
めっき層を有する合成樹脂成形品
【課題】装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法を提供すること。
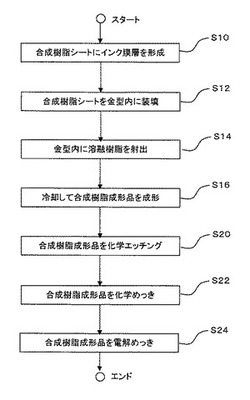
【解決手段】金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法であって、合成樹脂シートの片面にインク膜層を形成する工程(S10)と;合成樹脂シートをインク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程(S12)と;合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程(S14、S16)と;合成樹脂成形品にめっきにより金属層を形成する工程(S22、S24)とを備える合成樹脂成形品の製造方法。
【解決手段】金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法であって、合成樹脂シートの片面にインク膜層を形成する工程(S10)と;合成樹脂シートをインク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程(S12)と;合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程(S14、S16)と;合成樹脂成形品にめっきにより金属層を形成する工程(S22、S24)とを備える合成樹脂成形品の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂シートを一体化して成形する合成樹脂成形品に関し、特に、めっきによる金属層を有する合成樹脂成形品に関する。
【背景技術】
【0002】
合成樹脂成形品においても、金属めっきを施し、外観的に商品価値を高めることが行われている。しかし、表面全体に均一なめっきを施すことは少なく、他の装飾と組み合わせた部分めっきを施すことが多い。一方、合成樹脂成形品の装飾は、合成樹脂成形品に印刷し、あるいは、文字や模様を印刷した合成樹脂シートを貼り付けることによって製作されている。この内、文字や模様を印刷した合成樹脂シートを合成樹脂成形品に貼り付けて製作することが、製作コスト等の観点からは優位であった。そこで、文字や模様を印刷した合成樹脂シートを金型に装填し、溶融樹脂を射出して一体に成形することにより、効率よく、装飾を施した合成樹脂成形品を製造することが行われている(たとえば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平1−299016号公報(第1図等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、装飾を施した合成樹脂成形品にめっきを施すためには、前処理(化学エッチング)等において装飾が損傷を受けることを防止するために装飾を保護し、また、部分めっきを施すためにマスキングが必要になるなど、手間が多く掛かるのが実情であった。
【0005】
そこで、本発明は、装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の第1の態様に係る合成樹脂成形品の製造方法は、たとえば図1および図2に示すように、金型表面に隣接して合成樹脂シート20を装填した後、金型内に溶融樹脂を射出して、合成樹脂シート20を溶着接合してなる合成樹脂成形品1の製造方法であって、合成樹脂シート20の片面にインク膜層22を形成する工程(S10)と;合成樹脂シート20をインク膜層22を溶融樹脂が射出される空間側にして金型内に装填する工程(S12)と;合成樹脂シート20が装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程(S14、S16)と;合成樹脂成形品にめっきにより金属層30を形成する工程(S22、S24)とを備える。
【0007】
このように構成すると、合成樹脂シートに形成されるインク膜層により合成樹脂成形品に装飾が施され、インク膜層は合成樹脂シートに保護されるのでめっきを施す際に損傷を受けず、また、合成樹脂シートによるマスキング作用のためにめっきにより形成される金属層が部分めっきとなる、合成樹脂成形品の製造方法となる。
【0008】
また、本発明の第2の態様に係る合成樹脂成形品の製造方法は、第1の態様に係る合成樹脂成形品の製造方法において、合成樹脂シート20がポリカーボネート製である。
このように構成すると、ポリカーボネートにはめっきによる金属層が形成されにくいので、合成樹脂シートによるマスキング作用が確実に得られる。
【0009】
また、本発明の第3の態様に係る合成樹脂成形品の製造方法は、第1または第2の態様に係る合成樹脂成形品の製造方法において、溶融樹脂がABS樹脂である。
このように構成すると、合成樹脂成形品の本体がABS樹脂製なので、めっきによる金属層を形成し易い合成樹脂成形品の製造方法となる。
【0010】
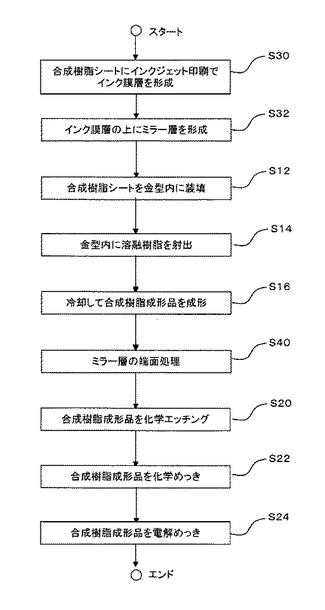
また、本発明の第4の態様に係る合成樹脂成形品の製造方法は、たとえば図3および図4に示すように、第1ないし第3のいずれかの態様に係る合成樹脂成形品の製造方法において、インク膜層24がインクジェット印刷により形成され(S30)、インク膜層24の上にミラー層26を形成する工程(S32)を備える。
このように構成すると、インクジェット印刷により微細な粒子からなるインク膜層が形成され、その裏面側にミラー層が形成され光を反射するので、白蝶貝模様のような遊色効果のある装飾を施すことができる。
【発明の効果】
【0011】
本発明によれば、金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法が、合成樹脂シートの片面にインク膜層を形成する工程と、合成樹脂シートをインク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程と、合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程と、合成樹脂成形品にめっきにより金属層を形成する工程とを備えるので、装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法となる。
【図面の簡単な説明】
【0012】
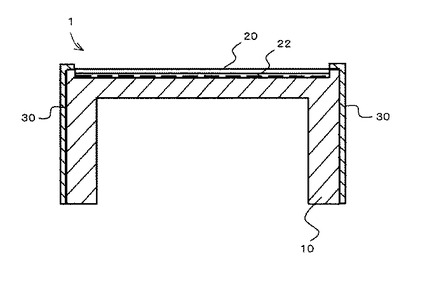
【図1】本発明の実施の形態として製造されためっきによる金属層を有する合成樹脂成形品の断面図である。
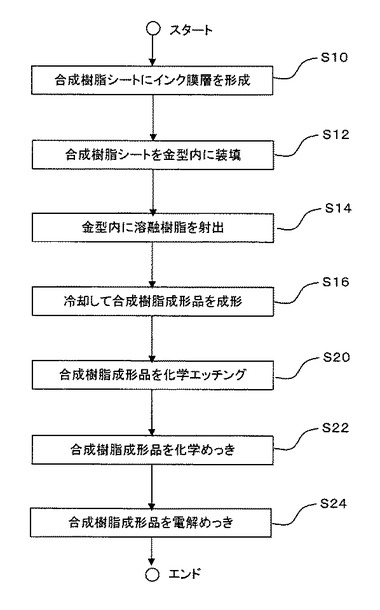
【図2】本発明に係るめっきによる金属層を有する合成樹脂成形品の製造工程を説明するフローチャートである。
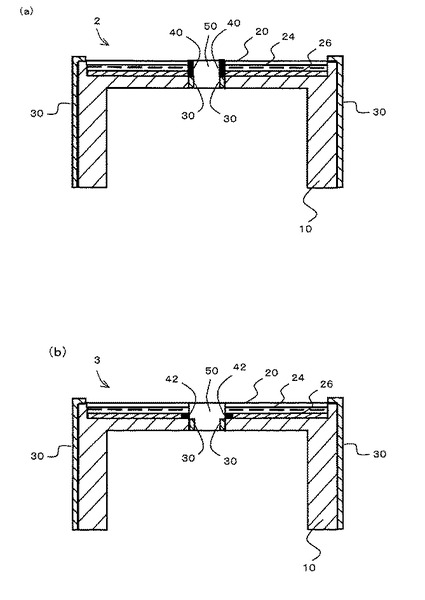
【図3】本発明の実施の形態として製造されためっきによる金属層を有し、遊色効果を有する装飾が施された合成樹脂成形品の断面図である。
【図4】本発明に係るめっきによる金属層を有し、遊色効果を有する装飾が施された合成樹脂成形品の製造工程を説明するフローチャートである。
【発明を実施するための形態】
【0013】
以下、図面を参照して、本発明の実施の形態について説明する。なお、各図において、互いに同一又は相当する装置等には同一符号を付し、重複した説明は省略する。
【0014】
図1は、本発明の実施の形態として製造した合成樹脂成形品1の断面図である。合成樹脂成形品1は、伏せたコの字形の合成樹脂成形品本体10と、合成樹脂成形品本体10の伏せたコの字の背の部分に溶着接合された合成樹脂シート20と、合成樹脂シート20の周囲ならびに合成樹脂成形品本体10の伏せたコの字の両脇の部分に形成された金属層(めっき層)30とを備える。合成樹脂シート20の合成樹脂成形品本体10に面する側にインク膜層22が形成されている。なお、図1では、インク膜層22は、破線で図示しているが、連続した膜層であるのが一般的であり、あるいは、部分的に形成されていてもよい。なお、伏せたコの字形の合成樹脂成形品本体10の下面および裏面に金属層30が形成されていないが、合成樹脂成形品1は、伏せたコの字形の底面で2つを組み合わせて内部が空洞の容器の例であるために、外から見えない部分に金属層30を形成していない例を示している。本発明により製造される合成樹脂成形品の形状は合成樹脂成形品1のような伏せたコの字形以外の形状でもよく、また、裏面等に金属層30が形成されてもよい。
【0015】
ここで図2のフローチャートを参照して、合成樹脂成形品1の製造方法を説明する。合成樹脂シート20の片面にインク膜層22を形成する(S10)。合成樹脂シート20の素材としては、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)、PC/PETブレンド、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)等のシートが好ましいが、これらには限定されない。なお、合成樹脂シート20の素材は透明(半透明を含む)である。ポリカーボネートは、後で説明する化学エッチングにおいて影響を受けにくく、めっきにより金属が付着しにくいので、好適である。インク膜層22は、インクジェット印刷、シルク印刷、グラビア印刷など周知の印刷法で形成してよい。
【0016】
インク膜層22が形成された合成樹脂シート20を、インク膜層22が金型と接するのと反対側になるようにして、下金型に装填する(S12)。すなわち、インク膜層22は、後述の溶融樹脂が射出される空間側となる。この場合、合成樹脂シート20が金型内でずれないようにピン等で固定するのが好ましい。なお、ここでは、合成樹脂シート20を下金型に装填するものとして説明するが、上金型に装填してもよい。
【0017】
下金型に合成樹脂シート20を装填した後、上金型と下金型とを組み合わせる。上金型と下金型および装填された合成樹脂シート20とで囲まれた空間が、溶融樹脂を射出するための空間となる。
【0018】
金型の空間に溶融樹脂を射出し、合成樹脂成形品本体10を射出成形する(S14)。射出成形は周知の方法でよい。下金型に予め合成樹脂シート20を装填して、射出成形することにより合成樹脂シート20が一体化して成形された合成樹脂成形品が製造される。
【0019】
金型内の空間に射出された溶融樹脂を冷却固化する(S16)。溶融樹脂が冷却固化することにより、合成樹脂成形品本体10となり、合成樹脂成形品が出来上がる。インク膜層22を溶融樹脂が射出される空間側として合成樹脂シート20を金型内に装填しているので、インク膜層22は合成樹脂シート20と合成樹脂成形品本体10の間、すなわち、合成樹脂シート20の裏側となる。なお、合成樹脂シート20が透明なため、裏側に形成されたインク膜層22が装飾として観察される。
【0020】
合成樹脂品本体10の素材、すなわち溶融樹脂としては、ABS樹脂、アクリル、ポリプロピレン(PP)など任意の樹脂でよい。特にABS樹脂は、後述する化学エッチングによりブタジエンが抜けやすく、その後の化学めっきが施しやすくなるので、好適である。
【0021】
次に、出来上がった合成樹脂成形品に化学エッチングを施す(S20)。一般的に合成樹脂成形品では、表面の脱脂を行っても疎水性を示し、めっき処理液をはじいてしまうことが多い。そこで、表面を粗化し膨潤して親水性にするために、硫酸等の酸性水溶液に浸漬し、めっき処理液とのなじみをよくするための工程を行う。たとえば、合成樹脂成形品本体10がABS樹脂製である合成樹脂成形品を、60℃、60体積%の硫酸水溶液に5〜30分浸漬する。なお合成樹脂シート20は、たとえばポリカーボネート、ポリエチレンテレフタレート、PC/PETブレンド、ポリプロピレン、ポリ塩化ビニルで製造されているため、化学エッチングされず、合成樹脂シート20の裏側に形成されたインク膜層22は合成樹脂シート20により保護される。すなわち、合成樹脂シート20が、マスキングとして作用し、また、インク膜層22の保護膜として作用する。
【0022】
化学エッチングした合成樹脂成形品に化学めっきを施す(S22)。すなわち、合成樹脂成形品本体10は不導体であるので、置換反応あるいは酸化還元反応により、金属水溶液中の銅やニッケル等の金属イオンを表面に沈積して、金属層30を形成する。なお合成樹脂シート20はたとえばポリカーボネート、ポリエチレンテレフタレート、PC/PETブレンド、ポリプロピレン、ポリ塩化ビニルで製造されているため、合成樹脂シート20上には金属層30は形成されない。すなわち、合成樹脂シート20が、めっきに対するマスキングとして作用する。
【0023】
化学エッチングを施す工程(S20)と化学めっきを施す工程(S22)との間に、感応性付与および活性化付与の工程を備えてもよい。感応性付与および活性化付与の工程を備えることにより、化学めっきによる金属層30の合成樹脂成形品本体10への付着がより良好となる。
【0024】
化学めっきにより金属層30が形成されたならば、電解めっきによりさらに金属層30を厚く形成する。なお、化学めっきにより形成された金属層と電解めっきにより形成された金属層とを区別せず、金属層30とする。下地として化学めっきにより電導性の金属層30が形成されているので、その上に電解めっきにより金属層30を重ねることができる。化学めっきによる金属層30と電解めっきによる金属層30とは、同じ金属で形成されても、異なる金属で形成されてもよい。
【0025】
上記の説明では、化学めっきで形成した金属層30の上に、電解めっきで金属層30を重ねるものとして説明したが、用途によっては電解めっきを行わなくてもよい。
【0026】
図1に戻って、合成樹脂成形品1の説明を続ける。合成樹脂成形品1では、伏せたコの字の背の部分に合成樹脂シート20を備えるので、正面(図1の上側から)から見ると、透明な合成樹脂シートの下のインク膜層22が装飾として見える。また、合成樹脂シート20の周囲ならびに伏せたコの字の両脇の部分にめっき層30が形成されているので、金属光沢が見える。このように、装飾と金属光沢とを有する美麗な合成樹脂成形品1を、インク膜層22を形成した合成樹脂シート20を金型表面に隣接して装填した後、金型内に溶融樹脂を射出して、合成樹脂シート20を溶着接合して成形した合成樹脂成形品に、通常の化学めっき法および用途により電解めっき法で金属層30を形成することで、容易に製造することができる。
【0027】
次に、図3を参照して、白蝶貝のような遊色効果を有する装飾と金属光沢を有する合成樹脂成形品2、3について説明する。図3(a)は合成樹脂成形品2の断面図であり、図3(b)は合成樹脂成形品3の断面図である。合成樹脂成形品2、3では伏せたコの字形の背の部分に貫通孔50が形成されている点で、合成樹脂成形品1とは異なる形状をしている。合成樹脂成形品2、3では、遊色効果を得るために、インク膜層24の上にミラー層26を形成している。ミラー層26は、アルミニウムで形成された金属層である。合成樹脂成形品2と合成樹脂成形品3とは、後述するミラー層26の保護の仕方が異なり、その他は同じである。
【0028】
ここで図4のフローチャートを参照して、遊色効果を有する装飾と金属光沢を有する合成樹脂成形品2、3の製造方法を説明する。なお、合成樹脂成形品1の製造方法と同じ工程については重複した説明は省略する。
【0029】
合成樹脂シート20にインクジェット印刷でインク膜層24を形成する(S30)。遊色効果とは、物質に光が入ってきた際に、物質内部に周期的な結晶構造や粒子配列が存在する場合に、光が分光され、多色の乱反射が生ずるために引き起こされる現象である。遊色効果を得るためには、インク膜層24が微細な多色の液滴インクで構成されなければならず、今のところインクジェット印刷が優れているので、インクジェット印刷でインク膜層24を形成する。
【0030】
インク膜層24が形成された合成樹脂シート20に、インク膜層24に重ねてミラー層26としてのアルミニウム膜層を形成する(S32)。ミラー層26をアルミニウム膜層とするのは、コスト的に優れているからであり、他の金属でミラー層26を形成してもよい。
【0031】
このように、微細な多色の液滴インクのインク膜層24の裏面に光を反射するミラー層26を形成することにより、質感のある遊色効果が得られ、たとえば白蝶貝の柄のような美麗な装飾を得ることができる。
【0032】
溶融樹脂を射出して(S14)合成樹脂成形品を成形(S16)した後、化学エッチングをする(S20)前に、ミラー層26の端面処理を行う(S40)。ミラー層26にエッチング液が滲入すると、アルミニウムが強酸により腐食されるためである。図1に示す合成樹脂成形品1のように、合成樹脂シート20の周囲が合成樹脂成形品本体10で覆われている場合にはエッチング液の滲入は生じにくいが、図3に示す合成樹脂成形品2、3のように貫通孔50が形成されている場合には、貫通孔の切り口でミラー層26が露出する。このような場合に、端面処理が必要となる。
【0033】
図3(a)に示す合成樹脂成形品2では、貫通孔50の内面にインク等の塗装を行い、塗装膜40で貫通孔50におけるミラー層26、インク膜層24、合成樹脂シート20の端面を覆っている。このように塗装膜40で覆うことにより、貫通孔50の端面を塗装膜40で装飾すると共に、エッチング液によるミラー層26の腐食を防止できる。
【0034】
図3(b)に示す合成樹脂成形品3では、貫通孔50の内面からミラー層26を部分的に削り取り、削り取った部分にインク42を埋め込む。このように、貫通孔50の端面のミラー層26をインク42で置換することにより、貫通孔50の端面を装飾すると共に、ミラー層26のエッチング液による腐食を防止できる。
【0035】
ミラー層26の端面処理が済んだら、化学エッチングを施す工程(S20)、化学めっきを施す工程(S22)、電解めっきを施す工程(S24)を経て、合成樹脂成形品2、3が製造される。
【0036】
このように、本発明によれば、白蝶貝のような遊色効果を有する美麗な装飾を有し、かつ、部分的に金属光沢を有する、外観の優れた合成樹脂成形品2、3を容易に製造することができる。
【符号の説明】
【0037】
1、2、3 合成樹脂成形品
10 合成樹脂成形品本体
20 合成樹脂シート
22、24 インク膜層
26 ミラー層
30 金属層
40 塗装膜
42 インク
50 貫通孔
【技術分野】
【0001】
本発明は、合成樹脂シートを一体化して成形する合成樹脂成形品に関し、特に、めっきによる金属層を有する合成樹脂成形品に関する。
【背景技術】
【0002】
合成樹脂成形品においても、金属めっきを施し、外観的に商品価値を高めることが行われている。しかし、表面全体に均一なめっきを施すことは少なく、他の装飾と組み合わせた部分めっきを施すことが多い。一方、合成樹脂成形品の装飾は、合成樹脂成形品に印刷し、あるいは、文字や模様を印刷した合成樹脂シートを貼り付けることによって製作されている。この内、文字や模様を印刷した合成樹脂シートを合成樹脂成形品に貼り付けて製作することが、製作コスト等の観点からは優位であった。そこで、文字や模様を印刷した合成樹脂シートを金型に装填し、溶融樹脂を射出して一体に成形することにより、効率よく、装飾を施した合成樹脂成形品を製造することが行われている(たとえば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平1−299016号公報(第1図等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、装飾を施した合成樹脂成形品にめっきを施すためには、前処理(化学エッチング)等において装飾が損傷を受けることを防止するために装飾を保護し、また、部分めっきを施すためにマスキングが必要になるなど、手間が多く掛かるのが実情であった。
【0005】
そこで、本発明は、装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の第1の態様に係る合成樹脂成形品の製造方法は、たとえば図1および図2に示すように、金型表面に隣接して合成樹脂シート20を装填した後、金型内に溶融樹脂を射出して、合成樹脂シート20を溶着接合してなる合成樹脂成形品1の製造方法であって、合成樹脂シート20の片面にインク膜層22を形成する工程(S10)と;合成樹脂シート20をインク膜層22を溶融樹脂が射出される空間側にして金型内に装填する工程(S12)と;合成樹脂シート20が装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程(S14、S16)と;合成樹脂成形品にめっきにより金属層30を形成する工程(S22、S24)とを備える。
【0007】
このように構成すると、合成樹脂シートに形成されるインク膜層により合成樹脂成形品に装飾が施され、インク膜層は合成樹脂シートに保護されるのでめっきを施す際に損傷を受けず、また、合成樹脂シートによるマスキング作用のためにめっきにより形成される金属層が部分めっきとなる、合成樹脂成形品の製造方法となる。
【0008】
また、本発明の第2の態様に係る合成樹脂成形品の製造方法は、第1の態様に係る合成樹脂成形品の製造方法において、合成樹脂シート20がポリカーボネート製である。
このように構成すると、ポリカーボネートにはめっきによる金属層が形成されにくいので、合成樹脂シートによるマスキング作用が確実に得られる。
【0009】
また、本発明の第3の態様に係る合成樹脂成形品の製造方法は、第1または第2の態様に係る合成樹脂成形品の製造方法において、溶融樹脂がABS樹脂である。
このように構成すると、合成樹脂成形品の本体がABS樹脂製なので、めっきによる金属層を形成し易い合成樹脂成形品の製造方法となる。
【0010】
また、本発明の第4の態様に係る合成樹脂成形品の製造方法は、たとえば図3および図4に示すように、第1ないし第3のいずれかの態様に係る合成樹脂成形品の製造方法において、インク膜層24がインクジェット印刷により形成され(S30)、インク膜層24の上にミラー層26を形成する工程(S32)を備える。
このように構成すると、インクジェット印刷により微細な粒子からなるインク膜層が形成され、その裏面側にミラー層が形成され光を反射するので、白蝶貝模様のような遊色効果のある装飾を施すことができる。
【発明の効果】
【0011】
本発明によれば、金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法が、合成樹脂シートの片面にインク膜層を形成する工程と、合成樹脂シートをインク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程と、合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程と、合成樹脂成形品にめっきにより金属層を形成する工程とを備えるので、装飾を有し、部分めっきが施された合成樹脂成形品の簡易な製造方法となる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態として製造されためっきによる金属層を有する合成樹脂成形品の断面図である。
【図2】本発明に係るめっきによる金属層を有する合成樹脂成形品の製造工程を説明するフローチャートである。
【図3】本発明の実施の形態として製造されためっきによる金属層を有し、遊色効果を有する装飾が施された合成樹脂成形品の断面図である。
【図4】本発明に係るめっきによる金属層を有し、遊色効果を有する装飾が施された合成樹脂成形品の製造工程を説明するフローチャートである。
【発明を実施するための形態】
【0013】
以下、図面を参照して、本発明の実施の形態について説明する。なお、各図において、互いに同一又は相当する装置等には同一符号を付し、重複した説明は省略する。
【0014】
図1は、本発明の実施の形態として製造した合成樹脂成形品1の断面図である。合成樹脂成形品1は、伏せたコの字形の合成樹脂成形品本体10と、合成樹脂成形品本体10の伏せたコの字の背の部分に溶着接合された合成樹脂シート20と、合成樹脂シート20の周囲ならびに合成樹脂成形品本体10の伏せたコの字の両脇の部分に形成された金属層(めっき層)30とを備える。合成樹脂シート20の合成樹脂成形品本体10に面する側にインク膜層22が形成されている。なお、図1では、インク膜層22は、破線で図示しているが、連続した膜層であるのが一般的であり、あるいは、部分的に形成されていてもよい。なお、伏せたコの字形の合成樹脂成形品本体10の下面および裏面に金属層30が形成されていないが、合成樹脂成形品1は、伏せたコの字形の底面で2つを組み合わせて内部が空洞の容器の例であるために、外から見えない部分に金属層30を形成していない例を示している。本発明により製造される合成樹脂成形品の形状は合成樹脂成形品1のような伏せたコの字形以外の形状でもよく、また、裏面等に金属層30が形成されてもよい。
【0015】
ここで図2のフローチャートを参照して、合成樹脂成形品1の製造方法を説明する。合成樹脂シート20の片面にインク膜層22を形成する(S10)。合成樹脂シート20の素材としては、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)、PC/PETブレンド、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)等のシートが好ましいが、これらには限定されない。なお、合成樹脂シート20の素材は透明(半透明を含む)である。ポリカーボネートは、後で説明する化学エッチングにおいて影響を受けにくく、めっきにより金属が付着しにくいので、好適である。インク膜層22は、インクジェット印刷、シルク印刷、グラビア印刷など周知の印刷法で形成してよい。
【0016】
インク膜層22が形成された合成樹脂シート20を、インク膜層22が金型と接するのと反対側になるようにして、下金型に装填する(S12)。すなわち、インク膜層22は、後述の溶融樹脂が射出される空間側となる。この場合、合成樹脂シート20が金型内でずれないようにピン等で固定するのが好ましい。なお、ここでは、合成樹脂シート20を下金型に装填するものとして説明するが、上金型に装填してもよい。
【0017】
下金型に合成樹脂シート20を装填した後、上金型と下金型とを組み合わせる。上金型と下金型および装填された合成樹脂シート20とで囲まれた空間が、溶融樹脂を射出するための空間となる。
【0018】
金型の空間に溶融樹脂を射出し、合成樹脂成形品本体10を射出成形する(S14)。射出成形は周知の方法でよい。下金型に予め合成樹脂シート20を装填して、射出成形することにより合成樹脂シート20が一体化して成形された合成樹脂成形品が製造される。
【0019】
金型内の空間に射出された溶融樹脂を冷却固化する(S16)。溶融樹脂が冷却固化することにより、合成樹脂成形品本体10となり、合成樹脂成形品が出来上がる。インク膜層22を溶融樹脂が射出される空間側として合成樹脂シート20を金型内に装填しているので、インク膜層22は合成樹脂シート20と合成樹脂成形品本体10の間、すなわち、合成樹脂シート20の裏側となる。なお、合成樹脂シート20が透明なため、裏側に形成されたインク膜層22が装飾として観察される。
【0020】
合成樹脂品本体10の素材、すなわち溶融樹脂としては、ABS樹脂、アクリル、ポリプロピレン(PP)など任意の樹脂でよい。特にABS樹脂は、後述する化学エッチングによりブタジエンが抜けやすく、その後の化学めっきが施しやすくなるので、好適である。
【0021】
次に、出来上がった合成樹脂成形品に化学エッチングを施す(S20)。一般的に合成樹脂成形品では、表面の脱脂を行っても疎水性を示し、めっき処理液をはじいてしまうことが多い。そこで、表面を粗化し膨潤して親水性にするために、硫酸等の酸性水溶液に浸漬し、めっき処理液とのなじみをよくするための工程を行う。たとえば、合成樹脂成形品本体10がABS樹脂製である合成樹脂成形品を、60℃、60体積%の硫酸水溶液に5〜30分浸漬する。なお合成樹脂シート20は、たとえばポリカーボネート、ポリエチレンテレフタレート、PC/PETブレンド、ポリプロピレン、ポリ塩化ビニルで製造されているため、化学エッチングされず、合成樹脂シート20の裏側に形成されたインク膜層22は合成樹脂シート20により保護される。すなわち、合成樹脂シート20が、マスキングとして作用し、また、インク膜層22の保護膜として作用する。
【0022】
化学エッチングした合成樹脂成形品に化学めっきを施す(S22)。すなわち、合成樹脂成形品本体10は不導体であるので、置換反応あるいは酸化還元反応により、金属水溶液中の銅やニッケル等の金属イオンを表面に沈積して、金属層30を形成する。なお合成樹脂シート20はたとえばポリカーボネート、ポリエチレンテレフタレート、PC/PETブレンド、ポリプロピレン、ポリ塩化ビニルで製造されているため、合成樹脂シート20上には金属層30は形成されない。すなわち、合成樹脂シート20が、めっきに対するマスキングとして作用する。
【0023】
化学エッチングを施す工程(S20)と化学めっきを施す工程(S22)との間に、感応性付与および活性化付与の工程を備えてもよい。感応性付与および活性化付与の工程を備えることにより、化学めっきによる金属層30の合成樹脂成形品本体10への付着がより良好となる。
【0024】
化学めっきにより金属層30が形成されたならば、電解めっきによりさらに金属層30を厚く形成する。なお、化学めっきにより形成された金属層と電解めっきにより形成された金属層とを区別せず、金属層30とする。下地として化学めっきにより電導性の金属層30が形成されているので、その上に電解めっきにより金属層30を重ねることができる。化学めっきによる金属層30と電解めっきによる金属層30とは、同じ金属で形成されても、異なる金属で形成されてもよい。
【0025】
上記の説明では、化学めっきで形成した金属層30の上に、電解めっきで金属層30を重ねるものとして説明したが、用途によっては電解めっきを行わなくてもよい。
【0026】
図1に戻って、合成樹脂成形品1の説明を続ける。合成樹脂成形品1では、伏せたコの字の背の部分に合成樹脂シート20を備えるので、正面(図1の上側から)から見ると、透明な合成樹脂シートの下のインク膜層22が装飾として見える。また、合成樹脂シート20の周囲ならびに伏せたコの字の両脇の部分にめっき層30が形成されているので、金属光沢が見える。このように、装飾と金属光沢とを有する美麗な合成樹脂成形品1を、インク膜層22を形成した合成樹脂シート20を金型表面に隣接して装填した後、金型内に溶融樹脂を射出して、合成樹脂シート20を溶着接合して成形した合成樹脂成形品に、通常の化学めっき法および用途により電解めっき法で金属層30を形成することで、容易に製造することができる。
【0027】
次に、図3を参照して、白蝶貝のような遊色効果を有する装飾と金属光沢を有する合成樹脂成形品2、3について説明する。図3(a)は合成樹脂成形品2の断面図であり、図3(b)は合成樹脂成形品3の断面図である。合成樹脂成形品2、3では伏せたコの字形の背の部分に貫通孔50が形成されている点で、合成樹脂成形品1とは異なる形状をしている。合成樹脂成形品2、3では、遊色効果を得るために、インク膜層24の上にミラー層26を形成している。ミラー層26は、アルミニウムで形成された金属層である。合成樹脂成形品2と合成樹脂成形品3とは、後述するミラー層26の保護の仕方が異なり、その他は同じである。
【0028】
ここで図4のフローチャートを参照して、遊色効果を有する装飾と金属光沢を有する合成樹脂成形品2、3の製造方法を説明する。なお、合成樹脂成形品1の製造方法と同じ工程については重複した説明は省略する。
【0029】
合成樹脂シート20にインクジェット印刷でインク膜層24を形成する(S30)。遊色効果とは、物質に光が入ってきた際に、物質内部に周期的な結晶構造や粒子配列が存在する場合に、光が分光され、多色の乱反射が生ずるために引き起こされる現象である。遊色効果を得るためには、インク膜層24が微細な多色の液滴インクで構成されなければならず、今のところインクジェット印刷が優れているので、インクジェット印刷でインク膜層24を形成する。
【0030】
インク膜層24が形成された合成樹脂シート20に、インク膜層24に重ねてミラー層26としてのアルミニウム膜層を形成する(S32)。ミラー層26をアルミニウム膜層とするのは、コスト的に優れているからであり、他の金属でミラー層26を形成してもよい。
【0031】
このように、微細な多色の液滴インクのインク膜層24の裏面に光を反射するミラー層26を形成することにより、質感のある遊色効果が得られ、たとえば白蝶貝の柄のような美麗な装飾を得ることができる。
【0032】
溶融樹脂を射出して(S14)合成樹脂成形品を成形(S16)した後、化学エッチングをする(S20)前に、ミラー層26の端面処理を行う(S40)。ミラー層26にエッチング液が滲入すると、アルミニウムが強酸により腐食されるためである。図1に示す合成樹脂成形品1のように、合成樹脂シート20の周囲が合成樹脂成形品本体10で覆われている場合にはエッチング液の滲入は生じにくいが、図3に示す合成樹脂成形品2、3のように貫通孔50が形成されている場合には、貫通孔の切り口でミラー層26が露出する。このような場合に、端面処理が必要となる。
【0033】
図3(a)に示す合成樹脂成形品2では、貫通孔50の内面にインク等の塗装を行い、塗装膜40で貫通孔50におけるミラー層26、インク膜層24、合成樹脂シート20の端面を覆っている。このように塗装膜40で覆うことにより、貫通孔50の端面を塗装膜40で装飾すると共に、エッチング液によるミラー層26の腐食を防止できる。
【0034】
図3(b)に示す合成樹脂成形品3では、貫通孔50の内面からミラー層26を部分的に削り取り、削り取った部分にインク42を埋め込む。このように、貫通孔50の端面のミラー層26をインク42で置換することにより、貫通孔50の端面を装飾すると共に、ミラー層26のエッチング液による腐食を防止できる。
【0035】
ミラー層26の端面処理が済んだら、化学エッチングを施す工程(S20)、化学めっきを施す工程(S22)、電解めっきを施す工程(S24)を経て、合成樹脂成形品2、3が製造される。
【0036】
このように、本発明によれば、白蝶貝のような遊色効果を有する美麗な装飾を有し、かつ、部分的に金属光沢を有する、外観の優れた合成樹脂成形品2、3を容易に製造することができる。
【符号の説明】
【0037】
1、2、3 合成樹脂成形品
10 合成樹脂成形品本体
20 合成樹脂シート
22、24 インク膜層
26 ミラー層
30 金属層
40 塗装膜
42 インク
50 貫通孔
【特許請求の範囲】
【請求項1】
金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法であって、
前記合成樹脂シートの片面にインク膜層を形成する工程と;
前記合成樹脂シートを前記インク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程と;
前記合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程と;
前記合成樹脂成形品にめっきにより金属層を形成する工程とを備える;
合成樹脂成形品の製造方法。
【請求項2】
前記合成樹脂シートがポリカーボネート製である;
請求項1に記載の合成樹脂成形品の製造方法。
【請求項3】
前記溶融樹脂がABS(アクリロニトリル−ブタジエン−スチレン)樹脂である;
請求項1または請求項2に記載の合成樹脂成形品の製造方法。
【請求項4】
前記インク膜層がインクジェット印刷により形成され、前記インク膜層の上にミラー層を形成する工程を備える;
請求項1ないし請求項3のいずれか1項に記載の合成樹脂成形品の製造方法。
【請求項1】
金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品の製造方法であって、
前記合成樹脂シートの片面にインク膜層を形成する工程と;
前記合成樹脂シートを前記インク膜層を溶融樹脂が射出される空間側にして金型内に装填する工程と;
前記合成樹脂シートが装填された金型内に溶融樹脂を射出して合成樹脂成形品を形成する工程と;
前記合成樹脂成形品にめっきにより金属層を形成する工程とを備える;
合成樹脂成形品の製造方法。
【請求項2】
前記合成樹脂シートがポリカーボネート製である;
請求項1に記載の合成樹脂成形品の製造方法。
【請求項3】
前記溶融樹脂がABS(アクリロニトリル−ブタジエン−スチレン)樹脂である;
請求項1または請求項2に記載の合成樹脂成形品の製造方法。
【請求項4】
前記インク膜層がインクジェット印刷により形成され、前記インク膜層の上にミラー層を形成する工程を備える;
請求項1ないし請求項3のいずれか1項に記載の合成樹脂成形品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−148152(P2011−148152A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−10247(P2010−10247)
【出願日】平成22年1月20日(2010.1.20)
【出願人】(392010267)株式会社サカイヤ (24)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月20日(2010.1.20)
【出願人】(392010267)株式会社サカイヤ (24)
【Fターム(参考)】
[ Back to top ]