
めっき施工方法
【課題】溶接により組立てられた鋼製の構造物に溶融亜鉛めっきを施すに際し、めっき施工時のめっき割れを防止し、構造物を高品質に製作し得るめっき施工方法を提供する。
【解決手段】このめっき施工方法は、鋼製の構造物30に溶融亜鉛めっきを施すに先立って酸洗するに際し、めっき割れの発生しやすい箇所近傍(符号Aの部分)に、酸への接触を防止するための塗料Aを塗布して酸洗を行った後、その塗料を剥離してからめっきを行う。
【解決手段】このめっき施工方法は、鋼製の構造物30に溶融亜鉛めっきを施すに先立って酸洗するに際し、めっき割れの発生しやすい箇所近傍(符号Aの部分)に、酸への接触を防止するための塗料Aを塗布して酸洗を行った後、その塗料を剥離してからめっきを行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉄塔、橋梁、鉄骨等、大型の鋼製の構造物の主要な防食方法である溶融亜鉛めっきに係り、特に、溶融亜鉛めっきを施す構造物のめっき施工時のめっき割れを防止する上で好適なめっき施工方法に関する。
【背景技術】
【0002】
溶融亜鉛めっきは防食性に優れ、メンテナンスフリー化が可能なことから、鉄塔、橋梁、鉄骨などの大型の鋼製の構造物に多く採用されている。
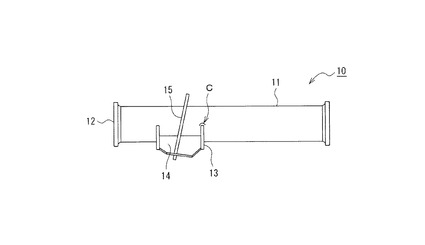
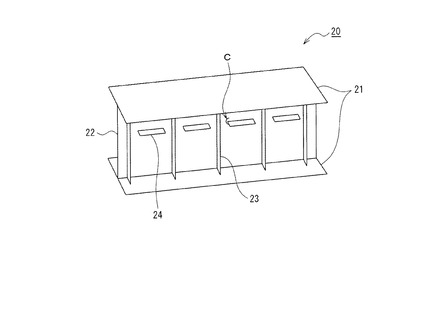
しかし、これら大型の鋼製の構造物において、例えば、図2〜4に示すように、鉄塔鋼管のスティフナ取り付け部10や(図2参照)、橋梁板桁の水平補剛材取り付け部20(図3参照)、あるいは鉄骨の柱−梁接合部30のスカラップ33縁部(図4参照)等では、溶融亜鉛めっき施工時に、めっきによる鋼材の割れが発生する(めっき割れと呼ばれる)ことが知られている。このめっき割れは、鋼材に溶融亜鉛が接触している場合、鋼材に引張応力(溶接残留応力及びめっき施工時の熱応力)が作用すると溶融亜鉛が鋼材の粒界に侵入し、溶融金属脆化を引き起こすためであると考えられている。
【0003】
そこで、このようなめっき割れを防止する方策として、例えば特許文献1ないし2には、鋼板組成や組織を所定に制御することによって、めっき割れ性に優れた高張力鋼が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−291338号公報
【特許文献2】特開平8−158005号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、一般に、めっき割れは、構造物が大型化、高強度化するほど発生しやすい傾向にある。特に、近年、上記例示したような構造物が一層の大型化、高強度化するにつれて、めっき割れが発生し易くなる傾向にあり、大きな問題となっている。つまり、今後更に大型化、高強度化される傾向にある鋼製の構造物におけるめっき割れは、特許文献1ないし2に記載されたような鋼板組成や組織を制御する方策のみでは完全に防止することが困難である。また、特許文献1ないし2に記載されたような鋼板組成や組織を制御する方策は、溶接性や剛性等の鋼板の諸特性を劣化させる場合があり、鋼板の用途が限定されるという欠点もある。
【0006】
そこで、本発明は、このような問題点に着目してなされたものであって、めっき施工時の溶接部に発生するめっき割れを防止し、鋼製の鋼構造物を高品質に製作し得るめっき施工方法を提供することを課題としている。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明者らは、めっき割れ、および上述したようなめっき割れの発生し易い部分のめっき施工条件について鋭意研究した。その結果、溶接(例えばアーク溶接)により組立てられた鋼製の構造物にめっきを施すに先立って酸洗するに当たり、めっき割れの発生しやすい箇所に、酸との接触を防止するための塗料を塗布して酸洗を行った後、その塗料を剥離してからめっきを行うことにより、めっき施工時に溶接止端部近傍に発生する割れが防止できることを見出した。
【発明の効果】
【0008】
本発明に係るめっき施工方法によれば、溶融亜鉛めっき施工時に鋼製の構造物の溶接部に発生するめっき割れを安定して防止でき、鋼製の構造物を高品質に製作することができる。
【図面の簡単な説明】
【0009】
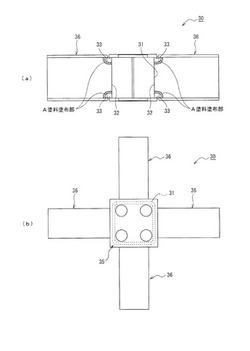
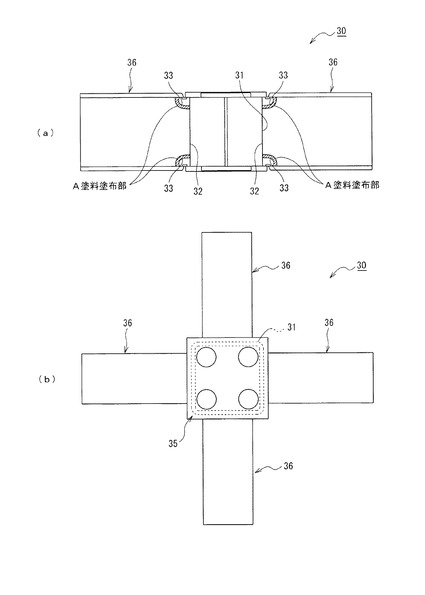
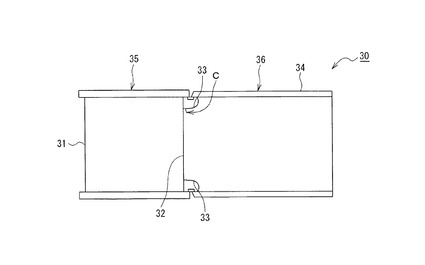
【図1】本発明のめっき施工方法を適用した鋼製の構造物の一実施形態を説明する図であり、同図(a)は、その正面図、同図(b)は平面図である。
【図2】溶融亜鉛めっきを施す鋼製の構造物の一例を説明する図である。
【図3】溶融亜鉛めっきを施す鋼製の構造物の一例を説明する図である。
【図4】溶融亜鉛めっきを施す鋼製の構造物の一例を説明する図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態を、図面を適宜参照しつつ説明する。図1は、本発明のめっき施工方法を適用した鋼製の構造物の一実施形態を説明する図である。なお、同図に示す例は、溶融亜鉛めっきを施す鋼製の構造物として、鉄骨からなり、アーク溶接によって組み立てられた柱−梁接合部でのめっき施工例であり、同図(a)は、その正面図、同図(b)は平面図である。
【0011】
図1に示すように、このめっき施工方法では、めっきに先立って鉄骨の酸洗を行うにあたり、図1(a)に符号Aで塗料塗布部を示すように、めっき割れの発生しやすい箇所である、柱−梁接合部のスカラップ33の縁部に、酸への接触を防止するための塗料を塗布する。そして、この塗料を塗布してから酸洗を行った後、その塗料を剥離してからめっきを行うことにより、めっき割れを防止している。
【0012】
このめっき施工方法によってめっき割れが防止できる理由は十分に解明されていないが、上述したように、めっき割れは、鋼材に溶融亜鉛が接触している場合、鋼材に引張応力が作用すると溶融亜鉛が鋼材の粒界に侵入し、溶融金属脆化を引き起こすためであると言われており、本発明に係るめっき施工方法と従来のめっき施工方法とを対比させたとき、めっき浸漬による熱応力や溶接残留応力には差が生じないと考えられることから見て、溶融亜鉛の粒界への侵入しやすさに差があるためと推定される。即ち、酸洗時に鋼材の粒界が微視的に腐食される等により粒界へ溶融亜鉛が侵入しやすくなるのに対し、本発明のめっき施工方法では、めっき割れの発生しやすい箇所に塗布した塗料によって、粒界の腐食を防止するためと考えられる。
【0013】
なお、スカラップ33縁部に塗布する塗料は、エポキシ樹脂等、耐薬品性を有し、酸洗工程中において鋼材表面に酸が接触するのを防止できるものであれば特にこれを限定しない。
また、このめっき施工方法においては、スカラップ33の縁部には酸洗が行われないため、鋼材表面にスケールが残り、良好なめっきが出来ない可能性がある。そのため、塗料塗布面は予めグラインダ等でスケールを十分除去しておく。
【0014】
さらに、上記塗料を剥離するタイミングは特にこれを限定しないが、通常、めっき工程は、「脱脂→脱脂水洗→酸洗→酸洗水洗→フラックス処理→フラックス乾燥→めっき」であり、脱脂からフラックス処理までは連続で行われる。そのため、フラックス乾燥時に塗料の剥離を行うのが工程上有利となる。ただし、この場合、塗料を剥離した部分にはフラックス処理がされないので、この部分には改めてフラックスを塗布する等の工程が必要となる。
【実施例】
【0015】
次に、本発明の一実施例を、図面を適宜参照しつつ説明する。
本実施例での試験体は、図1に示す形状の鉄骨からなる柱−梁接合部30であって、柱31は、□−450×450×22のBCR295材を用いており、また、梁36は、H形鋼800×350×16×32のSN490B材を用いている。そして、溶接条件、および上記めっき工程の手順を統一して2体の試験体AおよびBをそれぞれ組立てた(表1参照)。試験体A、Bともに、柱−梁接合部30の柱31と梁36のウェブ32の隅肉溶接のスカラップ33は回し溶接としている。
【0016】
【表1】

【0017】
試験体Aは、スカラップ33近傍のスケールをグラインダで除去した後、エポキシ樹脂を塗布した。一方、試験体Bは、組立てたままの状態とした。そして、試験体A、Bともに、「脱脂→脱脂水洗→酸洗→酸洗水洗→フラックス処理→フラックス乾燥」を行った。なお、試験体Aは、フラックス乾燥中にエポキシ樹脂を剥離し、その剥離した部分に刷毛でフラックスを塗布した。
【0018】
その後、各試験体に対して、浸潰速度2.0m/min、めっき浴温度450℃として溶融亜鉛めっき施工をそれぞれ行い、スカラップ33の溶接止端部近傍のめっき割れ発生頻度を評価した。結果を表1に合わせて示す。
その結果、同表に示すように、本発明例の試験体Aは、めっき割れの発生する可能性が少なくなり、高品質な鉄骨製作に適しためっき施工方法となっていることが確認された。これに対し、従来のめっき施工方法とした比較例の試験体Bは、めっき割れの発生する可能性が本発明例に比べて高く、製作される鉄骨品質が本発明例に比べて低下していることが確認された。
【0019】
なお、本発明に係るめっき施工方法は、上記実施形態ないし実施例に限定されるものではなく、鉄塔、橋梁等や、上述した図2〜4に示す例のような、めっき割れを発生しやすい部分のめっき施工についても適用が可能である。一方、めっき割れが発生し難い部分については、従来同様、通常のめっき施工方法を用い、鋼製の構造物を製作するコストの低減や、めっき施工作業の高効率化を図るのが望ましい。
【符号の説明】
【0020】
10 スティフナ取り付け部(溶融亜鉛めっきを施す鋼製の構造物)
11 鋼管
12 鍛造フランジ
13 スティフナ
14 ガゼットプレート
15 平面プレート
20 水平補剛材取り付け部(溶融亜鉛めっきを施す鋼製の構造物)
21 フランジ
22 腹板
23 垂直補剛材
24 水平補剛材
30 柱−梁接合部(溶融亜鉛めっきを施す鋼製の構造物)
31 柱
32 ウェブ
33 スカラップ
34 フランジ
35 ダイヤフラム
36 梁
A 塗料塗布部
C めっき割れ
【技術分野】
【0001】
本発明は、鉄塔、橋梁、鉄骨等、大型の鋼製の構造物の主要な防食方法である溶融亜鉛めっきに係り、特に、溶融亜鉛めっきを施す構造物のめっき施工時のめっき割れを防止する上で好適なめっき施工方法に関する。
【背景技術】
【0002】
溶融亜鉛めっきは防食性に優れ、メンテナンスフリー化が可能なことから、鉄塔、橋梁、鉄骨などの大型の鋼製の構造物に多く採用されている。
しかし、これら大型の鋼製の構造物において、例えば、図2〜4に示すように、鉄塔鋼管のスティフナ取り付け部10や(図2参照)、橋梁板桁の水平補剛材取り付け部20(図3参照)、あるいは鉄骨の柱−梁接合部30のスカラップ33縁部(図4参照)等では、溶融亜鉛めっき施工時に、めっきによる鋼材の割れが発生する(めっき割れと呼ばれる)ことが知られている。このめっき割れは、鋼材に溶融亜鉛が接触している場合、鋼材に引張応力(溶接残留応力及びめっき施工時の熱応力)が作用すると溶融亜鉛が鋼材の粒界に侵入し、溶融金属脆化を引き起こすためであると考えられている。
【0003】
そこで、このようなめっき割れを防止する方策として、例えば特許文献1ないし2には、鋼板組成や組織を所定に制御することによって、めっき割れ性に優れた高張力鋼が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−291338号公報
【特許文献2】特開平8−158005号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、一般に、めっき割れは、構造物が大型化、高強度化するほど発生しやすい傾向にある。特に、近年、上記例示したような構造物が一層の大型化、高強度化するにつれて、めっき割れが発生し易くなる傾向にあり、大きな問題となっている。つまり、今後更に大型化、高強度化される傾向にある鋼製の構造物におけるめっき割れは、特許文献1ないし2に記載されたような鋼板組成や組織を制御する方策のみでは完全に防止することが困難である。また、特許文献1ないし2に記載されたような鋼板組成や組織を制御する方策は、溶接性や剛性等の鋼板の諸特性を劣化させる場合があり、鋼板の用途が限定されるという欠点もある。
【0006】
そこで、本発明は、このような問題点に着目してなされたものであって、めっき施工時の溶接部に発生するめっき割れを防止し、鋼製の鋼構造物を高品質に製作し得るめっき施工方法を提供することを課題としている。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明者らは、めっき割れ、および上述したようなめっき割れの発生し易い部分のめっき施工条件について鋭意研究した。その結果、溶接(例えばアーク溶接)により組立てられた鋼製の構造物にめっきを施すに先立って酸洗するに当たり、めっき割れの発生しやすい箇所に、酸との接触を防止するための塗料を塗布して酸洗を行った後、その塗料を剥離してからめっきを行うことにより、めっき施工時に溶接止端部近傍に発生する割れが防止できることを見出した。
【発明の効果】
【0008】
本発明に係るめっき施工方法によれば、溶融亜鉛めっき施工時に鋼製の構造物の溶接部に発生するめっき割れを安定して防止でき、鋼製の構造物を高品質に製作することができる。
【図面の簡単な説明】
【0009】
【図1】本発明のめっき施工方法を適用した鋼製の構造物の一実施形態を説明する図であり、同図(a)は、その正面図、同図(b)は平面図である。
【図2】溶融亜鉛めっきを施す鋼製の構造物の一例を説明する図である。
【図3】溶融亜鉛めっきを施す鋼製の構造物の一例を説明する図である。
【図4】溶融亜鉛めっきを施す鋼製の構造物の一例を説明する図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態を、図面を適宜参照しつつ説明する。図1は、本発明のめっき施工方法を適用した鋼製の構造物の一実施形態を説明する図である。なお、同図に示す例は、溶融亜鉛めっきを施す鋼製の構造物として、鉄骨からなり、アーク溶接によって組み立てられた柱−梁接合部でのめっき施工例であり、同図(a)は、その正面図、同図(b)は平面図である。
【0011】
図1に示すように、このめっき施工方法では、めっきに先立って鉄骨の酸洗を行うにあたり、図1(a)に符号Aで塗料塗布部を示すように、めっき割れの発生しやすい箇所である、柱−梁接合部のスカラップ33の縁部に、酸への接触を防止するための塗料を塗布する。そして、この塗料を塗布してから酸洗を行った後、その塗料を剥離してからめっきを行うことにより、めっき割れを防止している。
【0012】
このめっき施工方法によってめっき割れが防止できる理由は十分に解明されていないが、上述したように、めっき割れは、鋼材に溶融亜鉛が接触している場合、鋼材に引張応力が作用すると溶融亜鉛が鋼材の粒界に侵入し、溶融金属脆化を引き起こすためであると言われており、本発明に係るめっき施工方法と従来のめっき施工方法とを対比させたとき、めっき浸漬による熱応力や溶接残留応力には差が生じないと考えられることから見て、溶融亜鉛の粒界への侵入しやすさに差があるためと推定される。即ち、酸洗時に鋼材の粒界が微視的に腐食される等により粒界へ溶融亜鉛が侵入しやすくなるのに対し、本発明のめっき施工方法では、めっき割れの発生しやすい箇所に塗布した塗料によって、粒界の腐食を防止するためと考えられる。
【0013】
なお、スカラップ33縁部に塗布する塗料は、エポキシ樹脂等、耐薬品性を有し、酸洗工程中において鋼材表面に酸が接触するのを防止できるものであれば特にこれを限定しない。
また、このめっき施工方法においては、スカラップ33の縁部には酸洗が行われないため、鋼材表面にスケールが残り、良好なめっきが出来ない可能性がある。そのため、塗料塗布面は予めグラインダ等でスケールを十分除去しておく。
【0014】
さらに、上記塗料を剥離するタイミングは特にこれを限定しないが、通常、めっき工程は、「脱脂→脱脂水洗→酸洗→酸洗水洗→フラックス処理→フラックス乾燥→めっき」であり、脱脂からフラックス処理までは連続で行われる。そのため、フラックス乾燥時に塗料の剥離を行うのが工程上有利となる。ただし、この場合、塗料を剥離した部分にはフラックス処理がされないので、この部分には改めてフラックスを塗布する等の工程が必要となる。
【実施例】
【0015】
次に、本発明の一実施例を、図面を適宜参照しつつ説明する。
本実施例での試験体は、図1に示す形状の鉄骨からなる柱−梁接合部30であって、柱31は、□−450×450×22のBCR295材を用いており、また、梁36は、H形鋼800×350×16×32のSN490B材を用いている。そして、溶接条件、および上記めっき工程の手順を統一して2体の試験体AおよびBをそれぞれ組立てた(表1参照)。試験体A、Bともに、柱−梁接合部30の柱31と梁36のウェブ32の隅肉溶接のスカラップ33は回し溶接としている。
【0016】
【表1】
【0017】
試験体Aは、スカラップ33近傍のスケールをグラインダで除去した後、エポキシ樹脂を塗布した。一方、試験体Bは、組立てたままの状態とした。そして、試験体A、Bともに、「脱脂→脱脂水洗→酸洗→酸洗水洗→フラックス処理→フラックス乾燥」を行った。なお、試験体Aは、フラックス乾燥中にエポキシ樹脂を剥離し、その剥離した部分に刷毛でフラックスを塗布した。
【0018】
その後、各試験体に対して、浸潰速度2.0m/min、めっき浴温度450℃として溶融亜鉛めっき施工をそれぞれ行い、スカラップ33の溶接止端部近傍のめっき割れ発生頻度を評価した。結果を表1に合わせて示す。
その結果、同表に示すように、本発明例の試験体Aは、めっき割れの発生する可能性が少なくなり、高品質な鉄骨製作に適しためっき施工方法となっていることが確認された。これに対し、従来のめっき施工方法とした比較例の試験体Bは、めっき割れの発生する可能性が本発明例に比べて高く、製作される鉄骨品質が本発明例に比べて低下していることが確認された。
【0019】
なお、本発明に係るめっき施工方法は、上記実施形態ないし実施例に限定されるものではなく、鉄塔、橋梁等や、上述した図2〜4に示す例のような、めっき割れを発生しやすい部分のめっき施工についても適用が可能である。一方、めっき割れが発生し難い部分については、従来同様、通常のめっき施工方法を用い、鋼製の構造物を製作するコストの低減や、めっき施工作業の高効率化を図るのが望ましい。
【符号の説明】
【0020】
10 スティフナ取り付け部(溶融亜鉛めっきを施す鋼製の構造物)
11 鋼管
12 鍛造フランジ
13 スティフナ
14 ガゼットプレート
15 平面プレート
20 水平補剛材取り付け部(溶融亜鉛めっきを施す鋼製の構造物)
21 フランジ
22 腹板
23 垂直補剛材
24 水平補剛材
30 柱−梁接合部(溶融亜鉛めっきを施す鋼製の構造物)
31 柱
32 ウェブ
33 スカラップ
34 フランジ
35 ダイヤフラム
36 梁
A 塗料塗布部
C めっき割れ
【特許請求の範囲】
【請求項1】
溶接により組立てられた鋼製の構造物に溶融亜鉛めっきを施工する方法であって、
前記溶融亜鉛めっきを施すに先立って酸洗する際に、めっき割れの発生しやすい箇所に、酸との接触を防止するための塗料を塗布して酸洗を行った後、その塗料を剥離してからめっきを行うことを特徴とするめっき施工方法。
【請求項1】
溶接により組立てられた鋼製の構造物に溶融亜鉛めっきを施工する方法であって、
前記溶融亜鉛めっきを施すに先立って酸洗する際に、めっき割れの発生しやすい箇所に、酸との接触を防止するための塗料を塗布して酸洗を行った後、その塗料を剥離してからめっきを行うことを特徴とするめっき施工方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−255047(P2010−255047A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−106478(P2009−106478)
【出願日】平成21年4月24日(2009.4.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(591205536)JFEシビル株式会社 (39)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月24日(2009.4.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(591205536)JFEシビル株式会社 (39)
【Fターム(参考)】
[ Back to top ]