
もなか皮の製造型、もなか皮の製造方法

【課題】吹き出しバリを製造型から膨出させないで、焦げを付けずにもなか皮の品質を高める。
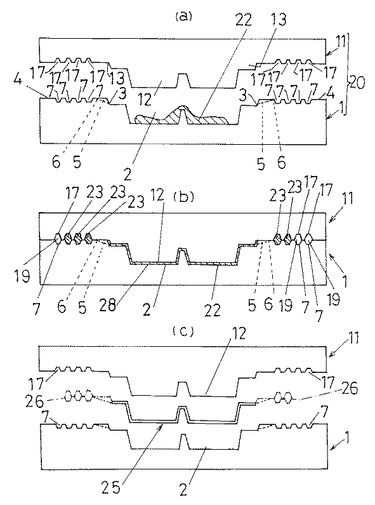
【解決手段】外周部4に夫々対応する凹溝7、凹溝17を形成した雌型1と雄型11とで、製造型20を構成する。雌型1の凹入部2にもなか生地22を投入する(a)。焼成しながら、雌型1と雄型11とを閉じると、凹溝7と凹溝17とから収容部19を形成する(b)。余ったもなか生地23が雌型1の蒸気抜け穴5から噴出し、収容部19内に収容され、製造型20内に留まる(b)。焼成完了後に製造型20を開き、吹き出しバリ26を除去すれば、凹入部2、凸出部12に応じたもなか皮25が完成する(c)。
【解決手段】外周部4に夫々対応する凹溝7、凹溝17を形成した雌型1と雄型11とで、製造型20を構成する。雌型1の凹入部2にもなか生地22を投入する(a)。焼成しながら、雌型1と雄型11とを閉じると、凹溝7と凹溝17とから収容部19を形成する(b)。余ったもなか生地23が雌型1の蒸気抜け穴5から噴出し、収容部19内に収容され、製造型20内に留まる(b)。焼成完了後に製造型20を開き、吹き出しバリ26を除去すれば、凹入部2、凸出部12に応じたもなか皮25が完成する(c)。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、もなか生地から、アイスクリーム用又はその他のもなか皮を焼成する際に、いわゆる「ばり」の処理に特徴を有するもなか皮の製造方法及びこの製造方法に使用するもなか皮の製造型に関する。
【背景技術】
【0002】
もなか皮は、中央部に成形部を有する雄型、中央部に成形部を有する雌型を開いた状態で、成形部にもなか生地を投入して雄型と雌型を閉じてもなか皮を封入した状態で焼成していた。この場合、もなか生地が均等に注入できなかった場合や量が少ない場合にはもなかに、欠けができ、製品不良を生じる場合があった。
【0003】
これを防止するために金型には、成形部から外方に向けて蒸気抜け穴を形成していた。そして、もなか生地を成形部全体に行き渡らせながら、成形部から余ったもなか生地を蒸気抜け穴から、出しながら吹き出しバリを生じさせて製造していた。この際、もなか生地の仕込みのバッチ等の変わり目で吹き出しバリの大きさが安定しないことが多く、吹き出しバリ(余ったもなか生地)が金型からはみ出る場合があった。
【0004】
金型からはみ出した吹き出しバリが両金型の外周に付着した状態で、そのまま焼成した場合に、付着した吹き出しバリが熱で焦げ、炭化した吹き出しバリが製品(もなか皮)製品取りの際に焦げの粉が生じ、製品不良を生じるおそれがあった。
【0005】
また、出願人は、中空のもなか生地を接着工程に因らずに一度に焼成する発明を提案しており、焼成途中で金型を開いて残余のもなか生地を金型外に排出する技術が提案されている(特許文献1、2)。
【特許文献1】特開平9−187212
【特許文献2】特開平6−237638
【発明の開示】
【発明が解決しようとする課題】
【0006】
前記特許文献1、2の技術では、いずれももなか生地を投入して、金型を閉じた後で、一旦金型を開く操作を要するので、そのまま吹き出しバリの炭化による問題点を解決することはできなかった。即ち、簡易な構造の金型と金型操作で、問題点を解決する必要があった。
【課題を解決するための手段】
【0007】
然るにこの発明では、金型の外周部に凹部を形成し、残余生地を凹部に貯めおいて焼成するので、前記問題点を解決した。
【0008】
即ちこの発明は、中央部に第1成形部を有する第1型片と、中央部に第2成形部を有する第2型片とからなり、両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造する製造型において、前記第1型片、第2型片の少なくとも一方に前記成形部から外周部に向けて連通する蒸気抜け穴を形成し、前記前記蒸気抜けに対応した位置で、前記第1型片及び/又は第2型片に、収容部を形成することを特徴とするもなか皮の製造型である。また、前記において、第1型片の外周部に第1成形部を囲むように複数の第1凹溝を並列して形成し、第2型片の外周部に第2成形部を囲むように複数の第2凹溝を並列して形成し、前記第1凹溝と第2凹溝とを対応させて収容部を形成することを特徴とするもなか皮の製造型である。
【0009】
また、他の発明は、中央部に第1成形部を有する第1型片、中央部に第2成形部を有する第2型片とからなる製造型を使って、前記両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造するもなか皮の製造方法において、以下のような構成とすることを特徴としたもなか皮の製造方法である。
(1) 前記両型片の成形部にもなか生地を入れ、両金型片を閉じて焼成を開始する。
(2) まだ固まらない残余もなか生地を金型片の蒸気抜け穴を通して前記成形部から除去し、
(3) 前記残余もなか生地を、両金型の外周部内に貯め置く。
(4) 焼成を完了し、金型を開き、もなか皮を取り出すと共に、貯めおいた残余もなか生地を除去して、もなか皮を完成する。
【0010】
前記における「もなか皮」は、もなか皮に代表される食品を包む包装容器であって食べられる材料からなる構成のものは、いずれも含む概念である。
【発明の効果】
【0011】
この発明の製造型によれば、多めのもなか生地を金型内に注入した場合や、仕込みのバッチ等の変わり目であっても、残余もなか生地は蒸気抜け穴を通して、外周部に排出されるので、所定の厚さの均一なもなか皮を焼成できる効果がある。また、外周部に排出された残余もなか皮は、外周部の収容部内に貯め置きされるので、残余もなか皮が製造型から外にあふれることがないので、吹き出しバリは金型内に形成され、金型外で加熱されることがないので、吹き出しバリの炭化を防止できる。従って、もなか皮の商品の品質を保ち、安定したもなか皮の製造ができる効果がある。
【発明を実施するための最良の形態】
【0012】
(1) 雌型1と雄型11とで、製造型20を構成する。雌型1及び雄型11には、成型するもなかの形状に合わせて、凹入部2、凸出部12を夫々形成してある。また、雌型1及び雄型11は、外周部4、14に夫々凹溝7、7、凹溝17、17が夫々対応して形成してある。また、雌型1には、凹入部2から外方に向けて蒸気抜け穴5を形成してある。
【0013】
(2)製造型20(雌型1と雄型11)を開いた状態で配置し、雌型1の凹入部2にもなか生地22を投入する(図1(a))。
【0014】
(3) 続いて、製造型20を焼成しながら、もなか生地22を均一に充填して雌型1と雄型11とを閉じる(図1(b))。この状態で、凹溝7と凹溝17とが対向して閉じられ収容部19を形成する。
【0015】
(4) 余ったもなか生地23が蒸気抜け穴5、5から外方に噴出し、収容部19(凹溝7、16)内に収容され、吹き出しバリ26の伸びを製造型20内に抑える(b))。
【0016】
(5)焼成が完了後に雌型1と雄型11とを開けば、焦げが生じていない吹き出しバリ26が着いた状態で、もなか皮25が焼き上がり、吹き出しバリ26、26を除去して、もなか皮25が完成する(図1(c))。
【実施例1】
【0017】
図面に基づきこの発明の製造型の実施例を説明する。
【0018】
(1)雌型1(下型。第1型片) 図2(a)、図3(a)
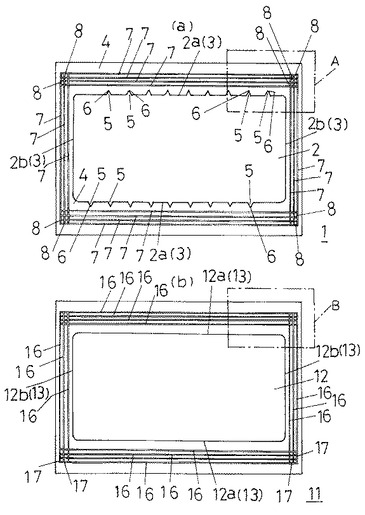
雌型1は、中央部に、成型するもなか皮の形状に合わせて、凹入部(第1成形部)2を形成し、凹入部2の縁3に連続して、外周部4を形成してある。凹入部2の縁3から外周部4に向けて、先端6が尖った溝からなる蒸気抜き穴5、5を形成する。凹入部2は、長方形に形成され、蒸気抜き穴5、5は凹入部2の長辺2a、2aに沿って並列して(蒸気抜き穴5の先端6方向は、長辺2aに直角に形成される)配置される。短辺2b側には蒸気抜き穴5を配置していない。
【0019】
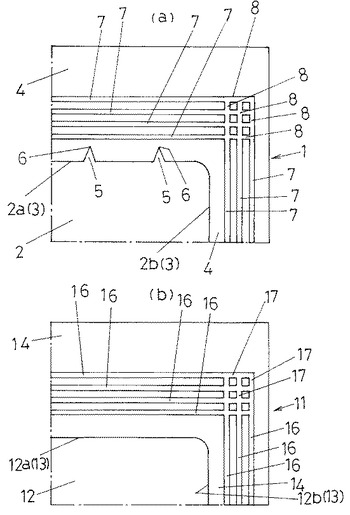
外周部4に、凹入部2を囲むように断面台形の凹溝7、7を形成する。凹溝7は、凹入部2の短辺2b側に平行に3本、長辺2a側に平行して4本形成し、隅部8、8で、凹溝7、7が交叉して互いに連通してある。蒸気抜け穴5の先端6は、最も内側の凹溝7に連通していないが、近接して配置されている。
【0020】
(2)雄型11(上型。第2型片) 図2(b)、図3(b)
雄型11は、中央部に、成型するもなか皮の形状に合わせて、凸出部(第2成形部)12を形成し、凸出部12の縁13に連続して、外周部14を形成してある。凸出部12は、長方形に形成され、雌型1の凹入部2に対応して形成され、雄型11、雌型1を閉じた状態で、凸出部12と凹入部2との間に、成型するもなか皮の厚さに対応した間隙28が形成されるようにしてある。
【0021】
外周部14に、凹入部12を囲むように断面台形の凹溝16、16を形成する。凹溝16は、凸出部12の短辺12b側に平行に3本、長辺12a側に平行して4本形成し、隅部17、17で、凹溝16、16が交叉して互いに連通してある。
【0022】
雌型1の凹溝7、7と雄型11の凹溝16、16とは対応して形成され、雌型1と雄型11とを閉じた状態で、凹溝7、7と凹溝16、16は開口が重なり、残余のもなか生地を収容できる断面六角形状の収容部19を構成する(図1(b))。
【0023】
(3)このような雌型1と雄型11とを凹入部2と凸出部12とを対抗して配置して、もなか皮の製造型20を構成する(図1(a))。前記において、凹溝7、16の深さは例えば、1.5mm程度とする。
【0024】
(4)他の実施例
【0025】
前記実施例において、最も内側の凹溝7は蒸気抜け穴5の先端6に近接して形成したので、凹入部2と凸出部12とが密閉できるので望ましいが、雌型1の凹溝7を蒸気抜け穴5に連通して形成することもできる(図示していない)。
【0026】
また、前記実施例において、凹溝7、16は、隅部8、17で夫々連通したが、中間部で連通させることもできる(図示していない)。
【0027】
また、前記実施例において、凹溝7、16は長辺側に4本、短辺側に3本形成したが、残余もなか生地23が多い場合の為に、複数本形成することが望ましいが、少なくとも1本形成してあれば目的を達成できる。
【0028】
また、前記実施例において、凹溝7、16は断面台形としたが、残余もなか皮23を収容する収容部19の体積を確保できれば、断面長方形状、正方形状、半円形状、三角形状等、断面形状は任意である(図示していない)。
【0029】
また、前記実施例において、凹溝7、16は4周に連通した環状の構成としたが、連通させずに、断続的に形成することもできる(図示していない)。
【0030】
また、前記実施例において、凹溝7、16は雌型1、雄型11の両方に形成したが、いずれか一方に形成することもできる(図示していない)。
【0031】
また、前記実施例において、蒸気抜け穴5、5は、凹入部2の短辺2a側にあるいは両辺2a、2bに形成することもできる(図示していない)。
【0032】
また、前記実施例において、蒸気抜け穴5は雌型1に設けたが、雌型1に代えて、あるいは雌型1と共に雄型11にも蒸気抜け穴5を形成することができる(図示していない)。
【0033】
また、前記実施例において、凹入部2、凸出部12の形状は、製造するもなか皮25の形状に合わせて、任意に設定する。
【実施例2】
【0034】
図1に基づき、前記実施例1の製造型20の使用、即ちこの発明の製造方法について説明する。
【0035】
(1) 製造型20を、雌型1と雄型11とを開いた状態で配置し、雌型1の凹入部2にもなか生地22を投入する(図1(a))。
【0036】
(2) 続いて、製造型20を焼成しながら雌型1と雄型11とを徐々に合わせて、もなか生地22を凹入部2と凸出部12とに漏れなく均一に充填して雌型1と雄型11とを閉じる(図1(b))。この状態で、雌型1と雄型11とは従来と同様に、蒸気が抜ける程度で閉じてある。
【0037】
この過程で、余ったもなか生地23が蒸気抜け穴5、5から外方に噴出するが、蒸気抜け穴6、6を通過したもなか生地23は、製造型20の外方に飛び出す前に、収容部19(凹溝7、16)内に収容され、雌型1と雄型11の外周部4、14から外側にはみ出さす、吹き出しバリ26の伸びを製造型20内に抑えることができる(図1(b))。従って、吹き出しバリ26が焼成により炭化することがない。
【0038】
(3)引き続き所定の時間、焼成を続け、完了後に雌型1と雄型11とを開けば、周囲に吹き出しバリ26が着いた状態(吹き出しバリ26に焦げが生じていない)で、もなか皮25が焼き上がるので、吹き出しバリ26、26を通常の方法で取り除けば、間隙28に応じた厚さのもなか皮25が完成する(図1(c))。
【図面の簡単な説明】
【0039】
【図1】この発明の製造方法を説明する概略した縦断面図で、(a)は焼成前で金型を開いた状態、(b)は金型を閉じて焼成している状態、(c)は焼成が完了して金型を開いた状態を表す。
【図2】この発明の金型片で、(a)は雌型(下型)の開口面の正面図、(b)は雄型(上型)の開口面の正面図である。
【図3】図2の一部拡大図で、(a)は図2(a)のA部、(b)は図2(b)のB部を夫々表す。
【符号の説明】
【0040】
1 雌型
2 凹入部(雌型)
3 凹入部の縁
4 外周部(雌型)
5 蒸気抜け穴(雌型)
6 蒸気抜け穴の先端
7 凹溝(雌型)
8 凹溝の隅部
11 雄型
12 凸出部(雄型)
13 凸出部の縁
14 外周部(雄型)
16 凹溝(雄型)
17 凹溝の隅部
19 収容部(雄型)
20 もなか皮の製造型
22 もなか生地
23 もなか生地の残余分
25 もなか皮
26 吹き出しバリ
28 間隙
【技術分野】
【0001】
この発明は、もなか生地から、アイスクリーム用又はその他のもなか皮を焼成する際に、いわゆる「ばり」の処理に特徴を有するもなか皮の製造方法及びこの製造方法に使用するもなか皮の製造型に関する。
【背景技術】
【0002】
もなか皮は、中央部に成形部を有する雄型、中央部に成形部を有する雌型を開いた状態で、成形部にもなか生地を投入して雄型と雌型を閉じてもなか皮を封入した状態で焼成していた。この場合、もなか生地が均等に注入できなかった場合や量が少ない場合にはもなかに、欠けができ、製品不良を生じる場合があった。
【0003】
これを防止するために金型には、成形部から外方に向けて蒸気抜け穴を形成していた。そして、もなか生地を成形部全体に行き渡らせながら、成形部から余ったもなか生地を蒸気抜け穴から、出しながら吹き出しバリを生じさせて製造していた。この際、もなか生地の仕込みのバッチ等の変わり目で吹き出しバリの大きさが安定しないことが多く、吹き出しバリ(余ったもなか生地)が金型からはみ出る場合があった。
【0004】
金型からはみ出した吹き出しバリが両金型の外周に付着した状態で、そのまま焼成した場合に、付着した吹き出しバリが熱で焦げ、炭化した吹き出しバリが製品(もなか皮)製品取りの際に焦げの粉が生じ、製品不良を生じるおそれがあった。
【0005】
また、出願人は、中空のもなか生地を接着工程に因らずに一度に焼成する発明を提案しており、焼成途中で金型を開いて残余のもなか生地を金型外に排出する技術が提案されている(特許文献1、2)。
【特許文献1】特開平9−187212
【特許文献2】特開平6−237638
【発明の開示】
【発明が解決しようとする課題】
【0006】
前記特許文献1、2の技術では、いずれももなか生地を投入して、金型を閉じた後で、一旦金型を開く操作を要するので、そのまま吹き出しバリの炭化による問題点を解決することはできなかった。即ち、簡易な構造の金型と金型操作で、問題点を解決する必要があった。
【課題を解決するための手段】
【0007】
然るにこの発明では、金型の外周部に凹部を形成し、残余生地を凹部に貯めおいて焼成するので、前記問題点を解決した。
【0008】
即ちこの発明は、中央部に第1成形部を有する第1型片と、中央部に第2成形部を有する第2型片とからなり、両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造する製造型において、前記第1型片、第2型片の少なくとも一方に前記成形部から外周部に向けて連通する蒸気抜け穴を形成し、前記前記蒸気抜けに対応した位置で、前記第1型片及び/又は第2型片に、収容部を形成することを特徴とするもなか皮の製造型である。また、前記において、第1型片の外周部に第1成形部を囲むように複数の第1凹溝を並列して形成し、第2型片の外周部に第2成形部を囲むように複数の第2凹溝を並列して形成し、前記第1凹溝と第2凹溝とを対応させて収容部を形成することを特徴とするもなか皮の製造型である。
【0009】
また、他の発明は、中央部に第1成形部を有する第1型片、中央部に第2成形部を有する第2型片とからなる製造型を使って、前記両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造するもなか皮の製造方法において、以下のような構成とすることを特徴としたもなか皮の製造方法である。
(1) 前記両型片の成形部にもなか生地を入れ、両金型片を閉じて焼成を開始する。
(2) まだ固まらない残余もなか生地を金型片の蒸気抜け穴を通して前記成形部から除去し、
(3) 前記残余もなか生地を、両金型の外周部内に貯め置く。
(4) 焼成を完了し、金型を開き、もなか皮を取り出すと共に、貯めおいた残余もなか生地を除去して、もなか皮を完成する。
【0010】
前記における「もなか皮」は、もなか皮に代表される食品を包む包装容器であって食べられる材料からなる構成のものは、いずれも含む概念である。
【発明の効果】
【0011】
この発明の製造型によれば、多めのもなか生地を金型内に注入した場合や、仕込みのバッチ等の変わり目であっても、残余もなか生地は蒸気抜け穴を通して、外周部に排出されるので、所定の厚さの均一なもなか皮を焼成できる効果がある。また、外周部に排出された残余もなか皮は、外周部の収容部内に貯め置きされるので、残余もなか皮が製造型から外にあふれることがないので、吹き出しバリは金型内に形成され、金型外で加熱されることがないので、吹き出しバリの炭化を防止できる。従って、もなか皮の商品の品質を保ち、安定したもなか皮の製造ができる効果がある。
【発明を実施するための最良の形態】
【0012】
(1) 雌型1と雄型11とで、製造型20を構成する。雌型1及び雄型11には、成型するもなかの形状に合わせて、凹入部2、凸出部12を夫々形成してある。また、雌型1及び雄型11は、外周部4、14に夫々凹溝7、7、凹溝17、17が夫々対応して形成してある。また、雌型1には、凹入部2から外方に向けて蒸気抜け穴5を形成してある。
【0013】
(2)製造型20(雌型1と雄型11)を開いた状態で配置し、雌型1の凹入部2にもなか生地22を投入する(図1(a))。
【0014】
(3) 続いて、製造型20を焼成しながら、もなか生地22を均一に充填して雌型1と雄型11とを閉じる(図1(b))。この状態で、凹溝7と凹溝17とが対向して閉じられ収容部19を形成する。
【0015】
(4) 余ったもなか生地23が蒸気抜け穴5、5から外方に噴出し、収容部19(凹溝7、16)内に収容され、吹き出しバリ26の伸びを製造型20内に抑える(b))。
【0016】
(5)焼成が完了後に雌型1と雄型11とを開けば、焦げが生じていない吹き出しバリ26が着いた状態で、もなか皮25が焼き上がり、吹き出しバリ26、26を除去して、もなか皮25が完成する(図1(c))。
【実施例1】
【0017】
図面に基づきこの発明の製造型の実施例を説明する。
【0018】
(1)雌型1(下型。第1型片) 図2(a)、図3(a)
雌型1は、中央部に、成型するもなか皮の形状に合わせて、凹入部(第1成形部)2を形成し、凹入部2の縁3に連続して、外周部4を形成してある。凹入部2の縁3から外周部4に向けて、先端6が尖った溝からなる蒸気抜き穴5、5を形成する。凹入部2は、長方形に形成され、蒸気抜き穴5、5は凹入部2の長辺2a、2aに沿って並列して(蒸気抜き穴5の先端6方向は、長辺2aに直角に形成される)配置される。短辺2b側には蒸気抜き穴5を配置していない。
【0019】
外周部4に、凹入部2を囲むように断面台形の凹溝7、7を形成する。凹溝7は、凹入部2の短辺2b側に平行に3本、長辺2a側に平行して4本形成し、隅部8、8で、凹溝7、7が交叉して互いに連通してある。蒸気抜け穴5の先端6は、最も内側の凹溝7に連通していないが、近接して配置されている。
【0020】
(2)雄型11(上型。第2型片) 図2(b)、図3(b)
雄型11は、中央部に、成型するもなか皮の形状に合わせて、凸出部(第2成形部)12を形成し、凸出部12の縁13に連続して、外周部14を形成してある。凸出部12は、長方形に形成され、雌型1の凹入部2に対応して形成され、雄型11、雌型1を閉じた状態で、凸出部12と凹入部2との間に、成型するもなか皮の厚さに対応した間隙28が形成されるようにしてある。
【0021】
外周部14に、凹入部12を囲むように断面台形の凹溝16、16を形成する。凹溝16は、凸出部12の短辺12b側に平行に3本、長辺12a側に平行して4本形成し、隅部17、17で、凹溝16、16が交叉して互いに連通してある。
【0022】
雌型1の凹溝7、7と雄型11の凹溝16、16とは対応して形成され、雌型1と雄型11とを閉じた状態で、凹溝7、7と凹溝16、16は開口が重なり、残余のもなか生地を収容できる断面六角形状の収容部19を構成する(図1(b))。
【0023】
(3)このような雌型1と雄型11とを凹入部2と凸出部12とを対抗して配置して、もなか皮の製造型20を構成する(図1(a))。前記において、凹溝7、16の深さは例えば、1.5mm程度とする。
【0024】
(4)他の実施例
【0025】
前記実施例において、最も内側の凹溝7は蒸気抜け穴5の先端6に近接して形成したので、凹入部2と凸出部12とが密閉できるので望ましいが、雌型1の凹溝7を蒸気抜け穴5に連通して形成することもできる(図示していない)。
【0026】
また、前記実施例において、凹溝7、16は、隅部8、17で夫々連通したが、中間部で連通させることもできる(図示していない)。
【0027】
また、前記実施例において、凹溝7、16は長辺側に4本、短辺側に3本形成したが、残余もなか生地23が多い場合の為に、複数本形成することが望ましいが、少なくとも1本形成してあれば目的を達成できる。
【0028】
また、前記実施例において、凹溝7、16は断面台形としたが、残余もなか皮23を収容する収容部19の体積を確保できれば、断面長方形状、正方形状、半円形状、三角形状等、断面形状は任意である(図示していない)。
【0029】
また、前記実施例において、凹溝7、16は4周に連通した環状の構成としたが、連通させずに、断続的に形成することもできる(図示していない)。
【0030】
また、前記実施例において、凹溝7、16は雌型1、雄型11の両方に形成したが、いずれか一方に形成することもできる(図示していない)。
【0031】
また、前記実施例において、蒸気抜け穴5、5は、凹入部2の短辺2a側にあるいは両辺2a、2bに形成することもできる(図示していない)。
【0032】
また、前記実施例において、蒸気抜け穴5は雌型1に設けたが、雌型1に代えて、あるいは雌型1と共に雄型11にも蒸気抜け穴5を形成することができる(図示していない)。
【0033】
また、前記実施例において、凹入部2、凸出部12の形状は、製造するもなか皮25の形状に合わせて、任意に設定する。
【実施例2】
【0034】
図1に基づき、前記実施例1の製造型20の使用、即ちこの発明の製造方法について説明する。
【0035】
(1) 製造型20を、雌型1と雄型11とを開いた状態で配置し、雌型1の凹入部2にもなか生地22を投入する(図1(a))。
【0036】
(2) 続いて、製造型20を焼成しながら雌型1と雄型11とを徐々に合わせて、もなか生地22を凹入部2と凸出部12とに漏れなく均一に充填して雌型1と雄型11とを閉じる(図1(b))。この状態で、雌型1と雄型11とは従来と同様に、蒸気が抜ける程度で閉じてある。
【0037】
この過程で、余ったもなか生地23が蒸気抜け穴5、5から外方に噴出するが、蒸気抜け穴6、6を通過したもなか生地23は、製造型20の外方に飛び出す前に、収容部19(凹溝7、16)内に収容され、雌型1と雄型11の外周部4、14から外側にはみ出さす、吹き出しバリ26の伸びを製造型20内に抑えることができる(図1(b))。従って、吹き出しバリ26が焼成により炭化することがない。
【0038】
(3)引き続き所定の時間、焼成を続け、完了後に雌型1と雄型11とを開けば、周囲に吹き出しバリ26が着いた状態(吹き出しバリ26に焦げが生じていない)で、もなか皮25が焼き上がるので、吹き出しバリ26、26を通常の方法で取り除けば、間隙28に応じた厚さのもなか皮25が完成する(図1(c))。
【図面の簡単な説明】
【0039】
【図1】この発明の製造方法を説明する概略した縦断面図で、(a)は焼成前で金型を開いた状態、(b)は金型を閉じて焼成している状態、(c)は焼成が完了して金型を開いた状態を表す。
【図2】この発明の金型片で、(a)は雌型(下型)の開口面の正面図、(b)は雄型(上型)の開口面の正面図である。
【図3】図2の一部拡大図で、(a)は図2(a)のA部、(b)は図2(b)のB部を夫々表す。
【符号の説明】
【0040】
1 雌型
2 凹入部(雌型)
3 凹入部の縁
4 外周部(雌型)
5 蒸気抜け穴(雌型)
6 蒸気抜け穴の先端
7 凹溝(雌型)
8 凹溝の隅部
11 雄型
12 凸出部(雄型)
13 凸出部の縁
14 外周部(雄型)
16 凹溝(雄型)
17 凹溝の隅部
19 収容部(雄型)
20 もなか皮の製造型
22 もなか生地
23 もなか生地の残余分
25 もなか皮
26 吹き出しバリ
28 間隙
【特許請求の範囲】
【請求項1】
中央部に第1成形部を有する第1型片と、中央部に第2成形部を有する第2型片とからなり、両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造する製造型において、
前記第1型片、第2型片の少なくとも一方に前記成形部から外周部に向けて連通する蒸気抜け穴を形成し、
前記前記蒸気抜けに対応した位置で、前記第1型片及び/又は第2型片に、収容部を形成することを特徴とするもなか皮の製造型。
【請求項2】
第1型片の外周部に第1成形部を囲むように複数の第1凹溝を並列して形成し、第2型片の外周部に第2成形部を囲むように複数の第2凹溝を並列して形成し、前記第1凹溝と第2凹溝とを対応させて収容部を形成することを特徴とする請求項1記載のもなか皮の製造型。
【請求項3】
中央部に第1成形部を有する第1型片、中央部に第2成形部を有する第2型片とからなる製造型を使って、前記両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造するもなか皮の製造方法において、以下のような構成とすることを特徴としたもなか皮の製造方法である。
(1) 前記両型片の成形部にもなか生地を入れ、両金型片を閉じて焼成を開始する。
(2) まだ固まらない残余もなか生地を金型片の蒸気抜け穴を通して前記成形部から除去し、
(3) 前記残余もなか生地を、両金型の外周部内に貯め置く。
(4) 焼成を完了し、金型を開き、もなか皮を取り出すと共に、貯めおいた残余もなか生地を除去して、もなか皮を完成する。
【請求項1】
中央部に第1成形部を有する第1型片と、中央部に第2成形部を有する第2型片とからなり、両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造する製造型において、
前記第1型片、第2型片の少なくとも一方に前記成形部から外周部に向けて連通する蒸気抜け穴を形成し、
前記前記蒸気抜けに対応した位置で、前記第1型片及び/又は第2型片に、収容部を形成することを特徴とするもなか皮の製造型。
【請求項2】
第1型片の外周部に第1成形部を囲むように複数の第1凹溝を並列して形成し、第2型片の外周部に第2成形部を囲むように複数の第2凹溝を並列して形成し、前記第1凹溝と第2凹溝とを対応させて収容部を形成することを特徴とする請求項1記載のもなか皮の製造型。
【請求項3】
中央部に第1成形部を有する第1型片、中央部に第2成形部を有する第2型片とからなる製造型を使って、前記両型片の両成形部間にもなか生地を封入し、焼成によりもなか皮を製造するもなか皮の製造方法において、以下のような構成とすることを特徴としたもなか皮の製造方法である。
(1) 前記両型片の成形部にもなか生地を入れ、両金型片を閉じて焼成を開始する。
(2) まだ固まらない残余もなか生地を金型片の蒸気抜け穴を通して前記成形部から除去し、
(3) 前記残余もなか生地を、両金型の外周部内に貯め置く。
(4) 焼成を完了し、金型を開き、もなか皮を取り出すと共に、貯めおいた残余もなか生地を除去して、もなか皮を完成する。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−68494(P2007−68494A)
【公開日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願番号】特願2005−261346(P2005−261346)
【出願日】平成17年9月8日(2005.9.8)
【出願人】(393022908)株式会社ライジンテック (1)
【Fターム(参考)】
【公開日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願日】平成17年9月8日(2005.9.8)
【出願人】(393022908)株式会社ライジンテック (1)
【Fターム(参考)】
[ Back to top ]