
はんだ試験片の作製方法およびはんだ試験片
【課題】電子部品等の接合に用いるはんだ材料の機械的特性等を評価するための所望の金属組織を有する微小なはんだ試験片の作製方法およびはんだ試験片を提供する。
【解決手段】所望の金属組織を有する微小なはんだ試験片の作製方法は、割型に形成された試験片形状の空間内ではんだ材料を加熱溶融する工程2と、所定の冷却速度が得られる冷却方法を選定する工程3aと、前記選定された冷却方法によりはんだ材料を前記試験片形状の空間内で冷却凝固する工程3bと、試験片が所定の金属組織で作製されていることを評価する金属組織検査工程とを備えている。はんだ試験片の作製方法で得られた金属組織と冷却速度のデータを蓄積利用することにより、新規のはんだ材料の開発が容易になった。また、得られた微小な試験片を用いて機械的特性試験をすることにより、実際のはんだ接合領域と同等な機械的特性を確実に得ることが可能となった。
【解決手段】所望の金属組織を有する微小なはんだ試験片の作製方法は、割型に形成された試験片形状の空間内ではんだ材料を加熱溶融する工程2と、所定の冷却速度が得られる冷却方法を選定する工程3aと、前記選定された冷却方法によりはんだ材料を前記試験片形状の空間内で冷却凝固する工程3bと、試験片が所定の金属組織で作製されていることを評価する金属組織検査工程とを備えている。はんだ試験片の作製方法で得られた金属組織と冷却速度のデータを蓄積利用することにより、新規のはんだ材料の開発が容易になった。また、得られた微小な試験片を用いて機械的特性試験をすることにより、実際のはんだ接合領域と同等な機械的特性を確実に得ることが可能となった。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品等の接合に用いるはんだ材料の機械的特性、クリープ特性等の諸特性を調査するためのはんだ試験片の作製方法およびはんだ試験片、特に鉛フリーはんだ材料の微小な試験片の作製方法およびはんだ試験片に関する。
【背景技術】
【0002】
近年、有害物質の使用規制に関する法規を受け、電子部品のプリント基板へのはんだ付け等に用いられるはんだ材料は、鉛はんだ材料から鉛を含まない鉛フリーはんだが普及し始めている。
【0003】
Snを主成分とし他の元素を単数、あるいは複数種添加した組成の鉛フリーはんだは、従来の共晶はんだ(Sn−37質量%Pb)と比べて、主に融点が高いことに起因してはんだ付け性はやや劣る。また、はんだ接合後の信頼性は、鉛フリーはんだ添加元素の種類や量に依存して、また、はんだ付け方法、条件等の負荷内容に依存して、共晶はんだより優れるケースや劣るケースがあると評されてはいるが、実情(特性値、信頼性)は不明と言わざるを得ない。
【0004】
いくつかの特性の中で、はんだ接合領域の信頼性に結びつく代表的な特性として、機械的特性がある。機械的特性を調べるには、はんだ材料から作製された試験片を用いて引張り試験機や疲労試験機にて測る手法が提唱されている。
【0005】
さらに、近年になって、はんだ接合領域と同等なサイズの微小な試験片における機械的特性試験方法が提案されている(非特許文献1、非特許文献2参照)。
【非特許文献1】エレクトロニクスにおけるマイクロ接合・実装技術シンポジウム Mate(2004)61頁著者:苅谷義治、浅井強、須賀唯知、大塚正久表題:「ミニチュアサイズ試験片による鉛フリーはんだ合金の力学特性評価」
【非特許文献2】エレクトロニクスにおけるマイクロ接合・実装技術シンポジウム Mate(2005)303頁著者:苅谷義治、浅井強、須賀唯知、大塚正久表題:「微小試験片を用いたはんだ合金の低サイクル疲労特性評価」
【発明の開示】
【発明が解決しようとする課題】
【0006】
試験片を用いての機械強度試験では、電子部品のはんだ接合領域、例えば、フローはんだ付けやリフローはんだ付けやはんだ鏝はんだ付けによる電子部品とプリント配線基板パターンのはんだ付けのはんだ接合領域と同等の金属組織を有する試験片を作製し、機械強度試験をする必要がある。
【0007】
機械的特性は、はんだ材料の金属組織に強く依存する。Snを主成分とするはんだ材料では、凝固組織はSnのデンドライトの集合体としての結晶粒より構成される。Sn単体は、体心正方晶の金属結晶で、該結晶方位に依存して機械特性が大きく異なることが知られている(機械的特性:ヤング率、熱膨張係数、応力-ひずみ曲線、クリープ特性)。
【0008】
さらに、はんだ材料としてSnに添加される成分は、添加成分自体、Snと添加成分より成る化合物、添加された成分同士の化合物等が、Sn結晶粒界面に晶出、析出又はSn結晶粒内に晶出、析出、固溶されて分布する。
【0009】
このSn系はんだ材料の金属組織は、添加成分だけでなく凝固速度にも強く依存する。
このため、微小な試験片を溶融鋳造と凝固により作製する場合、所望の特性を有する試験片とするためには、所望の金属組織を作り出す必要があり、また、凝固速度を制御することが必要となる。しかしながら、その明確な示唆がなされていないのが現状である。
【0010】
以上のように、所望の金属組織を有する試験片および所望の金属組織を有する試験片の作製方法の確立が望まれていた。
【0011】
本発明は、電子部品等の接合に用いるはんだ材料の機械的特性等を調査するための所望の金属組織を有するはんだ試験片の作製方法および所望の金属組織を有するはんだ試験片、特に鉛フリーはんだ材料の所望の金属組織を有する微小なはんだ試験片の作製方法および所望の金属組織を有する微小なはんだ試験片を提供することを目的とする。
【課題を解決するための手段】
【0012】
請求項1に記載の発明は、割型に形成された試験片形状の空間内ではんだ材料を加熱溶融する工程と、前記加熱溶融されたはんだ材料を前記試験片形状の空間内で所定の冷却速度で冷却凝固する工程と、前記冷却凝固した試験片を前記割型から取出して、所定の金属組織が得られていることを評価する金属組織検査工程と、を備えることを特徴とするはんだ試験片の作製方法である。
【0013】
請求項1に記載の発明によれば、はんだ材料の機械的特性等を調査するためのはんだ接合領域の金属組織と同等な組織(Sn結晶粒の数、金属間化合物のサイズ)からなる微小な試験片を得ることができる。
【0014】
請求項2に記載の発明は、前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数に制御した試験片が得られることを特徴とするはんだ試験片の作製方法である。
【0015】
請求項2に記載の発明によれば、適当な冷却方法を用いることにより、所望する金属組織(Sn結晶粒の数)の試験片が得られる。
【0016】
請求項3に記載の発明は、前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさに制御した試験片が得られることを特徴とするはんだ試験片の作製方法である。
【0017】
請求項3に記載の発明によれば、適当な冷却方法を用いることにより、所望する金属組織(金属間化合物のサイズ)の試験片が得られる。
【0018】
請求項4に記載の発明は、前記割型が所定の冷却速度を得るために、冷却用媒体を流す配管および、または冷却速度調整用のヒータを有することを特徴とするはんだ試験片の作製方法である。
【0019】
請求項4に記載の発明によれば、冷却水管、補助ヒータを適当に配置し、冷却水管の場合は水温、流量を、また補助ヒータの場合は電流をそれぞれ制御することで冷却速度の異なる冷却方法が得られる。
【0020】
請求項5に記載の発明は、前記冷却凝固する工程が、前記試験片形状の空間内に加熱溶融したはんだ材料を内在する割型を、所定の冷却速度が得られる冷却方法により冷却凝固することを特徴とするはんだ試験片の作製方法である。
【0021】
請求項5に記載の発明によれば、所定の割型内ではんだ材料を溶かし、所定の冷却方法で凝固させるため、再現性のある試験片が得られる。
【0022】
請求項6に記載の発明は、前記冷却方法が、加熱溶融に使用した装置で放置冷却する方法、加熱溶融に使用した装置の制御された冷却速度で冷却する方法、冷却板上で移動して放置冷却する方法、直接冷却媒体(液体、ガス)中への投入する方法、割型に冷却用媒体を流し冷却する方法、割型の冷却速度調整用のヒータを用いた冷却方法のいずれかの冷却方法であることを特徴とするはんだ試験片の作製方法である。
【0023】
請求項6に記載の発明によれば、冷却速度が既知の冷却方法を、また冷却速度が未知な場合は冷却速度測定による冷却方法を適用することで、冷却水管、補助ヒータを適当に配置することで冷却速度の異なる冷却方法が得られる。
【0024】
請求項7に記載の発明は、対象とするはんだ材料が、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、前記基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とするはんだ試験片の作製方法である。
【0025】
請求項7に記載の発明によれば、割型の試験片形状内で溶融できる種々のはんだ材料で試験片を作製できる。
【0026】
請求項8の発明は、はんだ試験片の平行部の体積が0.2〜40mm3であって、平行部の両端につかみ部を有する形状であることを特徴とするはんだ試験片である。
【0027】
請求項8に記載の発明によれば、実際のはんだ接合領域の体積に近いため、製品のはんだ接合にあった金属組織及び機械的強度が得られる。
【0028】
請求項9に記載の発明は、前記はんだ試験片が、冷却速度を0.01〜100℃/秒の範囲内の制御されたいずれかの冷却速度で冷却することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数を有するおよび、または前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさを有する試験片であることを特徴とするはんだ試験片である。
【0029】
請求項9に記載の発明によれば、冷却速度を適当に選択することにより、実際のはんだ付けで得られる金属組織を得ることができ、製品のはんだ接合にあった機械的強度が得られる。
【0030】
請求項10に記載の発明は、対象とするはんだ材料が、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、上記の基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とするはんだ試験片である。
【0031】
請求項10に記載の発明によれば、割型の試験片形状内で溶融できる種々のはんだ材料の試験片が得られる。
【0032】
請求項11に記載の発明は、前記Sn−Ag−Cuはんだ材料の組成が、2〜5質量%Ag,0.2〜2質量%Cu,残部Snであることを特徴とするはんだ試験片である。
【0033】
請求項11に記載の発明によれば、この材料は鉛フリーのはんだ材料として最も一般的に使用されている材料で、得られる機械強度データは新規の鉛フリー材料の開発に有用である。
【発明の効果】
【0034】
電子部品等のはんだ接合領域の機械特性を認知する目的で、はんだ材料の試験片を用いて機械的特性試験を行う際に、金属組織(Sn結晶粒の数、金属間化合物のサイズ)を制御した試験片を作ることができる。本発明の微小なはんだ試験片の作製方法および微小なはんだ試験片を適用し、対象となる製品のはんだ付け作業(フローはんだ付けやリフローはんだ付けやはんだ鏝による手はんだ付け等)で得られたはんだ接合領域の金属組織と同等な組織(Sn結晶粒の数、金属間化合物のサイズ)からなる微小な試験片を得ることができる。
【0035】
この得られた微小な試験片を用いて機械的特性試験をすることにより、実際のはんだ接合領域と同等な機械的特性を確実に得ることが可能となる。
【0036】
また、製品のはんだ接合領域の機械的特性を、本発明による試験片を用いて代替することが可能となる。
【0037】
試験片の組織が明確化されることで、再現性のある信頼性の高いデータとなり、共晶はんだとの機械的特性、信頼性の比較が容易になる。
【発明を実施するための最良の形態】
【0038】
以下、本発明実施の形態について、図1乃至図4に基づいて説明する。
【0039】
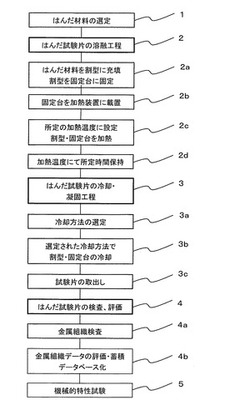
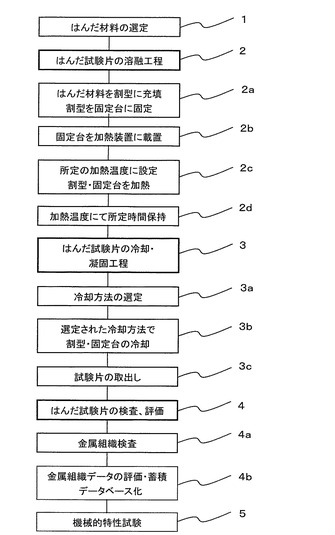
図1は本発明のはんだ試験片の作製方法の概略工程図である。
【0040】
工程1では、機械特性試験すべきはんだ材料の用途、はんだ付け方法、物理的特性(溶融温度、熱膨張係数、表面張力等)、濡れ広がり性等の検討が行なわれ、試験すべきはんだ材料が選定される。
【0041】
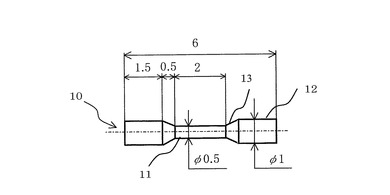
機械特性を測定するための試験片の形状は、実際の電子部品のはんだ接合の機械的特性を得るために、図2に示すように試験片10は、破断部11の直径がφ0.5mm、平行部の長さが2mmであって、傾斜部13を介して直径φ1mm、長さ1.5mmのつまみ部12と一体になった微細な形状である。
【0042】
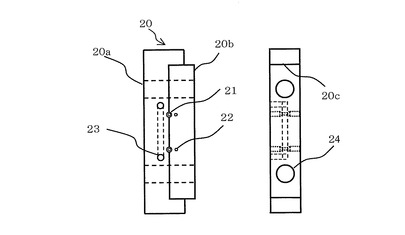
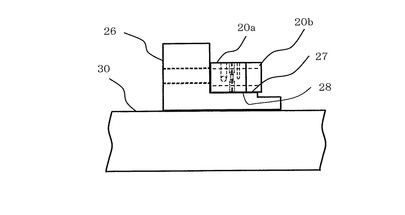
図3の割型20は、試験片10と同形状、同寸法の2つの空間21を持ち、溶解凝固後の試験片10の取出しが可能なように直径で2分割された半割型20a、20bから構成されている。試験片10と同形状、同寸法の空間は1つでも、3つ以上でも構わなく、空間の数に応じた形態の割型を作製すればよい。半割型20aは他方の半割型20bと嵌合い面20cによりしっかり型合せされている。半割型20bには温度測定熱電対用の穴22がそれぞれ試験片形状空間21に対向して設けられている。また、半割型20aには試験片10の平行部11を冷却するように冷却穴23が設けられている。
【0043】
また、図4に示すように割型20は、溶けたはんだ材料が漏れ出さないようにその底面27が固定台の面28に密着した状態で、図示しない固定ねじにより、割型20の通し穴24を介して固定台26にしっかり固定されている。
【0044】
上記の試験片を作製する治具(割型20、固定台26)が準備され、はんだ試験片の溶融が実行される(工程2)。まず、割型20が開かれ、試験片形状空間21に、はんだ材料の微細片が充填される。なお、充填されるはんだ材料は、試験片形状に加工したはんだ材料または鋳造したはんだ材料であってもよい。はんだ材料の充填が終了すると割型20は固定台26にねじ止め固定される(工程2a)。このとき、割型20を止めるねじに円筒型の圧縮コイルばねを通してもよい。充填されるはんだ材料の形が試験片形状空間21と異なる場合、半割型20aと半20bが密着せずに開いた状態となるが、ばねを使用することにより、割型20が固定された固定台26を加熱装置に載置し(工程2b)はんだ材料が溶融した際に、開いていた半割型20aと半割型20bがばね力により自動的に密着する操作を得ることができる。
【0045】
割型20が固定された固定台26は加熱装置(例えば、ホットプレート30)に載置される(工程2b)。
【0046】
図示しない熱電対を穴22に挿入し、ホットプレート30を所定の加熱温度にセットし、電源オンにして固定台26、割型20を介してはんだ材料を加熱する(工程2c)。
【0047】
なお、熱効率を良くするため、また加熱温度分布をできるだけ均一にするため、固定台26の表面と割型20の底面はできるだけ密着させるようにする。また、割型20、固定台26の材質は熱伝導が良くはんだ材とのはじきの良いアルミ材を使用した。割型20、固定台26の材質は、はんだ材が溶融した時にはんだ材と接合することのない表面を有するものであれば何でも良く、アルミ材以外にはステンレス等がある。また、表面を改質すれば基質にはアルミやステンレス以外の金属材料を用いることができ、たとえば銅や鉄に硬質クロムめっきを施したものなどでも良い。
【0048】
はんだ材料が溶け始めたことを確認したら、固定台26に振動を与え、溶けたはんだ内の気泡を取り除く。ホットプレート30を図示しない振動板に載せ振動を与えて除泡しても良い。
【0049】
所定温度に達したのち、均一加熱保持時間が終わると、割型20の試験片形状空間21内のはんだ材料の冷却、凝固が行なわれる(工程3)。
【0050】
必要な金属組織を得るための冷却方法の選定が行なわれる(工程3a)
溶融した割型内のはんだ材料を冷却する方法として、冷却速度が異なる以下の種々の冷却方法がある。ここでいう冷却速度とは、はんだ材料が溶融状態から凝固状態に移行するときの凝固点近傍の冷却速度をいう。
【0051】
以下の冷却方法の中から、試験片に要求される条件に近い金属組織が得られる冷却速度の冷却方法が選択される。または適当な冷却速度が無い場合は新たな冷却方法の検討が選択される。なお例示された下記の冷却速度は、試験の結果得られた概略値を示す。
(a)加熱装置の電源を切り(全ヒータをオフ)、加熱装置の余熱を利用して放置冷却する方法。一例として、図3に示す金型を使用する場合は、約0.2℃/秒の冷却速度となる。
(b)はんだ材料の凝固点以下の温度に設定(たとえば、主ヒータをオフ、補助ヒータをオン)して、試験片を冷却する方法。一例として、図3に示す金型を使用して補助ヒータの設定温度を180℃とした場合は、約0.01℃/秒の冷却速度となる。
(c)加熱装置から取り出し、または取り外し、はんだ材料の凝固点以下の温度の雰囲気中に放置して冷却する方法。一例として、図3に示す金型を使用して温度25℃の雰囲気中に放置して冷却する場合は、約0.5℃/秒の冷却速度となる。
(d)加熱装置から取り出し、または取り外し、はんだ材料の凝固点以下の温度の冷却板上に放置して冷却する方法。一例として、図3に示す金型を使用して冷却板の温度を25℃とする場合は、約3〜6℃/秒の冷却速度となる。
(e)加熱装置から取り出し、または取り外し、はんだ材料の凝固点以下の温度の液体中に投入して冷却する方法。一例として、図3に示す金型を使用して液体(冷却水)の温度を0℃とする場合は、約100℃/秒の冷却速度となる。
(f)割型内に配管を這わせ、配管内にはんだ材料の凝固点以下の液体を流して冷却する方法。一例として、図3に示す金型を使用して配管内に25℃の水を流す場合は、約10℃/秒の冷却速度となる。
【0052】
例えば、試験片に要求される条件が電子部品のはんだ付けで得られる金属組織の場合、経験的また実験等から冷却速度は5℃/秒程度である。この冷却速度の冷却方法として、冷却速度が約3〜6℃/秒の冷却方法(d)アルミニウム板上の放置が選定される。
【0053】
選定された冷却方法で、割型20の試験片形状空間21内のはんだ材料の冷却、凝固が行なわれる(工程3c)。なお、冷却開始と同時に割型20に挿入された熱電対からの温度データがレコーダーに記憶され、冷却速度データが得られる。
【0054】
冷却、凝固が終了すると、固定台26の図示しない固定ねじが外され、割型20が分離され、試験片10が取り出される(工程3d)
得られたはんだ試験片が所望した金属組織であるか、はんだ試験片の検査および評価が行なわれる(工程4)。
【0055】
まず、得られた試験片を直径20mm程の円筒の中に入れ、埋込み用樹脂を流し込んで円筒状に硬化させた後、試験片の長手断面を研磨して、金属組織観察用の試験片が作製される。
【0056】
作製された金属組織試観察用の試験片から、Sn結晶粒の数の計測、金属間化合物の面積の計測が行なわれる。
【0057】
Sn結晶粒の計測は、偏光顕微鏡を使用し、各Sn結晶粒の像のコントラスト差が最大となるよう、アナライザーを調整してSn結晶粒の数を計測した。なお、Sn結晶粒とはほぼ同一の方向に成長したSnデンドライトの集合体を指す。
【0058】
金属間化合物の面積の計測は、金属間化合物の中でサイズが最大の金属間化合物の面積を計測した。
【0059】
計測された金属組織データ(Sn結晶粒の数、金属間化合物の面積)が所望した数値内であるかが評価される。また、また得られた、はんだ材料の冷却方法、冷却速度、金属組織データは保存されデータベース化される。
【0060】
図3に示す金型を使用する場合、試験片を2個作製することができるが、金属組織検査に使用されなかった残り1本の試験片は、必要に応じて、金属組織試験の再検査、又は機械特性試験等に使用される。
【0061】
(実施の形態1)
以下、本発明の実施の形態1では、冷却条件として冷却速度が既知の冷却方法を適用した場合のはんだ試験片の作製方法について説明する。
【0062】
はんだ試験片の作製材料として下記の鉛フリーはんだを使用した。
【0063】
(1)Sn−3Ag−0.5Cu (2)Sn−3Ag−0.9Cu
作製する試験片の形状 図1の形状
平行部分の直径:φ0.5mm、平行部の長さ:2mm
つまみ部の直径:直径φ1mm、つまみ部の長さ:1.5mm
全長:6mm
金型等の形状 図3、図4の形状
試験片形状を内面に象ったアルミニウム製の割型
割型をアルミニウム製の固定台にねじ止め固定
溶融方法
割型の試験片形状の空間にはんだ微少片を詰込み、ホットプレ-ト(300℃設定)上に載置し、溶融してから1分間放置
冷却方法
(1)ホットプレートの電源をオフにして放置:0.2℃/秒
(2)常温のアルミニウム板上へ移行して放置:5℃/秒
(3)0℃の氷水中に投入 :100℃/秒
上記の条件、方法で試験片を作製した。
【0064】
なお、信頼性、再現性等必要に応じて熱電対とレコーダーにより、冷却速度を測定することもできる。
【0065】
作製した試験片を縦切断して金属組織検査を実施した。表1に得られた金属組織データ(Sn結晶粒の数、金属間化合物の面積)を示す。
【0066】
【表1】

(実施の形態2)
所望の金属組織を得るには、冷却速度の異なる再現性のある冷却方法が必要である。実施の形態1の方法では、冷却速度が5℃/秒と100℃/秒で得られる金属組織(Sn結晶粒の数およびCuSn化合物相の面積)に大きな差異があり、データに空白域が存在する。このため、冷却速度が5℃/秒と100℃/秒との間に相当する冷却速度を実現する冷却方法が必要となる。
【0067】
以下、本発明の実施の形態2では、冷却条件として冷却速度が未知の冷却方法を適用した場合におけるはんだ試験片の作製方法の冷却方法について説明する。
【0068】
はんだ試験片の作製材料として下記の鉛フリーはんだを使用した。
【0069】
(1)Sn−3Ag−0.5Cu
作製する試験片の形状 図1の試験片
平行部分の直径:φ0.5mm、平行部の長さ:2mm
つまみ部の直径:直径φ1mm、つまみ部の長さ:1.5mm
全長:6mm
金型等の形状 図3、図4の形状
試験片形状を内面に形成したアルミニウム製の割型
割型をアルミニウム製の固定台にねじ止め固定
図3の冷却穴23(Φ1.5)に配管を接続し、割型20aに冷却水の送水を可能とした。
【0070】
溶融方法
割型の試験片形状の空間にはんだ微少片を詰込み、配管内に水がない状態でホットプレート(300℃設定)上に載置し、はんだ材料が溶融してから1分間放置した。
【0071】
冷却方法
はんだを鋳込んだ金型をホットプレートから取り除くと同時に配管内に室温(25℃)の水を送水して、はんだを鋳込んだ金型を冷却した。
【0072】
冷却開始と同時に割型20に挿入された熱電対からの温度データをレコーダーに記憶させた。その結果、冷却速度として10℃/秒を得ることができた。
【0073】
作製された試験片を縦切断して金属組織検査(Sn結晶粒の数、金属間化合物の面積)を実施した。この冷却速度で得られた、試験片の金属組織の結果を表2に示す。
【0074】
【表2】
次に、実施の形態1で得られた金属組織について図5、図6を用いて説明する。
【0075】
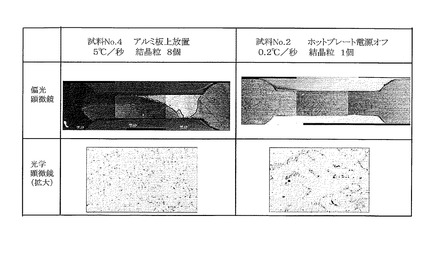
図5は、Sn-3Ag-0.5Cuの異なる冷却速度における縦断面の金属顕微鏡写である。偏向顕微鏡写真では、結晶粒をはっきりさせるために、結晶粒界を黒い線で示した。試料No.4の冷却速度5℃/秒では8個、試料No.2の0.2℃/秒では1個が観察された。縦断面の面積は1mm2であるため、この個数が表1には記載されている。
【0076】
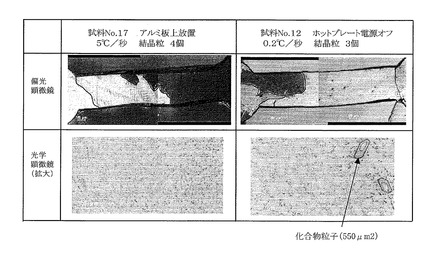
図6は、Sn-3Ag-0.9Cuの異なる冷却速度における縦断面の金属顕微鏡写真であり、偏向顕微鏡写真から結晶粒はNo.17の冷却速度5℃/秒では4個、No.12の冷却速度0.2℃/秒では3個が観察された。
【0077】
また、図6の試料No.17の光学顕微鏡写真には、デンドライト組織の中に矢印で示す化合物粒子が観察され、観察された最大の化合物粒子の面積が表1に記載されている。写真の化合物粒子の面積は550μm2であるが、他に観察された化合物粒子の最大の面積670μm2がNo.17のCuSn化合物相の面積として記載されている。
【0078】
このようにして、はんだ材料Sn-3Ag-0.5Cuについては4種類の冷却速度に於ける金属組織データが得られた。
【0079】
以上、本発明の実施の形態を説明したが、本発明は前述の各実施の形態のみに拘束されることはなく、発明の本質を逸脱しない範囲で種々の実施の形態をとりうることはいうまでもない。
【図面の簡単な説明】
【0080】
【図1】本発明によるはんだ試験片の作製方法の概略工程図
【図2】機械的特性試験用の試験片の概略図
【図3】割型の構造を示す概略図
【図4】はんだ材料を充填した割型と固定台の組立状態とホットプレート上に載置された状態を示す概略図。
【図5】Sn-3Ag-0.5Cuの異なる冷却速度における縦断面の金属顕微鏡写真
【図6】Sn-3Ag-0.9Cuの異なる冷却速度における縦断面の金属顕微鏡写真
【符号の説明】
【0081】
2:はんだ試験片の溶融工程 3:はんだ試験片の冷却・凝固工程
3a:冷却方法の選定工程 4:はんだ試験片の検査評価工程
10:試験片 20:割型
26:固定台 30:ホットプレート
【技術分野】
【0001】
本発明は、電子部品等の接合に用いるはんだ材料の機械的特性、クリープ特性等の諸特性を調査するためのはんだ試験片の作製方法およびはんだ試験片、特に鉛フリーはんだ材料の微小な試験片の作製方法およびはんだ試験片に関する。
【背景技術】
【0002】
近年、有害物質の使用規制に関する法規を受け、電子部品のプリント基板へのはんだ付け等に用いられるはんだ材料は、鉛はんだ材料から鉛を含まない鉛フリーはんだが普及し始めている。
【0003】
Snを主成分とし他の元素を単数、あるいは複数種添加した組成の鉛フリーはんだは、従来の共晶はんだ(Sn−37質量%Pb)と比べて、主に融点が高いことに起因してはんだ付け性はやや劣る。また、はんだ接合後の信頼性は、鉛フリーはんだ添加元素の種類や量に依存して、また、はんだ付け方法、条件等の負荷内容に依存して、共晶はんだより優れるケースや劣るケースがあると評されてはいるが、実情(特性値、信頼性)は不明と言わざるを得ない。
【0004】
いくつかの特性の中で、はんだ接合領域の信頼性に結びつく代表的な特性として、機械的特性がある。機械的特性を調べるには、はんだ材料から作製された試験片を用いて引張り試験機や疲労試験機にて測る手法が提唱されている。
【0005】
さらに、近年になって、はんだ接合領域と同等なサイズの微小な試験片における機械的特性試験方法が提案されている(非特許文献1、非特許文献2参照)。
【非特許文献1】エレクトロニクスにおけるマイクロ接合・実装技術シンポジウム Mate(2004)61頁著者:苅谷義治、浅井強、須賀唯知、大塚正久表題:「ミニチュアサイズ試験片による鉛フリーはんだ合金の力学特性評価」
【非特許文献2】エレクトロニクスにおけるマイクロ接合・実装技術シンポジウム Mate(2005)303頁著者:苅谷義治、浅井強、須賀唯知、大塚正久表題:「微小試験片を用いたはんだ合金の低サイクル疲労特性評価」
【発明の開示】
【発明が解決しようとする課題】
【0006】
試験片を用いての機械強度試験では、電子部品のはんだ接合領域、例えば、フローはんだ付けやリフローはんだ付けやはんだ鏝はんだ付けによる電子部品とプリント配線基板パターンのはんだ付けのはんだ接合領域と同等の金属組織を有する試験片を作製し、機械強度試験をする必要がある。
【0007】
機械的特性は、はんだ材料の金属組織に強く依存する。Snを主成分とするはんだ材料では、凝固組織はSnのデンドライトの集合体としての結晶粒より構成される。Sn単体は、体心正方晶の金属結晶で、該結晶方位に依存して機械特性が大きく異なることが知られている(機械的特性:ヤング率、熱膨張係数、応力-ひずみ曲線、クリープ特性)。
【0008】
さらに、はんだ材料としてSnに添加される成分は、添加成分自体、Snと添加成分より成る化合物、添加された成分同士の化合物等が、Sn結晶粒界面に晶出、析出又はSn結晶粒内に晶出、析出、固溶されて分布する。
【0009】
このSn系はんだ材料の金属組織は、添加成分だけでなく凝固速度にも強く依存する。
このため、微小な試験片を溶融鋳造と凝固により作製する場合、所望の特性を有する試験片とするためには、所望の金属組織を作り出す必要があり、また、凝固速度を制御することが必要となる。しかしながら、その明確な示唆がなされていないのが現状である。
【0010】
以上のように、所望の金属組織を有する試験片および所望の金属組織を有する試験片の作製方法の確立が望まれていた。
【0011】
本発明は、電子部品等の接合に用いるはんだ材料の機械的特性等を調査するための所望の金属組織を有するはんだ試験片の作製方法および所望の金属組織を有するはんだ試験片、特に鉛フリーはんだ材料の所望の金属組織を有する微小なはんだ試験片の作製方法および所望の金属組織を有する微小なはんだ試験片を提供することを目的とする。
【課題を解決するための手段】
【0012】
請求項1に記載の発明は、割型に形成された試験片形状の空間内ではんだ材料を加熱溶融する工程と、前記加熱溶融されたはんだ材料を前記試験片形状の空間内で所定の冷却速度で冷却凝固する工程と、前記冷却凝固した試験片を前記割型から取出して、所定の金属組織が得られていることを評価する金属組織検査工程と、を備えることを特徴とするはんだ試験片の作製方法である。
【0013】
請求項1に記載の発明によれば、はんだ材料の機械的特性等を調査するためのはんだ接合領域の金属組織と同等な組織(Sn結晶粒の数、金属間化合物のサイズ)からなる微小な試験片を得ることができる。
【0014】
請求項2に記載の発明は、前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数に制御した試験片が得られることを特徴とするはんだ試験片の作製方法である。
【0015】
請求項2に記載の発明によれば、適当な冷却方法を用いることにより、所望する金属組織(Sn結晶粒の数)の試験片が得られる。
【0016】
請求項3に記載の発明は、前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさに制御した試験片が得られることを特徴とするはんだ試験片の作製方法である。
【0017】
請求項3に記載の発明によれば、適当な冷却方法を用いることにより、所望する金属組織(金属間化合物のサイズ)の試験片が得られる。
【0018】
請求項4に記載の発明は、前記割型が所定の冷却速度を得るために、冷却用媒体を流す配管および、または冷却速度調整用のヒータを有することを特徴とするはんだ試験片の作製方法である。
【0019】
請求項4に記載の発明によれば、冷却水管、補助ヒータを適当に配置し、冷却水管の場合は水温、流量を、また補助ヒータの場合は電流をそれぞれ制御することで冷却速度の異なる冷却方法が得られる。
【0020】
請求項5に記載の発明は、前記冷却凝固する工程が、前記試験片形状の空間内に加熱溶融したはんだ材料を内在する割型を、所定の冷却速度が得られる冷却方法により冷却凝固することを特徴とするはんだ試験片の作製方法である。
【0021】
請求項5に記載の発明によれば、所定の割型内ではんだ材料を溶かし、所定の冷却方法で凝固させるため、再現性のある試験片が得られる。
【0022】
請求項6に記載の発明は、前記冷却方法が、加熱溶融に使用した装置で放置冷却する方法、加熱溶融に使用した装置の制御された冷却速度で冷却する方法、冷却板上で移動して放置冷却する方法、直接冷却媒体(液体、ガス)中への投入する方法、割型に冷却用媒体を流し冷却する方法、割型の冷却速度調整用のヒータを用いた冷却方法のいずれかの冷却方法であることを特徴とするはんだ試験片の作製方法である。
【0023】
請求項6に記載の発明によれば、冷却速度が既知の冷却方法を、また冷却速度が未知な場合は冷却速度測定による冷却方法を適用することで、冷却水管、補助ヒータを適当に配置することで冷却速度の異なる冷却方法が得られる。
【0024】
請求項7に記載の発明は、対象とするはんだ材料が、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、前記基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とするはんだ試験片の作製方法である。
【0025】
請求項7に記載の発明によれば、割型の試験片形状内で溶融できる種々のはんだ材料で試験片を作製できる。
【0026】
請求項8の発明は、はんだ試験片の平行部の体積が0.2〜40mm3であって、平行部の両端につかみ部を有する形状であることを特徴とするはんだ試験片である。
【0027】
請求項8に記載の発明によれば、実際のはんだ接合領域の体積に近いため、製品のはんだ接合にあった金属組織及び機械的強度が得られる。
【0028】
請求項9に記載の発明は、前記はんだ試験片が、冷却速度を0.01〜100℃/秒の範囲内の制御されたいずれかの冷却速度で冷却することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数を有するおよび、または前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさを有する試験片であることを特徴とするはんだ試験片である。
【0029】
請求項9に記載の発明によれば、冷却速度を適当に選択することにより、実際のはんだ付けで得られる金属組織を得ることができ、製品のはんだ接合にあった機械的強度が得られる。
【0030】
請求項10に記載の発明は、対象とするはんだ材料が、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、上記の基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とするはんだ試験片である。
【0031】
請求項10に記載の発明によれば、割型の試験片形状内で溶融できる種々のはんだ材料の試験片が得られる。
【0032】
請求項11に記載の発明は、前記Sn−Ag−Cuはんだ材料の組成が、2〜5質量%Ag,0.2〜2質量%Cu,残部Snであることを特徴とするはんだ試験片である。
【0033】
請求項11に記載の発明によれば、この材料は鉛フリーのはんだ材料として最も一般的に使用されている材料で、得られる機械強度データは新規の鉛フリー材料の開発に有用である。
【発明の効果】
【0034】
電子部品等のはんだ接合領域の機械特性を認知する目的で、はんだ材料の試験片を用いて機械的特性試験を行う際に、金属組織(Sn結晶粒の数、金属間化合物のサイズ)を制御した試験片を作ることができる。本発明の微小なはんだ試験片の作製方法および微小なはんだ試験片を適用し、対象となる製品のはんだ付け作業(フローはんだ付けやリフローはんだ付けやはんだ鏝による手はんだ付け等)で得られたはんだ接合領域の金属組織と同等な組織(Sn結晶粒の数、金属間化合物のサイズ)からなる微小な試験片を得ることができる。
【0035】
この得られた微小な試験片を用いて機械的特性試験をすることにより、実際のはんだ接合領域と同等な機械的特性を確実に得ることが可能となる。
【0036】
また、製品のはんだ接合領域の機械的特性を、本発明による試験片を用いて代替することが可能となる。
【0037】
試験片の組織が明確化されることで、再現性のある信頼性の高いデータとなり、共晶はんだとの機械的特性、信頼性の比較が容易になる。
【発明を実施するための最良の形態】
【0038】
以下、本発明実施の形態について、図1乃至図4に基づいて説明する。
【0039】
図1は本発明のはんだ試験片の作製方法の概略工程図である。
【0040】
工程1では、機械特性試験すべきはんだ材料の用途、はんだ付け方法、物理的特性(溶融温度、熱膨張係数、表面張力等)、濡れ広がり性等の検討が行なわれ、試験すべきはんだ材料が選定される。
【0041】
機械特性を測定するための試験片の形状は、実際の電子部品のはんだ接合の機械的特性を得るために、図2に示すように試験片10は、破断部11の直径がφ0.5mm、平行部の長さが2mmであって、傾斜部13を介して直径φ1mm、長さ1.5mmのつまみ部12と一体になった微細な形状である。
【0042】
図3の割型20は、試験片10と同形状、同寸法の2つの空間21を持ち、溶解凝固後の試験片10の取出しが可能なように直径で2分割された半割型20a、20bから構成されている。試験片10と同形状、同寸法の空間は1つでも、3つ以上でも構わなく、空間の数に応じた形態の割型を作製すればよい。半割型20aは他方の半割型20bと嵌合い面20cによりしっかり型合せされている。半割型20bには温度測定熱電対用の穴22がそれぞれ試験片形状空間21に対向して設けられている。また、半割型20aには試験片10の平行部11を冷却するように冷却穴23が設けられている。
【0043】
また、図4に示すように割型20は、溶けたはんだ材料が漏れ出さないようにその底面27が固定台の面28に密着した状態で、図示しない固定ねじにより、割型20の通し穴24を介して固定台26にしっかり固定されている。
【0044】
上記の試験片を作製する治具(割型20、固定台26)が準備され、はんだ試験片の溶融が実行される(工程2)。まず、割型20が開かれ、試験片形状空間21に、はんだ材料の微細片が充填される。なお、充填されるはんだ材料は、試験片形状に加工したはんだ材料または鋳造したはんだ材料であってもよい。はんだ材料の充填が終了すると割型20は固定台26にねじ止め固定される(工程2a)。このとき、割型20を止めるねじに円筒型の圧縮コイルばねを通してもよい。充填されるはんだ材料の形が試験片形状空間21と異なる場合、半割型20aと半20bが密着せずに開いた状態となるが、ばねを使用することにより、割型20が固定された固定台26を加熱装置に載置し(工程2b)はんだ材料が溶融した際に、開いていた半割型20aと半割型20bがばね力により自動的に密着する操作を得ることができる。
【0045】
割型20が固定された固定台26は加熱装置(例えば、ホットプレート30)に載置される(工程2b)。
【0046】
図示しない熱電対を穴22に挿入し、ホットプレート30を所定の加熱温度にセットし、電源オンにして固定台26、割型20を介してはんだ材料を加熱する(工程2c)。
【0047】
なお、熱効率を良くするため、また加熱温度分布をできるだけ均一にするため、固定台26の表面と割型20の底面はできるだけ密着させるようにする。また、割型20、固定台26の材質は熱伝導が良くはんだ材とのはじきの良いアルミ材を使用した。割型20、固定台26の材質は、はんだ材が溶融した時にはんだ材と接合することのない表面を有するものであれば何でも良く、アルミ材以外にはステンレス等がある。また、表面を改質すれば基質にはアルミやステンレス以外の金属材料を用いることができ、たとえば銅や鉄に硬質クロムめっきを施したものなどでも良い。
【0048】
はんだ材料が溶け始めたことを確認したら、固定台26に振動を与え、溶けたはんだ内の気泡を取り除く。ホットプレート30を図示しない振動板に載せ振動を与えて除泡しても良い。
【0049】
所定温度に達したのち、均一加熱保持時間が終わると、割型20の試験片形状空間21内のはんだ材料の冷却、凝固が行なわれる(工程3)。
【0050】
必要な金属組織を得るための冷却方法の選定が行なわれる(工程3a)
溶融した割型内のはんだ材料を冷却する方法として、冷却速度が異なる以下の種々の冷却方法がある。ここでいう冷却速度とは、はんだ材料が溶融状態から凝固状態に移行するときの凝固点近傍の冷却速度をいう。
【0051】
以下の冷却方法の中から、試験片に要求される条件に近い金属組織が得られる冷却速度の冷却方法が選択される。または適当な冷却速度が無い場合は新たな冷却方法の検討が選択される。なお例示された下記の冷却速度は、試験の結果得られた概略値を示す。
(a)加熱装置の電源を切り(全ヒータをオフ)、加熱装置の余熱を利用して放置冷却する方法。一例として、図3に示す金型を使用する場合は、約0.2℃/秒の冷却速度となる。
(b)はんだ材料の凝固点以下の温度に設定(たとえば、主ヒータをオフ、補助ヒータをオン)して、試験片を冷却する方法。一例として、図3に示す金型を使用して補助ヒータの設定温度を180℃とした場合は、約0.01℃/秒の冷却速度となる。
(c)加熱装置から取り出し、または取り外し、はんだ材料の凝固点以下の温度の雰囲気中に放置して冷却する方法。一例として、図3に示す金型を使用して温度25℃の雰囲気中に放置して冷却する場合は、約0.5℃/秒の冷却速度となる。
(d)加熱装置から取り出し、または取り外し、はんだ材料の凝固点以下の温度の冷却板上に放置して冷却する方法。一例として、図3に示す金型を使用して冷却板の温度を25℃とする場合は、約3〜6℃/秒の冷却速度となる。
(e)加熱装置から取り出し、または取り外し、はんだ材料の凝固点以下の温度の液体中に投入して冷却する方法。一例として、図3に示す金型を使用して液体(冷却水)の温度を0℃とする場合は、約100℃/秒の冷却速度となる。
(f)割型内に配管を這わせ、配管内にはんだ材料の凝固点以下の液体を流して冷却する方法。一例として、図3に示す金型を使用して配管内に25℃の水を流す場合は、約10℃/秒の冷却速度となる。
【0052】
例えば、試験片に要求される条件が電子部品のはんだ付けで得られる金属組織の場合、経験的また実験等から冷却速度は5℃/秒程度である。この冷却速度の冷却方法として、冷却速度が約3〜6℃/秒の冷却方法(d)アルミニウム板上の放置が選定される。
【0053】
選定された冷却方法で、割型20の試験片形状空間21内のはんだ材料の冷却、凝固が行なわれる(工程3c)。なお、冷却開始と同時に割型20に挿入された熱電対からの温度データがレコーダーに記憶され、冷却速度データが得られる。
【0054】
冷却、凝固が終了すると、固定台26の図示しない固定ねじが外され、割型20が分離され、試験片10が取り出される(工程3d)
得られたはんだ試験片が所望した金属組織であるか、はんだ試験片の検査および評価が行なわれる(工程4)。
【0055】
まず、得られた試験片を直径20mm程の円筒の中に入れ、埋込み用樹脂を流し込んで円筒状に硬化させた後、試験片の長手断面を研磨して、金属組織観察用の試験片が作製される。
【0056】
作製された金属組織試観察用の試験片から、Sn結晶粒の数の計測、金属間化合物の面積の計測が行なわれる。
【0057】
Sn結晶粒の計測は、偏光顕微鏡を使用し、各Sn結晶粒の像のコントラスト差が最大となるよう、アナライザーを調整してSn結晶粒の数を計測した。なお、Sn結晶粒とはほぼ同一の方向に成長したSnデンドライトの集合体を指す。
【0058】
金属間化合物の面積の計測は、金属間化合物の中でサイズが最大の金属間化合物の面積を計測した。
【0059】
計測された金属組織データ(Sn結晶粒の数、金属間化合物の面積)が所望した数値内であるかが評価される。また、また得られた、はんだ材料の冷却方法、冷却速度、金属組織データは保存されデータベース化される。
【0060】
図3に示す金型を使用する場合、試験片を2個作製することができるが、金属組織検査に使用されなかった残り1本の試験片は、必要に応じて、金属組織試験の再検査、又は機械特性試験等に使用される。
【0061】
(実施の形態1)
以下、本発明の実施の形態1では、冷却条件として冷却速度が既知の冷却方法を適用した場合のはんだ試験片の作製方法について説明する。
【0062】
はんだ試験片の作製材料として下記の鉛フリーはんだを使用した。
【0063】
(1)Sn−3Ag−0.5Cu (2)Sn−3Ag−0.9Cu
作製する試験片の形状 図1の形状
平行部分の直径:φ0.5mm、平行部の長さ:2mm
つまみ部の直径:直径φ1mm、つまみ部の長さ:1.5mm
全長:6mm
金型等の形状 図3、図4の形状
試験片形状を内面に象ったアルミニウム製の割型
割型をアルミニウム製の固定台にねじ止め固定
溶融方法
割型の試験片形状の空間にはんだ微少片を詰込み、ホットプレ-ト(300℃設定)上に載置し、溶融してから1分間放置
冷却方法
(1)ホットプレートの電源をオフにして放置:0.2℃/秒
(2)常温のアルミニウム板上へ移行して放置:5℃/秒
(3)0℃の氷水中に投入 :100℃/秒
上記の条件、方法で試験片を作製した。
【0064】
なお、信頼性、再現性等必要に応じて熱電対とレコーダーにより、冷却速度を測定することもできる。
【0065】
作製した試験片を縦切断して金属組織検査を実施した。表1に得られた金属組織データ(Sn結晶粒の数、金属間化合物の面積)を示す。
【0066】
【表1】
(実施の形態2)
所望の金属組織を得るには、冷却速度の異なる再現性のある冷却方法が必要である。実施の形態1の方法では、冷却速度が5℃/秒と100℃/秒で得られる金属組織(Sn結晶粒の数およびCuSn化合物相の面積)に大きな差異があり、データに空白域が存在する。このため、冷却速度が5℃/秒と100℃/秒との間に相当する冷却速度を実現する冷却方法が必要となる。
【0067】
以下、本発明の実施の形態2では、冷却条件として冷却速度が未知の冷却方法を適用した場合におけるはんだ試験片の作製方法の冷却方法について説明する。
【0068】
はんだ試験片の作製材料として下記の鉛フリーはんだを使用した。
【0069】
(1)Sn−3Ag−0.5Cu
作製する試験片の形状 図1の試験片
平行部分の直径:φ0.5mm、平行部の長さ:2mm
つまみ部の直径:直径φ1mm、つまみ部の長さ:1.5mm
全長:6mm
金型等の形状 図3、図4の形状
試験片形状を内面に形成したアルミニウム製の割型
割型をアルミニウム製の固定台にねじ止め固定
図3の冷却穴23(Φ1.5)に配管を接続し、割型20aに冷却水の送水を可能とした。
【0070】
溶融方法
割型の試験片形状の空間にはんだ微少片を詰込み、配管内に水がない状態でホットプレート(300℃設定)上に載置し、はんだ材料が溶融してから1分間放置した。
【0071】
冷却方法
はんだを鋳込んだ金型をホットプレートから取り除くと同時に配管内に室温(25℃)の水を送水して、はんだを鋳込んだ金型を冷却した。
【0072】
冷却開始と同時に割型20に挿入された熱電対からの温度データをレコーダーに記憶させた。その結果、冷却速度として10℃/秒を得ることができた。
【0073】
作製された試験片を縦切断して金属組織検査(Sn結晶粒の数、金属間化合物の面積)を実施した。この冷却速度で得られた、試験片の金属組織の結果を表2に示す。
【0074】
【表2】
次に、実施の形態1で得られた金属組織について図5、図6を用いて説明する。
【0075】
図5は、Sn-3Ag-0.5Cuの異なる冷却速度における縦断面の金属顕微鏡写である。偏向顕微鏡写真では、結晶粒をはっきりさせるために、結晶粒界を黒い線で示した。試料No.4の冷却速度5℃/秒では8個、試料No.2の0.2℃/秒では1個が観察された。縦断面の面積は1mm2であるため、この個数が表1には記載されている。
【0076】
図6は、Sn-3Ag-0.9Cuの異なる冷却速度における縦断面の金属顕微鏡写真であり、偏向顕微鏡写真から結晶粒はNo.17の冷却速度5℃/秒では4個、No.12の冷却速度0.2℃/秒では3個が観察された。
【0077】
また、図6の試料No.17の光学顕微鏡写真には、デンドライト組織の中に矢印で示す化合物粒子が観察され、観察された最大の化合物粒子の面積が表1に記載されている。写真の化合物粒子の面積は550μm2であるが、他に観察された化合物粒子の最大の面積670μm2がNo.17のCuSn化合物相の面積として記載されている。
【0078】
このようにして、はんだ材料Sn-3Ag-0.5Cuについては4種類の冷却速度に於ける金属組織データが得られた。
【0079】
以上、本発明の実施の形態を説明したが、本発明は前述の各実施の形態のみに拘束されることはなく、発明の本質を逸脱しない範囲で種々の実施の形態をとりうることはいうまでもない。
【図面の簡単な説明】
【0080】
【図1】本発明によるはんだ試験片の作製方法の概略工程図
【図2】機械的特性試験用の試験片の概略図
【図3】割型の構造を示す概略図
【図4】はんだ材料を充填した割型と固定台の組立状態とホットプレート上に載置された状態を示す概略図。
【図5】Sn-3Ag-0.5Cuの異なる冷却速度における縦断面の金属顕微鏡写真
【図6】Sn-3Ag-0.9Cuの異なる冷却速度における縦断面の金属顕微鏡写真
【符号の説明】
【0081】
2:はんだ試験片の溶融工程 3:はんだ試験片の冷却・凝固工程
3a:冷却方法の選定工程 4:はんだ試験片の検査評価工程
10:試験片 20:割型
26:固定台 30:ホットプレート
【特許請求の範囲】
【請求項1】
割型に形成された試験片形状の空間内ではんだ材料を加熱溶融する工程と、
前記加熱溶融されたはんだ材料を前記試験片形状の空間内で所定の冷却速度で冷却凝固する工程と、
前記冷却凝固した試験片を前記割型から取出して、所定の金属組織が得られていることを評価する金属組織検査工程と、
を備えることを特徴とするはんだ試験片の作製方法。
【請求項2】
前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数に制御した試験片が得られることを特徴とする請求項1記載のはんだ試験片の作製方法。
【請求項3】
前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさに制御した試験片が得られることを特徴とする請求項1または2記載のはんだ試験片の作製方法。
【請求項4】
前記割型は、所定の冷却速度を得るために、冷却用媒体を流す配管および、または冷却速度調整用のヒータを有することを特徴とする請求項1記載のはんだ試験片の作製方法。
【請求項5】
前記冷却凝固する工程は、前記試験片形状の空間内に加熱溶融したはんだ材料を内在する割型を、所定の冷却速度が得られる冷却方法により冷却凝固することを特徴とする
請求項1乃至4のいずれか1項に記載のはんだ試験片の作製方法。
【請求項6】
前記冷却方法は、加熱溶融に使用した装置で放置冷却する方法、加熱溶融に使用した装置の制御された冷却速度で冷却する方法、冷却板上で移動して放置冷却する方法、直接冷却媒体(液体、ガス)中への投入する方法、割型に冷却用媒体を流し冷却する方法、割型の冷却速度調整用のヒータを用いた冷却方法のいずれかの冷却方法であることを特徴とする請求項1乃至5のいずれか1項に記載のはんだ試験片の作製方法。
【請求項7】
対象とするはんだ材料は、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、前記基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とする請求項1乃至6のいずれか1項に記載のはんだ試験片の作製方法
【請求項8】
はんだ試験片は、該試験片の平行部の体積が0.2〜40mm3であって、平行部の両端につかみ部を有する形状であることを特徴とする請求項1乃至6のいずれか1項に記載のはんだ試験片。
【請求項9】
前記はんだ試験片は、冷却速度を0.01〜100℃/秒の範囲内の制御されたいずれかの冷却速度で冷却することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数を有するおよび、または前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさを有する試験片であることを特徴とする請求項8に記載のはんだ試験片。
【請求項10】
対象とするはんだ材料は、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、上記の基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とする請求項8又は9に記載のはんだ試験片。
【請求項11】
前記Sn−Ag−Cuはんだ材料の組成が、2〜5質量%Ag,0.2〜2質量%Cu,残部Snであることを特徴とする請求項8乃至10のいずれか1項に記載のはんだ試験片。
【請求項1】
割型に形成された試験片形状の空間内ではんだ材料を加熱溶融する工程と、
前記加熱溶融されたはんだ材料を前記試験片形状の空間内で所定の冷却速度で冷却凝固する工程と、
前記冷却凝固した試験片を前記割型から取出して、所定の金属組織が得られていることを評価する金属組織検査工程と、
を備えることを特徴とするはんだ試験片の作製方法。
【請求項2】
前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数に制御した試験片が得られることを特徴とする請求項1記載のはんだ試験片の作製方法。
【請求項3】
前記所定の冷却速度を0.01〜100℃/秒の範囲内のいずれかの冷却速度に制御することにより、前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさに制御した試験片が得られることを特徴とする請求項1または2記載のはんだ試験片の作製方法。
【請求項4】
前記割型は、所定の冷却速度を得るために、冷却用媒体を流す配管および、または冷却速度調整用のヒータを有することを特徴とする請求項1記載のはんだ試験片の作製方法。
【請求項5】
前記冷却凝固する工程は、前記試験片形状の空間内に加熱溶融したはんだ材料を内在する割型を、所定の冷却速度が得られる冷却方法により冷却凝固することを特徴とする
請求項1乃至4のいずれか1項に記載のはんだ試験片の作製方法。
【請求項6】
前記冷却方法は、加熱溶融に使用した装置で放置冷却する方法、加熱溶融に使用した装置の制御された冷却速度で冷却する方法、冷却板上で移動して放置冷却する方法、直接冷却媒体(液体、ガス)中への投入する方法、割型に冷却用媒体を流し冷却する方法、割型の冷却速度調整用のヒータを用いた冷却方法のいずれかの冷却方法であることを特徴とする請求項1乃至5のいずれか1項に記載のはんだ試験片の作製方法。
【請求項7】
対象とするはんだ材料は、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、前記基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とする請求項1乃至6のいずれか1項に記載のはんだ試験片の作製方法
【請求項8】
はんだ試験片は、該試験片の平行部の体積が0.2〜40mm3であって、平行部の両端につかみ部を有する形状であることを特徴とする請求項1乃至6のいずれか1項に記載のはんだ試験片。
【請求項9】
前記はんだ試験片は、冷却速度を0.01〜100℃/秒の範囲内の制御されたいずれかの冷却速度で冷却することにより、前記試験片の平行部の縦断面におけるSn結晶粒の数を1mm2あたり1〜500個の範囲内の所定の個数を有するおよび、または前記試験片の平行部の縦断面における金属間化合物の大きさを1〜2000μm2の範囲内の所定の大きさを有する試験片であることを特徴とする請求項8に記載のはんだ試験片。
【請求項10】
対象とするはんだ材料は、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Ag−Cu−Bi、Sn−Ag−Cu−Sb、Sn−Ag−Bi−In、Sn−Ag−In、Sn−Zn、Sn−Zn−Bi、Sn−Sb、および、上記の基本はんだ材料に、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Ga、Ge、As、Se、Zr、Nb、Mo、Pd、Hf、Ta、W、Pt、Auが微量に添加された鉛フリーはんだ材料から選択されたいずれかの材料であることを特徴とする請求項8又は9に記載のはんだ試験片。
【請求項11】
前記Sn−Ag−Cuはんだ材料の組成が、2〜5質量%Ag,0.2〜2質量%Cu,残部Snであることを特徴とする請求項8乃至10のいずれか1項に記載のはんだ試験片。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−241656(P2008−241656A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−86565(P2007−86565)
【出願日】平成19年3月29日(2007.3.29)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月29日(2007.3.29)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]