
めっきパターン部材及び電磁波シールド材

【課題】密着性がよく、錆が発生し難いめっきパターン部材及び電磁波シールド材を提供する。
【解決手段】基材1と、基材1上に設けられた樹脂層2と、樹脂層2上に所定のパターンで設けられた被めっき層3と、被めっき層3上に設けられためっき層4と、めっき層4を隙間無く覆うように設けられた後処理層5とを有し、被めっき層3の下にある樹脂層2は、被めっき層3が設けられていない部分Bの厚さTBよりも厚い山形状又は丘形状からなり、被めっき層3は、樹脂層2の中腹より上に形成されているように構成される。
【解決手段】基材1と、基材1上に設けられた樹脂層2と、樹脂層2上に所定のパターンで設けられた被めっき層3と、被めっき層3上に設けられためっき層4と、めっき層4を隙間無く覆うように設けられた後処理層5とを有し、被めっき層3の下にある樹脂層2は、被めっき層3が設けられていない部分Bの厚さTBよりも厚い山形状又は丘形状からなり、被めっき層3は、樹脂層2の中腹より上に形成されているように構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、密着性がよく、錆が発生し難いめっきパターン部材及び電磁波シールド材に関する。
【背景技術】
【0002】
テレビやパーソナルコンピュータのモニター等のディスプレイ装置として、例えば、陰極線管ディスプレイ装置(CRT)、液晶ディスプレイ装置(LCD)、プラズマディスプレイ装置(PDP)、電界発光ディスプレイ装置(EL)等が知られている。これらの画像ディスプレイ装置(以下、単に「ディスプレイ装置」又は「ディスプレイ」ともいう。)のうち、大画面ディスプレイ装置の分野で注目されているプラズマディスプレイ装置は、発光にプラズマ放電を利用するため、30MHz〜1GHz帯域の不要な電磁波が外部に漏洩して他の機器(例えば、遠隔制御機器、情報処理装置等)に影響を与えるおそれがある。そのため、プラズマディスプレイ装置に用いられるプラズマディスプレイパネルの前面側(観察者側)に、漏洩する電磁波をシールドするためのフィルム状の電磁波シールド材を設けるのが一般的である。
【0003】
電磁波シールド材は今までに種々検討されている。例えば特許文献1には、透明基体表面上に無電解めっき触媒を含有するペーストでパターン印刷を行い、このパターン印刷された無電解めっき触媒層上に無電解めっき処理を施して、パターン印刷部のみに導電性の金属層を形成させてなる電磁波遮蔽膜が提案されている。また、特許文献2には、接着剤層が塗布形成された透明基材上に、硬化後に無電解めっきできる樹脂をメッシュパターンで直接凹版印刷し、そのメッシュパターンに金属層を無電解めっきしてなる電磁波遮蔽板が提案されている。
【特許文献1】特開平11−170420号公報
【特許文献2】特開平11−174174号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
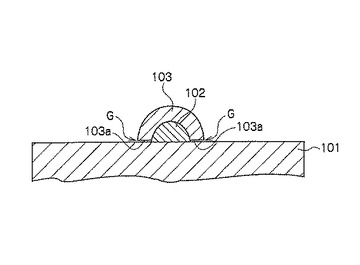
上記特許文献1,2で提案された電磁波遮蔽材では、無電解めっきにより形成された金属層は、無電解めっき触媒層上(特許文献1)又は無電解めっきできる樹脂層上(特許文献2)に形成されるとともに、図7に示すように、該触媒層102や該樹脂層が形成されていない透明基材101の表面101aにも形成されている。透明基材101上の金属層103は、該触媒層102や該樹脂層上でめっきされた金属が成長したものであって、透明基材101に直接密着しておらず、微視的には透明基材101との間に僅かな隙間Gを有している。
【0005】
しかしながら、その金属層103に防錆処理を施そうとした場合、その隙間Gに防錆処理する処理液が入り難く、透明基材101に密着していない金属層103の表面103aを十分に防錆処理できないという問題がある。一方、その隙間Gの存在により、使用時に金属層103の表面103aから錆が発生するおそれがある。また、製造後の耐久試験時に錆が発生するおそれがある。そして、そうした錆の発生により、金属層103が剥がれ易くなるおそれがある。
【0006】
本発明は、上記問題を解決するためになされたものであって、その目的は、密着性がよく、錆が発生し難いめっきパターン部材及び電磁波シールド材を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明のめっきパターン部材は、基材と、該基材上に設けられた樹脂層と、該樹脂層上に所定のパターンで設けられた被めっき層と、該被めっき層上に設けられためっき層と、該めっき層を隙間無く覆うように設けられた後処理層とを有し、前記被めっき層の下にある樹脂層は、該被めっき層が設けられていない部分の厚さよりも厚い山形状又は丘形状からなり、前記被めっき層は、該樹脂層の中腹より上に形成されていることを特徴とする。
【0008】
この発明によれば、被めっき層が山形状又は丘形状からなる樹脂層の中腹より上に形成されているので、その被めっき層の上に形成されるめっき層と基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、めっき層は、その後に形成する後処理層によって隙間無く覆われている。その結果、錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、被めっき層が樹脂層の中腹より上に形成されていることにより、被めっき層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、被めっき層のサイドエッジの先端部が樹脂層から剥がれ難く、密着性のよい形態になっている。
【0009】
本発明のめっきパターン部材の好ましい態様として、前記めっき層が、電気めっき又は無電解めっきされた層であるように構成する。
【0010】
本発明のめっきパターン部材の好ましい態様として、前記被めっき層を、電気めっきを可能とする導電層であるように構成してもよいし、無電解めっきを可能とする触媒層であるように構成してもよい。
【0011】
本発明のめっきパターン部材の好ましい態様として、前記後処理層が、黒化処理層又は防錆層であるように構成する。
【0012】
本発明の電磁波シールド材は、上記本発明のめっきパターン部材を電磁波遮蔽用途に用いることを特徴とする。
【発明の効果】
【0013】
本発明のめっきパターン部材によれば、被めっき層の上に形成されるめっき層と基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、そのめっき層は、その後に形成する後処理層によって隙間無く覆われているので、めっき層には錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、被めっき層が樹脂層の中腹より上に形成されていることにより、被めっき層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、被めっき層のサイドエッジの先端部が樹脂層から剥がれ難く、密着性のよい形態になっている。
【0014】
こうしためっきパターン部材をディスプレイ用フィルターの構成部材である電磁波シールド材とすれば、密着性と耐食性に優れ、歩留まりと品質安定性のよい電磁波シールド材を提供できる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施の形態について詳細に説明するが、本発明は以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0016】
[めっきパターン部材]
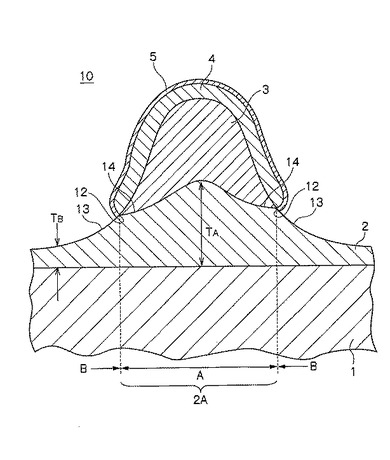
図1は、本発明のめっきパターン部材の一例を示す模式的な断面図である。本発明のめっきパターン部材10は、基材1と、基材1上に設けられた樹脂層2と、樹脂層2上に所定のパターンで設けられた被めっき層3と、被めっき層3上に設けられためっき層4と、めっき層4を隙間無く覆うように設けられた後処理層5とを有している。そして、被めっき層3の下にある樹脂層2Aは、被めっき層3が設けられていない部分の樹脂層2Bの厚さTBよりも大きい厚さTAの山形状又は丘形状からなり、被めっき層3は、樹脂層2Aの中腹より上に形成されている。なお、図1においては、後処理層5上に、さらに必要に応じて、保護層9が設けられている。
【0017】
以下、本発明の構成を詳しく説明する。
【0018】
(基材)
基材1は、めっきパターンを形成するためのベース基材であり、必要に応じて、所望の透明性、機械的強度、樹脂層2との接着性等の要求適正を勘案の上、各種材料からなる各種厚さのものが選択される。基材1の材料としては、樹脂基材等の有機材であってもよいし、硝子基材等の無機材であってもよい。また、厚さ形態としては、フィルム状でもシート状でも板状でもよい。本発明のめっきパターン部材をディスプレイの前面側に設けられる電磁波シールド材として用いる場合には、通常は、フィルム状の透明樹脂基材が好ましく用いられる。そうした透明樹脂基材としては、アクリル樹脂(ここでは、いわゆるメタクリル樹脂も包含する概念として用いる。)、ポリエステル樹脂等をベースとするフィルムが好ましいが、これに限定されない。フィルムに使用する樹脂材料として、具体的には、トリアセチルセルロース、ジアセチルセルロース、アセテートブチレートセルロース等のセルロース系樹脂、ポリ(メタ)クリル酸メチル、(メタ)クリル酸メチル−(メタ)アクリル酸ブチル、(メタ)クリル酸メチル−スチレン共重合体等のアクリル系樹脂、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等のポリエステル樹脂、ポリエチレン、ポリプロピレン、トリメチルペンテン、環状ポリオレフィン等のポリオレフィン樹脂、ポリ塩化ビニルやポリ塩化ビニリデン等の含ハロゲン樹脂、ポリスチレン等のスチレン系樹脂、ポリカーボネート樹脂、ポリアミド樹脂等が使用できる。中でも、二軸延伸PETフィルムが透明性、耐久性に優れ、しかもその後の工程で紫外線照射処理や加熱処理を経た場合でも熱変形等しない耐熱性を有する点で好適である。なお、ここで(メタ)アクリルとは、アクリル又はメタクリルを意味する。
【0019】
また、板に使用する材料として、樹脂としては、前記の樹脂フィルムで例示した樹脂を利用でき、無機材としては、ソーダ硝子、カリ硝子、硼珪酸硝子等の硝子を利用できる。
【0020】
基材1は、ロール・トウ・ロール(巻取(ロール)から巻き出して供給し、適宜加工し、しかる後、巻取に巻き取って保管する形態)で加工可能なの長尺帯状フィルムであってもよいし、所定の大きさからなる枚葉フィルムであってもよい。基材1の厚さは、通常、フィルムの場合は8μm〜300μm程度が好ましく、板の場合は500μm〜5000μm程度が好ましいが、これに限定されない。基材1に透明性が要求される場合、その光透過率としては、100%のものが理想であるが、透過率80%以上のものを選択することが好ましい。基材1の表面には、必要に応じて、後述する樹脂層2と基材1との密着性を改善するために易接着層を設けたり、コロナ放電処理、プラズマ処理、火炎処理等の表面処理を行ったりしてもよい。易接着層は、基材1と樹脂層2との両方に接着性のある樹脂から構成する。易接着層の樹脂としては、ウレタン樹脂、エポキシ樹脂、ポリエステル樹脂、アクリル樹脂、塩素化ポリプロピレン等の樹脂の中から適宜選択する。
【0021】
(樹脂層)
樹脂層2は、基材1上に密着性よく設けられ、本発明においてはプライマー層として作用する。この樹脂層2上には被めっき層3が密着性よく設けられる。したがって、樹脂層2は、基材1と被めっき層3の両方に対して密着性がよい材料であることが好ましく、また、透明性が要求される場合には可視光線に対して透明であることが好ましい。例えば、電離放射線硬化性樹脂や熱可塑性樹脂を塗工してなる層であることが好ましい。また、密着性、耐久性改善、各種物性付与のために各種添加剤や変性樹脂を添加してもよい。
【0022】
熱可塑性樹脂としては、例えば、ポリメチルメタクリレート(PMMA)等のアクリル樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ポリオレフィン樹脂等が挙げられる。
【0023】
電離放射線硬化性樹脂としては、電離放射線で架橋等の反応により重合硬化するモノマー(単量体)、或いはプレポリマーやオリゴマーが用いられる。モノマーとしては、例えば、ラジカル重合性モノマー、具体的には、1,6−ヘキサンジオールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等の各種(メタ)アクリレートが挙げられる。また、プレポリマー(乃至はオリゴマー)としては、例えば、ラジカル重合性プレポリマー、具体的には、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエステル(メタ)アクリレート等の各種(メタ)アクリレートプレポリマー、不飽和ポリエステルプレポリマー等が挙げられる。その他、カチオン重合性プレポリマー、例えば、ノボラック系型エポキシ樹脂プレポリマー、芳香族ビニルエーテル系樹脂プレポリマー等が挙げられる。ここで、(メタ)アクリレートという表記は、アクリレート又はメタクリレートという意味である。
【0024】
これらモノマー、或いはプレポリマーは、要求される性能、塗布適性等に応じて、1種類単独で用いる他、モノマーを2種類以上混合したり、プレポリマーを2種類以上混合したり、或いはモノマー1種類以上とプレポリマー1種類以上とを混合して用いたりすることができる。
【0025】
光重合開始剤としては、ラジカル重合性のモノマー又はプレポリマーの場合には、ベンゾフェノン系、チオキサントン系、ベンゾイン系等の化合物が、また、カチオン重合系のモノマー又はプレポリマーの場合には、メタロセン系、芳香族スルホニウム系、芳香族ヨードニウム系等の化合物が用いられる。これら光重合開始剤は、上記モノマー及び/又はプレポリマーからなる組成物100重量部に対して0.1重量部〜5重量部程度添加する。
【0026】
なお、電離放射線としては、紫外線又は電子線が代表的なものであるが、この他、可視光線、X線、γ線等の電磁波、或いはα線等の荷電粒子線を用いることもできる。また、添加剤としては、例えば、熱安定剤、ラジカル捕捉剤、可塑剤、界面活性剤、酸化防止剤、帯電防止剤、紫外線吸收剤、近赤外線吸收剤、色素(着色染料、着色)顔料、体質顔料等が挙げられる。
【0027】
後述の製法の欄で説明するように、樹脂層2は、流動状態と硬化状態の2つの状態を保持できることが望ましい。具体的には、樹脂層2は、塗工後においては流動性を保持できる状態で基材1上に設けられており、その後、樹脂層2上に被めっき層3が転写形成される際においては短時間で流動状態から硬化状態に変化させることができるものであることが必要である。こうした樹脂層2を基材1上に形成することにより、樹脂層2上に被めっき層3を転写する際に、その被めっき層3と樹脂層2との間に空隙がない状態で転写することができるので、従来生じるおそれがあった被めっき層3と樹脂層2との間の隙間の発生をなくすことができ、その隙間の存在による転写不良、密着不良の問題が生じない。
【0028】
なお、本願で言う「流動性」又は「流動状態」とは、後述の図4に示すように、被めっき層用組成物15が充填された版面に樹脂層2を圧着する際の圧力によって流動(変形)する性質又は状態をいい、水のように低粘度である必要はない。また、必ずしもNewton粘性である必要もなく、チキソトロピー性或はダイラタンシー性のような非Newton粘性を有していてもよい。塗工に適した粘度に調整され、基材1上に塗布した後、樹脂層2が熱可塑性樹脂である場合は、版面に圧着する際に流動(変形)すればよく、樹脂層2は圧着時において流動(変形)する温度になっていればよい。この場合、軟化状態と言い換えてもよい。流動状態になっている樹脂層2の粘度は、通常、10mPa・s〜5000mPa・sの範囲内であり、好ましくは、100mPa・s〜500mPa・sの範囲内である。
【0029】
そうした樹脂層2の流動性状態は、樹脂組成物として電離放射線硬化性樹脂を用いた場合には、電離放射線硬化性を持ったインキを基材1上に塗布するだけで得られる。電離放射線硬化型インキは、一般に前記のごとき電離放射線硬化性を持つモノマーやオリゴマーからなり、必要に応じて、更に、光重合開始剤(紫外線硬化、或いは光硬化の場合)、各種添加剤等を含み、電離放射線で硬化させるまでは流動性を示す。このインキは溶剤を含んでもよいが、その場合、塗布後に乾燥工程が必要であるため、インキは溶剤を含まないタイプ(いわゆるノンソルベントタイプ)であることが好ましい。
【0030】
また、樹脂組成物として熱可塑性樹脂組成物を用いた場合には、基材1上に熱可塑性樹脂組成物を塗布し、流動性状態になる程度(例えば、50℃〜200℃程度)に加熱して生じさせることができる。こうした流動性状態の樹脂層2を、後述するように被めっき層用組成物15が充填された版面に圧着した後、冷却することで硬化させて転写すれば、その被めっき層3と樹脂層2との間に空隙がない状態で転写することができる。ここで、基材1上に熱可塑性樹脂組成物を塗布する方法としては、熱可塑性樹脂組成物の溶液を塗布後乾燥する方法や、ホットメルト状態の樹脂を塗布する方法がある。また、基材1上に塗布された熱可塑性樹脂組成物の加熱は、被めっき層用組成物15が充填された版面に接触する前に行ってもよく、版面に圧着する際に加熱ロール等を用いて圧着と加熱を同時に行ってもよいが、いずれにしろ、被めっき層3を樹脂層2に転移する際には樹脂層2の流動性がなくなる程度まで冷却されている必要がある。
【0031】
樹脂層2の厚さは特に限定されないが、通常は硬化後の厚さで1μm〜100μm程度、好ましくは1μm〜10μm程度となるように形成される。なお、後の製造方法の説明欄で詳述するが、被めっき層3が樹脂層2上に転写され、さらにその被めっき層3を硬化させて電磁波シールド材を製造した後における樹脂層2は、図1に示すように、被めっき層3が形成されている部分Aの厚さTAが、被めっき層3が形成されていない部分Bの厚さTBよりも大きい。そして、その樹脂層2において、厚さの大きい部分Aのサイドエッジ14は、厚さの小さい部分Bの側に被めっき層3が回り込んだ形態になっている。
【0032】
図1に示す形態は各種の製法で形成でき、特にその製法は限定されない。なお、一例としては、例えば、硬化させる前の流動状態の樹脂層2を、凹版内に設けられた被めっき層用組成物に圧着した後、樹脂層2を硬化させ、その樹脂層2と被めっき層用組成物を充填した所定のパターンの賦形版面とを圧着して、樹脂層2と被めっき層用組成物とを空隙なく密着した後に、樹脂層2を硬化し、又は樹脂層2と被めっき層用組成物とを同時硬化し、その後に転写して形成できる。具体的には、後述の図4の製造工程図に示すように、基材1上に形成した樹脂層2を流動状態とし、その樹脂層2を、被めっき層用組成物15を凹部64内に充填した版面63に圧着し、樹脂層2を硬化し、その後に転写することにより生じる。版面63は、ドクターブレードによって凹部64内以外の余分な被めっき層用組成物15が掻き取られるが、その際に、凹部64内の被めっき層用組成物15の上部には凹み6が生じやすく、その凹み6を有した状態で版面63に樹脂層2を圧着することにより、流動性のある樹脂層2がその凹み6内に充填されて、図1に示す形態を形成できる。
【0033】
(被めっき層)
被めっき層3は、樹脂層2上に、例えばメッシュ状又はストライプ状の所定のパターンで設けられている。この被めっき層3を形成する被めっき層用組成物は、種々の工程を経た後に最終的に電気めっき又は無電解めっきできる層になっているものであれば特に限定されない。また、被めっき層3のパターンは、用途に応じて任意に設定されるが、例えば電磁波シールド材用途とする場合には、電磁遮蔽能を発揮できるメッシュ状又はストライプ状のパターンが採用され、その線幅と線間ピッチが任意に設定される。例えば、線幅は5μm〜30μmとすることができ、線間ピッチは100μm〜500μmとすることができる。また、図2に示すように、メッシュやストライプ形状の電磁遮蔽パターン7とは別に、それと導通を保ちつつ隣接した全ベタ等の接地パターン8が設けられる場合もある。
【0034】
また、被めっき層3の厚さは、その機能や性状によっても異なるが、その中央部での測定において、通常、2μm以上50μm以下であり、好ましくは、5μm以上20μm以下である。
【0035】
被めっき層用組成物は、後述する図4に示すように、版62の凹部64内に充填する時点では流動性を有し、所望のパターンに形成し、硬化せしめた以降の時点で所望の作用(電気めっき又は無電解めっきできる層になっている。)を発現するものであれば特に限定はなく、各種材料、形態のものが使用可能である。電気めっきを可能とする被めっき層用組成物の代表的なものとして、導電性粉末と樹脂とを含み、さらに必要に応じてその樹脂を溶解する溶剤を含んだ流動性を有する導電性インキ又はペースト状材料を挙げることができる。この被めっき層用組成物からなる被めっき層3は、その組成物を乾燥ないし硬化させた後の固形物からなる塗膜のことである。
【0036】
電気めっきを可能とする被めっき層用組成物について、導電性粉末と樹脂とを含む組成物を例にして説明する。この被めっき層用組成物を構成するバインダー樹脂としては、熱硬化性樹脂、電離放射線硬化性樹脂、熱可塑性樹脂のいずれも使用可能である。熱硬化性樹脂としては、例えば、メラミン樹脂、ポリエステル−メラミン樹脂、エポキシ−メラミン樹脂、フェノール樹脂、ポリイミド樹脂、熱硬化型アクリル樹脂、熱硬化型ポリウレタン樹脂等の樹脂を挙げることができ、電離放射線硬化性樹脂としては、樹脂層2用の材料として前記したものを挙げることができ、熱可塑性樹脂としては、ポリエステル樹脂、ポリビニルブチラール、アクリル樹脂、熱可塑性ポリウレタン樹脂等の樹脂を挙げることができる。なお、熱硬化性樹脂を使用する場合、必要に応じて硬化触媒を添加してもよい。光硬化性樹脂等の電離放射線硬化性樹脂を用いる場合は、必要に応じて重合開始剤を添加してもよい。
【0037】
また、版の凹部への充填に適した流動性を得るために、これら樹脂は通常、溶剤に溶けたワニスとして使用する。溶剤の種類には特に制限はなく、一般的に印刷インキに用いられる溶剤を使用できる。溶剤の含有量は通常、10重量%〜70重量%程度であるが、必要な流動性が得られる範囲でなるべく少ないほうが好ましい。また、光硬化性樹脂等の電離放射線硬化型性樹脂を用いる場合には、もともと流動性があるため、必ずしも溶剤を必要としない。
【0038】
また、被めっき層用組成物を構成する導電性粉末としては、金、銀、白金、銅、錫、パラジウム、ニッケル、アルミニウム等の低抵抗率金属粉末、表面が金や銀等の低抵抗率金属でめっきされた粉末(上記低抵抗率金属以外の金属粉末、アクリル樹脂、メラミン樹脂等の樹脂粉末、シリカ、アルミナ、硫酸バリウム、ゼオライト等の無機粉末)、グラファイト粉末、カーボンブラック粉末等を好ましく挙げることができ、形状も球状、回転楕円体状、多面体状、鱗片状、円盤状、繊維状等から選ぶことができる。これらの材料や形状は適宜混合して用いてもよい。導電性粉末の大きさは種類に応じて任意に選択されるので一概に特定できないが、例えば、鱗片状の銀粉末の場合には粉末の平均粒子径が0.1μm〜10μm程度のものを用いることができ、カーボンブラック粉末の場合には平均粒子径が0.01μm〜1μm程度のものを用いることができる。なお、本願において、平均粒子径というときは、粒度分布径、又はTEM観察で測定した値を指している。
【0039】
被めっき層用組成物中の導電性粉末の含有量は、導電性粉末の導電性や粉末の形態に応じて任意に選択されるが、例えば被めっき層用組成物の固形分100重量部のうち、導電性粉末を40重量部〜99重量部の範囲で含有させることができる。
【0040】
上記の被めっき層用組成物は、電気めっきを可能とする導電層からなる被めっき層3を形成するための組成物であり、その組成物は、主に導電性粉末と樹脂とで構成されたものであるが、他の組成物を適用してもよい。例えば、有機金属化合物のゾル(分散液)を被めっき層用組成物として用い、例えば転写工程の前後で加熱固化し、さらに必要に応じて焼成し、導電性の金属ないし金属化合物からなる被めっき層3としてもよい。また、例えば、ポリチオフェン等の公知の導電性樹脂を被めっき層用組成物として用い、それ自体を電気めっきを可能とする被めっき層3としてもよい。
【0041】
また、被めっき層用組成物として、無電解めっきを可能とする触媒層からなる被めっき層3を形成するための組成物を採用してもよい。触媒層を形成するための組成物としては、例えば、無電解めっき触媒、無電解めっき触媒担持体、バインダー樹脂及び溶剤からなる組成物を挙げることができる。
【0042】
無電解めっき触媒としては、Pd、Au、Ag、Pt等の貴金属超微粒子を使用できる。これらの粒子は組成物中に直接含有させてもよいが、一般に高価であるため、通常は無電解めっき触媒担持体の表面に担持させた状態で用いることが多い。そうした無電解めっき触媒担持体としては、触媒機能を妨げず、担持体の表面から触媒微粒子が容易に脱落しないようなものであれば特に制限はなく、例えば、微細アルミナゲル、シリカゲル等を用いることができる。担持させる方法としては、コロイドの表面吸着を利用する方法、メカノケミカル反応を利用した方法、蒸着やスパッタリング等の物理的方法等を例示できるが、方式は限定されない。また、組成物中に含まれるバインダー樹脂としては、後工程であるめっき液に対する耐性があれば特に制限はないが、例えばエチルセルロース、ニトロセルロース等のセルロース誘導体系、アクリル系、酢酸ビニル系、PVA系、ポリエステル、ポリウレタン等を用いることができる。これらは単独で用いてもよく、混合して用いてもよい。また、溶剤は、バインダー樹脂を良好に溶解できれば特に制限はないが、印刷する際の揮発等の影響を避けるためには、比較的高沸点の溶剤が好ましく、例えば第3石油類の溶剤等を例示できる。
【0043】
上述した種々の被めっき層用組成物には、品質向上等を目的に適当な添加物を加えてもよい。例えば、カーボンブラックはそれ自体が黒色であるので必要ないが、黒色顔料や黒色染料を必要に応じて所定量添加することで、例えば電磁波シールドパネルを構成した場合にはそのコントラストを向上させ、視認性を向上させることができる。また、後述するめっき層4の金属光沢による透明基板裏面の反射防止、色ムラ、金属色等の抑制のためには、こうした黒色顔料や黒色染料を含有させることが望ましい。
【0044】
黒色顔料としては、導電性粉末としても機能するカーボンブラック、Fe3O4、CuO−Cr2O3、CuO−Fe3O4−Mn2O3、CoO−Fe2O3−Cr2O3等が挙げられるが、その種類や形状は特に制限はなく、バインダー樹脂中に分散容易な平均粒子径0.1μm以下の着色力の大きな黒色顔料又は黒色染料が好ましい。なお、カーボンブラックを用いる場合には、チャンネルブラック、ファーネスブラック又はランプブラック等の色材用カーボンブラックや、導電性カーボンブラック、アセチレンブラック等を挙げることができ、中でも平均粒子径が20nm以下のものが好ましく用いられる。また、黒色染料としては、アニリンブラック等の染料を用いることができる。また、被めっき層用組成物の流動性や安定性を改善するために、導電性や、樹脂層2との密着性に悪影響を与えない限りにおいて、適宜フィラーや増粘剤、界面活性剤、酸化防止剤等を添加してもよい。
【0045】
被めっき層3の形成は、特に限定されないが、一例として以下の方法が挙げられる。例えば、後述の図4の製造工程図に示すように、先ず、所定のメッシュ状又はストライプ状等のパターンで凹部64が形成された板状又は円筒状の版面63に被めっき層用組成物15を塗布した後、その凹部64内以外に付着した被めっき層用組成物15をドクターブレード等によって掻き取って凹部64内に被めっき層用組成物15を充填する。次に、流動性を保持した樹脂層2を一方の面に形成した基材1を準備する。次に、その基材1の樹脂層2側と、被めっき層用組成物15を凹部64内に充填した版面63とを圧着することにより、被めっき層用組成物15と樹脂層2とを隙間なく密着させ、その状態で樹脂層2の流動性をなくした(硬化させた)後、樹脂層2を有する基材1を版面63から剥がして、凹部64内の被めっき層用組成物15を樹脂層2上に転写し、所定のメッシュ状又はストライプ状等のパターンからなる被めっき層3を形成する。なお、被めっき層3を樹脂層2上に転写した後においては、硬化処理(例えば、乾燥処理、紫外線・電子線照射処理、加熱処理、冷却処理等)を行って被めっき層3が形成される。
【0046】
こうした被めっき層3を形成する被めっき層用組成物15の粘度は、例えば後述するように、樹脂層2中のプライマー成分が被めっき層用組成物中に侵入して増粘させたり、樹脂層2と被めっき層用組成物とを同時硬化させたりする場合等、その製造工程上との関係で好ましい粘度の大小は一概には言えないが、使用可能な範囲としては、通常、数百mPa・s〜百万mPa・sの範囲内であり、好ましくは、数千mPa・s〜数万mPa・sの範囲内である。なお、擬粘性流動(チキソトロピー性)を有する粘度範囲からなる被めっき層用組成物が、ペースト状組成部の分離沈降や、転移後のパターン形状の安定性を保つ点で好ましく、通常は、シリカゲル等の微粒子を分散させたペースト状組成物はチキソトロピー性を発現するので使用に適している。
【0047】
ドクターブレードによって凹部内以外の余分な被めっき層用組成物15が掻き取られる際においては、凹部内の被めっき層用組成物15の上部に生じる凹み6内に、流動性を保持した樹脂層2が充填し、被めっき層用組成物15と樹脂層2とを隙間なく密着した状態で樹脂層2が硬化するので、樹脂層2上に被めっき層用組成物15を転写不良なく転写することができる。
【0048】
(被めっき層の形態)
被めっき層3の形態について詳しく説明する。被めっき層3は、図1に示すように、被めっき層3が設けられていない部分の厚さTBよりも厚い(TA)山形状又は丘形状からなる樹脂層2Aの上に形成されている。そして、この被めっき層3は、樹脂層2の中腹より上に形成されている。言い換えれば、この被めっき層3は、該被めっき層3の載る土台部分(突出パターン全体の麓部分13でもある。)が山形状又は丘形状の樹脂層2で構成され、その上に形成される被めっき層3は、その土台部分(麓部分13)の中腹より上側に設けられた態様で構成されている。一方、土台部分(麓部分13)の中腹より下には被めっき層3が形成されていない。
【0049】
被めっき層3は、平坦面でない山形状又は丘形状の樹脂層2上に形成されていることからしても、密着性よく樹脂層2上に設けられていることが理解でき、さらに、上記のように、樹脂層2からなる山形状又は丘形状の土台部分と、その土台部分(麓部分13)の中腹より上に形成された山形状の被めっき層3とで構成されているので、樹脂層2と被めっき層3との密着性が著しく高くなっている。そして、こうした形態は、版凹部内に充填された被めっき層用組成物が樹脂層2上に極めて高い転移率(ほぼ100%)で転写されるという格別の効果も備えている。さらに、被めっき層3のサイドエッジ14が、斜めにせり上がる傾斜に近い角度になっているので、被めっき層3のサイドエッジ14の先端部12が樹脂層2から剥がれ難くなっている。例えば、一般的な粘着テープを用いた剥離テストでも、こうした形態からなる被めっき層3の剥離強度は高かった。
【0050】
また、図1に示す形態は、平坦面からなる樹脂層2上に被めっき層3が形成されている場合に比べ、樹脂層2と被めっき層3との密着性に優れるという形態由来の効果がある。また、こうした形態は、後述する製法に起因するものであって、版面上でドクターブレードによって凹部内以外の余分な被めっき層用組成物が掻き取られた際に、その凹部内の被めっき層用組成物の上部には凹み6が生じやすく、その凹み6を有した状態で版面に流動性のある樹脂層2を圧着することにより、その樹脂層2が凹み6内に充填され、硬化後に剥離することによって形成することができる。なお、図1においては、釣鐘形状の凹部を有する版面に被めっき層用組成物を充填し、その後に転移させているので、被めっき層3の形状は凹部形状と同様の釣鐘形状になっているが、その形状は図示の例に限定されない。
【0051】
(めっき層)
めっき層4は、被めっき層3上に設けられる。被めっき層3が電気めっきを可能とする導電層である場合には、めっき層4は電気めっきにより形成され、被めっき層3が無電解めっきを可能とする触媒層である場合には、めっき層4は無電解めっきにより形成される。
【0052】
電気めっきによりめっき層4を形成する場合には、一般的な電気めっき液を使用できる。被めっき層3への給電は、被めっき層3が形成された面に接触させた通電ロール等の電極から行われるが、被めっき層3が電気めっき可能な程度の導電性(例えば、100Ω/□以下)を有するように構成することにより、電気めっきを問題なく行うことができる。めっき層4を構成する材料としては、導電性が高く容易にめっき可能な、銅、銀、金、クロム、ニッケル、錫、亜鉛、コバルトを挙げることができ、導電性の面からは、金、銀、銅、ニッケルが好ましい。めっき層4は被めっき層3に比べると一般的に体積抵抗率が1桁以上小さいため、めっき層4を形成しない導電性の被めっき層3層単体で電磁波シールド性を確保する場合に比べて、必要な導電材料の量を減らせるという利点がある。
【0053】
無電解めっきによりめっき層4を形成する場合には、一般的な無電解めっき液を使用できる。使用できる金属としては、金、銀、銅、ニッケル、錫、亜鉛、コバルトから一種以上を選んで使用でき、導電性の面からは、金、銀、銅、ニッケルが好ましい。例えば、無電解銅めっき浴、無電解Ni−Pめっき浴、無電解Ni−Bめっき浴等が使用可能である。無電解めっきは、触媒層が形成された部分にのみ析出するので、所定のパターンで精度よく形成することができる。
【0054】
(後処理層)
本発明では、めっき層4上に後処理層5を設ける。後処理層5としては、黒化処理層、防錆層等を挙げることができる。黒化処理層としては、例えば黒化ニッケルめっき、銅−コバルト合金めっき等のめっき処理を例示できる。また、防錆層としては、Znめっき、クロメート処理層、有機防錆処理(シランカップリング)層などを挙げることができる。
【0055】
後処理層5は、めっき層4を隙間無く覆うことができる。その理由は、被めっき層3が山形状又は丘形状からなる樹脂層2の中腹より上に形成されているので、その被めっき層3の上に形成されるめっき層4と基材1との間には、後処理を十分に行えない程度の僅かな隙間が存在しないからである。こうして形成された後処理層5が耐食層である場合は、耐食層がめっき層4を隙間無く覆うので、めっき層4の錆の発生を抑えることができ、その錆に起因しためっき層4の密着性の低下も起こらない。また、後処理層5が黒化処理層である場合は黒化処理層がめっき層4を隙間無く覆うので、例えばめっき層4が銀色や銅色の金属色を覆うことができ、本発明のめっきパターン部材が例えばディスプレイの前面に設けられる電磁波シールド材である場合には、金属色を呈するめっきパターンを目立たせなくすることができる。
【0056】
なお、後処理層5を形成した後においては、例えば、図3に示すような保護層9を設けてもよい。こうした保護層9は、例えばアクリル系の光硬化性樹脂を用いて形成することができる。
【0057】
以上、本発明のめっきパターン部材10によれば、被めっき層3の上に形成されるめっき層4と基材1との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、そのめっき層4は、その後に形成する後処理層5によって隙間無く覆われているので、めっき層4には錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、被めっき層3が樹脂層2の山形状又は丘形状からなる中腹より上に形成されていることにより、被めっき層3のサイドエッジ14が斜めにせり上がる傾斜に近い角度になっているので、被めっき層3のサイドエッジ14の先端部12が樹脂層2から剥がれ難く、密着性のよい形態になっている。
【0058】
また、本発明のめっきパターン部材10において、樹脂層2は少なくとも被めっき層3の下に設けられているが、樹脂層2が被めっき層3の形成領域2A以外のいわゆる開口部、すなわち被めっき層3が形成されていない基材1上にも全面に亘って存在していることが好ましい。樹脂層2を全面に形成することにより、樹脂層2が被めっき層3の下のみに存在して開口部には存在しない場合と比べ、めっきパターンの基材1からの剥離が起こり難くなるという効果がある。
【0059】
[電磁波シールド材]
図2は、本発明の電磁波シールド材の一例を示す模式的な平面図であり、図3は、図2におけるA−A’断面の拡大図である。本発明の電磁波シールド材10’は、上記めっきパターン部材10を電磁波遮蔽部材として用いたものである。上記めっきパターン部材10を、ディスプレイ用フィルターの構成部材である電磁波シールド材10’とすれば、密着性と耐食性に優れ、歩留まりと品質安定性のよい電磁波シールド材を提供できる。
【0060】
なお、図2中、符号7は、中央部に位置し、ディスプレイ装置の画像表示領域に対峙する電磁波遮蔽パターン部であり、符号8は、その電磁波遮蔽パターン部の周縁部の少なくとも一部に存在する接地部である。この接地部8において、接地能力上好ましくは、図2に示すように、電磁波遮蔽パターン部7の周縁部の全周を囲繞する形態が好ましい。また、その接地部8は、メッシュ等の開口部を有するパターン状に形成されていてもよいが、より好ましくは、図2に示すように、開口部非形成(ベタ状)の導電層(或いは導電層及び金屬層)からなる。また、「所定のパターン」とは、電磁波シールド材10’の電磁波遮蔽パターンとして一般的な、メッシュ状又はストライプ状のパターンである。
【0061】
[ディスプレイ用フィルター]
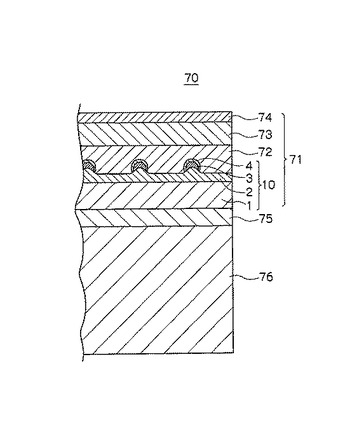
図4は、本発明の電磁波シールド材を有するディスプレイ用フィルターの一例を示す模式的な断面図である。ディスプレイ用フィルター71は、図4に示すように、上述した本発明の電磁波シールド材10’を少なくとも有し、プラズマディスプレイ装置76の前面側(視聴者側)に設けられる。すなわち、電磁波シールド材10’は、ディスプレイ用フィルター71の一部又は全部として設けられ、それ単独でディスプレイ用フィルター71として用いてもよいし、図4に示すように、電磁波シールド材10’と他の機能部材を複合させて用いてもよい。
【0062】
機能部材としては、従来公知のものを適用でき、例えばネオン光吸収材、紫外線吸収材、近赤外線吸収材、反射防止材、防眩材、ハードコート材、耐衝撃材、及び防汚材等を挙げることができる。これらの機能部材は、電磁波シールド材10’上に、例えばネオン光吸収材料、紫外線吸収材料、反射防止材料、ハードコート材料、防汚材料、防眩材料等から選ばれる1種又は2種以上の材料を塗布組成物として層状に塗布形成したものであってもよいし、また、基材内に、それらの材料を含有させて構成したものであってもよい。
【0063】
図4に示す一例は、電磁波シールド材10’の被めっき層3側の表面に、接着剤層72又は粘着剤層を介して、例えばAR層(反射防止層)74を塗布形成してなる基材73を被着体として貼り合わせたディスプレイ用フィルター71を例示している。このディスプレイ用フィルター71は、プラズマディスプレイパネル76の前面側(視聴者側)に接着剤層75又は粘着剤層を介して貼り合わされている。貼り合わせ後は、通常、オートクレーブ処理によって「エアーがみ」を減少させる。なお、ディスプレイ用フィルターは、図4に示す構成に限らず、本発明の電磁波シールド材10’を一部又は全部に有するものであれば、他の種々の形態であってもよい。
【0064】
[めっきパターン部材の製造方法]
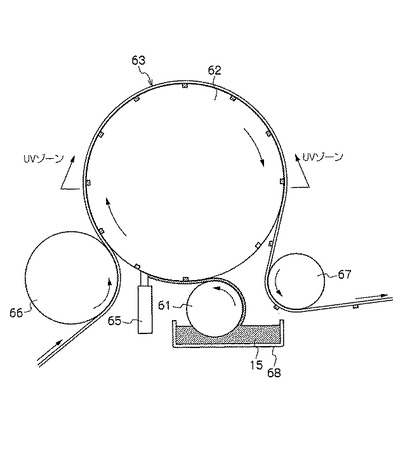
本発明のめっきパターン部材はその特徴的な形態を有するものであれば、その製造方法は特に限定されず、各種の方法で製造できる。以下の製造方法は、その一例であるが、本発明のめっきパターン部材は、以下の製造方法に限定されない。図5は、本発明のめっきパターン部材の製造方法の一例を示す工程図である。また、図6は、被めっき層用組成物を樹脂層上に転写する転写工程を実施する装置の概略構成図である。本発明のめっきパターン部材は、図5に示す工程によって製造される。以下、各工程について図面を参照して説明する。
【0065】
(基材準備工程)
基材準備工程は、硬化するまで流動性を保持できる樹脂層2が一方の面S1に形成された基材1を準備する工程である。樹脂層2はプライマー層として作用し、通常は、そうした樹脂層形成用の組成物を基材1上に塗布して形成するが、樹脂層2を有する基材1は購入品であってもよい。いずれの場合であっても、後述する圧着工程時に、樹脂層2が流動性を保持した状態であることが必要である。
【0066】
例えば、樹脂組成物として電離放射線硬化性樹脂組成物を用いた場合には、電離放射線を照射しない未照射状態で、その電離放射線硬化性樹脂組成物中の溶剤のみを乾燥除去し、基材1上に流動状態からなる樹脂層2を塗膜として形成しておき、その状態で後述する圧着工程に供給することが好ましい。もちろん、ここで用いる電離放射線硬化性の樹脂組成物が溶剤を含まない、いわゆるノンソルベントタイプの場合には、樹脂層2を形成する際の乾燥工程は不要である。
【0067】
また、樹脂組成物として熱可塑性樹脂組成物を用いた場合には、後述する圧着工程において加熱による流動状態となっていればよく、圧着工程の直前に樹脂層2の加熱処理を行ってもよく、熱ロール等で樹脂層2の加熱と版面63への圧着を同時に行ってもよい。なお、樹脂層2を塗布する方法については各種コーティング方式が使用でき、例えばグラビアコート、コンマコート、ダイコート、ロールコート等の各種方式から適宜選ぶことができる。
【0068】
(凹版準備工程)
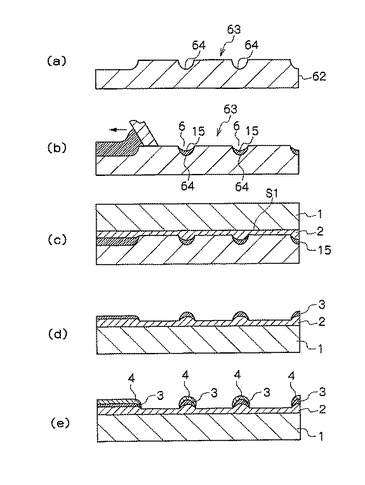
凹版準備工程は、図5(a)に示すように、所定のパターンからなる凹部64を有する凹版62を準備する工程である。凹版62は、板状であっても円筒状であってもよく、板状の凹版62を用いる場合には、めっきパターン部材10を枚葉で製造でき、円筒状の凹版62を用いる場合には、めっきパターン部材10をロール・トウ・ロール(定義は前述の通り)の形態で連続して製造できる。
【0069】
凹版62に形成された凹部64の形状は、転写後の被めっき層3の断面形状と同じ又は略同じである。凹版62は、板状又は円筒状の金属、あるいはセラミックスからなる版材を、フォトエッチングしたり、バイト等の加工治具での切削加工したり、レーザービームを用いて直接描画切削する、又は、電鋳等を行ったりして、所定形状の凹部64を形成することができる。特に、バイト等の加工治具での切削加工は、所定形状の凹部を精度よく加工できるとともに、高アスペクト比の凹部を得るのに有利である。
【0070】
(樹脂充填工程)
樹脂充填工程は、図5(b)に示すように、メッシュ状又はストライプ状の所定のパターンで凹部64が形成された板状又は円筒状の版面63に、硬化後に被めっき層3を形成できる流動状態の被めっき層用組成物15を塗布した後、その凹部内以外に付着した被めっき層用組成物15を掻き取って凹部内に被めっき層用組成物15を充填する工程である。本工程において、本来望むものではないが、不可避的に凹部64内に充填された被めっき層用組成物15上部には凹み(図5の符号6)が生じる。その原因は詳細不明であるが、ドクターブレード等で凹部以外の被めっき層用組成物15を掻取る際に該組成物のレオロジカルな挙動によりその表面に凹みを生じるため、導電性組成物が希釈溶剤を含む場合は該溶剤の揮発による体積収縮のため、あるいは両者の複合作用のためと推測される。
【0071】
樹脂層2を形成するための組成物に対する被めっき層用組成物15の組み合わせは特に限定されず、樹脂組成物の硬化処理と被めっき層用組成物15の硬化処理が異なっていてもよいが、被めっき層用組成物15として導電性粉末を含む電離放射線硬化性樹脂を採用する場合には、樹脂組成物も電離放射線硬化性樹脂組成物であることが好ましい。そうした組み合わせにすることにより、この樹脂充填工程後の圧着工程とそれに続く樹脂層2の硬化工程時の電離放射線照射処理によって、樹脂層2の硬化と被めっき層用組成物15の硬化を同時に行うことができる。このとき、一般に導電性粉末は色がついているため、照射する電離放射線が光、或いは紫外線の場合には、適切な光重合開始剤と光硬化性樹脂との組み合わせを選ぶことにより硬化させることができる。また、電子線を照射する場合には、特に導電性粉末の色は考慮する必要はない。
【0072】
なお、図6に示す塗布法は、樹脂層2を有する基材1をロール状凹版62に圧着する前に行われる工程の一例であり、具体的には、ピックアップロール61は被めっき層用組成物15充填容器68に下方で接触し、被めっき層用組成物15を引き上げてロール状凹版62の版面63に塗布する。このとき、版面63上の凹部64以外の部分に被めっき層用組成物15が乗らないように、ドクターブレード65で掻き落とす。
【0073】
(圧着工程)
圧着工程は、図5(c)及び図6に示すように、樹脂充填工程後の版面63の凹部64側と、基材準備工程後の基材1の樹脂層2側とを圧着して、凹部64内の被めっき層用組成物15と樹脂層2とを空隙なく密着する工程である。樹脂層2はこの時点において流動性を有しているため、版面の凹部64内に充填された被めっき層用組成物15上部の凹み6内にも樹脂層2は流入して、該凹みも充填し、基材1及び被めっき層用組成物15の間は全て樹脂層2で隙間なく満たされる。圧着はニップロール66で行われ、ロール状凹版62に対して所定の圧力で付勢されている。そのニップロール66は付勢圧力の調整手段を備えており、その付勢圧力は、樹脂層2の流動性に応じて任意に調整される。
【0074】
なお、樹脂層2が熱可塑性樹脂である場合は、ニップロール66は加熱可能なロールにすることが好ましい。この場合、加熱圧着によって樹脂層2が軟化し流動可能となる。
【0075】
(硬化工程)
硬化工程は、ニップロール66の付勢力による圧着工程後に樹脂層2を硬化する工程であり、圧着した後の状態で硬化処理することにより、樹脂層2と被めっき層用組成物15とが密着した状態で硬化させることができる。具体的には、樹脂層形成用の樹脂組成物が電離放射線硬化型樹脂組成物である場合には、照射ゾーン(図6の例ではUVゾーンと記載している。)で電離放射線が照射され、硬化処理される。この場合、樹脂層2は基材1と版面63に挟まれた態様になり、空気中の酸素による硬化阻害を受けないため、窒素パージ装置等は必ずしも必要ない。なお、硬化処理は、上記と同様、樹脂組成物と被めっき層用組成物15の種類に応じて選択され、例えば、電離放射線照射処理、冷却処理等の硬化処理が施される。
【0076】
なお、上記のように、樹脂層2形成用の組成物と被めっき層用組成物15の両方を電離放射線硬化性樹脂とした場合には、圧着工程に続く硬化工程時に電離放射線照射処理を施す、同時硬化工程とすることもできる。
【0077】
(転写工程)
転写工程は、図5(d)に示すように、硬化工程後に基材1及び硬化した樹脂層2をロール状凹版62の版面63から剥がして凹部64内の被めっき層用組成物15を樹脂層2上に転写する工程である。樹脂層2は、この工程前の樹脂層硬化工程で硬化しているので、基材1と硬化した樹脂層2とをロール状凹版62の版面63から剥がすことにより、樹脂層2に密着した被めっき層用組成物1515は凹部内から離れて樹脂層2上にきれいに転写し、被めっき層3となる。引き剥がしは、図6に示すように、出口側に設けられたニップロール67により行われる。
【0078】
なお、転写工程において、被めっき層用組成物15は必ずしも硬化させる必要はなく、被めっき層用組成物15に溶剤が含まれた状態でも転移させることができる。この理由は今のところ不明であるが、樹脂層2と被めっき層用組成物15とは空隙なく密着しているのみでは無く、樹脂層の一部は被めっき層用組成物15中にも浸透し、両者が相互に混ざり合った領域ができるため、両者は相互に絡み合った状態で硬化させた樹脂層2と被めっき層用組成物15との間の密着力が、ロール状凹版の凹部64の内壁と被めっき層用組成物15との間の密着力よりも大きくなっているためと推測される。これに加えて、特に被めっき層用組成物15が未硬化状態の場合には、樹脂層の一部が被めっき層用組成物15中に浸透して、その流動性を変化せしめ、凹部64内から抜け出し易くするためとも推測される。
【0079】
また、樹脂層2と被めっき層3乃至被めっき層3との界面は、単に物理的又は化学的に接着しているのみの形態の他、界面近傍において、両層の材料が相互に溶解、浸透、乃至は拡散し合っている形態であってもよい。両層の材料の選定、製造条件の選定いかんにより、何れの形態も実現できる。両層間の接着性の点からいうと、後者の形態の方が好ましい。
【0080】
こうした製造方法では、被めっき層3の転写率が95%〜100%以下であり、通常は、98%〜100%であるので、被めっき層3を形成する被めっき層用組成物15の転写不良に基づく断線や形状不良、密着性等の不具合が生じないという効果を奏する。
【0081】
なお、転写工程後においては、必要に応じて乾燥処理、硬化処理等が施される。また、さらに抵抗を下げる必要があれば、その後のめっき工程に供される。めっき工程には、そのままインラインで供されてもよいし、一旦巻き取られた後に、別個のめっきラインに供給されてもよい。
【0082】
(めっき工程)
めっき工程は、図5(e)に示すように、転写工程後、樹脂層2上に所定のパターン(樹脂層2の形成パターンと同じ。)で形成された被めっき層3上にめっき層4を電気めっき又は無電解めっきする工程である。めっきする金属としては、銅、銀、金、ニッケル等が挙げられ、特に価格が安く導電性も高い銅めっきが好ましい。銅めっき液は、市販の電気めっき液又は無電解めっき液を利用できるが、中でも均一めっき性を向上させた銅めっき液が好ましく採用される。なお、めっき工程に供される際には、通常の前処理(例えば、洗浄処理等)が施されるが、上記のように転写工程からそのままインラインで供給されてもよいし、別個のめっきラインに供されてもよい。
【0083】
(後処理工程)
後処理工程は、めっき工程後に、めっき層に後処理する工程である。例えば、めっき層4の黒化処理工程や防錆工程を行うと共に、さらに必要に応じて保護層形成工程を行ってもよい。
【実施例】
【0084】
以下に、実施例と比較例を挙げて本発明をさらに具体的に説明する。
【0085】
(実施例1)
片面に易接着処理がされた幅850mmで厚さ100μmの長尺ロール巻ポリエチレンテレフタレート(PET)フィルムを繰り出し、易接着処理面にプライマー層として作用する樹脂層(以下、プライマー層という。)用の電離放射線硬化性組成物を厚さ8μmとなるように塗布形成した。塗布方式は、通常のグラビアリバース法を採用し、電離放射線硬化性組成物としては、エポキシアクリレート40質量部、単官能モノマー(フェノキシエチルアクリレート等からなる親水性でない単官能アクリレートモノマー混合物)53質量部、3官能モノマー(エチレンオキシド変性イソシアヌル酸トリアクリレート)7質量部、さらに光開始剤として1−ヒドロキシ−シクロヘキシル−フェニル−ケトン(イルガキュア184(チバ・スペシャルティ・ケミカルズ))3質量部添加したものを使用した。塗布後の電離放射線硬化性のプライマー層は触ると流動性を示すものの、PETフィルム上から流れ落ちることはなかった。
【0086】
一方で、線幅が20μmで線ピッチが300μm、版深10μmの正方格子状のメッシュパターンとなる凹部が形成された凹版ロールの版面に、金属微粒子として平均粒径2μmの鱗片状銀粒子93質量部、バインダー樹脂として熱可塑性のポリエステルウレタン樹脂7質量部、溶剤としてブチルカルビトールアセテート25質量部からなる金属ペースト(被めっき層用組成物)をピックアップロールで塗布し、ドクターブレードで凹部内以外の金属ペーストを掻き取って凹部内のみに金属ペーストを充填させた。そして、金属ペーストを凹部内に充填させた状態の凹版ロールと、ニップロールとの間に、プライマー層が形成されたPETフィルムを供し、凹版ロールに対するニップロールの押圧力(付勢力)によって、電離放射線硬化性のプライマー層を凹部内に存在する金属ペーストの凹みに流入させ、金属ペーストと電離放射線硬化性のプライマー層とを隙間なく密着させた。
【0087】
次いで、プライマー層が形成されたPETフィルムを、そのプライマー層が凹版ロールの版面側に対向した状態で、凹版ロールとニップロールとの間に挟む。その凹版ロールとニップロールとの間でPETフィルムのプライマー層は版面に押し付けられる。プライマー層は流動性を有しているので、版面に押し付けられたプライマー層は、金属ペーストが充填した凹部内にも流入し、凹部内で生じた金属ペーストの凹みを充填する。こうしてプライマー層は金属ペーストに対して隙間なく密着した状態となる。その後、さらに凹版ロールが回転してUVランプによって紫外線が照射され、電離放射線硬化性樹脂組成物からなるプライマー層が硬化する。プライマー層の硬化により、凹版ロールの凹部内の金属ペーストはプライマー層と密着し、その後、出口側のニップロールによってフィルムが凹版ロールから剥離され、プライマー層上には被めっき層である導電層が転写形成される。このようにして得られた転写フィルムを、110℃の乾燥ゾーンを通過させて金属ペーストの溶剤を蒸発させ、プライマー層上にメッシュパターンからなる導電層を形成した。このときの導電層の厚さ(導電層が形成されているメッシュパターン部分とそれ以外の部分との厚さの差で評価した。)は9μmであり、版の凹部内の金属ペーストが高い転移率で転移していた。また、断線や形状不良も見られなかった。
【0088】
こうして得られた中間部材を、電解銅めっき液を用い、浴温30℃、処理時間4.5分間、電流密度2A/dm2で電解処理した。電解銅めっき液は、硫酸銅75g/L、硫酸180g/L、塩酸60mg/L、添加剤40ml/Lの混合物である。析出した膜厚は、高さ方向に2.0μmであった。その後、防錆めっき処理として、Sn−Niめっき液を用い、浴温40℃、処理時間3分間、電流密度1A/dm2で電解処理した。
【0089】
得られためっきパターン部材は、図1に示すように、被めっき層である導電層が、山形状又は丘形状からなるプライマー層の中腹より上に形成されているので、その導電層の上に形成される銅めっき層とPET基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、銅めっき層は、その後に形成するSn−Ni防錆めっき層によって隙間無く覆われている。その結果、錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、導電層がプライマー層の中腹より上に形成されていることにより、導電層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、導電層のサイドエッジの先端部がプライマー層から剥がれ難く、密着性のよい形態になっていた。
【0090】
(実施例2)
実施例1において、凹版ロールの版面に塗布する金属ペーストに代えて下記の触媒ペーストを用いて中間部材を作製し、さらに電解銅めっき液に代えて無電解めっき液で導電層を形成した他は、実施例1と同様にして実施例2のめっきパターン部材を作製した。
【0091】
触媒ペーストは以下のように作製した。先ず、精製水89重量部に塩化パラジウム1重量部を溶解し、さらにクエン酸三ナトリウム10重量部を溶解して均一に攪拌した後、水素化ホウ素ナトリウム0.01重量部を添加して塩化パラジウムを還元させ、クエン酸で安定化及び保護コロイド化したパラジウムコロイドを得た。その後、限外濾過により濃縮脱塩を行い、パラジウム0.5重量部を含有するパラジウムコロイドを得た。上記パラジウムコロイド10重量部に適量の精製水を加え、この希薄パラジウムコロイド溶液に日本アエロゾル製のアルミナエアロゾルAl2O3−C、10重量部を添加懸濁させた。パラジウムコロイドはクエン酸で安定化されているため、表面負電荷のコロイドであり、またアルミナゾルは逆に表面正電荷を示すため、懸濁液中で静電的に吸着してヘテロ凝集を起こす。これを濾過により分離し、乾燥、解砕することにより、パラジウムコロイドを担持したアルミナゲルを得た。このパラジウムコロイド担持アルミナゲル7重量部と10%エチルセルローステルピネオール溶液30重量部とを3本ロールミルを用いて均一に混練し、分散させることにより印刷用の触媒ペーストを作製した。得られた触媒ペーストの粘度は80000cP(センチポイズ)であった。
【0092】
実施例1と同様の凹版印刷法及び凹版を用いて、プライマー層上に、上記触媒ペーストを被めっき層である触媒層として転写形成した。このときの触媒層の厚さ(触媒層が形成されているメッシュパターン部分とそれ以外の部分との厚さの差で評価した。)は9μmであり、版の凹部内の触媒ペーストが高い転移率で転移していた。また、断線や形状不良も見られなかった。
【0093】
こうして得られた中間部材を、無電解銅めっき液(奥野製薬株式会社製、OPC−750シリーズ)中に浸漬させ、20分間、20℃で無電解銅めっきを行った。攪拌はエアー攪拌で行った。めっき処理後に水洗を行い、乾燥を行った。得られためっき層は、高さ方向に1μmの膜厚で形成され、その表面は黄金色の銅金属光沢を示し、裏面は若干銅光沢を示したがほぼ黒色の色調を呈していた。その後、施工表面を防錆効果のある黒化処理液で処理して黒化ニッケルめっきを施した。
【0094】
こうして得られためっきパターン部材も実施例1の場合と同様、図1に示すように、被めっき層である触媒層が、山形状又は丘形状からなるプライマー層の中腹より上に形成されているので、その触媒層の上に形成される無電解銅めっき層とPET基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、無電解銅めっき層は、その後に形成する黒化ニッケルめっき層で隙間無く覆われている。その結果、錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、触媒層がプライマー層の中腹より上に形成されていることにより、触媒層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、触媒層のサイドエッジの先端部がプライマー層から剥がれ難く、密着性のよい形態になっていた。
【0095】
(比較例1)
実施例1と同じPETフィルム上に、スパッタ法でニッケル−クロム合金の薄膜導電層を0.1μm厚で付与した。その後、その薄膜導電層上にドライレジストフィルムを貼合し、線幅が20μmで線ピッチが300μm、版深10μmの正方格子状のパターン露光を行い、炭酸ナトリウムで現像して製版を得た。得られた製版を塩化第2鉄水溶液でエッチングし、メッシュパターンを形成した。その後、実施例1と同様に電気銅めっきをした後、さらに、Sn−Niめっき液を用い、浴温40℃、処理時間3分間、電流密度1A/dm2で電解処理した。
【0096】
得られためっきパターン部材は、所定のメッシュパターンからなるニッケル−クロム合金上に電気銅めっき層が成長した形態になっているが、その電気銅めっき層は、例えば図7に示したのと同様に、PETフィルムの表面との間に密着していない僅かな隙間があり、電気めっき層のPETフィルム側の面は、その後のSn−Ni防錆めっきで処理されていない態様で得られているのが確認された。
【0097】
(湿熱試験)
湿熱試験装置(TABAIエステック社製、PR−3K)を使用し、温度60℃・湿度95%の条件下で1000時間の湿熱試験を行った。その結果を表1に示す。実施例1及び実施例2で得られためっきパターン部材は湿熱試験後であっても錆の発生は認められなかったが、比較例1で得られためっきパターン部材は、PETフィルム側のめっき面に錆が発生しているのが認められた。
【0098】
【表1】

【図面の簡単な説明】
【0099】
【図1】本発明のめっきパターン部材の一例を示す模式的な断面図である。
【図2】本発明のめっきパターン部材の一例を示す模式的な平面図である。
【図3】図1におけるA−A’断面の拡大図である。
【図4】本発明のめっきパターン部材を有するディスプレイ用フィルターの一例を示す模式的な断面図である。
【図5】本発明の電磁波シールドの製造方法の一例を示す工程図である。
【図6】被めっき層用組成物を樹脂層上に転写する転写工程を実施する装置の概略構成図である。
【図7】従来のめっきパターン部材の一例を示す模式的な断面図である。
【符号の説明】
【0100】
1 基材
2 樹脂層
3 被めっき層
4 めっき層
5 後処理層
6 凹み
7 電磁波遮蔽パターン部
8 接地部
9 保護層
10 めっきパターン部材
10’ 電磁波シールド材
12 先端部
13 麓部分
14 サイドエッジ
15 被めっき層用組成物
61 ピックアップロール
62 凹版
63 版面
64 凹部
65 ドクターブレード
66 ニップロール
67 ニップロール
68 充填容器
70 プラズマディスプレイ装置
71 ディスプレイ用フィルター
72 粘着剤層
73 基材
74 AR層
75 粘着剤層
76 プラズマディスプレイパネル
A 導電層が形成されている部分
TA Aの厚さ
B 導電層が形成されていない部分
TB Bの厚さ
【技術分野】
【0001】
本発明は、密着性がよく、錆が発生し難いめっきパターン部材及び電磁波シールド材に関する。
【背景技術】
【0002】
テレビやパーソナルコンピュータのモニター等のディスプレイ装置として、例えば、陰極線管ディスプレイ装置(CRT)、液晶ディスプレイ装置(LCD)、プラズマディスプレイ装置(PDP)、電界発光ディスプレイ装置(EL)等が知られている。これらの画像ディスプレイ装置(以下、単に「ディスプレイ装置」又は「ディスプレイ」ともいう。)のうち、大画面ディスプレイ装置の分野で注目されているプラズマディスプレイ装置は、発光にプラズマ放電を利用するため、30MHz〜1GHz帯域の不要な電磁波が外部に漏洩して他の機器(例えば、遠隔制御機器、情報処理装置等)に影響を与えるおそれがある。そのため、プラズマディスプレイ装置に用いられるプラズマディスプレイパネルの前面側(観察者側)に、漏洩する電磁波をシールドするためのフィルム状の電磁波シールド材を設けるのが一般的である。
【0003】
電磁波シールド材は今までに種々検討されている。例えば特許文献1には、透明基体表面上に無電解めっき触媒を含有するペーストでパターン印刷を行い、このパターン印刷された無電解めっき触媒層上に無電解めっき処理を施して、パターン印刷部のみに導電性の金属層を形成させてなる電磁波遮蔽膜が提案されている。また、特許文献2には、接着剤層が塗布形成された透明基材上に、硬化後に無電解めっきできる樹脂をメッシュパターンで直接凹版印刷し、そのメッシュパターンに金属層を無電解めっきしてなる電磁波遮蔽板が提案されている。
【特許文献1】特開平11−170420号公報
【特許文献2】特開平11−174174号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1,2で提案された電磁波遮蔽材では、無電解めっきにより形成された金属層は、無電解めっき触媒層上(特許文献1)又は無電解めっきできる樹脂層上(特許文献2)に形成されるとともに、図7に示すように、該触媒層102や該樹脂層が形成されていない透明基材101の表面101aにも形成されている。透明基材101上の金属層103は、該触媒層102や該樹脂層上でめっきされた金属が成長したものであって、透明基材101に直接密着しておらず、微視的には透明基材101との間に僅かな隙間Gを有している。
【0005】
しかしながら、その金属層103に防錆処理を施そうとした場合、その隙間Gに防錆処理する処理液が入り難く、透明基材101に密着していない金属層103の表面103aを十分に防錆処理できないという問題がある。一方、その隙間Gの存在により、使用時に金属層103の表面103aから錆が発生するおそれがある。また、製造後の耐久試験時に錆が発生するおそれがある。そして、そうした錆の発生により、金属層103が剥がれ易くなるおそれがある。
【0006】
本発明は、上記問題を解決するためになされたものであって、その目的は、密着性がよく、錆が発生し難いめっきパターン部材及び電磁波シールド材を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明のめっきパターン部材は、基材と、該基材上に設けられた樹脂層と、該樹脂層上に所定のパターンで設けられた被めっき層と、該被めっき層上に設けられためっき層と、該めっき層を隙間無く覆うように設けられた後処理層とを有し、前記被めっき層の下にある樹脂層は、該被めっき層が設けられていない部分の厚さよりも厚い山形状又は丘形状からなり、前記被めっき層は、該樹脂層の中腹より上に形成されていることを特徴とする。
【0008】
この発明によれば、被めっき層が山形状又は丘形状からなる樹脂層の中腹より上に形成されているので、その被めっき層の上に形成されるめっき層と基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、めっき層は、その後に形成する後処理層によって隙間無く覆われている。その結果、錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、被めっき層が樹脂層の中腹より上に形成されていることにより、被めっき層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、被めっき層のサイドエッジの先端部が樹脂層から剥がれ難く、密着性のよい形態になっている。
【0009】
本発明のめっきパターン部材の好ましい態様として、前記めっき層が、電気めっき又は無電解めっきされた層であるように構成する。
【0010】
本発明のめっきパターン部材の好ましい態様として、前記被めっき層を、電気めっきを可能とする導電層であるように構成してもよいし、無電解めっきを可能とする触媒層であるように構成してもよい。
【0011】
本発明のめっきパターン部材の好ましい態様として、前記後処理層が、黒化処理層又は防錆層であるように構成する。
【0012】
本発明の電磁波シールド材は、上記本発明のめっきパターン部材を電磁波遮蔽用途に用いることを特徴とする。
【発明の効果】
【0013】
本発明のめっきパターン部材によれば、被めっき層の上に形成されるめっき層と基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、そのめっき層は、その後に形成する後処理層によって隙間無く覆われているので、めっき層には錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、被めっき層が樹脂層の中腹より上に形成されていることにより、被めっき層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、被めっき層のサイドエッジの先端部が樹脂層から剥がれ難く、密着性のよい形態になっている。
【0014】
こうしためっきパターン部材をディスプレイ用フィルターの構成部材である電磁波シールド材とすれば、密着性と耐食性に優れ、歩留まりと品質安定性のよい電磁波シールド材を提供できる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施の形態について詳細に説明するが、本発明は以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0016】
[めっきパターン部材]
図1は、本発明のめっきパターン部材の一例を示す模式的な断面図である。本発明のめっきパターン部材10は、基材1と、基材1上に設けられた樹脂層2と、樹脂層2上に所定のパターンで設けられた被めっき層3と、被めっき層3上に設けられためっき層4と、めっき層4を隙間無く覆うように設けられた後処理層5とを有している。そして、被めっき層3の下にある樹脂層2Aは、被めっき層3が設けられていない部分の樹脂層2Bの厚さTBよりも大きい厚さTAの山形状又は丘形状からなり、被めっき層3は、樹脂層2Aの中腹より上に形成されている。なお、図1においては、後処理層5上に、さらに必要に応じて、保護層9が設けられている。
【0017】
以下、本発明の構成を詳しく説明する。
【0018】
(基材)
基材1は、めっきパターンを形成するためのベース基材であり、必要に応じて、所望の透明性、機械的強度、樹脂層2との接着性等の要求適正を勘案の上、各種材料からなる各種厚さのものが選択される。基材1の材料としては、樹脂基材等の有機材であってもよいし、硝子基材等の無機材であってもよい。また、厚さ形態としては、フィルム状でもシート状でも板状でもよい。本発明のめっきパターン部材をディスプレイの前面側に設けられる電磁波シールド材として用いる場合には、通常は、フィルム状の透明樹脂基材が好ましく用いられる。そうした透明樹脂基材としては、アクリル樹脂(ここでは、いわゆるメタクリル樹脂も包含する概念として用いる。)、ポリエステル樹脂等をベースとするフィルムが好ましいが、これに限定されない。フィルムに使用する樹脂材料として、具体的には、トリアセチルセルロース、ジアセチルセルロース、アセテートブチレートセルロース等のセルロース系樹脂、ポリ(メタ)クリル酸メチル、(メタ)クリル酸メチル−(メタ)アクリル酸ブチル、(メタ)クリル酸メチル−スチレン共重合体等のアクリル系樹脂、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等のポリエステル樹脂、ポリエチレン、ポリプロピレン、トリメチルペンテン、環状ポリオレフィン等のポリオレフィン樹脂、ポリ塩化ビニルやポリ塩化ビニリデン等の含ハロゲン樹脂、ポリスチレン等のスチレン系樹脂、ポリカーボネート樹脂、ポリアミド樹脂等が使用できる。中でも、二軸延伸PETフィルムが透明性、耐久性に優れ、しかもその後の工程で紫外線照射処理や加熱処理を経た場合でも熱変形等しない耐熱性を有する点で好適である。なお、ここで(メタ)アクリルとは、アクリル又はメタクリルを意味する。
【0019】
また、板に使用する材料として、樹脂としては、前記の樹脂フィルムで例示した樹脂を利用でき、無機材としては、ソーダ硝子、カリ硝子、硼珪酸硝子等の硝子を利用できる。
【0020】
基材1は、ロール・トウ・ロール(巻取(ロール)から巻き出して供給し、適宜加工し、しかる後、巻取に巻き取って保管する形態)で加工可能なの長尺帯状フィルムであってもよいし、所定の大きさからなる枚葉フィルムであってもよい。基材1の厚さは、通常、フィルムの場合は8μm〜300μm程度が好ましく、板の場合は500μm〜5000μm程度が好ましいが、これに限定されない。基材1に透明性が要求される場合、その光透過率としては、100%のものが理想であるが、透過率80%以上のものを選択することが好ましい。基材1の表面には、必要に応じて、後述する樹脂層2と基材1との密着性を改善するために易接着層を設けたり、コロナ放電処理、プラズマ処理、火炎処理等の表面処理を行ったりしてもよい。易接着層は、基材1と樹脂層2との両方に接着性のある樹脂から構成する。易接着層の樹脂としては、ウレタン樹脂、エポキシ樹脂、ポリエステル樹脂、アクリル樹脂、塩素化ポリプロピレン等の樹脂の中から適宜選択する。
【0021】
(樹脂層)
樹脂層2は、基材1上に密着性よく設けられ、本発明においてはプライマー層として作用する。この樹脂層2上には被めっき層3が密着性よく設けられる。したがって、樹脂層2は、基材1と被めっき層3の両方に対して密着性がよい材料であることが好ましく、また、透明性が要求される場合には可視光線に対して透明であることが好ましい。例えば、電離放射線硬化性樹脂や熱可塑性樹脂を塗工してなる層であることが好ましい。また、密着性、耐久性改善、各種物性付与のために各種添加剤や変性樹脂を添加してもよい。
【0022】
熱可塑性樹脂としては、例えば、ポリメチルメタクリレート(PMMA)等のアクリル樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ポリオレフィン樹脂等が挙げられる。
【0023】
電離放射線硬化性樹脂としては、電離放射線で架橋等の反応により重合硬化するモノマー(単量体)、或いはプレポリマーやオリゴマーが用いられる。モノマーとしては、例えば、ラジカル重合性モノマー、具体的には、1,6−ヘキサンジオールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等の各種(メタ)アクリレートが挙げられる。また、プレポリマー(乃至はオリゴマー)としては、例えば、ラジカル重合性プレポリマー、具体的には、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエステル(メタ)アクリレート等の各種(メタ)アクリレートプレポリマー、不飽和ポリエステルプレポリマー等が挙げられる。その他、カチオン重合性プレポリマー、例えば、ノボラック系型エポキシ樹脂プレポリマー、芳香族ビニルエーテル系樹脂プレポリマー等が挙げられる。ここで、(メタ)アクリレートという表記は、アクリレート又はメタクリレートという意味である。
【0024】
これらモノマー、或いはプレポリマーは、要求される性能、塗布適性等に応じて、1種類単独で用いる他、モノマーを2種類以上混合したり、プレポリマーを2種類以上混合したり、或いはモノマー1種類以上とプレポリマー1種類以上とを混合して用いたりすることができる。
【0025】
光重合開始剤としては、ラジカル重合性のモノマー又はプレポリマーの場合には、ベンゾフェノン系、チオキサントン系、ベンゾイン系等の化合物が、また、カチオン重合系のモノマー又はプレポリマーの場合には、メタロセン系、芳香族スルホニウム系、芳香族ヨードニウム系等の化合物が用いられる。これら光重合開始剤は、上記モノマー及び/又はプレポリマーからなる組成物100重量部に対して0.1重量部〜5重量部程度添加する。
【0026】
なお、電離放射線としては、紫外線又は電子線が代表的なものであるが、この他、可視光線、X線、γ線等の電磁波、或いはα線等の荷電粒子線を用いることもできる。また、添加剤としては、例えば、熱安定剤、ラジカル捕捉剤、可塑剤、界面活性剤、酸化防止剤、帯電防止剤、紫外線吸收剤、近赤外線吸收剤、色素(着色染料、着色)顔料、体質顔料等が挙げられる。
【0027】
後述の製法の欄で説明するように、樹脂層2は、流動状態と硬化状態の2つの状態を保持できることが望ましい。具体的には、樹脂層2は、塗工後においては流動性を保持できる状態で基材1上に設けられており、その後、樹脂層2上に被めっき層3が転写形成される際においては短時間で流動状態から硬化状態に変化させることができるものであることが必要である。こうした樹脂層2を基材1上に形成することにより、樹脂層2上に被めっき層3を転写する際に、その被めっき層3と樹脂層2との間に空隙がない状態で転写することができるので、従来生じるおそれがあった被めっき層3と樹脂層2との間の隙間の発生をなくすことができ、その隙間の存在による転写不良、密着不良の問題が生じない。
【0028】
なお、本願で言う「流動性」又は「流動状態」とは、後述の図4に示すように、被めっき層用組成物15が充填された版面に樹脂層2を圧着する際の圧力によって流動(変形)する性質又は状態をいい、水のように低粘度である必要はない。また、必ずしもNewton粘性である必要もなく、チキソトロピー性或はダイラタンシー性のような非Newton粘性を有していてもよい。塗工に適した粘度に調整され、基材1上に塗布した後、樹脂層2が熱可塑性樹脂である場合は、版面に圧着する際に流動(変形)すればよく、樹脂層2は圧着時において流動(変形)する温度になっていればよい。この場合、軟化状態と言い換えてもよい。流動状態になっている樹脂層2の粘度は、通常、10mPa・s〜5000mPa・sの範囲内であり、好ましくは、100mPa・s〜500mPa・sの範囲内である。
【0029】
そうした樹脂層2の流動性状態は、樹脂組成物として電離放射線硬化性樹脂を用いた場合には、電離放射線硬化性を持ったインキを基材1上に塗布するだけで得られる。電離放射線硬化型インキは、一般に前記のごとき電離放射線硬化性を持つモノマーやオリゴマーからなり、必要に応じて、更に、光重合開始剤(紫外線硬化、或いは光硬化の場合)、各種添加剤等を含み、電離放射線で硬化させるまでは流動性を示す。このインキは溶剤を含んでもよいが、その場合、塗布後に乾燥工程が必要であるため、インキは溶剤を含まないタイプ(いわゆるノンソルベントタイプ)であることが好ましい。
【0030】
また、樹脂組成物として熱可塑性樹脂組成物を用いた場合には、基材1上に熱可塑性樹脂組成物を塗布し、流動性状態になる程度(例えば、50℃〜200℃程度)に加熱して生じさせることができる。こうした流動性状態の樹脂層2を、後述するように被めっき層用組成物15が充填された版面に圧着した後、冷却することで硬化させて転写すれば、その被めっき層3と樹脂層2との間に空隙がない状態で転写することができる。ここで、基材1上に熱可塑性樹脂組成物を塗布する方法としては、熱可塑性樹脂組成物の溶液を塗布後乾燥する方法や、ホットメルト状態の樹脂を塗布する方法がある。また、基材1上に塗布された熱可塑性樹脂組成物の加熱は、被めっき層用組成物15が充填された版面に接触する前に行ってもよく、版面に圧着する際に加熱ロール等を用いて圧着と加熱を同時に行ってもよいが、いずれにしろ、被めっき層3を樹脂層2に転移する際には樹脂層2の流動性がなくなる程度まで冷却されている必要がある。
【0031】
樹脂層2の厚さは特に限定されないが、通常は硬化後の厚さで1μm〜100μm程度、好ましくは1μm〜10μm程度となるように形成される。なお、後の製造方法の説明欄で詳述するが、被めっき層3が樹脂層2上に転写され、さらにその被めっき層3を硬化させて電磁波シールド材を製造した後における樹脂層2は、図1に示すように、被めっき層3が形成されている部分Aの厚さTAが、被めっき層3が形成されていない部分Bの厚さTBよりも大きい。そして、その樹脂層2において、厚さの大きい部分Aのサイドエッジ14は、厚さの小さい部分Bの側に被めっき層3が回り込んだ形態になっている。
【0032】
図1に示す形態は各種の製法で形成でき、特にその製法は限定されない。なお、一例としては、例えば、硬化させる前の流動状態の樹脂層2を、凹版内に設けられた被めっき層用組成物に圧着した後、樹脂層2を硬化させ、その樹脂層2と被めっき層用組成物を充填した所定のパターンの賦形版面とを圧着して、樹脂層2と被めっき層用組成物とを空隙なく密着した後に、樹脂層2を硬化し、又は樹脂層2と被めっき層用組成物とを同時硬化し、その後に転写して形成できる。具体的には、後述の図4の製造工程図に示すように、基材1上に形成した樹脂層2を流動状態とし、その樹脂層2を、被めっき層用組成物15を凹部64内に充填した版面63に圧着し、樹脂層2を硬化し、その後に転写することにより生じる。版面63は、ドクターブレードによって凹部64内以外の余分な被めっき層用組成物15が掻き取られるが、その際に、凹部64内の被めっき層用組成物15の上部には凹み6が生じやすく、その凹み6を有した状態で版面63に樹脂層2を圧着することにより、流動性のある樹脂層2がその凹み6内に充填されて、図1に示す形態を形成できる。
【0033】
(被めっき層)
被めっき層3は、樹脂層2上に、例えばメッシュ状又はストライプ状の所定のパターンで設けられている。この被めっき層3を形成する被めっき層用組成物は、種々の工程を経た後に最終的に電気めっき又は無電解めっきできる層になっているものであれば特に限定されない。また、被めっき層3のパターンは、用途に応じて任意に設定されるが、例えば電磁波シールド材用途とする場合には、電磁遮蔽能を発揮できるメッシュ状又はストライプ状のパターンが採用され、その線幅と線間ピッチが任意に設定される。例えば、線幅は5μm〜30μmとすることができ、線間ピッチは100μm〜500μmとすることができる。また、図2に示すように、メッシュやストライプ形状の電磁遮蔽パターン7とは別に、それと導通を保ちつつ隣接した全ベタ等の接地パターン8が設けられる場合もある。
【0034】
また、被めっき層3の厚さは、その機能や性状によっても異なるが、その中央部での測定において、通常、2μm以上50μm以下であり、好ましくは、5μm以上20μm以下である。
【0035】
被めっき層用組成物は、後述する図4に示すように、版62の凹部64内に充填する時点では流動性を有し、所望のパターンに形成し、硬化せしめた以降の時点で所望の作用(電気めっき又は無電解めっきできる層になっている。)を発現するものであれば特に限定はなく、各種材料、形態のものが使用可能である。電気めっきを可能とする被めっき層用組成物の代表的なものとして、導電性粉末と樹脂とを含み、さらに必要に応じてその樹脂を溶解する溶剤を含んだ流動性を有する導電性インキ又はペースト状材料を挙げることができる。この被めっき層用組成物からなる被めっき層3は、その組成物を乾燥ないし硬化させた後の固形物からなる塗膜のことである。
【0036】
電気めっきを可能とする被めっき層用組成物について、導電性粉末と樹脂とを含む組成物を例にして説明する。この被めっき層用組成物を構成するバインダー樹脂としては、熱硬化性樹脂、電離放射線硬化性樹脂、熱可塑性樹脂のいずれも使用可能である。熱硬化性樹脂としては、例えば、メラミン樹脂、ポリエステル−メラミン樹脂、エポキシ−メラミン樹脂、フェノール樹脂、ポリイミド樹脂、熱硬化型アクリル樹脂、熱硬化型ポリウレタン樹脂等の樹脂を挙げることができ、電離放射線硬化性樹脂としては、樹脂層2用の材料として前記したものを挙げることができ、熱可塑性樹脂としては、ポリエステル樹脂、ポリビニルブチラール、アクリル樹脂、熱可塑性ポリウレタン樹脂等の樹脂を挙げることができる。なお、熱硬化性樹脂を使用する場合、必要に応じて硬化触媒を添加してもよい。光硬化性樹脂等の電離放射線硬化性樹脂を用いる場合は、必要に応じて重合開始剤を添加してもよい。
【0037】
また、版の凹部への充填に適した流動性を得るために、これら樹脂は通常、溶剤に溶けたワニスとして使用する。溶剤の種類には特に制限はなく、一般的に印刷インキに用いられる溶剤を使用できる。溶剤の含有量は通常、10重量%〜70重量%程度であるが、必要な流動性が得られる範囲でなるべく少ないほうが好ましい。また、光硬化性樹脂等の電離放射線硬化型性樹脂を用いる場合には、もともと流動性があるため、必ずしも溶剤を必要としない。
【0038】
また、被めっき層用組成物を構成する導電性粉末としては、金、銀、白金、銅、錫、パラジウム、ニッケル、アルミニウム等の低抵抗率金属粉末、表面が金や銀等の低抵抗率金属でめっきされた粉末(上記低抵抗率金属以外の金属粉末、アクリル樹脂、メラミン樹脂等の樹脂粉末、シリカ、アルミナ、硫酸バリウム、ゼオライト等の無機粉末)、グラファイト粉末、カーボンブラック粉末等を好ましく挙げることができ、形状も球状、回転楕円体状、多面体状、鱗片状、円盤状、繊維状等から選ぶことができる。これらの材料や形状は適宜混合して用いてもよい。導電性粉末の大きさは種類に応じて任意に選択されるので一概に特定できないが、例えば、鱗片状の銀粉末の場合には粉末の平均粒子径が0.1μm〜10μm程度のものを用いることができ、カーボンブラック粉末の場合には平均粒子径が0.01μm〜1μm程度のものを用いることができる。なお、本願において、平均粒子径というときは、粒度分布径、又はTEM観察で測定した値を指している。
【0039】
被めっき層用組成物中の導電性粉末の含有量は、導電性粉末の導電性や粉末の形態に応じて任意に選択されるが、例えば被めっき層用組成物の固形分100重量部のうち、導電性粉末を40重量部〜99重量部の範囲で含有させることができる。
【0040】
上記の被めっき層用組成物は、電気めっきを可能とする導電層からなる被めっき層3を形成するための組成物であり、その組成物は、主に導電性粉末と樹脂とで構成されたものであるが、他の組成物を適用してもよい。例えば、有機金属化合物のゾル(分散液)を被めっき層用組成物として用い、例えば転写工程の前後で加熱固化し、さらに必要に応じて焼成し、導電性の金属ないし金属化合物からなる被めっき層3としてもよい。また、例えば、ポリチオフェン等の公知の導電性樹脂を被めっき層用組成物として用い、それ自体を電気めっきを可能とする被めっき層3としてもよい。
【0041】
また、被めっき層用組成物として、無電解めっきを可能とする触媒層からなる被めっき層3を形成するための組成物を採用してもよい。触媒層を形成するための組成物としては、例えば、無電解めっき触媒、無電解めっき触媒担持体、バインダー樹脂及び溶剤からなる組成物を挙げることができる。
【0042】
無電解めっき触媒としては、Pd、Au、Ag、Pt等の貴金属超微粒子を使用できる。これらの粒子は組成物中に直接含有させてもよいが、一般に高価であるため、通常は無電解めっき触媒担持体の表面に担持させた状態で用いることが多い。そうした無電解めっき触媒担持体としては、触媒機能を妨げず、担持体の表面から触媒微粒子が容易に脱落しないようなものであれば特に制限はなく、例えば、微細アルミナゲル、シリカゲル等を用いることができる。担持させる方法としては、コロイドの表面吸着を利用する方法、メカノケミカル反応を利用した方法、蒸着やスパッタリング等の物理的方法等を例示できるが、方式は限定されない。また、組成物中に含まれるバインダー樹脂としては、後工程であるめっき液に対する耐性があれば特に制限はないが、例えばエチルセルロース、ニトロセルロース等のセルロース誘導体系、アクリル系、酢酸ビニル系、PVA系、ポリエステル、ポリウレタン等を用いることができる。これらは単独で用いてもよく、混合して用いてもよい。また、溶剤は、バインダー樹脂を良好に溶解できれば特に制限はないが、印刷する際の揮発等の影響を避けるためには、比較的高沸点の溶剤が好ましく、例えば第3石油類の溶剤等を例示できる。
【0043】
上述した種々の被めっき層用組成物には、品質向上等を目的に適当な添加物を加えてもよい。例えば、カーボンブラックはそれ自体が黒色であるので必要ないが、黒色顔料や黒色染料を必要に応じて所定量添加することで、例えば電磁波シールドパネルを構成した場合にはそのコントラストを向上させ、視認性を向上させることができる。また、後述するめっき層4の金属光沢による透明基板裏面の反射防止、色ムラ、金属色等の抑制のためには、こうした黒色顔料や黒色染料を含有させることが望ましい。
【0044】
黒色顔料としては、導電性粉末としても機能するカーボンブラック、Fe3O4、CuO−Cr2O3、CuO−Fe3O4−Mn2O3、CoO−Fe2O3−Cr2O3等が挙げられるが、その種類や形状は特に制限はなく、バインダー樹脂中に分散容易な平均粒子径0.1μm以下の着色力の大きな黒色顔料又は黒色染料が好ましい。なお、カーボンブラックを用いる場合には、チャンネルブラック、ファーネスブラック又はランプブラック等の色材用カーボンブラックや、導電性カーボンブラック、アセチレンブラック等を挙げることができ、中でも平均粒子径が20nm以下のものが好ましく用いられる。また、黒色染料としては、アニリンブラック等の染料を用いることができる。また、被めっき層用組成物の流動性や安定性を改善するために、導電性や、樹脂層2との密着性に悪影響を与えない限りにおいて、適宜フィラーや増粘剤、界面活性剤、酸化防止剤等を添加してもよい。
【0045】
被めっき層3の形成は、特に限定されないが、一例として以下の方法が挙げられる。例えば、後述の図4の製造工程図に示すように、先ず、所定のメッシュ状又はストライプ状等のパターンで凹部64が形成された板状又は円筒状の版面63に被めっき層用組成物15を塗布した後、その凹部64内以外に付着した被めっき層用組成物15をドクターブレード等によって掻き取って凹部64内に被めっき層用組成物15を充填する。次に、流動性を保持した樹脂層2を一方の面に形成した基材1を準備する。次に、その基材1の樹脂層2側と、被めっき層用組成物15を凹部64内に充填した版面63とを圧着することにより、被めっき層用組成物15と樹脂層2とを隙間なく密着させ、その状態で樹脂層2の流動性をなくした(硬化させた)後、樹脂層2を有する基材1を版面63から剥がして、凹部64内の被めっき層用組成物15を樹脂層2上に転写し、所定のメッシュ状又はストライプ状等のパターンからなる被めっき層3を形成する。なお、被めっき層3を樹脂層2上に転写した後においては、硬化処理(例えば、乾燥処理、紫外線・電子線照射処理、加熱処理、冷却処理等)を行って被めっき層3が形成される。
【0046】
こうした被めっき層3を形成する被めっき層用組成物15の粘度は、例えば後述するように、樹脂層2中のプライマー成分が被めっき層用組成物中に侵入して増粘させたり、樹脂層2と被めっき層用組成物とを同時硬化させたりする場合等、その製造工程上との関係で好ましい粘度の大小は一概には言えないが、使用可能な範囲としては、通常、数百mPa・s〜百万mPa・sの範囲内であり、好ましくは、数千mPa・s〜数万mPa・sの範囲内である。なお、擬粘性流動(チキソトロピー性)を有する粘度範囲からなる被めっき層用組成物が、ペースト状組成部の分離沈降や、転移後のパターン形状の安定性を保つ点で好ましく、通常は、シリカゲル等の微粒子を分散させたペースト状組成物はチキソトロピー性を発現するので使用に適している。
【0047】
ドクターブレードによって凹部内以外の余分な被めっき層用組成物15が掻き取られる際においては、凹部内の被めっき層用組成物15の上部に生じる凹み6内に、流動性を保持した樹脂層2が充填し、被めっき層用組成物15と樹脂層2とを隙間なく密着した状態で樹脂層2が硬化するので、樹脂層2上に被めっき層用組成物15を転写不良なく転写することができる。
【0048】
(被めっき層の形態)
被めっき層3の形態について詳しく説明する。被めっき層3は、図1に示すように、被めっき層3が設けられていない部分の厚さTBよりも厚い(TA)山形状又は丘形状からなる樹脂層2Aの上に形成されている。そして、この被めっき層3は、樹脂層2の中腹より上に形成されている。言い換えれば、この被めっき層3は、該被めっき層3の載る土台部分(突出パターン全体の麓部分13でもある。)が山形状又は丘形状の樹脂層2で構成され、その上に形成される被めっき層3は、その土台部分(麓部分13)の中腹より上側に設けられた態様で構成されている。一方、土台部分(麓部分13)の中腹より下には被めっき層3が形成されていない。
【0049】
被めっき層3は、平坦面でない山形状又は丘形状の樹脂層2上に形成されていることからしても、密着性よく樹脂層2上に設けられていることが理解でき、さらに、上記のように、樹脂層2からなる山形状又は丘形状の土台部分と、その土台部分(麓部分13)の中腹より上に形成された山形状の被めっき層3とで構成されているので、樹脂層2と被めっき層3との密着性が著しく高くなっている。そして、こうした形態は、版凹部内に充填された被めっき層用組成物が樹脂層2上に極めて高い転移率(ほぼ100%)で転写されるという格別の効果も備えている。さらに、被めっき層3のサイドエッジ14が、斜めにせり上がる傾斜に近い角度になっているので、被めっき層3のサイドエッジ14の先端部12が樹脂層2から剥がれ難くなっている。例えば、一般的な粘着テープを用いた剥離テストでも、こうした形態からなる被めっき層3の剥離強度は高かった。
【0050】
また、図1に示す形態は、平坦面からなる樹脂層2上に被めっき層3が形成されている場合に比べ、樹脂層2と被めっき層3との密着性に優れるという形態由来の効果がある。また、こうした形態は、後述する製法に起因するものであって、版面上でドクターブレードによって凹部内以外の余分な被めっき層用組成物が掻き取られた際に、その凹部内の被めっき層用組成物の上部には凹み6が生じやすく、その凹み6を有した状態で版面に流動性のある樹脂層2を圧着することにより、その樹脂層2が凹み6内に充填され、硬化後に剥離することによって形成することができる。なお、図1においては、釣鐘形状の凹部を有する版面に被めっき層用組成物を充填し、その後に転移させているので、被めっき層3の形状は凹部形状と同様の釣鐘形状になっているが、その形状は図示の例に限定されない。
【0051】
(めっき層)
めっき層4は、被めっき層3上に設けられる。被めっき層3が電気めっきを可能とする導電層である場合には、めっき層4は電気めっきにより形成され、被めっき層3が無電解めっきを可能とする触媒層である場合には、めっき層4は無電解めっきにより形成される。
【0052】
電気めっきによりめっき層4を形成する場合には、一般的な電気めっき液を使用できる。被めっき層3への給電は、被めっき層3が形成された面に接触させた通電ロール等の電極から行われるが、被めっき層3が電気めっき可能な程度の導電性(例えば、100Ω/□以下)を有するように構成することにより、電気めっきを問題なく行うことができる。めっき層4を構成する材料としては、導電性が高く容易にめっき可能な、銅、銀、金、クロム、ニッケル、錫、亜鉛、コバルトを挙げることができ、導電性の面からは、金、銀、銅、ニッケルが好ましい。めっき層4は被めっき層3に比べると一般的に体積抵抗率が1桁以上小さいため、めっき層4を形成しない導電性の被めっき層3層単体で電磁波シールド性を確保する場合に比べて、必要な導電材料の量を減らせるという利点がある。
【0053】
無電解めっきによりめっき層4を形成する場合には、一般的な無電解めっき液を使用できる。使用できる金属としては、金、銀、銅、ニッケル、錫、亜鉛、コバルトから一種以上を選んで使用でき、導電性の面からは、金、銀、銅、ニッケルが好ましい。例えば、無電解銅めっき浴、無電解Ni−Pめっき浴、無電解Ni−Bめっき浴等が使用可能である。無電解めっきは、触媒層が形成された部分にのみ析出するので、所定のパターンで精度よく形成することができる。
【0054】
(後処理層)
本発明では、めっき層4上に後処理層5を設ける。後処理層5としては、黒化処理層、防錆層等を挙げることができる。黒化処理層としては、例えば黒化ニッケルめっき、銅−コバルト合金めっき等のめっき処理を例示できる。また、防錆層としては、Znめっき、クロメート処理層、有機防錆処理(シランカップリング)層などを挙げることができる。
【0055】
後処理層5は、めっき層4を隙間無く覆うことができる。その理由は、被めっき層3が山形状又は丘形状からなる樹脂層2の中腹より上に形成されているので、その被めっき層3の上に形成されるめっき層4と基材1との間には、後処理を十分に行えない程度の僅かな隙間が存在しないからである。こうして形成された後処理層5が耐食層である場合は、耐食層がめっき層4を隙間無く覆うので、めっき層4の錆の発生を抑えることができ、その錆に起因しためっき層4の密着性の低下も起こらない。また、後処理層5が黒化処理層である場合は黒化処理層がめっき層4を隙間無く覆うので、例えばめっき層4が銀色や銅色の金属色を覆うことができ、本発明のめっきパターン部材が例えばディスプレイの前面に設けられる電磁波シールド材である場合には、金属色を呈するめっきパターンを目立たせなくすることができる。
【0056】
なお、後処理層5を形成した後においては、例えば、図3に示すような保護層9を設けてもよい。こうした保護層9は、例えばアクリル系の光硬化性樹脂を用いて形成することができる。
【0057】
以上、本発明のめっきパターン部材10によれば、被めっき層3の上に形成されるめっき層4と基材1との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、そのめっき層4は、その後に形成する後処理層5によって隙間無く覆われているので、めっき層4には錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、被めっき層3が樹脂層2の山形状又は丘形状からなる中腹より上に形成されていることにより、被めっき層3のサイドエッジ14が斜めにせり上がる傾斜に近い角度になっているので、被めっき層3のサイドエッジ14の先端部12が樹脂層2から剥がれ難く、密着性のよい形態になっている。
【0058】
また、本発明のめっきパターン部材10において、樹脂層2は少なくとも被めっき層3の下に設けられているが、樹脂層2が被めっき層3の形成領域2A以外のいわゆる開口部、すなわち被めっき層3が形成されていない基材1上にも全面に亘って存在していることが好ましい。樹脂層2を全面に形成することにより、樹脂層2が被めっき層3の下のみに存在して開口部には存在しない場合と比べ、めっきパターンの基材1からの剥離が起こり難くなるという効果がある。
【0059】
[電磁波シールド材]
図2は、本発明の電磁波シールド材の一例を示す模式的な平面図であり、図3は、図2におけるA−A’断面の拡大図である。本発明の電磁波シールド材10’は、上記めっきパターン部材10を電磁波遮蔽部材として用いたものである。上記めっきパターン部材10を、ディスプレイ用フィルターの構成部材である電磁波シールド材10’とすれば、密着性と耐食性に優れ、歩留まりと品質安定性のよい電磁波シールド材を提供できる。
【0060】
なお、図2中、符号7は、中央部に位置し、ディスプレイ装置の画像表示領域に対峙する電磁波遮蔽パターン部であり、符号8は、その電磁波遮蔽パターン部の周縁部の少なくとも一部に存在する接地部である。この接地部8において、接地能力上好ましくは、図2に示すように、電磁波遮蔽パターン部7の周縁部の全周を囲繞する形態が好ましい。また、その接地部8は、メッシュ等の開口部を有するパターン状に形成されていてもよいが、より好ましくは、図2に示すように、開口部非形成(ベタ状)の導電層(或いは導電層及び金屬層)からなる。また、「所定のパターン」とは、電磁波シールド材10’の電磁波遮蔽パターンとして一般的な、メッシュ状又はストライプ状のパターンである。
【0061】
[ディスプレイ用フィルター]
図4は、本発明の電磁波シールド材を有するディスプレイ用フィルターの一例を示す模式的な断面図である。ディスプレイ用フィルター71は、図4に示すように、上述した本発明の電磁波シールド材10’を少なくとも有し、プラズマディスプレイ装置76の前面側(視聴者側)に設けられる。すなわち、電磁波シールド材10’は、ディスプレイ用フィルター71の一部又は全部として設けられ、それ単独でディスプレイ用フィルター71として用いてもよいし、図4に示すように、電磁波シールド材10’と他の機能部材を複合させて用いてもよい。
【0062】
機能部材としては、従来公知のものを適用でき、例えばネオン光吸収材、紫外線吸収材、近赤外線吸収材、反射防止材、防眩材、ハードコート材、耐衝撃材、及び防汚材等を挙げることができる。これらの機能部材は、電磁波シールド材10’上に、例えばネオン光吸収材料、紫外線吸収材料、反射防止材料、ハードコート材料、防汚材料、防眩材料等から選ばれる1種又は2種以上の材料を塗布組成物として層状に塗布形成したものであってもよいし、また、基材内に、それらの材料を含有させて構成したものであってもよい。
【0063】
図4に示す一例は、電磁波シールド材10’の被めっき層3側の表面に、接着剤層72又は粘着剤層を介して、例えばAR層(反射防止層)74を塗布形成してなる基材73を被着体として貼り合わせたディスプレイ用フィルター71を例示している。このディスプレイ用フィルター71は、プラズマディスプレイパネル76の前面側(視聴者側)に接着剤層75又は粘着剤層を介して貼り合わされている。貼り合わせ後は、通常、オートクレーブ処理によって「エアーがみ」を減少させる。なお、ディスプレイ用フィルターは、図4に示す構成に限らず、本発明の電磁波シールド材10’を一部又は全部に有するものであれば、他の種々の形態であってもよい。
【0064】
[めっきパターン部材の製造方法]
本発明のめっきパターン部材はその特徴的な形態を有するものであれば、その製造方法は特に限定されず、各種の方法で製造できる。以下の製造方法は、その一例であるが、本発明のめっきパターン部材は、以下の製造方法に限定されない。図5は、本発明のめっきパターン部材の製造方法の一例を示す工程図である。また、図6は、被めっき層用組成物を樹脂層上に転写する転写工程を実施する装置の概略構成図である。本発明のめっきパターン部材は、図5に示す工程によって製造される。以下、各工程について図面を参照して説明する。
【0065】
(基材準備工程)
基材準備工程は、硬化するまで流動性を保持できる樹脂層2が一方の面S1に形成された基材1を準備する工程である。樹脂層2はプライマー層として作用し、通常は、そうした樹脂層形成用の組成物を基材1上に塗布して形成するが、樹脂層2を有する基材1は購入品であってもよい。いずれの場合であっても、後述する圧着工程時に、樹脂層2が流動性を保持した状態であることが必要である。
【0066】
例えば、樹脂組成物として電離放射線硬化性樹脂組成物を用いた場合には、電離放射線を照射しない未照射状態で、その電離放射線硬化性樹脂組成物中の溶剤のみを乾燥除去し、基材1上に流動状態からなる樹脂層2を塗膜として形成しておき、その状態で後述する圧着工程に供給することが好ましい。もちろん、ここで用いる電離放射線硬化性の樹脂組成物が溶剤を含まない、いわゆるノンソルベントタイプの場合には、樹脂層2を形成する際の乾燥工程は不要である。
【0067】
また、樹脂組成物として熱可塑性樹脂組成物を用いた場合には、後述する圧着工程において加熱による流動状態となっていればよく、圧着工程の直前に樹脂層2の加熱処理を行ってもよく、熱ロール等で樹脂層2の加熱と版面63への圧着を同時に行ってもよい。なお、樹脂層2を塗布する方法については各種コーティング方式が使用でき、例えばグラビアコート、コンマコート、ダイコート、ロールコート等の各種方式から適宜選ぶことができる。
【0068】
(凹版準備工程)
凹版準備工程は、図5(a)に示すように、所定のパターンからなる凹部64を有する凹版62を準備する工程である。凹版62は、板状であっても円筒状であってもよく、板状の凹版62を用いる場合には、めっきパターン部材10を枚葉で製造でき、円筒状の凹版62を用いる場合には、めっきパターン部材10をロール・トウ・ロール(定義は前述の通り)の形態で連続して製造できる。
【0069】
凹版62に形成された凹部64の形状は、転写後の被めっき層3の断面形状と同じ又は略同じである。凹版62は、板状又は円筒状の金属、あるいはセラミックスからなる版材を、フォトエッチングしたり、バイト等の加工治具での切削加工したり、レーザービームを用いて直接描画切削する、又は、電鋳等を行ったりして、所定形状の凹部64を形成することができる。特に、バイト等の加工治具での切削加工は、所定形状の凹部を精度よく加工できるとともに、高アスペクト比の凹部を得るのに有利である。
【0070】
(樹脂充填工程)
樹脂充填工程は、図5(b)に示すように、メッシュ状又はストライプ状の所定のパターンで凹部64が形成された板状又は円筒状の版面63に、硬化後に被めっき層3を形成できる流動状態の被めっき層用組成物15を塗布した後、その凹部内以外に付着した被めっき層用組成物15を掻き取って凹部内に被めっき層用組成物15を充填する工程である。本工程において、本来望むものではないが、不可避的に凹部64内に充填された被めっき層用組成物15上部には凹み(図5の符号6)が生じる。その原因は詳細不明であるが、ドクターブレード等で凹部以外の被めっき層用組成物15を掻取る際に該組成物のレオロジカルな挙動によりその表面に凹みを生じるため、導電性組成物が希釈溶剤を含む場合は該溶剤の揮発による体積収縮のため、あるいは両者の複合作用のためと推測される。
【0071】
樹脂層2を形成するための組成物に対する被めっき層用組成物15の組み合わせは特に限定されず、樹脂組成物の硬化処理と被めっき層用組成物15の硬化処理が異なっていてもよいが、被めっき層用組成物15として導電性粉末を含む電離放射線硬化性樹脂を採用する場合には、樹脂組成物も電離放射線硬化性樹脂組成物であることが好ましい。そうした組み合わせにすることにより、この樹脂充填工程後の圧着工程とそれに続く樹脂層2の硬化工程時の電離放射線照射処理によって、樹脂層2の硬化と被めっき層用組成物15の硬化を同時に行うことができる。このとき、一般に導電性粉末は色がついているため、照射する電離放射線が光、或いは紫外線の場合には、適切な光重合開始剤と光硬化性樹脂との組み合わせを選ぶことにより硬化させることができる。また、電子線を照射する場合には、特に導電性粉末の色は考慮する必要はない。
【0072】
なお、図6に示す塗布法は、樹脂層2を有する基材1をロール状凹版62に圧着する前に行われる工程の一例であり、具体的には、ピックアップロール61は被めっき層用組成物15充填容器68に下方で接触し、被めっき層用組成物15を引き上げてロール状凹版62の版面63に塗布する。このとき、版面63上の凹部64以外の部分に被めっき層用組成物15が乗らないように、ドクターブレード65で掻き落とす。
【0073】
(圧着工程)
圧着工程は、図5(c)及び図6に示すように、樹脂充填工程後の版面63の凹部64側と、基材準備工程後の基材1の樹脂層2側とを圧着して、凹部64内の被めっき層用組成物15と樹脂層2とを空隙なく密着する工程である。樹脂層2はこの時点において流動性を有しているため、版面の凹部64内に充填された被めっき層用組成物15上部の凹み6内にも樹脂層2は流入して、該凹みも充填し、基材1及び被めっき層用組成物15の間は全て樹脂層2で隙間なく満たされる。圧着はニップロール66で行われ、ロール状凹版62に対して所定の圧力で付勢されている。そのニップロール66は付勢圧力の調整手段を備えており、その付勢圧力は、樹脂層2の流動性に応じて任意に調整される。
【0074】
なお、樹脂層2が熱可塑性樹脂である場合は、ニップロール66は加熱可能なロールにすることが好ましい。この場合、加熱圧着によって樹脂層2が軟化し流動可能となる。
【0075】
(硬化工程)
硬化工程は、ニップロール66の付勢力による圧着工程後に樹脂層2を硬化する工程であり、圧着した後の状態で硬化処理することにより、樹脂層2と被めっき層用組成物15とが密着した状態で硬化させることができる。具体的には、樹脂層形成用の樹脂組成物が電離放射線硬化型樹脂組成物である場合には、照射ゾーン(図6の例ではUVゾーンと記載している。)で電離放射線が照射され、硬化処理される。この場合、樹脂層2は基材1と版面63に挟まれた態様になり、空気中の酸素による硬化阻害を受けないため、窒素パージ装置等は必ずしも必要ない。なお、硬化処理は、上記と同様、樹脂組成物と被めっき層用組成物15の種類に応じて選択され、例えば、電離放射線照射処理、冷却処理等の硬化処理が施される。
【0076】
なお、上記のように、樹脂層2形成用の組成物と被めっき層用組成物15の両方を電離放射線硬化性樹脂とした場合には、圧着工程に続く硬化工程時に電離放射線照射処理を施す、同時硬化工程とすることもできる。
【0077】
(転写工程)
転写工程は、図5(d)に示すように、硬化工程後に基材1及び硬化した樹脂層2をロール状凹版62の版面63から剥がして凹部64内の被めっき層用組成物15を樹脂層2上に転写する工程である。樹脂層2は、この工程前の樹脂層硬化工程で硬化しているので、基材1と硬化した樹脂層2とをロール状凹版62の版面63から剥がすことにより、樹脂層2に密着した被めっき層用組成物1515は凹部内から離れて樹脂層2上にきれいに転写し、被めっき層3となる。引き剥がしは、図6に示すように、出口側に設けられたニップロール67により行われる。
【0078】
なお、転写工程において、被めっき層用組成物15は必ずしも硬化させる必要はなく、被めっき層用組成物15に溶剤が含まれた状態でも転移させることができる。この理由は今のところ不明であるが、樹脂層2と被めっき層用組成物15とは空隙なく密着しているのみでは無く、樹脂層の一部は被めっき層用組成物15中にも浸透し、両者が相互に混ざり合った領域ができるため、両者は相互に絡み合った状態で硬化させた樹脂層2と被めっき層用組成物15との間の密着力が、ロール状凹版の凹部64の内壁と被めっき層用組成物15との間の密着力よりも大きくなっているためと推測される。これに加えて、特に被めっき層用組成物15が未硬化状態の場合には、樹脂層の一部が被めっき層用組成物15中に浸透して、その流動性を変化せしめ、凹部64内から抜け出し易くするためとも推測される。
【0079】
また、樹脂層2と被めっき層3乃至被めっき層3との界面は、単に物理的又は化学的に接着しているのみの形態の他、界面近傍において、両層の材料が相互に溶解、浸透、乃至は拡散し合っている形態であってもよい。両層の材料の選定、製造条件の選定いかんにより、何れの形態も実現できる。両層間の接着性の点からいうと、後者の形態の方が好ましい。
【0080】
こうした製造方法では、被めっき層3の転写率が95%〜100%以下であり、通常は、98%〜100%であるので、被めっき層3を形成する被めっき層用組成物15の転写不良に基づく断線や形状不良、密着性等の不具合が生じないという効果を奏する。
【0081】
なお、転写工程後においては、必要に応じて乾燥処理、硬化処理等が施される。また、さらに抵抗を下げる必要があれば、その後のめっき工程に供される。めっき工程には、そのままインラインで供されてもよいし、一旦巻き取られた後に、別個のめっきラインに供給されてもよい。
【0082】
(めっき工程)
めっき工程は、図5(e)に示すように、転写工程後、樹脂層2上に所定のパターン(樹脂層2の形成パターンと同じ。)で形成された被めっき層3上にめっき層4を電気めっき又は無電解めっきする工程である。めっきする金属としては、銅、銀、金、ニッケル等が挙げられ、特に価格が安く導電性も高い銅めっきが好ましい。銅めっき液は、市販の電気めっき液又は無電解めっき液を利用できるが、中でも均一めっき性を向上させた銅めっき液が好ましく採用される。なお、めっき工程に供される際には、通常の前処理(例えば、洗浄処理等)が施されるが、上記のように転写工程からそのままインラインで供給されてもよいし、別個のめっきラインに供されてもよい。
【0083】
(後処理工程)
後処理工程は、めっき工程後に、めっき層に後処理する工程である。例えば、めっき層4の黒化処理工程や防錆工程を行うと共に、さらに必要に応じて保護層形成工程を行ってもよい。
【実施例】
【0084】
以下に、実施例と比較例を挙げて本発明をさらに具体的に説明する。
【0085】
(実施例1)
片面に易接着処理がされた幅850mmで厚さ100μmの長尺ロール巻ポリエチレンテレフタレート(PET)フィルムを繰り出し、易接着処理面にプライマー層として作用する樹脂層(以下、プライマー層という。)用の電離放射線硬化性組成物を厚さ8μmとなるように塗布形成した。塗布方式は、通常のグラビアリバース法を採用し、電離放射線硬化性組成物としては、エポキシアクリレート40質量部、単官能モノマー(フェノキシエチルアクリレート等からなる親水性でない単官能アクリレートモノマー混合物)53質量部、3官能モノマー(エチレンオキシド変性イソシアヌル酸トリアクリレート)7質量部、さらに光開始剤として1−ヒドロキシ−シクロヘキシル−フェニル−ケトン(イルガキュア184(チバ・スペシャルティ・ケミカルズ))3質量部添加したものを使用した。塗布後の電離放射線硬化性のプライマー層は触ると流動性を示すものの、PETフィルム上から流れ落ちることはなかった。
【0086】
一方で、線幅が20μmで線ピッチが300μm、版深10μmの正方格子状のメッシュパターンとなる凹部が形成された凹版ロールの版面に、金属微粒子として平均粒径2μmの鱗片状銀粒子93質量部、バインダー樹脂として熱可塑性のポリエステルウレタン樹脂7質量部、溶剤としてブチルカルビトールアセテート25質量部からなる金属ペースト(被めっき層用組成物)をピックアップロールで塗布し、ドクターブレードで凹部内以外の金属ペーストを掻き取って凹部内のみに金属ペーストを充填させた。そして、金属ペーストを凹部内に充填させた状態の凹版ロールと、ニップロールとの間に、プライマー層が形成されたPETフィルムを供し、凹版ロールに対するニップロールの押圧力(付勢力)によって、電離放射線硬化性のプライマー層を凹部内に存在する金属ペーストの凹みに流入させ、金属ペーストと電離放射線硬化性のプライマー層とを隙間なく密着させた。
【0087】
次いで、プライマー層が形成されたPETフィルムを、そのプライマー層が凹版ロールの版面側に対向した状態で、凹版ロールとニップロールとの間に挟む。その凹版ロールとニップロールとの間でPETフィルムのプライマー層は版面に押し付けられる。プライマー層は流動性を有しているので、版面に押し付けられたプライマー層は、金属ペーストが充填した凹部内にも流入し、凹部内で生じた金属ペーストの凹みを充填する。こうしてプライマー層は金属ペーストに対して隙間なく密着した状態となる。その後、さらに凹版ロールが回転してUVランプによって紫外線が照射され、電離放射線硬化性樹脂組成物からなるプライマー層が硬化する。プライマー層の硬化により、凹版ロールの凹部内の金属ペーストはプライマー層と密着し、その後、出口側のニップロールによってフィルムが凹版ロールから剥離され、プライマー層上には被めっき層である導電層が転写形成される。このようにして得られた転写フィルムを、110℃の乾燥ゾーンを通過させて金属ペーストの溶剤を蒸発させ、プライマー層上にメッシュパターンからなる導電層を形成した。このときの導電層の厚さ(導電層が形成されているメッシュパターン部分とそれ以外の部分との厚さの差で評価した。)は9μmであり、版の凹部内の金属ペーストが高い転移率で転移していた。また、断線や形状不良も見られなかった。
【0088】
こうして得られた中間部材を、電解銅めっき液を用い、浴温30℃、処理時間4.5分間、電流密度2A/dm2で電解処理した。電解銅めっき液は、硫酸銅75g/L、硫酸180g/L、塩酸60mg/L、添加剤40ml/Lの混合物である。析出した膜厚は、高さ方向に2.0μmであった。その後、防錆めっき処理として、Sn−Niめっき液を用い、浴温40℃、処理時間3分間、電流密度1A/dm2で電解処理した。
【0089】
得られためっきパターン部材は、図1に示すように、被めっき層である導電層が、山形状又は丘形状からなるプライマー層の中腹より上に形成されているので、その導電層の上に形成される銅めっき層とPET基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、銅めっき層は、その後に形成するSn−Ni防錆めっき層によって隙間無く覆われている。その結果、錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、導電層がプライマー層の中腹より上に形成されていることにより、導電層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、導電層のサイドエッジの先端部がプライマー層から剥がれ難く、密着性のよい形態になっていた。
【0090】
(実施例2)
実施例1において、凹版ロールの版面に塗布する金属ペーストに代えて下記の触媒ペーストを用いて中間部材を作製し、さらに電解銅めっき液に代えて無電解めっき液で導電層を形成した他は、実施例1と同様にして実施例2のめっきパターン部材を作製した。
【0091】
触媒ペーストは以下のように作製した。先ず、精製水89重量部に塩化パラジウム1重量部を溶解し、さらにクエン酸三ナトリウム10重量部を溶解して均一に攪拌した後、水素化ホウ素ナトリウム0.01重量部を添加して塩化パラジウムを還元させ、クエン酸で安定化及び保護コロイド化したパラジウムコロイドを得た。その後、限外濾過により濃縮脱塩を行い、パラジウム0.5重量部を含有するパラジウムコロイドを得た。上記パラジウムコロイド10重量部に適量の精製水を加え、この希薄パラジウムコロイド溶液に日本アエロゾル製のアルミナエアロゾルAl2O3−C、10重量部を添加懸濁させた。パラジウムコロイドはクエン酸で安定化されているため、表面負電荷のコロイドであり、またアルミナゾルは逆に表面正電荷を示すため、懸濁液中で静電的に吸着してヘテロ凝集を起こす。これを濾過により分離し、乾燥、解砕することにより、パラジウムコロイドを担持したアルミナゲルを得た。このパラジウムコロイド担持アルミナゲル7重量部と10%エチルセルローステルピネオール溶液30重量部とを3本ロールミルを用いて均一に混練し、分散させることにより印刷用の触媒ペーストを作製した。得られた触媒ペーストの粘度は80000cP(センチポイズ)であった。
【0092】
実施例1と同様の凹版印刷法及び凹版を用いて、プライマー層上に、上記触媒ペーストを被めっき層である触媒層として転写形成した。このときの触媒層の厚さ(触媒層が形成されているメッシュパターン部分とそれ以外の部分との厚さの差で評価した。)は9μmであり、版の凹部内の触媒ペーストが高い転移率で転移していた。また、断線や形状不良も見られなかった。
【0093】
こうして得られた中間部材を、無電解銅めっき液(奥野製薬株式会社製、OPC−750シリーズ)中に浸漬させ、20分間、20℃で無電解銅めっきを行った。攪拌はエアー攪拌で行った。めっき処理後に水洗を行い、乾燥を行った。得られためっき層は、高さ方向に1μmの膜厚で形成され、その表面は黄金色の銅金属光沢を示し、裏面は若干銅光沢を示したがほぼ黒色の色調を呈していた。その後、施工表面を防錆効果のある黒化処理液で処理して黒化ニッケルめっきを施した。
【0094】
こうして得られためっきパターン部材も実施例1の場合と同様、図1に示すように、被めっき層である触媒層が、山形状又は丘形状からなるプライマー層の中腹より上に形成されているので、その触媒層の上に形成される無電解銅めっき層とPET基材との間には、後処理を十分に行えない程度の僅かな隙間は存在せず、無電解銅めっき層は、その後に形成する黒化ニッケルめっき層で隙間無く覆われている。その結果、錆が発生し難く、その錆に起因した密着性の低下も起こらない。また、触媒層がプライマー層の中腹より上に形成されていることにより、触媒層のサイドエッジが斜めにせり上がる傾斜に近い角度になっているので、触媒層のサイドエッジの先端部がプライマー層から剥がれ難く、密着性のよい形態になっていた。
【0095】
(比較例1)
実施例1と同じPETフィルム上に、スパッタ法でニッケル−クロム合金の薄膜導電層を0.1μm厚で付与した。その後、その薄膜導電層上にドライレジストフィルムを貼合し、線幅が20μmで線ピッチが300μm、版深10μmの正方格子状のパターン露光を行い、炭酸ナトリウムで現像して製版を得た。得られた製版を塩化第2鉄水溶液でエッチングし、メッシュパターンを形成した。その後、実施例1と同様に電気銅めっきをした後、さらに、Sn−Niめっき液を用い、浴温40℃、処理時間3分間、電流密度1A/dm2で電解処理した。
【0096】
得られためっきパターン部材は、所定のメッシュパターンからなるニッケル−クロム合金上に電気銅めっき層が成長した形態になっているが、その電気銅めっき層は、例えば図7に示したのと同様に、PETフィルムの表面との間に密着していない僅かな隙間があり、電気めっき層のPETフィルム側の面は、その後のSn−Ni防錆めっきで処理されていない態様で得られているのが確認された。
【0097】
(湿熱試験)
湿熱試験装置(TABAIエステック社製、PR−3K)を使用し、温度60℃・湿度95%の条件下で1000時間の湿熱試験を行った。その結果を表1に示す。実施例1及び実施例2で得られためっきパターン部材は湿熱試験後であっても錆の発生は認められなかったが、比較例1で得られためっきパターン部材は、PETフィルム側のめっき面に錆が発生しているのが認められた。
【0098】
【表1】
【図面の簡単な説明】
【0099】
【図1】本発明のめっきパターン部材の一例を示す模式的な断面図である。
【図2】本発明のめっきパターン部材の一例を示す模式的な平面図である。
【図3】図1におけるA−A’断面の拡大図である。
【図4】本発明のめっきパターン部材を有するディスプレイ用フィルターの一例を示す模式的な断面図である。
【図5】本発明の電磁波シールドの製造方法の一例を示す工程図である。
【図6】被めっき層用組成物を樹脂層上に転写する転写工程を実施する装置の概略構成図である。
【図7】従来のめっきパターン部材の一例を示す模式的な断面図である。
【符号の説明】
【0100】
1 基材
2 樹脂層
3 被めっき層
4 めっき層
5 後処理層
6 凹み
7 電磁波遮蔽パターン部
8 接地部
9 保護層
10 めっきパターン部材
10’ 電磁波シールド材
12 先端部
13 麓部分
14 サイドエッジ
15 被めっき層用組成物
61 ピックアップロール
62 凹版
63 版面
64 凹部
65 ドクターブレード
66 ニップロール
67 ニップロール
68 充填容器
70 プラズマディスプレイ装置
71 ディスプレイ用フィルター
72 粘着剤層
73 基材
74 AR層
75 粘着剤層
76 プラズマディスプレイパネル
A 導電層が形成されている部分
TA Aの厚さ
B 導電層が形成されていない部分
TB Bの厚さ
【特許請求の範囲】
【請求項1】
基材と、該基材上に設けられた樹脂層と、該樹脂層上に所定のパターンで設けられた被めっき層と、該被めっき層上に設けられためっき層と、該めっき層を隙間無く覆うように設けられた後処理層とを有し、
前記被めっき層の下にある樹脂層は、該被めっき層が設けられていない部分の厚さよりも厚い山形状又は丘形状からなり、前記被めっき層は、該樹脂層の中腹より上に形成されていることを特徴とするめっきパターン部材。
【請求項2】
前記めっき層が、電気めっき又は無電解めっきされた層である、請求項1に記載のめっきパターン部材。
【請求項3】
前記被めっき層が、電気めっきを可能とする導電層である、請求項1に記載のめっきパターン部材。
【請求項4】
前記被めっき層が、無電解めっきを可能とする触媒層である、請求項1に記載のめっきパターン部材。
【請求項5】
前記後処理層が、黒化処理層又は防錆層である、請求項1〜4のいずれか1項に記載のめっきパターン部材。
【請求項6】
請求項1〜5のいずれか1項に記載のめっきパターン部材を電磁波遮蔽用途に用いる、電磁波シールド材。
【請求項1】
基材と、該基材上に設けられた樹脂層と、該樹脂層上に所定のパターンで設けられた被めっき層と、該被めっき層上に設けられためっき層と、該めっき層を隙間無く覆うように設けられた後処理層とを有し、
前記被めっき層の下にある樹脂層は、該被めっき層が設けられていない部分の厚さよりも厚い山形状又は丘形状からなり、前記被めっき層は、該樹脂層の中腹より上に形成されていることを特徴とするめっきパターン部材。
【請求項2】
前記めっき層が、電気めっき又は無電解めっきされた層である、請求項1に記載のめっきパターン部材。
【請求項3】
前記被めっき層が、電気めっきを可能とする導電層である、請求項1に記載のめっきパターン部材。
【請求項4】
前記被めっき層が、無電解めっきを可能とする触媒層である、請求項1に記載のめっきパターン部材。
【請求項5】
前記後処理層が、黒化処理層又は防錆層である、請求項1〜4のいずれか1項に記載のめっきパターン部材。
【請求項6】
請求項1〜5のいずれか1項に記載のめっきパターン部材を電磁波遮蔽用途に用いる、電磁波シールド材。
【図1】

【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−138217(P2009−138217A)
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2007−314140(P2007−314140)
【出願日】平成19年12月5日(2007.12.5)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年12月5日(2007.12.5)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]