
ばね用ステンレス鋼板およびその製造方法
【課題】ばね限界値に優れたオーステナイト系ばね用ステンレス鋼板、その製造方法及びそれを用いて製造されたばねを提供する。
【解決手段】下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み50μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上
(3)表面及び断面中央部の残留応力<50MPa
オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とするばね用オーステナイト系ステンレス鋼板の製造方法。
【解決手段】下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み50μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上
(3)表面及び断面中央部の残留応力<50MPa
オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とするばね用オーステナイト系ステンレス鋼板の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ばね限界値に優れたばね用ステンレス鋼板およびその製造方法に関する。
【背景技術】
【0002】
一般に、ばね用ステンレス鋼板は、熱間圧延後に冷間圧延と焼鈍を繰り返し、所望の板厚に仕上げることで製造される。日本工業規格JIS G 4313-1996によれば、ばね用ステンレス鋼には、オーステナイト系として、SUS301、SUS304、マルテンサイト系として、SUS420J2、析出硬化系として、SUS631、SUS632J1が挙げられ、機械的性質として硬さおよび曲げ性についての規格がある。この要求を満足するために、オーステナイト系ばね用ステンレス鋼は、加工度を設定した冷間圧延により製造され、また、マルテンサイト系及び析出硬化系ばね用ステンレス鋼は、熱処理によって製造される。
【0003】
このように、ばね用ステンレス鋼には、機械的性質として硬さおよび曲げ性の要求があるが、機能として重要になる「へたり難さ」についての規格はない。この「へたり難さ」、すなわち、「ばね部に負荷をかけた後に、除荷したときの形状の変移量」は、ばね限界値との相関があり、このばね限界値については、JIS G 4313-1996では、補足データとして記載され、オーステナイト系のSUS301、SUS304に関しては冷間圧延状態、析出硬化系のSUS631、SUS632J1に関しては析出硬化熱処理状態として示されている(JIS G 4313-1996参考表1)。
【0004】
ただし、オーステナイト系のSUS301、SUS304では、冷間圧延状態でJIS G 4313-1996で規定される、硬さと曲げ性の規格を満足しても、ばね限界値は上記補足データを満足しないことがあり、また近年、顧客からは、さらに大きなばね限界値を要求されることも多い。
【0005】
ばね限界値を上昇させる手段としては、一定の張力を与えながら窒素ガスや窒素と水素の混合ガス雰囲気中で連続熱処理を行うテンションアニーリング(TA)処理(非特許文献1)の方法がある。このTA処理によって、ばね限界値が向上する理由としては、時効熱処理の影響が挙げられ、これによって比例限の向上、ヤング率の向上、表面層の窒化による硬化等が考えられている。
【0006】
また、冷間圧延後にストレッチャーレベラー(特許文献1)またはローラーレベラー(特許文献2)加工によって、ステンレス鋼表面層の引張残留応力を低減させ、圧縮残留応力を増加させることでばね限界値を上昇させる方法が報告されている。
【0007】
しかしながら、時効熱処理では、650℃近傍でクロムカーバイトが結晶粒界、双晶、すべり面において析出するため、その近傍では、クロム欠乏層が形成され、鋭敏化が生じる可能性があり、冷間圧延したSUS301やSUS304では耐食性が劣化する。
【0008】
また、通常成形ばねは、ステンレス鋼の板材やコイル材をプレス打ち抜き成形によって対象部品に加工するが、特許文献1および特許文献2に記載されているような、表層に圧縮残留応力が存在するばね用ステンレス鋼では、複雑なプレス成形で反りなどが発生して、要求される形状が得られないことがある。この圧縮残留応力は、ばね材が薄肉化するほどプレス成形後の形状安定性に影響を及ぼす。
【0009】
特許文献1および特許文献2には、ばね用冷間圧延鋼板のばね限界値は、内部応力分布に影響され、表面に圧縮残留応力があればばね限界値は上昇し、引張残留応力があれば、ばね限界値は低下すると記載されている。しかしながら、本発明者がばね用ステンレス鋼の内部応力分布とばね限界値との関連性について詳細に調査したところ、内部応力分布とばね限界値にはなんら関連性はなく、ステンレス鋼表面の引張残留応力を低減させ、圧縮応力を増加させてもばね限界値の上昇は認められなかった。さらに、ばね用冷間圧延鋼板の表面にショットブラスト処理を施して、材料表層の圧縮応力を強制的に増加させても、ばね限界値の上昇は認められなかった。
【0010】
【非特許文献1】住友秀彦ら:材料とプロセス、 2、5(1989)、p1426-1429
【特許文献1】特開2001-335834
【特許文献2】特開平9-314222
【発明の開示】
【発明が解決しようとする課題】
【0011】
従って、本発明の目的は、オーステナイト系ばね用ステンレス鋼の硬さおよび曲げ性を保持したまま、耐食性を劣化させることなく、ばね限界値に優れたばね用冷間圧延鋼板を提供することである。
本発明の他の目的は、上記オーステナイト系ばね用ステンレス鋼板の製造方法を提供することである。
本発明のさらに他の目的は、上記オーステナイト系ばね用ステンレス鋼板で製造されたばねを提供することである。
【課題を解決するための手段】
【0012】
本発明は、以下に示す、オーステナイト系ばね用ステンレス鋼板、その製造方法、及びこれを用いたばねを提供するものである。
1.下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み20μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上、好ましくは550MPa以上、さらに好ましくは700MPa以上
(3)表面及び断面中央部の残留応力<50MPa
2.オーステナイト系ステンレス鋼がSUS301又はSUS304である上記1記載のばね用オーステナイト系ステンレス鋼板。
3.表面及び断面中央部の残留応力<30MPaである上記1又は2記載のばね用オーステナイト系ステンレス鋼板。
4.オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とする上記1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
5.一度通板した鋼板を同一条件下で表裏を逆にして再度通板することを特徴とする上記4記載のばね用オーステナイト系ステンレス鋼板の製造方法。
6.上ロールと下ロールの総本数が5〜25本である上記4又は5記載のばね用オーステナイト系ステンレス鋼板の製造方法。
7.入口側押し込み量が10.0〜0.1mm、出口側押し込み量が5.0〜0.01mmである上記4〜6のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
8.オーステナイト系ステンレス鋼がSUS301又はSUS304である上記4〜7のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
9.上記1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板で製造されたばね。
10.上記4〜8のいずれか1項記載の製造方法で製造されたばね用オーステナイト系ステンレス鋼板で製造されたばね。
【発明の効果】
【0013】
本発明のばね用ステンレス鋼板は、高いばね限界値を有する。また残留応力が低減しているために、プレス成形で反りなどが発生し難く、形状安定性に優れた、板ばね、成形ばねを製造することができる。また、本発明のばね用ステンレス鋼板の製造方法では、従来の650℃近傍での高温時効熱処理のような鋭敏化による耐食性の劣化の問題がない。すなわち、ローラーレベラーを通板させた材料を50℃〜550℃の温度範囲で時効熱処理することで、鋭敏化せず、さらに残留応力が低下し、テンションを付与した熱処理では形状も安定する。
【発明を実施するための最良の形態】
【0014】
本発明の方法は、冷間圧延によって仕上げたオーステナイト系ばね用ステンレス鋼を、極力張力を低下させたローラーレベラーで繰り返し曲げを行い、ステンレス鋼表層を塑性変形させて、残留応力を除去するとともに、板厚中央部よりも表層の硬度を高くし、さらに従来の方法より低温で時効熱処理を行うことによって、材料強度を上昇させ、ばね限界値を向上させたばね用ステンレス鋼板を製造することを特徴とする。
【0015】
ローラーレベラーを通板させることによって、ステンレス鋼内部に存在する残留応力は低減し、さらに、材料表層の硬さは中央部に比べて、ビッカース硬さで10HV(0.1)から40HV(0.1)高くなる。これによって、ばね限界値は、100MPaから400MPa高くすることができる。
【0016】
この表面硬化層の範囲は、表面から板厚の30%程度の範囲であり、表面近傍ほど硬さが高くなる。ただし、硬さの上昇率が小さく、さらに表面近傍に限られていることから、表層の硬さの上昇が耐力などの機械的性質に影響を及ぼすことはない。
【0017】
本発明に使用されるばね用ステンレス鋼とは、オーステナイト系ステンレス鋼を意味し、その具体例としては、SUS301、SUS304等が挙げられる。また、仕上げ冷間圧延とは、JIS G 4313-1996に規定されている、1/2H、3/4H、H、EH、SEH等に調質する圧延を意味している。なお、仕上げ冷間圧延後のテンションレベラーなどの形状矯正の有無は問わない。
【0018】
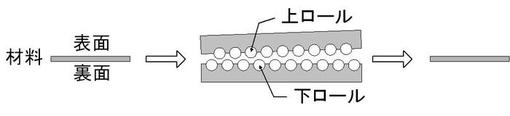
本発明に用いられるローラーレベラーのロール径は好ましくは100〜10mmφ、さらに好ましくは50〜10mmφである。本発明に用いられるローラーレベラーの具体例を図1に示す。このローラーレベラーは、ロール径15mmφの上ロール9本と下ロール10本を交互配置したロール間を所定の板材が通板する構造になっている。
冷間圧延後または、テンションレベラー通板後の材料には、加工による残留応力が生じており、ローラーレベラーを通板することで、繰り返し曲げが与えられ、残留応力は減少する。さらに、この繰り返し曲げによって、材料表層部のみが塑性変形を受け、板厚中央部よりも表層の硬度が高くなる。
【0019】
本発明に用いられるローラーレベラーは材料に対するロールの押し込み量を任意に設定することができる。なお、形状矯正の機能を持たせるため、この押し込み量は、材料入口側から出口側に徐々に減少させることが好ましい。入口側の押し込み量は好ましくは10.0〜0.1mm、さらに好ましくは5.0〜0.1mmであり、出口側の押し込み量は好ましくは5.0〜0.01mm、さらに好ましくは2.0〜0.01mmである。
【0020】
ローラーレベラーの総ロール本数は、好ましくは5から25本、さらに好ましくは7〜25本である。ローラーレベラーの上ロールと下ロールの総ロール本数が5未満では、ロール本数が少ないため、繰り返し曲げの回数が少なく、材料表層の硬度の上昇効果、形状矯正効果、残留応力低減効果が得られ難い。上ロールと下ロールの総本数の上限は、特にないが、25本程度で十分である。
ローラーレベラーの張力は、できるだけ小さいことが望ましく、ロール駆動でテンションフリーの0kg/mm2〜5kg/mm2、さらに好ましくは3kg/mm2より低い張力の範囲に設定することが好ましい。5kg/mm2を超える張力でのローラーレベラー通板では、材料に残留応力が発生する可能性がある。
ロールピッチは、好ましくは100〜10mm、さらに好ましくは50〜10mmである。
ロール径、ロールの押し込み量、ロール本数、ライン張力、ロールピッチを変えることにより、繰り返し曲げの程度を調整することができる。
【0021】
本発明によれば、ローラーレベラー通板後の材料表面の硬さは、板厚断面中央部の硬さに比べて高くなっている。硬さの測定は、測定荷重を変化させながら、マイクロビッカース硬度計で測定する。測定荷重は例えば、100gf程度の低荷重で良い。
【0022】
板厚中央部の断面硬さの測定は、切断した板材を熱硬化性樹脂に埋め込み、湿式エメリー紙研磨およびバフ研磨によって板材断面を鏡面に仕上げた後、行なう。
本発明によれば、ローラーレベラー通板後の材料表面の硬さは、材料断面中央部に比べて、ビッカース硬さで10HV(0.1)から40HV(0.1)高くなっている。これによって、ばね限界値(Kb0.075)は100MPaから400MPa高くなる。この表面硬化層の範囲は、表層から板厚の30%程度の範囲であり、表面近傍ほど硬さが高くなっている。
【0023】
ただし、表層の硬さの上昇が耐力などの機械的性質に影響を及ぼすことはなく、これは硬さの上昇率が小さく、さらに表面近傍に限られていることが理由として考えられる。材料表層の硬化傾向は、ロールの押し込み量、テンション、ロールピッチによって変化し、ばね限界値の上昇に影響する。
【0024】
ローラーレベラー通板によるばね限界値の向上効果は、一回の通板でも得られるが、その効果は通板面(表裏)で異なる。例えば、図1に示したローラーレベラーで通板すると、材料表面に比べて、裏面のばね限界値の上昇傾向が高い。これは設定したロールの押し込み量が、入口側の方が大きく、入口側上ロールで、最初に材料裏面に最大の引張曲げ加工が与えられ、裏面の受ける塑性変形量が表面に比べて大きいことが原因である。このため、表裏面で均一なばね限界値を得るには、一度通板した材料を同一条件下で表裏を逆にして再通板するか、一回目のローラーレベラーとロール配置が非対称(一回目のローラーレベラーと上下のロール配置が逆)の機構を持つローラーレベラー(例えば、図2に示すもの)を再通板すればよい。
【0025】
本発明で行われる時効熱処理の温度範囲は、50℃〜550℃であり、さらに好ましくは100〜500℃である。50℃より低い温度では所期の目的が達成されず、550℃よりも高い温度では、クロムカーバイトが結晶粒界、双晶、すべり面において析出して、その近傍では、クロム欠乏層が形成され、鋭敏化が生じてしまい耐食性が劣化する。時効熱処理は鋼鈑が目的の温度に到達すれば良く、目的の温度に到達時以降の保持時間は特に限定されない。
【0026】
以下、本発明の代表的な参考例及び実施例を示す。
参考例1
板厚0.2mm、仕上げ冷間圧延が施されたオーステナイト系ステンレス鋼板のSUS301Hを6ロット用い供試材とした。この供試材をテンションレベラー通板(形状矯正)およびローラーレベラー通板してばね限界値、孔食電位、残留応力を測定した。
テンションレベラーは図3に示したものを使用した。レベリングユニットは伸長ユニット、幅方向反り矯正ユニット、長手方向反り矯正ユニットの3つの構造となっている。伸長ユニットは,材料に対して2本の小径ロールを上下から交互に突き上げ,引張曲げを加えることによって、外伸びや中伸びを矯正する。次に、幅方向反り矯正ユニットは,小径ロール1本と大径ロール2本で構成されており,大径ロールで曲げを与えることによって,伸長ユニット内の引張曲げで生じた幅方向の反りを矯正する。最後に,長手方向反り矯正ユニットは、小径ロールを上下に配置し,繰り返し曲げを与えることによって,伸長ユニット内の引張曲げで生じた通板方向の反りを矯正する。
【0027】
ロール径は、伸長ユニットは20mmφ、幅方向反り矯正ユニットは小径ロールを30mmφとし,大径ロールは入り側を150mmφ,出側を200mmφとした。また、長手方向反り矯正ユニットはロール径を30mmφとし、上ロール6本、下ロール7本配置した。押し込み量は,伸長ユニットは3.6mm,幅方向反り矯正ユニットは5.56mmとし,長手方向反り矯正ユニットの入側は0.81mm,出側は0mmとした。通板時の張力は、14kg/mm2とし、通板速度は150m/minとした。
ローラーレベラーは、図1に示すものを使用した。ロール径は15mmφ、上ロールの入口側押し込み量は0.7mm、出口側押し込み量は0.1mmとした(下ロールの設定位置は固定である)。ロール本数は、上ロール9本、下ロール10本であり、テンションフリーのロール駆動(張力0kg/mm2)とし、ロールピッチは上ロール、下ロールとも13mm、通板速度は200mm/秒とした。
【0028】
なお、比較として、板厚0.2mm、仕上げ冷間圧延が施されたSUS301Hをテンションアニーリング処理して上記供試材と同様の特性を評価した。テンションアニーリング処理条件は、窒素雰囲気の炉内で、材料の張力を20kg/mm2、材料到達温度を600℃とし、この到達温度での保持時間を2分間とした。
【0029】
ばね限界値の測定は、JIS H 3130-2006(7.4節)ばね用のベリリウム銅、チタン銅、りん青銅、ニッケル-すず銅及び洋白の板並びに条に記載されているモーメント式試験で行った。
【0030】
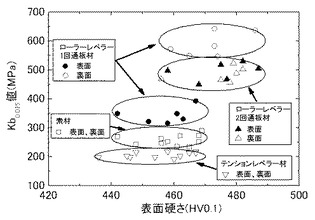
図4に6ロットすべての素材、テンションレベラーおよびローラーレベラー通板材の表面硬さとばね限界値(Kb0.075)を示す。表面硬さは、マイクロビッカース硬度計を用い、測定荷重100gfとした。硬さの測定回数は、n=25とし、得られた値の平均値を代表値としてプロットした。また、ばね限界値は測定回数を、n=3として、その平均値を代表値としてプロットした。
【0031】
その結果、素材のばね限界値(Kb0.075)はテンションレベラーを通板することによって、低下することがわかった。一方、材料表面のビッカース硬さHv(0.1)は、テンションレベラー通板前後でほぼ同程度であり、バラつきが大きいことがわかる。
【0032】
つぎに、このテンションレベラーを通板した材料を、ローラーレベラーで通板した。その結果、材料の表裏のばね限界値(Kb0.075)はともに上昇するが、その上昇率は材料裏面の方が大きい。また硬さは、裏面が上昇しているものの、表面はほぼテンションレベラー通板材と同程度である。これは設定したロールの押し込み量が、入口側の方が大きく、入口側上ロールで、最初に材料裏面に最大の引張曲げ加工が与えられ、裏面の受ける塑性変形量が表面に比べて大きいことが原因である。このため、表面の硬さの上昇も認められなかったものと考えられた。
【0033】
そこで、材料の表裏を逆にして、同条件でローラーレベラーを再通板した。その結果、材料の表および裏面ともほぼ同程度のばね限界値(Kb0.075)になり、素材に比べて、約200MPa上昇した。また、表面硬さも、バラつきは大きいものの約15HV(0.1)上昇していた。
【0034】
図4に示した全プロットから、表面硬さとばね限界値には正の相関(相関係数r=0.56)が認められた。また、本発明での硬さの上昇は表層部のみに生じるため、仕上げ冷間圧延で調質された硬さおよび耐力など機械的性質に影響を与える程度ではない。
【0035】
なお、比較として、板厚0.2mm、 SUS301Hをテンションアニーリング処理した試験材のばね限界値を測定した結果、475MPaとなり、ローラーレベラー通板後、表裏を逆にして、再通板した試験材とほぼ同程度のばね限界値になることがわかった。
【0036】
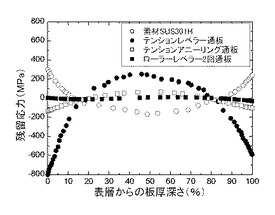
図5に残留応力測定結果を示す。残留応力の測定方法は、40℃の塩化第二鉄を用いて、スプレーによる噴霧方式によって、試験片の片面表層を徐々にエッチングしながら、板厚と、試験片の反り量から求めた。
素材の仕上げ冷間圧延が施されたSUS301Hには表層に300MPaの引張応力が存在し、この材料を、テンションレベラー通板すると、材料表層には800MPaの圧縮応力が生じる。このように、素材表層の引張残留応力を低減させ、圧縮残留応力を増加させても、図4に示したように、ばね限界値は低いままである。
この材料をテンションアニーリング処理すると、表層の圧縮残留応力は急激に低下し、150MPa程度になる。
一方、テンションレベラー通板材をローラーレベラー通板し、さらに表裏を逆にして再通板すると、表層および板厚中央部とも残留応力はほとんど存在しなくなる。このように、残留応力低減には、ローラーレベラー通板はテンションアニーリング処理よりも効果がある。
【0037】
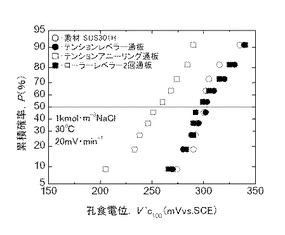
図6に孔食電位測定結果を示す。孔食電位の測定方法は、JIS G 0577に準じて行なった。素材301Hをテンションレベラー通板しても、またテンションレベラー通板材をローラーレベラー通板し、さらに表裏を逆にして、再通板しても孔食電位には変化は認められなかったが、テンションレベラー通板材をテンションアニーリング通板すると、孔食電位は約50mV低下する。
このように、テンションアニーリング処理では、クロムカーバイトが結晶粒界、双晶、すべり面において析出するため、その近傍では、クロム欠乏層が形成され、鋭敏化が生じ、耐孔食性が劣化したと考えられる。
【0038】
参考例2
板厚0.2mmおよび板厚0.6mmのSUS301Hを供試材とした。この供試材をローラーレベラーで一回通板した材料と、表裏を逆にして、再度同条件で通板させた材料(二回通板)とを作製して、ばね限界値を測定した。なお、ローラーレベラーの通板条件は、板厚0.2mmのSUS301Hでは、入口側押し込み量をδ入=0.9mm、出口側押し込み量をδ出=0.1mmとし、板厚0.6mmのSUS301Hでは入口側押し込み量をδ入=0.7mm、出口側押し込み量をδ出=0.1mmとした。なお、ロール径、および張力は参考例1と同様である。表1にばね限界値測定結果を示す。
【0039】
表1 供試材の通板条件およびばね限界値測定結果

このように、SUS301鋼の板厚、ロールの押し込み量を変化させても、ローラーレベラーを通板することでばね限界値を上昇させることができる。
【0040】
参考例3
仕上げ冷間圧延が施されたSUS304 3/4Hと仕上げ冷間圧延後にテンションレベラーで形状矯正が施されたSUS304 3/4Hを供試材とした。板厚はともに0.15mmである。この供試材をローラーレベラーで一回通板した材料と、表裏を逆にして、再度同条件でローラーレベラーを通板した材料(二回通板)とを作製してばね限界値を測定した。ローラーレベラーの通板条件は参考例1と同様である。表2にばね限界値測定結果を示す。
このように、形状矯正の有無にかかわらず、ローラーレベラーを施すことでばね限界値を上昇させることができる。
【0041】
表2 供試材と通板条件の詳細およびばね限界値測定結果
【0042】
実施例1
仕上げ冷間圧延が施されたSUS301Hを供試材とした。ローラーレベラーの通板条件は、入口側押し込み量をδ入=0.9mm、出口側押し込み量をδ出=0.1mmとした。また、ロール径、および張力は参考例1と同様である。板厚は0.2mmである。この供試材をローラーレベラーで一回通板後、表裏を逆にして、再度同条件でローラーレベラーを通板した。さらに、ローラーレベラーで2回通板した材料を、ボックス炉を使用して、所定の温度(目標温度100〜1000℃、昇温時間1分)に材温が到達後、すぐに空冷してばね限界値を測定した。
【0043】
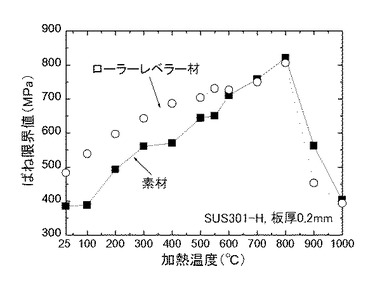
図7に冷間圧延材とローラーレベラー材のばね限界値に及ぼす加熱温度の影響を示す。ばね限界値は測定回数をn=2とし、表面と裏面から得られた値の平均値をプロットした。ローラーレベラー材は、550℃まではローラーレベラー加工と熱処理の相乗効果が現れ、冷間圧延材と比べて、ばね限界値が約100MPaほど高くなる。また、800℃までは加熱温度が上昇するほど、ばね限界値が上昇した。この800℃で最もばね限界値が高くなる原因は、Cr炭化物やCr窒化物などの析出物の発生量が800℃で最も多いためと考えられる。
【0044】
図8に熱処理後の鋭敏化度(再活性化率)を示す。電気化学的再活性化率の測定はJIS G 0580に準じて行った。600℃以上で再活性化率が急激に上昇し、鋭敏化することが確認され、鋭敏化を発生させずにローラーレベラー加工と熱処理の相乗効果が得られる熱処理条件は550℃までと考えられた。
【図面の簡単な説明】
【0045】
【図1】参考例及び実施例に用いたローラーレベラーの概略図である。
【図2】一回目のローラーレベラーとロール配置が非対称(一回目のローラーレベラーと上下のロール配置が逆)の機構を持つローラーレベラーの概略図である。
【図3】テンションレベラーのレベリングユニットの概略図である。
【図4】板厚0.2mm、仕上げ冷間圧延を施されたSUS301H、6ロットのテンションレベラー通板(形状矯正)後およびローラーレベラー通板後の表面硬さおよびばね限界値を示すグラフである。
【図5】残留応力測定結果を示すグラフである。
【図6】孔食電位測定結果を示すグラフである。
【図7】板厚0.2mm,仕上げ冷間圧延されたSUS301Hをローラーレベラー通板することなく、時効熱処理した際の加熱処理温度と熱処理後のばね限界値との関係(■)、及び板厚0.2mm,仕上げ冷間圧延されたSUS301Hをローラーレベラー通板後、時効熱処理した際の加熱処理温度と熱処理後のばね限界値との関係(○)を示すグラフである。
【図8】板厚0.2mm,仕上げ冷間圧延されたSUS301Hを、時効熱処理した際の加熱処理温度と熱処理後の鋭敏化度(再活性化率(%))の関係を示すグラフである。
【技術分野】
【0001】
本発明は、ばね限界値に優れたばね用ステンレス鋼板およびその製造方法に関する。
【背景技術】
【0002】
一般に、ばね用ステンレス鋼板は、熱間圧延後に冷間圧延と焼鈍を繰り返し、所望の板厚に仕上げることで製造される。日本工業規格JIS G 4313-1996によれば、ばね用ステンレス鋼には、オーステナイト系として、SUS301、SUS304、マルテンサイト系として、SUS420J2、析出硬化系として、SUS631、SUS632J1が挙げられ、機械的性質として硬さおよび曲げ性についての規格がある。この要求を満足するために、オーステナイト系ばね用ステンレス鋼は、加工度を設定した冷間圧延により製造され、また、マルテンサイト系及び析出硬化系ばね用ステンレス鋼は、熱処理によって製造される。
【0003】
このように、ばね用ステンレス鋼には、機械的性質として硬さおよび曲げ性の要求があるが、機能として重要になる「へたり難さ」についての規格はない。この「へたり難さ」、すなわち、「ばね部に負荷をかけた後に、除荷したときの形状の変移量」は、ばね限界値との相関があり、このばね限界値については、JIS G 4313-1996では、補足データとして記載され、オーステナイト系のSUS301、SUS304に関しては冷間圧延状態、析出硬化系のSUS631、SUS632J1に関しては析出硬化熱処理状態として示されている(JIS G 4313-1996参考表1)。
【0004】
ただし、オーステナイト系のSUS301、SUS304では、冷間圧延状態でJIS G 4313-1996で規定される、硬さと曲げ性の規格を満足しても、ばね限界値は上記補足データを満足しないことがあり、また近年、顧客からは、さらに大きなばね限界値を要求されることも多い。
【0005】
ばね限界値を上昇させる手段としては、一定の張力を与えながら窒素ガスや窒素と水素の混合ガス雰囲気中で連続熱処理を行うテンションアニーリング(TA)処理(非特許文献1)の方法がある。このTA処理によって、ばね限界値が向上する理由としては、時効熱処理の影響が挙げられ、これによって比例限の向上、ヤング率の向上、表面層の窒化による硬化等が考えられている。
【0006】
また、冷間圧延後にストレッチャーレベラー(特許文献1)またはローラーレベラー(特許文献2)加工によって、ステンレス鋼表面層の引張残留応力を低減させ、圧縮残留応力を増加させることでばね限界値を上昇させる方法が報告されている。
【0007】
しかしながら、時効熱処理では、650℃近傍でクロムカーバイトが結晶粒界、双晶、すべり面において析出するため、その近傍では、クロム欠乏層が形成され、鋭敏化が生じる可能性があり、冷間圧延したSUS301やSUS304では耐食性が劣化する。
【0008】
また、通常成形ばねは、ステンレス鋼の板材やコイル材をプレス打ち抜き成形によって対象部品に加工するが、特許文献1および特許文献2に記載されているような、表層に圧縮残留応力が存在するばね用ステンレス鋼では、複雑なプレス成形で反りなどが発生して、要求される形状が得られないことがある。この圧縮残留応力は、ばね材が薄肉化するほどプレス成形後の形状安定性に影響を及ぼす。
【0009】
特許文献1および特許文献2には、ばね用冷間圧延鋼板のばね限界値は、内部応力分布に影響され、表面に圧縮残留応力があればばね限界値は上昇し、引張残留応力があれば、ばね限界値は低下すると記載されている。しかしながら、本発明者がばね用ステンレス鋼の内部応力分布とばね限界値との関連性について詳細に調査したところ、内部応力分布とばね限界値にはなんら関連性はなく、ステンレス鋼表面の引張残留応力を低減させ、圧縮応力を増加させてもばね限界値の上昇は認められなかった。さらに、ばね用冷間圧延鋼板の表面にショットブラスト処理を施して、材料表層の圧縮応力を強制的に増加させても、ばね限界値の上昇は認められなかった。
【0010】
【非特許文献1】住友秀彦ら:材料とプロセス、 2、5(1989)、p1426-1429
【特許文献1】特開2001-335834
【特許文献2】特開平9-314222
【発明の開示】
【発明が解決しようとする課題】
【0011】
従って、本発明の目的は、オーステナイト系ばね用ステンレス鋼の硬さおよび曲げ性を保持したまま、耐食性を劣化させることなく、ばね限界値に優れたばね用冷間圧延鋼板を提供することである。
本発明の他の目的は、上記オーステナイト系ばね用ステンレス鋼板の製造方法を提供することである。
本発明のさらに他の目的は、上記オーステナイト系ばね用ステンレス鋼板で製造されたばねを提供することである。
【課題を解決するための手段】
【0012】
本発明は、以下に示す、オーステナイト系ばね用ステンレス鋼板、その製造方法、及びこれを用いたばねを提供するものである。
1.下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み20μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上、好ましくは550MPa以上、さらに好ましくは700MPa以上
(3)表面及び断面中央部の残留応力<50MPa
2.オーステナイト系ステンレス鋼がSUS301又はSUS304である上記1記載のばね用オーステナイト系ステンレス鋼板。
3.表面及び断面中央部の残留応力<30MPaである上記1又は2記載のばね用オーステナイト系ステンレス鋼板。
4.オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とする上記1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
5.一度通板した鋼板を同一条件下で表裏を逆にして再度通板することを特徴とする上記4記載のばね用オーステナイト系ステンレス鋼板の製造方法。
6.上ロールと下ロールの総本数が5〜25本である上記4又は5記載のばね用オーステナイト系ステンレス鋼板の製造方法。
7.入口側押し込み量が10.0〜0.1mm、出口側押し込み量が5.0〜0.01mmである上記4〜6のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
8.オーステナイト系ステンレス鋼がSUS301又はSUS304である上記4〜7のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
9.上記1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板で製造されたばね。
10.上記4〜8のいずれか1項記載の製造方法で製造されたばね用オーステナイト系ステンレス鋼板で製造されたばね。
【発明の効果】
【0013】
本発明のばね用ステンレス鋼板は、高いばね限界値を有する。また残留応力が低減しているために、プレス成形で反りなどが発生し難く、形状安定性に優れた、板ばね、成形ばねを製造することができる。また、本発明のばね用ステンレス鋼板の製造方法では、従来の650℃近傍での高温時効熱処理のような鋭敏化による耐食性の劣化の問題がない。すなわち、ローラーレベラーを通板させた材料を50℃〜550℃の温度範囲で時効熱処理することで、鋭敏化せず、さらに残留応力が低下し、テンションを付与した熱処理では形状も安定する。
【発明を実施するための最良の形態】
【0014】
本発明の方法は、冷間圧延によって仕上げたオーステナイト系ばね用ステンレス鋼を、極力張力を低下させたローラーレベラーで繰り返し曲げを行い、ステンレス鋼表層を塑性変形させて、残留応力を除去するとともに、板厚中央部よりも表層の硬度を高くし、さらに従来の方法より低温で時効熱処理を行うことによって、材料強度を上昇させ、ばね限界値を向上させたばね用ステンレス鋼板を製造することを特徴とする。
【0015】
ローラーレベラーを通板させることによって、ステンレス鋼内部に存在する残留応力は低減し、さらに、材料表層の硬さは中央部に比べて、ビッカース硬さで10HV(0.1)から40HV(0.1)高くなる。これによって、ばね限界値は、100MPaから400MPa高くすることができる。
【0016】
この表面硬化層の範囲は、表面から板厚の30%程度の範囲であり、表面近傍ほど硬さが高くなる。ただし、硬さの上昇率が小さく、さらに表面近傍に限られていることから、表層の硬さの上昇が耐力などの機械的性質に影響を及ぼすことはない。
【0017】
本発明に使用されるばね用ステンレス鋼とは、オーステナイト系ステンレス鋼を意味し、その具体例としては、SUS301、SUS304等が挙げられる。また、仕上げ冷間圧延とは、JIS G 4313-1996に規定されている、1/2H、3/4H、H、EH、SEH等に調質する圧延を意味している。なお、仕上げ冷間圧延後のテンションレベラーなどの形状矯正の有無は問わない。
【0018】
本発明に用いられるローラーレベラーのロール径は好ましくは100〜10mmφ、さらに好ましくは50〜10mmφである。本発明に用いられるローラーレベラーの具体例を図1に示す。このローラーレベラーは、ロール径15mmφの上ロール9本と下ロール10本を交互配置したロール間を所定の板材が通板する構造になっている。
冷間圧延後または、テンションレベラー通板後の材料には、加工による残留応力が生じており、ローラーレベラーを通板することで、繰り返し曲げが与えられ、残留応力は減少する。さらに、この繰り返し曲げによって、材料表層部のみが塑性変形を受け、板厚中央部よりも表層の硬度が高くなる。
【0019】
本発明に用いられるローラーレベラーは材料に対するロールの押し込み量を任意に設定することができる。なお、形状矯正の機能を持たせるため、この押し込み量は、材料入口側から出口側に徐々に減少させることが好ましい。入口側の押し込み量は好ましくは10.0〜0.1mm、さらに好ましくは5.0〜0.1mmであり、出口側の押し込み量は好ましくは5.0〜0.01mm、さらに好ましくは2.0〜0.01mmである。
【0020】
ローラーレベラーの総ロール本数は、好ましくは5から25本、さらに好ましくは7〜25本である。ローラーレベラーの上ロールと下ロールの総ロール本数が5未満では、ロール本数が少ないため、繰り返し曲げの回数が少なく、材料表層の硬度の上昇効果、形状矯正効果、残留応力低減効果が得られ難い。上ロールと下ロールの総本数の上限は、特にないが、25本程度で十分である。
ローラーレベラーの張力は、できるだけ小さいことが望ましく、ロール駆動でテンションフリーの0kg/mm2〜5kg/mm2、さらに好ましくは3kg/mm2より低い張力の範囲に設定することが好ましい。5kg/mm2を超える張力でのローラーレベラー通板では、材料に残留応力が発生する可能性がある。
ロールピッチは、好ましくは100〜10mm、さらに好ましくは50〜10mmである。
ロール径、ロールの押し込み量、ロール本数、ライン張力、ロールピッチを変えることにより、繰り返し曲げの程度を調整することができる。
【0021】
本発明によれば、ローラーレベラー通板後の材料表面の硬さは、板厚断面中央部の硬さに比べて高くなっている。硬さの測定は、測定荷重を変化させながら、マイクロビッカース硬度計で測定する。測定荷重は例えば、100gf程度の低荷重で良い。
【0022】
板厚中央部の断面硬さの測定は、切断した板材を熱硬化性樹脂に埋め込み、湿式エメリー紙研磨およびバフ研磨によって板材断面を鏡面に仕上げた後、行なう。
本発明によれば、ローラーレベラー通板後の材料表面の硬さは、材料断面中央部に比べて、ビッカース硬さで10HV(0.1)から40HV(0.1)高くなっている。これによって、ばね限界値(Kb0.075)は100MPaから400MPa高くなる。この表面硬化層の範囲は、表層から板厚の30%程度の範囲であり、表面近傍ほど硬さが高くなっている。
【0023】
ただし、表層の硬さの上昇が耐力などの機械的性質に影響を及ぼすことはなく、これは硬さの上昇率が小さく、さらに表面近傍に限られていることが理由として考えられる。材料表層の硬化傾向は、ロールの押し込み量、テンション、ロールピッチによって変化し、ばね限界値の上昇に影響する。
【0024】
ローラーレベラー通板によるばね限界値の向上効果は、一回の通板でも得られるが、その効果は通板面(表裏)で異なる。例えば、図1に示したローラーレベラーで通板すると、材料表面に比べて、裏面のばね限界値の上昇傾向が高い。これは設定したロールの押し込み量が、入口側の方が大きく、入口側上ロールで、最初に材料裏面に最大の引張曲げ加工が与えられ、裏面の受ける塑性変形量が表面に比べて大きいことが原因である。このため、表裏面で均一なばね限界値を得るには、一度通板した材料を同一条件下で表裏を逆にして再通板するか、一回目のローラーレベラーとロール配置が非対称(一回目のローラーレベラーと上下のロール配置が逆)の機構を持つローラーレベラー(例えば、図2に示すもの)を再通板すればよい。
【0025】
本発明で行われる時効熱処理の温度範囲は、50℃〜550℃であり、さらに好ましくは100〜500℃である。50℃より低い温度では所期の目的が達成されず、550℃よりも高い温度では、クロムカーバイトが結晶粒界、双晶、すべり面において析出して、その近傍では、クロム欠乏層が形成され、鋭敏化が生じてしまい耐食性が劣化する。時効熱処理は鋼鈑が目的の温度に到達すれば良く、目的の温度に到達時以降の保持時間は特に限定されない。
【0026】
以下、本発明の代表的な参考例及び実施例を示す。
参考例1
板厚0.2mm、仕上げ冷間圧延が施されたオーステナイト系ステンレス鋼板のSUS301Hを6ロット用い供試材とした。この供試材をテンションレベラー通板(形状矯正)およびローラーレベラー通板してばね限界値、孔食電位、残留応力を測定した。
テンションレベラーは図3に示したものを使用した。レベリングユニットは伸長ユニット、幅方向反り矯正ユニット、長手方向反り矯正ユニットの3つの構造となっている。伸長ユニットは,材料に対して2本の小径ロールを上下から交互に突き上げ,引張曲げを加えることによって、外伸びや中伸びを矯正する。次に、幅方向反り矯正ユニットは,小径ロール1本と大径ロール2本で構成されており,大径ロールで曲げを与えることによって,伸長ユニット内の引張曲げで生じた幅方向の反りを矯正する。最後に,長手方向反り矯正ユニットは、小径ロールを上下に配置し,繰り返し曲げを与えることによって,伸長ユニット内の引張曲げで生じた通板方向の反りを矯正する。
【0027】
ロール径は、伸長ユニットは20mmφ、幅方向反り矯正ユニットは小径ロールを30mmφとし,大径ロールは入り側を150mmφ,出側を200mmφとした。また、長手方向反り矯正ユニットはロール径を30mmφとし、上ロール6本、下ロール7本配置した。押し込み量は,伸長ユニットは3.6mm,幅方向反り矯正ユニットは5.56mmとし,長手方向反り矯正ユニットの入側は0.81mm,出側は0mmとした。通板時の張力は、14kg/mm2とし、通板速度は150m/minとした。
ローラーレベラーは、図1に示すものを使用した。ロール径は15mmφ、上ロールの入口側押し込み量は0.7mm、出口側押し込み量は0.1mmとした(下ロールの設定位置は固定である)。ロール本数は、上ロール9本、下ロール10本であり、テンションフリーのロール駆動(張力0kg/mm2)とし、ロールピッチは上ロール、下ロールとも13mm、通板速度は200mm/秒とした。
【0028】
なお、比較として、板厚0.2mm、仕上げ冷間圧延が施されたSUS301Hをテンションアニーリング処理して上記供試材と同様の特性を評価した。テンションアニーリング処理条件は、窒素雰囲気の炉内で、材料の張力を20kg/mm2、材料到達温度を600℃とし、この到達温度での保持時間を2分間とした。
【0029】
ばね限界値の測定は、JIS H 3130-2006(7.4節)ばね用のベリリウム銅、チタン銅、りん青銅、ニッケル-すず銅及び洋白の板並びに条に記載されているモーメント式試験で行った。
【0030】
図4に6ロットすべての素材、テンションレベラーおよびローラーレベラー通板材の表面硬さとばね限界値(Kb0.075)を示す。表面硬さは、マイクロビッカース硬度計を用い、測定荷重100gfとした。硬さの測定回数は、n=25とし、得られた値の平均値を代表値としてプロットした。また、ばね限界値は測定回数を、n=3として、その平均値を代表値としてプロットした。
【0031】
その結果、素材のばね限界値(Kb0.075)はテンションレベラーを通板することによって、低下することがわかった。一方、材料表面のビッカース硬さHv(0.1)は、テンションレベラー通板前後でほぼ同程度であり、バラつきが大きいことがわかる。
【0032】
つぎに、このテンションレベラーを通板した材料を、ローラーレベラーで通板した。その結果、材料の表裏のばね限界値(Kb0.075)はともに上昇するが、その上昇率は材料裏面の方が大きい。また硬さは、裏面が上昇しているものの、表面はほぼテンションレベラー通板材と同程度である。これは設定したロールの押し込み量が、入口側の方が大きく、入口側上ロールで、最初に材料裏面に最大の引張曲げ加工が与えられ、裏面の受ける塑性変形量が表面に比べて大きいことが原因である。このため、表面の硬さの上昇も認められなかったものと考えられた。
【0033】
そこで、材料の表裏を逆にして、同条件でローラーレベラーを再通板した。その結果、材料の表および裏面ともほぼ同程度のばね限界値(Kb0.075)になり、素材に比べて、約200MPa上昇した。また、表面硬さも、バラつきは大きいものの約15HV(0.1)上昇していた。
【0034】
図4に示した全プロットから、表面硬さとばね限界値には正の相関(相関係数r=0.56)が認められた。また、本発明での硬さの上昇は表層部のみに生じるため、仕上げ冷間圧延で調質された硬さおよび耐力など機械的性質に影響を与える程度ではない。
【0035】
なお、比較として、板厚0.2mm、 SUS301Hをテンションアニーリング処理した試験材のばね限界値を測定した結果、475MPaとなり、ローラーレベラー通板後、表裏を逆にして、再通板した試験材とほぼ同程度のばね限界値になることがわかった。
【0036】
図5に残留応力測定結果を示す。残留応力の測定方法は、40℃の塩化第二鉄を用いて、スプレーによる噴霧方式によって、試験片の片面表層を徐々にエッチングしながら、板厚と、試験片の反り量から求めた。
素材の仕上げ冷間圧延が施されたSUS301Hには表層に300MPaの引張応力が存在し、この材料を、テンションレベラー通板すると、材料表層には800MPaの圧縮応力が生じる。このように、素材表層の引張残留応力を低減させ、圧縮残留応力を増加させても、図4に示したように、ばね限界値は低いままである。
この材料をテンションアニーリング処理すると、表層の圧縮残留応力は急激に低下し、150MPa程度になる。
一方、テンションレベラー通板材をローラーレベラー通板し、さらに表裏を逆にして再通板すると、表層および板厚中央部とも残留応力はほとんど存在しなくなる。このように、残留応力低減には、ローラーレベラー通板はテンションアニーリング処理よりも効果がある。
【0037】
図6に孔食電位測定結果を示す。孔食電位の測定方法は、JIS G 0577に準じて行なった。素材301Hをテンションレベラー通板しても、またテンションレベラー通板材をローラーレベラー通板し、さらに表裏を逆にして、再通板しても孔食電位には変化は認められなかったが、テンションレベラー通板材をテンションアニーリング通板すると、孔食電位は約50mV低下する。
このように、テンションアニーリング処理では、クロムカーバイトが結晶粒界、双晶、すべり面において析出するため、その近傍では、クロム欠乏層が形成され、鋭敏化が生じ、耐孔食性が劣化したと考えられる。
【0038】
参考例2
板厚0.2mmおよび板厚0.6mmのSUS301Hを供試材とした。この供試材をローラーレベラーで一回通板した材料と、表裏を逆にして、再度同条件で通板させた材料(二回通板)とを作製して、ばね限界値を測定した。なお、ローラーレベラーの通板条件は、板厚0.2mmのSUS301Hでは、入口側押し込み量をδ入=0.9mm、出口側押し込み量をδ出=0.1mmとし、板厚0.6mmのSUS301Hでは入口側押し込み量をδ入=0.7mm、出口側押し込み量をδ出=0.1mmとした。なお、ロール径、および張力は参考例1と同様である。表1にばね限界値測定結果を示す。
【0039】
表1 供試材の通板条件およびばね限界値測定結果
このように、SUS301鋼の板厚、ロールの押し込み量を変化させても、ローラーレベラーを通板することでばね限界値を上昇させることができる。
【0040】
参考例3
仕上げ冷間圧延が施されたSUS304 3/4Hと仕上げ冷間圧延後にテンションレベラーで形状矯正が施されたSUS304 3/4Hを供試材とした。板厚はともに0.15mmである。この供試材をローラーレベラーで一回通板した材料と、表裏を逆にして、再度同条件でローラーレベラーを通板した材料(二回通板)とを作製してばね限界値を測定した。ローラーレベラーの通板条件は参考例1と同様である。表2にばね限界値測定結果を示す。
このように、形状矯正の有無にかかわらず、ローラーレベラーを施すことでばね限界値を上昇させることができる。
【0041】
表2 供試材と通板条件の詳細およびばね限界値測定結果
【0042】
実施例1
仕上げ冷間圧延が施されたSUS301Hを供試材とした。ローラーレベラーの通板条件は、入口側押し込み量をδ入=0.9mm、出口側押し込み量をδ出=0.1mmとした。また、ロール径、および張力は参考例1と同様である。板厚は0.2mmである。この供試材をローラーレベラーで一回通板後、表裏を逆にして、再度同条件でローラーレベラーを通板した。さらに、ローラーレベラーで2回通板した材料を、ボックス炉を使用して、所定の温度(目標温度100〜1000℃、昇温時間1分)に材温が到達後、すぐに空冷してばね限界値を測定した。
【0043】
図7に冷間圧延材とローラーレベラー材のばね限界値に及ぼす加熱温度の影響を示す。ばね限界値は測定回数をn=2とし、表面と裏面から得られた値の平均値をプロットした。ローラーレベラー材は、550℃まではローラーレベラー加工と熱処理の相乗効果が現れ、冷間圧延材と比べて、ばね限界値が約100MPaほど高くなる。また、800℃までは加熱温度が上昇するほど、ばね限界値が上昇した。この800℃で最もばね限界値が高くなる原因は、Cr炭化物やCr窒化物などの析出物の発生量が800℃で最も多いためと考えられる。
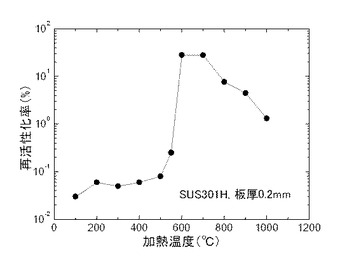
【0044】
図8に熱処理後の鋭敏化度(再活性化率)を示す。電気化学的再活性化率の測定はJIS G 0580に準じて行った。600℃以上で再活性化率が急激に上昇し、鋭敏化することが確認され、鋭敏化を発生させずにローラーレベラー加工と熱処理の相乗効果が得られる熱処理条件は550℃までと考えられた。
【図面の簡単な説明】
【0045】
【図1】参考例及び実施例に用いたローラーレベラーの概略図である。
【図2】一回目のローラーレベラーとロール配置が非対称(一回目のローラーレベラーと上下のロール配置が逆)の機構を持つローラーレベラーの概略図である。
【図3】テンションレベラーのレベリングユニットの概略図である。
【図4】板厚0.2mm、仕上げ冷間圧延を施されたSUS301H、6ロットのテンションレベラー通板(形状矯正)後およびローラーレベラー通板後の表面硬さおよびばね限界値を示すグラフである。
【図5】残留応力測定結果を示すグラフである。
【図6】孔食電位測定結果を示すグラフである。
【図7】板厚0.2mm,仕上げ冷間圧延されたSUS301Hをローラーレベラー通板することなく、時効熱処理した際の加熱処理温度と熱処理後のばね限界値との関係(■)、及び板厚0.2mm,仕上げ冷間圧延されたSUS301Hをローラーレベラー通板後、時効熱処理した際の加熱処理温度と熱処理後のばね限界値との関係(○)を示すグラフである。
【図8】板厚0.2mm,仕上げ冷間圧延されたSUS301Hを、時効熱処理した際の加熱処理温度と熱処理後の鋭敏化度(再活性化率(%))の関係を示すグラフである。
【特許請求の範囲】
【請求項1】
下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み20μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上
(3)表面及び断面中央部の残留応力<50MPa
【請求項2】
オーステナイト系ステンレス鋼がSUS301又はSUS304である請求項1記載のばね用オーステナイト系ステンレス鋼板。
【請求項3】
表面及び断面中央部の残留応力<30MPaである請求項1又は2記載のばね用オーステナイト系ステンレス鋼板。
【請求項4】
オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とする請求項1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項5】
一度通板した鋼板を同一条件下で表裏を逆にして再度通板することを特徴とする請求項4記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項6】
上ロールと下ロールの総本数が5〜25本である請求項4又は5記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項7】
入口側押し込み量が10.0〜0.1mm、出口側押し込み量が5.0〜0.01mmである請求項4〜6のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項8】
オーステナイト系ステンレス鋼がSUS301又はSUS304である請求項4〜7のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項9】
請求項1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板で製造されたばね。
【請求項10】
請求項4〜8のいずれか1項記載の製造方法で製造されたばね用オーステナイト系ステンレス鋼板で製造されたばね。
【請求項1】
下記の特性を有するばね用オーステナイト系ステンレス鋼板:
(1)厚み20μm〜800μm
(2)ばね限界値(Kb0.075)400MPa以上
(3)表面及び断面中央部の残留応力<50MPa
【請求項2】
オーステナイト系ステンレス鋼がSUS301又はSUS304である請求項1記載のばね用オーステナイト系ステンレス鋼板。
【請求項3】
表面及び断面中央部の残留応力<30MPaである請求項1又は2記載のばね用オーステナイト系ステンレス鋼板。
【請求項4】
オーステナイト系ステンレス鋼板を、上ロールと下ロールを有するローラーレベラーに、0kg/mm2〜5kg/mm2の張力下で通板させる工程、及び通板した鋼鈑を50℃〜550℃の温度範囲内で時効熱処理する工程を含むことを特徴とする請求項1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項5】
一度通板した鋼板を同一条件下で表裏を逆にして再度通板することを特徴とする請求項4記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項6】
上ロールと下ロールの総本数が5〜25本である請求項4又は5記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項7】
入口側押し込み量が10.0〜0.1mm、出口側押し込み量が5.0〜0.01mmである請求項4〜6のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項8】
オーステナイト系ステンレス鋼がSUS301又はSUS304である請求項4〜7のいずれか1項記載のばね用オーステナイト系ステンレス鋼板の製造方法。
【請求項9】
請求項1〜3のいずれか1項記載のばね用オーステナイト系ステンレス鋼板で製造されたばね。
【請求項10】
請求項4〜8のいずれか1項記載の製造方法で製造されたばね用オーステナイト系ステンレス鋼板で製造されたばね。
【図3】


【図4】
【図5】
【図6】
【図7】
【図8】
【図1】
【図2】

【図4】
【図5】
【図6】
【図7】
【図8】
【図1】
【図2】
【公開番号】特開2010−144231(P2010−144231A)
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願番号】特願2008−324283(P2008−324283)
【出願日】平成20年12月19日(2008.12.19)
【出願人】(000230869)日本金属株式会社 (29)
【Fターム(参考)】
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願日】平成20年12月19日(2008.12.19)
【出願人】(000230869)日本金属株式会社 (29)
【Fターム(参考)】
[ Back to top ]