
めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板、およびその製造方法
【課題】摺動を伴う加工を受けたときでも合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性が良好な合金化溶融亜鉛めっき高張力鋼板、およびその製造方法を提供する。
【解決手段】素地鋼板の表面に合金化溶融亜鉛めっき層が形成された合金化溶融亜鉛めっき高張力鋼板であって、前記素地鋼板はSiを0.04〜2.5%含有し、且つ前記合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上である。
【解決手段】素地鋼板の表面に合金化溶融亜鉛めっき層が形成された合金化溶融亜鉛めっき高張力鋼板であって、前記素地鋼板はSiを0.04〜2.5%含有し、且つ前記合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合金化溶融亜鉛めっき高張力鋼板に関し、詳細には、摺動を伴う加工を受けても合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板およびその製造方法に関するものである。
【背景技術】
【0002】
自動車に用いられる構造部材には、安全性向上の観点、および環境問題対策として燃費向上を目的とする車体軽量化の観点から、高強度化が求められている。こうした構造部材には、防錆性の向上も求められている。
【0003】
強度と防錆性を兼備させた素材として、素地鋼板の表面に溶融亜鉛めっきを施し、これを合金化した合金化溶融亜鉛めっき鋼板(以下、GA鋼板と呼ぶことがある。)が用いられている。GA鋼板には、防錆性を発揮させるために、不めっき部分が無く、表面外観が良好であること、並びに合金化溶融亜鉛めっき層が素地鋼板から剥離しないこと(以下、めっき密着性と呼ぶことがある。)が求められている。
【0004】
GA鋼板の合金化溶融亜鉛めっき層と素地鋼板との界面の密着性を向上させる技術として、例えば、特許文献1が挙げられる。特許文献1には、合金化処理後のめっき層と素地鋼板との界面を、凹凸が激しく、めっき層と素地鋼板とが複雑に入り組んだ錯綜化した状態とすることで、めっき密着性を高められることが記載されている。具体的には、所定量のSiを含有すると共に、合金化溶融亜鉛めっき層を除去した後の鋼板表面粗さを10点平均粗さRzで6.5μm以上とし、表面粗さの大きい状態とすることが有効であると記載されている。
【0005】
また、本発明者らは、GA鋼板の加工性を改善することを目的とし、GA鋼板の摺動性と耐パウダリング性を改善する技術を特許文献2に開示している。この技術では、高強度鋼板の成分元素の中でもMn,P,Cr,Moの含有バランスを適切に制御することで、GA鋼板の摺動性と耐パウダリング性を改善している。
【0006】
一方、上述した構造部材の形状は近年益々複雑化しており、GA鋼板は摺動を伴う加工を受ける場合がある。よって摺動加工時に合金化溶融亜鉛めっき層が素地鋼板から剥離し難いGA鋼板の提供が望まれている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平6−81099号公報
【特許文献2】特開2006−283128号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記の様な事情に着目してなされたものであって、その目的は、摺動を伴う加工を受けたときでも合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性が良好な合金化溶融亜鉛めっき高張力鋼板、およびその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決することのできた本発明に係る合金化溶融亜鉛めっき高張力鋼板とは、素地鋼板の表面に合金化溶融亜鉛めっき層が形成されたものであり、前記素地鋼板はSiを0.04〜2.5%(質量%の意味。以下、成分について同じ。)含有し、且つ前記合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上であるところに要旨を有している。
【0010】
上記合金化溶融亜鉛めっき高張力鋼板は、Siを0.04〜2.5%を含有し、且つ表面粗さをレーザー顕微鏡で測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が6.0°以上で、二乗平均平方根傾斜角(RΔq)が12.0°以上の素地鋼板を用意し、この素地鋼板に溶融亜鉛めっきを施し、次いで合金化することによって製造することができる。
【発明の効果】
【0011】
本発明の合金化溶融亜鉛めっき高張力鋼板は、素地鋼板に所定量のSiを含有し、且つ合金化溶融亜鉛めっき層を除去した後の素地鋼板表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を適切に制御しているため、摺動加工しても合金化溶融亜鉛めっき層が素地鋼板から剥離し難く、めっき密着性が良好となる。
【図面の簡単な説明】
【0012】
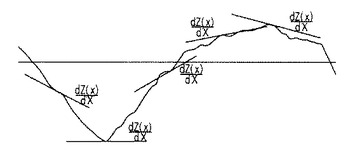
【図1】図1は、合金化溶融亜鉛めっき高張力鋼板のめっき密着性を評価するために本発明で用いるパラメータ(RΔa)の概念(局部傾斜dZ/dX)を模式的に示した図である。
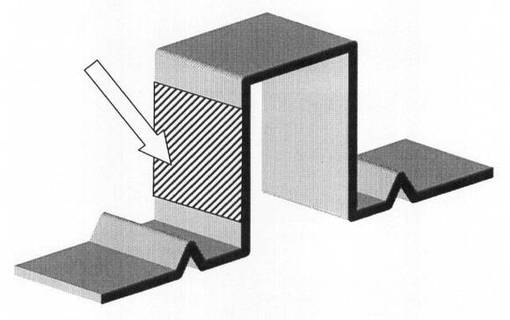
【図2】図2は、めっき密着性を評価するために作製した成形品の形状を示す模式図である。
【発明を実施するための形態】
【0013】
本発明者らは、成形加工、特に摺動を伴う加工を受けても合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板、およびその製造方法を提供するために鋭意検討を重ねてきた。その結果、(A)素地鋼板に所定量のSiを含有させると共に、前述した特許文献1のように10点平均粗さRzをめっき密着性向上の指標とするのではなく、合金化溶融亜鉛めっき層を除去した後の素地鋼板表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を用い、これらを適切に制御すれば、合金化溶融亜鉛めっき高張力鋼板のめっき密着性を確実に高められること、(B)こうした合金化溶融亜鉛めっき高張力鋼板を製造するには、Siを所定量以上含有すると共に、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)が適切に制御された素地鋼板の表面に、溶融亜鉛めっきを施し、これを合金化すればよいことを見出し、本発明を完成した。
【0014】
以下、(1)本発明の合金化溶融亜鉛めっき高張力鋼板について説明した後、(2)この合金化溶融亜鉛めっき高張力鋼板を製造する方法について説明する。
【0015】
[(1)合金化溶融亜鉛めっき高張力鋼板について]
本発明の合金化溶融亜鉛めっき高張力鋼板は、素地鋼板の表面に合金化溶融亜鉛めっき層が形成されたものであるが、(a)この素地鋼板はSiを0.04〜2.5%含有し、且つ(b)合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上であるところに特徴を有している。
【0016】
以下、(a)素地鋼板の組成と、(b)合金化溶融亜鉛めっき層を溶解除去した後の算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)に分けて説明する。
【0017】
《(a)素地鋼板の組成について》
本発明で用いる素地鋼板は、Siを0.04〜2.5%含有している。本発明者らが検討したところ、素地鋼板に含まれるSiは、素地鋼板の表面粗さ、特に、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)に大きく影響を及ぼすことが判明したからである。これらの要件を適切に制御するため、本発明では素地鋼板に、Siを0.04%以上含有させる。Si量は、好ましくは0.06%以上、より好ましくは0.08%以上、更に好ましくは0.1%以上である。しかしSi量が2.5%を超えると、不めっきが発生し、表面外観が劣化する。従ってSi量は2.5%以下、好ましくは2%以下、より好ましくは1.5%以下である。なお、後述するように、間接加熱によって溶融亜鉛めっきを行う場合には、素地鋼板表面のSiが多くなるとSi酸化物が過剰に生成し、表面外観やめっき密着性が著しく低下するため、素地鋼板に含まれるSi量は少ない方が好ましい。具体的には、Si量は約1%以下であることが好ましく、より好ましくは0.5%以下、更に好ましくは0.25%以下、特に好ましくは0.13%以下である。
【0018】
素地鋼板に含まれる他の合金元素は特に限定されず、GA鋼板の素地鋼板に通常用いられる成分組成であればよい。例えば、本出願人らが先に提案した上記特許文献2に開示している成分組成を満足するGA鋼板が挙げられる。上記GA鋼板は、基本元素として、C、Mn、P、およびAlを含有している。例えば、C:0.06〜0.15%、Mn:1〜3%、P:0.01〜0.05%、Al:0.02〜0.15%を基本元素として含有している。更に上記GA鋼板は、Cr、Mo、Ti、Nb、V、B、Ca等の選択元素を含有している。例えば、Cr:0.03〜1%、Mo:0.03〜1%、Ti:0.15%以下(0%を含まない)、Nb:0.15%以下(0%を含まない)、V:0.15%以下(0%を含まない)、B:0.01%以下(0%を含まない)、Ca:0.01%以下(0%を含まない)の範囲で含有している。
【0019】
残部は鉄および不可避不純物であればよい。不可避不純物のなかでも、Sは0.03%以下(0%を含まない)であることが好ましい。Sは、鋼中に硫化物系介在物を生成させ、伸びや伸びフランジ性の劣化を招く。
【0020】
《(b)合金化溶融亜鉛めっき層を溶解除去した後の素地鋼板の算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)について》
本発明の合金化溶融亜鉛めっき高張力鋼板は、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)が適切に制御されているところに特徴がある。これらの表面性状パラメータは、素地鋼板と合金化溶融亜鉛めっき層との密着性を精度良く評価し得るパラメータとして本発明で採用されたものであり、特に摺動を伴う加工に対する評価パラメータとして極めて有用である。上記表面性状パラメータを用いれば、一般的に採用されている算術平均粗さ(Ra)では判別できなかった密着性の良否を、精度良く判別できることが可能になった(後記する実施例を参照)。
【0021】
本発明で用いられる算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)はいずれも、粗さ曲線の基準長さXに対して表面凹凸が形成する微小範囲の傾斜角(局部傾斜dZ/dX)を規定したパラメータであり、このうちRΔaは、基準長さにおける局部傾斜dZ/dXの算術平均を、RΔqは、基準長さにおける局部傾斜dZ/dXの二乗平均平方根を、それぞれ表わしたものである。RΔaとRΔqは、いわば、微小範囲における傾斜角の平均値(Ra)と標準偏差(Δq)の関係にある。参考のため、基準長さにおける局部傾斜dZ/dXを模式的に図1に示す。これらの測定方法の詳細は後述する。
【0022】
本発明では、後記する方法によって算出される算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)がそれぞれ、23.0°以上および29.0°以上を満足することが必要である。これらの値が大きいほど、界面の傾斜が立っている状態(急峻状態)にあることを意味する。即ち、本発明者らの検討結果によれば、V曲げなどのようにめっき層に圧縮力がかかる場合は勿論のこと、摺動を伴う加工に対して良好なめっき密着性を確実に確保するためには、界面の傾斜角に起因する楔効果(アンカー効果)が適切に発揮されるように制御されることが必要であることが判明したため、本発明を完成した次第である。
【0023】
なお、前述した特許文献1においても、合金化溶融亜鉛めっき層を除去した後の素地鋼板の表面粗さ(ここでは10点平均粗さRz)を制御して素地鋼板に対する合金化溶融亜鉛めっき層の密着性を図る技術が開示されている。しかし、上記特許文献1に開示されている10点平均粗さ(Rz)や、表面粗さの指標として一般に用いられる算術平均粗さ(Ra)では、めっき密着性を精度良く評価できず、品質のバラツキが生じることが判明した。即ち、後述する実施例で実証したように、算術平均粗さ(Ra)が同程度に制御されていても、摺動加工後のめっき密着性の良否に差が見られる場合があり、密着性の程度を、精度良く判別できないことが分かった。また、本発明者らの検討結果によれば、10点平均粗さ(Rz)といった界面凹凸部の山谷間の深さは、摺動加工後のめっき密着性と、必ずしも大きな相関関係は得られないことも判明した。
【0024】
従来用いられているRaやRzではなく、本発明で用いられる「RΔa」および「RΔq」によって、摺動加工後のめっき密着性を精度良く評価できる理由は詳細には不明であるが、以下のように考えられる。
【0025】
Ra(算術平均粗さ)やRz(10点平均粗さ)などの表面粗さパラメータは、JISに規格されているとおり、触針の先端が試料の表面に直接触れることによって表面粗さを検知する「接触式」の表面粗さ測定器を用いて測定している。前述した特許文献1においても、合金化溶融亜鉛めっき層を除去した後の素地鋼板表面のRzを接触式の表面粗さ測定器を用いて測定している。従来のように接触式の表面粗さ測定器を用いて表面粗さを測定する方法は、触針の摩耗、測定力による試料表面への圧痕、触針の先端半径より小さい溝は測定できないなどの理由により、表面の凹凸形状を正しく評価できないという問題を抱えている。
【0026】
これに対し、本発明では、非接触式のレーザー顕微鏡を用いて算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)を測定しているため、上記の接触式と比較して微小な凹凸も正確に測定でき、測定結果の精度が向上する。特に本発明では、JISで規定する測定条件に縛られるRaやRzと異なり、RΔaおよびRΔqの測定条件を適切に制御して摺動加工後のめっき密着性を精度良く評価できるようにしたため、めっき密着性との相関関係を著しく高めることができる。
【0027】
上記算術平均傾斜角(RΔa)は23.0°以上、上記二乗平均平方根傾斜角(RΔq)は29.0°以上である。RΔaが23.0°を下回るか、RΔqが29.0°を下回ると、摺動加工後の素地鋼板とめっき層のアンカー効果が充分に発揮されず、めっき密着性が劣化する。
【0028】
上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)は、全測定箇所の60%以上において、上記範囲を満足していればよい。全測定箇所に対して、RΔaが23.0°以上の箇所が60%未満であるか、および/またはRΔqが29.0°以上の箇所が60%未満であると、アンカー効果が充分に発揮されず、めっき密着性が劣化する。めっき密着性向上のためには、RΔaは大きいほど良く、全測定箇所の60%以上において、25.0°以上であることが好ましい。同様に、RΔqも大きいほど良く、全測定箇所の60%以上において、31.0°以上であることが好ましい。なお、RΔaの上限は、例えば、34°程度である。同様に、RΔqの上限は、例えば、42°程度である。
【0029】
次に、上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)の測定方法について説明する。これらは合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で測定して算出する。
【0030】
まず、酸で溶解するが、これは素地鋼板と合金化溶融亜鉛めっき層との界面性状を損なうことなくめっき層を除去するためである。酸としてはHClなどを用いればよく、例えば、36質量%HClを同量の純水で希釈したものを用いることができる。この酸には、めっき層除去等の目的で通常用いられるインヒビター(酸腐食抑制剤)を含有していてもよい。インヒビターとしては、環状化合物や不飽和化合物を用いることができる。例えば、アミン系の抑制剤を用いることができ、具体的には、シクロヘキサメチレンテトラミンなどを用いることができる。
【0031】
次いで、レーザー顕微鏡を用いて算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定する。RΔaとRΔqの測定位置は、合金化溶融亜鉛めっき層を溶解除去した後の表面であれば特に限定されない。測定箇所は複数箇所とし、少なくとも10箇所、好ましくは12箇所以上とする。上記RΔaと上記RΔqは、測定誤差が比較的大きいため、できるだけ多くの位置で測定することが好ましい。
【0032】
本発明では、レーザー顕微鏡として、株式会社キーエンス製のカラーレーザー顕微鏡(商品名「VK−9710」)を用い、株式会社キーエンス製の形状解析アプリケーション(商品名「VK−H1A1」)を用いてデータ解析を行う。上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)の測定結果は、測定機器や測定条件によって大きく影響を受けるためである。
【0033】
測定手順の詳細は後記実施例で示す通りであり、線粗さ解析を選択し、任意の位置で解析を行う。データ解析は、測定データに対して横方向でもよいし、縦方向でもよい。データ解析は、カットオフ値λs=0.25μm、位相補償形高域フィルタλc=0.08mm、位相補償形低域フィルタλf=なし、として行う。
【0034】
本発明の合金化溶融亜鉛めっき高張力鋼板は、素地鋼板の組成と、合金化溶融亜鉛めっき層を除去した後の表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を適切に制御したところに特徴があり、その他の要件は特に限定されない。例えば、上記合金化溶融亜鉛めっき層と素地鋼板の界面に生成している化合物や、合金化溶融亜鉛めっき層に含まれるFe量は特に限定されない。
【0035】
《合金化溶融亜鉛めっき層と素地鋼板の界面に生成している化合物》
合金化溶融亜鉛めっき層と素地鋼板の界面には、Γ相が不連続に生成していることが好ましい。Γ相は、Fe3Zn10で示され、硬質で脆い相である。従って上記界面にΓ相が連続して生成すると、例えば、曲げ加工して応力が加わったときにΓ相が破壊され、合金化溶融亜鉛めっき層が素地鋼板から剥離し易くなるため、Γ相は不連続に生成していることが好ましい。
【0036】
《合金化溶融亜鉛めっき層に含まれるFe量》
合金化溶融亜鉛めっき層に含まれるFe量は、7〜13%であることが好ましい。Fe量が少な過ぎると、合金化ムラが発生し易くなり、表面外観が悪くなることがある。従ってFe量は7%以上が好ましく、より好ましくは8%以上である。しかしFe量が過剰になると素地鋼板と合金化溶融亜鉛めっき層の界面に、Γ相が厚く成長することで、めっき密着性が悪くなり、例えば、V曲げ加工したときにパウダリングが発生し易くなる。従ってFe量は13%以下が好ましく、より好ましくは11%以下である。
【0037】
合金化溶融亜鉛めっき層に含まれるFe量は、合金化溶融亜鉛めっき層を溶解除去したときに生成する溶解液を原子吸光分析して測定すればよい。
【0038】
[(2)合金化溶融亜鉛めっき高張力鋼板を製造する方法について]
次に、本発明の合金化溶融亜鉛めっき高張力鋼板を製造する方法について説明する。
【0039】
上記合金化溶融亜鉛めっき高張力鋼板は、Siを0.04〜2.5%を含有し、且つ表面粗さをレーザー顕微鏡で測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が6.0°以上で、二乗平均平方根傾斜角(RΔq)が12.0°以上の素地鋼板を用意し、この素地鋼板に溶融亜鉛めっきを施し、次いで合金化することによって製造できる。以下、このように規定した理由について説明する。
【0040】
まず、上述した成分組成を満足する素地鋼板を用意する。ここで、素地鋼板表面の算術平均傾斜角(RΔa)は6.0°以上で、二乗平均平方根傾斜角(RΔq)は12.0°以上である必要がある。素地鋼板表面のRΔaが6.0°を下回るか、素地鋼板表面のRΔqが12.0°を下回る場合には、合金化溶融亜鉛めっき層を施したときに、素地鋼板と合金化溶融亜鉛めっき層との界面性状が適切に制御されないため、めっき密着性が劣化するからである。
【0041】
上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)は、全測定箇所の60%以上において、上記範囲を満足していればよい。全測定箇所に対して、RΔaが6.0°以上の箇所が60%未満であるか、および/またはRΔqが12.0°以上の箇所が60%未満であると、合金化溶融亜鉛めっき鋼板を形成したときに、アンカー効果が充分に発揮されず、めっき密着性が劣化するからである。めっき密着性向上のためには、RΔaは大きいほど良く、全測定箇所の60%以上において、8.0°以上であることが好ましい。同様に、RΔqも大きいほど良く、全測定箇所の60%以上において、14.0°以上であることが好ましい。なお、RΔaの上限は、めっき密着性向上の観点からは特に限定されないが、例えば、25°程度である。同様に、RΔqの上限は、例えば、33°程度である。
【0042】
このような表面性状を満足する素地鋼板は、所定量のSiを含む鋼板を用いることによって得られる。
【0043】
なお、合金化溶融亜鉛めっき高張力鋼板における合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)は、合金化溶融亜鉛めっきするために用意した原板(素地鋼板)の算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)よりも相対的に大きくなっている。これらの値が相対的に大きくなるのは、合金化に伴い、Feが素地鋼板の表面側に拡散する他、素地鋼板に含まれるSiの作用により、合金化時にZnが素地鋼板の結晶粒界に侵入し、素地鋼板の表面性状を変化させるからである。
【0044】
用意した上記素地鋼板に、熱処理を施し、溶融亜鉛めっきし、これを合金化する方法は特に限定されず、公知の条件を採用できる。
【0045】
まず、上記素地鋼板を、必要に応じて酸洗して素地鋼板の表面を清浄化した後、連続式溶融亜鉛めっきラインで熱処理を行う。この熱処理は、例えば、オールラジアントチューブ型の焼鈍炉を有する連続式溶融亜鉛めっきラインで行なえばよく、炉内の雰囲気は、還元性雰囲気(例えば、H2ガスを5〜10体積%含有するN2ガス雰囲気)とすればよい。焼鈍炉では、素地鋼板を800〜900℃に加熱すればよく、炉内の露点は、例えば、−45℃以下とすればよい。露点の下限値は、設備の制約上−60℃程度である。
【0046】
なお、オールラジアントチューブ型の焼鈍炉を用いる代わりに、素地鋼板を酸化還元法によって熱処理してもよい。易酸化性元素であるSiを比較的多く(例えば、0.15%を超えて)含有する場合は、酸化還元法で熱処理することが推奨され、Siを比較的少なく(例えば、0.15%以下)含有する場合は、例えば、オールラジアントチューブ型の焼鈍炉で間接加熱して熱処理することが推奨される。
【0047】
熱処理した後は、亜鉛めっき処理を施す。めっき浴温は440〜480℃程度とすればよい。めっき浴の組成も特に限定されず、公知の溶融亜鉛めっき浴を用いればよい。めっき浴中のAl含有量は、例えば、0.08〜0.12%とすることが好ましい。Alは、溶融亜鉛めっき層の合金化速度を制御するのに有効に作用する。
【0048】
溶融亜鉛めっきを施した鋼板は、更に合金化処理を施す。合金化処理は、500〜560℃程度とすればよい。合金化温度が低過ぎると合金化ムラが発生し易く、合金化温度が高過ぎると合金化が促進され過ぎて合金化溶融亜鉛めっき層に含まれるFe量が過剰になる。その結果、合金化溶融亜鉛めっき層と素地鋼板の界面にΓ相が形成され、めっき密着性が低下する。合金化溶融亜鉛めっき層の付着量は、30〜70g/m2程度とすることが好ましい。
【0049】
合金化処理は、加熱炉や直火、赤外線加熱炉などを用いて行えばよい。加熱方法も特に限定されず、例えば、ガス加熱やインダクションヒーター加熱(高周波誘導加熱装置による加熱)など慣用の手段を採用できる。なお、合金化処理は、溶融亜鉛めっき直後に行うことが好ましい。
【0050】
本発明の合金化溶融亜鉛めっき高張力鋼板は、めっき密着性に優れているため、特に、摺動を伴う加工を行っても合金化溶融亜鉛めっき層の素地鋼板からの剥離は発生しない。
【0051】
本発明の合金化溶融亜鉛めっき高張力鋼板の強度クラスは特に限定されないが、例えば、張力が980MPa(100kg)クラスの鋼板であってもよい。
【実施例】
【0052】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0053】
Cを0.12%、下記表1に示す量のSi、Mnを2.65%、Pを0.015%以下、Sを0.003%以下、Cr:0.25%、Moを0.07%、およびTiを0.07%含有し、残部が鉄及び不可避不純物からなる鋼を溶製し、溶鋼を鋳造して得られたスラブを熱間圧延して熱延鋼板を製造した。熱間圧延は、仕上げ圧延終了温度を860〜900℃として厚さ2.3mmまで圧延し、530〜590℃で巻取った。得られた熱延鋼板を酸洗した後、冷間圧延して冷延鋼板を製造した。冷間圧延は、冷延率39%として厚さ1.4mmまで圧延した。
【0054】
得られた冷延鋼板を素地鋼板とし、表面性状をレーザー顕微鏡で調べ、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定した。
【0055】
レーザー顕微鏡は、株式会社キーエンス製のカラーレーザー顕微鏡(商品名「VK−9710」)を用いた。表面性状は、素地鋼板の任意の位置で測定した。表面性状の測定はレンズ倍率を150倍、モニターズームを3倍とし、株式会社キーエンス製の形状解析アプリケーション(商品名「VK−H1A1」)を用いてデータ解析を行った。データ解析は、線粗さ解析を選択し、測定データに対し横方向に任意の12点の位置で解析を行った。線粗さ解析は、観察視野の23μm×30μmの領域で行った。解析条件は、カットオフ値λs=0.25μm、位相補償形高域フィルタλc=0.08mm、位相補償形低域フィルタλf=なし、とし、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を求めた。RΔaとRΔqを12点の位置で測定した結果を下記表2に示す。また、RΔaが6.0°以上、RΔqが12.0°以上の場合を合格とし、全測定数(12点)に対する合格数の割合(以下、達成率と呼ぶことがある。)を算出し、その結果を下記表2に示す(説明の便宜上、同じ結果を表1にも示す。)。
【0056】
次に、得られた素地鋼板を、オールラジアントチューブタイプの縦型還元焼鈍炉を有する実機連続式溶融亜鉛めっきラインにて815〜845℃に加熱し、炉内の露点が下記表1に示す値で還元した後、めっき浴に浸漬して溶融亜鉛めっきした。溶融亜鉛めっきは、めっき浴中の有効Al量を0.105%、めっき浴温を460℃として行った。溶融亜鉛めっき後、500〜550℃に加熱して合金化処理した後、室温まで冷却して合金化溶融亜鉛めっき高張力鋼板(GA鋼板)を得た。合金化溶融亜鉛めっき層の付着量は、45〜58g/m2であった。また、得られた合金化溶融亜鉛めっき高張力鋼板の引張強度は、985〜1080MPaであった。
【0057】
得られた合金化溶融亜鉛めっき高張力鋼板について、合金化溶融亜鉛めっき層を酸に溶解させた後、溶解液を原子吸光分析して合金化溶融亜鉛めっき層に含まれるFe量を測定した。合金化溶融亜鉛めっき層の溶解には、36質量%HClを同量の純水で希釈した酸に、インヒビターとしてシクロヘキサメチレンテトラミンを前記酸1Lに対して3.5g添加したものを用いた。合金化溶融亜鉛めっき層に含まれるFe量の測定結果を下記表1に示す。
【0058】
また、上記のようにして合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面性状を前述したようにレーザー顕微鏡で調べ、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定した。RΔaとRΔqは、夫々12点の位置で測定し、12点で測定した結果を下記表3に示す。また、RΔaが6.0°以上、RΔqが12.0°以上の場合を合格とし、全測定数(12点)に対する合格数の割合(達成率)を算出し、その結果を下記表3に示す(説明の便宜上、同じ結果を表1にも示す。)。
【0059】
参考のため、合金化溶融亜鉛めっき層を酸で溶解除去した後の算術平均粗さ(Ra)を求めた。Raは、接触式の表面粗さ測定器(株式会社東京精密製の「サーフコム590A−3D−12(商品名)」)で、触針先端径が2μmの針を用い、JIS B0601(2001)に準拠した条件で測定した。Raの測定結果を下記表1に示す。
【0060】
また、合金化溶融亜鉛めっき高張力鋼板の断面(鋼板の厚み方向の断面)を走査型電子顕微鏡(SEM)で3000倍で観察し、素地鋼板と合金化溶融亜鉛めっき層の界面にΓ相が生成しているかどうか観察した。観察した結果、合金化溶融亜鉛めっき層に含まれるFe量が11%以下の場合は、Γ相が不連続に生成していることが認められたが、合金化溶融亜鉛めっき層に含まれるFe量が11%を超える場合は、Γ相が連続して生成しているものが認められた。
【0061】
次に、得られた合金化溶融亜鉛めっき高張力鋼板について、めっき密着性を次の手順で評価した。
【0062】
<めっき密着性の評価>
めっき密着性は、合金化溶融亜鉛めっき高張力鋼板を、下記条件でビード付きU曲げ成形し、成形品の側壁外側を目視で観察し、めっき剥離面積を測定して評価した。成形品の形状を図2に示す。図2において、矢印で指した斜線部分が側壁外側(以下、摺動部と呼ぶことがある。)であり、この摺動部の面積は、約30cm2である。めっき密着性の評価基準は下記の通りである。評価結果を下記表1に示す。
【0063】
(成形条件)
成形スピード :60spm
ダイ肩半径 :2mm
パンチ肩半径 :5mm
ビード先端半径:2mm
ビード高さ :4mm
しわ押え圧 :0.17MPa(1.6kgf/cm2)
(評価基準)
◎(合格) :剥離なし
○(合格) :摺動部の1%未満の微量剥離発生
△(不合格):摺動部の1%以上40%未満の剥離発生
×(不合格):摺動部の40%以上の剥離発生
【0064】
表1〜表3から次のように考察できる。
【0065】
No.1〜11は、本発明で規定する要件を満足している例であり、めっき密着性に優れている。
【0066】
これに対し、No.12と13は、本発明で規定する要件を満足していない例である。
【0067】
No.12と13では、Si含有量が少なく、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)が本発明で規定する要件を満足しない素地鋼板の表面に合金化溶融亜鉛めっき層を形成している。これらの例では、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)が本発明で規定する要件を満足していないため、めっき密着性が悪くなった。
【0068】
ここで、本発明で指標として用いている算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)と、従来から表面粗さの指標として用いている表面粗さ(Ra)との関係について考察する。No.2と12、No.10と13を夫々比較すると、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板表面における算術平均粗さ(Ra)はほぼ同じであるが、No.2と10は、めっき密着性が良好であるのに対し、No.12と13は、めっき密着性が劣っている。従って表面粗さの代表パラメータである算術平均粗さ(Ra)では、めっき密着性の良否を精度良く評価できないことが分かる。これに対し、めっき密着性の評価パラメータとして本発明で採用した算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を用いれば、上記算術平均粗さ(Ra)では判別できなかっためっき密着性の程度を精度良く評価できることが分かる。
【0069】
以上の結果から、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で測定し、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定すれば、めっき密着性を評価できることが分かる。
【0070】
【表1】

【0071】
【表2】
【0072】
【表3】
【技術分野】
【0001】
本発明は、合金化溶融亜鉛めっき高張力鋼板に関し、詳細には、摺動を伴う加工を受けても合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板およびその製造方法に関するものである。
【背景技術】
【0002】
自動車に用いられる構造部材には、安全性向上の観点、および環境問題対策として燃費向上を目的とする車体軽量化の観点から、高強度化が求められている。こうした構造部材には、防錆性の向上も求められている。
【0003】
強度と防錆性を兼備させた素材として、素地鋼板の表面に溶融亜鉛めっきを施し、これを合金化した合金化溶融亜鉛めっき鋼板(以下、GA鋼板と呼ぶことがある。)が用いられている。GA鋼板には、防錆性を発揮させるために、不めっき部分が無く、表面外観が良好であること、並びに合金化溶融亜鉛めっき層が素地鋼板から剥離しないこと(以下、めっき密着性と呼ぶことがある。)が求められている。
【0004】
GA鋼板の合金化溶融亜鉛めっき層と素地鋼板との界面の密着性を向上させる技術として、例えば、特許文献1が挙げられる。特許文献1には、合金化処理後のめっき層と素地鋼板との界面を、凹凸が激しく、めっき層と素地鋼板とが複雑に入り組んだ錯綜化した状態とすることで、めっき密着性を高められることが記載されている。具体的には、所定量のSiを含有すると共に、合金化溶融亜鉛めっき層を除去した後の鋼板表面粗さを10点平均粗さRzで6.5μm以上とし、表面粗さの大きい状態とすることが有効であると記載されている。
【0005】
また、本発明者らは、GA鋼板の加工性を改善することを目的とし、GA鋼板の摺動性と耐パウダリング性を改善する技術を特許文献2に開示している。この技術では、高強度鋼板の成分元素の中でもMn,P,Cr,Moの含有バランスを適切に制御することで、GA鋼板の摺動性と耐パウダリング性を改善している。
【0006】
一方、上述した構造部材の形状は近年益々複雑化しており、GA鋼板は摺動を伴う加工を受ける場合がある。よって摺動加工時に合金化溶融亜鉛めっき層が素地鋼板から剥離し難いGA鋼板の提供が望まれている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平6−81099号公報
【特許文献2】特開2006−283128号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記の様な事情に着目してなされたものであって、その目的は、摺動を伴う加工を受けたときでも合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性が良好な合金化溶融亜鉛めっき高張力鋼板、およびその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決することのできた本発明に係る合金化溶融亜鉛めっき高張力鋼板とは、素地鋼板の表面に合金化溶融亜鉛めっき層が形成されたものであり、前記素地鋼板はSiを0.04〜2.5%(質量%の意味。以下、成分について同じ。)含有し、且つ前記合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上であるところに要旨を有している。
【0010】
上記合金化溶融亜鉛めっき高張力鋼板は、Siを0.04〜2.5%を含有し、且つ表面粗さをレーザー顕微鏡で測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が6.0°以上で、二乗平均平方根傾斜角(RΔq)が12.0°以上の素地鋼板を用意し、この素地鋼板に溶融亜鉛めっきを施し、次いで合金化することによって製造することができる。
【発明の効果】
【0011】
本発明の合金化溶融亜鉛めっき高張力鋼板は、素地鋼板に所定量のSiを含有し、且つ合金化溶融亜鉛めっき層を除去した後の素地鋼板表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を適切に制御しているため、摺動加工しても合金化溶融亜鉛めっき層が素地鋼板から剥離し難く、めっき密着性が良好となる。
【図面の簡単な説明】
【0012】
【図1】図1は、合金化溶融亜鉛めっき高張力鋼板のめっき密着性を評価するために本発明で用いるパラメータ(RΔa)の概念(局部傾斜dZ/dX)を模式的に示した図である。
【図2】図2は、めっき密着性を評価するために作製した成形品の形状を示す模式図である。
【発明を実施するための形態】
【0013】
本発明者らは、成形加工、特に摺動を伴う加工を受けても合金化溶融亜鉛めっき層が素地鋼板から剥離せず、めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板、およびその製造方法を提供するために鋭意検討を重ねてきた。その結果、(A)素地鋼板に所定量のSiを含有させると共に、前述した特許文献1のように10点平均粗さRzをめっき密着性向上の指標とするのではなく、合金化溶融亜鉛めっき層を除去した後の素地鋼板表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を用い、これらを適切に制御すれば、合金化溶融亜鉛めっき高張力鋼板のめっき密着性を確実に高められること、(B)こうした合金化溶融亜鉛めっき高張力鋼板を製造するには、Siを所定量以上含有すると共に、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)が適切に制御された素地鋼板の表面に、溶融亜鉛めっきを施し、これを合金化すればよいことを見出し、本発明を完成した。
【0014】
以下、(1)本発明の合金化溶融亜鉛めっき高張力鋼板について説明した後、(2)この合金化溶融亜鉛めっき高張力鋼板を製造する方法について説明する。
【0015】
[(1)合金化溶融亜鉛めっき高張力鋼板について]
本発明の合金化溶融亜鉛めっき高張力鋼板は、素地鋼板の表面に合金化溶融亜鉛めっき層が形成されたものであるが、(a)この素地鋼板はSiを0.04〜2.5%含有し、且つ(b)合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上であるところに特徴を有している。
【0016】
以下、(a)素地鋼板の組成と、(b)合金化溶融亜鉛めっき層を溶解除去した後の算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)に分けて説明する。
【0017】
《(a)素地鋼板の組成について》
本発明で用いる素地鋼板は、Siを0.04〜2.5%含有している。本発明者らが検討したところ、素地鋼板に含まれるSiは、素地鋼板の表面粗さ、特に、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)に大きく影響を及ぼすことが判明したからである。これらの要件を適切に制御するため、本発明では素地鋼板に、Siを0.04%以上含有させる。Si量は、好ましくは0.06%以上、より好ましくは0.08%以上、更に好ましくは0.1%以上である。しかしSi量が2.5%を超えると、不めっきが発生し、表面外観が劣化する。従ってSi量は2.5%以下、好ましくは2%以下、より好ましくは1.5%以下である。なお、後述するように、間接加熱によって溶融亜鉛めっきを行う場合には、素地鋼板表面のSiが多くなるとSi酸化物が過剰に生成し、表面外観やめっき密着性が著しく低下するため、素地鋼板に含まれるSi量は少ない方が好ましい。具体的には、Si量は約1%以下であることが好ましく、より好ましくは0.5%以下、更に好ましくは0.25%以下、特に好ましくは0.13%以下である。
【0018】
素地鋼板に含まれる他の合金元素は特に限定されず、GA鋼板の素地鋼板に通常用いられる成分組成であればよい。例えば、本出願人らが先に提案した上記特許文献2に開示している成分組成を満足するGA鋼板が挙げられる。上記GA鋼板は、基本元素として、C、Mn、P、およびAlを含有している。例えば、C:0.06〜0.15%、Mn:1〜3%、P:0.01〜0.05%、Al:0.02〜0.15%を基本元素として含有している。更に上記GA鋼板は、Cr、Mo、Ti、Nb、V、B、Ca等の選択元素を含有している。例えば、Cr:0.03〜1%、Mo:0.03〜1%、Ti:0.15%以下(0%を含まない)、Nb:0.15%以下(0%を含まない)、V:0.15%以下(0%を含まない)、B:0.01%以下(0%を含まない)、Ca:0.01%以下(0%を含まない)の範囲で含有している。
【0019】
残部は鉄および不可避不純物であればよい。不可避不純物のなかでも、Sは0.03%以下(0%を含まない)であることが好ましい。Sは、鋼中に硫化物系介在物を生成させ、伸びや伸びフランジ性の劣化を招く。
【0020】
《(b)合金化溶融亜鉛めっき層を溶解除去した後の素地鋼板の算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)について》
本発明の合金化溶融亜鉛めっき高張力鋼板は、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)が適切に制御されているところに特徴がある。これらの表面性状パラメータは、素地鋼板と合金化溶融亜鉛めっき層との密着性を精度良く評価し得るパラメータとして本発明で採用されたものであり、特に摺動を伴う加工に対する評価パラメータとして極めて有用である。上記表面性状パラメータを用いれば、一般的に採用されている算術平均粗さ(Ra)では判別できなかった密着性の良否を、精度良く判別できることが可能になった(後記する実施例を参照)。
【0021】
本発明で用いられる算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)はいずれも、粗さ曲線の基準長さXに対して表面凹凸が形成する微小範囲の傾斜角(局部傾斜dZ/dX)を規定したパラメータであり、このうちRΔaは、基準長さにおける局部傾斜dZ/dXの算術平均を、RΔqは、基準長さにおける局部傾斜dZ/dXの二乗平均平方根を、それぞれ表わしたものである。RΔaとRΔqは、いわば、微小範囲における傾斜角の平均値(Ra)と標準偏差(Δq)の関係にある。参考のため、基準長さにおける局部傾斜dZ/dXを模式的に図1に示す。これらの測定方法の詳細は後述する。
【0022】
本発明では、後記する方法によって算出される算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)がそれぞれ、23.0°以上および29.0°以上を満足することが必要である。これらの値が大きいほど、界面の傾斜が立っている状態(急峻状態)にあることを意味する。即ち、本発明者らの検討結果によれば、V曲げなどのようにめっき層に圧縮力がかかる場合は勿論のこと、摺動を伴う加工に対して良好なめっき密着性を確実に確保するためには、界面の傾斜角に起因する楔効果(アンカー効果)が適切に発揮されるように制御されることが必要であることが判明したため、本発明を完成した次第である。
【0023】
なお、前述した特許文献1においても、合金化溶融亜鉛めっき層を除去した後の素地鋼板の表面粗さ(ここでは10点平均粗さRz)を制御して素地鋼板に対する合金化溶融亜鉛めっき層の密着性を図る技術が開示されている。しかし、上記特許文献1に開示されている10点平均粗さ(Rz)や、表面粗さの指標として一般に用いられる算術平均粗さ(Ra)では、めっき密着性を精度良く評価できず、品質のバラツキが生じることが判明した。即ち、後述する実施例で実証したように、算術平均粗さ(Ra)が同程度に制御されていても、摺動加工後のめっき密着性の良否に差が見られる場合があり、密着性の程度を、精度良く判別できないことが分かった。また、本発明者らの検討結果によれば、10点平均粗さ(Rz)といった界面凹凸部の山谷間の深さは、摺動加工後のめっき密着性と、必ずしも大きな相関関係は得られないことも判明した。
【0024】
従来用いられているRaやRzではなく、本発明で用いられる「RΔa」および「RΔq」によって、摺動加工後のめっき密着性を精度良く評価できる理由は詳細には不明であるが、以下のように考えられる。
【0025】
Ra(算術平均粗さ)やRz(10点平均粗さ)などの表面粗さパラメータは、JISに規格されているとおり、触針の先端が試料の表面に直接触れることによって表面粗さを検知する「接触式」の表面粗さ測定器を用いて測定している。前述した特許文献1においても、合金化溶融亜鉛めっき層を除去した後の素地鋼板表面のRzを接触式の表面粗さ測定器を用いて測定している。従来のように接触式の表面粗さ測定器を用いて表面粗さを測定する方法は、触針の摩耗、測定力による試料表面への圧痕、触針の先端半径より小さい溝は測定できないなどの理由により、表面の凹凸形状を正しく評価できないという問題を抱えている。
【0026】
これに対し、本発明では、非接触式のレーザー顕微鏡を用いて算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)を測定しているため、上記の接触式と比較して微小な凹凸も正確に測定でき、測定結果の精度が向上する。特に本発明では、JISで規定する測定条件に縛られるRaやRzと異なり、RΔaおよびRΔqの測定条件を適切に制御して摺動加工後のめっき密着性を精度良く評価できるようにしたため、めっき密着性との相関関係を著しく高めることができる。
【0027】
上記算術平均傾斜角(RΔa)は23.0°以上、上記二乗平均平方根傾斜角(RΔq)は29.0°以上である。RΔaが23.0°を下回るか、RΔqが29.0°を下回ると、摺動加工後の素地鋼板とめっき層のアンカー効果が充分に発揮されず、めっき密着性が劣化する。
【0028】
上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)は、全測定箇所の60%以上において、上記範囲を満足していればよい。全測定箇所に対して、RΔaが23.0°以上の箇所が60%未満であるか、および/またはRΔqが29.0°以上の箇所が60%未満であると、アンカー効果が充分に発揮されず、めっき密着性が劣化する。めっき密着性向上のためには、RΔaは大きいほど良く、全測定箇所の60%以上において、25.0°以上であることが好ましい。同様に、RΔqも大きいほど良く、全測定箇所の60%以上において、31.0°以上であることが好ましい。なお、RΔaの上限は、例えば、34°程度である。同様に、RΔqの上限は、例えば、42°程度である。
【0029】
次に、上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)の測定方法について説明する。これらは合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で測定して算出する。
【0030】
まず、酸で溶解するが、これは素地鋼板と合金化溶融亜鉛めっき層との界面性状を損なうことなくめっき層を除去するためである。酸としてはHClなどを用いればよく、例えば、36質量%HClを同量の純水で希釈したものを用いることができる。この酸には、めっき層除去等の目的で通常用いられるインヒビター(酸腐食抑制剤)を含有していてもよい。インヒビターとしては、環状化合物や不飽和化合物を用いることができる。例えば、アミン系の抑制剤を用いることができ、具体的には、シクロヘキサメチレンテトラミンなどを用いることができる。
【0031】
次いで、レーザー顕微鏡を用いて算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定する。RΔaとRΔqの測定位置は、合金化溶融亜鉛めっき層を溶解除去した後の表面であれば特に限定されない。測定箇所は複数箇所とし、少なくとも10箇所、好ましくは12箇所以上とする。上記RΔaと上記RΔqは、測定誤差が比較的大きいため、できるだけ多くの位置で測定することが好ましい。
【0032】
本発明では、レーザー顕微鏡として、株式会社キーエンス製のカラーレーザー顕微鏡(商品名「VK−9710」)を用い、株式会社キーエンス製の形状解析アプリケーション(商品名「VK−H1A1」)を用いてデータ解析を行う。上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)の測定結果は、測定機器や測定条件によって大きく影響を受けるためである。
【0033】
測定手順の詳細は後記実施例で示す通りであり、線粗さ解析を選択し、任意の位置で解析を行う。データ解析は、測定データに対して横方向でもよいし、縦方向でもよい。データ解析は、カットオフ値λs=0.25μm、位相補償形高域フィルタλc=0.08mm、位相補償形低域フィルタλf=なし、として行う。
【0034】
本発明の合金化溶融亜鉛めっき高張力鋼板は、素地鋼板の組成と、合金化溶融亜鉛めっき層を除去した後の表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を適切に制御したところに特徴があり、その他の要件は特に限定されない。例えば、上記合金化溶融亜鉛めっき層と素地鋼板の界面に生成している化合物や、合金化溶融亜鉛めっき層に含まれるFe量は特に限定されない。
【0035】
《合金化溶融亜鉛めっき層と素地鋼板の界面に生成している化合物》
合金化溶融亜鉛めっき層と素地鋼板の界面には、Γ相が不連続に生成していることが好ましい。Γ相は、Fe3Zn10で示され、硬質で脆い相である。従って上記界面にΓ相が連続して生成すると、例えば、曲げ加工して応力が加わったときにΓ相が破壊され、合金化溶融亜鉛めっき層が素地鋼板から剥離し易くなるため、Γ相は不連続に生成していることが好ましい。
【0036】
《合金化溶融亜鉛めっき層に含まれるFe量》
合金化溶融亜鉛めっき層に含まれるFe量は、7〜13%であることが好ましい。Fe量が少な過ぎると、合金化ムラが発生し易くなり、表面外観が悪くなることがある。従ってFe量は7%以上が好ましく、より好ましくは8%以上である。しかしFe量が過剰になると素地鋼板と合金化溶融亜鉛めっき層の界面に、Γ相が厚く成長することで、めっき密着性が悪くなり、例えば、V曲げ加工したときにパウダリングが発生し易くなる。従ってFe量は13%以下が好ましく、より好ましくは11%以下である。
【0037】
合金化溶融亜鉛めっき層に含まれるFe量は、合金化溶融亜鉛めっき層を溶解除去したときに生成する溶解液を原子吸光分析して測定すればよい。
【0038】
[(2)合金化溶融亜鉛めっき高張力鋼板を製造する方法について]
次に、本発明の合金化溶融亜鉛めっき高張力鋼板を製造する方法について説明する。
【0039】
上記合金化溶融亜鉛めっき高張力鋼板は、Siを0.04〜2.5%を含有し、且つ表面粗さをレーザー顕微鏡で測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が6.0°以上で、二乗平均平方根傾斜角(RΔq)が12.0°以上の素地鋼板を用意し、この素地鋼板に溶融亜鉛めっきを施し、次いで合金化することによって製造できる。以下、このように規定した理由について説明する。
【0040】
まず、上述した成分組成を満足する素地鋼板を用意する。ここで、素地鋼板表面の算術平均傾斜角(RΔa)は6.0°以上で、二乗平均平方根傾斜角(RΔq)は12.0°以上である必要がある。素地鋼板表面のRΔaが6.0°を下回るか、素地鋼板表面のRΔqが12.0°を下回る場合には、合金化溶融亜鉛めっき層を施したときに、素地鋼板と合金化溶融亜鉛めっき層との界面性状が適切に制御されないため、めっき密着性が劣化するからである。
【0041】
上記算術平均傾斜角(RΔa)と上記二乗平均平方根傾斜角(RΔq)は、全測定箇所の60%以上において、上記範囲を満足していればよい。全測定箇所に対して、RΔaが6.0°以上の箇所が60%未満であるか、および/またはRΔqが12.0°以上の箇所が60%未満であると、合金化溶融亜鉛めっき鋼板を形成したときに、アンカー効果が充分に発揮されず、めっき密着性が劣化するからである。めっき密着性向上のためには、RΔaは大きいほど良く、全測定箇所の60%以上において、8.0°以上であることが好ましい。同様に、RΔqも大きいほど良く、全測定箇所の60%以上において、14.0°以上であることが好ましい。なお、RΔaの上限は、めっき密着性向上の観点からは特に限定されないが、例えば、25°程度である。同様に、RΔqの上限は、例えば、33°程度である。
【0042】
このような表面性状を満足する素地鋼板は、所定量のSiを含む鋼板を用いることによって得られる。
【0043】
なお、合金化溶融亜鉛めっき高張力鋼板における合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)は、合金化溶融亜鉛めっきするために用意した原板(素地鋼板)の算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)よりも相対的に大きくなっている。これらの値が相対的に大きくなるのは、合金化に伴い、Feが素地鋼板の表面側に拡散する他、素地鋼板に含まれるSiの作用により、合金化時にZnが素地鋼板の結晶粒界に侵入し、素地鋼板の表面性状を変化させるからである。
【0044】
用意した上記素地鋼板に、熱処理を施し、溶融亜鉛めっきし、これを合金化する方法は特に限定されず、公知の条件を採用できる。
【0045】
まず、上記素地鋼板を、必要に応じて酸洗して素地鋼板の表面を清浄化した後、連続式溶融亜鉛めっきラインで熱処理を行う。この熱処理は、例えば、オールラジアントチューブ型の焼鈍炉を有する連続式溶融亜鉛めっきラインで行なえばよく、炉内の雰囲気は、還元性雰囲気(例えば、H2ガスを5〜10体積%含有するN2ガス雰囲気)とすればよい。焼鈍炉では、素地鋼板を800〜900℃に加熱すればよく、炉内の露点は、例えば、−45℃以下とすればよい。露点の下限値は、設備の制約上−60℃程度である。
【0046】
なお、オールラジアントチューブ型の焼鈍炉を用いる代わりに、素地鋼板を酸化還元法によって熱処理してもよい。易酸化性元素であるSiを比較的多く(例えば、0.15%を超えて)含有する場合は、酸化還元法で熱処理することが推奨され、Siを比較的少なく(例えば、0.15%以下)含有する場合は、例えば、オールラジアントチューブ型の焼鈍炉で間接加熱して熱処理することが推奨される。
【0047】
熱処理した後は、亜鉛めっき処理を施す。めっき浴温は440〜480℃程度とすればよい。めっき浴の組成も特に限定されず、公知の溶融亜鉛めっき浴を用いればよい。めっき浴中のAl含有量は、例えば、0.08〜0.12%とすることが好ましい。Alは、溶融亜鉛めっき層の合金化速度を制御するのに有効に作用する。
【0048】
溶融亜鉛めっきを施した鋼板は、更に合金化処理を施す。合金化処理は、500〜560℃程度とすればよい。合金化温度が低過ぎると合金化ムラが発生し易く、合金化温度が高過ぎると合金化が促進され過ぎて合金化溶融亜鉛めっき層に含まれるFe量が過剰になる。その結果、合金化溶融亜鉛めっき層と素地鋼板の界面にΓ相が形成され、めっき密着性が低下する。合金化溶融亜鉛めっき層の付着量は、30〜70g/m2程度とすることが好ましい。
【0049】
合金化処理は、加熱炉や直火、赤外線加熱炉などを用いて行えばよい。加熱方法も特に限定されず、例えば、ガス加熱やインダクションヒーター加熱(高周波誘導加熱装置による加熱)など慣用の手段を採用できる。なお、合金化処理は、溶融亜鉛めっき直後に行うことが好ましい。
【0050】
本発明の合金化溶融亜鉛めっき高張力鋼板は、めっき密着性に優れているため、特に、摺動を伴う加工を行っても合金化溶融亜鉛めっき層の素地鋼板からの剥離は発生しない。
【0051】
本発明の合金化溶融亜鉛めっき高張力鋼板の強度クラスは特に限定されないが、例えば、張力が980MPa(100kg)クラスの鋼板であってもよい。
【実施例】
【0052】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0053】
Cを0.12%、下記表1に示す量のSi、Mnを2.65%、Pを0.015%以下、Sを0.003%以下、Cr:0.25%、Moを0.07%、およびTiを0.07%含有し、残部が鉄及び不可避不純物からなる鋼を溶製し、溶鋼を鋳造して得られたスラブを熱間圧延して熱延鋼板を製造した。熱間圧延は、仕上げ圧延終了温度を860〜900℃として厚さ2.3mmまで圧延し、530〜590℃で巻取った。得られた熱延鋼板を酸洗した後、冷間圧延して冷延鋼板を製造した。冷間圧延は、冷延率39%として厚さ1.4mmまで圧延した。
【0054】
得られた冷延鋼板を素地鋼板とし、表面性状をレーザー顕微鏡で調べ、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定した。
【0055】
レーザー顕微鏡は、株式会社キーエンス製のカラーレーザー顕微鏡(商品名「VK−9710」)を用いた。表面性状は、素地鋼板の任意の位置で測定した。表面性状の測定はレンズ倍率を150倍、モニターズームを3倍とし、株式会社キーエンス製の形状解析アプリケーション(商品名「VK−H1A1」)を用いてデータ解析を行った。データ解析は、線粗さ解析を選択し、測定データに対し横方向に任意の12点の位置で解析を行った。線粗さ解析は、観察視野の23μm×30μmの領域で行った。解析条件は、カットオフ値λs=0.25μm、位相補償形高域フィルタλc=0.08mm、位相補償形低域フィルタλf=なし、とし、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を求めた。RΔaとRΔqを12点の位置で測定した結果を下記表2に示す。また、RΔaが6.0°以上、RΔqが12.0°以上の場合を合格とし、全測定数(12点)に対する合格数の割合(以下、達成率と呼ぶことがある。)を算出し、その結果を下記表2に示す(説明の便宜上、同じ結果を表1にも示す。)。
【0056】
次に、得られた素地鋼板を、オールラジアントチューブタイプの縦型還元焼鈍炉を有する実機連続式溶融亜鉛めっきラインにて815〜845℃に加熱し、炉内の露点が下記表1に示す値で還元した後、めっき浴に浸漬して溶融亜鉛めっきした。溶融亜鉛めっきは、めっき浴中の有効Al量を0.105%、めっき浴温を460℃として行った。溶融亜鉛めっき後、500〜550℃に加熱して合金化処理した後、室温まで冷却して合金化溶融亜鉛めっき高張力鋼板(GA鋼板)を得た。合金化溶融亜鉛めっき層の付着量は、45〜58g/m2であった。また、得られた合金化溶融亜鉛めっき高張力鋼板の引張強度は、985〜1080MPaであった。
【0057】
得られた合金化溶融亜鉛めっき高張力鋼板について、合金化溶融亜鉛めっき層を酸に溶解させた後、溶解液を原子吸光分析して合金化溶融亜鉛めっき層に含まれるFe量を測定した。合金化溶融亜鉛めっき層の溶解には、36質量%HClを同量の純水で希釈した酸に、インヒビターとしてシクロヘキサメチレンテトラミンを前記酸1Lに対して3.5g添加したものを用いた。合金化溶融亜鉛めっき層に含まれるFe量の測定結果を下記表1に示す。
【0058】
また、上記のようにして合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面性状を前述したようにレーザー顕微鏡で調べ、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定した。RΔaとRΔqは、夫々12点の位置で測定し、12点で測定した結果を下記表3に示す。また、RΔaが6.0°以上、RΔqが12.0°以上の場合を合格とし、全測定数(12点)に対する合格数の割合(達成率)を算出し、その結果を下記表3に示す(説明の便宜上、同じ結果を表1にも示す。)。
【0059】
参考のため、合金化溶融亜鉛めっき層を酸で溶解除去した後の算術平均粗さ(Ra)を求めた。Raは、接触式の表面粗さ測定器(株式会社東京精密製の「サーフコム590A−3D−12(商品名)」)で、触針先端径が2μmの針を用い、JIS B0601(2001)に準拠した条件で測定した。Raの測定結果を下記表1に示す。
【0060】
また、合金化溶融亜鉛めっき高張力鋼板の断面(鋼板の厚み方向の断面)を走査型電子顕微鏡(SEM)で3000倍で観察し、素地鋼板と合金化溶融亜鉛めっき層の界面にΓ相が生成しているかどうか観察した。観察した結果、合金化溶融亜鉛めっき層に含まれるFe量が11%以下の場合は、Γ相が不連続に生成していることが認められたが、合金化溶融亜鉛めっき層に含まれるFe量が11%を超える場合は、Γ相が連続して生成しているものが認められた。
【0061】
次に、得られた合金化溶融亜鉛めっき高張力鋼板について、めっき密着性を次の手順で評価した。
【0062】
<めっき密着性の評価>
めっき密着性は、合金化溶融亜鉛めっき高張力鋼板を、下記条件でビード付きU曲げ成形し、成形品の側壁外側を目視で観察し、めっき剥離面積を測定して評価した。成形品の形状を図2に示す。図2において、矢印で指した斜線部分が側壁外側(以下、摺動部と呼ぶことがある。)であり、この摺動部の面積は、約30cm2である。めっき密着性の評価基準は下記の通りである。評価結果を下記表1に示す。
【0063】
(成形条件)
成形スピード :60spm
ダイ肩半径 :2mm
パンチ肩半径 :5mm
ビード先端半径:2mm
ビード高さ :4mm
しわ押え圧 :0.17MPa(1.6kgf/cm2)
(評価基準)
◎(合格) :剥離なし
○(合格) :摺動部の1%未満の微量剥離発生
△(不合格):摺動部の1%以上40%未満の剥離発生
×(不合格):摺動部の40%以上の剥離発生
【0064】
表1〜表3から次のように考察できる。
【0065】
No.1〜11は、本発明で規定する要件を満足している例であり、めっき密着性に優れている。
【0066】
これに対し、No.12と13は、本発明で規定する要件を満足していない例である。
【0067】
No.12と13では、Si含有量が少なく、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)が本発明で規定する要件を満足しない素地鋼板の表面に合金化溶融亜鉛めっき層を形成している。これらの例では、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面における算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)が本発明で規定する要件を満足していないため、めっき密着性が悪くなった。
【0068】
ここで、本発明で指標として用いている算術平均傾斜角(RΔa)および二乗平均平方根傾斜角(RΔq)と、従来から表面粗さの指標として用いている表面粗さ(Ra)との関係について考察する。No.2と12、No.10と13を夫々比較すると、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板表面における算術平均粗さ(Ra)はほぼ同じであるが、No.2と10は、めっき密着性が良好であるのに対し、No.12と13は、めっき密着性が劣っている。従って表面粗さの代表パラメータである算術平均粗さ(Ra)では、めっき密着性の良否を精度良く評価できないことが分かる。これに対し、めっき密着性の評価パラメータとして本発明で採用した算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を用いれば、上記算術平均粗さ(Ra)では判別できなかっためっき密着性の程度を精度良く評価できることが分かる。
【0069】
以上の結果から、合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で測定し、算術平均傾斜角(RΔa)と二乗平均平方根傾斜角(RΔq)を測定すれば、めっき密着性を評価できることが分かる。
【0070】
【表1】
【0071】
【表2】
【0072】
【表3】
【特許請求の範囲】
【請求項1】
素地鋼板の表面に合金化溶融亜鉛めっき層が形成された合金化溶融亜鉛めっき高張力鋼板であって、
前記素地鋼板はSiを0.04〜2.5%(質量%の意味。以下、成分について同じ。)含有し、且つ
前記合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板。
【請求項2】
請求項1に記載の合金化溶融亜鉛めっき高張力鋼板の製造方法であって、
Siを0.04〜2.5%を含有し、且つ
表面粗さをレーザー顕微鏡で測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が6.0°以上で、二乗平均平方根傾斜角(RΔq)が12.0°以上の素地鋼板を用意し、
この素地鋼板に溶融亜鉛めっきを施し、次いで合金化することを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板の製造方法。
【請求項1】
素地鋼板の表面に合金化溶融亜鉛めっき層が形成された合金化溶融亜鉛めっき高張力鋼板であって、
前記素地鋼板はSiを0.04〜2.5%(質量%の意味。以下、成分について同じ。)含有し、且つ
前記合金化溶融亜鉛めっき層を酸で溶解除去した後の素地鋼板の表面粗さをレーザー顕微鏡で複数箇所測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が23.0°以上で、二乗平均平方根傾斜角(RΔq)が29.0°以上であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板。
【請求項2】
請求項1に記載の合金化溶融亜鉛めっき高張力鋼板の製造方法であって、
Siを0.04〜2.5%を含有し、且つ
表面粗さをレーザー顕微鏡で測定したときに、全測定箇所の60%以上において、算術平均傾斜角(RΔa)が6.0°以上で、二乗平均平方根傾斜角(RΔq)が12.0°以上の素地鋼板を用意し、
この素地鋼板に溶融亜鉛めっきを施し、次いで合金化することを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−94215(P2011−94215A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−251394(P2009−251394)
【出願日】平成21年10月30日(2009.10.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月30日(2009.10.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]