
めっき鋼板、およびその製造方法
【課題】めっき密着性に優れたSi及びMn含有溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.2μm以上3.0μm以下を満足するめっき鋼板である。
【解決手段】素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.2μm以上3.0μm以下を満足するめっき鋼板である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、めっき密着性に優れるSi及びMn含有溶融亜鉛めっき鋼板(GI)および合金化溶融亜鉛めっき鋼板(GA)に関し、詳細には、自動車、家電、建材等の分野で、年々複雑化する加工に対しても良好なめっき密着性を確保し得るSi及びMn含有溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板に関するものである。以下では、説明の便宜上、これらの鋼板をまとめて「めっき鋼板」で代表させる場合がある。
【背景技術】
【0002】
近年、自動車や家電等の軽量化の目的で、強度、延性、加工性に優れた鋼鈑の需要が急増している。鋼鈑にSiやMnを添加すると、強度を損なうことなく延性や加工性を向上できることから、このような特性を満たす鋼鈑としてSi及びMn含有鋼が使用されている。また、上記鋼板には耐食性も要求されることから、Si及びMn含有鋼に耐食性を付与した溶融亜鉛めっき鋼板(GI鋼板)や合金化溶融亜鉛めっき鋼板(GA鋼板)のニーズが年々高まりつつある。
【0003】
溶融亜鉛めっき鋼板や合金化溶融亜鉛めっき鋼板のめっき鋼板は、一般に以下の方法で製造される。まず、スラブを熱延、冷延の後、必要に応じて熱処理を行なった薄鋼板(母材鋼板)を用意する。母材鋼板の表面は、前処理工程にて脱脂および/または酸洗して洗浄しても良い。次に、予熱炉内で母材鋼板表面の油分を燃焼除去した後、非酸化性雰囲気または還元性雰囲気の焼鈍炉内で加熱して再結晶焼鈍を行う。その後、非酸化性雰囲気中または還元性雰囲気中で鋼板をめっきに適した温度まで冷却し、大気に触れることなく微量のAl(約0.1〜0.2質量%程度)を添加した溶融亜鉛浴中に浸漬することによって溶融亜鉛めっき鋼板が得られる。
【0004】
また、合金化溶融亜鉛めっき鋼板は、溶融亜鉛めっき後、合金化炉内で熱処理することによって得られる。
【0005】
しかしながら、SiやMnは易酸化性元素であり、鋼板表面に濃化し易い。すなわち、易酸化性元素を含有する鋼板を加熱処理すると、これらの元素が選択的に酸化され、鋼鈑表面(鋼板とめっき層との界面側)に濃化して酸化物(Si−Mn−Oなど)を形成する。これらの酸化物は、めっき処理時の溶融亜鉛との濡れ性を著しく低下させるため、不めっきや合金化不良を招く。これらの易酸化性元素は、非酸化性雰囲気中または還元雰囲気中でも濃化を抑制することが困難なため、Si及びMn含有鋼板では、上記酸化物による問題の改善が求められている。
【0006】
そこで、SiやMnの易酸化性元素含有鋼板を用いて溶融亜鉛めっき、更には合金化を行なうにあたり、所謂「酸化−還元法」が用いられている。この「酸化−還元法」は、熱延および冷延を行なった鋼板に対し、酸化性雰囲気下での酸化および還元性雰囲気下での還元を行なってから、所定の溶融亜鉛めっき処理、更には合金化処理を行なう方法である。詳細には、まず、焼鈍炉を酸化性雰囲気として加熱(酸化)することにより、鋼板の表面に、鋼板側から順に、Feと、Si、Mnなどの易酸化性元素の酸化物(Fe−Si−Mn−O)から主に構成される内方酸化層と;鉄酸化物(Fe−O)から主に構成される外方酸化層が形成される。次に、還元炉を還元性雰囲気として加熱(還元)することにより、上記の鉄酸化物が還元されてめっき濡れ性に優れた還元鉄(Fe)の層が鋼板表層(外側)に形成される。次いで、溶融亜鉛めっき、更には合金化処理が行なわれる。
【0007】
しかしながら、この「酸化−還元法」によれば、めっき層と鋼鈑との界面にSiやMn
などの易酸化性元素の酸化物(Si−Mn−O)が不適切に濃化する場合があり、その結果、めっき鋼板の加工時にめっきが剥離するなどの問題がある。
【0008】
このようなめっき剥離の問題に対し、例えば特許文献1〜3に記載の方法が提案されている。このうち特許文献1および特許文献2には、鋼板とめっき層との界面から5μm以下の鋼板側の結晶粒界と結晶粒内にSiを含む酸化物が存在するように制御された溶融亜鉛めっき鋼板が開示されている。特許文献3には、鋼板の表面に所定量のSiO2の内部
酸化物を含むように制御された合金化溶融亜鉛めっき鋼板が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2008−038168号公報
【特許文献2】特開2006−233333号公報
【特許文献3】特開2001−279412号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記の方法はいずれも、SiやMnの鋼板表面への濃化(表面酸化)を抑制するため、鋼板とめっき層の界面付近に粒界酸化や内部酸化層を積極的に発生させることに主眼を置いたものであり、めっき密着性が不充分な場合がある。
【0011】
本発明は上記事情に鑑みてなされたものであり、その目的は、めっき密着性に優れたSi及びMn含有溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板、並びにその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決することのできた本発明の溶融亜鉛めっき鋼鈑は、素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.20μm以上3.0μm以下であるところに要旨を有している。
【0013】
好ましい実施形態において、前記凹部の平均直径は4μm以上9μm以下であり、前記凸部の平均幅は0.8μm以上2.2μm以下である。
【0014】
好ましい実施形態において、上記素地鋼板は、質量%で(以下、鋼中成分について、全て同じ。)、C:0.04%以上0.2%以下、Si:0.1%以上3%以下、Mn:0.1%以上3%以下、Al:0.06%以下(0%は含まない)を含有する。
【0015】
好ましい実施形態において、上記素地鋼板は、更にCrを0.3%以下(0%を含まない)含有している。
【0016】
好ましい実施形態において、上記素地鋼板は、更にTiを0.05%以下(0%を含まない)含有している。
【0017】
好ましい実施形態において、上記素地鋼板は、更にNiを2%以下(0%を含まない)、Cuを2%以下(0%を含まない)、Moを2%以下(0%を含まない)、およびBを0.01%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有している。
【0018】
好ましい実施形態において、上記素地鋼板は、更にNbを1%以下(0%を含まない)、Vを1%以下(0%を含まない)、およびWを0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有している。
【0019】
好ましい実施形態において、上記素地鋼板は、更にCa、Mg、およびREMよりなる群から選ばれるすくなくとも1種の元素を0.03%以下(0%を含まない)含有している。
【0020】
好ましい実施形態において、上記素地鋼板は、残部:鉄および不可避不純物である。
【0021】
上記課題を解決し得た本発明に係る溶融亜鉛めっき鋼板の製造方法は、素地鋼板を酸化
雰囲気下で熱処理し、素地鋼板表面に酸化層を形成する酸化工程と、前記酸化工程の後、還元雰囲気下で熱処理して前記素地鋼板表面の酸化層を還元する還元工程と、前記還元工程の後、溶融亜鉛めっき処理するめっき工程と、を含み、前記酸化工程において、酸素分圧を0.00010体積%以上0.1体積%以下に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御するところに要旨を有するものである。
【発明の効果】
【0022】
本発明によれば、めっき層と素地鋼板との界面に形成される酸化物含有層(主にFe−Zn合金+Si−Mn−Oから構成される)の素地鋼板側に形成される凹凸形態が適切に制御されているため、素地鋼板とのめっき密着性に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板が得られる。
【図面の簡単な説明】
【0023】
【図1】図1は、酸化−還元法における各段階における鋼板の表面状態を模式的に示す図である。
【図2】図2は、本発明で規定する凹部の平均直径と凸部の平均幅を測定する方法を、模式的に説明する図である。
【図3】図3は、実施例の表3のNo.5(本発明例)における酸化物含有層の凹部と凸部を示すSEM写真である。
【図4】図4は、従来のめっき鋼板における酸化物含有層の凹部と凸部を示すSEM写真である。
【図5】図5は、凹部の平均直径と、めっき密着性試験におけるテープ剥離幅との関係を示すグラフである。
【図6】図6は、凸部の平均幅と、めっき密着性試験におけるテープ剥離幅との関係を示すグラフである。
【発明を実施するための形態】
【0024】
本発明者らは、めっき密着性に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板(以下、これらをまとめて「めっき鋼板」で代表させる場合がある。)を提供するため、検討を重ねてきた。その結果、めっき処理後のめっき鋼板において、めっき層と素地鋼板との界面に形成される酸化物含有層(主にFe−Zn合金+Si−Mn−Oから構成される)の素地鋼板側に形成される凹凸形態[後記する図1(c)の模式図を参照]が、最終製品であるめっき鋼板のめっき密着性に大きく寄与することを突き止めた。
【0025】
本明細書では、めっき鋼板を構成するめっき層と鋼板のうち、当該鋼板を特に「素地鋼板」と呼ぶ。上記「素地鋼板」は、めっき鋼板の製造過程では、熱延および冷延を行なった後であって、めっき前の鋼板に対応している。以下では、説明の便宜上、「素地鋼板」を、単に「鋼板」と略記する場合がある。
【0026】
以下、図1を参照しながら、上記の凹凸形態について詳しく説明する。
【0027】
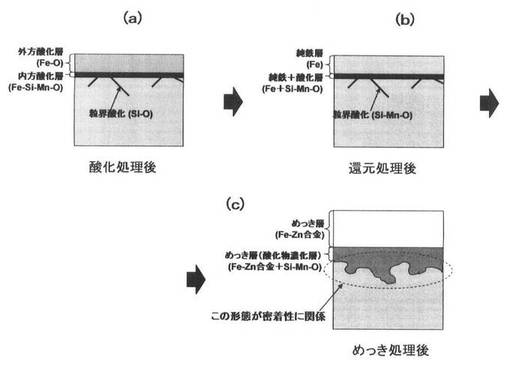
図1は、素地鋼板に対し、前述した「酸化−還元法」を施したときの、酸化処理後、還元処理後、めっき処理後の各段階における表面状態(めっき前の鋼板内部または鋼板表層の状態、及びめっき後の鋼板とめっき層界面近傍の状態)を模式的に示した図である。
【0028】
まず、焼鈍炉での酸化処理により、図1(a)に示すように、鋼板の表面には、鋼板側から順に、内方酸化層(Fe−Si−Mn−O)と外方酸化層(Fe−O)が形成されると共に、鋼板の内部に、粒界酸化物(Si−Mn−O)が形成される。
【0029】
次に、還元炉での還元処理により、図1(b)に示すように、外方酸化層(Fe−O)は還元されて純鉄層(Fe)となるが、内方酸化層(Fe−Si−Mn−O)や粒界酸化物(Si−Mn−O)中の酸化物(Si−Mn−OまたはSi−O)は還元されず、そのまま残留する。
【0030】
この状態でめっき処理を行なうと、図1(c)に示すように、最表面にめっき層(Fe−Zn合金)が形成されると共に、SiおよびMnが鋼板表面側に拡散し、Si−Mn−Oの存在領域が広域化する。このとき、粒界酸化(結晶粒界に限定されず、結晶粒内も含む。)で優先的に合金化が起こり、鋼板とめっき層との界面の鋼板側に凹凸が生じる(図1(c)を参照)。この凹凸が所謂くさび効果を奏し、この凹凸形態を適切に制御することにより、めっき層と鋼板の密着性が飛躍的に向上することが判明し、本発明を完成した。
【0031】
すなわち、本発明のめっき鋼板(溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の両方を含む)は、素地鋼板と溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、上記酸化物含有層の表面を素地鋼板側から観察したとき、後記する図3に示すように、網目状の凸部によって分割された複数の凹部を有しており、隣接する凹部と凹部の幅を凸部の幅としたとき、インターセプト法で求めた凹部の平均直径:3.0μm以上10.0μm以下、且つ、凸部の平均幅:0.20μm以上3.0μm上であるところに特徴がある。好ましくは、上記凹部の平均直径は4μm以上9μm以下であり、上記凸部の平均幅値は0.8μm以上2.2μm以下である。
【0032】
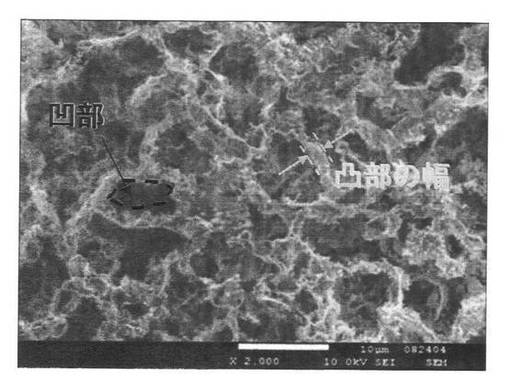
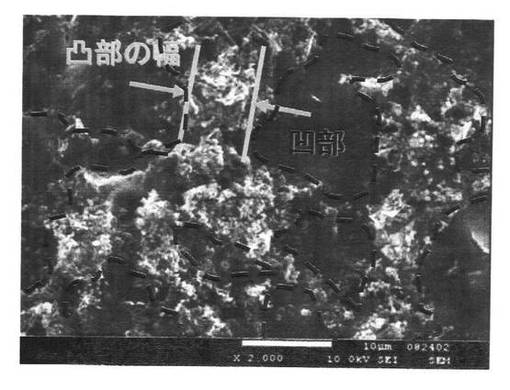
参考のため、後記する表3のNo.5(本発明のめっき鋼板)における、凹部の平均直径と凸部の平均幅を後記する手順に従って観察したSEM写真を図3に;従来のめっき鋼板における凹部の平均直径と凸部の平均幅を後記する手順に従って観察したSEM写真を図4に、それぞれ示す。これらの図を対比すると明らかなように、本発明のめっき鋼板は従来のめっき鋼板に比べて、凹部の平均直径が小さく、且つ、凸部の平均幅が小さくなっている。すなわち、本発明によれば、従来に比べて幅の狭い凸部が多く形成されているため、前述した楔効果によるめっき密着性向上作用が大きく発揮されると思料される。詳細は、後記する図5および図6を参照して説明する。
【0033】
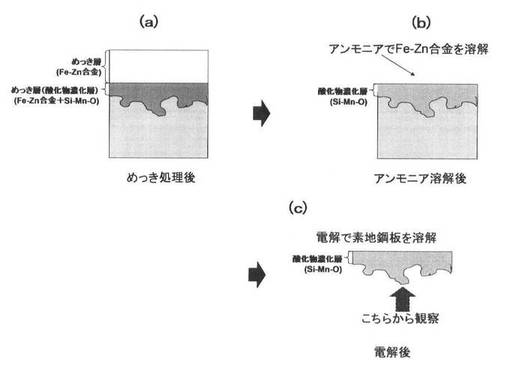
本発明では、上記酸化物含有層の鋼板側の表面状態(凹凸状態)を観察するに当たり、独自の方法を採用した。この方法は、アンモニア水溶液を用いてめっき層のみを溶解除去した後、電解により鋼板を溶解し、残存する酸化物含有層を鋼板側から観察する方法であり、凹凸状態を精度良く評価するために本発明者らが考案したものである。上記の表面状態を観察する代表的な方法としては、めっき層と鋼板との界面(断面)を観察する方法があるが、断面の切り方によって凹凸状態が大きく変化し、ばらつきが大きくなるため、本発明では、以下の方法を採用した。
【0034】
以下、図2を参照しながら、上記方法を詳しく説明する。
【0035】
まず、図2(a)に示すように、めっき処理後のめっき鋼板を用意する。図2(a)は前述した図1(c)と同じである。
【0036】
次に、上記めっき鋼板をアンモニア水溶液に浸漬する。これにより、めっき層(Fe−Zn合金)のみが溶解除去される。本発明において「酸化物含有層」とは、めっき鋼板をアンモニア水溶液に浸漬後、溶解せずに残存した層を意味する。めっき鋼板をアンモニア水溶液に浸漬すると、めっき層を構成する亜鉛とアンモニアが錯体を形成してめっき層は溶解するが、鋼板や、鋼板とめっき層との間に形成される酸化物を含む層(Fe+Si−Mn−O)は溶解されない。
【0037】
ここで、めっき層の溶解に用いられるアンモニア水溶液の濃度は特に限定されず、めっき層を溶解できる濃度に制御されていれば良い。具体的にはめっき層の組成や厚さなどによっても相違するが、例えば、約25〜30質量%のアンモニア水溶液を用いることが好ましい。
【0038】
次に、電解により鋼板を溶解する。電解条件は、以下のとおりである。
電解液:10%アセチルアセトン−1%テトラメチルアンモニウムクロリド−メタノール溶液(10%AA系電解液)
電解装置:北斗電工製のHA151
電流密度<20mA/cm2
【0039】
電解後に残存した酸化物含有層の凹凸状態を、図2(c)に示すように鋼板側からSEM観察(倍率1000倍)する。
【0040】
上記のようにして酸化物含有層の凹凸状態を鋼板側から観察したときのSEM観察写真を、図3(本発明例)および図4(比較例)に示す。
【0041】
これらの図に示すように、粒界酸化物(Si−Mn−O)に相当する部分と、そうでない部分との間で凹凸の高低差が見られた。詳細には上記の酸化物含有層は、粒界酸化物に対応する、網目状の凸部によって分割された複数の孔を有しており、本明細書では、上記複数の孔を「凹部」と呼び、隣接する凹部と凹部の幅を「凸部の幅」と呼ぶ。
【0042】
本発明では、上記「凹部」の平均直径と上記「凸部の平均幅」を、めっき密着性の指標として用いている。凹部の平均直径は、インターセプト法で算出した。これらの測定方法の詳細は、以下のとおりである。
【0043】
まず、凹部の平均直径の測定方法を説明する。上記のようにして得られた電解後の酸化物含有層を、鋼板側からSEM(走査型電子顕微鏡)で観察し、SEM写真(100mm×120mm)を得る。倍率は1000倍とし、合計3視野(1視野は100μm×120μm)を観察する。凹凸形状を観察するという観点からすると、SEMによる2次電子像を用いることが好ましく、後記する実施例では、2次電子像を用いた。SEM写真に観察される複数の孔(凹部)のそれぞれについて、各凹部を横切るように、左右の水平線及び上下の垂直線を複数本引く。後記する実施例では、左右に2本、上下に3本、合計5本の線を引いた。各写真上に引かれた合計5本の線分(凹部を横切る線と線の長さ)の和を、各線分が通る凹部の数で除した長さを算出し、その平均値を、凹部の平均直径とした。
【0044】
凸部の平均幅の測定方法は、以下のとおりである。凹部の平均直径を測定する場合と同様の方法で電解後の酸化物含有層を鋼板側からSEMで観察し、SEM写真(100mm×120mm)を得る。ただし、凸倍の幅を精度良く測定するため、倍率は2000倍と高めた。また、凸部の幅については、視野間のバラツキが少ないため、1視野(100μm×120μm)のみ観察を行なった。各SEM写真において、隣接する2つの凸部を任意にとり、凸部と凸部の間隔の最小値を測定する。合計5個の間隔を測定し、その平均を「凸部の平均幅」とした。
【0045】
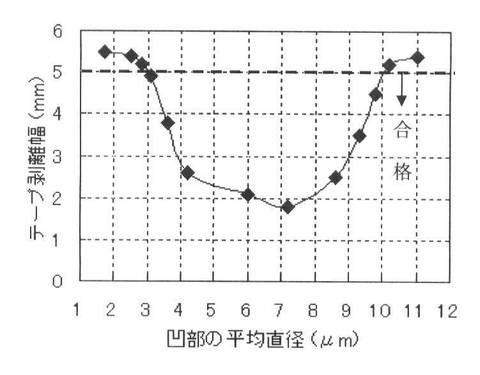
このようにして測定される「凹部の平均直径」及び「凸部の平均幅」と、めっき密着性との関係を調べたところ、以下の知見が得られた。めっき密着性は、後記する実施例に記載のめっき密着性試験(テープ剥離試験)で評価したものであり、テープ剥離幅によりめっき密着性を評価している。後記する実施例では、テープ剥離幅が5.0mm以下のものを合格(めっき密着性に優れる)と評価している。
【0046】
図5は、凹部の平均直径と、テープ剥離幅との関係を示すグラフである。ここでは、凸部の平均幅を1〜2μm(一定)とした。
【0047】
図5に示すように、凹部の平均直径が3.0μm付近と10.0μm付近で変曲点が見られた。よって、凹部の平均直径を3.0〜10.0μmに制御すると、めっき密着性が飛躍的に改善されることが分かった。凹部の平均直径が10.0μmを超えると、めっき層と鋼板との界面の凹凸が減少し、くさび作用による密着性向上作用が有効に発揮されないと考えられる。また、凹部の平均直径が3.0μmを下回ると、逆に上記界面が平坦となり、密着性改善効果が得られないと考えられる。凹部の好ましい平均直径は、4μm以上9μm以下である。
【0048】
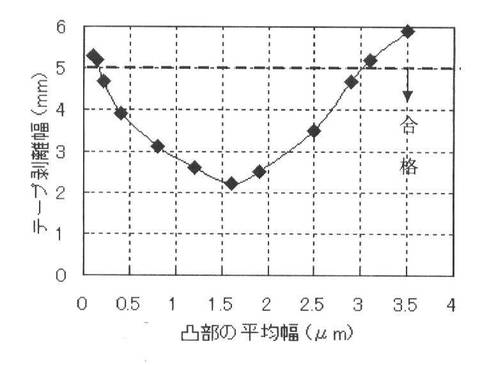
次に、図6を参照する。図6は、凸部の平均幅と、テープ剥離幅との関係を示すグラフである。ここでは、凹部の平均直径を5〜8μm(一定)とした。
【0049】
図6に示すように、凸部の平均幅を0.20〜3.0μmの範囲に制御すると、めっき密着性が向上することが分かる。凸部の平均幅が0.20μmを下回ると、楔効果が弱くなって剥離が生じ易くなり、一方、3.0μmを超えると界面が平坦になるため、密着性は低下する。凸部の平均幅の好ましい平均は、0.8μm以上2.2μm以下である。
【0050】
以上、本発明を最も特徴付ける酸化物含有層の凹凸状態について説明した。
【0051】
次に、本発明に用いられる素地鋼板の組成について説明する。
【0052】
上記素地鋼板は、C:0.04%以上0.2%以下、Si:0.1%以上3%以下、Mn:0.1%以上3%以下、Al:0.06%以下(0は含まない)を含有している。
【0053】
C:0.04〜0.2%
Cは、鋼板の強度向上に必要な元素であり、そのため、C量を0.04%以上とする。好ましいC量は0.05%以上であり、より好ましくは0.10%以上である。しかし、Cを過剰に添加すると冷間加工性が低下するため、C量の上限を0.2%とする。C量の好ましい上限は0.15%であり、より好ましくは0.13%である。
【0054】
Si:0.1〜3%
Siは、延性や加工性を劣化させることなく強度を高めるのに有用な元素であり、このような作用を有効に発揮させるため、Si量を0.1%以上とする。Siは易酸化性元素であるため、従来では、Siを0.1%以上含有させると合金化溶融亜鉛めっき層の外観性状とめっき密着性が劣化するという問題があった。これに対し、本発明では、焼鈍炉内の雰囲気および加熱条件を適切に制御して酸化層を形成しているため、素地鋼板と合金化溶融亜鉛めっき層の間に形成される酸化物含有層にSiを濃化させることができ、素地鋼板にSiを0.1%以上含有させても良好な外観性状とめっき密着性を確保できる。好ましいSi量は、0.3%以上であり、より好ましくは0.5%以上、更に好ましくは1.0%以上である。しかしSi量が3%を超えると延性が劣化するため、上限を3%とする。Si量の好ましい上限は2.5%であり、より好ましくは2%である。
【0055】
Mn:0.1〜3%
Mnは、強度と靭性を確保するために必要な元素であり、こうした作用を有効に発揮させるため、Mn量を0.1%以上とする。本発明によれば、後述するように焼鈍炉での酸化加熱条件を適切に制御しているため、Mnを0.1%以上添加してもめっき密着性の低下などを回避することができる。好ましいMn量は0.3%以上である。しかし、Mnの
過剰添加は延性低下を招くため、上限を3%とする。Mn量の好ましい上限は2.8%であり、より好ましくは2.5%以下である。
【0056】
Al:0.06%以下(0%は含まない)
Alは、脱酸剤として作用するほか、焼鈍時におけるオーステナイト結晶粒粗大化の防止に有用な元素である。しかし、Alを過剰に添加しても上記作用は飽和するほか、結晶粒が不安定になって材質にムラが生じ易くなるため、Al量の上限を0.06%とする。Al量の好ましい上限は0.05%であり、より好ましくは0.04%である。
【0057】
本発明に用いられる素地鋼板は、上記元素を基本元素として含有し、残部は鉄および不可避不純物である。不可避不純物のうち、例えばPは0.02%以下(0%は含まない)、Sは0.004%以下(0%は含まない)、Nは0.01%以下(0%は含まない)とすることが好ましい。
【0058】
P:0.02%以下(0%は含まない)
Pは、セメンタイトの析出を遅延して変態を抑制する作用があるが、過剰添加は、延性やめっき密着性の低下を招くため、0.02%以下に制御することが好ましい。より好ましいP量は0.01%以下であり、更に好ましくは0.005%以下である。
【0059】
S:0.004%以下(0%は含まない)
Sは、MnSなどの硫化物系介在物を形成し、熱間圧延時に偏析して鋼板の脆化を招くため、0.004%以下に制御することが好ましい。より好ましいS量は0.003%以下である。
【0060】
N:0.01%以下(0%は含まない)
Nは、粗大な窒化物を形成し、曲げ性や穴拡げ性を劣化させ、また溶接時のブローホールの原因となるため、0.01%以下に制御することが好ましい。より好ましいN量は0.005%以下である。
【0061】
本発明に用いられる素地鋼板は、更に他の選択元素を含有しても良く、例えば、以下のようにCrやTi、Niなどを含有することができる。
【0062】
Cr:0.3%以下(0%を含まない)
Crは、鋼板の強度向上に有効な元素である。このような作用を有効に発揮させるため、Cr量を好ましくは0.01%以上、より好ましくは0.04%以上、更に好ましくは0.08%以上とする。しかし、Crの過剰添加は延性の低下を招くため、Cr量の上限は0.3%とすることが好ましい。Cr量のより好ましい上限は0.25%であり、更に好ましくは0.2%である。
【0063】
Ti:0.05%以下(0%を含まない)
Tiは、脱酸剤として有用な元素である。このような作用を有効に発揮させるため、Ti量を好ましくは0.01%以上、より好ましくは0.02%以上とする。しかし、Tiの過剰添加は靱性の低下を招くため、Ti量の上限は0.05%とすることが好ましい。Ti量のより好ましい上限は0.04%である。
【0064】
Ni、Cu、Mo、およびBは焼き入れ性向上に有用な元素であり、これらの元素を単独又は併用することができる。具体的には以下の通りである。
【0065】
Ni:2%以下(0%を含まない)
Niは、焼入れ性向上に有用な元素である。Niを適量を添加するとCAL焼鈍、冷却時にマルテンサイト比率が増大し、またマルテンサイトのラス構造が微細化され、次工程のCGL焼鈍時における2相域再加熱・冷却処理時の焼入れ性が良好となる。また冷却後の最終的な複合組織が良好なものとなるため、各種成形加工性を向上させることができる。このような作用を有効に発揮させるため、Ni量を好ましくは0.1%以上、より好ましくは0.2%以上とする。しかし、Niは高価な元素であり、製造コストの上昇を招くため、Ni量の上限は2%とすることが好ましい。Ni量のより好ましい上限は1.5%、更に好ましくは1.0%である。
【0066】
Cu:2%以下(0%を含まない)
Cuは、Niと同様、焼入れ性向上に有用な元素である。CuもNiと同様の作用により各種成形加工性を向上させることができる。このような作用を有効に発揮させるため、Cu量を好ましくは0.1%以上、より好ましくは0.2%以上とする。しかし、Cuは高価な元素であり、製造コストの上昇を招くため、Cu量の上限は2%とすることが好ましい。Cu量のより好ましい上限は1.5%、更に好ましくは1.0%である。
【0067】
Mo:2%以下(0%を含まない)
Moは、めっき性を損ねることなく、固溶強化を図る上で重要な元素である。またNiやCuと同様、焼入れ性向上に有用な元素である。MoもCuやNiと同様の作用により各種成形加工性を向上させることができる。このような作用を有効に発揮させるため、Mo量を好ましくは0.1%以上、より好ましくは0.2%以上とする。しかし、Moは高価な元素であり、製造コストの上昇を招くため、Mo量の上限は2%とすることが好ましい。Mo量のより好ましい上限は1.5%、更に好ましくは1.0%である。
【0068】
B:0.01%以下(0%を含まない)
Bは、焼入れ性向上に有用な元素である。このような作用を有効に発揮させるため、B量を好ましくは0.0001%以上、より好ましくは0.0002%以上とする。しかし、Bを過剰に添加すると、めっき性が低下するため、B量の上限は0.01%とすることが好ましい。B量のより好ましい上限は0.005%、更に好ましくは0.001%である。
【0069】
Nb、V、およびWは強度向上に有用な元素であり、これらの元素を単独又は併用することができる。具体的には以下の通りである。
【0070】
Nb:1%以下(0%を含まない)
Nbは、微量の添加で微細組織を得ることができ、靱性を劣化させることなく強度を高めるのに有用な元素である。このような作用を有効に発揮させるため、Nb量を好ましくは0.001%以上、より好ましくは0.005%以上とする。しかし、Nbを過剰に添加すると炭化物が過剰に生成し、マルテンサイトの体積率減少やその析出強化によって強度と加工性のバランスを失わせるため、Nb量の上限は1%とすることが好ましい。Nb量のより好ましい上限は0.5%、更に好ましくは0.1%である。
【0071】
V:1%以下(0%を含まない)
Vは、Nbと同様、強度を高めるのに有用な元素である。このような作用を有効に発揮させるため、V量を好ましくは0.001%以上、より好ましくは0.005%以上とする。しかし、Vを過剰に添加すると、製造コストの上昇を招くだけでなく、降伏点(降伏比)が上昇して加工性が低下するため、V量の上限は1%とすることが好ましい。V量のより好ましい上限は0.5%、更に好ましくは0.1%である。
【0072】
W:0.3%以下(0%を含まない)
Wは、析出物強化や、フェライト結晶粒の成長を抑制して細粒強化、および再結晶の抑制による転移強化によって、強度を高めるのに有用な元素である。このような作用を有効に発揮させるため、W量を好ましくは0.001%以上、より好ましくは0.005%以上とする。しかし、Wを過剰に添加すると、炭窒化物の析出が過剰となって成形性が低下するため、W量の上限は0.3%とすることが好ましい。W量のより好ましい上限は0.2%、更に好ましくは0.1%である。
【0073】
Ca、Mg、およびREMよりなる群から選ばれる少なくとも1種の元素:0.03%以下(0%を含まない)
Ca、Mg、REMは、脱酸剤として作用する元素である。このような作用を有効に発揮させるため、Ca、Mg、REMよりなる群から選ばれる1種以上の元素を合計量で好ましくは0.002%以上、より好ましくは0.003%以上とする。しかし、これら元素を過剰に添加すると、成形性が低下するため、Ca、Mg、およびREMよりなる群から選ばれる1種以上の元素の合計量の上限は0.03%とすることが好ましく、より好ましくは0.02%、更に好ましくは0.01%である。
【0074】
なお、本発明において、REMとは、ランタノイド元素(LaからLuまでの15元素)およびSc(スカンジウム)とY(イットリウム)を含む意味である。これらの元素のなかでも、La、CeおよびYよりなる群から選ばれる少なくとも1種の元素を含有することが好ましく、より好ましくはLaおよび/またはCeを含有するのがよい。
【0075】
以上、本発明のめっき鋼板(溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板)について説明した。
【0076】
次に、本発明のめっき鋼板を製造する方法について説明する。前述したように、本発明のめっき鋼板は、めっき層と素地鋼板との界面に形成される酸化物含有層(主にFe−Zn合金+Si−Mn−Oから構成される)のうち素地鋼板側に形成される凹凸形態が適切に制御されている点に最大の特徴があり、具体的には、上記凹部の平均直径が3.0μm以上10.0μm以下であり、且つ、凸部の平均幅が0.20μm以上3.0μm以下を満足していることが必要である。このようなめっき鋼板を製造するには、めっき前の素地鋼板に対し、焼鈍炉での酸化加熱処理(酸化工程)、次いで還元炉での還元処理(還元工程)を行なう「酸化−還元」法を適用するに当たり、特に上記の酸化工程において、酸素分圧を0.00010体積%以上0.1体積%以下(1.0ppm以上1000ppm以下)に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御することが必要である。
【0077】
すなわち、本発明に係るめっき鋼板の製造方法は、素地鋼板を酸化雰囲気下で熱処理し、素地鋼板表面に酸化層を形成する酸化工程と、前記酸化工程の後、還元雰囲気下で熱処理して前記素地鋼板表面の酸化層を還元する還元工程と、前記還元工程の後、溶融亜鉛めっき処理するめっき工程と、を含み、前記酸化工程において、酸素分圧を1.0ppm以上1000ppm以下に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間(650〜750℃の素地鋼板の保持時間)を20秒以上70秒以下に制御するところに特徴がある。
【0078】
まず、本発明の方法を最も特徴付ける酸化工程を説明する。
【0079】
(焼鈍炉での酸化工程)
上記酸化工程では、まず、酸素分圧を0.00010体積%以上0.1体積%以下に制御する。本発明者らの基礎実験によれば、凹部の平均直径は、焼鈍炉での酸素分圧と密接に関連しており、酸素分圧を上記範囲に制御すれば、凹部の平均直径を、めっき密着性に有用な「3.0μm以上10.0μm以下」の範囲内に制御することができる。
【0080】
この点について、もう少し詳しく説明すると、本発明者らの基礎実験によれば、粒界酸化は焼鈍雰囲気中の酸素分圧が少なくなる程発生し易くなり、めっき後の凹部の平均直径が増加する傾向にあることが分かった。また、本発明者らの基礎実験によれば、粒界酸化の発生頻度(凹部の微細化に繋がる)と鋼板表面の結晶粒径との間に、高い相関関係はなく、表面の結晶粒径が微細な鋼板について、当該鋼板の粒界酸化も微細に発生するとは必ずしも言えないことが分かった。すなわち、酸化のし易さの指標である酸素分圧が、粒界酸化の発生頻度(微細の程度)に大きく影響していることが判明した。
【0081】
そこで、酸素分圧を種々変化させた雰囲気下で焼鈍を行なったときの、酸素分圧と、めっき鋼板における凹部の平均直径との関係を詳細に調べたところ、焼鈍炉の酸素分圧が0.00010体積%(1ppm)未満では、凹部の平均直径が3.0μmを下回ることが分かった。これは、酸素分圧が小さいと、Siが粒界に偏析し易くなって粒界酸化の発生頻度が高くなり、後に形成される網目状の凸部が微細化されるためである。一方、焼鈍炉の酸素分圧が0.1体積%(1000ppm)を超えると粒界酸化の発生頻度が非常に少なくなり、凹部の平均直径が10.0μmを超えることが分かった。焼鈍炉の好ましい酸素分圧は、0.005体積%以上0.09体積%以下(50ppm以上900ppm以下)である。
【0082】
更に上記酸化工程では、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御する。本発明者らの基礎実験によれば、凸部の平均幅は、焼鈍炉における特定温度領域(650〜750℃)の保持時間(在炉時間)と密接に関連しており、この保持時間を上記範囲に制御すれば、凸部の平均幅を、めっき密着性に有用な「0.20μm以上3.0μm以下」の範囲内に制御することができる。上記の在炉時間は、例えば、焼鈍炉内の温度や通板速度を調整して制御することができる。
【0083】
この点について、もう少し説明すると、本発明者らの基礎実験によれば、焼鈍炉で生成する粒界酸化の幅を増加する(太らせる)と、凸部の平均幅も増加することが分かった。ここで、粒界酸化の幅増加のためには、鋼板温度を高める方法が有効であるが、温度の温度上昇に伴い、めっき層と鋼板の界面に濃化するSi−Mn−Oも増加してしまい、界面が脆化してめっき剥離を招くため、この方法は採用し難い。そこで、本発明者らは、特に
鋼板温度が650℃から750℃の比較的低温度域に着目し、当該温度域での保持時間(在炉時間)を適切に制御することで、凸部の平均幅を調節できないか更に検討を行なった。その結果、当該温度域での保持時間を20秒以上70秒以下に制御すると、所望の凸部の平均幅が得られることが判明した。
【0084】
上記温度域での保持時間が20秒未満では、粒界酸化がやせているため、凸部の平均幅が0.20μmを下回る。一方、上記温度域での保持時間が70秒を超えると、粒界酸化が太り過ぎて凸部の平均幅が3.0μm超えてしまう。上記温度域での好ましい保持時間は、30秒以上60秒以下である。
【0085】
このように本発明では、焼鈍炉での上記温度域での保持時間を適切に制御しているが、焼鈍炉の抽出温度(出口温度と同義)は、当該温度域の上限(750℃)と一致しても良いし、超えていても良い。ただし、焼鈍炉の抽出温度が750℃を超えると、上記保持時間による効果(粒界酸化の幅増加)よりも、酸化層と鋼板との界面に形成される内方酸化層(Fe−Si−Mn−O)が増加するようになり、めっき剥離の原因を招くため、750℃を超える温度域の保持時間は、できるだけ短く制御することが推奨される。また、このようなめっき剥離の問題をできるだけ回避するためには、焼鈍炉の抽出温度は、低い方が良く、750℃以下であることが好ましい。
【0086】
以上、本発明の製造方法を最も特徴付ける焼鈍炉での酸化雰囲気および所定温度での保持時間について説明した。本発明では、上記工程を特に制御することによって凹部の平均直径および凸部の平均幅を適切に制御したところに最大の特徴があり、その他の工程は特に限定されず、上記要件を制御できるように、通常用いられる方法を適切に選択して採用すれば良いが、以下、推奨される方法を、工程順に説明する。
【0087】
繰返し述べるように、本発明ではめっき前の素地鋼板に対し、焼鈍炉での酸化処理、還元炉での還元処理を行なった後、常法に従い、溶融亜鉛めっき処理、更には必要に応じて、合金化処理を行い、所望のめっき鋼板(溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板)を製造するが、焼鈍炉での酸化処理の前に、予備加熱炉での加熱処理(前処理)を行っても良い。この予備加熱処理は、所望の酸化層形成のため、通常行なわれるものである。
【0088】
上記予備加熱炉の好ましい加熱条件は、室温から、おおむね400〜550℃程度までとし、加熱時間(予備加熱炉でのトータル時間)は、おおむね30〜70秒程度とする。また、上記予備加熱炉での好ましい加熱雰囲気は、酸素量:おおむね1ppm(0.00010体積%)〜1体積%程度、水蒸気量:おおむね15〜25体積%程度である。
【0089】
予備加熱炉で予備加熱された鋼板は、次いで焼鈍炉へ供給され、酸化加熱処理を行なう。
【0090】
焼鈍炉での雰囲気について、酸素分圧は上記のとおりであるが、水蒸気量はおおむね、15〜25体積%程度に制御することが好ましい。これにより、酸化層の厚さが適切に制御されるので、還元後に充分な厚さの純鉄層を確保でき、合金化不良を抑制することができる。
【0091】
焼鈍炉内の雰囲気に含まれる酸素量や水蒸気量は、焼鈍炉内の加熱に用いられるバーナーに供給する燃焼ガスの流量や、燃焼ガスと空気の流量比(空燃比)を調整することによって制御することができる。焼鈍炉内の酸素量は、例えば、磁気式濃度計を用いて測定でき、水蒸気量は、例えば露点計を用いて測定できる。
【0092】
焼鈍炉では、予備加熱炉の抽出温度から約700〜900℃までの温度範囲を、おおむね30〜70秒(焼鈍炉でのトータル時間)かけて加熱することが好ましい。焼鈍炉での650〜750℃での在炉時間(保持時間)は、前述したとおりである。
【0093】
次に還元炉に供給し、還元雰囲気下で酸化層を還元する。還元炉内の雰囲気は、所望となるFe層(還元層)が形成されるよう、還元性ガス雰囲気に制御すればよい。還元性ガス雰囲気としては、窒素雰囲気が挙げられ、水素ガスを含むH2ガス含有N2ガス雰囲気下で行なっても良い。還元炉内の温度は、おおむね800〜950℃程度、還元時間(還元炉でのトータル時間)は、おおむね30秒〜3分程度に制御することが好ましい。
【0094】
次に、常法に従い、溶融亜鉛めっきを行なう。必要に応じて合金化処理を行なっても良い。これらの溶融亜鉛めっき条件や合金化条件は特に限定されず、公知の条件を採用できる。例えば溶融亜鉛めっき浴の温度は、おおむね400〜600℃程度に制御することが好ましい。また、合金化温度は、約500〜600℃程度に制御することが好ましい。合金化溶融亜鉛めっき層の好ましい付着量は、30〜70g/m2程度である。
【実施例】
【0095】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限されず、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0096】
まず、表1、表2に示す化学成分を含有する鋼A〜W(残部は鉄および不可避不純物)を溶製し、スラブを製造した。スラブを製造するにあたって、REMはLaを約25%とCeを約50%含有するミッシュメタルを用いて成分調整した。得られたスラブを1200℃に加熱し、熱間圧延して厚さ2.5mmの熱延鋼板を作製した。熱間圧延の巻取り温度は500℃とした。これを酸洗してスケールを除去し、冷間圧延を行なって厚さ2.0mmの薄鋼板を作製した。
【0097】
次に、予備加熱炉で室温から450℃まで加熱した後、焼鈍炉で加熱して酸化層を形成し、この酸化層を還元炉で還元した後、溶融亜鉛めっきを行ない、溶融亜鉛めっき鋼板を得た。一部については、更に合金化を行ない、合金化溶融亜鉛めっき鋼板を得た。
【0098】
予備加熱炉、焼鈍炉、および還元炉における具体的な条件は次の通りである。なお、薄鋼板の表面温度は放射温度計を、酸素量は磁気式濃度計を、水蒸気量は露点計を、それぞれ用いて測定した。
【0099】
まず、予備加熱炉内は、燃焼ガスの排ガス雰囲気とし、酸素を0.5体積%と水蒸気を20体積%含有するように調整した。燃焼ガスとしてはCOGガスを用い、このCOGガスは、55体積%のH2ガスと6体積%のN2ガスを含み、残部は炭化水素ガスで構成されている。なお、予備加熱炉での全在炉時間(トータル時間)は30〜50秒である。
【0100】
次に、焼鈍炉では、COGガスと空気の混合ガスをバーナーで燃焼させて上記薄鋼板を450℃から加熱した。ここでは、COGガスの流量、およびCOGガスと空気の流量比(空燃比)を制御することにより、焼鈍炉内の雰囲気ガスに含まれる酸素分圧を表2に示す範囲に調整した。更に、鋼板の通板速度を制御することにより、焼鈍炉内における、薄鋼板の温度が650〜750℃までの時間(保持時間)を表3、表4に示す範囲に調整した。焼鈍炉での全在炉時間(トータル時間)は30〜50秒であり、焼鈍炉出口における薄鋼板の温度は、700〜850℃であった。
【0101】
次に、上記薄鋼板を還元炉に供給し、酸化層を還元した。ここでは、ラジアントチューブを備えた還元炉を用い、上記薄鋼板の温度を間接的に上げる方式で、鋼板温度を950℃まで加熱した。還元炉内の雰囲気は、H2を20体積%含有するN2ガス雰囲気とした。
【0102】
次に、上記の還元性雰囲気を維持したまま冷却し、大気と接触させることなく上記薄鋼板を溶融亜鉛浴に浸漬し、溶融亜鉛めっきを行った。溶融亜鉛浴の温度は450℃とした。
【0103】
更に合金化処理を行なう場合は、合金化炉で500℃に加熱した。
【0104】
このようにして得られた溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板を用い、前述した方法に基づき、凹部の平均直径と凸部の平均幅を算出した。
【0105】
また、上記めっき鋼板の密着性を、以下のようにして評価した。
【0106】
(めっき密着性の評価)
上記めっき鋼板を縦100mm×横200mm×厚2mmの板形状試験片に加工し、V曲げ曲げ戻し試験を行ってめっき密着性を評価した。このV曲げ曲げ戻し試験は、実際のプレス成形よりも厳しい条件を模擬したものである。詳細には、V曲げ試験用の金型(曲げ角度60°)を用いて上記試験片をV曲げ加工した後、更にプレスで上記試験片を平坦に戻す曲げ戻し加工を行った。曲げ戻し加工を行ったときの内側の面(変形部)にセロハンテープ(ニチバン社製「セロテープ(登録商標)CT405AP−24」)を貼り付け、手で剥がした後、テープに付着しためっき層の剥離幅を測定した。本実例では、剥離幅が5mm以下のものを合格(めっき密着性に優れる)と評価した。
【0107】
これらの結果を表3、表4に併記する。表3中、No.1〜15は、溶融亜鉛めっき鋼板の例であり、このうちNo.1〜8は、焼鈍炉での650〜750℃の保持時間を50秒と一定にし、焼鈍炉での酸素分圧を変化させた例;No.9〜15は、焼鈍炉での酸素分圧を500ppm(0.05体積%)と一定にし、650〜750℃の保持時間を変化させた例である。一方、No.16〜23は、合金化溶融亜鉛めっき鋼板の例であり、このうちNo.16〜19は、焼鈍炉での650〜750℃の保持時間を35秒と一定にし、焼鈍炉での酸素分圧を変化させた例;No.20〜23は、焼鈍炉での酸素分圧を300ppm(0.03体積%)と一定にし、650〜750℃の保持時間を変化させた例である。
【0108】
表4中、No.28、29、33〜36、39〜41は、溶融亜鉛めっき鋼板の例である。一方、No.24〜27、30〜32、37、38は、合金化溶融亜鉛めっき鋼板の例である。
【0109】
【表1】

【0110】
【表2】
【0111】
【表3】
【0112】
【表4】
【0113】
表3、表4より、以下のように考察できる。
【0114】
まず、表3のNo.2〜7、10〜14(以上、溶融亜鉛めっき鋼板)、17、18、21、22(以上、合金化溶融亜鉛めっき鋼板)はいずれも、鋼中成分、凹部の平均直径および凸部の平均幅が、すべて本発明の要件を満足する例であり、密着性試験後のテープ剥離幅が5.0mm以下と小さく、めっき密着性に優れている。このうち、凹部の平均直径および凸部の平均幅が、本発明の好ましい要件を満足するNo.4〜6、11〜13、18、21は、テープ剥離幅が3.0mm以下と更に小さくなっており、めっき密着性に一層優れている。
【0115】
これに対し、本発明の要件のいずれかを満足しない下記の例は、めっき密着性が低下した。
【0116】
まず、No.1は、焼鈍炉での酸素分圧が低い例であり、凹部の平均直径が小さくなってめっき密着性が低下した。
【0117】
No.8は、焼鈍炉での酸素分圧が高い例であり、凹部の平均直径が大きくなってめっき密着性が低下した。
【0118】
No.9は、上記温度域の保持時間が短い例であり、凸部の平均幅が短くなってめっき密着性が低下した。
【0119】
No.15は、上記温度域の保持時間が長い例であり、凸部の平均幅が長くなってめっき密着性が低下した。
【0120】
No.16は、焼鈍炉での酸素分圧が低い例であり、凹部の平均直径が小さくなってめっき密着性が低下した。
【0121】
No.19は、焼鈍炉での酸素分圧が高い例であり、凹部の平均直径が大きくなってめっき密着性が低下した。
【0122】
No.20は、上記温度域の保持時間が短い例であり、凸部の平均幅が短くなってめっき密着性が低下した。
【0123】
No.23は、上記温度域の保持時間が長い例であり、凸部の平均幅が長くなってめっき密着性が低下した。
【0124】
表4のNo.28、29、33〜36、39〜41(以上、溶融亜鉛めっき鋼板)、No.24〜27、30〜32、37、38(以上、合金化溶融亜鉛めっき鋼板)はいずれも、鋼中成分、凹部の平均直径および凸部の平均幅が、すべて本発明の要件を満足する例であり、密着性試験後のテープ剥離幅が5.0mm以下と小さく、めっき密着性に優れている。このうち、凹部の平均直径および凸部の平均幅が、本発明の好ましい要件を満足するNo.24、26、27、30、31、33、35、38、40、41は、テープ剥離幅が3.0mm以下と更に小さくなっており、めっき密着性に一層優れている。
【技術分野】
【0001】
本発明は、めっき密着性に優れるSi及びMn含有溶融亜鉛めっき鋼板(GI)および合金化溶融亜鉛めっき鋼板(GA)に関し、詳細には、自動車、家電、建材等の分野で、年々複雑化する加工に対しても良好なめっき密着性を確保し得るSi及びMn含有溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板に関するものである。以下では、説明の便宜上、これらの鋼板をまとめて「めっき鋼板」で代表させる場合がある。
【背景技術】
【0002】
近年、自動車や家電等の軽量化の目的で、強度、延性、加工性に優れた鋼鈑の需要が急増している。鋼鈑にSiやMnを添加すると、強度を損なうことなく延性や加工性を向上できることから、このような特性を満たす鋼鈑としてSi及びMn含有鋼が使用されている。また、上記鋼板には耐食性も要求されることから、Si及びMn含有鋼に耐食性を付与した溶融亜鉛めっき鋼板(GI鋼板)や合金化溶融亜鉛めっき鋼板(GA鋼板)のニーズが年々高まりつつある。
【0003】
溶融亜鉛めっき鋼板や合金化溶融亜鉛めっき鋼板のめっき鋼板は、一般に以下の方法で製造される。まず、スラブを熱延、冷延の後、必要に応じて熱処理を行なった薄鋼板(母材鋼板)を用意する。母材鋼板の表面は、前処理工程にて脱脂および/または酸洗して洗浄しても良い。次に、予熱炉内で母材鋼板表面の油分を燃焼除去した後、非酸化性雰囲気または還元性雰囲気の焼鈍炉内で加熱して再結晶焼鈍を行う。その後、非酸化性雰囲気中または還元性雰囲気中で鋼板をめっきに適した温度まで冷却し、大気に触れることなく微量のAl(約0.1〜0.2質量%程度)を添加した溶融亜鉛浴中に浸漬することによって溶融亜鉛めっき鋼板が得られる。
【0004】
また、合金化溶融亜鉛めっき鋼板は、溶融亜鉛めっき後、合金化炉内で熱処理することによって得られる。
【0005】
しかしながら、SiやMnは易酸化性元素であり、鋼板表面に濃化し易い。すなわち、易酸化性元素を含有する鋼板を加熱処理すると、これらの元素が選択的に酸化され、鋼鈑表面(鋼板とめっき層との界面側)に濃化して酸化物(Si−Mn−Oなど)を形成する。これらの酸化物は、めっき処理時の溶融亜鉛との濡れ性を著しく低下させるため、不めっきや合金化不良を招く。これらの易酸化性元素は、非酸化性雰囲気中または還元雰囲気中でも濃化を抑制することが困難なため、Si及びMn含有鋼板では、上記酸化物による問題の改善が求められている。
【0006】
そこで、SiやMnの易酸化性元素含有鋼板を用いて溶融亜鉛めっき、更には合金化を行なうにあたり、所謂「酸化−還元法」が用いられている。この「酸化−還元法」は、熱延および冷延を行なった鋼板に対し、酸化性雰囲気下での酸化および還元性雰囲気下での還元を行なってから、所定の溶融亜鉛めっき処理、更には合金化処理を行なう方法である。詳細には、まず、焼鈍炉を酸化性雰囲気として加熱(酸化)することにより、鋼板の表面に、鋼板側から順に、Feと、Si、Mnなどの易酸化性元素の酸化物(Fe−Si−Mn−O)から主に構成される内方酸化層と;鉄酸化物(Fe−O)から主に構成される外方酸化層が形成される。次に、還元炉を還元性雰囲気として加熱(還元)することにより、上記の鉄酸化物が還元されてめっき濡れ性に優れた還元鉄(Fe)の層が鋼板表層(外側)に形成される。次いで、溶融亜鉛めっき、更には合金化処理が行なわれる。
【0007】
しかしながら、この「酸化−還元法」によれば、めっき層と鋼鈑との界面にSiやMn
などの易酸化性元素の酸化物(Si−Mn−O)が不適切に濃化する場合があり、その結果、めっき鋼板の加工時にめっきが剥離するなどの問題がある。
【0008】
このようなめっき剥離の問題に対し、例えば特許文献1〜3に記載の方法が提案されている。このうち特許文献1および特許文献2には、鋼板とめっき層との界面から5μm以下の鋼板側の結晶粒界と結晶粒内にSiを含む酸化物が存在するように制御された溶融亜鉛めっき鋼板が開示されている。特許文献3には、鋼板の表面に所定量のSiO2の内部
酸化物を含むように制御された合金化溶融亜鉛めっき鋼板が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2008−038168号公報
【特許文献2】特開2006−233333号公報
【特許文献3】特開2001−279412号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記の方法はいずれも、SiやMnの鋼板表面への濃化(表面酸化)を抑制するため、鋼板とめっき層の界面付近に粒界酸化や内部酸化層を積極的に発生させることに主眼を置いたものであり、めっき密着性が不充分な場合がある。
【0011】
本発明は上記事情に鑑みてなされたものであり、その目的は、めっき密着性に優れたSi及びMn含有溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板、並びにその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決することのできた本発明の溶融亜鉛めっき鋼鈑は、素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.20μm以上3.0μm以下であるところに要旨を有している。
【0013】
好ましい実施形態において、前記凹部の平均直径は4μm以上9μm以下であり、前記凸部の平均幅は0.8μm以上2.2μm以下である。
【0014】
好ましい実施形態において、上記素地鋼板は、質量%で(以下、鋼中成分について、全て同じ。)、C:0.04%以上0.2%以下、Si:0.1%以上3%以下、Mn:0.1%以上3%以下、Al:0.06%以下(0%は含まない)を含有する。
【0015】
好ましい実施形態において、上記素地鋼板は、更にCrを0.3%以下(0%を含まない)含有している。
【0016】
好ましい実施形態において、上記素地鋼板は、更にTiを0.05%以下(0%を含まない)含有している。
【0017】
好ましい実施形態において、上記素地鋼板は、更にNiを2%以下(0%を含まない)、Cuを2%以下(0%を含まない)、Moを2%以下(0%を含まない)、およびBを0.01%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有している。
【0018】
好ましい実施形態において、上記素地鋼板は、更にNbを1%以下(0%を含まない)、Vを1%以下(0%を含まない)、およびWを0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有している。
【0019】
好ましい実施形態において、上記素地鋼板は、更にCa、Mg、およびREMよりなる群から選ばれるすくなくとも1種の元素を0.03%以下(0%を含まない)含有している。
【0020】
好ましい実施形態において、上記素地鋼板は、残部:鉄および不可避不純物である。
【0021】
上記課題を解決し得た本発明に係る溶融亜鉛めっき鋼板の製造方法は、素地鋼板を酸化
雰囲気下で熱処理し、素地鋼板表面に酸化層を形成する酸化工程と、前記酸化工程の後、還元雰囲気下で熱処理して前記素地鋼板表面の酸化層を還元する還元工程と、前記還元工程の後、溶融亜鉛めっき処理するめっき工程と、を含み、前記酸化工程において、酸素分圧を0.00010体積%以上0.1体積%以下に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御するところに要旨を有するものである。
【発明の効果】
【0022】
本発明によれば、めっき層と素地鋼板との界面に形成される酸化物含有層(主にFe−Zn合金+Si−Mn−Oから構成される)の素地鋼板側に形成される凹凸形態が適切に制御されているため、素地鋼板とのめっき密着性に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板が得られる。
【図面の簡単な説明】
【0023】
【図1】図1は、酸化−還元法における各段階における鋼板の表面状態を模式的に示す図である。
【図2】図2は、本発明で規定する凹部の平均直径と凸部の平均幅を測定する方法を、模式的に説明する図である。
【図3】図3は、実施例の表3のNo.5(本発明例)における酸化物含有層の凹部と凸部を示すSEM写真である。
【図4】図4は、従来のめっき鋼板における酸化物含有層の凹部と凸部を示すSEM写真である。
【図5】図5は、凹部の平均直径と、めっき密着性試験におけるテープ剥離幅との関係を示すグラフである。
【図6】図6は、凸部の平均幅と、めっき密着性試験におけるテープ剥離幅との関係を示すグラフである。
【発明を実施するための形態】
【0024】
本発明者らは、めっき密着性に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板(以下、これらをまとめて「めっき鋼板」で代表させる場合がある。)を提供するため、検討を重ねてきた。その結果、めっき処理後のめっき鋼板において、めっき層と素地鋼板との界面に形成される酸化物含有層(主にFe−Zn合金+Si−Mn−Oから構成される)の素地鋼板側に形成される凹凸形態[後記する図1(c)の模式図を参照]が、最終製品であるめっき鋼板のめっき密着性に大きく寄与することを突き止めた。
【0025】
本明細書では、めっき鋼板を構成するめっき層と鋼板のうち、当該鋼板を特に「素地鋼板」と呼ぶ。上記「素地鋼板」は、めっき鋼板の製造過程では、熱延および冷延を行なった後であって、めっき前の鋼板に対応している。以下では、説明の便宜上、「素地鋼板」を、単に「鋼板」と略記する場合がある。
【0026】
以下、図1を参照しながら、上記の凹凸形態について詳しく説明する。
【0027】
図1は、素地鋼板に対し、前述した「酸化−還元法」を施したときの、酸化処理後、還元処理後、めっき処理後の各段階における表面状態(めっき前の鋼板内部または鋼板表層の状態、及びめっき後の鋼板とめっき層界面近傍の状態)を模式的に示した図である。
【0028】
まず、焼鈍炉での酸化処理により、図1(a)に示すように、鋼板の表面には、鋼板側から順に、内方酸化層(Fe−Si−Mn−O)と外方酸化層(Fe−O)が形成されると共に、鋼板の内部に、粒界酸化物(Si−Mn−O)が形成される。
【0029】
次に、還元炉での還元処理により、図1(b)に示すように、外方酸化層(Fe−O)は還元されて純鉄層(Fe)となるが、内方酸化層(Fe−Si−Mn−O)や粒界酸化物(Si−Mn−O)中の酸化物(Si−Mn−OまたはSi−O)は還元されず、そのまま残留する。
【0030】
この状態でめっき処理を行なうと、図1(c)に示すように、最表面にめっき層(Fe−Zn合金)が形成されると共に、SiおよびMnが鋼板表面側に拡散し、Si−Mn−Oの存在領域が広域化する。このとき、粒界酸化(結晶粒界に限定されず、結晶粒内も含む。)で優先的に合金化が起こり、鋼板とめっき層との界面の鋼板側に凹凸が生じる(図1(c)を参照)。この凹凸が所謂くさび効果を奏し、この凹凸形態を適切に制御することにより、めっき層と鋼板の密着性が飛躍的に向上することが判明し、本発明を完成した。
【0031】
すなわち、本発明のめっき鋼板(溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の両方を含む)は、素地鋼板と溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、上記酸化物含有層の表面を素地鋼板側から観察したとき、後記する図3に示すように、網目状の凸部によって分割された複数の凹部を有しており、隣接する凹部と凹部の幅を凸部の幅としたとき、インターセプト法で求めた凹部の平均直径:3.0μm以上10.0μm以下、且つ、凸部の平均幅:0.20μm以上3.0μm上であるところに特徴がある。好ましくは、上記凹部の平均直径は4μm以上9μm以下であり、上記凸部の平均幅値は0.8μm以上2.2μm以下である。
【0032】
参考のため、後記する表3のNo.5(本発明のめっき鋼板)における、凹部の平均直径と凸部の平均幅を後記する手順に従って観察したSEM写真を図3に;従来のめっき鋼板における凹部の平均直径と凸部の平均幅を後記する手順に従って観察したSEM写真を図4に、それぞれ示す。これらの図を対比すると明らかなように、本発明のめっき鋼板は従来のめっき鋼板に比べて、凹部の平均直径が小さく、且つ、凸部の平均幅が小さくなっている。すなわち、本発明によれば、従来に比べて幅の狭い凸部が多く形成されているため、前述した楔効果によるめっき密着性向上作用が大きく発揮されると思料される。詳細は、後記する図5および図6を参照して説明する。
【0033】
本発明では、上記酸化物含有層の鋼板側の表面状態(凹凸状態)を観察するに当たり、独自の方法を採用した。この方法は、アンモニア水溶液を用いてめっき層のみを溶解除去した後、電解により鋼板を溶解し、残存する酸化物含有層を鋼板側から観察する方法であり、凹凸状態を精度良く評価するために本発明者らが考案したものである。上記の表面状態を観察する代表的な方法としては、めっき層と鋼板との界面(断面)を観察する方法があるが、断面の切り方によって凹凸状態が大きく変化し、ばらつきが大きくなるため、本発明では、以下の方法を採用した。
【0034】
以下、図2を参照しながら、上記方法を詳しく説明する。
【0035】
まず、図2(a)に示すように、めっき処理後のめっき鋼板を用意する。図2(a)は前述した図1(c)と同じである。
【0036】
次に、上記めっき鋼板をアンモニア水溶液に浸漬する。これにより、めっき層(Fe−Zn合金)のみが溶解除去される。本発明において「酸化物含有層」とは、めっき鋼板をアンモニア水溶液に浸漬後、溶解せずに残存した層を意味する。めっき鋼板をアンモニア水溶液に浸漬すると、めっき層を構成する亜鉛とアンモニアが錯体を形成してめっき層は溶解するが、鋼板や、鋼板とめっき層との間に形成される酸化物を含む層(Fe+Si−Mn−O)は溶解されない。
【0037】
ここで、めっき層の溶解に用いられるアンモニア水溶液の濃度は特に限定されず、めっき層を溶解できる濃度に制御されていれば良い。具体的にはめっき層の組成や厚さなどによっても相違するが、例えば、約25〜30質量%のアンモニア水溶液を用いることが好ましい。
【0038】
次に、電解により鋼板を溶解する。電解条件は、以下のとおりである。
電解液:10%アセチルアセトン−1%テトラメチルアンモニウムクロリド−メタノール溶液(10%AA系電解液)
電解装置:北斗電工製のHA151
電流密度<20mA/cm2
【0039】
電解後に残存した酸化物含有層の凹凸状態を、図2(c)に示すように鋼板側からSEM観察(倍率1000倍)する。
【0040】
上記のようにして酸化物含有層の凹凸状態を鋼板側から観察したときのSEM観察写真を、図3(本発明例)および図4(比較例)に示す。
【0041】
これらの図に示すように、粒界酸化物(Si−Mn−O)に相当する部分と、そうでない部分との間で凹凸の高低差が見られた。詳細には上記の酸化物含有層は、粒界酸化物に対応する、網目状の凸部によって分割された複数の孔を有しており、本明細書では、上記複数の孔を「凹部」と呼び、隣接する凹部と凹部の幅を「凸部の幅」と呼ぶ。
【0042】
本発明では、上記「凹部」の平均直径と上記「凸部の平均幅」を、めっき密着性の指標として用いている。凹部の平均直径は、インターセプト法で算出した。これらの測定方法の詳細は、以下のとおりである。
【0043】
まず、凹部の平均直径の測定方法を説明する。上記のようにして得られた電解後の酸化物含有層を、鋼板側からSEM(走査型電子顕微鏡)で観察し、SEM写真(100mm×120mm)を得る。倍率は1000倍とし、合計3視野(1視野は100μm×120μm)を観察する。凹凸形状を観察するという観点からすると、SEMによる2次電子像を用いることが好ましく、後記する実施例では、2次電子像を用いた。SEM写真に観察される複数の孔(凹部)のそれぞれについて、各凹部を横切るように、左右の水平線及び上下の垂直線を複数本引く。後記する実施例では、左右に2本、上下に3本、合計5本の線を引いた。各写真上に引かれた合計5本の線分(凹部を横切る線と線の長さ)の和を、各線分が通る凹部の数で除した長さを算出し、その平均値を、凹部の平均直径とした。
【0044】
凸部の平均幅の測定方法は、以下のとおりである。凹部の平均直径を測定する場合と同様の方法で電解後の酸化物含有層を鋼板側からSEMで観察し、SEM写真(100mm×120mm)を得る。ただし、凸倍の幅を精度良く測定するため、倍率は2000倍と高めた。また、凸部の幅については、視野間のバラツキが少ないため、1視野(100μm×120μm)のみ観察を行なった。各SEM写真において、隣接する2つの凸部を任意にとり、凸部と凸部の間隔の最小値を測定する。合計5個の間隔を測定し、その平均を「凸部の平均幅」とした。
【0045】
このようにして測定される「凹部の平均直径」及び「凸部の平均幅」と、めっき密着性との関係を調べたところ、以下の知見が得られた。めっき密着性は、後記する実施例に記載のめっき密着性試験(テープ剥離試験)で評価したものであり、テープ剥離幅によりめっき密着性を評価している。後記する実施例では、テープ剥離幅が5.0mm以下のものを合格(めっき密着性に優れる)と評価している。
【0046】
図5は、凹部の平均直径と、テープ剥離幅との関係を示すグラフである。ここでは、凸部の平均幅を1〜2μm(一定)とした。
【0047】
図5に示すように、凹部の平均直径が3.0μm付近と10.0μm付近で変曲点が見られた。よって、凹部の平均直径を3.0〜10.0μmに制御すると、めっき密着性が飛躍的に改善されることが分かった。凹部の平均直径が10.0μmを超えると、めっき層と鋼板との界面の凹凸が減少し、くさび作用による密着性向上作用が有効に発揮されないと考えられる。また、凹部の平均直径が3.0μmを下回ると、逆に上記界面が平坦となり、密着性改善効果が得られないと考えられる。凹部の好ましい平均直径は、4μm以上9μm以下である。
【0048】
次に、図6を参照する。図6は、凸部の平均幅と、テープ剥離幅との関係を示すグラフである。ここでは、凹部の平均直径を5〜8μm(一定)とした。
【0049】
図6に示すように、凸部の平均幅を0.20〜3.0μmの範囲に制御すると、めっき密着性が向上することが分かる。凸部の平均幅が0.20μmを下回ると、楔効果が弱くなって剥離が生じ易くなり、一方、3.0μmを超えると界面が平坦になるため、密着性は低下する。凸部の平均幅の好ましい平均は、0.8μm以上2.2μm以下である。
【0050】
以上、本発明を最も特徴付ける酸化物含有層の凹凸状態について説明した。
【0051】
次に、本発明に用いられる素地鋼板の組成について説明する。
【0052】
上記素地鋼板は、C:0.04%以上0.2%以下、Si:0.1%以上3%以下、Mn:0.1%以上3%以下、Al:0.06%以下(0は含まない)を含有している。
【0053】
C:0.04〜0.2%
Cは、鋼板の強度向上に必要な元素であり、そのため、C量を0.04%以上とする。好ましいC量は0.05%以上であり、より好ましくは0.10%以上である。しかし、Cを過剰に添加すると冷間加工性が低下するため、C量の上限を0.2%とする。C量の好ましい上限は0.15%であり、より好ましくは0.13%である。
【0054】
Si:0.1〜3%
Siは、延性や加工性を劣化させることなく強度を高めるのに有用な元素であり、このような作用を有効に発揮させるため、Si量を0.1%以上とする。Siは易酸化性元素であるため、従来では、Siを0.1%以上含有させると合金化溶融亜鉛めっき層の外観性状とめっき密着性が劣化するという問題があった。これに対し、本発明では、焼鈍炉内の雰囲気および加熱条件を適切に制御して酸化層を形成しているため、素地鋼板と合金化溶融亜鉛めっき層の間に形成される酸化物含有層にSiを濃化させることができ、素地鋼板にSiを0.1%以上含有させても良好な外観性状とめっき密着性を確保できる。好ましいSi量は、0.3%以上であり、より好ましくは0.5%以上、更に好ましくは1.0%以上である。しかしSi量が3%を超えると延性が劣化するため、上限を3%とする。Si量の好ましい上限は2.5%であり、より好ましくは2%である。
【0055】
Mn:0.1〜3%
Mnは、強度と靭性を確保するために必要な元素であり、こうした作用を有効に発揮させるため、Mn量を0.1%以上とする。本発明によれば、後述するように焼鈍炉での酸化加熱条件を適切に制御しているため、Mnを0.1%以上添加してもめっき密着性の低下などを回避することができる。好ましいMn量は0.3%以上である。しかし、Mnの
過剰添加は延性低下を招くため、上限を3%とする。Mn量の好ましい上限は2.8%であり、より好ましくは2.5%以下である。
【0056】
Al:0.06%以下(0%は含まない)
Alは、脱酸剤として作用するほか、焼鈍時におけるオーステナイト結晶粒粗大化の防止に有用な元素である。しかし、Alを過剰に添加しても上記作用は飽和するほか、結晶粒が不安定になって材質にムラが生じ易くなるため、Al量の上限を0.06%とする。Al量の好ましい上限は0.05%であり、より好ましくは0.04%である。
【0057】
本発明に用いられる素地鋼板は、上記元素を基本元素として含有し、残部は鉄および不可避不純物である。不可避不純物のうち、例えばPは0.02%以下(0%は含まない)、Sは0.004%以下(0%は含まない)、Nは0.01%以下(0%は含まない)とすることが好ましい。
【0058】
P:0.02%以下(0%は含まない)
Pは、セメンタイトの析出を遅延して変態を抑制する作用があるが、過剰添加は、延性やめっき密着性の低下を招くため、0.02%以下に制御することが好ましい。より好ましいP量は0.01%以下であり、更に好ましくは0.005%以下である。
【0059】
S:0.004%以下(0%は含まない)
Sは、MnSなどの硫化物系介在物を形成し、熱間圧延時に偏析して鋼板の脆化を招くため、0.004%以下に制御することが好ましい。より好ましいS量は0.003%以下である。
【0060】
N:0.01%以下(0%は含まない)
Nは、粗大な窒化物を形成し、曲げ性や穴拡げ性を劣化させ、また溶接時のブローホールの原因となるため、0.01%以下に制御することが好ましい。より好ましいN量は0.005%以下である。
【0061】
本発明に用いられる素地鋼板は、更に他の選択元素を含有しても良く、例えば、以下のようにCrやTi、Niなどを含有することができる。
【0062】
Cr:0.3%以下(0%を含まない)
Crは、鋼板の強度向上に有効な元素である。このような作用を有効に発揮させるため、Cr量を好ましくは0.01%以上、より好ましくは0.04%以上、更に好ましくは0.08%以上とする。しかし、Crの過剰添加は延性の低下を招くため、Cr量の上限は0.3%とすることが好ましい。Cr量のより好ましい上限は0.25%であり、更に好ましくは0.2%である。
【0063】
Ti:0.05%以下(0%を含まない)
Tiは、脱酸剤として有用な元素である。このような作用を有効に発揮させるため、Ti量を好ましくは0.01%以上、より好ましくは0.02%以上とする。しかし、Tiの過剰添加は靱性の低下を招くため、Ti量の上限は0.05%とすることが好ましい。Ti量のより好ましい上限は0.04%である。
【0064】
Ni、Cu、Mo、およびBは焼き入れ性向上に有用な元素であり、これらの元素を単独又は併用することができる。具体的には以下の通りである。
【0065】
Ni:2%以下(0%を含まない)
Niは、焼入れ性向上に有用な元素である。Niを適量を添加するとCAL焼鈍、冷却時にマルテンサイト比率が増大し、またマルテンサイトのラス構造が微細化され、次工程のCGL焼鈍時における2相域再加熱・冷却処理時の焼入れ性が良好となる。また冷却後の最終的な複合組織が良好なものとなるため、各種成形加工性を向上させることができる。このような作用を有効に発揮させるため、Ni量を好ましくは0.1%以上、より好ましくは0.2%以上とする。しかし、Niは高価な元素であり、製造コストの上昇を招くため、Ni量の上限は2%とすることが好ましい。Ni量のより好ましい上限は1.5%、更に好ましくは1.0%である。
【0066】
Cu:2%以下(0%を含まない)
Cuは、Niと同様、焼入れ性向上に有用な元素である。CuもNiと同様の作用により各種成形加工性を向上させることができる。このような作用を有効に発揮させるため、Cu量を好ましくは0.1%以上、より好ましくは0.2%以上とする。しかし、Cuは高価な元素であり、製造コストの上昇を招くため、Cu量の上限は2%とすることが好ましい。Cu量のより好ましい上限は1.5%、更に好ましくは1.0%である。
【0067】
Mo:2%以下(0%を含まない)
Moは、めっき性を損ねることなく、固溶強化を図る上で重要な元素である。またNiやCuと同様、焼入れ性向上に有用な元素である。MoもCuやNiと同様の作用により各種成形加工性を向上させることができる。このような作用を有効に発揮させるため、Mo量を好ましくは0.1%以上、より好ましくは0.2%以上とする。しかし、Moは高価な元素であり、製造コストの上昇を招くため、Mo量の上限は2%とすることが好ましい。Mo量のより好ましい上限は1.5%、更に好ましくは1.0%である。
【0068】
B:0.01%以下(0%を含まない)
Bは、焼入れ性向上に有用な元素である。このような作用を有効に発揮させるため、B量を好ましくは0.0001%以上、より好ましくは0.0002%以上とする。しかし、Bを過剰に添加すると、めっき性が低下するため、B量の上限は0.01%とすることが好ましい。B量のより好ましい上限は0.005%、更に好ましくは0.001%である。
【0069】
Nb、V、およびWは強度向上に有用な元素であり、これらの元素を単独又は併用することができる。具体的には以下の通りである。
【0070】
Nb:1%以下(0%を含まない)
Nbは、微量の添加で微細組織を得ることができ、靱性を劣化させることなく強度を高めるのに有用な元素である。このような作用を有効に発揮させるため、Nb量を好ましくは0.001%以上、より好ましくは0.005%以上とする。しかし、Nbを過剰に添加すると炭化物が過剰に生成し、マルテンサイトの体積率減少やその析出強化によって強度と加工性のバランスを失わせるため、Nb量の上限は1%とすることが好ましい。Nb量のより好ましい上限は0.5%、更に好ましくは0.1%である。
【0071】
V:1%以下(0%を含まない)
Vは、Nbと同様、強度を高めるのに有用な元素である。このような作用を有効に発揮させるため、V量を好ましくは0.001%以上、より好ましくは0.005%以上とする。しかし、Vを過剰に添加すると、製造コストの上昇を招くだけでなく、降伏点(降伏比)が上昇して加工性が低下するため、V量の上限は1%とすることが好ましい。V量のより好ましい上限は0.5%、更に好ましくは0.1%である。
【0072】
W:0.3%以下(0%を含まない)
Wは、析出物強化や、フェライト結晶粒の成長を抑制して細粒強化、および再結晶の抑制による転移強化によって、強度を高めるのに有用な元素である。このような作用を有効に発揮させるため、W量を好ましくは0.001%以上、より好ましくは0.005%以上とする。しかし、Wを過剰に添加すると、炭窒化物の析出が過剰となって成形性が低下するため、W量の上限は0.3%とすることが好ましい。W量のより好ましい上限は0.2%、更に好ましくは0.1%である。
【0073】
Ca、Mg、およびREMよりなる群から選ばれる少なくとも1種の元素:0.03%以下(0%を含まない)
Ca、Mg、REMは、脱酸剤として作用する元素である。このような作用を有効に発揮させるため、Ca、Mg、REMよりなる群から選ばれる1種以上の元素を合計量で好ましくは0.002%以上、より好ましくは0.003%以上とする。しかし、これら元素を過剰に添加すると、成形性が低下するため、Ca、Mg、およびREMよりなる群から選ばれる1種以上の元素の合計量の上限は0.03%とすることが好ましく、より好ましくは0.02%、更に好ましくは0.01%である。
【0074】
なお、本発明において、REMとは、ランタノイド元素(LaからLuまでの15元素)およびSc(スカンジウム)とY(イットリウム)を含む意味である。これらの元素のなかでも、La、CeおよびYよりなる群から選ばれる少なくとも1種の元素を含有することが好ましく、より好ましくはLaおよび/またはCeを含有するのがよい。
【0075】
以上、本発明のめっき鋼板(溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板)について説明した。
【0076】
次に、本発明のめっき鋼板を製造する方法について説明する。前述したように、本発明のめっき鋼板は、めっき層と素地鋼板との界面に形成される酸化物含有層(主にFe−Zn合金+Si−Mn−Oから構成される)のうち素地鋼板側に形成される凹凸形態が適切に制御されている点に最大の特徴があり、具体的には、上記凹部の平均直径が3.0μm以上10.0μm以下であり、且つ、凸部の平均幅が0.20μm以上3.0μm以下を満足していることが必要である。このようなめっき鋼板を製造するには、めっき前の素地鋼板に対し、焼鈍炉での酸化加熱処理(酸化工程)、次いで還元炉での還元処理(還元工程)を行なう「酸化−還元」法を適用するに当たり、特に上記の酸化工程において、酸素分圧を0.00010体積%以上0.1体積%以下(1.0ppm以上1000ppm以下)に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御することが必要である。
【0077】
すなわち、本発明に係るめっき鋼板の製造方法は、素地鋼板を酸化雰囲気下で熱処理し、素地鋼板表面に酸化層を形成する酸化工程と、前記酸化工程の後、還元雰囲気下で熱処理して前記素地鋼板表面の酸化層を還元する還元工程と、前記還元工程の後、溶融亜鉛めっき処理するめっき工程と、を含み、前記酸化工程において、酸素分圧を1.0ppm以上1000ppm以下に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間(650〜750℃の素地鋼板の保持時間)を20秒以上70秒以下に制御するところに特徴がある。
【0078】
まず、本発明の方法を最も特徴付ける酸化工程を説明する。
【0079】
(焼鈍炉での酸化工程)
上記酸化工程では、まず、酸素分圧を0.00010体積%以上0.1体積%以下に制御する。本発明者らの基礎実験によれば、凹部の平均直径は、焼鈍炉での酸素分圧と密接に関連しており、酸素分圧を上記範囲に制御すれば、凹部の平均直径を、めっき密着性に有用な「3.0μm以上10.0μm以下」の範囲内に制御することができる。
【0080】
この点について、もう少し詳しく説明すると、本発明者らの基礎実験によれば、粒界酸化は焼鈍雰囲気中の酸素分圧が少なくなる程発生し易くなり、めっき後の凹部の平均直径が増加する傾向にあることが分かった。また、本発明者らの基礎実験によれば、粒界酸化の発生頻度(凹部の微細化に繋がる)と鋼板表面の結晶粒径との間に、高い相関関係はなく、表面の結晶粒径が微細な鋼板について、当該鋼板の粒界酸化も微細に発生するとは必ずしも言えないことが分かった。すなわち、酸化のし易さの指標である酸素分圧が、粒界酸化の発生頻度(微細の程度)に大きく影響していることが判明した。
【0081】
そこで、酸素分圧を種々変化させた雰囲気下で焼鈍を行なったときの、酸素分圧と、めっき鋼板における凹部の平均直径との関係を詳細に調べたところ、焼鈍炉の酸素分圧が0.00010体積%(1ppm)未満では、凹部の平均直径が3.0μmを下回ることが分かった。これは、酸素分圧が小さいと、Siが粒界に偏析し易くなって粒界酸化の発生頻度が高くなり、後に形成される網目状の凸部が微細化されるためである。一方、焼鈍炉の酸素分圧が0.1体積%(1000ppm)を超えると粒界酸化の発生頻度が非常に少なくなり、凹部の平均直径が10.0μmを超えることが分かった。焼鈍炉の好ましい酸素分圧は、0.005体積%以上0.09体積%以下(50ppm以上900ppm以下)である。
【0082】
更に上記酸化工程では、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御する。本発明者らの基礎実験によれば、凸部の平均幅は、焼鈍炉における特定温度領域(650〜750℃)の保持時間(在炉時間)と密接に関連しており、この保持時間を上記範囲に制御すれば、凸部の平均幅を、めっき密着性に有用な「0.20μm以上3.0μm以下」の範囲内に制御することができる。上記の在炉時間は、例えば、焼鈍炉内の温度や通板速度を調整して制御することができる。
【0083】
この点について、もう少し説明すると、本発明者らの基礎実験によれば、焼鈍炉で生成する粒界酸化の幅を増加する(太らせる)と、凸部の平均幅も増加することが分かった。ここで、粒界酸化の幅増加のためには、鋼板温度を高める方法が有効であるが、温度の温度上昇に伴い、めっき層と鋼板の界面に濃化するSi−Mn−Oも増加してしまい、界面が脆化してめっき剥離を招くため、この方法は採用し難い。そこで、本発明者らは、特に
鋼板温度が650℃から750℃の比較的低温度域に着目し、当該温度域での保持時間(在炉時間)を適切に制御することで、凸部の平均幅を調節できないか更に検討を行なった。その結果、当該温度域での保持時間を20秒以上70秒以下に制御すると、所望の凸部の平均幅が得られることが判明した。
【0084】
上記温度域での保持時間が20秒未満では、粒界酸化がやせているため、凸部の平均幅が0.20μmを下回る。一方、上記温度域での保持時間が70秒を超えると、粒界酸化が太り過ぎて凸部の平均幅が3.0μm超えてしまう。上記温度域での好ましい保持時間は、30秒以上60秒以下である。
【0085】
このように本発明では、焼鈍炉での上記温度域での保持時間を適切に制御しているが、焼鈍炉の抽出温度(出口温度と同義)は、当該温度域の上限(750℃)と一致しても良いし、超えていても良い。ただし、焼鈍炉の抽出温度が750℃を超えると、上記保持時間による効果(粒界酸化の幅増加)よりも、酸化層と鋼板との界面に形成される内方酸化層(Fe−Si−Mn−O)が増加するようになり、めっき剥離の原因を招くため、750℃を超える温度域の保持時間は、できるだけ短く制御することが推奨される。また、このようなめっき剥離の問題をできるだけ回避するためには、焼鈍炉の抽出温度は、低い方が良く、750℃以下であることが好ましい。
【0086】
以上、本発明の製造方法を最も特徴付ける焼鈍炉での酸化雰囲気および所定温度での保持時間について説明した。本発明では、上記工程を特に制御することによって凹部の平均直径および凸部の平均幅を適切に制御したところに最大の特徴があり、その他の工程は特に限定されず、上記要件を制御できるように、通常用いられる方法を適切に選択して採用すれば良いが、以下、推奨される方法を、工程順に説明する。
【0087】
繰返し述べるように、本発明ではめっき前の素地鋼板に対し、焼鈍炉での酸化処理、還元炉での還元処理を行なった後、常法に従い、溶融亜鉛めっき処理、更には必要に応じて、合金化処理を行い、所望のめっき鋼板(溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板)を製造するが、焼鈍炉での酸化処理の前に、予備加熱炉での加熱処理(前処理)を行っても良い。この予備加熱処理は、所望の酸化層形成のため、通常行なわれるものである。
【0088】
上記予備加熱炉の好ましい加熱条件は、室温から、おおむね400〜550℃程度までとし、加熱時間(予備加熱炉でのトータル時間)は、おおむね30〜70秒程度とする。また、上記予備加熱炉での好ましい加熱雰囲気は、酸素量:おおむね1ppm(0.00010体積%)〜1体積%程度、水蒸気量:おおむね15〜25体積%程度である。
【0089】
予備加熱炉で予備加熱された鋼板は、次いで焼鈍炉へ供給され、酸化加熱処理を行なう。
【0090】
焼鈍炉での雰囲気について、酸素分圧は上記のとおりであるが、水蒸気量はおおむね、15〜25体積%程度に制御することが好ましい。これにより、酸化層の厚さが適切に制御されるので、還元後に充分な厚さの純鉄層を確保でき、合金化不良を抑制することができる。
【0091】
焼鈍炉内の雰囲気に含まれる酸素量や水蒸気量は、焼鈍炉内の加熱に用いられるバーナーに供給する燃焼ガスの流量や、燃焼ガスと空気の流量比(空燃比)を調整することによって制御することができる。焼鈍炉内の酸素量は、例えば、磁気式濃度計を用いて測定でき、水蒸気量は、例えば露点計を用いて測定できる。
【0092】
焼鈍炉では、予備加熱炉の抽出温度から約700〜900℃までの温度範囲を、おおむね30〜70秒(焼鈍炉でのトータル時間)かけて加熱することが好ましい。焼鈍炉での650〜750℃での在炉時間(保持時間)は、前述したとおりである。
【0093】
次に還元炉に供給し、還元雰囲気下で酸化層を還元する。還元炉内の雰囲気は、所望となるFe層(還元層)が形成されるよう、還元性ガス雰囲気に制御すればよい。還元性ガス雰囲気としては、窒素雰囲気が挙げられ、水素ガスを含むH2ガス含有N2ガス雰囲気下で行なっても良い。還元炉内の温度は、おおむね800〜950℃程度、還元時間(還元炉でのトータル時間)は、おおむね30秒〜3分程度に制御することが好ましい。
【0094】
次に、常法に従い、溶融亜鉛めっきを行なう。必要に応じて合金化処理を行なっても良い。これらの溶融亜鉛めっき条件や合金化条件は特に限定されず、公知の条件を採用できる。例えば溶融亜鉛めっき浴の温度は、おおむね400〜600℃程度に制御することが好ましい。また、合金化温度は、約500〜600℃程度に制御することが好ましい。合金化溶融亜鉛めっき層の好ましい付着量は、30〜70g/m2程度である。
【実施例】
【0095】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限されず、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0096】
まず、表1、表2に示す化学成分を含有する鋼A〜W(残部は鉄および不可避不純物)を溶製し、スラブを製造した。スラブを製造するにあたって、REMはLaを約25%とCeを約50%含有するミッシュメタルを用いて成分調整した。得られたスラブを1200℃に加熱し、熱間圧延して厚さ2.5mmの熱延鋼板を作製した。熱間圧延の巻取り温度は500℃とした。これを酸洗してスケールを除去し、冷間圧延を行なって厚さ2.0mmの薄鋼板を作製した。
【0097】
次に、予備加熱炉で室温から450℃まで加熱した後、焼鈍炉で加熱して酸化層を形成し、この酸化層を還元炉で還元した後、溶融亜鉛めっきを行ない、溶融亜鉛めっき鋼板を得た。一部については、更に合金化を行ない、合金化溶融亜鉛めっき鋼板を得た。
【0098】
予備加熱炉、焼鈍炉、および還元炉における具体的な条件は次の通りである。なお、薄鋼板の表面温度は放射温度計を、酸素量は磁気式濃度計を、水蒸気量は露点計を、それぞれ用いて測定した。
【0099】
まず、予備加熱炉内は、燃焼ガスの排ガス雰囲気とし、酸素を0.5体積%と水蒸気を20体積%含有するように調整した。燃焼ガスとしてはCOGガスを用い、このCOGガスは、55体積%のH2ガスと6体積%のN2ガスを含み、残部は炭化水素ガスで構成されている。なお、予備加熱炉での全在炉時間(トータル時間)は30〜50秒である。
【0100】
次に、焼鈍炉では、COGガスと空気の混合ガスをバーナーで燃焼させて上記薄鋼板を450℃から加熱した。ここでは、COGガスの流量、およびCOGガスと空気の流量比(空燃比)を制御することにより、焼鈍炉内の雰囲気ガスに含まれる酸素分圧を表2に示す範囲に調整した。更に、鋼板の通板速度を制御することにより、焼鈍炉内における、薄鋼板の温度が650〜750℃までの時間(保持時間)を表3、表4に示す範囲に調整した。焼鈍炉での全在炉時間(トータル時間)は30〜50秒であり、焼鈍炉出口における薄鋼板の温度は、700〜850℃であった。
【0101】
次に、上記薄鋼板を還元炉に供給し、酸化層を還元した。ここでは、ラジアントチューブを備えた還元炉を用い、上記薄鋼板の温度を間接的に上げる方式で、鋼板温度を950℃まで加熱した。還元炉内の雰囲気は、H2を20体積%含有するN2ガス雰囲気とした。
【0102】
次に、上記の還元性雰囲気を維持したまま冷却し、大気と接触させることなく上記薄鋼板を溶融亜鉛浴に浸漬し、溶融亜鉛めっきを行った。溶融亜鉛浴の温度は450℃とした。
【0103】
更に合金化処理を行なう場合は、合金化炉で500℃に加熱した。
【0104】
このようにして得られた溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板を用い、前述した方法に基づき、凹部の平均直径と凸部の平均幅を算出した。
【0105】
また、上記めっき鋼板の密着性を、以下のようにして評価した。
【0106】
(めっき密着性の評価)
上記めっき鋼板を縦100mm×横200mm×厚2mmの板形状試験片に加工し、V曲げ曲げ戻し試験を行ってめっき密着性を評価した。このV曲げ曲げ戻し試験は、実際のプレス成形よりも厳しい条件を模擬したものである。詳細には、V曲げ試験用の金型(曲げ角度60°)を用いて上記試験片をV曲げ加工した後、更にプレスで上記試験片を平坦に戻す曲げ戻し加工を行った。曲げ戻し加工を行ったときの内側の面(変形部)にセロハンテープ(ニチバン社製「セロテープ(登録商標)CT405AP−24」)を貼り付け、手で剥がした後、テープに付着しためっき層の剥離幅を測定した。本実例では、剥離幅が5mm以下のものを合格(めっき密着性に優れる)と評価した。
【0107】
これらの結果を表3、表4に併記する。表3中、No.1〜15は、溶融亜鉛めっき鋼板の例であり、このうちNo.1〜8は、焼鈍炉での650〜750℃の保持時間を50秒と一定にし、焼鈍炉での酸素分圧を変化させた例;No.9〜15は、焼鈍炉での酸素分圧を500ppm(0.05体積%)と一定にし、650〜750℃の保持時間を変化させた例である。一方、No.16〜23は、合金化溶融亜鉛めっき鋼板の例であり、このうちNo.16〜19は、焼鈍炉での650〜750℃の保持時間を35秒と一定にし、焼鈍炉での酸素分圧を変化させた例;No.20〜23は、焼鈍炉での酸素分圧を300ppm(0.03体積%)と一定にし、650〜750℃の保持時間を変化させた例である。
【0108】
表4中、No.28、29、33〜36、39〜41は、溶融亜鉛めっき鋼板の例である。一方、No.24〜27、30〜32、37、38は、合金化溶融亜鉛めっき鋼板の例である。
【0109】
【表1】
【0110】
【表2】
【0111】
【表3】
【0112】
【表4】
【0113】
表3、表4より、以下のように考察できる。
【0114】
まず、表3のNo.2〜7、10〜14(以上、溶融亜鉛めっき鋼板)、17、18、21、22(以上、合金化溶融亜鉛めっき鋼板)はいずれも、鋼中成分、凹部の平均直径および凸部の平均幅が、すべて本発明の要件を満足する例であり、密着性試験後のテープ剥離幅が5.0mm以下と小さく、めっき密着性に優れている。このうち、凹部の平均直径および凸部の平均幅が、本発明の好ましい要件を満足するNo.4〜6、11〜13、18、21は、テープ剥離幅が3.0mm以下と更に小さくなっており、めっき密着性に一層優れている。
【0115】
これに対し、本発明の要件のいずれかを満足しない下記の例は、めっき密着性が低下した。
【0116】
まず、No.1は、焼鈍炉での酸素分圧が低い例であり、凹部の平均直径が小さくなってめっき密着性が低下した。
【0117】
No.8は、焼鈍炉での酸素分圧が高い例であり、凹部の平均直径が大きくなってめっき密着性が低下した。
【0118】
No.9は、上記温度域の保持時間が短い例であり、凸部の平均幅が短くなってめっき密着性が低下した。
【0119】
No.15は、上記温度域の保持時間が長い例であり、凸部の平均幅が長くなってめっき密着性が低下した。
【0120】
No.16は、焼鈍炉での酸素分圧が低い例であり、凹部の平均直径が小さくなってめっき密着性が低下した。
【0121】
No.19は、焼鈍炉での酸素分圧が高い例であり、凹部の平均直径が大きくなってめっき密着性が低下した。
【0122】
No.20は、上記温度域の保持時間が短い例であり、凸部の平均幅が短くなってめっき密着性が低下した。
【0123】
No.23は、上記温度域の保持時間が長い例であり、凸部の平均幅が長くなってめっき密着性が低下した。
【0124】
表4のNo.28、29、33〜36、39〜41(以上、溶融亜鉛めっき鋼板)、No.24〜27、30〜32、37、38(以上、合金化溶融亜鉛めっき鋼板)はいずれも、鋼中成分、凹部の平均直径および凸部の平均幅が、すべて本発明の要件を満足する例であり、密着性試験後のテープ剥離幅が5.0mm以下と小さく、めっき密着性に優れている。このうち、凹部の平均直径および凸部の平均幅が、本発明の好ましい要件を満足するNo.24、26、27、30、31、33、35、38、40、41は、テープ剥離幅が3.0mm以下と更に小さくなっており、めっき密着性に一層優れている。
【特許請求の範囲】
【請求項1】
素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、
前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、
前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、
インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.20μm以上3.0μm以下であることを特徴とするめっき鋼板。
【請求項2】
前記凹部の平均直径が4μm以上9μm以下であり、前記凸部の平均幅が0.8μm以上2.2μm以下である請求項1に記載のめっき鋼板。
【請求項3】
前記素地鋼板は、質量%で(以下、鋼中成分について、全て同じ。)、C:0.04%以上0.2%以下、Si:0.1%以上3%以下、Mn:0.1%以上3%以下、Al:0.06%以下(0%は含まない)を含有する請求項1または2に記載のめっき鋼板。
【請求項4】
前記素地鋼板は、更にCr:0.3%以下(0%を含まない)を含有する請求項3に記載のめっき鋼板。
【請求項5】
前記素地鋼板は、更にTi:0.05%以下(0%を含まない)を含有する請求項3または4に記載のめっき鋼板。
【請求項6】
前記素地鋼板は、更にNi:2%以下(0%を含まない)、Cu:2%以下(0%を含まない)、Mo:2%以下(0%を含まない)、およびB:0.01%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有する請求項3〜5のいずれかに記載のめっき鋼板。
【請求項7】
前記素地鋼板は、更にNb:1%以下(0%を含まない)、V:1%以下(0%を含まない)、およびW:0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有する請求項3〜6のいずれかに記載のめっき鋼板。
【請求項8】
前記素地鋼板は、更にCa、Mg、およびREMよりなる群から選ばれる少なくとも1種の元素:0.03%以下(0%を含まない)を含有する請求項3〜7のいずれかに記載のめっき鋼板。
【請求項9】
前記素地鋼板は、残部:鉄および不可避不純物である請求項3〜8のいずれかに記載のめっき鋼板。
【請求項10】
請求項1〜9のいずれかに記載のめっき鋼板を製造する方法であって、
素地鋼板を酸化雰囲気下で熱処理し、素地鋼板表面に酸化層を形成する酸化工程と、
前記酸化工程の後、還元雰囲気下で熱処理して前記素地鋼板表面の酸化層を還元する還元工程と、
前記還元工程の後、溶融亜鉛めっき処理するめっき工程と、を含み、
前記酸化工程において、酸素分圧を0.00010体積%以上0.1体積%以下に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御することを特徴とするめっき鋼板の製造方法。
【請求項1】
素地鋼板に合金化されたまたは合金化されていない溶融亜鉛めっき層が形成されためっき鋼板であって、
前記素地鋼板と前記溶融亜鉛めっき層との界面に、Si−Mn−Oおよび鉄亜鉛合金を含む酸化物含有層を有し、
前記酸化物含有層の素地鋼板側の表面は、網目状の凸部と、該凸部によって分割された複数の凹部とを有し、
インターセプト法で算出した前記凹部の平均直径が3.0μm以上10.0μm以下であり、前記凸部の平均幅が0.20μm以上3.0μm以下であることを特徴とするめっき鋼板。
【請求項2】
前記凹部の平均直径が4μm以上9μm以下であり、前記凸部の平均幅が0.8μm以上2.2μm以下である請求項1に記載のめっき鋼板。
【請求項3】
前記素地鋼板は、質量%で(以下、鋼中成分について、全て同じ。)、C:0.04%以上0.2%以下、Si:0.1%以上3%以下、Mn:0.1%以上3%以下、Al:0.06%以下(0%は含まない)を含有する請求項1または2に記載のめっき鋼板。
【請求項4】
前記素地鋼板は、更にCr:0.3%以下(0%を含まない)を含有する請求項3に記載のめっき鋼板。
【請求項5】
前記素地鋼板は、更にTi:0.05%以下(0%を含まない)を含有する請求項3または4に記載のめっき鋼板。
【請求項6】
前記素地鋼板は、更にNi:2%以下(0%を含まない)、Cu:2%以下(0%を含まない)、Mo:2%以下(0%を含まない)、およびB:0.01%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有する請求項3〜5のいずれかに記載のめっき鋼板。
【請求項7】
前記素地鋼板は、更にNb:1%以下(0%を含まない)、V:1%以下(0%を含まない)、およびW:0.3%以下(0%を含まない)よりなる群から選択される少なくとも1種を含有する請求項3〜6のいずれかに記載のめっき鋼板。
【請求項8】
前記素地鋼板は、更にCa、Mg、およびREMよりなる群から選ばれる少なくとも1種の元素:0.03%以下(0%を含まない)を含有する請求項3〜7のいずれかに記載のめっき鋼板。
【請求項9】
前記素地鋼板は、残部:鉄および不可避不純物である請求項3〜8のいずれかに記載のめっき鋼板。
【請求項10】
請求項1〜9のいずれかに記載のめっき鋼板を製造する方法であって、
素地鋼板を酸化雰囲気下で熱処理し、素地鋼板表面に酸化層を形成する酸化工程と、
前記酸化工程の後、還元雰囲気下で熱処理して前記素地鋼板表面の酸化層を還元する還元工程と、
前記還元工程の後、溶融亜鉛めっき処理するめっき工程と、を含み、
前記酸化工程において、酸素分圧を0.00010体積%以上0.1体積%以下に制御すると共に、素地鋼板が650℃以上750℃以下の温度範囲になる時間を20秒以上70秒以下に制御することを特徴とするめっき鋼板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−127216(P2011−127216A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2010−20601(P2010−20601)
【出願日】平成22年2月1日(2010.2.1)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成22年2月1日(2010.2.1)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]