
めっき部材およびその製造方法
【課題】金属部材に拡散防止や耐久性向上のためにNiもしくはNi合金下地めっきを行い、その上にAgめっきを行った電気接点部に関し、耐摩耗性などの耐久性、耐熱密着性、製造コストなどの優れた接点部を製造する方法を提供する。
【解決手段】金属部材1上にNiストライクめっきを行った後、電解めっきによってNi下地めっき層3を形成し、さらに、その上にシアン銀、シアン銅を含むめっき液を用いて電解めっきを行いAg−Cu含有合金めっき層5を形成しためっき部材10。
【解決手段】金属部材1上にNiストライクめっきを行った後、電解めっきによってNi下地めっき層3を形成し、さらに、その上にシアン銀、シアン銅を含むめっき液を用いて電解めっきを行いAg−Cu含有合金めっき層5を形成しためっき部材10。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銀−銅含有合金めっき層を含むめっき部材およびその製造方法に関し、さらに詳しくは耐熱性、耐久性に優れた銀−銅含有合金めっき層を含むめっき部材およびその製造方法に関する。
【背景技術】
【0002】
コネクター、スイッチなどの電気接点部には比較的に安価で、機械的特性、電気伝導性に優れる銅(Cu)合金やステンレス鋼などの金属部材に拡散防止や耐久性向上のためにニッケル(Ni)もしくはNi合金下地めっきを行い、その上に電気伝導性と耐食性にすぐれる銀(Ag)めっきを行った材料が多く使用されている。
【0003】
しかしながら、Niめっき上にAgめっきを行った材料は、実装リフロー時や樹脂溶着、または、部材に通電する際に発生する電気抵抗による発熱などにより熱がかかるとAgとNi間の密着力(耐熱密着性)が低下するという問題点がある。この点を改善する方法としてAgめっき層とNiめっき層の間にCuめっき層を形成する方法が提案されている(例えば特許文献1参照。)。
【0004】
また、挿抜や摺動、打鍵が繰り返される部材ではさらなる高耐久性が要求されている。
めっき材の耐久性を向上させる方法として、表面に有機皮膜を形成させる方法が提案されている(例えば特許文献2参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−263274号公報
【特許文献2】特開平6−212491号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法では、材質が3種類の異なるめっき層を形成する必要があり、めっき工程が増えるため、コストや生産性の点で不利になることがある。また、特許文献1に記載のめっき材は、最表層がAgめっき層であり、材質である銀は硬度が低い材質であることから、耐久性を改善するために、Agめっき層を厚くすることが考えられる。しかし、Agめっきを厚くする方法では、高価な銀の消費量が増え製造コストが高くなる問題があった。
【0007】
特許文献2の方法では、耐久性は向上するものの、めっき材表面の接触抵抗が上昇することが課題であった。また、めっき材の製造工程において、表面に有機被膜を形成した後の有機被膜と洗浄の薬品や機械油との接触、リフローや樹脂溶着時の熱やプレス時のこすれなどめっき材の製造条件によっては、有機皮膜の分解や削れまたは剥がれが生じて、耐久性が十分向上できない懸念もあった。
【課題を解決するための手段】
【0008】
本発明は、かかる課題に鑑みてなされ、第1に、めっき部材が、金属部材と、該金属部材上に設けられた下地めっき層と、該下地めっき層上に設けられ、銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層と、を具備することにより解決するものである。
【0009】
また、前記前記銀−銅含有合金めっき層の厚みは、0.1μm〜15μmであることを特徴とするものである。
【0010】
また、前記下地めっき層は、ニッケルまたはニッケル合金のいずれかであることを特徴とするものである。
【0011】
また、前記下地めっき層は、ニッケルであることを特徴とするものである。
【0012】
第2に、めっき部材の製造方法は、金属部材上に下地めっき層を形成する工程と、該下地めっき層上に銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層を形成する工程と、を具備することを特徴とするものである。
【0013】
また、前記銀−銅含有合金めっき層は、シアン銀塩およびシアン銅塩を含むめっき液を用いて形成することを特徴とするものである。
【0014】
また、前記めっき液にポリエチレンイミンを添加することを特徴とするものである。
【0015】
また、前記銀−銅含有合金めっき層は電解めっき処理により形成されることを特徴とするものである。
【0016】
また、前記下地めっき層を形成した後、銀ストライクめっき層を形成することを特徴とするものである。
【0017】
また、前記下地めっき層は、ニッケルであることを特徴とするものである。
【0018】
また、前記下地めっき層は、電解めっき処理により形成されることを特徴とするものである。
【発明の効果】
【0019】
本発明によれば、以下の効果が得られる。
【0020】
第1に、本発明のめっき部材は、耐摩耗性などの耐久性に優れ、実装リフロー時の熱や電気抵抗による発熱に対する密着性(耐熱密着性)を高めることができる。
【0021】
第2に、本発明のめっき部材は摺動や挿抜において耐久性が高く、耐熱密着性が優れるので、コネクターやスイッチ等の電気接点において適している。
【0022】
第3に、本発明のめっき部材の製造方法によれば、金属部材上に下地めっき層と、Ag−Cu含有合金めっき層を形成すればよく、Ag−Cu含有合金めっき層の厚みは0.1μm〜15μm程度でよいので、高価な銀の消費量を抑え、製造コストも低廉にすることができる。
【図面の簡単な説明】
【0023】
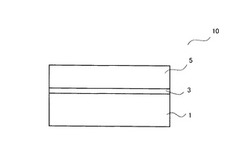
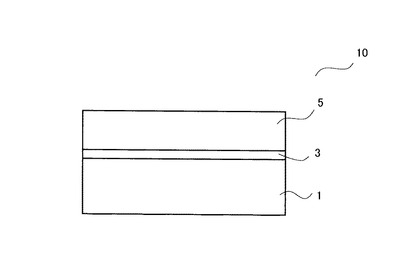
【図1】本発明の実施形態のめっき部材を説明するための断面概要図である。
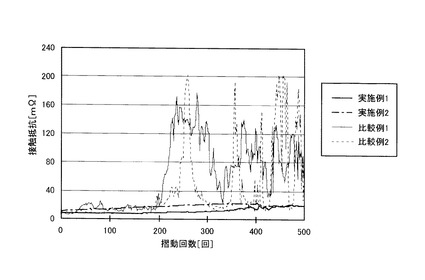
【図2】本発明の実施形態のめっき部材および比較例について接触抵抗と擦動回数の関係を示す特性図である。
【発明を実施するための形態】
【0024】
以下、図1および図2を参照して、本発明の実施形態について詳細に説明する。
【0025】
図1は、本発明の実施形態のめっき部材を説明する断面概要図である。
【0026】
本実施形態のめっき部材10は、金属部材1上に下地めっき層3が形成され、下地めっき層3上に銀(Ag)−銅(Cu)含有合金めっき層5が形成されたものである。
【0027】
金属部材1は、一般的にコネクタやスイッチに使用されてるものであり、材質は特に限定されないが、一例としてCu、Cu合金、ステンレス鋼を用いることができる。
【0028】
下地めっき層3は、金属部材1上に形成される。下地めっき層3の材質は、ニッケル(Ni)またはNi合金が好ましい。下地めっき層3が、金属部材1とAg−Cu含有合金めっき層5の間に存在することにより、Ag−Cu含有合金めっき層5の密着性を向上させることができる。また、下地めっき層3が金属部材1成分(構成元素)のAg−Cu含有合金めっき層5への拡散のバリア層となり、金属部材1成分のAg−Cu合金めっき層5への拡散を防ぐ。下地めっき層3がNi合金の場合は、Ni含有量が60質量%以上が好ましく、Ni含有量が60質量%未満の場合、金属部材1の構成元素のAg−Cu合金めっき層5への拡散を十分防止できないことがある。
【0029】
下地めっき層3の厚さは、0.01μm〜10μmであることが好ましい。厚さが0.01μmより薄い場合、金属部材1のAg−Cu含有合金めっき層5への拡散を十分に防げない場合があり、めっき部材10のハンダづけ性等の表面特性が損なわれる場合がある。また、厚さが、10μmより厚い場合には、めっき部材10を折り曲げた場合、加工割れが発生する場合がある。めっき部材10にプレス成型等による加工を施す場合、加工割れの発生を防止する観点から、下地めっき層3の厚さは、0.01μm〜5μmが好ましく、拡散防止と加工割れ防止の観点から、0.05μm〜1μmが一層好ましい。
【0030】
Ag−Cu含有合金めっき層5は、下地めっき層3上に形成される。Ag−Cu含有合金めっき層5を形成することにより、めっき部材10の耐熱密着性と耐久性を向上することができる。
【0031】
Ag−Cu合金めっき層のCu含有率は、0.5質量%〜30質量%とすることが好ましい。Cu含有率が0.5質量%未満の場合は、めっき部材10を加熱した場合にAg−Cu含有合金めっき層5と下地めっき層3との密着性を十分に高くすることができない場合があり、Ag−Cu含有合金めっき層5の硬度が十分に高くならず、めっき部材10の耐久性を十分高くできないことがある。密着性の観点から、Cu含有率は、1質量%〜30質量%とすることが更に好ましい。
【0032】
それに対して、Cu含有率が30質量%より高い場合は、めっき部材10の耐食性が低下することや、加熱処理後のめっき部材の接触抵抗が高くなることがある。これは、Cuの組成比が高くなりすぎると、Ag−Cu含有合金めっき層5の表面が酸化しやすくなることが1つの要因として考えられる。Ag−Cu含有合金めっき層5は、Ag、Cu以外の金属元素を5質量%以下含むことができる。耐食性や導電性の観点から、Ag、Cu以外の金属元素の含有量は1質量%以下が更に好ましく、0.5質量%以下が一層好ましい。この金属元素は例えば、スズ(Sn)、ビスマス(Bi)等である。
【0033】
Ag−Cu含有合金めっき層5の厚さは、0.1μm〜15μmとすることができる。厚さが0.1μm未満の場合には、めっき部材10の耐久性が低下することがあり、厚さが15μm超の場合には、Agの消費量が増加して不経済となる。耐久性と経済性を考慮すると、 Ag−Cu含有合金めっき層5の厚さは0.2μm〜10μmが更に好ましく、0.2μm〜5μmが一層好ましい。
【0034】
尚、金属部材1がCuまたはCu合金以外の材料の場合、これと下地めっき層3の密着性を向上させるため、これらの間にNiストライクめっき層が設けられてもよい。
【0035】
また、下地めっき層3とAg−Cu含有合金めっき層3との密着性を向上させるため、これらの間にAgストライクめっき層(またはAg−Cu合金ストライクめっき層)が設けられてもよい。
【0036】
次に、図1を参照して、本発明のめっき部材の製造方法を以下に説明する。
<金属部材のめっき前処理>
金属部材1は、脱脂、酸洗浄をおこなうことができる。脱脂、酸洗浄は、公知の方法を用いることができる。例えば、アルカリ電解脱脂、有機溶媒または洗浄液用いた脱脂、塩酸または硫酸を用いた酸洗浄等である。
<Niストライクめっき>
NiまたはNi合金からなる下地めっき層3を形成する前の金属部材1に対して、Niストライクめっきを施すことが好ましい。Niストライクめっき層の形成により、金属部材1と下地めっき層3の密着性を向上することができる。金属部材1がCuまたはCu合金の場合には、Niストライクめっきは省略することができる。
【0037】
Niストライクめっきは、例えば、塩化ニッケル50g/L〜300g/L、濃塩酸50mL/L〜200mL/Lを含有する水溶液をめっき液として、電流密度1A/dm2〜10A/dm2にて、行う。これにより、膜厚0.1μm程度以下のNiストライクめっき層を形成させることができる。尚、濃塩酸100mL/Lは、溶液1L中に濃塩酸(37質量%塩酸(HCL)水溶液)を含む液である。濃塩酸は比重1.19であり、濃塩酸100mL中にはHClが44g含まれることになり、濃塩酸100mL/L溶液は、塩酸(HCL)4.4質量%溶液である。
<下地めっき層の形成>
金属部材1(Niストライクめっき層)上に、下地めっき層3を形成する。下地めっき層3の形成は、NiまたはNi合金めっき層を形成できる公知のめっき方法により形成することができる。好ましい例として、めっき液に金属部材1を浸漬して電解めっき処理が行われる。ここで、めっき液としては、Niイオンを含む液が使用される。めっき液に添加するNi化合物としては、硫酸ニッケル6水和物やスルファミン酸ニッケル等、公知のNi化合物を用いることができる。この他、市販の光沢剤等の添加剤をめっき液に添加してもよい。
【0038】
電解めっき処理の電解電流密度は、1.0A/dm2以上10.0A/dm2以下が好適である。電流密度が1.0A/dm2未満となると下地めっき層3の成膜速度が遅く、10.0A/dm2よりも大きいとめっきヤケ等の不具合が発生する恐れがある。
<Agストライクめっき>
下地めっき層3を形成した後、Agストライクめっきを施すことが好ましい。Agストライクめっき層により、下地めっき層3とAg−Cu含有合金めっき層5の密着性を向上させることができる。Agストライクめっきは、例えば、シアン化銀塩1g/L〜10g/L、シアン化カリウム30g/L〜120g/L含有する水溶液をめっき液として、電流密度0.2A/dm2〜10A/dm2にて、行う。これにより、膜厚0.1μm程度以下のAgストライクめっき層を形成させることができる。シアン化銀塩およびシアン化カリウムを含有するめっき液に、シアン化銅塩を添加して、形成されるストライクめっき層のCu含有量が30質量%以下になるようにして、Ag−Cu合金ストライクめっきを施してもよい。
<Ag−Cu含有合金めっき層の形成>
下地めっき層3(Agストライクめっき層またはAg−Cu合金ストライクめっき層)上にAg−Cu含有合金めっき層5を形成する。Ag−Cu含有合金めっき層5の形成は、めっき液に下地めっき層3を形成した金属部材1を浸漬して電解めっき処理をすることにより行われる。ここで、めっき液としては、シアン銀塩およびシアン銅塩を含む液を使用することができる。この他、ポリエチレンイミン、酒石酸アンチモンカリウム、シアン化セレン酸カリウム等の添加剤をめっき液に添加してもよい。めっき液にポリエチレンイミンを添加することにより、Ag−Cu含有合金めっき層表面に「ヤケ」が発生しにくくなる効果がある。ポリエチレンイミンの添加量は、めっき液中の濃度が0.05g/L〜10g/Lとすることができる。ポリエチレンイミンは平均分子量が、300〜30000であるものを使用することができる。
【0039】
電解めっき処理の電解電流密度は、0.5A/dm2以上10.0A/dm2以下が好適である。電流密度が0.5A/dm2未満となるとAg−Cu含有合金めっき層5の成膜速度が遅く、10.0A/dm2よりも大きいとめっきヤケ等の不具合が発生する恐れがある。また、電流密度を変更することにより、Ag−Cu含有合金めっき層中のCu含有量を調整することができる。
【0040】
このように、本実施形態のめっき部材10は、金属部材1上にNiまたはNi合金による下地めっき層3と、Cu含有率が0.5質量%〜30質量%のAg−Cu含有合金めっき層5とを順次積層したものである。
【0041】
これにより、電気伝導性に優れ、特に、金属部材1上にNi下地めっき層が形成され、下地めっき層上にAgめっき層が形成されためっき部材と比較して、耐熱密着性、耐久性及び硬度が向上しためっき材を提供できる。
【0042】
また、表面に有機皮膜を形成させる特許文献2の方法と比較して、硬度と耐久性を向上させることができる。
【0043】
尚、図1においては金属部材1の一主面上に下地めっき層3およびAg−Cu含有合金めっき層5を形成した場合を示したが、金属部材1の両主面にこれらのめっき層が形成されてもよい。すなわち、金属部材1の両主面に下地めっき層3が形成され、下地メッキ層3の両主面にそれぞれAg−Cu含有合金めっき層5が形成されてもよい。
【0044】
次に本発明の実施例を記載するが本発明はこの実施例に限定されるものではない。
【実施例1】
【0045】
<金属部材の電解脱脂と酸洗>
金属部材1として縦70mm、横70mm、厚さ0.06mmのステンレス鋼(SUS301)を準備した。金属部材1を陽極、他のSUS板を陰極とし、金属部材1をアルカリ脱脂液中で、電圧5Vで15秒の電解脱脂を行った後、金属部材1を陰極、他のSUS板を陽極にして、電圧5Vで15秒の電解脱脂を行った。電解脱脂後、金属部材1を水洗し、その後10質量%塩酸水溶液中で、15秒間の酸洗を行い、水洗した。
<Niストライクめっき>
塩化ニッケル(150g/L)および濃塩酸(100ml/L)を含有する水溶液をめっき液とした。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、酸洗をおこなった金属部材1を陰極、Ni電極板を陽極として、電流密度2A/dm2の条件で10秒間、Niストライクめっきを行った。
<下地めっき>
スルファミン酸ニッケル(350g/L)および、塩化ニッケル(20g/L)、ホウ酸(35g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、Niストライクめっきをおこなった金属部材1を陰極、Ni電極板を陽極として電流密度2A/dm2の条件で、下地めっき層3の厚さが0.2μmになるように、下地めっきを施した。
<Agストライクめっき>
シアン化銀カリウム(3g/L)、シアン化カリウム(90g/L)を含む水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、下地めっきをおこなった金属部材1を陰極、白金でコーティングされたチタン電極板を陽極として、電流密度1A/dm2の条件で10秒間Agストライクめっきを行った。
<Ag−Cu含有合金めっき>
シアン化銀カリウム(18g/L)、シアン化銅カリウム(120g/L)、ポリエチレンイミン(分子量600、5g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、Agストライクめっきをおこなった金属部材1を陰極、Ag電極板を陽極として電流密度1A/dm2の条件で、Ag−Cu含有合金めっき層5の厚さが0.5μmになるまで、めっきをおこなって、めっき部材10を得た。実施例1のAg−Cu含有合金めっき層5のCu含有量は1質量%である。
<めっき部材の評価>
上記で得られためっき部材10について、以下に示す評価方法で、耐熱密着性、硬度、耐摺動性(耐久性)、接触抵抗、Ag−Cu含有合金めっき層5のCu含有量について評価した。
【0046】
表1は、上記の実施例1のめっき部材10と、後述の実施例2によるめっき部材10、比較例1および比較例2のそれぞれのめっき部材についての評価結果を示す。
【0047】
【表1】

図2は、摺動回数と接触抵抗の関係を示し、横軸が摺動回数[回]であり、縦軸が接触抵抗[mΩ]である。実線が実施例1の結果であり、一点鎖線が実施例2の結果である。細実線および細破線がそれぞれ、比較例1および比較例2の結果である。
<Ag−Cu含有合金めっき層のCu含有量>
得られためっき部材10を硝酸水溶液と混合して、溶解液を得た。この溶解液中のAgの含有量A1(mg/L)、Cuの含有量C1(mg/L)を、ICP装置(ジャーレルアッシュ社製のIRIS/AR)を用いてプラズマ分光分析法によって測定した。そして、Ag−Cu含有合金めっき層5に含まれるCuの含有量Cを以下の式1により算出し、表1に示した。
【0048】
C=(C1)/(C1+A1) (式1)
<耐熱密着性の評価方法>
得られためっき部材10をホットプレート上で260℃、5分間加熱をおこない、25℃まで冷却後、めっき部材10表面にカッターを用いて2mm間隔で切り込み(クロスカット)を入れ、クロスカットした部分について、JIS−H8504に記載のめっきの密着性の試験方法(テープ試験方法)に準拠して、引き剥がし試験を実施した。この際、テープは、ニチバン株式会社製、No.405を用いた。目視にて、Ag−Cu含有合金めっき層5の剥がれが認められなかった場合、耐熱密着性良好と判定した。Ag−Cu含有合金めっき層5の剥がれが認められた場合、耐熱密着性不良と判定した。
<硬度の評価方法>
微小硬度計(松沢精機株式会社製、DMH−1)を用いて、荷重10gf、押し付け時間15秒の条件でビッカース硬度を測定した。
<耐摺動性(耐久性)の評価方法>
電気接点シミュレータ(株式会社山崎精機研究所製、CRS−1型)を用い、測定条件は荷重30gf、摺動速度50mm/min、摺動距離1000μm、摺動回数500回、圧子Agリベット電流10mA、開放電圧100mVで、めっき部材10の接触抵抗の測定を行った。
【0049】
接触抵抗が50mΩ以上に上昇した時点で、Ag−Cu含有合金めっき層5が摺動により部分的に除去されたと判断した。表1には、接触抵抗が50mΩ以上となった時の摺動回数を示した。摺銅回数500回でも、接触抵抗が50mΩ未満の場合には、表1に摺動回数を>500回と記載した。また図2に、摺動回数と接触抵抗の関係を示した。
<接触抵抗の評価方法>
山崎精機研究所製電気接点シミュレータCRS−1を用い、荷重100gfの条件で、めっき部材の接触抵抗を測定した。
【実施例2】
【0050】
実施例1で、Ag−Cu含有合金めっき層5を形成する際の電流密度を1A/dm2から、3A/dm2に変更した以外は、実施例1と同様にしてめっき部材10を得て、評価をおこなった。結果を表1および図2に示す。実施例2のAg−Cu含有合金めっき層5のCu含有量は30質量%である。
[比較例1]
実施例1におけるAg−Cu含有合金めっき層5の形成工程を下記に変更して、Agめっき層を形成した以外は、実施例1と同様にしてめっき部材を得て、評価をおこなった。結果を表1および図2に示す。
<Agめっき層形成>
シアン化銀カリウム(150g/L)、シアン化カリウム(90g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、NiストライクめっきおよびNi下地めっき層を形成し、Agストライクめっきをおこなった金属部材を陰極、Ag電極板を陽極として電流密度3A/dm2の条件で、Agめっき層の厚さが0.5μmになるまで、めっきをおこなった。
[比較例2]
比較例1でNi下地めっき層を形成後に、下記の方法でCuめっきを行った後、Agめっきを形成した以外は、比較例1と同様にしてめっき部材を得て、評価をおこなった。結果を表および図2に示す。
<Cuめっき層形成>
シアン銅カリウム(40g/L)、シアン化カリウム(40g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、Ni下地めっきをおこなった金属部材を陰極、Cu電極板を陽極として電流密度3A/dm2の条件で、Agめっき層の厚さが0.1μmになるまで、めっきをおこなった。
【0051】
表1を参照して、評価結果について説明する。
【0052】
比較例1では耐熱密着性に劣り、加熱処理後のめっき部材に対して剥離試験をおこなった場合、Agめっき層の剥離が発生している。また、耐摺動試験においても200回で接触抵抗が40mΩ以上まで上昇しており、実施例1および実施例2のめっき部材より耐久性に劣っていることがわかる。
【0053】
比較例2では耐熱密着性は良好であるが、耐摺動試験においては230回で接触抵抗が40mΩ以上まで上昇している。これに対して、実施例1および実施例2は耐熱密着性に優れ、硬度が高く、500回の摺動試験後においても接触抵抗の大きな上昇は見られなかった。
【0054】
このように、本実施形態によれば、耐熱密着性と耐摺動性が向上するので、リフローなどで熱がかかる部品や、耐久性が要求される部品に好適な材料を提供することができる。
【符号の説明】
【0055】
1 金属部材
3 下層めっき層
5 Ag−Cu含有合金めっき層
10 めっき部材
【技術分野】
【0001】
本発明は、銀−銅含有合金めっき層を含むめっき部材およびその製造方法に関し、さらに詳しくは耐熱性、耐久性に優れた銀−銅含有合金めっき層を含むめっき部材およびその製造方法に関する。
【背景技術】
【0002】
コネクター、スイッチなどの電気接点部には比較的に安価で、機械的特性、電気伝導性に優れる銅(Cu)合金やステンレス鋼などの金属部材に拡散防止や耐久性向上のためにニッケル(Ni)もしくはNi合金下地めっきを行い、その上に電気伝導性と耐食性にすぐれる銀(Ag)めっきを行った材料が多く使用されている。
【0003】
しかしながら、Niめっき上にAgめっきを行った材料は、実装リフロー時や樹脂溶着、または、部材に通電する際に発生する電気抵抗による発熱などにより熱がかかるとAgとNi間の密着力(耐熱密着性)が低下するという問題点がある。この点を改善する方法としてAgめっき層とNiめっき層の間にCuめっき層を形成する方法が提案されている(例えば特許文献1参照。)。
【0004】
また、挿抜や摺動、打鍵が繰り返される部材ではさらなる高耐久性が要求されている。
めっき材の耐久性を向上させる方法として、表面に有機皮膜を形成させる方法が提案されている(例えば特許文献2参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−263274号公報
【特許文献2】特開平6−212491号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法では、材質が3種類の異なるめっき層を形成する必要があり、めっき工程が増えるため、コストや生産性の点で不利になることがある。また、特許文献1に記載のめっき材は、最表層がAgめっき層であり、材質である銀は硬度が低い材質であることから、耐久性を改善するために、Agめっき層を厚くすることが考えられる。しかし、Agめっきを厚くする方法では、高価な銀の消費量が増え製造コストが高くなる問題があった。
【0007】
特許文献2の方法では、耐久性は向上するものの、めっき材表面の接触抵抗が上昇することが課題であった。また、めっき材の製造工程において、表面に有機被膜を形成した後の有機被膜と洗浄の薬品や機械油との接触、リフローや樹脂溶着時の熱やプレス時のこすれなどめっき材の製造条件によっては、有機皮膜の分解や削れまたは剥がれが生じて、耐久性が十分向上できない懸念もあった。
【課題を解決するための手段】
【0008】
本発明は、かかる課題に鑑みてなされ、第1に、めっき部材が、金属部材と、該金属部材上に設けられた下地めっき層と、該下地めっき層上に設けられ、銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層と、を具備することにより解決するものである。
【0009】
また、前記前記銀−銅含有合金めっき層の厚みは、0.1μm〜15μmであることを特徴とするものである。
【0010】
また、前記下地めっき層は、ニッケルまたはニッケル合金のいずれかであることを特徴とするものである。
【0011】
また、前記下地めっき層は、ニッケルであることを特徴とするものである。
【0012】
第2に、めっき部材の製造方法は、金属部材上に下地めっき層を形成する工程と、該下地めっき層上に銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層を形成する工程と、を具備することを特徴とするものである。
【0013】
また、前記銀−銅含有合金めっき層は、シアン銀塩およびシアン銅塩を含むめっき液を用いて形成することを特徴とするものである。
【0014】
また、前記めっき液にポリエチレンイミンを添加することを特徴とするものである。
【0015】
また、前記銀−銅含有合金めっき層は電解めっき処理により形成されることを特徴とするものである。
【0016】
また、前記下地めっき層を形成した後、銀ストライクめっき層を形成することを特徴とするものである。
【0017】
また、前記下地めっき層は、ニッケルであることを特徴とするものである。
【0018】
また、前記下地めっき層は、電解めっき処理により形成されることを特徴とするものである。
【発明の効果】
【0019】
本発明によれば、以下の効果が得られる。
【0020】
第1に、本発明のめっき部材は、耐摩耗性などの耐久性に優れ、実装リフロー時の熱や電気抵抗による発熱に対する密着性(耐熱密着性)を高めることができる。
【0021】
第2に、本発明のめっき部材は摺動や挿抜において耐久性が高く、耐熱密着性が優れるので、コネクターやスイッチ等の電気接点において適している。
【0022】
第3に、本発明のめっき部材の製造方法によれば、金属部材上に下地めっき層と、Ag−Cu含有合金めっき層を形成すればよく、Ag−Cu含有合金めっき層の厚みは0.1μm〜15μm程度でよいので、高価な銀の消費量を抑え、製造コストも低廉にすることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態のめっき部材を説明するための断面概要図である。
【図2】本発明の実施形態のめっき部材および比較例について接触抵抗と擦動回数の関係を示す特性図である。
【発明を実施するための形態】
【0024】
以下、図1および図2を参照して、本発明の実施形態について詳細に説明する。
【0025】
図1は、本発明の実施形態のめっき部材を説明する断面概要図である。
【0026】
本実施形態のめっき部材10は、金属部材1上に下地めっき層3が形成され、下地めっき層3上に銀(Ag)−銅(Cu)含有合金めっき層5が形成されたものである。
【0027】
金属部材1は、一般的にコネクタやスイッチに使用されてるものであり、材質は特に限定されないが、一例としてCu、Cu合金、ステンレス鋼を用いることができる。
【0028】
下地めっき層3は、金属部材1上に形成される。下地めっき層3の材質は、ニッケル(Ni)またはNi合金が好ましい。下地めっき層3が、金属部材1とAg−Cu含有合金めっき層5の間に存在することにより、Ag−Cu含有合金めっき層5の密着性を向上させることができる。また、下地めっき層3が金属部材1成分(構成元素)のAg−Cu含有合金めっき層5への拡散のバリア層となり、金属部材1成分のAg−Cu合金めっき層5への拡散を防ぐ。下地めっき層3がNi合金の場合は、Ni含有量が60質量%以上が好ましく、Ni含有量が60質量%未満の場合、金属部材1の構成元素のAg−Cu合金めっき層5への拡散を十分防止できないことがある。
【0029】
下地めっき層3の厚さは、0.01μm〜10μmであることが好ましい。厚さが0.01μmより薄い場合、金属部材1のAg−Cu含有合金めっき層5への拡散を十分に防げない場合があり、めっき部材10のハンダづけ性等の表面特性が損なわれる場合がある。また、厚さが、10μmより厚い場合には、めっき部材10を折り曲げた場合、加工割れが発生する場合がある。めっき部材10にプレス成型等による加工を施す場合、加工割れの発生を防止する観点から、下地めっき層3の厚さは、0.01μm〜5μmが好ましく、拡散防止と加工割れ防止の観点から、0.05μm〜1μmが一層好ましい。
【0030】
Ag−Cu含有合金めっき層5は、下地めっき層3上に形成される。Ag−Cu含有合金めっき層5を形成することにより、めっき部材10の耐熱密着性と耐久性を向上することができる。
【0031】
Ag−Cu合金めっき層のCu含有率は、0.5質量%〜30質量%とすることが好ましい。Cu含有率が0.5質量%未満の場合は、めっき部材10を加熱した場合にAg−Cu含有合金めっき層5と下地めっき層3との密着性を十分に高くすることができない場合があり、Ag−Cu含有合金めっき層5の硬度が十分に高くならず、めっき部材10の耐久性を十分高くできないことがある。密着性の観点から、Cu含有率は、1質量%〜30質量%とすることが更に好ましい。
【0032】
それに対して、Cu含有率が30質量%より高い場合は、めっき部材10の耐食性が低下することや、加熱処理後のめっき部材の接触抵抗が高くなることがある。これは、Cuの組成比が高くなりすぎると、Ag−Cu含有合金めっき層5の表面が酸化しやすくなることが1つの要因として考えられる。Ag−Cu含有合金めっき層5は、Ag、Cu以外の金属元素を5質量%以下含むことができる。耐食性や導電性の観点から、Ag、Cu以外の金属元素の含有量は1質量%以下が更に好ましく、0.5質量%以下が一層好ましい。この金属元素は例えば、スズ(Sn)、ビスマス(Bi)等である。
【0033】
Ag−Cu含有合金めっき層5の厚さは、0.1μm〜15μmとすることができる。厚さが0.1μm未満の場合には、めっき部材10の耐久性が低下することがあり、厚さが15μm超の場合には、Agの消費量が増加して不経済となる。耐久性と経済性を考慮すると、 Ag−Cu含有合金めっき層5の厚さは0.2μm〜10μmが更に好ましく、0.2μm〜5μmが一層好ましい。
【0034】
尚、金属部材1がCuまたはCu合金以外の材料の場合、これと下地めっき層3の密着性を向上させるため、これらの間にNiストライクめっき層が設けられてもよい。
【0035】
また、下地めっき層3とAg−Cu含有合金めっき層3との密着性を向上させるため、これらの間にAgストライクめっき層(またはAg−Cu合金ストライクめっき層)が設けられてもよい。
【0036】
次に、図1を参照して、本発明のめっき部材の製造方法を以下に説明する。
<金属部材のめっき前処理>
金属部材1は、脱脂、酸洗浄をおこなうことができる。脱脂、酸洗浄は、公知の方法を用いることができる。例えば、アルカリ電解脱脂、有機溶媒または洗浄液用いた脱脂、塩酸または硫酸を用いた酸洗浄等である。
<Niストライクめっき>
NiまたはNi合金からなる下地めっき層3を形成する前の金属部材1に対して、Niストライクめっきを施すことが好ましい。Niストライクめっき層の形成により、金属部材1と下地めっき層3の密着性を向上することができる。金属部材1がCuまたはCu合金の場合には、Niストライクめっきは省略することができる。
【0037】
Niストライクめっきは、例えば、塩化ニッケル50g/L〜300g/L、濃塩酸50mL/L〜200mL/Lを含有する水溶液をめっき液として、電流密度1A/dm2〜10A/dm2にて、行う。これにより、膜厚0.1μm程度以下のNiストライクめっき層を形成させることができる。尚、濃塩酸100mL/Lは、溶液1L中に濃塩酸(37質量%塩酸(HCL)水溶液)を含む液である。濃塩酸は比重1.19であり、濃塩酸100mL中にはHClが44g含まれることになり、濃塩酸100mL/L溶液は、塩酸(HCL)4.4質量%溶液である。
<下地めっき層の形成>
金属部材1(Niストライクめっき層)上に、下地めっき層3を形成する。下地めっき層3の形成は、NiまたはNi合金めっき層を形成できる公知のめっき方法により形成することができる。好ましい例として、めっき液に金属部材1を浸漬して電解めっき処理が行われる。ここで、めっき液としては、Niイオンを含む液が使用される。めっき液に添加するNi化合物としては、硫酸ニッケル6水和物やスルファミン酸ニッケル等、公知のNi化合物を用いることができる。この他、市販の光沢剤等の添加剤をめっき液に添加してもよい。
【0038】
電解めっき処理の電解電流密度は、1.0A/dm2以上10.0A/dm2以下が好適である。電流密度が1.0A/dm2未満となると下地めっき層3の成膜速度が遅く、10.0A/dm2よりも大きいとめっきヤケ等の不具合が発生する恐れがある。
<Agストライクめっき>
下地めっき層3を形成した後、Agストライクめっきを施すことが好ましい。Agストライクめっき層により、下地めっき層3とAg−Cu含有合金めっき層5の密着性を向上させることができる。Agストライクめっきは、例えば、シアン化銀塩1g/L〜10g/L、シアン化カリウム30g/L〜120g/L含有する水溶液をめっき液として、電流密度0.2A/dm2〜10A/dm2にて、行う。これにより、膜厚0.1μm程度以下のAgストライクめっき層を形成させることができる。シアン化銀塩およびシアン化カリウムを含有するめっき液に、シアン化銅塩を添加して、形成されるストライクめっき層のCu含有量が30質量%以下になるようにして、Ag−Cu合金ストライクめっきを施してもよい。
<Ag−Cu含有合金めっき層の形成>
下地めっき層3(Agストライクめっき層またはAg−Cu合金ストライクめっき層)上にAg−Cu含有合金めっき層5を形成する。Ag−Cu含有合金めっき層5の形成は、めっき液に下地めっき層3を形成した金属部材1を浸漬して電解めっき処理をすることにより行われる。ここで、めっき液としては、シアン銀塩およびシアン銅塩を含む液を使用することができる。この他、ポリエチレンイミン、酒石酸アンチモンカリウム、シアン化セレン酸カリウム等の添加剤をめっき液に添加してもよい。めっき液にポリエチレンイミンを添加することにより、Ag−Cu含有合金めっき層表面に「ヤケ」が発生しにくくなる効果がある。ポリエチレンイミンの添加量は、めっき液中の濃度が0.05g/L〜10g/Lとすることができる。ポリエチレンイミンは平均分子量が、300〜30000であるものを使用することができる。
【0039】
電解めっき処理の電解電流密度は、0.5A/dm2以上10.0A/dm2以下が好適である。電流密度が0.5A/dm2未満となるとAg−Cu含有合金めっき層5の成膜速度が遅く、10.0A/dm2よりも大きいとめっきヤケ等の不具合が発生する恐れがある。また、電流密度を変更することにより、Ag−Cu含有合金めっき層中のCu含有量を調整することができる。
【0040】
このように、本実施形態のめっき部材10は、金属部材1上にNiまたはNi合金による下地めっき層3と、Cu含有率が0.5質量%〜30質量%のAg−Cu含有合金めっき層5とを順次積層したものである。
【0041】
これにより、電気伝導性に優れ、特に、金属部材1上にNi下地めっき層が形成され、下地めっき層上にAgめっき層が形成されためっき部材と比較して、耐熱密着性、耐久性及び硬度が向上しためっき材を提供できる。
【0042】
また、表面に有機皮膜を形成させる特許文献2の方法と比較して、硬度と耐久性を向上させることができる。
【0043】
尚、図1においては金属部材1の一主面上に下地めっき層3およびAg−Cu含有合金めっき層5を形成した場合を示したが、金属部材1の両主面にこれらのめっき層が形成されてもよい。すなわち、金属部材1の両主面に下地めっき層3が形成され、下地メッキ層3の両主面にそれぞれAg−Cu含有合金めっき層5が形成されてもよい。
【0044】
次に本発明の実施例を記載するが本発明はこの実施例に限定されるものではない。
【実施例1】
【0045】
<金属部材の電解脱脂と酸洗>
金属部材1として縦70mm、横70mm、厚さ0.06mmのステンレス鋼(SUS301)を準備した。金属部材1を陽極、他のSUS板を陰極とし、金属部材1をアルカリ脱脂液中で、電圧5Vで15秒の電解脱脂を行った後、金属部材1を陰極、他のSUS板を陽極にして、電圧5Vで15秒の電解脱脂を行った。電解脱脂後、金属部材1を水洗し、その後10質量%塩酸水溶液中で、15秒間の酸洗を行い、水洗した。
<Niストライクめっき>
塩化ニッケル(150g/L)および濃塩酸(100ml/L)を含有する水溶液をめっき液とした。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、酸洗をおこなった金属部材1を陰極、Ni電極板を陽極として、電流密度2A/dm2の条件で10秒間、Niストライクめっきを行った。
<下地めっき>
スルファミン酸ニッケル(350g/L)および、塩化ニッケル(20g/L)、ホウ酸(35g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、Niストライクめっきをおこなった金属部材1を陰極、Ni電極板を陽極として電流密度2A/dm2の条件で、下地めっき層3の厚さが0.2μmになるように、下地めっきを施した。
<Agストライクめっき>
シアン化銀カリウム(3g/L)、シアン化カリウム(90g/L)を含む水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、下地めっきをおこなった金属部材1を陰極、白金でコーティングされたチタン電極板を陽極として、電流密度1A/dm2の条件で10秒間Agストライクめっきを行った。
<Ag−Cu含有合金めっき>
シアン化銀カリウム(18g/L)、シアン化銅カリウム(120g/L)、ポリエチレンイミン(分子量600、5g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、Agストライクめっきをおこなった金属部材1を陰極、Ag電極板を陽極として電流密度1A/dm2の条件で、Ag−Cu含有合金めっき層5の厚さが0.5μmになるまで、めっきをおこなって、めっき部材10を得た。実施例1のAg−Cu含有合金めっき層5のCu含有量は1質量%である。
<めっき部材の評価>
上記で得られためっき部材10について、以下に示す評価方法で、耐熱密着性、硬度、耐摺動性(耐久性)、接触抵抗、Ag−Cu含有合金めっき層5のCu含有量について評価した。
【0046】
表1は、上記の実施例1のめっき部材10と、後述の実施例2によるめっき部材10、比較例1および比較例2のそれぞれのめっき部材についての評価結果を示す。
【0047】
【表1】
図2は、摺動回数と接触抵抗の関係を示し、横軸が摺動回数[回]であり、縦軸が接触抵抗[mΩ]である。実線が実施例1の結果であり、一点鎖線が実施例2の結果である。細実線および細破線がそれぞれ、比較例1および比較例2の結果である。
<Ag−Cu含有合金めっき層のCu含有量>
得られためっき部材10を硝酸水溶液と混合して、溶解液を得た。この溶解液中のAgの含有量A1(mg/L)、Cuの含有量C1(mg/L)を、ICP装置(ジャーレルアッシュ社製のIRIS/AR)を用いてプラズマ分光分析法によって測定した。そして、Ag−Cu含有合金めっき層5に含まれるCuの含有量Cを以下の式1により算出し、表1に示した。
【0048】
C=(C1)/(C1+A1) (式1)
<耐熱密着性の評価方法>
得られためっき部材10をホットプレート上で260℃、5分間加熱をおこない、25℃まで冷却後、めっき部材10表面にカッターを用いて2mm間隔で切り込み(クロスカット)を入れ、クロスカットした部分について、JIS−H8504に記載のめっきの密着性の試験方法(テープ試験方法)に準拠して、引き剥がし試験を実施した。この際、テープは、ニチバン株式会社製、No.405を用いた。目視にて、Ag−Cu含有合金めっき層5の剥がれが認められなかった場合、耐熱密着性良好と判定した。Ag−Cu含有合金めっき層5の剥がれが認められた場合、耐熱密着性不良と判定した。
<硬度の評価方法>
微小硬度計(松沢精機株式会社製、DMH−1)を用いて、荷重10gf、押し付け時間15秒の条件でビッカース硬度を測定した。
<耐摺動性(耐久性)の評価方法>
電気接点シミュレータ(株式会社山崎精機研究所製、CRS−1型)を用い、測定条件は荷重30gf、摺動速度50mm/min、摺動距離1000μm、摺動回数500回、圧子Agリベット電流10mA、開放電圧100mVで、めっき部材10の接触抵抗の測定を行った。
【0049】
接触抵抗が50mΩ以上に上昇した時点で、Ag−Cu含有合金めっき層5が摺動により部分的に除去されたと判断した。表1には、接触抵抗が50mΩ以上となった時の摺動回数を示した。摺銅回数500回でも、接触抵抗が50mΩ未満の場合には、表1に摺動回数を>500回と記載した。また図2に、摺動回数と接触抵抗の関係を示した。
<接触抵抗の評価方法>
山崎精機研究所製電気接点シミュレータCRS−1を用い、荷重100gfの条件で、めっき部材の接触抵抗を測定した。
【実施例2】
【0050】
実施例1で、Ag−Cu含有合金めっき層5を形成する際の電流密度を1A/dm2から、3A/dm2に変更した以外は、実施例1と同様にしてめっき部材10を得て、評価をおこなった。結果を表1および図2に示す。実施例2のAg−Cu含有合金めっき層5のCu含有量は30質量%である。
[比較例1]
実施例1におけるAg−Cu含有合金めっき層5の形成工程を下記に変更して、Agめっき層を形成した以外は、実施例1と同様にしてめっき部材を得て、評価をおこなった。結果を表1および図2に示す。
<Agめっき層形成>
シアン化銀カリウム(150g/L)、シアン化カリウム(90g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、NiストライクめっきおよびNi下地めっき層を形成し、Agストライクめっきをおこなった金属部材を陰極、Ag電極板を陽極として電流密度3A/dm2の条件で、Agめっき層の厚さが0.5μmになるまで、めっきをおこなった。
[比較例2]
比較例1でNi下地めっき層を形成後に、下記の方法でCuめっきを行った後、Agめっきを形成した以外は、比較例1と同様にしてめっき部材を得て、評価をおこなった。結果を表および図2に示す。
<Cuめっき層形成>
シアン銅カリウム(40g/L)、シアン化カリウム(40g/L)を含有する水溶液からなるめっき液を準備した。マグネチックスターラによる撹拌(400rpm)をおこなっているめっき液中で、Ni下地めっきをおこなった金属部材を陰極、Cu電極板を陽極として電流密度3A/dm2の条件で、Agめっき層の厚さが0.1μmになるまで、めっきをおこなった。
【0051】
表1を参照して、評価結果について説明する。
【0052】
比較例1では耐熱密着性に劣り、加熱処理後のめっき部材に対して剥離試験をおこなった場合、Agめっき層の剥離が発生している。また、耐摺動試験においても200回で接触抵抗が40mΩ以上まで上昇しており、実施例1および実施例2のめっき部材より耐久性に劣っていることがわかる。
【0053】
比較例2では耐熱密着性は良好であるが、耐摺動試験においては230回で接触抵抗が40mΩ以上まで上昇している。これに対して、実施例1および実施例2は耐熱密着性に優れ、硬度が高く、500回の摺動試験後においても接触抵抗の大きな上昇は見られなかった。
【0054】
このように、本実施形態によれば、耐熱密着性と耐摺動性が向上するので、リフローなどで熱がかかる部品や、耐久性が要求される部品に好適な材料を提供することができる。
【符号の説明】
【0055】
1 金属部材
3 下層めっき層
5 Ag−Cu含有合金めっき層
10 めっき部材
【特許請求の範囲】
【請求項1】
金属部材と、
該金属部材上に設けられた下地めっき層と、
該下地めっき層上に設けられ、銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層と、
を具備することを特徴とするめっき部材。
【請求項2】
前記前記銀−銅含有合金めっき層の厚みは、0.1μm〜15μmであることを特徴とする請求項1に記載のめっき部材。
【請求項3】
前記下地めっき層は、ニッケルまたはニッケル合金のいずれかであることを特徴とする請求項1または請求項2のいずれかに記載のめっき部材。
【請求項4】
前記下地めっき層は、ニッケルであることを特徴とする請求項3に記載のめっき部材。
【請求項5】
金属部材上に下地めっき層を形成する工程と、
該下地めっき層上に銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層を形成する工程と、
を具備することを特徴とするめっき部材の製造方法。
【請求項6】
前記銀−銅含有合金めっき層は、シアン銀塩およびシアン銅塩を含むめっき液を用いて形成することを特徴とする請求項5に記載のめっき部材の製造方法。
【請求項7】
前記めっき液にポリエチレンイミンを添加することを特徴とする請求項6に記載のめっき部材の製造方法。
【請求項8】
前記銀−銅含有合金めっき層は電解めっき処理により形成されることを特徴とする請求項5から請求項7のいずれかに記載のめっき部材の製造方法。
【請求項9】
前記下地めっき層を形成した後、銀ストライクめっき層を形成することを特徴とする請求項5から請求項8のいずれかに記載のめっき部材の製造方法。
【請求項10】
前記下地めっき層は、ニッケルであることを特徴とする請求項5から請求項9のいずれかに記載のめっき部材の製造方法。
【請求項11】
前記下地めっき層は、電解めっき処理により形成されることを特徴とする請求項10に記載のめっき部材の製造方法。
【請求項1】
金属部材と、
該金属部材上に設けられた下地めっき層と、
該下地めっき層上に設けられ、銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層と、
を具備することを特徴とするめっき部材。
【請求項2】
前記前記銀−銅含有合金めっき層の厚みは、0.1μm〜15μmであることを特徴とする請求項1に記載のめっき部材。
【請求項3】
前記下地めっき層は、ニッケルまたはニッケル合金のいずれかであることを特徴とする請求項1または請求項2のいずれかに記載のめっき部材。
【請求項4】
前記下地めっき層は、ニッケルであることを特徴とする請求項3に記載のめっき部材。
【請求項5】
金属部材上に下地めっき層を形成する工程と、
該下地めっき層上に銅含有率が0.5質量%〜30質量%の銀−銅含有合金めっき層を形成する工程と、
を具備することを特徴とするめっき部材の製造方法。
【請求項6】
前記銀−銅含有合金めっき層は、シアン銀塩およびシアン銅塩を含むめっき液を用いて形成することを特徴とする請求項5に記載のめっき部材の製造方法。
【請求項7】
前記めっき液にポリエチレンイミンを添加することを特徴とする請求項6に記載のめっき部材の製造方法。
【請求項8】
前記銀−銅含有合金めっき層は電解めっき処理により形成されることを特徴とする請求項5から請求項7のいずれかに記載のめっき部材の製造方法。
【請求項9】
前記下地めっき層を形成した後、銀ストライクめっき層を形成することを特徴とする請求項5から請求項8のいずれかに記載のめっき部材の製造方法。
【請求項10】
前記下地めっき層は、ニッケルであることを特徴とする請求項5から請求項9のいずれかに記載のめっき部材の製造方法。
【請求項11】
前記下地めっき層は、電解めっき処理により形成されることを特徴とする請求項10に記載のめっき部材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−231369(P2011−231369A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−102372(P2010−102372)
【出願日】平成22年4月27日(2010.4.27)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月27日(2010.4.27)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
[ Back to top ]