
めっき鋼帯製造装置及びめっき鋼帯製造方法
【課題】1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供する。
【解決手段】溶融めっき浴4より上方に設置されているX線遮蔽室20内には、第1の付着量計30及び第2の付着量計40を、それぞれ、所望の測定点に移動させる第1の移動装置32及び第2の移動装置42が配置されている。給排気装置12は、工場建屋1外から取り込まれた外気を工場建屋1内の気体から遮蔽しながら冷却してX線遮蔽室20に供給することによりX線遮蔽室20に外気の温度以下の冷却外気を供給するとともに、X線遮蔽室20内の気体を工場建屋1外に排出する。めっき鋼帯製造装置2は、冷却外気をX線遮蔽室20内に送り込みながら測定されためっき付着量に基づいてワイピングノズル9を制御することにより、鋼帯3のめっき付着量を調整する。
【解決手段】溶融めっき浴4より上方に設置されているX線遮蔽室20内には、第1の付着量計30及び第2の付着量計40を、それぞれ、所望の測定点に移動させる第1の移動装置32及び第2の移動装置42が配置されている。給排気装置12は、工場建屋1外から取り込まれた外気を工場建屋1内の気体から遮蔽しながら冷却してX線遮蔽室20に供給することによりX線遮蔽室20に外気の温度以下の冷却外気を供給するとともに、X線遮蔽室20内の気体を工場建屋1外に排出する。めっき鋼帯製造装置2は、冷却外気をX線遮蔽室20内に送り込みながら測定されためっき付着量に基づいてワイピングノズル9を制御することにより、鋼帯3のめっき付着量を調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、めっき鋼帯製造装置及びめっき鋼帯製造方法に関する。
【背景技術】
【0002】
従来、溶融めっき装置では、溶融めっき浴に浸した鋼帯を溶融めっき浴から上方に引き上げながら、付着量制御ノズルからガスを鋼帯両面に噴出することにより鋼帯のめっき付着量を制御している。付着量制御ノズルを通過した鋼帯は、一旦、高所まで引き上げられた後に再び引き下げられる。引き下げられた位置には、鋼帯のめっき付着量を測定する付着量計が設置されている。付着量計で測定されためっき付着量に基づいて、付着量制御ノズルの位置、風向及び風圧などのパラメータを調整することにより、鋼帯のめっき付着量が所望の値に制御される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−279415号公報
【特許文献2】特開平6−17222号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶融めっき装置に送り込まれる鋼帯は複数の鋼帯を溶接して連結されており、めっき付着量は1鋼帯毎に制御されることが多い。一般的に、板厚が薄い鋼帯は1鋼帯当たりの長さが長いため、一旦、引き上げた鋼帯を引き下げてから鋼帯のめっき付着量を測定すれば、測定した結果を付着量制御ノズルの調整にフィードバックして鋼帯の大部分のめっき付着量を制御することができる。しかしながら、板厚が厚い鋼帯においては1鋼帯当たりの長さが極端に短くなる場合がある。1鋼帯当たりの長さが短い鋼帯をめっきする際には、引き下げられた位置にある付着量計に先端が到達した時には当該鋼帯の大部分が既に付着量制御ノズルを通過しているため、めっき付着量の測定結果を付着量の制御に十分に反映できない問題がある。
【0005】
そこで、本願発明者が付着量制御ノズルより下流であって、できるだけ付着量制御ノズルに近い位置においてめっき付着量を測定する方法を検討したところ、単に、付着量計を付着量制御ノズルに近接させただけでは付着量の正確な測定ができないために、付着量制御ノズルを正確に制御することができないことが明らかとなった。
【0006】
特許文献2の合金化溶融亜鉛めっき鋼板の製造方法は、気体絞り装置により目付量調整がなされた鋼板面のZn付着量を、気体絞り装置の直後に設置した付着量計で連続的に測定し、この測定値に基づき高周波誘導加熱炉での鋼板の加熱条件をフィードフォワード制御することを目的としている。ただし、付着量の測定原理については記載がなく、付着量計を気体絞り装置に近づけた場合において、本願発明者が見出した後述のような不具合について何ら考慮がされていない。
【0007】
鋼帯のめっき付着量の測定には、一般的に蛍光X線が用いられる。また、めっき付着量は、鋼帯の幅方向一端部、中央部、他端部においてそれぞれ測定することが通常である。その際、幅方向における測定点を正確に位置決めしなければ付着量制御を正確に行うことができないため、アクチュエータを正確に走査する必要がある。
【0008】
ここで、X線を使用した付着量計付近は、安全性の問題によりX線の漏洩を防止するために金属壁で遮蔽されていなければならない。ところが、溶融めっき浴から引き上げられた鋼帯の温度は400℃近い高温となっているため、溶融めっき浴に近い位置に配置された付着量計を遮蔽すると、高温のめっき鋼帯による輻射熱により、遮蔽された空間内の温度が異常に高温となってしまう。金属壁で遮蔽された空間が高温に加熱されると、付着量計を移動させる移動装置を含む各種アクチュエータが異常動作を起こすという問題が生じる。特に、溶融めっき浴の上方は、溶融めっき浴と、溶融めっき浴後段に配置されて溶融めっき及び鋼帯を加熱して合金化処理する合金化炉とから対流によって伝達される熱によっても高温となる。
【0009】
付着量計、並びにアクチュエータには、正常に動作する温度範囲が規定されている。しかし、これらの機器は、一般的に室温環境で動作することを想定したものであり、400℃近い高温のめっき鋼帯に近接した状態で蛍光X線によりめっき付着量を測定するためには、何らかの温度対策を施さない限り、熱によるセンサ類の劣化故障、熱による歪みや誤動作を生じてしまう。
【0010】
アクチュエータが正常に動作しなければ付着量計を測定点まで正確に移動させることができない。正しい測定点でめっき付着量を測定できないと、付着量制御ノズルを正確に制御できないため、鋼帯のめっき付着量を正確に制御することができない。
【0011】
従来は、特許文献1のように、溶融めっき浴から鋼帯を引き上げた後で更に引き下げた位置に付着量計を配置していた。その場合、鋼帯の温度がほぼ常温まで低下しているためアクチュエータの異常動作という問題は認識されていなかった。本発明は、1鋼帯当たりの長さが短い鋼帯においてもめっき付着量を制御可能とするために、付着量計を溶融めっき浴に近づけたことにより新たにこのような問題が浮上した。
【0012】
本発明は、1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の第1のめっき鋼帯製造装置は、工場建屋内に施設されためっき鋼帯製造装置であって、鋼帯を浸して鋼帯に溶融めっきを付着させる溶融めっき浴と、溶融めっき浴から引き上げられた鋼帯のめっき付着量を調整するめっき調整部と、溶融めっき浴より上方に設置されているとともにめっき調整部から更に引き上げられた鋼帯を導入する入口と鋼帯を排出する出口とが形成されたX線遮蔽室と、X線遮蔽室内においてX線を使用して鋼帯のめっき付着量を測定する付着量計と、付着量計を所望の測定点に移動させる移動部と、工場建屋外から取り込まれた外気を工場建屋内の気体から遮蔽しながら冷却してX線遮蔽室に供給することによりX線遮蔽室に外気の温度以下の冷却外気を供給する給気手段と、X線遮蔽室内の気体を工場建屋外に排出する排気手段と、冷却外気をX線遮蔽室内に送り込みながら測定されためっき付着量に基づいてめっき調整部を制御することにより、鋼帯のめっき付着量を調整する制御手段とを備える。
【0014】
本発明の第2のめっき鋼帯製造装置は、第1のめっき鋼帯製造装置において、X線遮蔽室より手前で外気中の塩分量を低減するフィルターを更に備える。
【0015】
本発明の第1のめっき鋼帯製造方法は、工場建屋内に施設されためっき鋼帯製造装置により鋼帯にめっきを付着させるめっき鋼帯製造方法であって、溶融めっき浴から引き上げられながらめっき付着量を調整された鋼帯を導入する入口と鋼帯を排出する出口とが形成されているとともに溶融めっき浴より上方に設置されているX線遮蔽室内において、工場建屋外から取り込まれた外気を工場建屋内の気体から遮蔽しながら冷却してX線遮蔽室に供給することによりX線遮蔽室に外気の温度以下の冷却外気を供給するとともにX線遮蔽室内の気体を工場建屋外に排出しながら、X線を使用する付着量計を所望の測定点に移動させて測定された鋼帯のめっき付着量に基づいて鋼帯のめっき付着量を調整することを特徴とする。
【0016】
本発明の第2のめっき鋼帯製造方法は、第1のめっき鋼帯製造方法において、X線遮蔽室より手前で、X線遮蔽室に導入する外気中の塩分量を低減することを特徴とする。
【0017】
第1のめっき鋼帯製造装置及び第1のめっき鋼帯製造方法によれば、冷却外気をX線遮蔽室内に送り込みながら測定されためっき付着量を使用してめっき調整部を制御するため、溶融めっき浴上方において鋼帯のめっき付着量を測定する場合においても、めっき付着量を正確に制御することができる。
【0018】
第2のめっき鋼帯製造装置及び第2のめっき鋼帯製造方法によれば、X線遮蔽室内への塩分を含んだ冷却エアーの混入を防ぐことができる。特に、付着量計を所望の測定点に移動させる移動部を含む駆動系の錆を防ぐことにより、長期間にわたり移動部を正確に動作させることができる。移動部の動作を正確に保つことにより、めっき付着量を正確な位置で測定することができるため、正確な測定結果を使用してめっき付着量を制御することができる。
【発明の効果】
【0019】
本発明によれば、1鋼帯当たりの長さが極端に短い鋼帯のめっき付着量を測定する場合においても、めっき付着量を正確に制御することができる。
【図面の簡単な説明】
【0020】
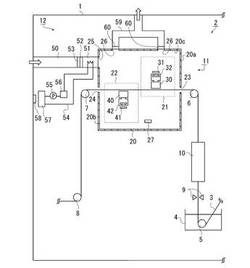
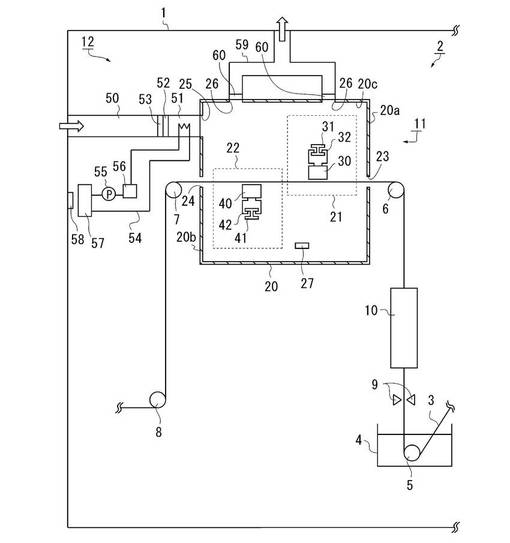
【図1】図1は、工場建屋内に施設された本実施形態のめっき鋼帯製造装置の部分構成図である。
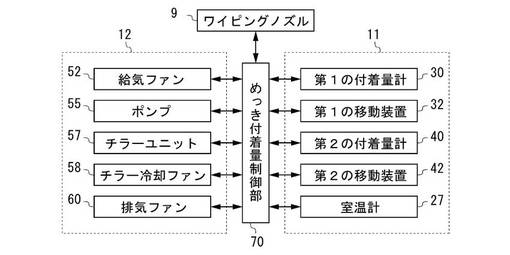
【図2】図2は、めっき付着量制御部と他の構成との接続関係を示すブロック図である。
【発明を実施するための形態】
【0021】
図1は、工場建屋1内に設置された本実施形態のめっき鋼帯製造装置2の部分構成図である。本実施形態でめっき処理される鋼帯3は、独立した鋼帯を複数つなぎ合わせることにより形成されたものである。鋼帯3を構成する独立した各鋼帯の長さは一定でなくてもよい。
【0022】
まず、鋼帯3の搬送経路について説明する。前工程から搬送されてきた鋼帯3は、溶融金属を貯留した溶融めっき浴4に浸入して溶融金属を表面に付着させた後、溶融めっき浴4中のシンクロール5によって鉛直上方に経路変更されて溶融めっき浴4から引き上げられる。本実施形態では、溶融金属として溶融亜鉛を使用するが他の金属であってもよい。本実施形態の溶融めっき浴4内における溶融金属の温度は約500℃に設定されており、溶融めっき浴4から引き上げられた直後の鋼帯3の温度は約400℃程度の高温状態になっている。溶融めっき浴4及び鋼帯3、及び合金化炉10の熱は対流により上方に伝達される。
【0023】
溶融めっき浴4から引き上げられた鋼帯3は、ワイピングノズル9を通る。ワイピングノズル9は、鋼帯3の表面及び裏面にそれぞれ気体を吹き付ける開口を有しており、気体の風向、風圧及びその他のパラメータを変えることにより鋼帯3に付着しためっきを落としてめっき付着量を調整する。ワイピングノズル9から更に引き上げられた鋼帯3は、必要により合金化炉10で加熱されることにより合金化処理される。
【0024】
合金化炉10から更に引き上げられた鋼帯3は、入側トップロール6によって水平方向に経路変更されてめっき付着量測定部11に送り込まれる。給排気装置12によって外気を給排気することにより冷却された空間内においてめっき付着量が測定された後、めっき付着量測定部11から水平方向に送り出された鋼帯3は、出側トップロール7によって鉛直下方に経路変更されて引き下げられる。ワイピングノズル9程度の高さまで引き下げられた鋼帯3は、ロール8によって更に経路変更されて後工程へ搬送される。
【0025】
次に、めっき付着量測定部11の詳細構成について説明する。めっき付着量測定部11は、溶融めっき浴4及び合金化炉10の上方の高所に位置しており、めっき付着量測定部11は、X線遮蔽室20、表面測定ユニット21、裏面測定ユニット22及び室温計27を備えている。
【0026】
X線遮蔽室20は、例えば、入側トップロール6と出側トップロール7との間に位置し、直方体箱形状の金属壁によって測定空間を囲うことにより、測定で使用するX線が測定空間外部に漏洩することを防いでいる。入側トップロール6に近いX線遮蔽室20の一側面20aには、鋼帯3を搬入するために開口した水平に長いスリット状の入口23が形成されている。出側トップロール7に近いX線遮蔽室20の他側面20bには、鋼帯3を搬出するために開口した水平に長いスリット状の出口24が形成されている。入口23と出口24とは同じ高さに形成されている。入口23及び出口24の大きさは、X線漏洩量が十分に低くなる程度に小さく形成されている。更に、X線遮蔽室20の他側面20bには給気口25が開口形成され、天井20cには複数の排気口26が開口形成されている。室温計27は、X線遮蔽室20内の温度を測定する。以下、X線遮蔽室20内では、上方を向いた鋼帯3の一方の面を表面とし、下方を向いた鋼帯3の他方の面を裏面と称する。
【0027】
表面測定ユニット21は、第1の付着量計30、第1のレール31及び第1の移動装置32を備えている。第1の付着量計30は、入口23に近い側に配置されており、上方から鋼帯3表面にX線を照射するとともに、X線を受けて鋼帯3から発生する蛍光X線を測定することにより鋼帯3表面のめっき付着量を測定する。第1のレール31は、鋼帯3上方における水平面内で鋼帯3の進行方向に直交する幅方向に沿って設置されている。第1の移動装置32は、第1の付着量計30を上方から保持するとともに、第1のレール31に沿って鋼帯3の幅方向に直線的に移動する。第1の付着量計30又は第1の移動装置32には、鋼帯3の幅方向端部を検知するセンサが搭載されており、第1の移動装置32は検知された幅方向端部から所定距離の複数の測定点に第1の付着量計30を移動し、第1の付着量計30は各測定点においてめっき付着量を測定する。
【0028】
裏面測定ユニット22は、第2の付着量計40、第2のレール41及び第2の移動装置42を備えている。第2の付着量計40は、出口24に近い側に配置されており、下方から鋼帯3裏面にX線を照射するとともに、X線を受けて鋼帯3から発生する蛍光X線を測定することにより鋼帯3裏面のめっき付着量を測定する。第2のレール41は、鋼帯3下方における水平面内で鋼帯3の進行方向に直交する幅方向に沿って設置されている。第2の移動装置42は、第2の付着量計40を下方から保持するとともに、第2のレール41に沿って鋼帯3の幅方向に直線的に移動する。第2の付着量計40又は第2の移動装置42には、鋼帯3の幅方向端部を検知するセンサが搭載されており、第2の移動装置42は検知された幅方向端部から所定距離の複数の測定点に第2の付着量計40を移動し、第2の付着量計40は各測定点においてめっき付着量を測定する。
【0029】
表面測定ユニット21及び裏面測定ユニット22の各構成には、正確に動作できる温度範囲が規定されており、各構成の熱による歪みや誤動作を生じないようにしなければ第1の付着量計30及び第2の付着量計40において正確にめっき付着量を測定することができない。第1のレール31、第1の移動装置32、第2のレール41及び第2の移動装置42のいずれかの温度が既定の温度範囲から外れて異常動作が発生すると、第1の付着量計30又は第2の付着量計40を正確に移動させることができなくなるため、めっき付着量を正確に測定することができなくなる。なお、表面測定ユニット21と裏面測定ユニット22は、鋼板進行方向にずらして設置される場合に限定されず、両者が対向するように設置される場合もある。また、第1の付着量計30及び第2の付着量計40は冷却水によって冷却されている。
【0030】
次に、給排気装置12の構成について説明する。給排気装置12は、給気ダクト50、熱交換部51、給気ファン52、塩害用フィルター53、水循環路54、ポンプ55、水冷タンク56、チラーユニット57、チラー冷却ファン58、排気ダクト59及び排気ファン60を備えている。
【0031】
給気ダクト50は、工場建屋1外からX線遮蔽室20付近まで外気を案内する。熱交換部51は、給気ダクト50とX線遮蔽室20との間に配設され、給気ダクト50により引き込まれた外気を冷却し、給気口25を通じて当該外気をX線遮蔽室20に案内する。給気ファン52は、給気ダクト50と熱交換部51との間に配設され、外気を給気ダクト50へと強制的に流入させるとともに、給気ダクト50から熱交換部51及びX線遮蔽室20へと送り込む。給気ダクト50及び熱交換部51を通る外気は工場建屋1内の空気から遮蔽されたままX線遮蔽室20に案内される。塩害用フィルター53は、給気ダクト50と給気ファン52との間に配設されて、外気に含まれる塩分量を低減する。塩害用フィルター53は、特に、海岸周辺の外気に含まれる塩分を低減するものであることが好ましい。
【0032】
工場建屋1内の溶融めっき浴4及び合金化炉10上方では、空気が高温に熱せられている。工場建屋1外から取り込んだ外気を工場建屋1内の空気から遮蔽することにより、外気温に近いまま熱交換部51まで供給することができる。外気を直接X線遮蔽室20内に供給するとめっき付着量測定部11の構成部材に錆が発生する場合がある。錆によって第1のレール31、第2のレール41、第1の移動装置32及び第2の移動装置42が正確に稼働しなくなるおそれがあるが、塩害用フィルター53の設置によって錆を防ぐことにより、めっき付着量の正確な測定結果を使用してめっき付着量を制御することができる。
【0033】
水循環路54は、熱交換部51を通るように所定経路で冷却水を案内する。ポンプ55により強制的に水循環路54中を循環する冷却水は、水冷タンク56からチラーユニット57に送られ、チラーユニット57においてチラー冷却ファン58から取り込まれた外気と熱交換することにより外気温より低い温度まで冷却された後、熱交換部51内の外気と熱交換することにより外気を冷却し、その後、水冷タンク56に戻る。冷却水と外気が熱交換するように構成しているため、工場建屋1内の気体と熱交換する場合に比較して冷却水を効率的に冷却することができる。
【0034】
排気ダクト59は、X線遮蔽室20の複数の排気口26から工場建屋1外まで空気を案内する。排気ファン60は、X線遮蔽室20内の空気を強制的に排気ダクト59に排気する。給気口25及び排気口26は、X線遮蔽室20内の室温ができるだけ均一になる位置に設けられている。
【0035】
入側トップロール6及び出側トップロール7は他の設備よりも高所に位置しているため、他の設備がほとんど存在しない。入側トップロール6及び出側トップロール7に並べてめっき付着量測定部11を高所に設置することにより、低所に設置する場合に比較して給気ダクト50及び排気ダクト59の設置が容易であるため、短経路で外気をX線遮蔽室20に供給することができる。外気の供給経路が短いため、工場建屋1内における外気の温度上昇を防いでX線遮蔽室20を効率的に冷却することができ、高精度な測定結果を得ることができる。
【0036】
次に、めっき付着量の制御方法について説明する。図2は、めっき付着量を制御するめっき付着量制御部70と他の構成との接続関係を示すブロック図である。めっき付着量制御部70は、コンピュータを使用してソフトウェアにより実現されるものであってもよいし、ハードウェアで実現されるものであってもよい。めっき付着量制御部70は、めっき付着量測定部11の第1の移動装置32及び第2の移動装置42に対して測定点への移動を含む移動指示を送信し、第1の移動装置32及び第2の移動装置42から位置情報を受信する。めっき付着量制御部70は、第1の付着量計30及び第2の付着量計40に対して測定指示を送信し、第1の付着量計30及び第2の付着量計40から測定結果を受信する。更に、めっき付着量制御部70は、室温計27からX線遮蔽室20内の室温を受信する。また更に、めっき付着量制御部70は、給排気装置12の給気ファン52、ポンプ55、チラーユニット57、チラー冷却ファン58及び排気ファン60に動作を指示する。めっき付着量制御部70は、ワイピングノズル9に対して、気体(ガス)の風向、風圧、鋼帯のめっき付着面までの距離及びその他のパラメータから必要な調整情報を選択して送信する。なお、めっき付着量制御部70が独立した複数の制御部で構成され、給排気装置12の一部又は全ての構成を制御する制御部は、めっき付着量測定部11の一部又は全ての構成を制御する制御部に接続されていないものであってもよい。
【0037】
次に、めっき付着量制御部70の動作について説明する。まず、めっき付着量制御部70は、ポンプ55、チラーユニット57及びチラー冷却ファン58を動作させることにより、熱交換部51に外気より低温の冷却水を送る。同時に、めっき付着量制御部70は、給気ファン52を動作させることにより、熱交換部51で外気を冷却しながらX線遮蔽室20に送り込むとともに、排気ファン60でX線遮蔽室20を排気する。めっき付着量制御部70は、室温が所定温度範囲内になるように給排気装置12の各構成を制御する。
【0038】
なお、めっき付着量制御部70は、X線遮蔽室20内の室温が高いほど給気ファン52及び排気ファン60による送風量を上げるなど、室温変化に対応することが好ましい。めっき付着量制御部70は、外気が十分に低温である場合には、X線遮蔽室20内の室温が外気温程度になるまで給気ファン52及び排気ファン60の送風量を上げるとともに冷却水の循環を止めることにより省電力化を図ってもよい。
【0039】
次に、めっき付着量制御部70は、所定温度範囲内に冷却されたX線遮蔽室20内において、第1の付着量計30及び第2の付着量計40を所定の測定点に移動させてめっき付着量を測定させる。本実施形態では、鋼帯3の幅方向端部から所定の距離の3点においてめっき付着量を測定する。めっき付着量の測定タイミングは定期的なものであってもよいし、適宜設定されたものであってもよい。めっき付着量制御部70は、室温が所定温度以下となったタイミングだけ測定を実施することにより、正確な測定値だけが付着量の調整に使用されるようにしてもよい。
【0040】
次に、めっき付着量制御部70は、所定温度範囲のX線遮蔽室20内で測定されためっき付着量に基づいて、ワイピングノズル9を調整し、めっき付着量を所望の値に近づくようにする。測定されためっき付着量とワイピングノズル9の調整量との関係は、式や表などにより予め定められている。めっき付着量制御部70がめっき付着量の調整を指示する対象はワイピングノズル9に限られるものではなく、溶融めっき浴4中で鋼帯を案内するシンクロール5及びその他のサポートロールであってもよく、めっき付着量を調整することができる他の手段であってもよい。めっき付着量の調整とは、めっき付着量を制御するあらゆる調整手段を含む概念である。
【0041】
【表1】

【0042】
表1は、給排気装置12を備えていない対策なしの場合、工場建屋1の中であってX線遮蔽室20の外にある空気を給排気装置12を経由してX線遮蔽室20内に送り込んだ比較例の場合、及び、工場建屋1の外の空気を給排気装置12を経由してX線遮蔽室20内に送り込んだ、本実施形態の場合のそれぞれについて、X線遮蔽室20の室内気温とX線遮蔽室20の室外気温と工場建屋1の外気温と表面測定ユニット21及び裏面測定ユニット22の動作異常回数との関係を測定した実験結果である。なお、水循環路54、ポンプ55、水冷タンク56、チラーユニット57及びチラー冷却ファン58を使用する本実施形態の熱交換は、比較例の場合には行っていない。いずれの場合も、工場建屋1の中であってX線遮蔽室20の外にある空気の温度を示すX線遮蔽室外気温は65℃であり、工場建屋1の外の気温を示す建屋外気温は35℃である。対策なしの場合にはX線遮蔽室20の室内気温は65℃になり、比較例の場合にはX線遮蔽室20の室内気温は55℃になった。対策なしの場合及び比較例の場合には、共に、X線遮蔽室20の室内気温が十分に低下しないため、表面測定ユニット21又は裏面測定ユニット22の動作異常が頻発し、操業開始から数時間以内に表面測定ユニット21又は裏面測定ユニット22の信頼性が失われた。一方、本実施形態の場合、X線遮蔽室20の室内気温は45℃〜42℃の間となり、表面測定ユニット21又は裏面測定ユニット22の動作異常が発生しなかった。本実施形態によれば、対策なしの場合及び比較例の場合に比べて、X線遮蔽室20の室内気温が大幅に低下し、表面測定ユニット21又は裏面測定ユニット22の動作異常を防ぐことができた。
【0043】
本実施形態のめっき鋼帯製造装置2によれば、溶融めっき浴4からの熱が伝達されやすい位置でめっき付着量を測定しながら、正確にめっき付着量を制御することができる。本実施形態のめっき鋼帯製造装置2によれば、X線遮蔽室20内を冷却することにより、熱による第1のレール31及び第2のレール41の歪み、並びに、熱による第1の移動装置32及び第2の移動装置42の駆動機構の異常動作を防ぐことができ、測定点を正確に検知してめっき付着量を測定することができるため、めっき付着量を正確に制御することができる。特に鋼帯3を構成する独立した各鋼帯の長さが短い場合にも、めっき付着後の早い段階で正確にめっき付着量を測定し、ワイピングノズル9を正確に制御することができる。
【産業上の利用可能性】
【0044】
本発明は、本実施形態のめっき鋼帯製造装置に限らず、本発明の趣旨を逸脱しない種々のめっき鋼帯製造装置に適用することができる。
【符号の説明】
【0045】
1 工場建屋
2 めっき鋼帯製造装置
3 鋼帯
4 溶融めっき浴
5 シンクロール
6 入側トップロール
7 出側トップロール
8 ロール
9 ワイピングノズル
10 合金化炉
11 めっき付着量測定部
12 給排気装置
20 X線遮蔽室
20a 一側面
20b 他側面
20c 天井
21 表面測定ユニット
22 裏面測定ユニット
23 入口
24 出口
25 給気口
26 排気口
27 室温計
30 第1の付着量計
31 第1のレール
32 第1の移動装置
40 第2の付着量計
41 第2のレール
42 第2の移動装置
50 給気ダクト
51 熱交換部
52 給気ファン
53 塩害用フィルター
54 水循環路
55 ポンプ
56 水冷タンク
57 チラーユニット
58 チラー冷却ファン
59 排気ダクト
60 排気ファン
70 めっき付着量制御部
【技術分野】
【0001】
本発明は、めっき鋼帯製造装置及びめっき鋼帯製造方法に関する。
【背景技術】
【0002】
従来、溶融めっき装置では、溶融めっき浴に浸した鋼帯を溶融めっき浴から上方に引き上げながら、付着量制御ノズルからガスを鋼帯両面に噴出することにより鋼帯のめっき付着量を制御している。付着量制御ノズルを通過した鋼帯は、一旦、高所まで引き上げられた後に再び引き下げられる。引き下げられた位置には、鋼帯のめっき付着量を測定する付着量計が設置されている。付着量計で測定されためっき付着量に基づいて、付着量制御ノズルの位置、風向及び風圧などのパラメータを調整することにより、鋼帯のめっき付着量が所望の値に制御される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−279415号公報
【特許文献2】特開平6−17222号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶融めっき装置に送り込まれる鋼帯は複数の鋼帯を溶接して連結されており、めっき付着量は1鋼帯毎に制御されることが多い。一般的に、板厚が薄い鋼帯は1鋼帯当たりの長さが長いため、一旦、引き上げた鋼帯を引き下げてから鋼帯のめっき付着量を測定すれば、測定した結果を付着量制御ノズルの調整にフィードバックして鋼帯の大部分のめっき付着量を制御することができる。しかしながら、板厚が厚い鋼帯においては1鋼帯当たりの長さが極端に短くなる場合がある。1鋼帯当たりの長さが短い鋼帯をめっきする際には、引き下げられた位置にある付着量計に先端が到達した時には当該鋼帯の大部分が既に付着量制御ノズルを通過しているため、めっき付着量の測定結果を付着量の制御に十分に反映できない問題がある。
【0005】
そこで、本願発明者が付着量制御ノズルより下流であって、できるだけ付着量制御ノズルに近い位置においてめっき付着量を測定する方法を検討したところ、単に、付着量計を付着量制御ノズルに近接させただけでは付着量の正確な測定ができないために、付着量制御ノズルを正確に制御することができないことが明らかとなった。
【0006】
特許文献2の合金化溶融亜鉛めっき鋼板の製造方法は、気体絞り装置により目付量調整がなされた鋼板面のZn付着量を、気体絞り装置の直後に設置した付着量計で連続的に測定し、この測定値に基づき高周波誘導加熱炉での鋼板の加熱条件をフィードフォワード制御することを目的としている。ただし、付着量の測定原理については記載がなく、付着量計を気体絞り装置に近づけた場合において、本願発明者が見出した後述のような不具合について何ら考慮がされていない。
【0007】
鋼帯のめっき付着量の測定には、一般的に蛍光X線が用いられる。また、めっき付着量は、鋼帯の幅方向一端部、中央部、他端部においてそれぞれ測定することが通常である。その際、幅方向における測定点を正確に位置決めしなければ付着量制御を正確に行うことができないため、アクチュエータを正確に走査する必要がある。
【0008】
ここで、X線を使用した付着量計付近は、安全性の問題によりX線の漏洩を防止するために金属壁で遮蔽されていなければならない。ところが、溶融めっき浴から引き上げられた鋼帯の温度は400℃近い高温となっているため、溶融めっき浴に近い位置に配置された付着量計を遮蔽すると、高温のめっき鋼帯による輻射熱により、遮蔽された空間内の温度が異常に高温となってしまう。金属壁で遮蔽された空間が高温に加熱されると、付着量計を移動させる移動装置を含む各種アクチュエータが異常動作を起こすという問題が生じる。特に、溶融めっき浴の上方は、溶融めっき浴と、溶融めっき浴後段に配置されて溶融めっき及び鋼帯を加熱して合金化処理する合金化炉とから対流によって伝達される熱によっても高温となる。
【0009】
付着量計、並びにアクチュエータには、正常に動作する温度範囲が規定されている。しかし、これらの機器は、一般的に室温環境で動作することを想定したものであり、400℃近い高温のめっき鋼帯に近接した状態で蛍光X線によりめっき付着量を測定するためには、何らかの温度対策を施さない限り、熱によるセンサ類の劣化故障、熱による歪みや誤動作を生じてしまう。
【0010】
アクチュエータが正常に動作しなければ付着量計を測定点まで正確に移動させることができない。正しい測定点でめっき付着量を測定できないと、付着量制御ノズルを正確に制御できないため、鋼帯のめっき付着量を正確に制御することができない。
【0011】
従来は、特許文献1のように、溶融めっき浴から鋼帯を引き上げた後で更に引き下げた位置に付着量計を配置していた。その場合、鋼帯の温度がほぼ常温まで低下しているためアクチュエータの異常動作という問題は認識されていなかった。本発明は、1鋼帯当たりの長さが短い鋼帯においてもめっき付着量を制御可能とするために、付着量計を溶融めっき浴に近づけたことにより新たにこのような問題が浮上した。
【0012】
本発明は、1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の第1のめっき鋼帯製造装置は、工場建屋内に施設されためっき鋼帯製造装置であって、鋼帯を浸して鋼帯に溶融めっきを付着させる溶融めっき浴と、溶融めっき浴から引き上げられた鋼帯のめっき付着量を調整するめっき調整部と、溶融めっき浴より上方に設置されているとともにめっき調整部から更に引き上げられた鋼帯を導入する入口と鋼帯を排出する出口とが形成されたX線遮蔽室と、X線遮蔽室内においてX線を使用して鋼帯のめっき付着量を測定する付着量計と、付着量計を所望の測定点に移動させる移動部と、工場建屋外から取り込まれた外気を工場建屋内の気体から遮蔽しながら冷却してX線遮蔽室に供給することによりX線遮蔽室に外気の温度以下の冷却外気を供給する給気手段と、X線遮蔽室内の気体を工場建屋外に排出する排気手段と、冷却外気をX線遮蔽室内に送り込みながら測定されためっき付着量に基づいてめっき調整部を制御することにより、鋼帯のめっき付着量を調整する制御手段とを備える。
【0014】
本発明の第2のめっき鋼帯製造装置は、第1のめっき鋼帯製造装置において、X線遮蔽室より手前で外気中の塩分量を低減するフィルターを更に備える。
【0015】
本発明の第1のめっき鋼帯製造方法は、工場建屋内に施設されためっき鋼帯製造装置により鋼帯にめっきを付着させるめっき鋼帯製造方法であって、溶融めっき浴から引き上げられながらめっき付着量を調整された鋼帯を導入する入口と鋼帯を排出する出口とが形成されているとともに溶融めっき浴より上方に設置されているX線遮蔽室内において、工場建屋外から取り込まれた外気を工場建屋内の気体から遮蔽しながら冷却してX線遮蔽室に供給することによりX線遮蔽室に外気の温度以下の冷却外気を供給するとともにX線遮蔽室内の気体を工場建屋外に排出しながら、X線を使用する付着量計を所望の測定点に移動させて測定された鋼帯のめっき付着量に基づいて鋼帯のめっき付着量を調整することを特徴とする。
【0016】
本発明の第2のめっき鋼帯製造方法は、第1のめっき鋼帯製造方法において、X線遮蔽室より手前で、X線遮蔽室に導入する外気中の塩分量を低減することを特徴とする。
【0017】
第1のめっき鋼帯製造装置及び第1のめっき鋼帯製造方法によれば、冷却外気をX線遮蔽室内に送り込みながら測定されためっき付着量を使用してめっき調整部を制御するため、溶融めっき浴上方において鋼帯のめっき付着量を測定する場合においても、めっき付着量を正確に制御することができる。
【0018】
第2のめっき鋼帯製造装置及び第2のめっき鋼帯製造方法によれば、X線遮蔽室内への塩分を含んだ冷却エアーの混入を防ぐことができる。特に、付着量計を所望の測定点に移動させる移動部を含む駆動系の錆を防ぐことにより、長期間にわたり移動部を正確に動作させることができる。移動部の動作を正確に保つことにより、めっき付着量を正確な位置で測定することができるため、正確な測定結果を使用してめっき付着量を制御することができる。
【発明の効果】
【0019】
本発明によれば、1鋼帯当たりの長さが極端に短い鋼帯のめっき付着量を測定する場合においても、めっき付着量を正確に制御することができる。
【図面の簡単な説明】
【0020】
【図1】図1は、工場建屋内に施設された本実施形態のめっき鋼帯製造装置の部分構成図である。
【図2】図2は、めっき付着量制御部と他の構成との接続関係を示すブロック図である。
【発明を実施するための形態】
【0021】
図1は、工場建屋1内に設置された本実施形態のめっき鋼帯製造装置2の部分構成図である。本実施形態でめっき処理される鋼帯3は、独立した鋼帯を複数つなぎ合わせることにより形成されたものである。鋼帯3を構成する独立した各鋼帯の長さは一定でなくてもよい。
【0022】
まず、鋼帯3の搬送経路について説明する。前工程から搬送されてきた鋼帯3は、溶融金属を貯留した溶融めっき浴4に浸入して溶融金属を表面に付着させた後、溶融めっき浴4中のシンクロール5によって鉛直上方に経路変更されて溶融めっき浴4から引き上げられる。本実施形態では、溶融金属として溶融亜鉛を使用するが他の金属であってもよい。本実施形態の溶融めっき浴4内における溶融金属の温度は約500℃に設定されており、溶融めっき浴4から引き上げられた直後の鋼帯3の温度は約400℃程度の高温状態になっている。溶融めっき浴4及び鋼帯3、及び合金化炉10の熱は対流により上方に伝達される。
【0023】
溶融めっき浴4から引き上げられた鋼帯3は、ワイピングノズル9を通る。ワイピングノズル9は、鋼帯3の表面及び裏面にそれぞれ気体を吹き付ける開口を有しており、気体の風向、風圧及びその他のパラメータを変えることにより鋼帯3に付着しためっきを落としてめっき付着量を調整する。ワイピングノズル9から更に引き上げられた鋼帯3は、必要により合金化炉10で加熱されることにより合金化処理される。
【0024】
合金化炉10から更に引き上げられた鋼帯3は、入側トップロール6によって水平方向に経路変更されてめっき付着量測定部11に送り込まれる。給排気装置12によって外気を給排気することにより冷却された空間内においてめっき付着量が測定された後、めっき付着量測定部11から水平方向に送り出された鋼帯3は、出側トップロール7によって鉛直下方に経路変更されて引き下げられる。ワイピングノズル9程度の高さまで引き下げられた鋼帯3は、ロール8によって更に経路変更されて後工程へ搬送される。
【0025】
次に、めっき付着量測定部11の詳細構成について説明する。めっき付着量測定部11は、溶融めっき浴4及び合金化炉10の上方の高所に位置しており、めっき付着量測定部11は、X線遮蔽室20、表面測定ユニット21、裏面測定ユニット22及び室温計27を備えている。
【0026】
X線遮蔽室20は、例えば、入側トップロール6と出側トップロール7との間に位置し、直方体箱形状の金属壁によって測定空間を囲うことにより、測定で使用するX線が測定空間外部に漏洩することを防いでいる。入側トップロール6に近いX線遮蔽室20の一側面20aには、鋼帯3を搬入するために開口した水平に長いスリット状の入口23が形成されている。出側トップロール7に近いX線遮蔽室20の他側面20bには、鋼帯3を搬出するために開口した水平に長いスリット状の出口24が形成されている。入口23と出口24とは同じ高さに形成されている。入口23及び出口24の大きさは、X線漏洩量が十分に低くなる程度に小さく形成されている。更に、X線遮蔽室20の他側面20bには給気口25が開口形成され、天井20cには複数の排気口26が開口形成されている。室温計27は、X線遮蔽室20内の温度を測定する。以下、X線遮蔽室20内では、上方を向いた鋼帯3の一方の面を表面とし、下方を向いた鋼帯3の他方の面を裏面と称する。
【0027】
表面測定ユニット21は、第1の付着量計30、第1のレール31及び第1の移動装置32を備えている。第1の付着量計30は、入口23に近い側に配置されており、上方から鋼帯3表面にX線を照射するとともに、X線を受けて鋼帯3から発生する蛍光X線を測定することにより鋼帯3表面のめっき付着量を測定する。第1のレール31は、鋼帯3上方における水平面内で鋼帯3の進行方向に直交する幅方向に沿って設置されている。第1の移動装置32は、第1の付着量計30を上方から保持するとともに、第1のレール31に沿って鋼帯3の幅方向に直線的に移動する。第1の付着量計30又は第1の移動装置32には、鋼帯3の幅方向端部を検知するセンサが搭載されており、第1の移動装置32は検知された幅方向端部から所定距離の複数の測定点に第1の付着量計30を移動し、第1の付着量計30は各測定点においてめっき付着量を測定する。
【0028】
裏面測定ユニット22は、第2の付着量計40、第2のレール41及び第2の移動装置42を備えている。第2の付着量計40は、出口24に近い側に配置されており、下方から鋼帯3裏面にX線を照射するとともに、X線を受けて鋼帯3から発生する蛍光X線を測定することにより鋼帯3裏面のめっき付着量を測定する。第2のレール41は、鋼帯3下方における水平面内で鋼帯3の進行方向に直交する幅方向に沿って設置されている。第2の移動装置42は、第2の付着量計40を下方から保持するとともに、第2のレール41に沿って鋼帯3の幅方向に直線的に移動する。第2の付着量計40又は第2の移動装置42には、鋼帯3の幅方向端部を検知するセンサが搭載されており、第2の移動装置42は検知された幅方向端部から所定距離の複数の測定点に第2の付着量計40を移動し、第2の付着量計40は各測定点においてめっき付着量を測定する。
【0029】
表面測定ユニット21及び裏面測定ユニット22の各構成には、正確に動作できる温度範囲が規定されており、各構成の熱による歪みや誤動作を生じないようにしなければ第1の付着量計30及び第2の付着量計40において正確にめっき付着量を測定することができない。第1のレール31、第1の移動装置32、第2のレール41及び第2の移動装置42のいずれかの温度が既定の温度範囲から外れて異常動作が発生すると、第1の付着量計30又は第2の付着量計40を正確に移動させることができなくなるため、めっき付着量を正確に測定することができなくなる。なお、表面測定ユニット21と裏面測定ユニット22は、鋼板進行方向にずらして設置される場合に限定されず、両者が対向するように設置される場合もある。また、第1の付着量計30及び第2の付着量計40は冷却水によって冷却されている。
【0030】
次に、給排気装置12の構成について説明する。給排気装置12は、給気ダクト50、熱交換部51、給気ファン52、塩害用フィルター53、水循環路54、ポンプ55、水冷タンク56、チラーユニット57、チラー冷却ファン58、排気ダクト59及び排気ファン60を備えている。
【0031】
給気ダクト50は、工場建屋1外からX線遮蔽室20付近まで外気を案内する。熱交換部51は、給気ダクト50とX線遮蔽室20との間に配設され、給気ダクト50により引き込まれた外気を冷却し、給気口25を通じて当該外気をX線遮蔽室20に案内する。給気ファン52は、給気ダクト50と熱交換部51との間に配設され、外気を給気ダクト50へと強制的に流入させるとともに、給気ダクト50から熱交換部51及びX線遮蔽室20へと送り込む。給気ダクト50及び熱交換部51を通る外気は工場建屋1内の空気から遮蔽されたままX線遮蔽室20に案内される。塩害用フィルター53は、給気ダクト50と給気ファン52との間に配設されて、外気に含まれる塩分量を低減する。塩害用フィルター53は、特に、海岸周辺の外気に含まれる塩分を低減するものであることが好ましい。
【0032】
工場建屋1内の溶融めっき浴4及び合金化炉10上方では、空気が高温に熱せられている。工場建屋1外から取り込んだ外気を工場建屋1内の空気から遮蔽することにより、外気温に近いまま熱交換部51まで供給することができる。外気を直接X線遮蔽室20内に供給するとめっき付着量測定部11の構成部材に錆が発生する場合がある。錆によって第1のレール31、第2のレール41、第1の移動装置32及び第2の移動装置42が正確に稼働しなくなるおそれがあるが、塩害用フィルター53の設置によって錆を防ぐことにより、めっき付着量の正確な測定結果を使用してめっき付着量を制御することができる。
【0033】
水循環路54は、熱交換部51を通るように所定経路で冷却水を案内する。ポンプ55により強制的に水循環路54中を循環する冷却水は、水冷タンク56からチラーユニット57に送られ、チラーユニット57においてチラー冷却ファン58から取り込まれた外気と熱交換することにより外気温より低い温度まで冷却された後、熱交換部51内の外気と熱交換することにより外気を冷却し、その後、水冷タンク56に戻る。冷却水と外気が熱交換するように構成しているため、工場建屋1内の気体と熱交換する場合に比較して冷却水を効率的に冷却することができる。
【0034】
排気ダクト59は、X線遮蔽室20の複数の排気口26から工場建屋1外まで空気を案内する。排気ファン60は、X線遮蔽室20内の空気を強制的に排気ダクト59に排気する。給気口25及び排気口26は、X線遮蔽室20内の室温ができるだけ均一になる位置に設けられている。
【0035】
入側トップロール6及び出側トップロール7は他の設備よりも高所に位置しているため、他の設備がほとんど存在しない。入側トップロール6及び出側トップロール7に並べてめっき付着量測定部11を高所に設置することにより、低所に設置する場合に比較して給気ダクト50及び排気ダクト59の設置が容易であるため、短経路で外気をX線遮蔽室20に供給することができる。外気の供給経路が短いため、工場建屋1内における外気の温度上昇を防いでX線遮蔽室20を効率的に冷却することができ、高精度な測定結果を得ることができる。
【0036】
次に、めっき付着量の制御方法について説明する。図2は、めっき付着量を制御するめっき付着量制御部70と他の構成との接続関係を示すブロック図である。めっき付着量制御部70は、コンピュータを使用してソフトウェアにより実現されるものであってもよいし、ハードウェアで実現されるものであってもよい。めっき付着量制御部70は、めっき付着量測定部11の第1の移動装置32及び第2の移動装置42に対して測定点への移動を含む移動指示を送信し、第1の移動装置32及び第2の移動装置42から位置情報を受信する。めっき付着量制御部70は、第1の付着量計30及び第2の付着量計40に対して測定指示を送信し、第1の付着量計30及び第2の付着量計40から測定結果を受信する。更に、めっき付着量制御部70は、室温計27からX線遮蔽室20内の室温を受信する。また更に、めっき付着量制御部70は、給排気装置12の給気ファン52、ポンプ55、チラーユニット57、チラー冷却ファン58及び排気ファン60に動作を指示する。めっき付着量制御部70は、ワイピングノズル9に対して、気体(ガス)の風向、風圧、鋼帯のめっき付着面までの距離及びその他のパラメータから必要な調整情報を選択して送信する。なお、めっき付着量制御部70が独立した複数の制御部で構成され、給排気装置12の一部又は全ての構成を制御する制御部は、めっき付着量測定部11の一部又は全ての構成を制御する制御部に接続されていないものであってもよい。
【0037】
次に、めっき付着量制御部70の動作について説明する。まず、めっき付着量制御部70は、ポンプ55、チラーユニット57及びチラー冷却ファン58を動作させることにより、熱交換部51に外気より低温の冷却水を送る。同時に、めっき付着量制御部70は、給気ファン52を動作させることにより、熱交換部51で外気を冷却しながらX線遮蔽室20に送り込むとともに、排気ファン60でX線遮蔽室20を排気する。めっき付着量制御部70は、室温が所定温度範囲内になるように給排気装置12の各構成を制御する。
【0038】
なお、めっき付着量制御部70は、X線遮蔽室20内の室温が高いほど給気ファン52及び排気ファン60による送風量を上げるなど、室温変化に対応することが好ましい。めっき付着量制御部70は、外気が十分に低温である場合には、X線遮蔽室20内の室温が外気温程度になるまで給気ファン52及び排気ファン60の送風量を上げるとともに冷却水の循環を止めることにより省電力化を図ってもよい。
【0039】
次に、めっき付着量制御部70は、所定温度範囲内に冷却されたX線遮蔽室20内において、第1の付着量計30及び第2の付着量計40を所定の測定点に移動させてめっき付着量を測定させる。本実施形態では、鋼帯3の幅方向端部から所定の距離の3点においてめっき付着量を測定する。めっき付着量の測定タイミングは定期的なものであってもよいし、適宜設定されたものであってもよい。めっき付着量制御部70は、室温が所定温度以下となったタイミングだけ測定を実施することにより、正確な測定値だけが付着量の調整に使用されるようにしてもよい。
【0040】
次に、めっき付着量制御部70は、所定温度範囲のX線遮蔽室20内で測定されためっき付着量に基づいて、ワイピングノズル9を調整し、めっき付着量を所望の値に近づくようにする。測定されためっき付着量とワイピングノズル9の調整量との関係は、式や表などにより予め定められている。めっき付着量制御部70がめっき付着量の調整を指示する対象はワイピングノズル9に限られるものではなく、溶融めっき浴4中で鋼帯を案内するシンクロール5及びその他のサポートロールであってもよく、めっき付着量を調整することができる他の手段であってもよい。めっき付着量の調整とは、めっき付着量を制御するあらゆる調整手段を含む概念である。
【0041】
【表1】
【0042】
表1は、給排気装置12を備えていない対策なしの場合、工場建屋1の中であってX線遮蔽室20の外にある空気を給排気装置12を経由してX線遮蔽室20内に送り込んだ比較例の場合、及び、工場建屋1の外の空気を給排気装置12を経由してX線遮蔽室20内に送り込んだ、本実施形態の場合のそれぞれについて、X線遮蔽室20の室内気温とX線遮蔽室20の室外気温と工場建屋1の外気温と表面測定ユニット21及び裏面測定ユニット22の動作異常回数との関係を測定した実験結果である。なお、水循環路54、ポンプ55、水冷タンク56、チラーユニット57及びチラー冷却ファン58を使用する本実施形態の熱交換は、比較例の場合には行っていない。いずれの場合も、工場建屋1の中であってX線遮蔽室20の外にある空気の温度を示すX線遮蔽室外気温は65℃であり、工場建屋1の外の気温を示す建屋外気温は35℃である。対策なしの場合にはX線遮蔽室20の室内気温は65℃になり、比較例の場合にはX線遮蔽室20の室内気温は55℃になった。対策なしの場合及び比較例の場合には、共に、X線遮蔽室20の室内気温が十分に低下しないため、表面測定ユニット21又は裏面測定ユニット22の動作異常が頻発し、操業開始から数時間以内に表面測定ユニット21又は裏面測定ユニット22の信頼性が失われた。一方、本実施形態の場合、X線遮蔽室20の室内気温は45℃〜42℃の間となり、表面測定ユニット21又は裏面測定ユニット22の動作異常が発生しなかった。本実施形態によれば、対策なしの場合及び比較例の場合に比べて、X線遮蔽室20の室内気温が大幅に低下し、表面測定ユニット21又は裏面測定ユニット22の動作異常を防ぐことができた。
【0043】
本実施形態のめっき鋼帯製造装置2によれば、溶融めっき浴4からの熱が伝達されやすい位置でめっき付着量を測定しながら、正確にめっき付着量を制御することができる。本実施形態のめっき鋼帯製造装置2によれば、X線遮蔽室20内を冷却することにより、熱による第1のレール31及び第2のレール41の歪み、並びに、熱による第1の移動装置32及び第2の移動装置42の駆動機構の異常動作を防ぐことができ、測定点を正確に検知してめっき付着量を測定することができるため、めっき付着量を正確に制御することができる。特に鋼帯3を構成する独立した各鋼帯の長さが短い場合にも、めっき付着後の早い段階で正確にめっき付着量を測定し、ワイピングノズル9を正確に制御することができる。
【産業上の利用可能性】
【0044】
本発明は、本実施形態のめっき鋼帯製造装置に限らず、本発明の趣旨を逸脱しない種々のめっき鋼帯製造装置に適用することができる。
【符号の説明】
【0045】
1 工場建屋
2 めっき鋼帯製造装置
3 鋼帯
4 溶融めっき浴
5 シンクロール
6 入側トップロール
7 出側トップロール
8 ロール
9 ワイピングノズル
10 合金化炉
11 めっき付着量測定部
12 給排気装置
20 X線遮蔽室
20a 一側面
20b 他側面
20c 天井
21 表面測定ユニット
22 裏面測定ユニット
23 入口
24 出口
25 給気口
26 排気口
27 室温計
30 第1の付着量計
31 第1のレール
32 第1の移動装置
40 第2の付着量計
41 第2のレール
42 第2の移動装置
50 給気ダクト
51 熱交換部
52 給気ファン
53 塩害用フィルター
54 水循環路
55 ポンプ
56 水冷タンク
57 チラーユニット
58 チラー冷却ファン
59 排気ダクト
60 排気ファン
70 めっき付着量制御部
【特許請求の範囲】
【請求項1】
工場建屋内に施設されためっき鋼帯製造装置であって、
鋼帯を浸して当該鋼帯に溶融めっきを付着させる溶融めっき浴と、
前記溶融めっき浴から引き上げられた前記鋼帯のめっき付着量を調整するめっき調整部と、
前記溶融めっき浴より上方に設置されているとともに前記めっき調整部から更に引き上げられた前記鋼帯を導入する入口と当該鋼帯を排出する出口とが形成されたX線遮蔽室と、
前記X線遮蔽室内においてX線を使用して前記鋼帯のめっき付着量を測定する付着量計と、
前記付着量計を所望の測定点に移動させる移動部と、
前記工場建屋外から取り込まれた外気を当該工場建屋内の気体から遮蔽しながら冷却して前記X線遮蔽室に供給することにより当該X線遮蔽室に前記外気の温度以下の冷却外気を供給する給気手段と、
前記X線遮蔽室内の気体を前記工場建屋外に排出する排気手段と、
前記冷却外気を前記X線遮蔽室内に送り込みながら測定された前記めっき付着量に基づいて前記めっき調整部を制御することにより、前記鋼帯の前記めっき付着量を調整する制御手段と
を備えるめっき鋼帯製造装置。
【請求項2】
前記X線遮蔽室より手前で前記外気中の塩分量を低減するフィルターを更に備える、請求項1の鋼帯製造装置。
【請求項3】
工場建屋内に施設されためっき鋼帯製造装置により鋼帯にめっきを付着させるめっき鋼帯製造方法であって、
溶融めっき浴から引き上げられながらめっき付着量を調整された前記鋼帯を導入する入口と当該鋼帯を排出する出口とが形成されているとともに当該溶融めっき浴より上方に設置されているX線遮蔽室内において、前記工場建屋外から取り込まれた外気を当該工場建屋内の気体から遮蔽しながら冷却して当該X線遮蔽室に供給することにより当該X線遮蔽室に前記外気の温度以下の冷却外気を供給するとともに当該X線遮蔽室内の気体を当該工場建屋外に排出しながら、X線を使用する付着量計を所望の測定点に移動させて測定された当該鋼帯の当該めっき付着量に基づいて当該鋼帯の前記めっき付着量を調整することを特徴とする
めっき鋼帯製造方法。
【請求項4】
前記X線遮蔽室より手前で前記外気中の塩量を低減することを特徴とする請求項3の鋼帯製造方法。
【請求項1】
工場建屋内に施設されためっき鋼帯製造装置であって、
鋼帯を浸して当該鋼帯に溶融めっきを付着させる溶融めっき浴と、
前記溶融めっき浴から引き上げられた前記鋼帯のめっき付着量を調整するめっき調整部と、
前記溶融めっき浴より上方に設置されているとともに前記めっき調整部から更に引き上げられた前記鋼帯を導入する入口と当該鋼帯を排出する出口とが形成されたX線遮蔽室と、
前記X線遮蔽室内においてX線を使用して前記鋼帯のめっき付着量を測定する付着量計と、
前記付着量計を所望の測定点に移動させる移動部と、
前記工場建屋外から取り込まれた外気を当該工場建屋内の気体から遮蔽しながら冷却して前記X線遮蔽室に供給することにより当該X線遮蔽室に前記外気の温度以下の冷却外気を供給する給気手段と、
前記X線遮蔽室内の気体を前記工場建屋外に排出する排気手段と、
前記冷却外気を前記X線遮蔽室内に送り込みながら測定された前記めっき付着量に基づいて前記めっき調整部を制御することにより、前記鋼帯の前記めっき付着量を調整する制御手段と
を備えるめっき鋼帯製造装置。
【請求項2】
前記X線遮蔽室より手前で前記外気中の塩分量を低減するフィルターを更に備える、請求項1の鋼帯製造装置。
【請求項3】
工場建屋内に施設されためっき鋼帯製造装置により鋼帯にめっきを付着させるめっき鋼帯製造方法であって、
溶融めっき浴から引き上げられながらめっき付着量を調整された前記鋼帯を導入する入口と当該鋼帯を排出する出口とが形成されているとともに当該溶融めっき浴より上方に設置されているX線遮蔽室内において、前記工場建屋外から取り込まれた外気を当該工場建屋内の気体から遮蔽しながら冷却して当該X線遮蔽室に供給することにより当該X線遮蔽室に前記外気の温度以下の冷却外気を供給するとともに当該X線遮蔽室内の気体を当該工場建屋外に排出しながら、X線を使用する付着量計を所望の測定点に移動させて測定された当該鋼帯の当該めっき付着量に基づいて当該鋼帯の前記めっき付着量を調整することを特徴とする
めっき鋼帯製造方法。
【請求項4】
前記X線遮蔽室より手前で前記外気中の塩量を低減することを特徴とする請求項3の鋼帯製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−122221(P2011−122221A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−282315(P2009−282315)
【出願日】平成21年12月11日(2009.12.11)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月11日(2009.12.11)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]