
ひねり包装体
【技術課題】衛生的で地球環境問題、省資源に寄与することができると共に、残留溶剤臭が発生しない飴等のひねり包装体を提供する。
【解決手段】ひねり特性を有するフィルム11と、水性グラビアインキ層13と、水性AC剤層14により貼り合せた押出し低密度ポリエチレン12でひねり包装体10を構成する。上記構成において、前記ひねり特性を有するフィルムとして、セロファン、防湿コートセロファン、一軸延伸ポリオレフィンフィルム、二軸延伸ポリオレフィンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレンフィルム、ポリカーボネイトフィルム、アルミ箔の何れかを用いる。
【解決手段】ひねり特性を有するフィルム11と、水性グラビアインキ層13と、水性AC剤層14により貼り合せた押出し低密度ポリエチレン12でひねり包装体10を構成する。上記構成において、前記ひねり特性を有するフィルムとして、セロファン、防湿コートセロファン、一軸延伸ポリオレフィンフィルム、二軸延伸ポリオレフィンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレンフィルム、ポリカーボネイトフィルム、アルミ箔の何れかを用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ひねり包装体であって、意匠性を高めるために施されるグラビア印刷インキが間接、直接的に内容物(飴、チョコレート等)に接触しないように工夫することで衛生的となし、更に印刷、貼り合せ加工時の残留溶剤臭を大きく低減することにより、商品性を高めたひねり包装体に関するものである。
【背景技術】
【0002】
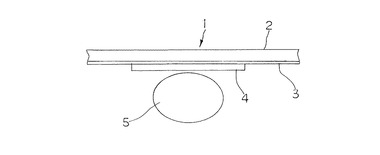
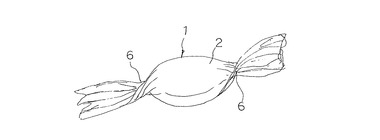
従来のひねり包装体1は、図2に示すように、ひねり特性を有する例えば300g/m2の防湿コートセロハン2の内面に油性のグラビアインキ印刷層3を形成し、更にこの印刷層3の内面にストライプ状に未延伸ポリプロピレンフィルム4を重ね合わせたものが一般に用いられており、例えば飴5のひねり包装体においては、図3に示すように、前記未延伸ポリプロピレンフィルム4の面のところに飴5を置き、この飴5の両サイドにひねり6を加えた形態である。
また、その他のひねり包装体としては、次のようなものが知られている。
1.油性グラビア表刷り印刷/防湿コートセロハン(300g/m2)
2.防湿コートセロハン(300g/m2)/油性グラビア裏刷り印刷/重ね合わせ/ス トライプ乳白CPPフィルム(25μ)
3.セロハン(300g/m2)/油性グラビア裏刷り印刷/ワックスラミ/ストライプ 状アルミ箔(7μ)
4.油性グラビア表刷り印刷/一軸延伸ポリエチレンフィルム(25μ)
5.一軸延伸ポリエチレンフィルム(25μ)/油性グラビア裏刷り印刷/重ね合わせ/ ストライプ乳白CPPフィルム(#25μ)
6.油性グラビア表刷り印刷/延伸ポリエステルフィルム(#12)
上記従来の上記ひねり包装体1の場合、油性グラビアインキと飴とが直接接触しない ように、飴の部分にのみストライプ状の乳白CPPフィルムが重ね合わせられているだ けであって、一切貼り合わせられてはいない。
【0003】
そして、ひねり特性を有するフィルムとしては、セロハン、防湿コートセロハン、一軸延伸ポリエチレンフィルム、二軸延伸ポリエチレンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレン、ポリカーボネイトフィルム等が一般に用いられている。
しかし、これらのひねり特性を有する包装体は、表印刷を行ってこれをロール状に巻き取ると、表印刷面と内容物が直接接触する裏面(内面)とが接触し、印刷インキが裏面に移行することによって衛生的な問題がある。
【0004】
また、裏刷りを行い内容物がフィルムと接触する部分のみストライプ状の乳白CPPフィルムを重ねて包装する方法もあるが、この場合、ひねりを行う両サイドはインキ部分が露出しており、内容物と接触する危険性があると共に、消費者が食するとき口でひねり包装体を剥く場合もあり、このときは、インキ面が直接口と接触し、同じように衛生的な問題がある。
そこで、ひねり特性フィルムの内面全体に乳白CPPフィルムを重ねあわせることも考えられるが、このようにするとひねり特性が損なわれることになり、自動機を使用した場合にひねり速度が極端に遅くなったり、一旦ひねりを加えてもひねりが緩んでしまうという問題がある。
また、ひねり包装(個包装)したものを外袋にまとめて充填密封包装すると、油性グラビア印刷がされていると残留溶剤臭が外袋内に充満してこの臭気が問題になる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、ひねり特性を保持したまま、直接、間接的に印刷インキが内容物(更には消費者が食する時、口)に接触せず、更に外袋内にインキ及び接着剤から発生する残留溶剤臭が充満しない衛生的で環境にもやさしいひねり包装体を提供することである。
【課題を解決するための手段】
【0006】
上記目的を達成するため、請求項1に記載の発明においては、ひねり包装体において、ひねり特性を有するフィルムと、このフィルムの内面に貼り合せた熱可塑性樹脂フィルムから成ることを特徴とするものである。
【0007】
更に、請求項2に記載の発明においては、請求項1に記載のひねり包装体において、前記ひねり特性を有するフィルムに水性グラビアインキを用いて裏刷り印刷、又は表刷り印刷を行って成ることを特徴とするものである。
【0008】
更に、請求項3に記載の発明においては、請求項1又は2に記載のひねり包装体において、前記ひねり特性を有するフィルムとして、セロファン、防湿コートセロファン、一軸延伸ポリオレフィンフィルム、二軸延伸ポリオレフィンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレンフィルム、ポリカーボネイトフィルム、アルミ箔の何れかが用いられていることを特徴とするものである。
【0009】
更に、請求項4に記載の発明においては、請求項1〜3の何れか1項に記載のひねり包装体において、前記熱可塑性樹脂フィルムとして、3〜25μから成るポリオレフィン樹脂フィルム又はポリ乳酸樹脂フィルムが用いられていることを特徴とするものである。
【0010】
更に、請求項5に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したものを水性型接着剤を用いてドライラミネート方式で貼り合わせて成ることを特徴とするものである。
【0011】
更に、請求項6に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したフィルムを無溶剤型接着剤を用いたドライラミネート方式で貼り合わせて成ることを特徴とするものである。
【0012】
更に、請求項7に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせて成ることを特徴とするものである。
【0013】
更に、請求項8に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせる時、接着性極性付与樹脂を用いて貼り合わせて成ることを特徴とするものである。
【0014】
更に、請求項9に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら水性接着剤で貼り合わせることを特徴とするものである。
【0015】
更に、請求項10に記載の発明においては、請求項1〜9の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムに貼り合せる熱可塑性樹脂フィルムにおいて、内容物と接触する面に凹凸状のマット状加工を施すことにより、内容物との離型性を高めて成ることを特徴とするものである。
【発明の効果】
【0016】
1.ひねり特性フィルムの内面に熱可塑性樹脂フィルムが貼り合せてあり、然も印刷イン キ及びアンカーコート剤に溶剤系を使用していないため、間接、直接的に内容物に、更 には口に印刷インキ面が接触しないため衛生的である。
2.水性インキ、無溶剤型接着剤、接着性極性付与樹脂、水性アンカーコート剤を使用す ることにより残留溶剤臭が大きく低減できて衛生的であると共に、商品価値が向上する 。
3.ひねり特性が保持されたままなので、生産性(ひねり速度)を低下させない。
4.ひねり特性を有するフィルムに熱可塑性樹脂フィルムを貼り合せる為、フィルム強度 が向上する。特にセロハン系のひねり特性フィルムの使用は、冬季の低温で乾燥すると フィルムがもろくなり、ひねり包装するとき、更には内容物を取り出すとき、フィルム が割れたり、引き裂かれたりするが、貼り合せる事により破れたフィルムが誤って口の 中に入ったりするのを防止できる。
5.飴などの内容物が吸湿し表面が溶けてフィルムに密着しても剥がれ易い。
6.印刷及び貼り合わせするとき有機溶剤が80%以上削減できるため、地球温暖化防止 、省資源、省エネルギー等の観点から好ましいひねり包装体を提供できる。
【発明を実施するための最良の形態】
【0017】
本発明は、ひねり特性を有するフィルムに熱可塑性樹脂フィルムを全面に貼り合わせ、間接、直接的に内容物、更には消費者が食する時、口でひねり包装体を剥いてもインキ面が接触しないようにしたひねり包装体である。
この時、ひねり特性を保持するために貼り合せる熱可塑性樹脂フィルムの厚さを3μから25μに限定した。この範囲を超えると、破れ易くなったり、ひねり特性に悪い影響が出る。
また、ひねり包装体には、通常その意匠性を高めるためにグラビア印刷を施すが、この時、水性グラビアインキを用い、更に無溶剤型の接着剤、アンカーコート剤を使用することにより、臭気問題を解決することができる。
【0018】
本発明のひねり包装体におけるひねり特性フィルムとしては、例えばセロハン、防湿コートセロハン、一軸延伸ポリエチレン、二軸延伸ポリエチレン、ポリエステル、ポリ乳酸、スチレン、ポリカーボネイト等をそのまま使用できる。
残留溶剤臭を無くすために貼り合せる方法としては 水性型接着剤を用いたドライラミネート方式がある。
更に、残留溶剤臭を無くす方法としては、無溶剤型接着剤を用いたドライラミネート方式がある。この無溶剤型接着剤を用いたドライラミネート方式を用いると、接着剤コート後の溶剤を除去するための熱風による乾燥工程が不要になることから、加工速度を大幅に上げることが可能であると共に、乾燥エネルギー(熱風)が不要なため、省エネルギー化が可能である。
【0019】
貼り合せる方法としては、熱可塑性樹脂(ポリオレフィン樹脂、ポリ乳酸)を押出しラミネート方式でフィルム状に押出しながら貼り合せる方法がある。
この時、熱可塑性樹脂として接着性極性付与樹脂を用いて接着剤(アンカーコート剤)無しでラミネートを行うか、水性アンカーコート剤を用いることにより、残留溶剤の問題を解決することができる。
飴などの内容物が吸湿して表面が溶けてフィルム内面と密着しても離れやすくするために貼り合せる熱可塑性樹脂フィルムの内面に凹凸のマット状加工を行うと良い。
【実施例1】
【0020】
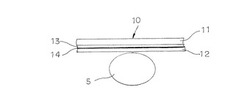
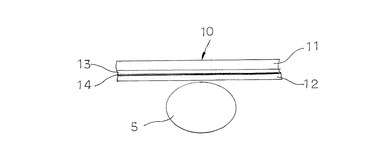
図1に本発明に係るひねり包装体10を示す。11はひねり特性フィルム、12は押出し低密度ポリエチレン、13は水性グラビアインキ層、14は水性AC(アンカーコート)剤層、5はひねり包装対象となる飴である。
具体的には、外面から、防湿コートセロハン(300g/m2)11/水性グラビアインキ層13/水性AC剤層14/押出し低密度ポリエチレン(5μ)12から成るひねり包装体10を得た。
更に具体的には、フタムラ化学株式会社製 防湿コートセロハン(300g/m2)11に東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に東洋モートン株式会社製〔AW605〕水性アンカーコート剤層14をコートして、プライムポリマー社製〔1950P〕低密度ポリエチレン(5μ)12を貼り合せたひねり包装体10とした。
【実施例2】
【0021】
外面から、防湿コートセロハン(300g/m2)11/水性グラビアインキ13/接着性極性付与樹脂(10μ)12のひねり包装体10を得た。
更に具体的には、フタムラ化学株式会社製 防湿コートセロハン(300g/m2)11に東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に三井・デュポン株式会社製〔AN4231C〕接着性極性樹脂(10μ)12をアンカーコート剤無しで貼り合せたひねり包装体10とした。
【実施例3】
【0022】
外面から、一軸延伸ポリエチレン(16μ)11/水性グラビアインキ13/無溶剤型接着剤14/ポリ乳酸フィルム(15μ)12のひねり包装体10を得た。
更に具体的には、電気化学株式会社製 カラリアンY(16μ)11に、東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に東洋モートン株式会社製〔ADN369A/B〕の無溶剤型接着剤14でドライラミネート方式でユニチカ株式会社製 ポリ乳酸フィルムテラマック(15μ)12を貼り合せたひねり包装体10とした。
【実施例4】
【0023】
外面から、延伸ポリエステルフィルム(4.5μ)11/水性グラビアインキ13/無溶剤型接着剤14/一軸延伸ポリエチレン(18μ)12のひねり包装体10を得た。
更に具体的には、東洋紡製株式会社製 延伸ポリエステルフィルム(4.5μ)11に東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に東洋モートン株式会社製〔ADN369A/B〕の無溶剤型接着剤14でドライラミネート方式で三井化学ファブロ株式会社製 一軸延伸ポリエチレンハイブロン(#25μ)12を貼り合せたひねり包装体とした。
【実施例5】
【0024】
外面から、防湿コートセロハン(300g/m2)11/水性グラビアインキ13/接着性極性付与樹脂(5μ)14/アルミ箔(7μ)12のひねり包装体10を得た。
更に具体的には、フタムラ化学株式会社製 防湿コートセロハン(300g/m2)11に、東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面にアルミ箔を三井・デュポン株式会社製 接着性極性付与樹脂〔AN4231C樹脂〕(5μ)14を介してアルミ箔12を貼り合せたひねり包装体10とした。
【産業上の利用可能性】
【0025】
飴、チョコレート等の固形物のひねり包装体。
【図面の簡単な説明】
【0026】
【図1】本発明に係る包装体の断面図
【図2】ひねり包装体の説明図
【図3】飴をひねり包装した状態の説明図
【符号の説明】
【0027】
10 ひねり包装体
11 ひねり特性フィルム
12 押出し低密度ポリエチレン
13 水性グラビアインキ層
14 水性AC(アンカーコート)剤層
【技術分野】
【0001】
本発明は、ひねり包装体であって、意匠性を高めるために施されるグラビア印刷インキが間接、直接的に内容物(飴、チョコレート等)に接触しないように工夫することで衛生的となし、更に印刷、貼り合せ加工時の残留溶剤臭を大きく低減することにより、商品性を高めたひねり包装体に関するものである。
【背景技術】
【0002】
従来のひねり包装体1は、図2に示すように、ひねり特性を有する例えば300g/m2の防湿コートセロハン2の内面に油性のグラビアインキ印刷層3を形成し、更にこの印刷層3の内面にストライプ状に未延伸ポリプロピレンフィルム4を重ね合わせたものが一般に用いられており、例えば飴5のひねり包装体においては、図3に示すように、前記未延伸ポリプロピレンフィルム4の面のところに飴5を置き、この飴5の両サイドにひねり6を加えた形態である。
また、その他のひねり包装体としては、次のようなものが知られている。
1.油性グラビア表刷り印刷/防湿コートセロハン(300g/m2)
2.防湿コートセロハン(300g/m2)/油性グラビア裏刷り印刷/重ね合わせ/ス トライプ乳白CPPフィルム(25μ)
3.セロハン(300g/m2)/油性グラビア裏刷り印刷/ワックスラミ/ストライプ 状アルミ箔(7μ)
4.油性グラビア表刷り印刷/一軸延伸ポリエチレンフィルム(25μ)
5.一軸延伸ポリエチレンフィルム(25μ)/油性グラビア裏刷り印刷/重ね合わせ/ ストライプ乳白CPPフィルム(#25μ)
6.油性グラビア表刷り印刷/延伸ポリエステルフィルム(#12)
上記従来の上記ひねり包装体1の場合、油性グラビアインキと飴とが直接接触しない ように、飴の部分にのみストライプ状の乳白CPPフィルムが重ね合わせられているだ けであって、一切貼り合わせられてはいない。
【0003】
そして、ひねり特性を有するフィルムとしては、セロハン、防湿コートセロハン、一軸延伸ポリエチレンフィルム、二軸延伸ポリエチレンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレン、ポリカーボネイトフィルム等が一般に用いられている。
しかし、これらのひねり特性を有する包装体は、表印刷を行ってこれをロール状に巻き取ると、表印刷面と内容物が直接接触する裏面(内面)とが接触し、印刷インキが裏面に移行することによって衛生的な問題がある。
【0004】
また、裏刷りを行い内容物がフィルムと接触する部分のみストライプ状の乳白CPPフィルムを重ねて包装する方法もあるが、この場合、ひねりを行う両サイドはインキ部分が露出しており、内容物と接触する危険性があると共に、消費者が食するとき口でひねり包装体を剥く場合もあり、このときは、インキ面が直接口と接触し、同じように衛生的な問題がある。
そこで、ひねり特性フィルムの内面全体に乳白CPPフィルムを重ねあわせることも考えられるが、このようにするとひねり特性が損なわれることになり、自動機を使用した場合にひねり速度が極端に遅くなったり、一旦ひねりを加えてもひねりが緩んでしまうという問題がある。
また、ひねり包装(個包装)したものを外袋にまとめて充填密封包装すると、油性グラビア印刷がされていると残留溶剤臭が外袋内に充満してこの臭気が問題になる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、ひねり特性を保持したまま、直接、間接的に印刷インキが内容物(更には消費者が食する時、口)に接触せず、更に外袋内にインキ及び接着剤から発生する残留溶剤臭が充満しない衛生的で環境にもやさしいひねり包装体を提供することである。
【課題を解決するための手段】
【0006】
上記目的を達成するため、請求項1に記載の発明においては、ひねり包装体において、ひねり特性を有するフィルムと、このフィルムの内面に貼り合せた熱可塑性樹脂フィルムから成ることを特徴とするものである。
【0007】
更に、請求項2に記載の発明においては、請求項1に記載のひねり包装体において、前記ひねり特性を有するフィルムに水性グラビアインキを用いて裏刷り印刷、又は表刷り印刷を行って成ることを特徴とするものである。
【0008】
更に、請求項3に記載の発明においては、請求項1又は2に記載のひねり包装体において、前記ひねり特性を有するフィルムとして、セロファン、防湿コートセロファン、一軸延伸ポリオレフィンフィルム、二軸延伸ポリオレフィンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレンフィルム、ポリカーボネイトフィルム、アルミ箔の何れかが用いられていることを特徴とするものである。
【0009】
更に、請求項4に記載の発明においては、請求項1〜3の何れか1項に記載のひねり包装体において、前記熱可塑性樹脂フィルムとして、3〜25μから成るポリオレフィン樹脂フィルム又はポリ乳酸樹脂フィルムが用いられていることを特徴とするものである。
【0010】
更に、請求項5に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したものを水性型接着剤を用いてドライラミネート方式で貼り合わせて成ることを特徴とするものである。
【0011】
更に、請求項6に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したフィルムを無溶剤型接着剤を用いたドライラミネート方式で貼り合わせて成ることを特徴とするものである。
【0012】
更に、請求項7に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせて成ることを特徴とするものである。
【0013】
更に、請求項8に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせる時、接着性極性付与樹脂を用いて貼り合わせて成ることを特徴とするものである。
【0014】
更に、請求項9に記載の発明においては、請求項1〜4の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら水性接着剤で貼り合わせることを特徴とするものである。
【0015】
更に、請求項10に記載の発明においては、請求項1〜9の何れか1項に記載のひねり包装体において、前記ひねり特性を有するフィルムに貼り合せる熱可塑性樹脂フィルムにおいて、内容物と接触する面に凹凸状のマット状加工を施すことにより、内容物との離型性を高めて成ることを特徴とするものである。
【発明の効果】
【0016】
1.ひねり特性フィルムの内面に熱可塑性樹脂フィルムが貼り合せてあり、然も印刷イン キ及びアンカーコート剤に溶剤系を使用していないため、間接、直接的に内容物に、更 には口に印刷インキ面が接触しないため衛生的である。
2.水性インキ、無溶剤型接着剤、接着性極性付与樹脂、水性アンカーコート剤を使用す ることにより残留溶剤臭が大きく低減できて衛生的であると共に、商品価値が向上する 。
3.ひねり特性が保持されたままなので、生産性(ひねり速度)を低下させない。
4.ひねり特性を有するフィルムに熱可塑性樹脂フィルムを貼り合せる為、フィルム強度 が向上する。特にセロハン系のひねり特性フィルムの使用は、冬季の低温で乾燥すると フィルムがもろくなり、ひねり包装するとき、更には内容物を取り出すとき、フィルム が割れたり、引き裂かれたりするが、貼り合せる事により破れたフィルムが誤って口の 中に入ったりするのを防止できる。
5.飴などの内容物が吸湿し表面が溶けてフィルムに密着しても剥がれ易い。
6.印刷及び貼り合わせするとき有機溶剤が80%以上削減できるため、地球温暖化防止 、省資源、省エネルギー等の観点から好ましいひねり包装体を提供できる。
【発明を実施するための最良の形態】
【0017】
本発明は、ひねり特性を有するフィルムに熱可塑性樹脂フィルムを全面に貼り合わせ、間接、直接的に内容物、更には消費者が食する時、口でひねり包装体を剥いてもインキ面が接触しないようにしたひねり包装体である。
この時、ひねり特性を保持するために貼り合せる熱可塑性樹脂フィルムの厚さを3μから25μに限定した。この範囲を超えると、破れ易くなったり、ひねり特性に悪い影響が出る。
また、ひねり包装体には、通常その意匠性を高めるためにグラビア印刷を施すが、この時、水性グラビアインキを用い、更に無溶剤型の接着剤、アンカーコート剤を使用することにより、臭気問題を解決することができる。
【0018】
本発明のひねり包装体におけるひねり特性フィルムとしては、例えばセロハン、防湿コートセロハン、一軸延伸ポリエチレン、二軸延伸ポリエチレン、ポリエステル、ポリ乳酸、スチレン、ポリカーボネイト等をそのまま使用できる。
残留溶剤臭を無くすために貼り合せる方法としては 水性型接着剤を用いたドライラミネート方式がある。
更に、残留溶剤臭を無くす方法としては、無溶剤型接着剤を用いたドライラミネート方式がある。この無溶剤型接着剤を用いたドライラミネート方式を用いると、接着剤コート後の溶剤を除去するための熱風による乾燥工程が不要になることから、加工速度を大幅に上げることが可能であると共に、乾燥エネルギー(熱風)が不要なため、省エネルギー化が可能である。
【0019】
貼り合せる方法としては、熱可塑性樹脂(ポリオレフィン樹脂、ポリ乳酸)を押出しラミネート方式でフィルム状に押出しながら貼り合せる方法がある。
この時、熱可塑性樹脂として接着性極性付与樹脂を用いて接着剤(アンカーコート剤)無しでラミネートを行うか、水性アンカーコート剤を用いることにより、残留溶剤の問題を解決することができる。
飴などの内容物が吸湿して表面が溶けてフィルム内面と密着しても離れやすくするために貼り合せる熱可塑性樹脂フィルムの内面に凹凸のマット状加工を行うと良い。
【実施例1】
【0020】
図1に本発明に係るひねり包装体10を示す。11はひねり特性フィルム、12は押出し低密度ポリエチレン、13は水性グラビアインキ層、14は水性AC(アンカーコート)剤層、5はひねり包装対象となる飴である。
具体的には、外面から、防湿コートセロハン(300g/m2)11/水性グラビアインキ層13/水性AC剤層14/押出し低密度ポリエチレン(5μ)12から成るひねり包装体10を得た。
更に具体的には、フタムラ化学株式会社製 防湿コートセロハン(300g/m2)11に東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に東洋モートン株式会社製〔AW605〕水性アンカーコート剤層14をコートして、プライムポリマー社製〔1950P〕低密度ポリエチレン(5μ)12を貼り合せたひねり包装体10とした。
【実施例2】
【0021】
外面から、防湿コートセロハン(300g/m2)11/水性グラビアインキ13/接着性極性付与樹脂(10μ)12のひねり包装体10を得た。
更に具体的には、フタムラ化学株式会社製 防湿コートセロハン(300g/m2)11に東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に三井・デュポン株式会社製〔AN4231C〕接着性極性樹脂(10μ)12をアンカーコート剤無しで貼り合せたひねり包装体10とした。
【実施例3】
【0022】
外面から、一軸延伸ポリエチレン(16μ)11/水性グラビアインキ13/無溶剤型接着剤14/ポリ乳酸フィルム(15μ)12のひねり包装体10を得た。
更に具体的には、電気化学株式会社製 カラリアンY(16μ)11に、東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に東洋モートン株式会社製〔ADN369A/B〕の無溶剤型接着剤14でドライラミネート方式でユニチカ株式会社製 ポリ乳酸フィルムテラマック(15μ)12を貼り合せたひねり包装体10とした。
【実施例4】
【0023】
外面から、延伸ポリエステルフィルム(4.5μ)11/水性グラビアインキ13/無溶剤型接着剤14/一軸延伸ポリエチレン(18μ)12のひねり包装体10を得た。
更に具体的には、東洋紡製株式会社製 延伸ポリエステルフィルム(4.5μ)11に東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面に東洋モートン株式会社製〔ADN369A/B〕の無溶剤型接着剤14でドライラミネート方式で三井化学ファブロ株式会社製 一軸延伸ポリエチレンハイブロン(#25μ)12を貼り合せたひねり包装体とした。
【実施例5】
【0024】
外面から、防湿コートセロハン(300g/m2)11/水性グラビアインキ13/接着性極性付与樹脂(5μ)14/アルミ箔(7μ)12のひねり包装体10を得た。
更に具体的には、フタムラ化学株式会社製 防湿コートセロハン(300g/m2)11に、東洋インキ製造株式会社製 水性グラビアインキ〔アクワエコールJW224〕13で裏刷りを行い、インキ面にアルミ箔を三井・デュポン株式会社製 接着性極性付与樹脂〔AN4231C樹脂〕(5μ)14を介してアルミ箔12を貼り合せたひねり包装体10とした。
【産業上の利用可能性】
【0025】
飴、チョコレート等の固形物のひねり包装体。
【図面の簡単な説明】
【0026】
【図1】本発明に係る包装体の断面図
【図2】ひねり包装体の説明図
【図3】飴をひねり包装した状態の説明図
【符号の説明】
【0027】
10 ひねり包装体
11 ひねり特性フィルム
12 押出し低密度ポリエチレン
13 水性グラビアインキ層
14 水性AC(アンカーコート)剤層
【特許請求の範囲】
【請求項1】
ひねり特性を有するフィルムと、このフィルムの内面に貼り合せた熱可塑性樹脂フィルムから成るひねり包装体。
【請求項2】
前記ひねり特性を有するフィルムに水性グラビアインキを用いて裏刷り印刷、又は表刷り印刷を行って成る請求項1に記載のひねり包装体。
【請求項3】
前記ひねり特性を有するフィルムとして、セロファン、防湿コートセロファン、一軸延伸ポリオレフィンフィルム、二軸延伸ポリオレフィンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレンフィルム、ポリカーボネイトフィルム、アルミ箔の何れかが用いられていることを特徴とする請求項1又は2に記載のひねり包装体。
【請求項4】
前記熱可塑性樹脂フィルムとして、3〜25μから成るポリオレフィン樹脂フィルム又はポリ乳酸樹脂フィルムが用いられていることを特徴とする請求項1〜3の何れか1項に記載のひねり包装体。
【請求項5】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したものを水性型接着剤を用いてドライラミネート方式で貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項6】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したフィルムを無溶剤型接着剤を用いたドライラミネート方式で貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項7】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項8】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせる時、接着性極性付与樹脂を用いて貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項9】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら水性接着剤で貼り合わせる請求項1〜4の何れか1項に記載のひねり包装体。
【請求項10】
前記ひねり特性を有するフィルムに貼り合せる熱可塑性樹脂フィルムにおいて、内容物と接触する面に凹凸状のマット状加工を施すことにより、内容物との離型性を高めて成る請求項1〜9の何れか1項に記載のひねり包装体。
【請求項1】
ひねり特性を有するフィルムと、このフィルムの内面に貼り合せた熱可塑性樹脂フィルムから成るひねり包装体。
【請求項2】
前記ひねり特性を有するフィルムに水性グラビアインキを用いて裏刷り印刷、又は表刷り印刷を行って成る請求項1に記載のひねり包装体。
【請求項3】
前記ひねり特性を有するフィルムとして、セロファン、防湿コートセロファン、一軸延伸ポリオレフィンフィルム、二軸延伸ポリオレフィンフィルム、ポリエステルフィルム、ポリ乳酸フィルム、スチレンフィルム、ポリカーボネイトフィルム、アルミ箔の何れかが用いられていることを特徴とする請求項1又は2に記載のひねり包装体。
【請求項4】
前記熱可塑性樹脂フィルムとして、3〜25μから成るポリオレフィン樹脂フィルム又はポリ乳酸樹脂フィルムが用いられていることを特徴とする請求項1〜3の何れか1項に記載のひねり包装体。
【請求項5】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したものを水性型接着剤を用いてドライラミネート方式で貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項6】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムをあらかじめフィルム状に成形したフィルムを無溶剤型接着剤を用いたドライラミネート方式で貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項7】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合せる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項8】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら貼り合わせる時、接着性極性付与樹脂を用いて貼り合わせて成る請求項1〜4の何れか1項に記載のひねり包装体。
【請求項9】
前記ひねり特性を有するフィルムと熱可塑性樹脂フィルムを貼り合わせる方法として、熱可塑性樹脂フィルムを押出しラミネート方式でフィルム状に成形しながら水性接着剤で貼り合わせる請求項1〜4の何れか1項に記載のひねり包装体。
【請求項10】
前記ひねり特性を有するフィルムに貼り合せる熱可塑性樹脂フィルムにおいて、内容物と接触する面に凹凸状のマット状加工を施すことにより、内容物との離型性を高めて成る請求項1〜9の何れか1項に記載のひねり包装体。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−29492(P2009−29492A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2007−197479(P2007−197479)
【出願日】平成19年7月30日(2007.7.30)
【出願人】(000237787)富士特殊紙業株式会社 (14)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成19年7月30日(2007.7.30)
【出願人】(000237787)富士特殊紙業株式会社 (14)
【Fターム(参考)】
[ Back to top ]