
ほぼ円筒形の複合材物品及びファンケーシング
【課題】ファンケーシングなどの円筒形複合材物品を提供する。
【解決手段】その周りに巻付けた末端フランジ54及び曲線輪郭62を備えたファンケーシングプリフォーム42を有する本物品は、複数の円周方向層40を備えたほぼ円筒形の本体52を含み、各層は、少なくとも1つの材料36プライを有し、材料36は、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含む。これらのファブリックは、三軸編組よりも小さな繊維状起伏を示すので、表面がより滑らかであり、衝撃を受けた時に大きなエネルギー散逸をもたらすことができる。
【解決手段】その周りに巻付けた末端フランジ54及び曲線輪郭62を備えたファンケーシングプリフォーム42を有する本物品は、複数の円周方向層40を備えたほぼ円筒形の本体52を含み、各層は、少なくとも1つの材料36プライを有し、材料36は、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含む。これらのファブリックは、三軸編組よりも小さな繊維状起伏を示すので、表面がより滑らかであり、衝撃を受けた時に大きなエネルギー散逸をもたらすことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本明細書に記述する実施形態は、総括的にはほぼ円筒形の本体を有する複合材物品に関する。より具体的には、本明細書における実施形態は、総括的には複数の円周方向層を備えたほぼ円筒形の本体を有する複合材ファンケーシングに関する。
【背景技術】
【0002】
航空機エンジンのようなガスタービンエンジンでは、空気が、エンジンの前部内に吸込まれ、シャフト支持した圧縮機によって加圧され、かつ燃焼器内において燃料と混合される。次に混合気は燃焼され、高温排気ガスが、同じシャフト上に支持したタービンを通って流れる。燃焼ガスの流れは、タービン内を通って膨張し、タービンは次に、シャフトを回転させかつ圧縮機に動力を供給する。高温排気ガスは、エンジン後部のノズルを通ってさらに膨張して、航空機を前方に駆動する強力な推力を発生する。
【0003】
エンジンは多様な条件において運転されるので、時には望ましくないことに異物がエンジンに入ることがある。より具体的には、大形の鳥、雹、砂及び雨のような異物が、エンジンの入口に一緒に吸込まれる場合がある。その結果、これらの異物がファンブレードに衝突して、衝突を受けたブレードの一部分がロータから引きちぎられて遊離することがあり、これは、一般にファンブレードアウトとして知られている。遊離したファンブレードは次に、ファンケーシングの内部に衝突して、ケーシングの一部分に膨出又は変形を引き起こす可能性がある。ケーシングのこの変形により、ファンケーシングの全周に沿って大きな応力が生じるおそれがある。
【0004】
近年、複合材料は、それらの耐久性及び比較的軽量の故に、多様な航空宇宙用途における使用が益々一般的になってきた。現行の複合材技術は一般的に、三軸編組(braid)を有する材料を使用している。その名が示すように、三軸編組は一般的に、編組(ブレーデッド)材料プライを形成する互いに織られた3つの繊維トウから成る。ブレーデッド複合材料は、非複合材料と比べた場合に、優れた重量及び耐衝撃特性をもたらすことができるが、それでもなお改良の余地がある。
【0005】
例えば、三軸編組材料は、多くの場合に、規定最大量の適用引張力しか支持することができず、その引張力を超えると、望ましくないことにその材料の繊維構成は変形することになる。さらに、三軸編組材料の層状プライは、ある程度の相互絡合いを示す可能性があり、これにより、衝突時に層間剥離を保証するのを困難にするおそれがある。このことは、衝突エネルギー散逸の程度を制限するおそれがある。加えて、編組設計の複雑さにより、そのような材料はコスト高になるおそれがある。
【特許文献1】米国特許出願公開第2006/0134251号公報
【特許文献2】米国特許第7,246,990号公報
【特許文献3】米国特許第6,510,961号公報
【特許文献4】米国特許第6,395,210号公報
【特許文献5】米国特許第6,250,193号公報
【特許文献6】米国特許第6,182,398号公報
【特許文献7】米国特許第6,148,865号公報
【特許文献8】米国特許第6,112,634号公報
【特許文献9】米国特許第5,952,067号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、よりコスト効果がありかつ大きな引張力を支持しながら所望の層間剥離をもたらすことができる材料で作られた物品、特に複合材ファンケーシングに対する必要性が依然として存在する。
【課題を解決するための手段】
【0007】
本明細書における実施形態は、総括的には物品に関し、本物品は、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層は、少なくとも4つの材料プライを有し、第1のプライ及び第4のプライは、0°/90°の繊維トウを備えたウィーブファブリックを含み、第2のプライ及び第3のプライは、θ及び−θ(θ=約10°〜約80°)の繊維トウを備えたノンクリンプファブリックを含む。
【0008】
本明細書における実施形態はまた、総括的には物品に関し、本物品は、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層は、少なくとも4つの材料プライを有し、第1のプライ及び第4のプライは、0°/90°の繊維トウを備えたウィーブファブリックを含み、第2のプライ及び第3のプライは、45°及び−45°の繊維トウを備えたウィーブファブリックを含む。
【0009】
本明細書における実施形態はまた、総括的には、ファンケーシングに関し、本ファンケーシングは、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層は、少なくとも1つの材料プライを有し、該材料は、ノンクリンプファブリックを含む。
【0010】
これらの及びその他の特徴、態様及び利点は、以下の開示から当業者には明らかになるであろう。
【0011】
本明細書と共に、本発明を具体的に明記しかつ明確に特許請求している特許請求の範囲を提出しているが、本明細書に記載した実施形態は、同じ参照符号が同様な要素を指している添付の図に関連した以下の記述から一層よく理解されるであろう。
【発明を実施するための最良の形態】
【0012】
本明細書に記述する実施形態は総括的には、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層が、少なくとも1つの材料プライを有し、材料が、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含む、物品、特に複合材ファン閉込めケーシング(本明細書では「ファンケーシング」)に関する。
【0013】
本明細書における実施形態は一般的に、ガスタービンエンジン用の複合材ファンケーシングに焦点を当てているが、本記述がそれに限定されるべきではないことは、当業者には解るであろう。実際に、以下の記述から分かるように、本明細書の記述は、ほぼ円筒形の本体を有するあらゆる複合材物品に等しく適用可能である。
【0014】
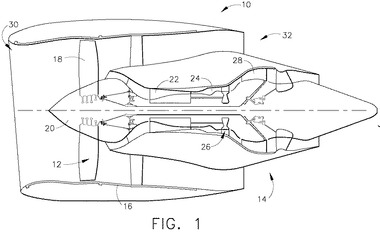
図に移ると、図1は、一般的にファン組立体12とコアエンジン14とを含むガスタービンエンジン10の1つの実施形態の概略図である。ファン組立体12は、ファンケーシング16と、ロータディスク20から径方向外向きに延びるファンブレード18の列とを含むことができる。コアエンジン14は、高圧圧縮機22と燃焼器24と高圧タービン26と低圧タービン28とを含むことができる。エンジン10は、吸気端30と排気端32とを有する。
【0015】
本明細書に記述する物品を作るために、本明細書で以下に説明するように、ほぼ円筒形状の工具の周りに少なくとも1つの材料プライを巻付けて複数の円周方向層を生成することができ、複数の円周方向層は次に、樹脂で処理しかつ硬化させることができる。
【0016】
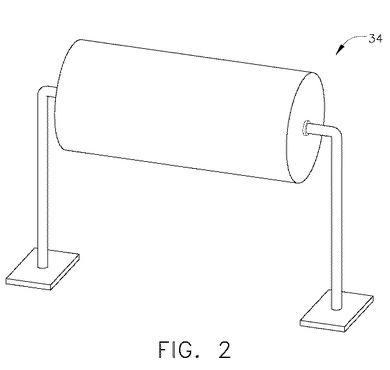
先ず始めに、図2に示すように、ほぼ円筒形状を有する工具34を準備することができる。例えば、Blanton他の米国特許出願第2006/0134251号公報を参照されたい。本明細書全体を通して使用する場合に、「ほぼ円筒形」という用語は、本明細書で以下に説明するように、曲線輪郭を備えるか又は備えないかのいずれかの状態で全体として円筒形の形状を有することを意味する。工具34は、その内部について中実、中空、又はその一部組合せとすることができる。
【0017】
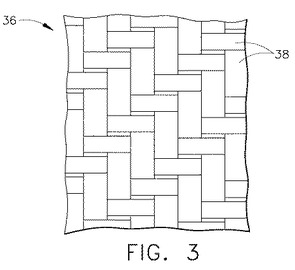
本明細書で以下に説明するように、次に、工具34の周りに巻付けるための少なくとも1つの材料プライを準備することができる。材料プライとしては、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含むことができる。本明細書で使用する場合、「ウィーブファブリック(weave fabric)」というのは、2つの繊維トウの組を互いに織り交ぜることによって織機又はその他の同様な装置上に形成した織物を意味する。ウィーブファブリックは、それに限定されないが、平織、綾織及び4本ハーネス織を含む多様なパターンを含むことができる。「ノンクリンプファブリック(non−crimp fabric)」というのは、1つ又はそれ以上の一方向繊維プライを積み重ね、次にそれらの層を互いに縫合わせることによって形成した織物を意味する。ノンクリンプファブリックの一方向繊維は、設計要求を満たすために多様な方法で配向することができる。
【0018】
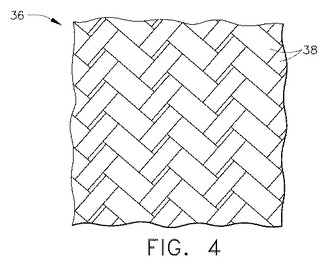
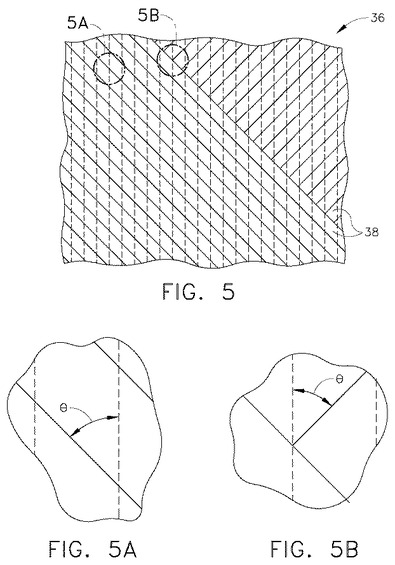
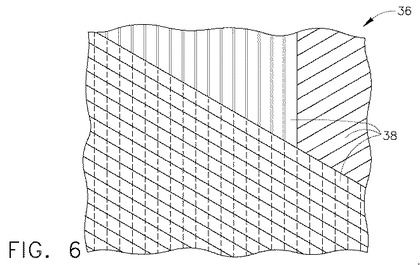
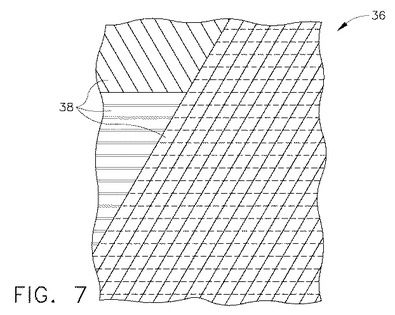
例えば、材料36プライは、0°/90°の繊維トウ38(図3に示すような)又は45°及び−45°の繊維トウ38(図4に示すような)を備えたウィーブファブリックを含むことができる。同様に、材料36プライは、θ及び−θ(θ=約10°〜約80°)の繊維トウ38を備えたノンクリンプファブリックを含むことができ、1つの実施形態では、45°の繊維トウ38(図5に示すような)、或いは0°、60°及び−60°の繊維トウ38(図6に示すような)、或いは90°、30°及び−30°の繊維トウ38(図7に示すような)とすることができる。ノンクリンプファブリックは、一方向繊維の積重ねを互いに縫合わせることによって形成されるので、一方向繊維は、実際にはあらゆる所望の配向角度を有することができ、本明細書での上記の実施例に限定されるべきではないとことが、当業者には解るであろう。
【0019】
利用した織物(ファブリック)又は該織物の繊維トウの配向に拘わらず、一般的に繊維トウは、樹脂と組合せて複合材料を生成することができる、当業者には公知のあらゆる適当な補強繊維を含むことができる。1つの実施形態では、繊維トウは、炭素繊維類、黒鉛繊維類、ガラス繊維類、セラミック繊維類及び芳香族ポリアミド繊維類の少なくとも1つを含むことができる。加えて、各繊維トウ38は、約3000〜約24000の個々の繊維フィラメントを含むことができる。
【0020】
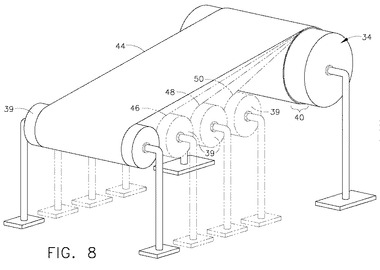
次に、図8に示すように、少なくとも1つの材料36プライつまり第1のプライ44をスプール39から工具34の周りに巻付けて、複数の円周方向層40を有する物品プリフォームを生成することができる。1つの実施形態では、物品プリフォームには、ファンケーシングプリフォーム42(図9に示す)を含むことができる。1つよりも多い材料36プライを使用する実施形態の場合には、第1のプライ44、第2のプライ46、第3のプライ48及び第4のプライ50をそれぞれのスプール39から工具34の周りに同時に巻付けて、図8に示すようにファンケーシングプリフォームの複数の円周方向層40を形成することができる。
【0021】
現行の複合材技術が有する前述した欠点に対処するためには、1つの実施形態では、ノンクリンプファブリックを含む少なくとも1つの材料36プライを工具34の周りに巻付けるのが望ましい。この場合に、ノンクリンプファブリックは、0°、60°及び−60°の繊維トウ(図6に示すような)、或いはそれに代えて90°、30°及び−30°の繊維トウ(図7に示すような)を含むことができる。別の実施形態では、少なくとも4つの材料36プライを工具34の周りに巻付け、その場合に、材料プライがウィーブファブリック又は該ウィーブファブリックとノンクリンプファブリックとの組合せのいずれかを含むのが望ましい。より具体的には、1つの実施形態は、少なくとも4つの材料プライ、つまり0°/90°の繊維トウを備えたウィーブファブリックを含む第1のプライ44及び第4のプライ50と45°及び−45°の繊維トウを備えたウィーブファブリックを含む第2のプライ46及び第3のプライ48とを設けるステップを含むことができる。別の実施形態は、少なくとも4つの材料プライ、つまり0°/90°の繊維トウを備えたウィーブファブリックを含む第1のプライ44及び第4のプライ50とθ及び−θ(θ=約10°〜約80°、また1つの実施形態では、θ=45°)の繊維トウを備えたノンクリンプファブリックを含む第2のプライ46及び第3のプライ48とを設けるステップを含むことができる。
【0022】
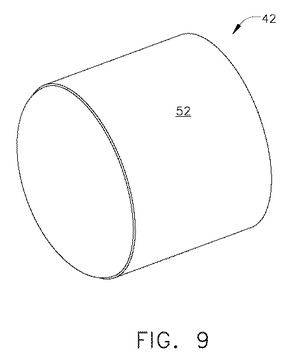
全ての所望の材料36プライを工具34の周りに巻付けた後には、得られたファンケーシングプリフォーム42は、図9に示すようにほぼ円筒形の本体52を有することができる。
【0023】
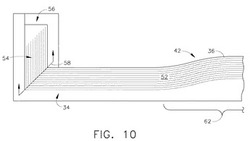
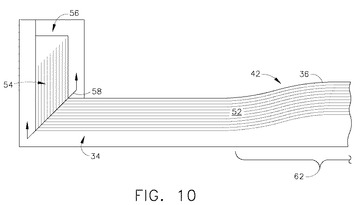
任意選択的に、1つの実施形態では、ファンケーシングプリフォーム42は、ほぼ円筒形の本体52と一体形になった少なくとも第1の末端フランジ54を含むような構造とすることができる。第1の末端フランジ54は、図10に示すような少なくとも第1の端部フランジシュー56を有する工具34を使用して製作することができる。第1の端部フランジシュー56を有する工具34の周りに所望の1つ又は複数の材料36プライを巻付ける前に、0°の繊維トウを有する材料36プライの第1の末端部分58から、存在するあらゆる0°の繊維トウを取り除くことができる。それに代えて、ウィーブファブリック又はノンクリンプファブリックは、第1の末端部分58である区域内に0°の繊維トウを欠くように製作することができる。「末端部分」という用語によって、図10に示すように、材料36プライの端縁部に沿って縦方向に延びかつファンケーシングプリフォーム42を構成するために使用されることになる末端フランジ54の所望の長さにその幅がほぼ対応しているセクションを意味している。
【0024】
例えば、0°/90°の繊維トウを備えたウィーブファブリック又は0°、60°及び−60°の繊維トウを備えたノンクリンプファブリックのいずれかを含む材料36プライにおいては、0°の繊維トウは、第1の末端部分58から取り除くことができ、また第1の末端部分は、工具34の第1の端部フランジシュー56と整列させる。0°の繊維トウは、それに限定されないが、第1の末端部分58において材料プライから0°の繊維トウを切断しかつ引抜くことのような、当業者には公知のあらゆる方法を使用して取り除くことができる。0°の繊維トウを欠いた材料36プライはまた、端部フランジシューと整列させて末端フランジ54を製作するのを助けることができ、次に、所望の厚さが得られるまで、工具34の周りに全てのプライを同時に巻付けることができる。第2の末端フランジ60は、上記の方法を使用して、ファンケーシングプリフォーム42の本体52の反対側端部において一体形に製作することができることは、当業者には解るであろう。
【0025】
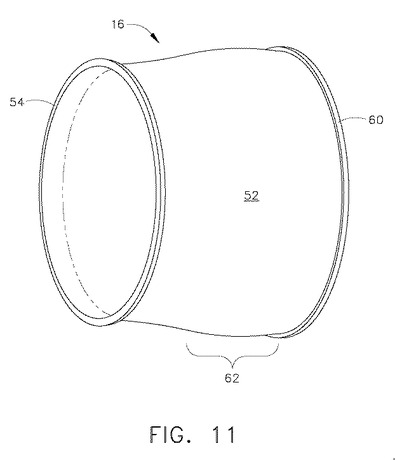
別の実施形態では、ファンケーシングプリフォーム42は、図10及び図11に示すように、曲線輪郭62を含むことができる。本明細書で使用する場合に、「曲線輪郭」というのは、ファンケーシング(プリフォーム)の本体52の少なくとも一部分が、本体52の平面に向って内向きに向う曲線、本体52の平面から外向きに向う曲線、又はそれらを一部組合せた曲線を含むことを意味する。曲線輪郭62の存在にも拘わらず、本体52はほぼ円筒形を維持することができる。曲線輪郭62を有する本体52を製作するために、利用する工具は、該工具の周りに円周方向層が積層された時に曲線輪郭を形成するような所望の曲線輪郭62を含むことができる。
【0026】
工具34の周りに全ての所望の材料36プライを巻付けてファンケーシングプリフォーム42を生成した後に、プリフォームに対して樹脂を施して、硬化させた時に円周方向層を互いに接合させることができる。本明細書での使用には、当業者が一般に使用するあらゆる樹脂が許容可能である。複合材技術において一般に使用される従来型の樹脂には、それに限定されないが、ビニルエステル樹脂類、ポリエステル樹脂類、アクリル樹脂類、エポキシ樹脂類、ポリウレタン樹脂類及びその混合物を含むことができる。樹脂を施す作業は、樹脂フィルム注入法(RFI)、樹脂トランスファ成形法(RTM)、真空支援樹脂トランスファ成形法(VARTM)及びその他の同様な方法のような当業者には公知のあらゆる適当な方法を使用して行うことができる。
【0027】
選択した樹脂を施したら、プリフォームは次に、当業者には公知の従来通りの硬化法を使用して硬化させて、物品を生成することができ、この物品は、1つの実施形態では、図11に示すように、ほぼ円筒形の本体52、第1の末端フランジ54及び第2の末端フランジ60を有するファンケーシング16である。
【0028】
上述した材料及び方法を使用して物品、特にファンケーシングを製作することは、現行の複合材技術に勝る幾つかの利点を提供することができる。例えば、ウィーブファブリック又はノンクリンプファブリックは、三軸編組よりも小さな繊維起伏を示すので、そのようなファブリックの表面は、より滑らかであり、また連続プライが機械的に相互絡合いする傾向が低い。相互絡合いが低いことは、衝突後に大きなエネルギー散逸をもたらすことができる層間剥離が高いということを意味する。別の利点は、ウィーブファブリック又はノンクリンプファブリックが三軸編組よりも一層安定性があり、従ってそれらの繊維構成に大きな変形を受けないで大きな引張力を支持することができることである。この引張力を支持する能力は、工具の周りでより緊密な巻付けを可能にし、またその物品の機能を阻害するおそれがあるシワの発生を減少させるのを可能にする。加えて、材料プライの末端部分に0°の繊維トウを欠いていることは、ウィーブファブリック又はノンクリンプファブリックを含む物品内に一体形末端フランジを製作することを可能にする。末端フランジをファンケーシングと一体形にすることは、非一体形フランジと比較した場合に、より大きな付加力に耐えることができるより強度の大きいフランジを可能にする。さらに、このような製造方式により、ウィーブファブリック又はノンクリンプファブリックは、よりコスト効果がある、三軸編組ファブリックの代替物となることができる。
【0029】
本明細書は、最良の形態を含む実施例を用いて、本発明を開示しまた当業者が本発明を製作しかつ使用するのを可能にする。本発明の特許性がある技術的範囲は、特許請求の範囲によって定まりかつ当業者が想到するその他の実施例を含むことができる。そのようなその他の実施例は、それらが特許請求の範囲の文言と相違しない構造的要素を有する場合或いはそれらが特許請求の範囲の文言と本質的でない相違を有する均等な構造的要素を含む場合には、この特許請求の範囲の技術的範囲内に属することになることを意図している。
【図面の簡単な説明】
【0030】
【図1】本明細書の記述による、ガスタービンエンジンの1つの実施形態の概略断面図。
【図2】本明細書の記述による、ほぼ円筒形状を有する工具の1つの実施形態の概略図。
【図3】本明細書の記述による、0°/90°の繊維トウを備えたウィーブファブリックを含む材料の1つの実施形態の概略拡大図。
【図4】本明細書の記述による、45°及び−45°の繊維トウを備えたウィーブファブリックを含む材料の1つの実施形態の概略拡大図。
【図5】本明細書の記述による、θ及び−θ(θ=45°)の繊維トウを備えたノンクリンプファブリックを含む材料の1つの実施形態の概略切欠図。
【図6】本明細書の記述による、0°、60°及び−60°の繊維トウを備えたノンクリンプファブリックを含む材料の1つの実施形態の概略切欠図。
【図7】本明細書の記述による、90°、30°及び−30°の繊維トウを備えたノンクリンプファブリックを含む材料の1つの実施形態の概略切欠図。
【図8】本明細書の記述による、その周りに同時に巻付けた少なくとも1つの材料プライ、任意選択的には4つのプライを有する工具の1つの実施形態の概略斜視図。
【図9】本明細書の記述による、ファンケーシングプリフォームの1つの実施形態の概略斜視図。
【図10】その周りに巻付けた末端フランジ及び曲線輪郭を備えたファンケーシングプリフォームを有する端部フランジシュー付き工具の1つの実施形態の概略部分断面図。
【図11】本明細書の記述による、曲線輪郭並びに第1及び第2の末端フランジを有するファンケーシングの1つの実施形態の概略斜視図。
【符号の説明】
【0031】
10 ガスタービンエンジン
12 ファン組立体
14 コアエンジン
16 ファンケーシング
18 ファンブレード
20 ロータディスク
22 高圧圧縮機
24 燃焼器
26 高圧タービン
28 低圧タービン
30 吸気端
32 排気端
34 工具
36 材料層
38 繊維トウ
39 スプール
40 円周方向層
42 ファンケーシングプリフォーム
44 第1の層
46 第2の層
48 第3の層
50 第4の層
52 円筒形の本体
54 末端フランジ
56 第1の端部フランジシュー
58 第1の末端部分
60 第2の末端フランジ
62 曲線輪郭
【技術分野】
【0001】
本明細書に記述する実施形態は、総括的にはほぼ円筒形の本体を有する複合材物品に関する。より具体的には、本明細書における実施形態は、総括的には複数の円周方向層を備えたほぼ円筒形の本体を有する複合材ファンケーシングに関する。
【背景技術】
【0002】
航空機エンジンのようなガスタービンエンジンでは、空気が、エンジンの前部内に吸込まれ、シャフト支持した圧縮機によって加圧され、かつ燃焼器内において燃料と混合される。次に混合気は燃焼され、高温排気ガスが、同じシャフト上に支持したタービンを通って流れる。燃焼ガスの流れは、タービン内を通って膨張し、タービンは次に、シャフトを回転させかつ圧縮機に動力を供給する。高温排気ガスは、エンジン後部のノズルを通ってさらに膨張して、航空機を前方に駆動する強力な推力を発生する。
【0003】
エンジンは多様な条件において運転されるので、時には望ましくないことに異物がエンジンに入ることがある。より具体的には、大形の鳥、雹、砂及び雨のような異物が、エンジンの入口に一緒に吸込まれる場合がある。その結果、これらの異物がファンブレードに衝突して、衝突を受けたブレードの一部分がロータから引きちぎられて遊離することがあり、これは、一般にファンブレードアウトとして知られている。遊離したファンブレードは次に、ファンケーシングの内部に衝突して、ケーシングの一部分に膨出又は変形を引き起こす可能性がある。ケーシングのこの変形により、ファンケーシングの全周に沿って大きな応力が生じるおそれがある。
【0004】
近年、複合材料は、それらの耐久性及び比較的軽量の故に、多様な航空宇宙用途における使用が益々一般的になってきた。現行の複合材技術は一般的に、三軸編組(braid)を有する材料を使用している。その名が示すように、三軸編組は一般的に、編組(ブレーデッド)材料プライを形成する互いに織られた3つの繊維トウから成る。ブレーデッド複合材料は、非複合材料と比べた場合に、優れた重量及び耐衝撃特性をもたらすことができるが、それでもなお改良の余地がある。
【0005】
例えば、三軸編組材料は、多くの場合に、規定最大量の適用引張力しか支持することができず、その引張力を超えると、望ましくないことにその材料の繊維構成は変形することになる。さらに、三軸編組材料の層状プライは、ある程度の相互絡合いを示す可能性があり、これにより、衝突時に層間剥離を保証するのを困難にするおそれがある。このことは、衝突エネルギー散逸の程度を制限するおそれがある。加えて、編組設計の複雑さにより、そのような材料はコスト高になるおそれがある。
【特許文献1】米国特許出願公開第2006/0134251号公報
【特許文献2】米国特許第7,246,990号公報
【特許文献3】米国特許第6,510,961号公報
【特許文献4】米国特許第6,395,210号公報
【特許文献5】米国特許第6,250,193号公報
【特許文献6】米国特許第6,182,398号公報
【特許文献7】米国特許第6,148,865号公報
【特許文献8】米国特許第6,112,634号公報
【特許文献9】米国特許第5,952,067号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、よりコスト効果がありかつ大きな引張力を支持しながら所望の層間剥離をもたらすことができる材料で作られた物品、特に複合材ファンケーシングに対する必要性が依然として存在する。
【課題を解決するための手段】
【0007】
本明細書における実施形態は、総括的には物品に関し、本物品は、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層は、少なくとも4つの材料プライを有し、第1のプライ及び第4のプライは、0°/90°の繊維トウを備えたウィーブファブリックを含み、第2のプライ及び第3のプライは、θ及び−θ(θ=約10°〜約80°)の繊維トウを備えたノンクリンプファブリックを含む。
【0008】
本明細書における実施形態はまた、総括的には物品に関し、本物品は、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層は、少なくとも4つの材料プライを有し、第1のプライ及び第4のプライは、0°/90°の繊維トウを備えたウィーブファブリックを含み、第2のプライ及び第3のプライは、45°及び−45°の繊維トウを備えたウィーブファブリックを含む。
【0009】
本明細書における実施形態はまた、総括的には、ファンケーシングに関し、本ファンケーシングは、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層は、少なくとも1つの材料プライを有し、該材料は、ノンクリンプファブリックを含む。
【0010】
これらの及びその他の特徴、態様及び利点は、以下の開示から当業者には明らかになるであろう。
【0011】
本明細書と共に、本発明を具体的に明記しかつ明確に特許請求している特許請求の範囲を提出しているが、本明細書に記載した実施形態は、同じ参照符号が同様な要素を指している添付の図に関連した以下の記述から一層よく理解されるであろう。
【発明を実施するための最良の形態】
【0012】
本明細書に記述する実施形態は総括的には、複数の円周方向層を備えたほぼ円筒形の本体を含み、各層が、少なくとも1つの材料プライを有し、材料が、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含む、物品、特に複合材ファン閉込めケーシング(本明細書では「ファンケーシング」)に関する。
【0013】
本明細書における実施形態は一般的に、ガスタービンエンジン用の複合材ファンケーシングに焦点を当てているが、本記述がそれに限定されるべきではないことは、当業者には解るであろう。実際に、以下の記述から分かるように、本明細書の記述は、ほぼ円筒形の本体を有するあらゆる複合材物品に等しく適用可能である。
【0014】
図に移ると、図1は、一般的にファン組立体12とコアエンジン14とを含むガスタービンエンジン10の1つの実施形態の概略図である。ファン組立体12は、ファンケーシング16と、ロータディスク20から径方向外向きに延びるファンブレード18の列とを含むことができる。コアエンジン14は、高圧圧縮機22と燃焼器24と高圧タービン26と低圧タービン28とを含むことができる。エンジン10は、吸気端30と排気端32とを有する。
【0015】
本明細書に記述する物品を作るために、本明細書で以下に説明するように、ほぼ円筒形状の工具の周りに少なくとも1つの材料プライを巻付けて複数の円周方向層を生成することができ、複数の円周方向層は次に、樹脂で処理しかつ硬化させることができる。
【0016】
先ず始めに、図2に示すように、ほぼ円筒形状を有する工具34を準備することができる。例えば、Blanton他の米国特許出願第2006/0134251号公報を参照されたい。本明細書全体を通して使用する場合に、「ほぼ円筒形」という用語は、本明細書で以下に説明するように、曲線輪郭を備えるか又は備えないかのいずれかの状態で全体として円筒形の形状を有することを意味する。工具34は、その内部について中実、中空、又はその一部組合せとすることができる。
【0017】
本明細書で以下に説明するように、次に、工具34の周りに巻付けるための少なくとも1つの材料プライを準備することができる。材料プライとしては、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含むことができる。本明細書で使用する場合、「ウィーブファブリック(weave fabric)」というのは、2つの繊維トウの組を互いに織り交ぜることによって織機又はその他の同様な装置上に形成した織物を意味する。ウィーブファブリックは、それに限定されないが、平織、綾織及び4本ハーネス織を含む多様なパターンを含むことができる。「ノンクリンプファブリック(non−crimp fabric)」というのは、1つ又はそれ以上の一方向繊維プライを積み重ね、次にそれらの層を互いに縫合わせることによって形成した織物を意味する。ノンクリンプファブリックの一方向繊維は、設計要求を満たすために多様な方法で配向することができる。
【0018】
例えば、材料36プライは、0°/90°の繊維トウ38(図3に示すような)又は45°及び−45°の繊維トウ38(図4に示すような)を備えたウィーブファブリックを含むことができる。同様に、材料36プライは、θ及び−θ(θ=約10°〜約80°)の繊維トウ38を備えたノンクリンプファブリックを含むことができ、1つの実施形態では、45°の繊維トウ38(図5に示すような)、或いは0°、60°及び−60°の繊維トウ38(図6に示すような)、或いは90°、30°及び−30°の繊維トウ38(図7に示すような)とすることができる。ノンクリンプファブリックは、一方向繊維の積重ねを互いに縫合わせることによって形成されるので、一方向繊維は、実際にはあらゆる所望の配向角度を有することができ、本明細書での上記の実施例に限定されるべきではないとことが、当業者には解るであろう。
【0019】
利用した織物(ファブリック)又は該織物の繊維トウの配向に拘わらず、一般的に繊維トウは、樹脂と組合せて複合材料を生成することができる、当業者には公知のあらゆる適当な補強繊維を含むことができる。1つの実施形態では、繊維トウは、炭素繊維類、黒鉛繊維類、ガラス繊維類、セラミック繊維類及び芳香族ポリアミド繊維類の少なくとも1つを含むことができる。加えて、各繊維トウ38は、約3000〜約24000の個々の繊維フィラメントを含むことができる。
【0020】
次に、図8に示すように、少なくとも1つの材料36プライつまり第1のプライ44をスプール39から工具34の周りに巻付けて、複数の円周方向層40を有する物品プリフォームを生成することができる。1つの実施形態では、物品プリフォームには、ファンケーシングプリフォーム42(図9に示す)を含むことができる。1つよりも多い材料36プライを使用する実施形態の場合には、第1のプライ44、第2のプライ46、第3のプライ48及び第4のプライ50をそれぞれのスプール39から工具34の周りに同時に巻付けて、図8に示すようにファンケーシングプリフォームの複数の円周方向層40を形成することができる。
【0021】
現行の複合材技術が有する前述した欠点に対処するためには、1つの実施形態では、ノンクリンプファブリックを含む少なくとも1つの材料36プライを工具34の周りに巻付けるのが望ましい。この場合に、ノンクリンプファブリックは、0°、60°及び−60°の繊維トウ(図6に示すような)、或いはそれに代えて90°、30°及び−30°の繊維トウ(図7に示すような)を含むことができる。別の実施形態では、少なくとも4つの材料36プライを工具34の周りに巻付け、その場合に、材料プライがウィーブファブリック又は該ウィーブファブリックとノンクリンプファブリックとの組合せのいずれかを含むのが望ましい。より具体的には、1つの実施形態は、少なくとも4つの材料プライ、つまり0°/90°の繊維トウを備えたウィーブファブリックを含む第1のプライ44及び第4のプライ50と45°及び−45°の繊維トウを備えたウィーブファブリックを含む第2のプライ46及び第3のプライ48とを設けるステップを含むことができる。別の実施形態は、少なくとも4つの材料プライ、つまり0°/90°の繊維トウを備えたウィーブファブリックを含む第1のプライ44及び第4のプライ50とθ及び−θ(θ=約10°〜約80°、また1つの実施形態では、θ=45°)の繊維トウを備えたノンクリンプファブリックを含む第2のプライ46及び第3のプライ48とを設けるステップを含むことができる。
【0022】
全ての所望の材料36プライを工具34の周りに巻付けた後には、得られたファンケーシングプリフォーム42は、図9に示すようにほぼ円筒形の本体52を有することができる。
【0023】
任意選択的に、1つの実施形態では、ファンケーシングプリフォーム42は、ほぼ円筒形の本体52と一体形になった少なくとも第1の末端フランジ54を含むような構造とすることができる。第1の末端フランジ54は、図10に示すような少なくとも第1の端部フランジシュー56を有する工具34を使用して製作することができる。第1の端部フランジシュー56を有する工具34の周りに所望の1つ又は複数の材料36プライを巻付ける前に、0°の繊維トウを有する材料36プライの第1の末端部分58から、存在するあらゆる0°の繊維トウを取り除くことができる。それに代えて、ウィーブファブリック又はノンクリンプファブリックは、第1の末端部分58である区域内に0°の繊維トウを欠くように製作することができる。「末端部分」という用語によって、図10に示すように、材料36プライの端縁部に沿って縦方向に延びかつファンケーシングプリフォーム42を構成するために使用されることになる末端フランジ54の所望の長さにその幅がほぼ対応しているセクションを意味している。
【0024】
例えば、0°/90°の繊維トウを備えたウィーブファブリック又は0°、60°及び−60°の繊維トウを備えたノンクリンプファブリックのいずれかを含む材料36プライにおいては、0°の繊維トウは、第1の末端部分58から取り除くことができ、また第1の末端部分は、工具34の第1の端部フランジシュー56と整列させる。0°の繊維トウは、それに限定されないが、第1の末端部分58において材料プライから0°の繊維トウを切断しかつ引抜くことのような、当業者には公知のあらゆる方法を使用して取り除くことができる。0°の繊維トウを欠いた材料36プライはまた、端部フランジシューと整列させて末端フランジ54を製作するのを助けることができ、次に、所望の厚さが得られるまで、工具34の周りに全てのプライを同時に巻付けることができる。第2の末端フランジ60は、上記の方法を使用して、ファンケーシングプリフォーム42の本体52の反対側端部において一体形に製作することができることは、当業者には解るであろう。
【0025】
別の実施形態では、ファンケーシングプリフォーム42は、図10及び図11に示すように、曲線輪郭62を含むことができる。本明細書で使用する場合に、「曲線輪郭」というのは、ファンケーシング(プリフォーム)の本体52の少なくとも一部分が、本体52の平面に向って内向きに向う曲線、本体52の平面から外向きに向う曲線、又はそれらを一部組合せた曲線を含むことを意味する。曲線輪郭62の存在にも拘わらず、本体52はほぼ円筒形を維持することができる。曲線輪郭62を有する本体52を製作するために、利用する工具は、該工具の周りに円周方向層が積層された時に曲線輪郭を形成するような所望の曲線輪郭62を含むことができる。
【0026】
工具34の周りに全ての所望の材料36プライを巻付けてファンケーシングプリフォーム42を生成した後に、プリフォームに対して樹脂を施して、硬化させた時に円周方向層を互いに接合させることができる。本明細書での使用には、当業者が一般に使用するあらゆる樹脂が許容可能である。複合材技術において一般に使用される従来型の樹脂には、それに限定されないが、ビニルエステル樹脂類、ポリエステル樹脂類、アクリル樹脂類、エポキシ樹脂類、ポリウレタン樹脂類及びその混合物を含むことができる。樹脂を施す作業は、樹脂フィルム注入法(RFI)、樹脂トランスファ成形法(RTM)、真空支援樹脂トランスファ成形法(VARTM)及びその他の同様な方法のような当業者には公知のあらゆる適当な方法を使用して行うことができる。
【0027】
選択した樹脂を施したら、プリフォームは次に、当業者には公知の従来通りの硬化法を使用して硬化させて、物品を生成することができ、この物品は、1つの実施形態では、図11に示すように、ほぼ円筒形の本体52、第1の末端フランジ54及び第2の末端フランジ60を有するファンケーシング16である。
【0028】
上述した材料及び方法を使用して物品、特にファンケーシングを製作することは、現行の複合材技術に勝る幾つかの利点を提供することができる。例えば、ウィーブファブリック又はノンクリンプファブリックは、三軸編組よりも小さな繊維起伏を示すので、そのようなファブリックの表面は、より滑らかであり、また連続プライが機械的に相互絡合いする傾向が低い。相互絡合いが低いことは、衝突後に大きなエネルギー散逸をもたらすことができる層間剥離が高いということを意味する。別の利点は、ウィーブファブリック又はノンクリンプファブリックが三軸編組よりも一層安定性があり、従ってそれらの繊維構成に大きな変形を受けないで大きな引張力を支持することができることである。この引張力を支持する能力は、工具の周りでより緊密な巻付けを可能にし、またその物品の機能を阻害するおそれがあるシワの発生を減少させるのを可能にする。加えて、材料プライの末端部分に0°の繊維トウを欠いていることは、ウィーブファブリック又はノンクリンプファブリックを含む物品内に一体形末端フランジを製作することを可能にする。末端フランジをファンケーシングと一体形にすることは、非一体形フランジと比較した場合に、より大きな付加力に耐えることができるより強度の大きいフランジを可能にする。さらに、このような製造方式により、ウィーブファブリック又はノンクリンプファブリックは、よりコスト効果がある、三軸編組ファブリックの代替物となることができる。
【0029】
本明細書は、最良の形態を含む実施例を用いて、本発明を開示しまた当業者が本発明を製作しかつ使用するのを可能にする。本発明の特許性がある技術的範囲は、特許請求の範囲によって定まりかつ当業者が想到するその他の実施例を含むことができる。そのようなその他の実施例は、それらが特許請求の範囲の文言と相違しない構造的要素を有する場合或いはそれらが特許請求の範囲の文言と本質的でない相違を有する均等な構造的要素を含む場合には、この特許請求の範囲の技術的範囲内に属することになることを意図している。
【図面の簡単な説明】
【0030】
【図1】本明細書の記述による、ガスタービンエンジンの1つの実施形態の概略断面図。
【図2】本明細書の記述による、ほぼ円筒形状を有する工具の1つの実施形態の概略図。
【図3】本明細書の記述による、0°/90°の繊維トウを備えたウィーブファブリックを含む材料の1つの実施形態の概略拡大図。
【図4】本明細書の記述による、45°及び−45°の繊維トウを備えたウィーブファブリックを含む材料の1つの実施形態の概略拡大図。
【図5】本明細書の記述による、θ及び−θ(θ=45°)の繊維トウを備えたノンクリンプファブリックを含む材料の1つの実施形態の概略切欠図。
【図6】本明細書の記述による、0°、60°及び−60°の繊維トウを備えたノンクリンプファブリックを含む材料の1つの実施形態の概略切欠図。
【図7】本明細書の記述による、90°、30°及び−30°の繊維トウを備えたノンクリンプファブリックを含む材料の1つの実施形態の概略切欠図。
【図8】本明細書の記述による、その周りに同時に巻付けた少なくとも1つの材料プライ、任意選択的には4つのプライを有する工具の1つの実施形態の概略斜視図。
【図9】本明細書の記述による、ファンケーシングプリフォームの1つの実施形態の概略斜視図。
【図10】その周りに巻付けた末端フランジ及び曲線輪郭を備えたファンケーシングプリフォームを有する端部フランジシュー付き工具の1つの実施形態の概略部分断面図。
【図11】本明細書の記述による、曲線輪郭並びに第1及び第2の末端フランジを有するファンケーシングの1つの実施形態の概略斜視図。
【符号の説明】
【0031】
10 ガスタービンエンジン
12 ファン組立体
14 コアエンジン
16 ファンケーシング
18 ファンブレード
20 ロータディスク
22 高圧圧縮機
24 燃焼器
26 高圧タービン
28 低圧タービン
30 吸気端
32 排気端
34 工具
36 材料層
38 繊維トウ
39 スプール
40 円周方向層
42 ファンケーシングプリフォーム
44 第1の層
46 第2の層
48 第3の層
50 第4の層
52 円筒形の本体
54 末端フランジ
56 第1の端部フランジシュー
58 第1の末端部分
60 第2の末端フランジ
62 曲線輪郭
【特許請求の範囲】
【請求項1】
複数の円周方向層(40)を備えたほぼ円筒形の本体(52)を含み、
各層が、少なくとも4つの材料(36)プライを有し、
第1のプライ(44)及び第4のプライ(50)が、0°/90°の繊維トウ(38)を備えたウィーブファブリックを含み、
第2のプライ(46)及び第3のプライ(48)が、θ及び−θ(θ=10°〜80°)の繊維トウ(38)を備えたノンクリンプファブリックを含む、
物品(16)。
【請求項2】
複数の円周方向層(40)を備えたほぼ円筒形の本体(52)を含み、
各層が、少なくとも4つの材料(36)プライを有し、
第1のプライ(44)及び第4のプライ(50)が、0°/90°の繊維トウ(38)を備えたウィーブファブリックを含み、
第2のプライ(46)及び第3のプライ(48)が、45°及び−45°の繊維トウ(38)を備えたウィーブファブリックを含む、
物品(16)。
【請求項3】
少なくとも第1の末端フランジ(54)をさらに含み、前記少なくとも第1の末端フランジ(54)が、
前記第1の材料プライ(44)の第1の末端部分(58)及び第4の材料プライ(50)の第1の末端部分(58)から前記0°の繊維トウ(38)を取り除くステップと、
少なくとも第1の端部フランジシュー(56)を有する工具(34)の周りに前記少なくとも4つの材料プライ(44、46、48、50)を同時に巻付けて、少なくとも前記第1の材料プライ(44)の第1の末端部分(58)及び第4の材料プライ(50)の第1の末端部分(58)が、前記第1の端部フランジシュー(56)と整列して、該少なくとも第1の末端フランジ(54)を含む物品プリフォーム(42)を生成するようにするステップと、
前記物品プリフォーム(42)に樹脂を施すステップと、
前記物品プリフォーム(42)を硬化させて、該記第1の末端フランジ(54)を含む該物品(16)を生成するステップと、を含む方法によって作られ、
前記繊維トウ(38)が、炭素繊維類、黒鉛繊維類、ガラス繊維類、セラミック繊維類及び芳香族ポリアミド繊維類の少なくとも1つを含む、
請求項1又は請求項2のいずれか1項記載の物品(16)。
【請求項4】
複数の円周方向層(40)を備えたほぼ円筒形の本体(52)を含み、
各層が、少なくとも1つの材料(36)プライを有し、
前記材料が、ノンクリンプファブリックを含む、
ファンケーシング(16)。
【請求項5】
前記ノンクリンプファブリックが、0°、60°及び−60°の繊維トウ(38)を含む、請求項4記載のファンケーシング(16)。
【請求項6】
少なくとも第1の末端フランジ(54)をさらに含み、前記少なくとも第1の末端フランジ(54)が、
前記材料(36)プライの第1の末端部分(58)から前記0°の繊維トウ(38)を取り除くステップと、
少なくとも第1の端部フランジシュー(56)を有する工具(34)の周りに前記材料(36)プライを巻付けて、前記材料(36)プライの第1の末端部分(58)が、前記第1の端部フランジシュー(56)と整列して、該少なくとも第1の末端フランジ(54)を含むファンケーシングプリフォーム(42)を生成するようにするステップと、
前記ファンケーシングプリフォーム(42)に樹脂を施すステップと、
前記ファンケーシングプリフォーム(42)を硬化させて、該記第1の末端フランジ(54)を含む該ファンケーシング(16)を生成するステップと、を含む方法によって作られる、
請求項5記載のファンケーシング(16)。
【請求項7】
前記ノンクリンプファブリックが、90°、30°及び−30°の繊維トウ(38)を含む、請求項4記載のファンケーシング(16)。
【請求項8】
少なくとも第1の末端フランジ(54)をさらに含み、前記少なくとも第1の末端フランジ(54)が、
少なくとも第1の端部フランジシュー(56)を有する工具(34)の周りに前記材料(36)プライを巻付けて、前記材料(36)プライの第1の末端部分(58)が、前記第1の端部フランジシュー(56)と整列して、該少なくとも第1の末端フランジ(54)を含むファンケーシングプリフォーム(42)を生成するようにするステップと、
前記ファンケーシングプリフォーム(42)に樹脂を施すステップと、
前記ファンケーシングプリフォーム(42)を硬化させて、該記第1の末端フランジ(54)を含む該ファンケーシング(16)を生成するステップと、を含む方法によって作られる、
請求項4又は請求項7のいずれか1項記載のファンケーシング(16)。
【請求項9】
前記ノンクリンプファブリックが、θ及び−θ(θ=約10°〜約80°)の繊維トウ(38)を含む、請求項4記載のファンケーシング(16)。
【請求項10】
前記繊維トウが、炭素繊維類、黒鉛繊維類、ガラス繊維類、セラミック繊維類及び芳香族ポリアミド繊維類の少なくとも1つを含む、請求項5、請求項6、請求項7、請求項8又は請求項9のいずれか1項記載のファンケーシング(16)。
【請求項1】
複数の円周方向層(40)を備えたほぼ円筒形の本体(52)を含み、
各層が、少なくとも4つの材料(36)プライを有し、
第1のプライ(44)及び第4のプライ(50)が、0°/90°の繊維トウ(38)を備えたウィーブファブリックを含み、
第2のプライ(46)及び第3のプライ(48)が、θ及び−θ(θ=10°〜80°)の繊維トウ(38)を備えたノンクリンプファブリックを含む、
物品(16)。
【請求項2】
複数の円周方向層(40)を備えたほぼ円筒形の本体(52)を含み、
各層が、少なくとも4つの材料(36)プライを有し、
第1のプライ(44)及び第4のプライ(50)が、0°/90°の繊維トウ(38)を備えたウィーブファブリックを含み、
第2のプライ(46)及び第3のプライ(48)が、45°及び−45°の繊維トウ(38)を備えたウィーブファブリックを含む、
物品(16)。
【請求項3】
少なくとも第1の末端フランジ(54)をさらに含み、前記少なくとも第1の末端フランジ(54)が、
前記第1の材料プライ(44)の第1の末端部分(58)及び第4の材料プライ(50)の第1の末端部分(58)から前記0°の繊維トウ(38)を取り除くステップと、
少なくとも第1の端部フランジシュー(56)を有する工具(34)の周りに前記少なくとも4つの材料プライ(44、46、48、50)を同時に巻付けて、少なくとも前記第1の材料プライ(44)の第1の末端部分(58)及び第4の材料プライ(50)の第1の末端部分(58)が、前記第1の端部フランジシュー(56)と整列して、該少なくとも第1の末端フランジ(54)を含む物品プリフォーム(42)を生成するようにするステップと、
前記物品プリフォーム(42)に樹脂を施すステップと、
前記物品プリフォーム(42)を硬化させて、該記第1の末端フランジ(54)を含む該物品(16)を生成するステップと、を含む方法によって作られ、
前記繊維トウ(38)が、炭素繊維類、黒鉛繊維類、ガラス繊維類、セラミック繊維類及び芳香族ポリアミド繊維類の少なくとも1つを含む、
請求項1又は請求項2のいずれか1項記載の物品(16)。
【請求項4】
複数の円周方向層(40)を備えたほぼ円筒形の本体(52)を含み、
各層が、少なくとも1つの材料(36)プライを有し、
前記材料が、ノンクリンプファブリックを含む、
ファンケーシング(16)。
【請求項5】
前記ノンクリンプファブリックが、0°、60°及び−60°の繊維トウ(38)を含む、請求項4記載のファンケーシング(16)。
【請求項6】
少なくとも第1の末端フランジ(54)をさらに含み、前記少なくとも第1の末端フランジ(54)が、
前記材料(36)プライの第1の末端部分(58)から前記0°の繊維トウ(38)を取り除くステップと、
少なくとも第1の端部フランジシュー(56)を有する工具(34)の周りに前記材料(36)プライを巻付けて、前記材料(36)プライの第1の末端部分(58)が、前記第1の端部フランジシュー(56)と整列して、該少なくとも第1の末端フランジ(54)を含むファンケーシングプリフォーム(42)を生成するようにするステップと、
前記ファンケーシングプリフォーム(42)に樹脂を施すステップと、
前記ファンケーシングプリフォーム(42)を硬化させて、該記第1の末端フランジ(54)を含む該ファンケーシング(16)を生成するステップと、を含む方法によって作られる、
請求項5記載のファンケーシング(16)。
【請求項7】
前記ノンクリンプファブリックが、90°、30°及び−30°の繊維トウ(38)を含む、請求項4記載のファンケーシング(16)。
【請求項8】
少なくとも第1の末端フランジ(54)をさらに含み、前記少なくとも第1の末端フランジ(54)が、
少なくとも第1の端部フランジシュー(56)を有する工具(34)の周りに前記材料(36)プライを巻付けて、前記材料(36)プライの第1の末端部分(58)が、前記第1の端部フランジシュー(56)と整列して、該少なくとも第1の末端フランジ(54)を含むファンケーシングプリフォーム(42)を生成するようにするステップと、
前記ファンケーシングプリフォーム(42)に樹脂を施すステップと、
前記ファンケーシングプリフォーム(42)を硬化させて、該記第1の末端フランジ(54)を含む該ファンケーシング(16)を生成するステップと、を含む方法によって作られる、
請求項4又は請求項7のいずれか1項記載のファンケーシング(16)。
【請求項9】
前記ノンクリンプファブリックが、θ及び−θ(θ=約10°〜約80°)の繊維トウ(38)を含む、請求項4記載のファンケーシング(16)。
【請求項10】
前記繊維トウが、炭素繊維類、黒鉛繊維類、ガラス繊維類、セラミック繊維類及び芳香族ポリアミド繊維類の少なくとも1つを含む、請求項5、請求項6、請求項7、請求項8又は請求項9のいずれか1項記載のファンケーシング(16)。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−107337(P2009−107337A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2008−264724(P2008−264724)
【出願日】平成20年10月14日(2008.10.14)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成20年10月14日(2008.10.14)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
[ Back to top ]