
めっき装置
【課題】微小部分に対してめっき処理を行う場合であっても、耐久性に優れ、精度良くかつ効率良く行なうめっき処理を行うめっき装置を提供すること。
【解決手段】本発明のめっき装置10は、電極12と、電極12の外側に巻かれた吸湿性繊維層の第1の層16aと多数の含浸穴17が表面に設けられた第2の層16bと、めっき液Mを貯液するめっき液貯液部18と、めっき液貯液部18に貯液されためっき液Mが第2の接触面S2〜S4を介して吸収され第1の接触面S1から含浸穴17に供給されるめっき液供給部20とを備える。そして電極上に、ワークの対象箇所を精度良く配置する為のワーク位置決め部によりワークWを精度良く配置した後、ワークWに陰極がかけられ、電極12には陽極がかけられた状態で、駆動部14によって電極12が回転されながら、含浸穴17に含浸されためっき液Mで、ワークWの対象箇所Tにめっきされる。
【解決手段】本発明のめっき装置10は、電極12と、電極12の外側に巻かれた吸湿性繊維層の第1の層16aと多数の含浸穴17が表面に設けられた第2の層16bと、めっき液Mを貯液するめっき液貯液部18と、めっき液貯液部18に貯液されためっき液Mが第2の接触面S2〜S4を介して吸収され第1の接触面S1から含浸穴17に供給されるめっき液供給部20とを備える。そして電極上に、ワークの対象箇所を精度良く配置する為のワーク位置決め部によりワークWを精度良く配置した後、ワークWに陰極がかけられ、電極12には陽極がかけられた状態で、駆動部14によって電極12が回転されながら、含浸穴17に含浸されためっき液Mで、ワークWの対象箇所Tにめっきされる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に、めっき装置に関し、更に詳しくは、例えばコネクターやスイッチ等のようなワークの対象箇所に対して選択的にめっきするめっき装置に関するものである。
【背景技術】
【0002】
従来、例えばコネクターやスイッチ等の電気接点部材(以下「ワーク」と称する)の電気接点箇所には、接触抵抗の最も低い金属である「金」が専ら用いられ、めっき技術によってその薄膜が利用されている。しかしながら金は高価であり、省金化してコスト削減を目指す目的で必要な箇所に部分金めっきが施されている。
【0003】
金めっきを必要とするワークの対象箇所を含め、その周辺部位を金めっき液に浸し、金めっきの不要な箇所は空気中に晒した状態でめっきする液面制御法や、スパージャーを用いてめっき不要な部位をマスクしてめっきする方法、接点部位を対極と近接して配置して接点部位に厚いめっき皮膜を設け、不要な箇所に付着した金を化学的にエッチングして除去するすると接点箇所も所定厚さにまで薄くなる方法等を挙げる事が出来る。しかしこれ等の方法は昨今の携帯電話に使用される当該コネクターに見られる如く対象箇所が極めて微細なサイズであり、従来の方法では全く対応出来ないのである。
【0004】
更なる微細な部分めっき方法として、特許文献1では、例えば1MM程度の微小幅に対しても、精度良くめっき処理を行う技術が開示されている。また、特許文献2では、開口幅0.5MM未満、例えば0.35〜0.15MM程度の極小間隔である凹部内面であったとしても、めっき処理を行う技術が開示されている。
【特許文献1】特開平6−192885
【特許文献2】特開平6−192886
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、このような従来技術では、以下のような問題がある。
【0006】
すなわち、これら従来技術による装置は、めっき液を含浸可能な電気絶縁体で表面を被覆した金属製回転ロールとめっき液供給部とから成り、当該回転ロールを陽極にし、被処理物であるワークを、当該めっき液を含んだ電気絶縁体に接触させ、必要な電場を印加しながらワークを金属製回転ロールと同方向に移送しながらめっき処理している。
【0007】
一方、ワークはロール状に巻かれた平板から連続的にプレス加工され、所定形状に加工されたものがロール状に巻き取られたている。めっき時には当該ロールから再度繰り出されて連続的に処理される。従って、ワークにはプレス加工時に生じたダレ面とバリ面が必然的に存在し、めっき処理時に、特にバリ面が大きな品質問題や生産性の問題を引き起こしている。
【0008】
昨今の、特にコネクターには、このダレ面、バリ面の双方に部分めっきを施す仕様の要求が増加して来ている。すなわち、同一コネクターの所定の2箇所以上に金めっきをすることが求められている。電気接点部位の他に、はんだ付けする箇所(以下リード部と称する)への金めっきの要求がそれである。特に当該リード部はバリ面を利用する事が多く、この部位に対するめっきの品質や生産性上の問題を抱えている。
【0009】
電気絶縁体には、めっき液を含浸させる為に繊維を織り込んだ布、または不織布が用いられており、ワークのバリ面に対する耐久性が無いと言う大きな問題を抱えている。めっき液を含んだ当該電気絶縁体の上を、ワークが移送されてめっきされるのであり、元々ダレ面対する耐久性も充分でなかったこともあり、バリ面に対する耐久性は全く無いのである。つまりワークのプレス成型時にワーク表面に発生した微小バリによって、1時間もしない内に布表面が毛羽立ってしまい、求められるめっき範囲を維持出来ない状態になってしまう。またこのような状態でめっき処理を行うと、結果的に切れた繊維がワーク表面に付着したまま製品になってしまうことも有り、接点不良を引き起こす恐れがあるという問題もある。
【0010】
また、金属製回転ロールへめっき液を安定して供給するためには、めっき液供給部へ適正量のめっき液を供給し、めっき液供給部においてめっき液を含浸する筒状の布を膨らませる必要がある。しかしながらこの筒状の布が膨らむと、ワークとの接触面積も同時に大きく変動するため、電流密度が一定せず、適正膜厚が得られないといった重大な品質問題発生の要因をはらんでいる。このような、効率的な処理が阻害されるという問題がある。
【0011】
また、めっき液供給部において、めっき液を含浸する筒状の布を膨らませながら適性量のめっき液を供給するための制御は容易ではない。供給量が少なすぎると、金属イオンの不足が起こり、電圧が上昇して行き、最後には火花放電が発生して電極や絶縁体を損傷させる恐れがある。一方、供給量が多すぎると、より広い範囲にめっきがついてしまい、適正膜厚が得られなかったり、求められるめっき範囲が維持出来ないといった品質を損ねたり、規格外品となってしまう恐れもある。供給される液量を常に維持する為には、電極表面の布製絶縁体の厚みと材質を、対象ワーク毎に設定し直す必要がある。しなしながら、これには大変な手間がかかるため実用的ではない。
【0012】
本発明はこの様な事情に鑑みなされたものであり、微小部分に対するめっき処理を精度良くかつ効率良く行うめっき装置において、絶縁体に布を用いない事によってワークのバリ面に対する耐久性を高めるとともに、めっき液を含浸する筒状の布を用いないことによって、適正量のめっき液の供給を容易に制御することが可能なめっき装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明では、以下のような手段を講じる。
【0014】
すなわち、請求項1の発明は、陰極がかけられるワークの対象箇所に選択的にめっきするためのめっき装置であって、陽極がかけられる四角柱棒状の電極と、電極を、長手方向に直交する断面円の中心を通る線を回転軸として回転させる駆動部と、電極の外側に円周方向に沿って巻かれて配置され、めっき液を含浸するための電気絶縁性で吸湿性繊維層からなる第1の層と、その外周に多数の含浸穴が表面に設けられた耐摩耗性に優れ、電気絶縁性の良い材料で被覆された第2の層からなるめっき液含浸部と、めっき液含浸部に供給されるめっき液を貯液するめっき液貯液部と、四角柱棒状であって、長手方向が、前記電極の長手方向と一致し、長手方向に沿った1面が前記めっき液含浸・電気絶縁部と接触している第1の接触面であり、長手方向に沿った他の面である3面が前記めっき液貯液部に貯液されためっき液と接触している第2の接触面であり、めっき液貯液部に貯液されためっき液が、第2の接触面を介して吸収され、吸収されためっき液が、第1の接触面からめっき液含浸部に供給されるめっき液供給部と、めっき液含浸部を備えた電極上に、ワークの所定位置を精度良く配置する為のワーク位置決め部とを備えている。そして位置決めをされたワークに陰極がかけられ、電極に陽極がかけられた状態で、駆動部によって前記電極が回転されながら、めっき液含浸部の含浸穴を介して吸湿性繊維層に含浸されためっき液に接触するように配置されたワークの対象箇所に選択的にめっきする。
【0015】
請求項2の発明は、テープ状のワークを長手方向に沿って前記めっき液含浸部に接触するように配置することによって、複数の対象箇所に対して同時にめっきするようにした請求項1に記載のめっき装置である。
【0016】
請求項3の発明は、めっき液供給部は、連続した気孔を有する多孔質材料からなる請求項1または2の発明のめっき装置である。
【0017】
請求項4の発明は、めっき液供給部は、第2の接触面を介してのめっき液が吸収された場合であっても変形し難い請求項1乃至3の何れか1項の発明のめっき装置である。
【0018】
請求項5の発明は、電極が回転している場合であっても、変形し難い請求項1乃至4のうち何れか1項の発明のめっき装置である。
【0019】
請求項6の発明は、含浸穴は、前記めっき液含浸の表面に、千鳥状に配置されて設けられている請求項1乃至5のうち何れか1項記載のめっき装置である。
【0020】
請求項7の発明は、電極の直径を、対象箇所のサイズに応じて決定する請求項1乃至6のうち何れか1項に記載のめっき装置である。
【発明の効果】
【0021】
本発明によれば、微小部分に対するめっき処理を、精度良くかつ効率的に行うめっき装置において、電極表面にめっき液を含浸するための電気絶縁性材料からなる第1の層と、その外周に配置された多数の含浸穴が表面に設けられた耐磨耗性に優れ、電気絶縁性を有する材料からなるめっき液含浸部を備えているので、ワークのダレ面に対する耐久性は勿論、バリ面に対する耐久性を著しく高める事が出来る。また、めっき液を含浸する筒状の布を用いないことによって、適正量のめっき液の供給を容易に制御出来る。
【発明を実施するための最良の形態】
【0022】
以下に、本発明を実施するための最良の形態について図面を参照しながら説明する。
【0023】
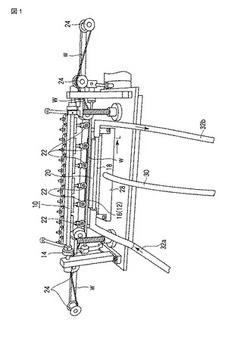
図1は本発明の実施の形態に係わるめっき装置の構成例を示す全体正面図である。
【0024】
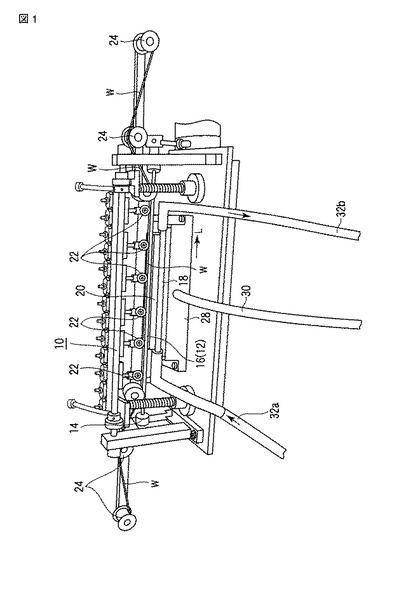
図2は、図1の正面図に対応する側面概念図である。
【0025】
すなわち、本発明の実施形態に係わるめっき装置10は、電極12と、図示しないモーター駆動による駆動部14と、めっき液含浸部16と、めっき液貯液部18と、めっき液供給部20と、ワークWの移送方向に対して直交する方向にワークWが特に振れないようにする押さえローラ22と、ワークWの移送用ガイドローラ24と、ワークWの移送方向に対して直交する方向にワークWが特に振れないようにする押さえ治具26と、めっき液回収槽28と、めっき液回収ライン30と、めっき液循環ライン32とを備えている。
【0026】
例えばTi−PTからなる電極12は、円柱棒状にしており、ワークWへのめっき処理を行う場合には、ワークWへ陰極がかけられる一方、この電極12には陽極がかけられる。
【0027】
駆動部14は、電極12を、長手方向Lに直交する断面円の中心Gを通る線を回転軸として回転方向Rに沿って回転させる。但し、ワークWの形状によっては逆方向に回転させた方が好ましい場合もあり、図示する回転方向Rに拘るものではない。
【0028】
なお、電極12の直径は、ワークWにおいてめっき処理を施す対象箇所のサイズ、形状に応じて決定することが出来る。図3は、ワークWの一例を示す図であって、図3(a)はこのワークWの平面図の一例であり、図3(b)は、このワークWの側面図の一例である。なお、図3(a)は、簡略のために、4つの電気用接点部材W1〜W4までしか示していないが、実際には、ワークWは、長手方向Lに沿って多数の電気用接点W1〜Wnを備えている。そして図3(a)に示すような電気用接点部材Wの場合、一例として図3(b)に示す対象箇所Tにめっき処理が施される。
【0029】
電極12の直径は、対象箇所Tのサイズが大きい場合にはそれに応じて大きくすれば良いし、対象箇所Tのサイズが小さい場合にはそれに応じて小さくすれば良い。またワークWや対象箇所Tの形状によっても使い分けると良い。ただし、特に5.0MMφ以下の細い電極12は、駆動部14によって回転された場合、多少なりとも「振れ」が発生する恐れがある。したがって、これを阻止するために、図示しない固定手段によって、電極12を長手方向Lの正負方向に引っ張って固定する。
【0030】
めっき液含浸部16は、電極12の外側に円周方向に沿って巻かれて配置された吸湿性繊維層の第1の層16aと、その外側に巻かれて配置された多数の含浸穴を設けた耐摩耗性に優れ、電気絶縁性材で被覆された第2の層16bとの2層構造を有し、第1の層16aは、例えばナイロン、テトロン、ポリビニールアルコール等の化学繊維や綿、麻、絹等の天然繊維やこれらの混紡繊維で、吸湿性に優れ、電気絶縁性を有するものなら何でも良いが、めっき液の種類によってはこれら繊維を損傷し、しかもめっき液を汚染する場合もあり、化学繊維がより好ましく使用出来る。電極に被覆された第2の層16bは、長手方向Lに沿って移送されるワークWのめっき処理が施される対象箇所Tと接触する部位であるために、ワークWがスムーズに移動されるように、例えばポリアセタール樹脂、ウレタン樹脂、テフロン(登録商標)樹脂、ナイロン樹脂、ポリエチレン樹脂に代表される樹脂類のように滑りの良く電気絶縁体の材質からなるのが好適であるが、その他めっき液を汚染しないで滑りの良い特性を有する何れの物質も用いることも可能である。
【0031】
電極に被覆された第2の層16bの表面には、めっき液を含浸するための多数の含浸穴17が設けられている。この含浸穴17は、第2の層16bの表面に、例えば千鳥状に配置される。
【0032】
なお、一例として示せば、電極に被覆された第1の層16aである吸湿性繊維層の厚みは0.2MM、第2の層16bの厚さは、0.2MM、含浸穴17の直径は0.8MM、含浸穴17のピッチは0,8MMである。
【0033】
めっき液貯液部18は、上方に、長手方向Lに沿って開口部19が設けられたパイプ状をしており、めっき液含浸部16に供給されるめっき液Mを貯液し、アクリルパイプのような透明性に優れた材質からなるのがめっき液の流動を観察出来て好適である。開口部19は、めっき液供給部20を挿入するためのものである。
【0034】
めっき液循環ライン32aは、図示しないめっき液タンクからポンプアップされためっき液Mを、めっき液貯液部18に供給するためのラインである。一方、めっき液循環ライン32bは、めっき液循環ライン32aによってめっき液貯液部18に供給されためっき液Mを再びめっき液タンクに戻すためのラインである。このようなめっき液循環ライン32a、32b及び図示しないめっき液タンク及びポンプによって、めっき液貯液部18にめっき液Mが連続的に供給される。
【0035】
めっき液供給部20は、比較的硬い連続気孔を有する多孔質材料からなる四角柱棒状をしており、めっき液貯液部18の開口部19から、めっき液貯液部18に挿入される。そして挿入配置された状態において、図2に示すように、上端部はめっき液貯液部18から突出しており、略下半分はめっき液貯液部18の内側面から隙間Tを保持した状態でめっき液Mに含浸している。これによって、長手方向Lに沿った1面であるS1が、めっき液含浸部16bと接触し、長手方向Lに沿った面S1以外の面のうち3面である面S2〜S4が、めっき液貯液部18に貯液されためっき液Mと接触する。
【0036】
なお、隙間Tの役割について説明する。このめっき液貯液部18の内側面からめっき液供給部20までの間に確保された隙間Tは、重要な役割を果たしている。つまり、この隙間Tがあることによって、めっき液タンクからポンプアップされためっき液Mが、めっき液循環ライン32a、32bを介してスムーズにめっき液タンクに戻ることが出来るからである。もしも隙間Tが存在しないと、めっき液タンクからポンプアップされためっき液Mが、めっき液循環ライン32a、32bを介してスムーズにめっき液タンクに戻ることができず、めっき液貯液部18内の圧力が上昇し、最悪の場合には、ポンプの故障や、めっき液Mがめっき液貯液部18の開口部19から噴出し、ワークWの、本来めっき処理を施す必要の無い部分までめっき液Mが付着する恐れがあるために、めっき品質へ与える影響も大きい。もちろん、隙間Tが確保されていても、めっき液タンクからポンプアップされためっき液Mが、めっき液循環ライン32a、32bを介してスムーズにめっき液タンクに戻ることができない場合もありうるが、上述したようにめっき液貯液部18には、アクリルパイプのような透明性に優れた材質が用いられているので、めっき液貯液部18内をめっき液Mが循環している様子を目視により確認することができるので、万が一、スムーズにめっき液Mが循環していない場合には、必要な対策を講じることができる。
【0037】
このような構成により、めっき液供給部20は、めっき液貯液部18内のめっき液Mを、面S2〜S4を介して吸い上げて吸収する。この吸い上げる量は、めっき液貯液部18内のめっき液Mの量の多少の増減には鈍感で自動調整することができ、自動調整が効かないほどの制御が必要になった場合には多孔質材料の品番を変更して交換する事で対応することができる。交換は古いめっき液供給部20を抜き出し、新しいめっき液供給部20を差し込むことによって簡単に行なうことができる。
【0038】
このようにしてめっき液供給部20にめっき液Mが吸収された状態でワークWに陰極をかけ、電極12に陽極をかけ、駆動部14によって電極12を回転方向Rに沿って回転させると、めっき液供給部20に吸収されためっき液Mが面S1を介してめっき液含浸部16に供給されるようになる。これによって、電極に被覆された第2の層16bの含浸穴17を介して第1の層16aの吸湿性繊維層に達し、めっき液Mが含浸され、含浸しためっき液Mが電極12の回転に伴ってワークWの対象箇所Tに接触した際に、対象箇所Tがめっき液Mにとってめっきされることになる。なお、このときワークWは、図示しないピンチローラによって連続的に移送されており、めっきは連続的に行なわれる。したがって、めっき液供給部20に用いられる多孔質材料は、めっき液Mのフィルタの役目も果たす効果が有り、ワークWの対象箇所Tにおけるめっき皮膜のスムーズな成膜に寄与する。
【0039】
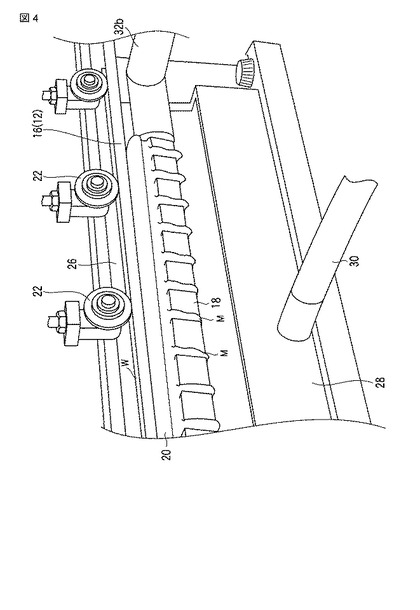
図4は、めっき液回収槽28を説明するために、図1の一部を示し斜視図である。図4に示すように、含浸穴17から溢れた余分なめっき液Mは、めっき液貯液部18の周囲を囲むように設けられためっき液回収槽28に回収されるようにしている。
【0040】
めっき液回収槽28には、めっき液回収ライン30が接続されている。めっき液回収ライン30は、めっき液回収槽28に貯まっためっき液Mを、図示しないめっき液タンクに戻すためのラインである。めっき液回収槽28に貯まっためっき液Mを、図示しないめっき液タンクに戻すためには、自重を用いた静的な移送でも、あるいはポンプ等を用いた動的な移送でも何れの方法を用いても良い。
【0041】
ガイドローラ24は、ワークWを、長手方向Lに沿ってめっき液含浸部16の第2の層16bに接触しながら連続的に移送するためのものである。これによって、例えば、毎分10Mの速度で、対象箇所Tにめっき処理を施すことができる。
【0042】
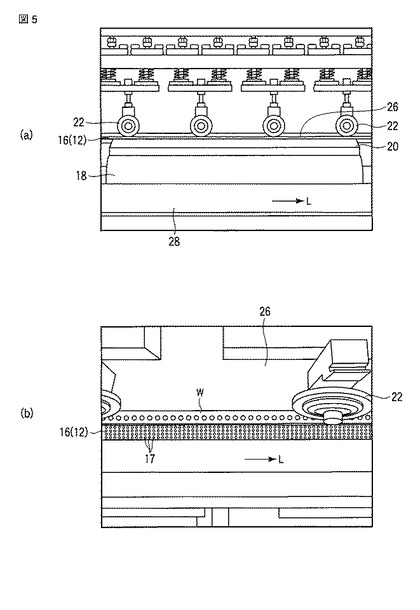
図5(a)は押さえローラ22の作用を説明するために、図1の一部を拡大した図であり、図5(b)は、押さえローラ22の作用を説明するために、図5(a)の一部を上方から見た図である。押さえローラ22は、図5(a)及び図5(b)に示すように、ガイドローラ24によって長手方向Lに沿って連続的に移送されるワークWが、移送中にズレることなく、めっき液含浸部16の第2の層16bに適切に接触するようにワークWを押さえる。
【0043】
押さえ冶具26は、例えばポリアセタール、ポリエチレン、テフロン等のようなワークを傷つけず、滑り性が良く、耐摩耗性に優れた材質なら何でも良い。図2に示すようにガイドローラ24によって長手方向Lに沿って連続的に移送されるワークWが、移送中にズレることなく、めっき液含浸部16の第2の層16bに適切に接触するようにワークWを固定する。
【0044】
めっき液供給部20は、比較的硬い多孔質材料からなるので、面S2〜S4を介してめっき液Mが吸収した場合であっても、変形し難い。
【0045】
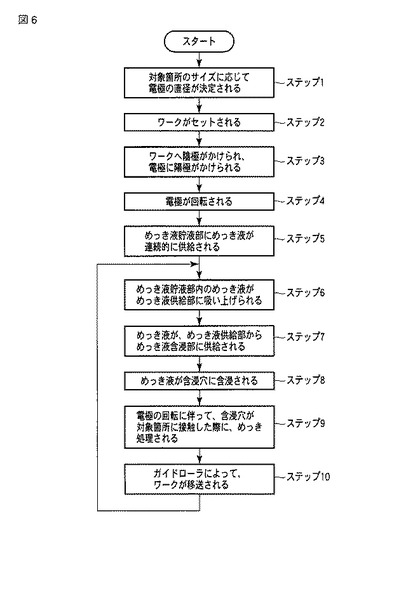
次に、以上のように構成した同実施の形態に係わるめっき装置の動作について図6のフローチャートを用いて説明する。
【0046】
まず、ワークWの対象箇所Tにめっき処理を施す場合には、対象箇所Tのサイズや形状に応じて電極12の直径が選択される。すなわち、対象箇所Tのサイズが大きい場合にはそれに応じて大きな直径の電極12が選択され、対象箇所Tのサイズが小さい場合にはそれに応じて小さな直径の電極12が選択され、セットされる。ワークWの形状によっても最適な大きさの電極12を選択すると良い。更に、図示しない固定手段によって、電極12が長手方向Lの正負方向に引っ張り固定される(ステップ1)。
【0047】
次にワークWが、ガイドローラ24によって長手方向Lに沿って移送されるように同実施形態に係わるめっき装置にセットされる。更に、図2に示すように押さえ冶具26によって、図5(a)及び図5(b)に示すように押さえローラ22によって、ワークWが、移送中にズレることなく、めっき液含浸部16の第2の層16bに適切に接触するように固定される(ステップ2)。
【0048】
このようにしてワークWが固定されると、ワークWへ陰極がかけられる一方、この電極12には陽極がかけられる(ステップ3)。そして駆動部14によって、電極12が、回転方向Rに沿って回転される(ステップ4)。なお、電極12は、長手方向Lの正負方向に引っ張り固定されるので、駆動部14によって回転された場合であっても、「振れ」が発生することはない。
【0049】
一方、アクリルパイプのような透明性に優れた材質からなるめっき液貯液部18に、めっき液循環ライン32aを介して、図示しないめっき液タンクからポンプアップされためっき液Mが供給される。このようにして供給されためっき液Mは、めっき液貯液部18内を循環して、めっき液循環ライン32bから、再びめっき液タンクに戻される。このようにして、めっき液貯液部18にめっき液Mが連続的に供給される(ステップ5)。
【0050】
めっき液貯液部18には、開口部19を介して、比較的硬い多孔質材料からなる四角柱棒状をしためっき液供給部20が挿入配置されている。そして、挿入配置された状態において、図2に示すように、上端部はめっき液貯液部18から突出しており、略下半分はめっき液貯液部18の内側面から隙間Tを保持した状態でめっき液Mに含浸している。これによって、長手方向Lに沿った1面である面S1が、めっき液含浸部16の第2の層16bと接触し、長手方向Lに沿った面S1以外の面のうち3面である面S2〜面S4が、めっき液貯液部18に貯液されためっき液Mと接触している。また、隙間Tを保持していることによって、めっき液貯液部18内におけるめっき液Mのスムーズな循環がなされない場合であっても、めっき液貯液部18には、アクリルパイプのような透明性に優れた材質が用いられているので、その状態を目視により把握することができるので、必要な対策を講じることができる。
【0051】
このような構成により、めっき液貯液部18内のめっき液Mが、面S2〜S4を介してめっき液供給部20に吸い上げられる(ステップ6)。この吸い上げ量は、めっき液貯液部18内のめっき液Mの量の多少の増減には鈍感で自動調整することができ、自動調整が効かないほどの制御が必要に成った場合には多孔質材料の品番を変更して交換する事で対応することができる。交換は、古いめっき液供給部20を抜き出し、新しいめっき液供給部20を差し込むことによって簡単に行なうことができる。
【0052】
更に、めっき液供給部20に吸収されためっき液Mは、面S1を介してめっき液含浸部16に供給される(ステップ7)。めっき液含浸部16は、電極12の外側に円周方向に沿って巻かれて配置された、めっき液を含浸するための電気絶縁性材料からなる第1の層16aと、その外周に多数の含浸穴が表面に設けられた耐摩耗性に優れ、電気絶縁性の良い材料で被覆された第2の層16bの2層構造からなっている。第2の層16bは、長手方向Lに沿って移送されるワークWのめっき処理が施される対象箇所Tと接触する部位であり、例えば例えばポリアセタール樹脂、ウレタン樹脂、テフロン樹脂、ナイロン樹脂、ポリエチレン樹脂に代表される樹脂類のように滑りの良い材質からなるので、ワークWはスムーズに移動できる。更に、第2の層16bの表面には、めっき液を含浸するための多数の含浸穴17が千鳥状に配置されて設けられている。めっき液供給部20は、比較的硬い多孔質材料からなるので、面S2〜S4を介してめっき液Mが吸収した場合であっても、電極12が回転している場合であっても、変形しない。
【0053】
このような構造によって、めっき液含浸部16に供給されるめっき液Mは、第の層16bの含浸穴17を介して第1の層16aに含浸される(ステップ8)。なお、含浸穴17から溢れた余分なめっき液Mは、めっき液貯液部18の周囲を囲むように設けられためっき液回収槽28に回収される。めっき液回収槽28には、めっき液回収ライン30が接続されており、めっき液回収槽28に貯まっためっき液Mは、めっき液回収ライン30によって、図示しないめっき液タンクに戻される。
【0054】
このように含浸穴17にめっき液Mが含浸した状態で、電極12が回転すると含浸穴17が電極12の回転に伴ってワークWの対象箇所Tに接触した際に、対象箇所Tがめっき液Mによってめっきされる(ステップ9)。
【0055】
このようにして一度のめっき処理が完了すると、ガイドローラ24によって、ワークWの長手方向Lに沿って移送される(ステップ10)。このようにして例えば毎分10Mの速度で、対象箇所Tに連続的にめっき処理を施すことができる。
【0056】
なお、図6のフローチャートに示す処理ステップの順番及びそれに関する上記説明はあくまで一例であって、図6のフローチャートに示す処理ステップの順番を、例えばステップ1とステップ2との順番を変更したり、あるいはステップ3,4,5の順番を変更したり、部分的に変更することも可能である。また、説明の都合上、各処理ステップを連続的な処理として説明しているが、例えばステップ3,4,5のような複数の処理ステップを、並行して実施することも可能である。
【0057】
上述したように、同実施の形態に係わるめっき装置は、微小部分に対するめっき処理における従来技術における問題点を解決することができる。すなわち、従来技術によるめっき装置では、めっき液を含浸可能な布または不織布で表面を被覆した金属製回転ロールを用いていたために、ワークのバリ面に対する耐久性が低く、また、めっき品質も低いという問題があったが、同実施に係わるめっき装置は、このような布または不織布を用いないので、耐久性もめっき品質も高めることができる。
【0058】
また、従来技術によるめっき装置では、金属製回転ロールへのめっき液を安定して供給するために、めっき液供給部へ適量のめっき液を供給し、めっき液供給部においてめっき液を含浸する筒状の布を膨らませる必要があったが、この筒状の布が膨らむと、電極との接触面積も大きくなってしまい、電極において、めっきのために使用される有効な面積も狭くなってしまい、効率的なめっき処理が阻害されていたが、めっき液を供給するためにこのような筒状の布を用いることもなく、多孔質材料からなるめっき液供給部を用いて、適正量のめっき液の供給を容易に制御することができ、高いめっき品質を維持することができる。
【0059】
以上のことから、本発明によれば、微小部分に対してめっき処理を行う場合であっても、耐久性や作業性の向上が図られたのみならず、高いめっき品質を維持することが可能なめっき装置を実現することができる。
【0060】
以上、本発明を実施するための最良の形態について、添付図面を参照しながら説明したが、本発明はかかる構成に限定されない。特許請求の範囲の発明された技術的思想の範疇において、当業者であれば、各種の変更例及び修正例に想到し得るものであり、それら変更例及び修正例についても本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0061】
【図1】本発明の実施の形態に係るめっき装置の構成例を示す全体正面図。
【図2】図1の正面図に対応する側面概念図。
【図3】テープ状のワークWの一例を示す図であって、(a)ワークWの平面図の一例と、(b)ワークWの側面図の一例。
【図4】図1の一部を示す斜視図。
【図5】(a)図1の一部を拡大した図と、(b)図5(a)の一部を上方から見た図。
【図6】同実施の形態に係るめっき装置の動作を示すフローチャート。
【符号の説明】
【0062】
G…中心
L…長手方向
M…液
R…回転方向
S1〜S4…面
T…対象箇所
T…隙間
W…ワーク
W…電気用接点部材
10…めっき装置
12…電極
14…駆動部
16…めっき液含侵部
16a…第1の層
16b…第2の層
17…含侵穴
18…めっき液貯液部
19…開口部
20…めっき液供給部
22…抑えローラ
24…ガイドローラ
26…抑え治具
28…めっき液回収槽
30…めっき液回収ライン
32…めっき液循環ライン
【技術分野】
【0001】
本発明は、一般に、めっき装置に関し、更に詳しくは、例えばコネクターやスイッチ等のようなワークの対象箇所に対して選択的にめっきするめっき装置に関するものである。
【背景技術】
【0002】
従来、例えばコネクターやスイッチ等の電気接点部材(以下「ワーク」と称する)の電気接点箇所には、接触抵抗の最も低い金属である「金」が専ら用いられ、めっき技術によってその薄膜が利用されている。しかしながら金は高価であり、省金化してコスト削減を目指す目的で必要な箇所に部分金めっきが施されている。
【0003】
金めっきを必要とするワークの対象箇所を含め、その周辺部位を金めっき液に浸し、金めっきの不要な箇所は空気中に晒した状態でめっきする液面制御法や、スパージャーを用いてめっき不要な部位をマスクしてめっきする方法、接点部位を対極と近接して配置して接点部位に厚いめっき皮膜を設け、不要な箇所に付着した金を化学的にエッチングして除去するすると接点箇所も所定厚さにまで薄くなる方法等を挙げる事が出来る。しかしこれ等の方法は昨今の携帯電話に使用される当該コネクターに見られる如く対象箇所が極めて微細なサイズであり、従来の方法では全く対応出来ないのである。
【0004】
更なる微細な部分めっき方法として、特許文献1では、例えば1MM程度の微小幅に対しても、精度良くめっき処理を行う技術が開示されている。また、特許文献2では、開口幅0.5MM未満、例えば0.35〜0.15MM程度の極小間隔である凹部内面であったとしても、めっき処理を行う技術が開示されている。
【特許文献1】特開平6−192885
【特許文献2】特開平6−192886
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、このような従来技術では、以下のような問題がある。
【0006】
すなわち、これら従来技術による装置は、めっき液を含浸可能な電気絶縁体で表面を被覆した金属製回転ロールとめっき液供給部とから成り、当該回転ロールを陽極にし、被処理物であるワークを、当該めっき液を含んだ電気絶縁体に接触させ、必要な電場を印加しながらワークを金属製回転ロールと同方向に移送しながらめっき処理している。
【0007】
一方、ワークはロール状に巻かれた平板から連続的にプレス加工され、所定形状に加工されたものがロール状に巻き取られたている。めっき時には当該ロールから再度繰り出されて連続的に処理される。従って、ワークにはプレス加工時に生じたダレ面とバリ面が必然的に存在し、めっき処理時に、特にバリ面が大きな品質問題や生産性の問題を引き起こしている。
【0008】
昨今の、特にコネクターには、このダレ面、バリ面の双方に部分めっきを施す仕様の要求が増加して来ている。すなわち、同一コネクターの所定の2箇所以上に金めっきをすることが求められている。電気接点部位の他に、はんだ付けする箇所(以下リード部と称する)への金めっきの要求がそれである。特に当該リード部はバリ面を利用する事が多く、この部位に対するめっきの品質や生産性上の問題を抱えている。
【0009】
電気絶縁体には、めっき液を含浸させる為に繊維を織り込んだ布、または不織布が用いられており、ワークのバリ面に対する耐久性が無いと言う大きな問題を抱えている。めっき液を含んだ当該電気絶縁体の上を、ワークが移送されてめっきされるのであり、元々ダレ面対する耐久性も充分でなかったこともあり、バリ面に対する耐久性は全く無いのである。つまりワークのプレス成型時にワーク表面に発生した微小バリによって、1時間もしない内に布表面が毛羽立ってしまい、求められるめっき範囲を維持出来ない状態になってしまう。またこのような状態でめっき処理を行うと、結果的に切れた繊維がワーク表面に付着したまま製品になってしまうことも有り、接点不良を引き起こす恐れがあるという問題もある。
【0010】
また、金属製回転ロールへめっき液を安定して供給するためには、めっき液供給部へ適正量のめっき液を供給し、めっき液供給部においてめっき液を含浸する筒状の布を膨らませる必要がある。しかしながらこの筒状の布が膨らむと、ワークとの接触面積も同時に大きく変動するため、電流密度が一定せず、適正膜厚が得られないといった重大な品質問題発生の要因をはらんでいる。このような、効率的な処理が阻害されるという問題がある。
【0011】
また、めっき液供給部において、めっき液を含浸する筒状の布を膨らませながら適性量のめっき液を供給するための制御は容易ではない。供給量が少なすぎると、金属イオンの不足が起こり、電圧が上昇して行き、最後には火花放電が発生して電極や絶縁体を損傷させる恐れがある。一方、供給量が多すぎると、より広い範囲にめっきがついてしまい、適正膜厚が得られなかったり、求められるめっき範囲が維持出来ないといった品質を損ねたり、規格外品となってしまう恐れもある。供給される液量を常に維持する為には、電極表面の布製絶縁体の厚みと材質を、対象ワーク毎に設定し直す必要がある。しなしながら、これには大変な手間がかかるため実用的ではない。
【0012】
本発明はこの様な事情に鑑みなされたものであり、微小部分に対するめっき処理を精度良くかつ効率良く行うめっき装置において、絶縁体に布を用いない事によってワークのバリ面に対する耐久性を高めるとともに、めっき液を含浸する筒状の布を用いないことによって、適正量のめっき液の供給を容易に制御することが可能なめっき装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明では、以下のような手段を講じる。
【0014】
すなわち、請求項1の発明は、陰極がかけられるワークの対象箇所に選択的にめっきするためのめっき装置であって、陽極がかけられる四角柱棒状の電極と、電極を、長手方向に直交する断面円の中心を通る線を回転軸として回転させる駆動部と、電極の外側に円周方向に沿って巻かれて配置され、めっき液を含浸するための電気絶縁性で吸湿性繊維層からなる第1の層と、その外周に多数の含浸穴が表面に設けられた耐摩耗性に優れ、電気絶縁性の良い材料で被覆された第2の層からなるめっき液含浸部と、めっき液含浸部に供給されるめっき液を貯液するめっき液貯液部と、四角柱棒状であって、長手方向が、前記電極の長手方向と一致し、長手方向に沿った1面が前記めっき液含浸・電気絶縁部と接触している第1の接触面であり、長手方向に沿った他の面である3面が前記めっき液貯液部に貯液されためっき液と接触している第2の接触面であり、めっき液貯液部に貯液されためっき液が、第2の接触面を介して吸収され、吸収されためっき液が、第1の接触面からめっき液含浸部に供給されるめっき液供給部と、めっき液含浸部を備えた電極上に、ワークの所定位置を精度良く配置する為のワーク位置決め部とを備えている。そして位置決めをされたワークに陰極がかけられ、電極に陽極がかけられた状態で、駆動部によって前記電極が回転されながら、めっき液含浸部の含浸穴を介して吸湿性繊維層に含浸されためっき液に接触するように配置されたワークの対象箇所に選択的にめっきする。
【0015】
請求項2の発明は、テープ状のワークを長手方向に沿って前記めっき液含浸部に接触するように配置することによって、複数の対象箇所に対して同時にめっきするようにした請求項1に記載のめっき装置である。
【0016】
請求項3の発明は、めっき液供給部は、連続した気孔を有する多孔質材料からなる請求項1または2の発明のめっき装置である。
【0017】
請求項4の発明は、めっき液供給部は、第2の接触面を介してのめっき液が吸収された場合であっても変形し難い請求項1乃至3の何れか1項の発明のめっき装置である。
【0018】
請求項5の発明は、電極が回転している場合であっても、変形し難い請求項1乃至4のうち何れか1項の発明のめっき装置である。
【0019】
請求項6の発明は、含浸穴は、前記めっき液含浸の表面に、千鳥状に配置されて設けられている請求項1乃至5のうち何れか1項記載のめっき装置である。
【0020】
請求項7の発明は、電極の直径を、対象箇所のサイズに応じて決定する請求項1乃至6のうち何れか1項に記載のめっき装置である。
【発明の効果】
【0021】
本発明によれば、微小部分に対するめっき処理を、精度良くかつ効率的に行うめっき装置において、電極表面にめっき液を含浸するための電気絶縁性材料からなる第1の層と、その外周に配置された多数の含浸穴が表面に設けられた耐磨耗性に優れ、電気絶縁性を有する材料からなるめっき液含浸部を備えているので、ワークのダレ面に対する耐久性は勿論、バリ面に対する耐久性を著しく高める事が出来る。また、めっき液を含浸する筒状の布を用いないことによって、適正量のめっき液の供給を容易に制御出来る。
【発明を実施するための最良の形態】
【0022】
以下に、本発明を実施するための最良の形態について図面を参照しながら説明する。
【0023】
図1は本発明の実施の形態に係わるめっき装置の構成例を示す全体正面図である。
【0024】
図2は、図1の正面図に対応する側面概念図である。
【0025】
すなわち、本発明の実施形態に係わるめっき装置10は、電極12と、図示しないモーター駆動による駆動部14と、めっき液含浸部16と、めっき液貯液部18と、めっき液供給部20と、ワークWの移送方向に対して直交する方向にワークWが特に振れないようにする押さえローラ22と、ワークWの移送用ガイドローラ24と、ワークWの移送方向に対して直交する方向にワークWが特に振れないようにする押さえ治具26と、めっき液回収槽28と、めっき液回収ライン30と、めっき液循環ライン32とを備えている。
【0026】
例えばTi−PTからなる電極12は、円柱棒状にしており、ワークWへのめっき処理を行う場合には、ワークWへ陰極がかけられる一方、この電極12には陽極がかけられる。
【0027】
駆動部14は、電極12を、長手方向Lに直交する断面円の中心Gを通る線を回転軸として回転方向Rに沿って回転させる。但し、ワークWの形状によっては逆方向に回転させた方が好ましい場合もあり、図示する回転方向Rに拘るものではない。
【0028】
なお、電極12の直径は、ワークWにおいてめっき処理を施す対象箇所のサイズ、形状に応じて決定することが出来る。図3は、ワークWの一例を示す図であって、図3(a)はこのワークWの平面図の一例であり、図3(b)は、このワークWの側面図の一例である。なお、図3(a)は、簡略のために、4つの電気用接点部材W1〜W4までしか示していないが、実際には、ワークWは、長手方向Lに沿って多数の電気用接点W1〜Wnを備えている。そして図3(a)に示すような電気用接点部材Wの場合、一例として図3(b)に示す対象箇所Tにめっき処理が施される。
【0029】
電極12の直径は、対象箇所Tのサイズが大きい場合にはそれに応じて大きくすれば良いし、対象箇所Tのサイズが小さい場合にはそれに応じて小さくすれば良い。またワークWや対象箇所Tの形状によっても使い分けると良い。ただし、特に5.0MMφ以下の細い電極12は、駆動部14によって回転された場合、多少なりとも「振れ」が発生する恐れがある。したがって、これを阻止するために、図示しない固定手段によって、電極12を長手方向Lの正負方向に引っ張って固定する。
【0030】
めっき液含浸部16は、電極12の外側に円周方向に沿って巻かれて配置された吸湿性繊維層の第1の層16aと、その外側に巻かれて配置された多数の含浸穴を設けた耐摩耗性に優れ、電気絶縁性材で被覆された第2の層16bとの2層構造を有し、第1の層16aは、例えばナイロン、テトロン、ポリビニールアルコール等の化学繊維や綿、麻、絹等の天然繊維やこれらの混紡繊維で、吸湿性に優れ、電気絶縁性を有するものなら何でも良いが、めっき液の種類によってはこれら繊維を損傷し、しかもめっき液を汚染する場合もあり、化学繊維がより好ましく使用出来る。電極に被覆された第2の層16bは、長手方向Lに沿って移送されるワークWのめっき処理が施される対象箇所Tと接触する部位であるために、ワークWがスムーズに移動されるように、例えばポリアセタール樹脂、ウレタン樹脂、テフロン(登録商標)樹脂、ナイロン樹脂、ポリエチレン樹脂に代表される樹脂類のように滑りの良く電気絶縁体の材質からなるのが好適であるが、その他めっき液を汚染しないで滑りの良い特性を有する何れの物質も用いることも可能である。
【0031】
電極に被覆された第2の層16bの表面には、めっき液を含浸するための多数の含浸穴17が設けられている。この含浸穴17は、第2の層16bの表面に、例えば千鳥状に配置される。
【0032】
なお、一例として示せば、電極に被覆された第1の層16aである吸湿性繊維層の厚みは0.2MM、第2の層16bの厚さは、0.2MM、含浸穴17の直径は0.8MM、含浸穴17のピッチは0,8MMである。
【0033】
めっき液貯液部18は、上方に、長手方向Lに沿って開口部19が設けられたパイプ状をしており、めっき液含浸部16に供給されるめっき液Mを貯液し、アクリルパイプのような透明性に優れた材質からなるのがめっき液の流動を観察出来て好適である。開口部19は、めっき液供給部20を挿入するためのものである。
【0034】
めっき液循環ライン32aは、図示しないめっき液タンクからポンプアップされためっき液Mを、めっき液貯液部18に供給するためのラインである。一方、めっき液循環ライン32bは、めっき液循環ライン32aによってめっき液貯液部18に供給されためっき液Mを再びめっき液タンクに戻すためのラインである。このようなめっき液循環ライン32a、32b及び図示しないめっき液タンク及びポンプによって、めっき液貯液部18にめっき液Mが連続的に供給される。
【0035】
めっき液供給部20は、比較的硬い連続気孔を有する多孔質材料からなる四角柱棒状をしており、めっき液貯液部18の開口部19から、めっき液貯液部18に挿入される。そして挿入配置された状態において、図2に示すように、上端部はめっき液貯液部18から突出しており、略下半分はめっき液貯液部18の内側面から隙間Tを保持した状態でめっき液Mに含浸している。これによって、長手方向Lに沿った1面であるS1が、めっき液含浸部16bと接触し、長手方向Lに沿った面S1以外の面のうち3面である面S2〜S4が、めっき液貯液部18に貯液されためっき液Mと接触する。
【0036】
なお、隙間Tの役割について説明する。このめっき液貯液部18の内側面からめっき液供給部20までの間に確保された隙間Tは、重要な役割を果たしている。つまり、この隙間Tがあることによって、めっき液タンクからポンプアップされためっき液Mが、めっき液循環ライン32a、32bを介してスムーズにめっき液タンクに戻ることが出来るからである。もしも隙間Tが存在しないと、めっき液タンクからポンプアップされためっき液Mが、めっき液循環ライン32a、32bを介してスムーズにめっき液タンクに戻ることができず、めっき液貯液部18内の圧力が上昇し、最悪の場合には、ポンプの故障や、めっき液Mがめっき液貯液部18の開口部19から噴出し、ワークWの、本来めっき処理を施す必要の無い部分までめっき液Mが付着する恐れがあるために、めっき品質へ与える影響も大きい。もちろん、隙間Tが確保されていても、めっき液タンクからポンプアップされためっき液Mが、めっき液循環ライン32a、32bを介してスムーズにめっき液タンクに戻ることができない場合もありうるが、上述したようにめっき液貯液部18には、アクリルパイプのような透明性に優れた材質が用いられているので、めっき液貯液部18内をめっき液Mが循環している様子を目視により確認することができるので、万が一、スムーズにめっき液Mが循環していない場合には、必要な対策を講じることができる。
【0037】
このような構成により、めっき液供給部20は、めっき液貯液部18内のめっき液Mを、面S2〜S4を介して吸い上げて吸収する。この吸い上げる量は、めっき液貯液部18内のめっき液Mの量の多少の増減には鈍感で自動調整することができ、自動調整が効かないほどの制御が必要になった場合には多孔質材料の品番を変更して交換する事で対応することができる。交換は古いめっき液供給部20を抜き出し、新しいめっき液供給部20を差し込むことによって簡単に行なうことができる。
【0038】
このようにしてめっき液供給部20にめっき液Mが吸収された状態でワークWに陰極をかけ、電極12に陽極をかけ、駆動部14によって電極12を回転方向Rに沿って回転させると、めっき液供給部20に吸収されためっき液Mが面S1を介してめっき液含浸部16に供給されるようになる。これによって、電極に被覆された第2の層16bの含浸穴17を介して第1の層16aの吸湿性繊維層に達し、めっき液Mが含浸され、含浸しためっき液Mが電極12の回転に伴ってワークWの対象箇所Tに接触した際に、対象箇所Tがめっき液Mにとってめっきされることになる。なお、このときワークWは、図示しないピンチローラによって連続的に移送されており、めっきは連続的に行なわれる。したがって、めっき液供給部20に用いられる多孔質材料は、めっき液Mのフィルタの役目も果たす効果が有り、ワークWの対象箇所Tにおけるめっき皮膜のスムーズな成膜に寄与する。
【0039】
図4は、めっき液回収槽28を説明するために、図1の一部を示し斜視図である。図4に示すように、含浸穴17から溢れた余分なめっき液Mは、めっき液貯液部18の周囲を囲むように設けられためっき液回収槽28に回収されるようにしている。
【0040】
めっき液回収槽28には、めっき液回収ライン30が接続されている。めっき液回収ライン30は、めっき液回収槽28に貯まっためっき液Mを、図示しないめっき液タンクに戻すためのラインである。めっき液回収槽28に貯まっためっき液Mを、図示しないめっき液タンクに戻すためには、自重を用いた静的な移送でも、あるいはポンプ等を用いた動的な移送でも何れの方法を用いても良い。
【0041】
ガイドローラ24は、ワークWを、長手方向Lに沿ってめっき液含浸部16の第2の層16bに接触しながら連続的に移送するためのものである。これによって、例えば、毎分10Mの速度で、対象箇所Tにめっき処理を施すことができる。
【0042】
図5(a)は押さえローラ22の作用を説明するために、図1の一部を拡大した図であり、図5(b)は、押さえローラ22の作用を説明するために、図5(a)の一部を上方から見た図である。押さえローラ22は、図5(a)及び図5(b)に示すように、ガイドローラ24によって長手方向Lに沿って連続的に移送されるワークWが、移送中にズレることなく、めっき液含浸部16の第2の層16bに適切に接触するようにワークWを押さえる。
【0043】
押さえ冶具26は、例えばポリアセタール、ポリエチレン、テフロン等のようなワークを傷つけず、滑り性が良く、耐摩耗性に優れた材質なら何でも良い。図2に示すようにガイドローラ24によって長手方向Lに沿って連続的に移送されるワークWが、移送中にズレることなく、めっき液含浸部16の第2の層16bに適切に接触するようにワークWを固定する。
【0044】
めっき液供給部20は、比較的硬い多孔質材料からなるので、面S2〜S4を介してめっき液Mが吸収した場合であっても、変形し難い。
【0045】
次に、以上のように構成した同実施の形態に係わるめっき装置の動作について図6のフローチャートを用いて説明する。
【0046】
まず、ワークWの対象箇所Tにめっき処理を施す場合には、対象箇所Tのサイズや形状に応じて電極12の直径が選択される。すなわち、対象箇所Tのサイズが大きい場合にはそれに応じて大きな直径の電極12が選択され、対象箇所Tのサイズが小さい場合にはそれに応じて小さな直径の電極12が選択され、セットされる。ワークWの形状によっても最適な大きさの電極12を選択すると良い。更に、図示しない固定手段によって、電極12が長手方向Lの正負方向に引っ張り固定される(ステップ1)。
【0047】
次にワークWが、ガイドローラ24によって長手方向Lに沿って移送されるように同実施形態に係わるめっき装置にセットされる。更に、図2に示すように押さえ冶具26によって、図5(a)及び図5(b)に示すように押さえローラ22によって、ワークWが、移送中にズレることなく、めっき液含浸部16の第2の層16bに適切に接触するように固定される(ステップ2)。
【0048】
このようにしてワークWが固定されると、ワークWへ陰極がかけられる一方、この電極12には陽極がかけられる(ステップ3)。そして駆動部14によって、電極12が、回転方向Rに沿って回転される(ステップ4)。なお、電極12は、長手方向Lの正負方向に引っ張り固定されるので、駆動部14によって回転された場合であっても、「振れ」が発生することはない。
【0049】
一方、アクリルパイプのような透明性に優れた材質からなるめっき液貯液部18に、めっき液循環ライン32aを介して、図示しないめっき液タンクからポンプアップされためっき液Mが供給される。このようにして供給されためっき液Mは、めっき液貯液部18内を循環して、めっき液循環ライン32bから、再びめっき液タンクに戻される。このようにして、めっき液貯液部18にめっき液Mが連続的に供給される(ステップ5)。
【0050】
めっき液貯液部18には、開口部19を介して、比較的硬い多孔質材料からなる四角柱棒状をしためっき液供給部20が挿入配置されている。そして、挿入配置された状態において、図2に示すように、上端部はめっき液貯液部18から突出しており、略下半分はめっき液貯液部18の内側面から隙間Tを保持した状態でめっき液Mに含浸している。これによって、長手方向Lに沿った1面である面S1が、めっき液含浸部16の第2の層16bと接触し、長手方向Lに沿った面S1以外の面のうち3面である面S2〜面S4が、めっき液貯液部18に貯液されためっき液Mと接触している。また、隙間Tを保持していることによって、めっき液貯液部18内におけるめっき液Mのスムーズな循環がなされない場合であっても、めっき液貯液部18には、アクリルパイプのような透明性に優れた材質が用いられているので、その状態を目視により把握することができるので、必要な対策を講じることができる。
【0051】
このような構成により、めっき液貯液部18内のめっき液Mが、面S2〜S4を介してめっき液供給部20に吸い上げられる(ステップ6)。この吸い上げ量は、めっき液貯液部18内のめっき液Mの量の多少の増減には鈍感で自動調整することができ、自動調整が効かないほどの制御が必要に成った場合には多孔質材料の品番を変更して交換する事で対応することができる。交換は、古いめっき液供給部20を抜き出し、新しいめっき液供給部20を差し込むことによって簡単に行なうことができる。
【0052】
更に、めっき液供給部20に吸収されためっき液Mは、面S1を介してめっき液含浸部16に供給される(ステップ7)。めっき液含浸部16は、電極12の外側に円周方向に沿って巻かれて配置された、めっき液を含浸するための電気絶縁性材料からなる第1の層16aと、その外周に多数の含浸穴が表面に設けられた耐摩耗性に優れ、電気絶縁性の良い材料で被覆された第2の層16bの2層構造からなっている。第2の層16bは、長手方向Lに沿って移送されるワークWのめっき処理が施される対象箇所Tと接触する部位であり、例えば例えばポリアセタール樹脂、ウレタン樹脂、テフロン樹脂、ナイロン樹脂、ポリエチレン樹脂に代表される樹脂類のように滑りの良い材質からなるので、ワークWはスムーズに移動できる。更に、第2の層16bの表面には、めっき液を含浸するための多数の含浸穴17が千鳥状に配置されて設けられている。めっき液供給部20は、比較的硬い多孔質材料からなるので、面S2〜S4を介してめっき液Mが吸収した場合であっても、電極12が回転している場合であっても、変形しない。
【0053】
このような構造によって、めっき液含浸部16に供給されるめっき液Mは、第の層16bの含浸穴17を介して第1の層16aに含浸される(ステップ8)。なお、含浸穴17から溢れた余分なめっき液Mは、めっき液貯液部18の周囲を囲むように設けられためっき液回収槽28に回収される。めっき液回収槽28には、めっき液回収ライン30が接続されており、めっき液回収槽28に貯まっためっき液Mは、めっき液回収ライン30によって、図示しないめっき液タンクに戻される。
【0054】
このように含浸穴17にめっき液Mが含浸した状態で、電極12が回転すると含浸穴17が電極12の回転に伴ってワークWの対象箇所Tに接触した際に、対象箇所Tがめっき液Mによってめっきされる(ステップ9)。
【0055】
このようにして一度のめっき処理が完了すると、ガイドローラ24によって、ワークWの長手方向Lに沿って移送される(ステップ10)。このようにして例えば毎分10Mの速度で、対象箇所Tに連続的にめっき処理を施すことができる。
【0056】
なお、図6のフローチャートに示す処理ステップの順番及びそれに関する上記説明はあくまで一例であって、図6のフローチャートに示す処理ステップの順番を、例えばステップ1とステップ2との順番を変更したり、あるいはステップ3,4,5の順番を変更したり、部分的に変更することも可能である。また、説明の都合上、各処理ステップを連続的な処理として説明しているが、例えばステップ3,4,5のような複数の処理ステップを、並行して実施することも可能である。
【0057】
上述したように、同実施の形態に係わるめっき装置は、微小部分に対するめっき処理における従来技術における問題点を解決することができる。すなわち、従来技術によるめっき装置では、めっき液を含浸可能な布または不織布で表面を被覆した金属製回転ロールを用いていたために、ワークのバリ面に対する耐久性が低く、また、めっき品質も低いという問題があったが、同実施に係わるめっき装置は、このような布または不織布を用いないので、耐久性もめっき品質も高めることができる。
【0058】
また、従来技術によるめっき装置では、金属製回転ロールへのめっき液を安定して供給するために、めっき液供給部へ適量のめっき液を供給し、めっき液供給部においてめっき液を含浸する筒状の布を膨らませる必要があったが、この筒状の布が膨らむと、電極との接触面積も大きくなってしまい、電極において、めっきのために使用される有効な面積も狭くなってしまい、効率的なめっき処理が阻害されていたが、めっき液を供給するためにこのような筒状の布を用いることもなく、多孔質材料からなるめっき液供給部を用いて、適正量のめっき液の供給を容易に制御することができ、高いめっき品質を維持することができる。
【0059】
以上のことから、本発明によれば、微小部分に対してめっき処理を行う場合であっても、耐久性や作業性の向上が図られたのみならず、高いめっき品質を維持することが可能なめっき装置を実現することができる。
【0060】
以上、本発明を実施するための最良の形態について、添付図面を参照しながら説明したが、本発明はかかる構成に限定されない。特許請求の範囲の発明された技術的思想の範疇において、当業者であれば、各種の変更例及び修正例に想到し得るものであり、それら変更例及び修正例についても本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0061】
【図1】本発明の実施の形態に係るめっき装置の構成例を示す全体正面図。
【図2】図1の正面図に対応する側面概念図。
【図3】テープ状のワークWの一例を示す図であって、(a)ワークWの平面図の一例と、(b)ワークWの側面図の一例。
【図4】図1の一部を示す斜視図。
【図5】(a)図1の一部を拡大した図と、(b)図5(a)の一部を上方から見た図。
【図6】同実施の形態に係るめっき装置の動作を示すフローチャート。
【符号の説明】
【0062】
G…中心
L…長手方向
M…液
R…回転方向
S1〜S4…面
T…対象箇所
T…隙間
W…ワーク
W…電気用接点部材
10…めっき装置
12…電極
14…駆動部
16…めっき液含侵部
16a…第1の層
16b…第2の層
17…含侵穴
18…めっき液貯液部
19…開口部
20…めっき液供給部
22…抑えローラ
24…ガイドローラ
26…抑え治具
28…めっき液回収槽
30…めっき液回収ライン
32…めっき液循環ライン
【特許請求の範囲】
【請求項1】
陰極がかけられるワークの対象箇所に選択的にめっきするためのめっき装置であって、
陽極がかけられる円柱状の電極と、
前記電極を、長手方向に直交する断面円の中心を通る線を回転軸として回転させる駆動部と、
前記電極の外側に円周方向に沿って巻かれて配置され、めっき液を含浸するための電気絶縁性で吸湿性繊維層からなる第1の層と、その外周にめっき液を含浸させるための多数の含浸穴が表面に設けられた耐摩耗性に優れ、電気絶縁性の良い材料で被覆された第2の層からなるめっき液含浸部と、
前記めっき液含浸部に供給されるめっき液を貯液するめっき液貯液部と、
四角柱棒状であって、長手方向が、前記電極の長手方向と一致し、長手方向に沿った1面が前記めっき液含浸部と接触している第1の接触面であり、長手方向に沿った他の面である3面が前記めっき液貯液部に貯液されためっき液と接触している第2の接触面であり、前記めっき液貯液部に貯液されためっき液が、前記第2の接触面を介して吸収され、前記吸収されためっき液が、前記第1の接触面から前記めっき液含浸部に供給されるめっき液供給部と、
前記めっき液含浸部の電極上に、ワークの対象箇所に精度良く配置する為のワーク位置決め部とを備え、
位置決めをされた前記ワークに陰極がかけられ、前記電極に陽極がかけられた状態で、前記駆動部によって前記電極が回転されながら、前記めっき液含浸部の含浸穴に含浸されためっき液を、前記めっき液含浸部に接触するように配置された前記ワークの対象箇所に選択的にめっきするようにしためっき装置。
【請求項2】
テープ状のワークを前記長手方向に沿って前記めっき液含浸部に接触するように配置することによって、複数の対象箇所に対して同時にめっきするようにした請求項1に記載のめっき装置。
【請求項3】
前記めっき液供給部は、連続した気孔を有する多孔質材料からなる請求項1または2記載のめっき装置。
【請求項4】
前記めっき液供給部は、前記第2の接触面を介してめっき液が供給された場合であっても、変形し難い請求項1乃至3のうち何れか1項に記載のめっき装置。
【請求項5】
前記めっき液供給部は、前記電極が回転している場合であっても、変形し難い請求項1乃至4のうち何れか1項に記載のめっき装置。
【請求項6】
前記含浸穴は、前記めっき液含浸部の表面に、千鳥状に配置されて設けられている請求項1乃至5のうち何れか1項記載のめっき装置。
【請求項7】
前記電極の直径を、前記対象箇所のサイズに応じて決定する請求項1乃至6のうち何れか1項に記載のめっき装置。
【請求項1】
陰極がかけられるワークの対象箇所に選択的にめっきするためのめっき装置であって、
陽極がかけられる円柱状の電極と、
前記電極を、長手方向に直交する断面円の中心を通る線を回転軸として回転させる駆動部と、
前記電極の外側に円周方向に沿って巻かれて配置され、めっき液を含浸するための電気絶縁性で吸湿性繊維層からなる第1の層と、その外周にめっき液を含浸させるための多数の含浸穴が表面に設けられた耐摩耗性に優れ、電気絶縁性の良い材料で被覆された第2の層からなるめっき液含浸部と、
前記めっき液含浸部に供給されるめっき液を貯液するめっき液貯液部と、
四角柱棒状であって、長手方向が、前記電極の長手方向と一致し、長手方向に沿った1面が前記めっき液含浸部と接触している第1の接触面であり、長手方向に沿った他の面である3面が前記めっき液貯液部に貯液されためっき液と接触している第2の接触面であり、前記めっき液貯液部に貯液されためっき液が、前記第2の接触面を介して吸収され、前記吸収されためっき液が、前記第1の接触面から前記めっき液含浸部に供給されるめっき液供給部と、
前記めっき液含浸部の電極上に、ワークの対象箇所に精度良く配置する為のワーク位置決め部とを備え、
位置決めをされた前記ワークに陰極がかけられ、前記電極に陽極がかけられた状態で、前記駆動部によって前記電極が回転されながら、前記めっき液含浸部の含浸穴に含浸されためっき液を、前記めっき液含浸部に接触するように配置された前記ワークの対象箇所に選択的にめっきするようにしためっき装置。
【請求項2】
テープ状のワークを前記長手方向に沿って前記めっき液含浸部に接触するように配置することによって、複数の対象箇所に対して同時にめっきするようにした請求項1に記載のめっき装置。
【請求項3】
前記めっき液供給部は、連続した気孔を有する多孔質材料からなる請求項1または2記載のめっき装置。
【請求項4】
前記めっき液供給部は、前記第2の接触面を介してめっき液が供給された場合であっても、変形し難い請求項1乃至3のうち何れか1項に記載のめっき装置。
【請求項5】
前記めっき液供給部は、前記電極が回転している場合であっても、変形し難い請求項1乃至4のうち何れか1項に記載のめっき装置。
【請求項6】
前記含浸穴は、前記めっき液含浸部の表面に、千鳥状に配置されて設けられている請求項1乃至5のうち何れか1項記載のめっき装置。
【請求項7】
前記電極の直径を、前記対象箇所のサイズに応じて決定する請求項1乃至6のうち何れか1項に記載のめっき装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−90451(P2010−90451A)
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願番号】特願2008−263077(P2008−263077)
【出願日】平成20年10月9日(2008.10.9)
【出願人】(593059061)株式会社ムラタ (5)
【Fターム(参考)】
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願日】平成20年10月9日(2008.10.9)
【出願人】(593059061)株式会社ムラタ (5)
【Fターム(参考)】
[ Back to top ]