
めっき装置、めっき方法およびチップ型電子部品の製造方法
【課題】めっき時間が短く効率的にめっき処理を行うことができ、めっき対象物の品質を向上させることが可能なめっき装置、めっき方法およびチップ型電子部品の製造方法を提供すること。
【解決手段】めっき液を貯留する凹状容器20aの内周壁面23aの少なくとも一部を構成する第1カソード電極23bと、第1カソード電極23bとは絶縁され、凹状容器20aの底面22aの少なくとも一部を構成する第2カソード電極22bと、凹状容器20aに貯留されるめっき液30に浸されるアノード電極40と、凹状容器20aを、底面22aに略垂直な中心軸20Tの回りに回転させる回転手段21aと、を有するめっき装置である。
【解決手段】めっき液を貯留する凹状容器20aの内周壁面23aの少なくとも一部を構成する第1カソード電極23bと、第1カソード電極23bとは絶縁され、凹状容器20aの底面22aの少なくとも一部を構成する第2カソード電極22bと、凹状容器20aに貯留されるめっき液30に浸されるアノード電極40と、凹状容器20aを、底面22aに略垂直な中心軸20Tの回りに回転させる回転手段21aと、を有するめっき装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、めっき装置、めっき方法およびチップ型電子部品の製造方法に関する。
【背景技術】
【0002】
小型の部品に均一なめっき層を形成するために、めっき対象物(部品)をめっき装置に投入した後で、回転接触リングを回転させ、部品を遠心力により回転接触リングに接触させた状態で、回転接触リングを通電することで、めっき処理を行う技術が知られている(特許文献1参照)。
【0003】
この方法では、回転接触リングの回転と、停止または減速を繰り返すことで、部品のめっき処理が行われる。部品を十分にめっき処理するためには、特許文献1に記載のめっき方法では、回転接触リングの回転と、停止または減速を繰り返す必要がある。
【0004】
しかしながら、めっき時間が長すぎると、回転接触リングの回転中に受ける衝撃などにより、部品が欠けるおそれがある。また、長時間めっきを行うことで、部品にゴミが付着する確率が高まり、部品の品質が低下するおそれがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3126867号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような実状に鑑みてなされ、その目的は、めっき時間が短く効率的にめっき処理を行うことができ、めっき対象物の品質を向上させることが可能なめっき装置、めっき方法およびチップ型電子部品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係るめっき装置は、
めっき液を貯留する凹状容器の内周壁面の少なくとも一部を構成する第1カソード電極と、
前記第1カソード電極とは絶縁され、前記凹状容器の底面の少なくとも一部を構成する第2カソード電極と、
前記凹状容器に貯留される前記めっき液に浸されるアノード電極と、
前記凹状容器を、前記底面に略垂直な中心軸の回りに回転させる回転手段と、を有することを特徴とする。
【0008】
本発明に係るめっき方法は、複数のめっき対象物を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記めっき対象物を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記めっき対象物を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記めっき対象物の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記めっき対象物を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記めっき対象物が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記めっき対象物の表面をめっきする第2めっき工程と、を有することを特徴とする。
【0009】
本発明に係るチップ型電子部品の製造方法は、素子本体を製造する工程と、
前記素子本体に下地電極層を形成する工程と、
前記下地電極層の表面にめっき膜を形成する工程とを有するチップ型電子部品の製造方法であって、
前記めっき膜を形成する工程が、
前記下地電極層が形成された複数の素子本体を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記素子本体を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記素子本体を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記下地電極層の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記素子本体を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記素子本体の下地電極層が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記下地電極層の表面をめっきする第2めっき工程と、を有することを特徴とする。
【0010】
本発明に係るめっき装置、めっき方法およびチップ型電子部品の製造方法では、凹状容器の回転を制御することで、遠心力により、めっき対象物(たとえばチップ型電子部品、以下同様)が、直接または間接的に第1カソード電極に接触する。めっき対象物が間接的に第1カソード電極に接触するとは、たとえば他のめっき対象物あるいは導電性メディアを介して間接的に第1カソード電極に電気的に接続されるという意味である。
【0011】
本発明では、めっき対象物が直接または間接的に第1カソード電極に接触するタイミングで、第1カソード電極を通電するように制御が行われ、アノード電極から溶出した溶出物を、めっき対象物の表面に析出させることができる。さらに、凹状容器の回転を制御することで、めっき対象物が、自重により、直接または間接的に第2カソード電極に接触する。
【0012】
本発明では、めっき対象物が直接または間接的に第2カソード電極に接触するタイミングで、第2カソード電極を通電するように制御が行われ、アノード電極から溶出した溶出物を、めっき対象物の表面に析出させることができる。
【0013】
このように、凹状容器の回転を制御すると共に、第1カソード電極だけでなく、第2カソード電極に対しても効果的なタイミングで電圧が印加される。このように、1回あたりのめっきサイクルにおいて、めっき対象物の表面のめっき処理時間を比較的に長く確保することが可能となる。
【0014】
本発明では、上述したサイクルを繰り返して行うように制御する。したがって、めっき工程をトータルで見た場合に、めっき時間を短くすることが可能となり、効率的にめっき処理を行うことができる。トータルの処理時間が短く済むので、めっき対象物が欠けたり、ごみが付着する確率も低減され、めっき後のめっき対象物の品質を向上させることが可能となる。特に、チップバリスタなどの電子部品では、素子本体の表面が長時間めっき液に曝されて特性に悪影響を与えることを避ける必要があり、めっき処理時間を短縮することで、電子部品の信頼性を向上させることができる。
【0015】
好ましくは、本発明に係るめっき装置は、前記回転手段による前記凹状容器の回転状態に合わせて、前記第1カソード電極に通電するタイミングと、前記第2カソード電極に通電するタイミングとを、切り替え制御する制御手段をさらに有する。切り替え制御することで、効率的にめっき対象物の表面をめっき処理することができる。
【0016】
好ましくは、前記第1カソード電極を通電する時のめっき電圧が、前記第2カソード電極を通電する時のめっき電圧に比較して大きい。めっき対象物が第1カソード電極に接触する場合には、凹状容器の回転による遠心力により、めっき対象物が第1カソード電極に強く押し付けられているために、めっき電圧が高くてもスパークなどが生じにくく、めっき電圧を高く設定することでめっき効率が向上する。
【0017】
好ましくは、前記内周壁面は、前記底面に対して、90度よりも大きく180度よりも小さな傾斜角度で傾斜している。このような傾斜を有することで、凹状容器の回転に伴い、めっき対象物が容易に内周壁面を這い上がり、内周壁面に沿って分散する。したがって、第1カソード電極を通電する時に、より効果的にめっき対象物の表面をめっき処理することができる。
【0018】
好ましくは、前記底面移動工程に際しても、前記第2カソード電極を通電させ、前記めっき対象物の表面をめっき処理する。凹状容器の形状と回転制御・電圧印加制御を効果的に組み合わせることにより、凹状容器の形状を最大限に生かしてめっき対象物の表面をめっき処理することが可能となる。その結果、トータルで見た場合の処理時間をより短縮することができ、めっき対象物が欠けたり、ごみが付着する確率も低減され、めっき後のめっき対象物の品質を向上させることが可能となる。
【図面の簡単な説明】
【0019】
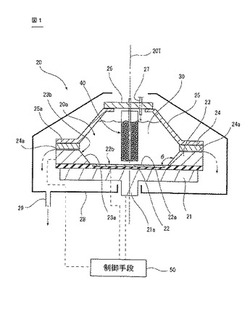
【図1】図1は、本発明の一実施形態に係るめっき装置の断面図である。
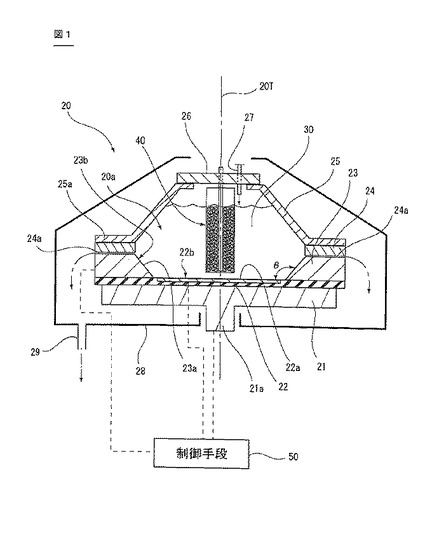
【図2】図2は、本発明の一実施形態に係るめっき方法により処理されるチップ型電子部品の断面図である。
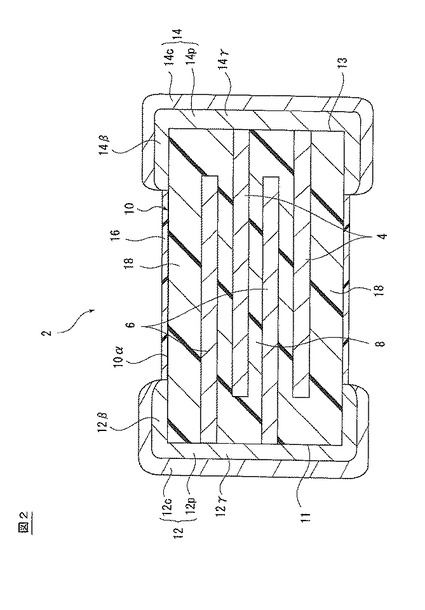
【図3】図3は、図1に示すめっき装置における凹状容器の回転制御パターンを示す説明図である。
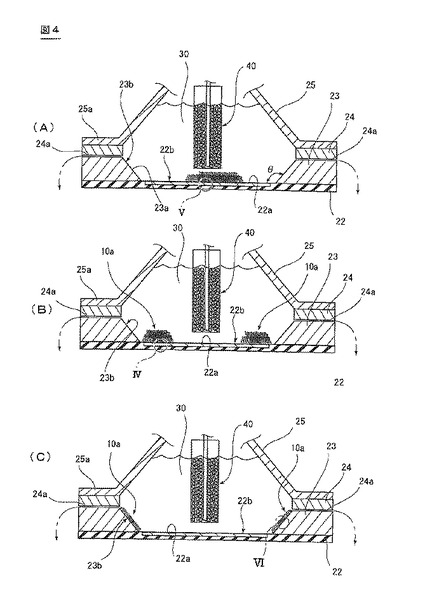
【図4】図4(A)〜図4(C)は、本発明の一実施形態に係るめっき方法の工程を示す断面図である。
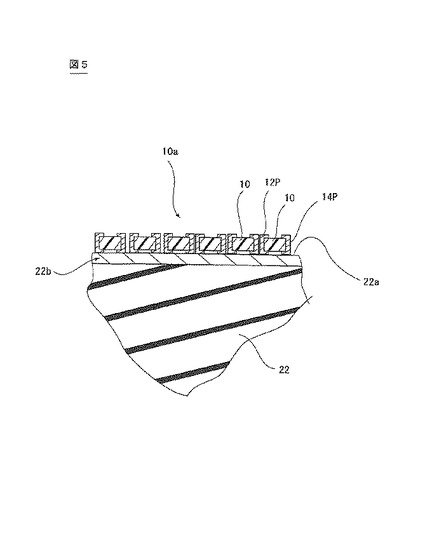
【図5】図5は、図4(A)に示すV部の詳細を示す要部拡大図である。
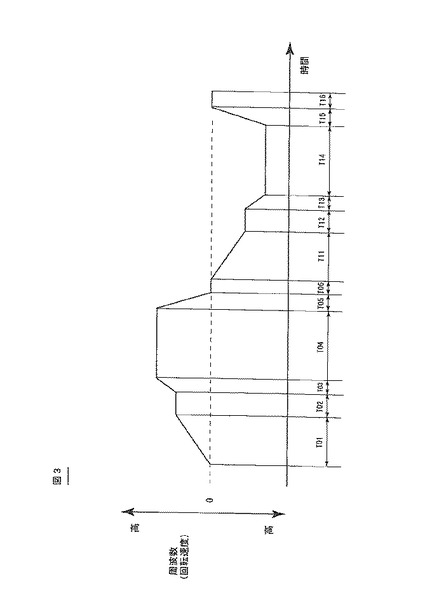
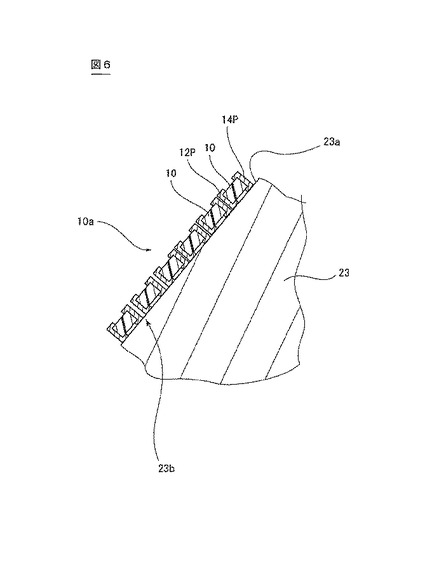
【図6】図6は、図4(C)に示すVI部の詳細を示す要部拡大図である。
【発明を実施するための形態】
【0020】
以下、本発明を、図面に示す実施形態に基づき説明する。
めっき対象物としての積層チップバリスタ
【0021】
まず、本発明の一実施形態に係る図1に示すめっき装置20を用いてめっき処理されるチップ型電子部品としての図2に示す積層チップバリスタ2について説明する。図2に示すように、積層チップバリスタ2は、内部電極層4,6と抵抗体層8とが積層された構成の素子本体10を有する。この素子本体10の両端部11,13には、素子本体10の内部に配置された内部電極層4,6と各々導通する一対の外部端子電極12,14が形成してある。
【0022】
内部電極層4,6は、各端面が素子本体10の対向する両端部11,13の表面に露出するように積層してある。一対の外部端子電極12,14は、素子本体10の両端部に形成され、内部電極層4,6の露出端面にそれぞれ接続されて、バリスタ回路を構成している。
【0023】
抵抗体層8は、バリスタ特性を有する材料であれば特に限定されないが、たとえば酸化亜鉛系バリスタ材料層で構成される。この酸化亜鉛系バリスタ材料層は、例えばZnOを主成分とし、副成分として希土類元素、Co、IIIb族元素(B、Al、Ga及びIn)、Si、Cr、アルカリ金属元素(K、Rb及びCs)及びアルカリ土類金属元素(Mg、Ca、Sr及びBa)等を含む材料で構成される。または、ZnOを主成分とし、副成分としてBi、Co、Mn、Sb、Al等を含む材料で構成されていても良い。
【0024】
抵抗体層8としては、酸化亜鉛系バリスタ材料層以外に、コンデンサ材料層、インダクタ材料層、NTCサーミスタ材料層などで構成されてもよい。
【0025】
内部電極層4,6は、導電材を含んで構成される。内部電極層4,6に含まれる導電材としては、特に限定されないが、PdまたはAg−Pd合金からなることが好ましい。内部電極層4,6の厚さは、用途に応じて適宜決定すればよいが、通常0.5〜5μm程度である。
【0026】
外部端子電極12,14も導電材を含んで構成される。外部端子電極12,14に含まれる導電材としては、特に限定されないが、通常、AgやAg−Pd合金などを用いる。本実施形態では、AgやAg−Pd合金などのペースト電極膜から成る下地電極層12p,14pの表面に、電気メッキ等により、Ni及びSn膜などで構成されるめっき膜12c,14cが形成してある。下地電極層12p,14pの厚みは、用途に応じて適宜決定すればよいが、通常5〜50μm程度である。また、めっき膜12c,14cの厚みは、用途に応じて適宜決定すればよいが、通常3〜10μm程度である。
【0027】
素子本体10の形状は、特に制限はないが、通常、直方体状とされる。また、その寸法にも特に制限はなく、用途に応じて決定され、特に、1005形状(縦1.0mm×横0.5mm×厚み0.5mm)サイズ以下、たとえば、小さく軽く電極間距離が短い0603形状(縦0.6mm×横0.3mm×厚み0.3mm)サイズ以下である場合に本実施形態の方法の効果が大きい。
【0028】
素子本体10において、内部電極層4,6および抵抗体層8の積層方向の両外側端部には、外側抵抗体層18が配置してあり、素子本体10の内部を保護している。外側抵抗体層18の材質は、抵抗体層8の材質と同じであっても異なっていても良いが、通常、抵抗体層8の材質とほぼ同じであり、半導体材料で構成されている。
【0029】
一対の下地電極層12p,14pの外側にめっき膜12c,14cを形成する際には、そのめっき処理時に、半導体である外側抵抗体層18の外表面(素子本体10の表面10α)には、めっき膜が形成されてショート不良となりやすい。そのため、その表面10αには、ガラスコートなどの保護膜16が形成してあることが好ましいが、必ずしも保護膜16は形成されていなくとも良い。保護膜16を形成する場合には、保護膜16の厚さは、好ましくは0.05〜0.2μm程度に薄い。保護膜16が厚すぎると、保護膜16を形成した後に、下地電極層12p,14pを形成する際に、内部電極層4および6と下地電極層12p,14pとのコンタクトが困難になる傾向にある。
【0030】
下地電極層12p,14pは、電極ペーストの焼付け処理により形成されている。下地電極層12p,14pは、素子本体10の端面に位置する端面部分12γ,14γと、端面部分12γ,14γに連続して形成され、素子本体10の端面近傍の四側面にまで延びる側面部分12β,14βとを有している。
積層チップバリスタの製造方法
【0031】
次に、図2に示す積層チップバリスタ2の製造方法について説明する。
まず素子本体10を製造する。素子本体10を製造するために、印刷工法またはシート工法等により、内部電極層4,6が互い違いに両端部に露出するように、抵抗体層8(バリスタ層)と内部電極層4,6を交互に積層し、その積層方向の両端に外側抵抗体層18を積層し、積層体を形成する。
【0032】
次に、この積層体を切断し、グリーンチップを得る。次に、必要に応じて脱バインダー処理を行い、グリーンチップを焼成し、素子本体10を得る。次に、必要に応じて、素子本体10の研磨(たとえば一般的なバレル研磨)を行い、内部電極の端部を素子本体の両端面に露出させる。その後に、素子本体10の両端部に外部端子電極12,14を形成するための電極ペーストを塗布、焼き付けして下地電極層12p,14pを形成する。
【0033】
次に、下地電極層12p,14pの表面を研磨して、下地電極層12p,14pの表面に導電性粒子を露出させ、その下地電極層12p,14pの表面にめっき膜12c,14cを均一に形成しやすくする。その研磨は、一般的なバレル研磨でも良いが、後述するめっき装置と同様な構造の研磨装置による研磨でも良い。すなわち、回転する凹状容器の内側壁面に素子本体を遠心力で押し付けて研磨する方法でも良い。
【0034】
そのような研磨後に、図2に示す下地電極層12p,14pの表面に、めっき膜12c,14cを、図1に示すめっき装置を用いて電気めっき法により形成する。このようにして図2に示す積層チップバリスタ2が製造される。
【0035】
なお、図2に示すガラスコートなどの保護膜16の形成は、めっき処理の前に行うことが好ましく、下地電極層12p,14pの形成前に行っても良い。保護膜16は、十分に薄いので、素子本体10の端面に下地電極層12p,14pを形成する際に、内部電極層4,6との接続を確保することが可能である。
めっき装置
【0036】
次に、めっき処理を行うためのめっき装置について説明する。
図1に示すように、めっき装置20は、回転盤21と、底板22と、側面リング23と、スリット形成部材24と、カバー25と、取出し用蓋26と、供給パイプ27と、排出受け28と、排出パイプ29とを有している。
【0037】
回転盤21には、軸部21aが下面に形成してあり、その軸部21aが不図示のベルトおよびベルト駆動モータからの駆動力を受けることによって、回転軸20Tを中心に時計回りおよび反時計回りの双方に回転可能になっている。回転盤21には、底板22が固定され、底板22の上には、側面リング23が固定してある。
【0038】
側面リング23の上面には、スリット形成部材24が配置してある。スリット形成部材24の上面には、カバー25の固定部25aが固定され、カバー25の上面には、取出し用蓋26が開閉可能に固定されている。これにより、後述するめっき液30の飛散を防止している。
【0039】
本実施形態では、スリット形成部材24と、側面リング23と、底板22と、回転盤21とを、カバー25に対して着脱自在に固定してあり、回転盤21と共に回転可能になっている。取出し用蓋26は、カバー25に着脱自在に装着され、カバー25と共に回転可能に構成してある。供給パイプ27は、取り出し用蓋26には固定されず、回転盤21とは共に回転しないようになっていることが好ましい。なお、本実施形態では、回転盤21と共に、回転する部分は、少なくとも側面リング23であればよく、スリット形成部材24、カバー25、取り出し用蓋26および供給パイプ27は、必ずしも回転しなくとも良い。
【0040】
側面リング23は、底板22と共に、凹状容器20aを構成する部材であり、内周に沿って内側壁面23aが形成してある。内側壁面23aは、底板22の上面、すなわち凹状容器20aの底面22aに対して、所定角度θで傾斜してある。所定角度θは、90度よりも大きく180度よりも小さな傾斜角度、さらに好ましくは100度〜120度である。なお、内側壁面23aは、必ずしも直線状の傾斜面である必要はなく、凸状あるいは凹状の曲面状の傾斜面でも良い。ただし、好ましくは、内側壁面23aは、直線状の傾斜面である。
【0041】
側面リング23の軸方向の高さは、特に限定されないが、好ましくは5〜35mmである。側面リング23とスリット形成部材24との間、あるいはスリット形成部材24とカバー25の固定部25aとの間には、凹状容器20aの内部と外部とを連通させるスリット24aが形成してある。凹状容器20aの内部には、供給パイプ27からめっき液30が供給され、余分なめっき液30は、スリット24aから容器の外部に排出され、排出受け28および排出パイプ29を通して外部に排出され、必要に応じて濾過後に供給パイプ27に戻される。
【0042】
凹状収容部20aに貯留してあるめっき液30中には、アノード電極40が浸されるようになっている。アノード電極40は、凹状容器20aと共に回転可能に保持してあっても良いが、凹状容器20aには固定せずに、上から吊り下げ保持してあることが好ましく、凹状容器20aと共には回転しないようになっている。アノード電極40には、たとえばNi球など、めっき液30中に溶け出し、めっき膜として析出する材料が保持してある。
【0043】
本実施形態では、側面リング23において、少なくとも内側壁面23aは、導電性金属などの導電材料で構成してあり、その導電材料で構成してある内側壁面23aが第1カソード電極23bを構成している。第1カソード電極23bは、制御手段50に接続してあり、制御手段50により制御された第1めっき電圧が第1カソード電極23bに印加されるようになっている。
【0044】
底板22においては、凹状容器20aの底面22aが少なくとも導電性金属などの導電材料で構成してあり、第2カソード電極22bを構成してある。第2カソード電極22bは、制御手段50に接続してあり、制御手段50により制御された第2めっき電圧が第2カソード電極22bに印加されるようになっている。第2めっき電圧は、第1めっき電圧に比較して低く、その差は、好ましくは1〜3Vである。
【0045】
第1カソード電極23bと第2カソード電極22bとは絶縁されている。本実施形態では、底板22において、側面リング23との接続部分を絶縁部材で構成することにより、第1カソード電極23bと第2カソード電極22bとを絶縁しているが、それ以外の方法で絶縁しても良い。
【0046】
制御手段50は、回転盤21を回転させるためのモータなどの回転手段に接続してあり、モータを制御することで、凹状容器20aの回転を制御している。制御手段50は、凹状容器20aの回転状態に合わせて、第1カソード電極23bに通電するタイミングと、第2カソード電極22bに通電するタイミングとを、切り替え制御している。本実施形態では、制御手段50は、コンピュータなどで構成され、第1カソード電極23b、第2カソード電極22b、アノード電極40へのめっき電圧印加手段を含んでいると共に、回転盤21の回転駆動手段の制御手段も兼ねている。
めっき方法
【0047】
本実施形態では、図1に示すめっき装置20の回転盤21を、図3に示すように回転制御する。まず、図2に示す下地電極層12p,14pが形成された素子本体10を、図4(A)に示すように、凹状容器20aの内部に多数投入する。投入される素子本体10の個数は、特に限定されず、例えば1000個〜2000000個投入される。これらの素子本体10は、めっき液30が貯留されている凹状容器20aの内部で、底面22aの中央部に集まり、素子本体群10aを形成している。
【0048】
凹状容器20aを一定方向にゆっくりと回転させながら、徐々に回転速度を上げていく(図3に示す第1工程T01/第1可変速度領域)と、素子本体群10aが、凹状容器20aの底面22aに沿って外周方向にゆっくり移動する。その後に、図3に示す第2工程T02では、凹状容器20aが一定の回転速度(第1定速度領域)で回転し、素子本体群10aは、図4(B)に示すように、凹状容器20aの底面22aにおいて、内側壁面23近くに移動する(底面移動工程)。
【0049】
本実施形態では、この第1工程T01および/または第2工程T02において、図1に示す制御手段50を用いて、第1カソード電極23bには第1めっき電圧を印加させずに、第2カソード電極22bとアノード電極40との間に第2めっき電圧を印加する。第2カソード電極22bの表面には、図5に示すように、下地電極層12p,14pが形成してある素子本体10が整列して配置される。なお、実際には、必ずしも整然と整列するわけではないと共に、折り重なって雑然として配置されるが、ミクロ的に見れば、整列して配置される部分もあるので、ここでは、図5に示すように配列されたとして説明する。
【0050】
図5に示すように、素子本体10の下地電極層12p,14pが第2カソード電極22bに接触して通電され、下地電極層12p,14pの表面にめっき液中の金属成分が析出してめっき処理がなされる。図5では、素子本体10の下地電極層12p,14pが第2カソード電極22bに直接に接触して通電されるが、実際には、その上に、下地電極層12p,14pが形成してある多数の素子本体10が折り重なる。折り重なっている他の素子本体10の下地電極層12p,14pは、その下で接触している他の素子本体10の下地電極層12p,14pを介して第2カソード電極22bに間接的に接触して通電されてめっき処理がなされる。
【0051】
なお、めっき対象物としての素子本体10以外に、図示しないが、導電性メディアを素子本体10と共に、めっき液中に入れても良い。その場合には、導電性メディアを介して、折り重なっている他の素子本体10の下地電極層12p,14pは、第2カソード電極22bに間接的に接触して通電されてめっき処理がなされる。
【0052】
次に、図3に示す第3工程T03において、第1工程T01および第2工程T02よりも速い回転速度で凹状容器20aを回転させる。第3工程T03の間に、回転速度が急激に上昇する(第2可変速度領域)。この時、図4(C)に示すように、遠心力により、素子本体群10aは、内側壁面23aに沿って上方に移動する(壁面移動工程)。その後に、図3に示すように、第4工程T04において、最もめっき効率の良い回転速度(第2定速度領域)が維持される。
【0053】
第3工程T03では、第1カソード電極23bおよび第2カソード電極22bへの通電は停止している。第4工程T04では、図1に示す制御手段50が、第1カソード電極23とアノード電極40との間に、第1めっき電圧を印加する。第2カソード電極22bには通電しない。
【0054】
本実施形態では、素子本体群10aが内側壁面23aを登り上がる際に、遠心力により、図3(C)および図6に示すように、内側壁面23aに沿って素子本体10が層状にばらけて押し付けられる。その状態では、遠心力により、内側壁面23aに対して素子本体10が縦置きされる確率よりも横置きされる確率が高く、確実に、下地電極層12p,14pが第1カソード電極23bに強く接触してめっき処理がなされる。
【0055】
このめっき処理に際しては、素子本体10相互が衝突する確率も比較的に少なくなる。したがって、下地電極層12p,14pよりも窪んだ位置に存在する素子本体10の表面10α(図参照)には、メディアや他の素子本体10あるいは内側壁面23aが衝突するおそれが少なく、素子本体10の表面10αに対するダメージも少ない。
【0056】
なお、図6では、素子本体10が一列に配列してあるが、必ずしも一列である必要はなく、数列に折り重なっても良い。いずれにしても、遠心力が作用するために、内側壁面23aに対して素子本体10が縦置きされる確率よりも横置きされる確率が高い。そのため、折り重なっている他の素子本体10の下地電極層12p,14pは、その下で接触している他の素子本体10の下地電極層12p,14pを介して第2カソード電極22bに間接的に接触して通電され、確実にめっき処理がなされる。
【0057】
なお、めっき対象物としての素子本体10以外に、導電性メディアがめっき液中に入っている場合には、導電性メディアを介して、素子本体10の下地電極層12p,14pは、第2カソード電極22bに間接的に接触して通電されてめっき処理がなされる。
【0058】
その後に、図4に示す第5工程T05では、凹状容器20aの回転速度を急激に低下させる。第5工程T05では、第1カソード電極23bおよび第2カソード電極22bのいずれにもめっき電圧を印加しない。次に、第6工程T06において、凹状容器20aの回転速度をゼロにする状態を維持する。凹状容器20aの回転を停止させても、凹状容器20aの内部に存在する液体は、慣性力により回転し続ける。そのため、内側壁面23aに沿って押し付けられていた素子本体10は、その液体の回転流により、内側壁面23aから離れ、渦を巻きながら、ゆっくりと、内側容器23aの底面22aの略中央に攪拌されながら落下する(底面戻し工程)。その状態を図3(A)に示す。
【0059】
第6工程T06においては、第1工程T01および/または第2工程T02と同様に、第2カソード電極22bとアノード電極40との間に第2めっき電圧を印加しても良い。
【0060】
その後に、図3に示すように、第1工程T01〜第6工程T06とは回転方向が異なる以外は同様な第1工程T11〜第6工程T16を行い、その後に、第1工程T01〜第6工程T06と、第1工程T11〜第6工程T16とを交互に繰り返し行う。このようなサイクルを繰り返し行うことで、多数の素子本体10にそれぞれ形成してある下地電極層12p,14pの表面が均一にめっき処理され、めっき不良になる不良品の発生率を抑制することができる。その結果、図2に示すように、めっき膜12c,14cが形成された積層チップバリスタ2が得られる。
【0061】
本実施形態のめっき装置、めっき方法、およびそれを利用したチップ型電子部品の製造方法では、凹状容器の回転を制御することで、遠心力により、めっき対象物としての素子本体10の下地電極層12p,14pが、直接または間接的に第1カソード電極23bに接触する。
【0062】
本実施形態では、素子本体10の下地電極層12p,14pが、直接または間接的に第1カソード電極23bに接触するタイミング(図3に示す工程T04およびT14)で、第1カソード電極23bを通電するように制御が行われる。そのため、アノード電極40から溶出した溶出物を、下地電極層12p,14pの表面に析出させてめっき処理することができる。
【0063】
さらに、図3に示す工程T01(T11),T02(T12),T06(T16)のように、凹状容器20aの回転を制御することで、素子本体10が、直接または間接的に第2カソード電極22bに接触する状態を作り出すことができる。その状態で、制御手段50は、第2カソード電極22bを通電し、アノード電極から溶出した溶出物を、めっき対象物の表面に析出させて、めっき処理することができる。
【0064】
このように、本実施形態では、凹状容器20aの回転を制御すると共に、第1カソード電極23aだけでなく、第2カソード電極22aに対しても効果的なタイミングで電圧が印加される。このように、1回あたりのめっきサイクルにおいて、めっき処理時間を比較的に長く確保することが可能となる。
【0065】
しかも本実施形態では、上述したサイクルを繰り返して行うように制御する。したがって、めっき工程をトータルで見た場合に、めっき時間を短くすることが可能となり、効率的にめっき処理を行うことができる。トータルの処理時間が短く済むので、素子本体10が欠けたり、ごみが付着する確率も低減され、めっき後の部品の品質を向上させることが可能となる。特に、チップバリスタ2などの電子部品では、素子本体10の表面が長時間めっき液に曝されて特性に悪影響を与えることを避ける必要があり、めっき処理時間を短縮することで、バリスタ2の信頼性を向上させることができる。
【0066】
また本実施形態では、素子本体10が第1カソード電極23bに接触する場合には、凹状容器20aの回転による遠心力により、素子本体10が第1カソード電極23bに強く押し付けられているために、めっき電圧が高くてもスパークなどが生じにくく、めっき電圧を高く設定することでめっき効率が向上する。
【0067】
しかも本実施形態では、凹状容器20aの内周壁面23aが、回転軸20Tに沿って上側に向けてテーパ状に広がる方向に傾斜しているため、凹状容器20aの回転に伴い、素子本体10が容易に内周壁面23aを這い上がり、内周壁面23aに沿って分散する。したがって、内周壁面23aに形成してある第1カソード電極23bを通電する時に、より効果的に下地電極層12p,14pの表面をめっき処理することができる。
【0068】
また本実施形態では、メディアを用いないでもめっき処理が可能なので、メディアによる衝撃で発生するチップ部品やメディアの破片(カス)の付着がめっき不均一や外観不良の原因となることもない。また、メディアを用いないことから、めっき後に、メディアと素子本体10とを分離する必要もない。
【0069】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。たとえば、上述した実施形態では、積層チップバリスタを例に説明を行ったが、これに限定されず、本発明のめっき装置およびめっき方法が適用されるチップ型電子部品としては、積層コンデンサ、チップバリスタ、チップインダクタ、チップNTCサーミスタなどであってもよい。また、本発明のめっき装置およびめっき方法が適用されるめっき対象物は、チップ型電子部品に限らず、たとえば粉体(5〜100μm)、コネクタ、リードスイッチ、釘、ボルト、ナット、ワッシャなどのような小物(小形部品)が例示される。
【0070】
また、上述した実施形態では、側面リング23の内側壁面23aの全面を第1カソード電極23bとして構成したが、本発明では、それに限らず、内側壁面23aの少なくとも一部を第1カソード電極23bとして構成してもよい。また、上述した実施形態では、凹状容器20aの底面22aのほぼ全面を、第2カソード電極22bとして構成したが、本発明では、それに限らず、その少なくとも一部を第2カソード電極22bとして構成してもよい。
【符号の説明】
【0071】
2…積層チップバリスタ
6,8…内部電極
10…素子本体
12,14…外部端子電極
12p,14p…下地電極層
12c,14c…めっき膜
12β,14β…側面部分
12γ,14γ…端面部分
16…保護膜
20…めっき装置
20a…凹状容器
22…底板
22a…底面
22b…第2カソード電極
23…側面リング
23a…内側壁面
23b…第1カソード電極
30…めっき液
40…アノード電極
50…制御手段
【技術分野】
【0001】
本発明は、めっき装置、めっき方法およびチップ型電子部品の製造方法に関する。
【背景技術】
【0002】
小型の部品に均一なめっき層を形成するために、めっき対象物(部品)をめっき装置に投入した後で、回転接触リングを回転させ、部品を遠心力により回転接触リングに接触させた状態で、回転接触リングを通電することで、めっき処理を行う技術が知られている(特許文献1参照)。
【0003】
この方法では、回転接触リングの回転と、停止または減速を繰り返すことで、部品のめっき処理が行われる。部品を十分にめっき処理するためには、特許文献1に記載のめっき方法では、回転接触リングの回転と、停止または減速を繰り返す必要がある。
【0004】
しかしながら、めっき時間が長すぎると、回転接触リングの回転中に受ける衝撃などにより、部品が欠けるおそれがある。また、長時間めっきを行うことで、部品にゴミが付着する確率が高まり、部品の品質が低下するおそれがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3126867号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような実状に鑑みてなされ、その目的は、めっき時間が短く効率的にめっき処理を行うことができ、めっき対象物の品質を向上させることが可能なめっき装置、めっき方法およびチップ型電子部品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係るめっき装置は、
めっき液を貯留する凹状容器の内周壁面の少なくとも一部を構成する第1カソード電極と、
前記第1カソード電極とは絶縁され、前記凹状容器の底面の少なくとも一部を構成する第2カソード電極と、
前記凹状容器に貯留される前記めっき液に浸されるアノード電極と、
前記凹状容器を、前記底面に略垂直な中心軸の回りに回転させる回転手段と、を有することを特徴とする。
【0008】
本発明に係るめっき方法は、複数のめっき対象物を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記めっき対象物を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記めっき対象物を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記めっき対象物の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記めっき対象物を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記めっき対象物が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記めっき対象物の表面をめっきする第2めっき工程と、を有することを特徴とする。
【0009】
本発明に係るチップ型電子部品の製造方法は、素子本体を製造する工程と、
前記素子本体に下地電極層を形成する工程と、
前記下地電極層の表面にめっき膜を形成する工程とを有するチップ型電子部品の製造方法であって、
前記めっき膜を形成する工程が、
前記下地電極層が形成された複数の素子本体を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記素子本体を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記素子本体を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記下地電極層の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記素子本体を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記素子本体の下地電極層が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記下地電極層の表面をめっきする第2めっき工程と、を有することを特徴とする。
【0010】
本発明に係るめっき装置、めっき方法およびチップ型電子部品の製造方法では、凹状容器の回転を制御することで、遠心力により、めっき対象物(たとえばチップ型電子部品、以下同様)が、直接または間接的に第1カソード電極に接触する。めっき対象物が間接的に第1カソード電極に接触するとは、たとえば他のめっき対象物あるいは導電性メディアを介して間接的に第1カソード電極に電気的に接続されるという意味である。
【0011】
本発明では、めっき対象物が直接または間接的に第1カソード電極に接触するタイミングで、第1カソード電極を通電するように制御が行われ、アノード電極から溶出した溶出物を、めっき対象物の表面に析出させることができる。さらに、凹状容器の回転を制御することで、めっき対象物が、自重により、直接または間接的に第2カソード電極に接触する。
【0012】
本発明では、めっき対象物が直接または間接的に第2カソード電極に接触するタイミングで、第2カソード電極を通電するように制御が行われ、アノード電極から溶出した溶出物を、めっき対象物の表面に析出させることができる。
【0013】
このように、凹状容器の回転を制御すると共に、第1カソード電極だけでなく、第2カソード電極に対しても効果的なタイミングで電圧が印加される。このように、1回あたりのめっきサイクルにおいて、めっき対象物の表面のめっき処理時間を比較的に長く確保することが可能となる。
【0014】
本発明では、上述したサイクルを繰り返して行うように制御する。したがって、めっき工程をトータルで見た場合に、めっき時間を短くすることが可能となり、効率的にめっき処理を行うことができる。トータルの処理時間が短く済むので、めっき対象物が欠けたり、ごみが付着する確率も低減され、めっき後のめっき対象物の品質を向上させることが可能となる。特に、チップバリスタなどの電子部品では、素子本体の表面が長時間めっき液に曝されて特性に悪影響を与えることを避ける必要があり、めっき処理時間を短縮することで、電子部品の信頼性を向上させることができる。
【0015】
好ましくは、本発明に係るめっき装置は、前記回転手段による前記凹状容器の回転状態に合わせて、前記第1カソード電極に通電するタイミングと、前記第2カソード電極に通電するタイミングとを、切り替え制御する制御手段をさらに有する。切り替え制御することで、効率的にめっき対象物の表面をめっき処理することができる。
【0016】
好ましくは、前記第1カソード電極を通電する時のめっき電圧が、前記第2カソード電極を通電する時のめっき電圧に比較して大きい。めっき対象物が第1カソード電極に接触する場合には、凹状容器の回転による遠心力により、めっき対象物が第1カソード電極に強く押し付けられているために、めっき電圧が高くてもスパークなどが生じにくく、めっき電圧を高く設定することでめっき効率が向上する。
【0017】
好ましくは、前記内周壁面は、前記底面に対して、90度よりも大きく180度よりも小さな傾斜角度で傾斜している。このような傾斜を有することで、凹状容器の回転に伴い、めっき対象物が容易に内周壁面を這い上がり、内周壁面に沿って分散する。したがって、第1カソード電極を通電する時に、より効果的にめっき対象物の表面をめっき処理することができる。
【0018】
好ましくは、前記底面移動工程に際しても、前記第2カソード電極を通電させ、前記めっき対象物の表面をめっき処理する。凹状容器の形状と回転制御・電圧印加制御を効果的に組み合わせることにより、凹状容器の形状を最大限に生かしてめっき対象物の表面をめっき処理することが可能となる。その結果、トータルで見た場合の処理時間をより短縮することができ、めっき対象物が欠けたり、ごみが付着する確率も低減され、めっき後のめっき対象物の品質を向上させることが可能となる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の一実施形態に係るめっき装置の断面図である。
【図2】図2は、本発明の一実施形態に係るめっき方法により処理されるチップ型電子部品の断面図である。
【図3】図3は、図1に示すめっき装置における凹状容器の回転制御パターンを示す説明図である。
【図4】図4(A)〜図4(C)は、本発明の一実施形態に係るめっき方法の工程を示す断面図である。
【図5】図5は、図4(A)に示すV部の詳細を示す要部拡大図である。
【図6】図6は、図4(C)に示すVI部の詳細を示す要部拡大図である。
【発明を実施するための形態】
【0020】
以下、本発明を、図面に示す実施形態に基づき説明する。
めっき対象物としての積層チップバリスタ
【0021】
まず、本発明の一実施形態に係る図1に示すめっき装置20を用いてめっき処理されるチップ型電子部品としての図2に示す積層チップバリスタ2について説明する。図2に示すように、積層チップバリスタ2は、内部電極層4,6と抵抗体層8とが積層された構成の素子本体10を有する。この素子本体10の両端部11,13には、素子本体10の内部に配置された内部電極層4,6と各々導通する一対の外部端子電極12,14が形成してある。
【0022】
内部電極層4,6は、各端面が素子本体10の対向する両端部11,13の表面に露出するように積層してある。一対の外部端子電極12,14は、素子本体10の両端部に形成され、内部電極層4,6の露出端面にそれぞれ接続されて、バリスタ回路を構成している。
【0023】
抵抗体層8は、バリスタ特性を有する材料であれば特に限定されないが、たとえば酸化亜鉛系バリスタ材料層で構成される。この酸化亜鉛系バリスタ材料層は、例えばZnOを主成分とし、副成分として希土類元素、Co、IIIb族元素(B、Al、Ga及びIn)、Si、Cr、アルカリ金属元素(K、Rb及びCs)及びアルカリ土類金属元素(Mg、Ca、Sr及びBa)等を含む材料で構成される。または、ZnOを主成分とし、副成分としてBi、Co、Mn、Sb、Al等を含む材料で構成されていても良い。
【0024】
抵抗体層8としては、酸化亜鉛系バリスタ材料層以外に、コンデンサ材料層、インダクタ材料層、NTCサーミスタ材料層などで構成されてもよい。
【0025】
内部電極層4,6は、導電材を含んで構成される。内部電極層4,6に含まれる導電材としては、特に限定されないが、PdまたはAg−Pd合金からなることが好ましい。内部電極層4,6の厚さは、用途に応じて適宜決定すればよいが、通常0.5〜5μm程度である。
【0026】
外部端子電極12,14も導電材を含んで構成される。外部端子電極12,14に含まれる導電材としては、特に限定されないが、通常、AgやAg−Pd合金などを用いる。本実施形態では、AgやAg−Pd合金などのペースト電極膜から成る下地電極層12p,14pの表面に、電気メッキ等により、Ni及びSn膜などで構成されるめっき膜12c,14cが形成してある。下地電極層12p,14pの厚みは、用途に応じて適宜決定すればよいが、通常5〜50μm程度である。また、めっき膜12c,14cの厚みは、用途に応じて適宜決定すればよいが、通常3〜10μm程度である。
【0027】
素子本体10の形状は、特に制限はないが、通常、直方体状とされる。また、その寸法にも特に制限はなく、用途に応じて決定され、特に、1005形状(縦1.0mm×横0.5mm×厚み0.5mm)サイズ以下、たとえば、小さく軽く電極間距離が短い0603形状(縦0.6mm×横0.3mm×厚み0.3mm)サイズ以下である場合に本実施形態の方法の効果が大きい。
【0028】
素子本体10において、内部電極層4,6および抵抗体層8の積層方向の両外側端部には、外側抵抗体層18が配置してあり、素子本体10の内部を保護している。外側抵抗体層18の材質は、抵抗体層8の材質と同じであっても異なっていても良いが、通常、抵抗体層8の材質とほぼ同じであり、半導体材料で構成されている。
【0029】
一対の下地電極層12p,14pの外側にめっき膜12c,14cを形成する際には、そのめっき処理時に、半導体である外側抵抗体層18の外表面(素子本体10の表面10α)には、めっき膜が形成されてショート不良となりやすい。そのため、その表面10αには、ガラスコートなどの保護膜16が形成してあることが好ましいが、必ずしも保護膜16は形成されていなくとも良い。保護膜16を形成する場合には、保護膜16の厚さは、好ましくは0.05〜0.2μm程度に薄い。保護膜16が厚すぎると、保護膜16を形成した後に、下地電極層12p,14pを形成する際に、内部電極層4および6と下地電極層12p,14pとのコンタクトが困難になる傾向にある。
【0030】
下地電極層12p,14pは、電極ペーストの焼付け処理により形成されている。下地電極層12p,14pは、素子本体10の端面に位置する端面部分12γ,14γと、端面部分12γ,14γに連続して形成され、素子本体10の端面近傍の四側面にまで延びる側面部分12β,14βとを有している。
積層チップバリスタの製造方法
【0031】
次に、図2に示す積層チップバリスタ2の製造方法について説明する。
まず素子本体10を製造する。素子本体10を製造するために、印刷工法またはシート工法等により、内部電極層4,6が互い違いに両端部に露出するように、抵抗体層8(バリスタ層)と内部電極層4,6を交互に積層し、その積層方向の両端に外側抵抗体層18を積層し、積層体を形成する。
【0032】
次に、この積層体を切断し、グリーンチップを得る。次に、必要に応じて脱バインダー処理を行い、グリーンチップを焼成し、素子本体10を得る。次に、必要に応じて、素子本体10の研磨(たとえば一般的なバレル研磨)を行い、内部電極の端部を素子本体の両端面に露出させる。その後に、素子本体10の両端部に外部端子電極12,14を形成するための電極ペーストを塗布、焼き付けして下地電極層12p,14pを形成する。
【0033】
次に、下地電極層12p,14pの表面を研磨して、下地電極層12p,14pの表面に導電性粒子を露出させ、その下地電極層12p,14pの表面にめっき膜12c,14cを均一に形成しやすくする。その研磨は、一般的なバレル研磨でも良いが、後述するめっき装置と同様な構造の研磨装置による研磨でも良い。すなわち、回転する凹状容器の内側壁面に素子本体を遠心力で押し付けて研磨する方法でも良い。
【0034】
そのような研磨後に、図2に示す下地電極層12p,14pの表面に、めっき膜12c,14cを、図1に示すめっき装置を用いて電気めっき法により形成する。このようにして図2に示す積層チップバリスタ2が製造される。
【0035】
なお、図2に示すガラスコートなどの保護膜16の形成は、めっき処理の前に行うことが好ましく、下地電極層12p,14pの形成前に行っても良い。保護膜16は、十分に薄いので、素子本体10の端面に下地電極層12p,14pを形成する際に、内部電極層4,6との接続を確保することが可能である。
めっき装置
【0036】
次に、めっき処理を行うためのめっき装置について説明する。
図1に示すように、めっき装置20は、回転盤21と、底板22と、側面リング23と、スリット形成部材24と、カバー25と、取出し用蓋26と、供給パイプ27と、排出受け28と、排出パイプ29とを有している。
【0037】
回転盤21には、軸部21aが下面に形成してあり、その軸部21aが不図示のベルトおよびベルト駆動モータからの駆動力を受けることによって、回転軸20Tを中心に時計回りおよび反時計回りの双方に回転可能になっている。回転盤21には、底板22が固定され、底板22の上には、側面リング23が固定してある。
【0038】
側面リング23の上面には、スリット形成部材24が配置してある。スリット形成部材24の上面には、カバー25の固定部25aが固定され、カバー25の上面には、取出し用蓋26が開閉可能に固定されている。これにより、後述するめっき液30の飛散を防止している。
【0039】
本実施形態では、スリット形成部材24と、側面リング23と、底板22と、回転盤21とを、カバー25に対して着脱自在に固定してあり、回転盤21と共に回転可能になっている。取出し用蓋26は、カバー25に着脱自在に装着され、カバー25と共に回転可能に構成してある。供給パイプ27は、取り出し用蓋26には固定されず、回転盤21とは共に回転しないようになっていることが好ましい。なお、本実施形態では、回転盤21と共に、回転する部分は、少なくとも側面リング23であればよく、スリット形成部材24、カバー25、取り出し用蓋26および供給パイプ27は、必ずしも回転しなくとも良い。
【0040】
側面リング23は、底板22と共に、凹状容器20aを構成する部材であり、内周に沿って内側壁面23aが形成してある。内側壁面23aは、底板22の上面、すなわち凹状容器20aの底面22aに対して、所定角度θで傾斜してある。所定角度θは、90度よりも大きく180度よりも小さな傾斜角度、さらに好ましくは100度〜120度である。なお、内側壁面23aは、必ずしも直線状の傾斜面である必要はなく、凸状あるいは凹状の曲面状の傾斜面でも良い。ただし、好ましくは、内側壁面23aは、直線状の傾斜面である。
【0041】
側面リング23の軸方向の高さは、特に限定されないが、好ましくは5〜35mmである。側面リング23とスリット形成部材24との間、あるいはスリット形成部材24とカバー25の固定部25aとの間には、凹状容器20aの内部と外部とを連通させるスリット24aが形成してある。凹状容器20aの内部には、供給パイプ27からめっき液30が供給され、余分なめっき液30は、スリット24aから容器の外部に排出され、排出受け28および排出パイプ29を通して外部に排出され、必要に応じて濾過後に供給パイプ27に戻される。
【0042】
凹状収容部20aに貯留してあるめっき液30中には、アノード電極40が浸されるようになっている。アノード電極40は、凹状容器20aと共に回転可能に保持してあっても良いが、凹状容器20aには固定せずに、上から吊り下げ保持してあることが好ましく、凹状容器20aと共には回転しないようになっている。アノード電極40には、たとえばNi球など、めっき液30中に溶け出し、めっき膜として析出する材料が保持してある。
【0043】
本実施形態では、側面リング23において、少なくとも内側壁面23aは、導電性金属などの導電材料で構成してあり、その導電材料で構成してある内側壁面23aが第1カソード電極23bを構成している。第1カソード電極23bは、制御手段50に接続してあり、制御手段50により制御された第1めっき電圧が第1カソード電極23bに印加されるようになっている。
【0044】
底板22においては、凹状容器20aの底面22aが少なくとも導電性金属などの導電材料で構成してあり、第2カソード電極22bを構成してある。第2カソード電極22bは、制御手段50に接続してあり、制御手段50により制御された第2めっき電圧が第2カソード電極22bに印加されるようになっている。第2めっき電圧は、第1めっき電圧に比較して低く、その差は、好ましくは1〜3Vである。
【0045】
第1カソード電極23bと第2カソード電極22bとは絶縁されている。本実施形態では、底板22において、側面リング23との接続部分を絶縁部材で構成することにより、第1カソード電極23bと第2カソード電極22bとを絶縁しているが、それ以外の方法で絶縁しても良い。
【0046】
制御手段50は、回転盤21を回転させるためのモータなどの回転手段に接続してあり、モータを制御することで、凹状容器20aの回転を制御している。制御手段50は、凹状容器20aの回転状態に合わせて、第1カソード電極23bに通電するタイミングと、第2カソード電極22bに通電するタイミングとを、切り替え制御している。本実施形態では、制御手段50は、コンピュータなどで構成され、第1カソード電極23b、第2カソード電極22b、アノード電極40へのめっき電圧印加手段を含んでいると共に、回転盤21の回転駆動手段の制御手段も兼ねている。
めっき方法
【0047】
本実施形態では、図1に示すめっき装置20の回転盤21を、図3に示すように回転制御する。まず、図2に示す下地電極層12p,14pが形成された素子本体10を、図4(A)に示すように、凹状容器20aの内部に多数投入する。投入される素子本体10の個数は、特に限定されず、例えば1000個〜2000000個投入される。これらの素子本体10は、めっき液30が貯留されている凹状容器20aの内部で、底面22aの中央部に集まり、素子本体群10aを形成している。
【0048】
凹状容器20aを一定方向にゆっくりと回転させながら、徐々に回転速度を上げていく(図3に示す第1工程T01/第1可変速度領域)と、素子本体群10aが、凹状容器20aの底面22aに沿って外周方向にゆっくり移動する。その後に、図3に示す第2工程T02では、凹状容器20aが一定の回転速度(第1定速度領域)で回転し、素子本体群10aは、図4(B)に示すように、凹状容器20aの底面22aにおいて、内側壁面23近くに移動する(底面移動工程)。
【0049】
本実施形態では、この第1工程T01および/または第2工程T02において、図1に示す制御手段50を用いて、第1カソード電極23bには第1めっき電圧を印加させずに、第2カソード電極22bとアノード電極40との間に第2めっき電圧を印加する。第2カソード電極22bの表面には、図5に示すように、下地電極層12p,14pが形成してある素子本体10が整列して配置される。なお、実際には、必ずしも整然と整列するわけではないと共に、折り重なって雑然として配置されるが、ミクロ的に見れば、整列して配置される部分もあるので、ここでは、図5に示すように配列されたとして説明する。
【0050】
図5に示すように、素子本体10の下地電極層12p,14pが第2カソード電極22bに接触して通電され、下地電極層12p,14pの表面にめっき液中の金属成分が析出してめっき処理がなされる。図5では、素子本体10の下地電極層12p,14pが第2カソード電極22bに直接に接触して通電されるが、実際には、その上に、下地電極層12p,14pが形成してある多数の素子本体10が折り重なる。折り重なっている他の素子本体10の下地電極層12p,14pは、その下で接触している他の素子本体10の下地電極層12p,14pを介して第2カソード電極22bに間接的に接触して通電されてめっき処理がなされる。
【0051】
なお、めっき対象物としての素子本体10以外に、図示しないが、導電性メディアを素子本体10と共に、めっき液中に入れても良い。その場合には、導電性メディアを介して、折り重なっている他の素子本体10の下地電極層12p,14pは、第2カソード電極22bに間接的に接触して通電されてめっき処理がなされる。
【0052】
次に、図3に示す第3工程T03において、第1工程T01および第2工程T02よりも速い回転速度で凹状容器20aを回転させる。第3工程T03の間に、回転速度が急激に上昇する(第2可変速度領域)。この時、図4(C)に示すように、遠心力により、素子本体群10aは、内側壁面23aに沿って上方に移動する(壁面移動工程)。その後に、図3に示すように、第4工程T04において、最もめっき効率の良い回転速度(第2定速度領域)が維持される。
【0053】
第3工程T03では、第1カソード電極23bおよび第2カソード電極22bへの通電は停止している。第4工程T04では、図1に示す制御手段50が、第1カソード電極23とアノード電極40との間に、第1めっき電圧を印加する。第2カソード電極22bには通電しない。
【0054】
本実施形態では、素子本体群10aが内側壁面23aを登り上がる際に、遠心力により、図3(C)および図6に示すように、内側壁面23aに沿って素子本体10が層状にばらけて押し付けられる。その状態では、遠心力により、内側壁面23aに対して素子本体10が縦置きされる確率よりも横置きされる確率が高く、確実に、下地電極層12p,14pが第1カソード電極23bに強く接触してめっき処理がなされる。
【0055】
このめっき処理に際しては、素子本体10相互が衝突する確率も比較的に少なくなる。したがって、下地電極層12p,14pよりも窪んだ位置に存在する素子本体10の表面10α(図参照)には、メディアや他の素子本体10あるいは内側壁面23aが衝突するおそれが少なく、素子本体10の表面10αに対するダメージも少ない。
【0056】
なお、図6では、素子本体10が一列に配列してあるが、必ずしも一列である必要はなく、数列に折り重なっても良い。いずれにしても、遠心力が作用するために、内側壁面23aに対して素子本体10が縦置きされる確率よりも横置きされる確率が高い。そのため、折り重なっている他の素子本体10の下地電極層12p,14pは、その下で接触している他の素子本体10の下地電極層12p,14pを介して第2カソード電極22bに間接的に接触して通電され、確実にめっき処理がなされる。
【0057】
なお、めっき対象物としての素子本体10以外に、導電性メディアがめっき液中に入っている場合には、導電性メディアを介して、素子本体10の下地電極層12p,14pは、第2カソード電極22bに間接的に接触して通電されてめっき処理がなされる。
【0058】
その後に、図4に示す第5工程T05では、凹状容器20aの回転速度を急激に低下させる。第5工程T05では、第1カソード電極23bおよび第2カソード電極22bのいずれにもめっき電圧を印加しない。次に、第6工程T06において、凹状容器20aの回転速度をゼロにする状態を維持する。凹状容器20aの回転を停止させても、凹状容器20aの内部に存在する液体は、慣性力により回転し続ける。そのため、内側壁面23aに沿って押し付けられていた素子本体10は、その液体の回転流により、内側壁面23aから離れ、渦を巻きながら、ゆっくりと、内側容器23aの底面22aの略中央に攪拌されながら落下する(底面戻し工程)。その状態を図3(A)に示す。
【0059】
第6工程T06においては、第1工程T01および/または第2工程T02と同様に、第2カソード電極22bとアノード電極40との間に第2めっき電圧を印加しても良い。
【0060】
その後に、図3に示すように、第1工程T01〜第6工程T06とは回転方向が異なる以外は同様な第1工程T11〜第6工程T16を行い、その後に、第1工程T01〜第6工程T06と、第1工程T11〜第6工程T16とを交互に繰り返し行う。このようなサイクルを繰り返し行うことで、多数の素子本体10にそれぞれ形成してある下地電極層12p,14pの表面が均一にめっき処理され、めっき不良になる不良品の発生率を抑制することができる。その結果、図2に示すように、めっき膜12c,14cが形成された積層チップバリスタ2が得られる。
【0061】
本実施形態のめっき装置、めっき方法、およびそれを利用したチップ型電子部品の製造方法では、凹状容器の回転を制御することで、遠心力により、めっき対象物としての素子本体10の下地電極層12p,14pが、直接または間接的に第1カソード電極23bに接触する。
【0062】
本実施形態では、素子本体10の下地電極層12p,14pが、直接または間接的に第1カソード電極23bに接触するタイミング(図3に示す工程T04およびT14)で、第1カソード電極23bを通電するように制御が行われる。そのため、アノード電極40から溶出した溶出物を、下地電極層12p,14pの表面に析出させてめっき処理することができる。
【0063】
さらに、図3に示す工程T01(T11),T02(T12),T06(T16)のように、凹状容器20aの回転を制御することで、素子本体10が、直接または間接的に第2カソード電極22bに接触する状態を作り出すことができる。その状態で、制御手段50は、第2カソード電極22bを通電し、アノード電極から溶出した溶出物を、めっき対象物の表面に析出させて、めっき処理することができる。
【0064】
このように、本実施形態では、凹状容器20aの回転を制御すると共に、第1カソード電極23aだけでなく、第2カソード電極22aに対しても効果的なタイミングで電圧が印加される。このように、1回あたりのめっきサイクルにおいて、めっき処理時間を比較的に長く確保することが可能となる。
【0065】
しかも本実施形態では、上述したサイクルを繰り返して行うように制御する。したがって、めっき工程をトータルで見た場合に、めっき時間を短くすることが可能となり、効率的にめっき処理を行うことができる。トータルの処理時間が短く済むので、素子本体10が欠けたり、ごみが付着する確率も低減され、めっき後の部品の品質を向上させることが可能となる。特に、チップバリスタ2などの電子部品では、素子本体10の表面が長時間めっき液に曝されて特性に悪影響を与えることを避ける必要があり、めっき処理時間を短縮することで、バリスタ2の信頼性を向上させることができる。
【0066】
また本実施形態では、素子本体10が第1カソード電極23bに接触する場合には、凹状容器20aの回転による遠心力により、素子本体10が第1カソード電極23bに強く押し付けられているために、めっき電圧が高くてもスパークなどが生じにくく、めっき電圧を高く設定することでめっき効率が向上する。
【0067】
しかも本実施形態では、凹状容器20aの内周壁面23aが、回転軸20Tに沿って上側に向けてテーパ状に広がる方向に傾斜しているため、凹状容器20aの回転に伴い、素子本体10が容易に内周壁面23aを這い上がり、内周壁面23aに沿って分散する。したがって、内周壁面23aに形成してある第1カソード電極23bを通電する時に、より効果的に下地電極層12p,14pの表面をめっき処理することができる。
【0068】
また本実施形態では、メディアを用いないでもめっき処理が可能なので、メディアによる衝撃で発生するチップ部品やメディアの破片(カス)の付着がめっき不均一や外観不良の原因となることもない。また、メディアを用いないことから、めっき後に、メディアと素子本体10とを分離する必要もない。
【0069】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。たとえば、上述した実施形態では、積層チップバリスタを例に説明を行ったが、これに限定されず、本発明のめっき装置およびめっき方法が適用されるチップ型電子部品としては、積層コンデンサ、チップバリスタ、チップインダクタ、チップNTCサーミスタなどであってもよい。また、本発明のめっき装置およびめっき方法が適用されるめっき対象物は、チップ型電子部品に限らず、たとえば粉体(5〜100μm)、コネクタ、リードスイッチ、釘、ボルト、ナット、ワッシャなどのような小物(小形部品)が例示される。
【0070】
また、上述した実施形態では、側面リング23の内側壁面23aの全面を第1カソード電極23bとして構成したが、本発明では、それに限らず、内側壁面23aの少なくとも一部を第1カソード電極23bとして構成してもよい。また、上述した実施形態では、凹状容器20aの底面22aのほぼ全面を、第2カソード電極22bとして構成したが、本発明では、それに限らず、その少なくとも一部を第2カソード電極22bとして構成してもよい。
【符号の説明】
【0071】
2…積層チップバリスタ
6,8…内部電極
10…素子本体
12,14…外部端子電極
12p,14p…下地電極層
12c,14c…めっき膜
12β,14β…側面部分
12γ,14γ…端面部分
16…保護膜
20…めっき装置
20a…凹状容器
22…底板
22a…底面
22b…第2カソード電極
23…側面リング
23a…内側壁面
23b…第1カソード電極
30…めっき液
40…アノード電極
50…制御手段
【特許請求の範囲】
【請求項1】
めっき液を貯留する凹状容器の内周壁面の少なくとも一部を構成する第1カソード電極と、
前記第1カソード電極とは絶縁され、前記凹状容器の底面の少なくとも一部を構成する第2カソード電極と、
前記凹状容器に貯留される前記めっき液に浸されるアノード電極と、
前記凹状容器を、前記底面に略垂直な中心軸の回りに回転させる回転手段と、を有するめっき装置。
【請求項2】
前記内周壁面は、前記底面に対して、90度よりも大きく180度よりも小さな傾斜角度で傾斜している請求項1に記載のめっき装置。
【請求項3】
前記回転手段による前記凹状容器の回転状態に合わせて、前記第1カソード電極に通電するタイミングと、前記第2カソード電極に通電するタイミングとを、切り替え制御する制御手段をさらに有する請求項1または2に記載のめっき装置。
【請求項4】
前記制御手段では、前記第1カソード電極に印加するめっき電圧を、前記第2カソード電極に印加するめっき電圧よりも高く設定する請求項3に記載のめっき装置。
【請求項5】
複数のめっき対象物を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記めっき対象物を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記めっき対象物を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記めっき対象物の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記めっき対象物を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記めっき対象物の下地電極層が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記めっき対象物の表面をめっきする第2めっき工程と、を有することを特徴とするめっき方法。
【請求項6】
前記底面移動工程に際しても、前記第2カソード電極を通電させ、前記めっき対象物の表面をめっき処理する請求項5に記載のめっき方法。
【請求項7】
前記第1カソード電極を通電する時のめっき電圧が、前記第2カソード電極を通電する時のめっき電圧に比較して大きい請求項5または6に記載のめっき方法。
【請求項8】
素子本体を製造する工程と、
前記素子本体に下地電極層を形成する工程と、
前記下地電極層の表面にめっき膜を形成する工程とを有するチップ型電子部品の製造方法であって、
前記めっき膜を形成する工程が、
前記下地電極層が形成された複数の素子本体を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記素子本体を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記素子本体を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記下地電極層の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記素子本体を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記素子本体の下地電極層が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記下地電極層の表面をめっきする第2めっき工程と、を有することを特徴とするチップ型電子部品の製造方法。
【請求項9】
前記底面移動工程に際しても、前記第2カソード電極を通電させ、前記下地電極層の表面をめっき処理する請求項8に記載のチップ型電子部品の製造方法。
【請求項10】
前記第1カソード電極を通電する時のめっき電圧が、前記第2カソード電極を通電する時のめっき電圧に比較して大きい請求項8または9に記載のチップ型電子部品の製造方法。
【請求項1】
めっき液を貯留する凹状容器の内周壁面の少なくとも一部を構成する第1カソード電極と、
前記第1カソード電極とは絶縁され、前記凹状容器の底面の少なくとも一部を構成する第2カソード電極と、
前記凹状容器に貯留される前記めっき液に浸されるアノード電極と、
前記凹状容器を、前記底面に略垂直な中心軸の回りに回転させる回転手段と、を有するめっき装置。
【請求項2】
前記内周壁面は、前記底面に対して、90度よりも大きく180度よりも小さな傾斜角度で傾斜している請求項1に記載のめっき装置。
【請求項3】
前記回転手段による前記凹状容器の回転状態に合わせて、前記第1カソード電極に通電するタイミングと、前記第2カソード電極に通電するタイミングとを、切り替え制御する制御手段をさらに有する請求項1または2に記載のめっき装置。
【請求項4】
前記制御手段では、前記第1カソード電極に印加するめっき電圧を、前記第2カソード電極に印加するめっき電圧よりも高く設定する請求項3に記載のめっき装置。
【請求項5】
複数のめっき対象物を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記めっき対象物を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記めっき対象物を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記めっき対象物の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記めっき対象物を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記めっき対象物の下地電極層が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記めっき対象物の表面をめっきする第2めっき工程と、を有することを特徴とするめっき方法。
【請求項6】
前記底面移動工程に際しても、前記第2カソード電極を通電させ、前記めっき対象物の表面をめっき処理する請求項5に記載のめっき方法。
【請求項7】
前記第1カソード電極を通電する時のめっき電圧が、前記第2カソード電極を通電する時のめっき電圧に比較して大きい請求項5または6に記載のめっき方法。
【請求項8】
素子本体を製造する工程と、
前記素子本体に下地電極層を形成する工程と、
前記下地電極層の表面にめっき膜を形成する工程とを有するチップ型電子部品の製造方法であって、
前記めっき膜を形成する工程が、
前記下地電極層が形成された複数の素子本体を、凹状容器の内部に収容する工程と、
前記凹状容器の内部にめっき液を入れた状態で、前記凹状容器を第1回転速度で回転させ、前記素子本体を、前記凹状容器の底面で内側壁面近くに移動させる底面移動工程と、
前記凹状容器を前記第1回転速度よりも高速な第2回転速度で回転させ、前記素子本体を前記内側壁面に沿って上方に移動させる壁面移動工程と、
前記凹状容器を前記第2回転速度で回転させると共に、前記内側壁面の少なくとも一部に形成してある第1カソード電極を通電し、前記第1カソード電極に直接または間接的に接触してある前記下地電極層の表面をめっき処理する第1めっき工程と、
前記凹状容器の回転を停止させ、前記素子本体を底面にばらけさせる底面戻し工程と、
前記底面の少なくとも一部に形成してある第2カソード電極に前記素子本体の下地電極層が直接または間接的に接触している状態で、前記第2カソード電極を通電して前記下地電極層の表面をめっきする第2めっき工程と、を有することを特徴とするチップ型電子部品の製造方法。
【請求項9】
前記底面移動工程に際しても、前記第2カソード電極を通電させ、前記下地電極層の表面をめっき処理する請求項8に記載のチップ型電子部品の製造方法。
【請求項10】
前記第1カソード電極を通電する時のめっき電圧が、前記第2カソード電極を通電する時のめっき電圧に比較して大きい請求項8または9に記載のチップ型電子部品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−174157(P2011−174157A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2010−40788(P2010−40788)
【出願日】平成22年2月25日(2010.2.25)
【出願人】(000003067)TDK株式会社 (7,238)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成22年2月25日(2010.2.25)
【出願人】(000003067)TDK株式会社 (7,238)
[ Back to top ]