製し、実施例2とした。冷熱衝撃試験も残渣流出試験も丸判定であった。実施例1同様でフラックス残渣の割れと流出を共に防止できた。
【0050】
(実施例3)
軟質樹脂8を50.0質量%と、硬質樹脂を20.0質量%まで添加し、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとし、これらを混合したフラックスを作製し、実施例3とした。冷熱衝撃試験も残渣流出試験も丸判定であった。実施例1同様でフラックス残渣の割れと流出を共に防止できた。硬質樹脂の含有量を増やしても割れや流れ出しを防止することができた。
【0051】
(実施例4)
複数の軟質樹脂を組み合わせた実施例を実施例4として作製した。本実施例では軟質樹脂は、軟質樹脂2を20.0質量%と軟質樹脂8を30.0質量%の混合とした。硬質樹脂は0.5質量%、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとした。本実施例のフラックスでも、冷熱衝撃試験および残渣流出試験は丸判定であった。軟質樹脂2は針入度が2であるので、軟質樹脂5と比較すると硬い樹脂であるが、針入度8の樹脂と併用することで割れと流出を防止することができた。このように複数の材料を併用しても、高温および低温側の耐候性を確保することができるので、フラックスを構成する材料選定の幅が広がる。
【0052】
(比較例1)
シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例1とした。本比較例では軟質樹脂も硬質樹脂も使用していない。その結果は、冷熱衝撃試験も残渣流出試験もバツ判定であった。比較例1は従来型のフラックスであり、従来のフラックスでは、割れ、流出を防止できなかった。
【0053】
(比較例2)
軟質樹脂2を30.0質量%と、硬質樹脂を0.5質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例2とした。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。すなわち、針入度が5未満の軟質樹脂だけでは、割れを防止できなかった。
【0054】
(比較例3)
軟質樹脂5を20.0質量%と、硬質樹脂を0.5質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例3とした。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。針入度5以上の軟質樹脂であっても、含有量が30.0質量%未満の場合、割れを防止できなかった。
【0055】
(比較例4)
軟質樹脂5を30.0質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例4とした。本比較例では硬質樹脂が含まれていない。残渣流出試験はバツ判定であったが、冷熱衝撃試験は丸判定であった。硬質樹脂を含まなければ、流出を防止できなかった。
【0056】
(比較例5)
硬質樹脂を50.0質量%と、シクロヘキシルアミン臭化水素酸塩を0.5、残りをロジンとしたフラックスを比較例5とした。本比較例では軟質樹脂が含まれていない。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。硬質樹脂だけでは、割れを防止することは出来なかった。
【0057】
(比較例6)
軟質樹脂8を50.0質量%と、硬質樹脂を30.0質量%と、シクロヘキシルアミン臭化水素酸塩を0.5質量%、残りをロジンとしたフラックスを比較例6とした。残渣流出試験は丸判定であったが、冷熱衝撃試験はバツ判定であった。硬質樹脂を30.0質量%以上添加した場合、針入度8の軟質樹脂と組み合わせても割れを防止できなかった。以上の実施例及び比較例について組成および冷熱衝撃試験と残渣流出試験を行った結果を表1に示す。
【0058】
【表1】
【産業上の利用可能性】
【0059】
本発明はやに入りはんだに好適に利用することができる。
【符号の説明】
【0060】
3 (被測定対象の)樹脂
3a 表面
3b 裏面
10 測定装置
11 針
11a 針先
12 荷重手段
13 計測手段
14 恒温水槽
15 ステージ
16 純水
20 (針の)太さ
21 テーパー
23 直径
24 (円錐部分と円筒部分の)境界
30 測定装置
31 回転粘度計
31a 回転軸
32 スピンドル
33 恒温槽
33i 保温材
33h 貫通孔
34 加熱手段
35 ビーカー
36 被測定樹脂
40 スピンドル
41 (スピンドルの)軸径
45 (スピンドルの)直径
42 測定セル
43 被測定材料
46 内径
47 (スピンドルの首と液面の)距離
49、50 傾斜部の角度
51 傾斜
【特許請求の範囲】
【請求項1】
針入度が25℃で5以上の軟質樹脂が30.0質量%以上と、溶融粘度が140℃で5000mPa・s以上の硬質樹脂が0.5質量%以上30.0質量%未満を含むことを特徴とするはんだ用フラックス。
【請求項2】
さらにロジンとシクロヘキシルアミン臭化水素酸塩を含むことを特徴とする請求項1に記載されたはんだ用フラックス。
【請求項3】
請求項1または2に記載のフラックス組成物を含有することを特徴とするやに入りはんだ。
【請求項1】
針入度が25℃で5以上の軟質樹脂が30.0質量%以上と、溶融粘度が140℃で5000mPa・s以上の硬質樹脂が0.5質量%以上30.0質量%未満を含むことを特徴とするはんだ用フラックス。
【請求項2】
さらにロジンとシクロヘキシルアミン臭化水素酸塩を含むことを特徴とする請求項1に記載されたはんだ用フラックス。
【請求項3】
請求項1または2に記載のフラックス組成物を含有することを特徴とするやに入りはんだ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−27908(P2013−27908A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−166686(P2011−166686)
【出願日】平成23年7月29日(2011.7.29)
【出願人】(000198259)石川金属株式会社 (4)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月29日(2011.7.29)
【出願人】(000198259)石川金属株式会社 (4)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
[ Back to top ]