
らせん状に巻いたストリップ材を含む工業用布
【課題】不織製品の製造に用いる無端のベルトあるいはスリーブのような工業用の布、およびそれの製造方法の提供。
【解決手段】工業用の布は、高分子材料のストリップをらせん状に巻くことにより製造する。高分子材料のストリップとして、たとえば、工業用ストラップあるいはリボン材を用いる。ストリップ材の隣接する側は、超音波溶接あるいはレーザ溶接の技術によって接合する。その後、適切な穴あけ技術によって、布に穴をあけて空気および/または水に対して透過性にする。
【解決手段】工業用の布は、高分子材料のストリップをらせん状に巻くことにより製造する。高分子材料のストリップとして、たとえば、工業用ストラップあるいはリボン材を用いる。ストリップ材の隣接する側は、超音波溶接あるいはレーザ溶接の技術によって接合する。その後、適切な穴あけ技術によって、布に穴をあけて空気および/または水に対して透過性にする。
【発明の詳細な説明】
【関連出願の相互参照】
【0001】
この出願は、2009年9月29日出願の米国仮特許出願第61/246,812号、
2009年9月29日出願の米国仮特許出願第61/246,801号、2009年1月27日出願の米国仮特許出願第61/147,637号、および2008年12月12日出願の米国仮特許出願第61/121,998号を基礎にするものであり、それらによる優先権の利益を主張する。
【引用による組み入れ】
【0002】
ここで引用するすべての特許、特許出願、文書、文献、製造者の使用説明書、解説、製品仕様書、およびここで述べる製品についての製品説明書を引用によってここに組み入れ、しかもまた、この発明を実施する上で使用する。
【技術分野】
【0003】
この発明は、エンドレスつまり無端の布(ファブリック)に関し、特には、不織製品の製造に用いる工業用布に関する。さらに詳しくは、この発明は、模様付けあるいはマーク付けをした不織製品の製造に用いるベルトやスリーブなどのサポート部材に関する。さらに、この発明は、エアレイド、メルトブローン、スパンボンド、およびハイドロエンタングルなどのプロセスによる不織布の製造に用いるベルトおよび/またはスリーブとして使用することができる。
【背景技術】
【0004】
不織製品の製造プロセスは、多年にわたり知られている。あるプロセスにおいて、繊維バットあるいはウェブを水の流れあるいは噴出で処理し、繊維が互いに絡まるようにし、ウェブの強度などの物理的特性を向上させる。水の噴出によるそのような処理技術は、長い間知られている。たとえば、米国特許第3,214,819号、第3,508,308号、および第3,485,706号に見ることができる。
【0005】
一般的に言えば、この方法は、加圧した水噴射の作用によって基本繊維を互いに交錯させることを含み、それは繊維状の構造物に針のように作用し、ウェブを形作る繊維の一部分を厚さ方向に新しい方向に向けることができる。
【0006】
そのような技術は、現在大きく発展し、織物用のいわゆる「スパンレース」あるいは「ハイドロエンタングル」構造物、特には、医療や病院用として、ふき取り、ティーバッグのろ過および包み、ならびに規則的であり均質に得られる物品に用いる。それらについては、米国特許第3,508,308号に見ることができ、また必要なら、繊維を新しい方向に向けることによって得るデザイン、それは美的に必要なものであるが、それについて米国特許第3,485,706号に見ることができる。
【0007】
「スパンレース」あるいは「ハイドロエンタングル」タイプの製品について、たとえば、異なるタイプの繊維から成る複数のウェブを組み合わせることによって、製品の最終的な特性を変えることができることが長い間知られている。異なるタイプは、たとえば、天然、人工あるいは合成の繊維、または平らなウェブであり、その中に繊維と不織の構造物に組み入れる補強材とを予め混ぜた(「スパンボンド」タイプなどのウェブ)ものである。
【0008】
米国特許第5,718,022号および第5,768,756号にそれぞれ対応する、フランス特許FR−A−2730246および2734285は、水噴射によって、疎水性の繊維あるいはそれらの繊維の混合物と、親水性の他の繊維あるいは全部が天然繊維から成る平らなウェブとをうまく処理する解決策を示している。
【0009】
一般的に言うと、それらの文献の技術によると、処理には、同じタイプか異なるタイプの基本繊維から成るベースを処理すること、このベースウェブを圧縮および湿らせること、そして、それからベースウェブに作用する、加圧した連続噴射を少なくとも一回当てることにより繊維を混ぜ合わせることを含む。
【0010】
このために、ベースウェブを運転中の無端で多孔性のサポート上に積極的に進ませる。そして、それは穴のあいた回転円筒形ドラムに行き、不完全真空が加わるそのドラムの内側に行く。ベースウェブは、多孔性のサポートと回転ドラム(これらは、事実上同じ速度で進む)との間で機械的に圧縮される。その圧縮区域のすぐ川下で、水カーテンがウェブ上に向かい、多孔性のサポート、圧縮ベースウェブ、および真空源が過剰な水を取り除く穴の空いた支持ドラムを通して連続的に通り抜ける。
【0011】
基本繊維は、回転円筒形ドラムでもなお、圧縮し湿ったウェブによって、連続的に混ぜ合わされる。そのウェブは、高圧の水噴射を少なくとも一回浴びるという作用を受ける。一般に、結合を行うのは、連続的に複数回にわたる水噴射であり、水噴射はウェブの同一面に作用するか、2つの面に交互に作用するかのいずれかである。水噴射の圧力および速度は、ある噴射とその次のものとは異なり、通常、段階的に変わる。
【0012】
フランス特許2734285から分かるように、穴あきローラ/ドラムがランダムに分布した微小穴を備えることに留意すべきである。もし必要なら、最初の結合処理を終えた後、繊維状の不織構造物の反対側の面に第2の処理を施すことができる。
【0013】
スパンレースあるいはハイドロエンタングルタイプの製品を製造するプロセスにおいて、仕上げ製品に模様付けあるいはマーク付けをし、それにより製品に必要なデザインを作り出すことがしばしば求められる。この模様付けあるいはマーク付けは、一般に、第2のプロセスで作り出される。その第2のプロセスは、不織のシートの形成および巻上げプロセスとは別であり、エンボス/模様付けカレンダーロールを用いる。それらのロールは、一般に高価であり、繊維状ウェブのある領域を圧縮し、必要な模様あるいはマークを作り出すという原理による。しかし、不織製品に模様あるいはマークを作り出すために別のプロセスを用いることには、いくつかの欠点がある。たとえば、カレンダーロールに対する大きな初期投資が必要であり、製造者に経済的に正当と認められる製造行程の長さを制限することになる。第2に、分離した模様付けあるいはマーク付けに起因し、大きな処理コストを負うことになる。第3に、カレンダー処理で圧縮した後での製品キャリパ(厚さ)を保つため、必要とする材料量が多くなるであろう。最後に、2段階のプロセスによって、カレンダー処理による大きな圧縮に起因し、最終製品のバルク(かさ、比容積)が求めるものより小さくなる。このような公知の模様付け処理で作った今までの不織製品は、明確かつ充分に盛り上がった個所をもたず、目的の模様を見ることが困難である。加えて、今までの凹凸付けした不織製品における盛り上がり部分は、寸法的に安定せず、しかも、使用に応じた期間の後で力が加わると、三次元の構造を失ってしまいがちである。
【0014】
米国特許第5,098,764号および第5,244,711号は、不織ウェブあるいは製品を製造するための最近の方法においてサポート部材を使用することを示している。サポート部材は、穴が配列していることに加えて、地形的に特徴をもつ形状である。このプロセスにおいて、スタート時の繊維ウェブをその地形的なサポート部材の上に置く。その上に繊維状のウェブを伴うサポート部材は、高圧の流体、一般に水の噴射する中を通過する。水の噴射によって、繊維は互いに絡まり、かつもつれ、サポート部材の地形的な形状に基づいて特定の模様(パターン)になる。
【0015】
サポート部材における地形的な特徴および穴をもつ模様は、結果として生じる不織製品の構造物に不可欠である。さらに、流体噴射が安定した布を提供する新しい配列で繊維を再配列し絡ませる間、サポート部材は繊維状ウェブを支持するために充分な構造的な完全性および強度をもたなければならない。サポート部材は、流体噴射を受けるとき、大きな歪みを受けることがあってはならない。また、サポート部材には、交錯のための流体のかなり大きな量を取り除き、繊維状ウェブに「氾濫」が生じることを防ぐための手段がなければならない。「氾濫」は、有効に交錯させることに支障を来すことになる。一般的に、サポート部材には、繊維状ウェブの完全性を維持し、成型面から繊維が損失することを防ぐために、充分に小さな寸法にした排水開口がある。加えて、サポート部材には、ぎざぎざ、かぎ状あるいはそれに似た不整が実質的にあってはならない。それらは、交錯させた不織製品をサポート部材から取り外すことの障害になる。同時に、サポート部材は、その上で処理する繊維状ウェブの繊維を、流体噴射の影響で洗い出さないように(つまり、良好な繊維保持および支持を)しなければならない。
【0016】
不織製品を製造するときに起こる主要な課題の一つは、バルク、手触り、外観などの特定の物理的特性を維持あるいは与えるとき、問題とする(流体噴射)適用によって、不織製品に強度特性を与えるため、不織物を作り上げる繊維の結合を得るというものである。
【0017】
バルク、吸収性、強度、柔軟さ、そして美的な外観という特性は、目的とする用途に用いるとき多くの製品にとって実に大切である。そのような特性をもつ不織製品を製造ため、サポート部材について、シート接触面が地形的に変動するようにしばしば構成する。
【0018】
これらのサポート部材(布、ベルト、スリーブ)は、無端のループの形態であるか、あるいは、コンベヤのように働くようにすることができる。さらに、不織物の製造は、かなりの速度で進行する連続的なプロセスであることを理解されたい。すなわち、基本の繊維あるいはウェブは、成形部分の成形布/ベルト上に連続的に堆積し、また同時に、新しく絡み合った不織布は、サポート部材から次のプロセスへと連続的に移されて行く。
【発明の概要】
【0019】
この発明は、以上に述べたような先行特許/特許出願によって検討した問題を解決する代わりの解決策を提供する。
【0020】
この発明は、在来のベルトあるいはスリーブに代わる改良したそれらを提供するものであり、その上に製造する不織製品に対し、たとえばバルク、外観、織りの感じ(テクスチャー)、吸収性、強度、および手触りなどの必要な物理的な特性を与える。
【0021】
したがって、この発明の主な目的は、スパンレースあるいはハイドロエンタングル用のサポート部材(ベルトあるいはスリーブなど)であり、必要な模様(パターン)に貫通穴があるものを提供することである。
【0022】
この発明の他の目的は、一面あるいは両面に地勢的な特徴あるいはテクスチャーをもつベルトあるいはスリーブを提供することである。それらは、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いて製造することができる。この発明によれば、それらならびに他の目的および利点を得ることができる。他の利点として得られるものには、それに限定されないが、基本の繊維をトラップする糸の交差がないことから、今までの織り布よりすぐれた繊維のサポートおよび取外し性(取り残し無し)、ならびに、より容易な清掃性などがある。
【0023】
ベルト/スリーブが表面テクスチャーをもつ場合、より有効な模様(パターン)/テクスチャーを不織物に移すことができ、その結果、バルク(比容積)/吸収性などの物理特性をも良好にすることができる。
【0024】
この発明は、ベルトやスリーブなどのようなサポート部材であり、スパンレースあるいはハイドロエンタングルのプロセスにおいて、天然、人工あるいは高分子の繊維を支持し移送するためのものに関する。この発明のベルトあるいはスリーブには、それに限定するものではないが、カレンダー処理技術を超える次に示すような利点がある。すなわち、布スリーブが固定装置に大きな資本投資を伴なうような高価なものではないものであるという利点、また、模様付けをエンタングルプロセス自体の間に行うことができ、分離したカレンダープロセスを設ける必要性がないという利点、厚さ/キャリパが圧縮によって低減されないので、仕上げの最終製品の材料量を少なくすることができるという利点、さらには、カレンダー加工の段階で圧縮が加わらないので、仕上げ製品を大きなバルクを伴って製造することができるという利点、がある。そしてまた、不織の巻き製品を製造する者にとっては、それらのプロセスの利点によって、最終製品にさらなる利点を得ることができる。すなわち、必要な模様、マーク、あるいはテクスチャー付きのスパンレースあるいはハイドロエンタングルウェブのコストを低減することができるという利点、特定の製品に対する製造行程のサイズ/長さが低減することから、注文製品への対応ができるという利点、たとえば、大きなバルクが高い吸収性特性を生み、それは消費者が使用する上で重要であるが、高性能の製品を製造することができるという利点、を得る。
【0025】
一つの実施形態において、無端のベルトあるいはスリーブは、側面同士を隣接させた2つのロール周りにらせん巻きしたストリップ材によって形成する。ストリップ材は、適正な手法で互いにしっかりと取り付けられ、それにより、特定の用途に応じた必要な長さおよび幅で無端のループを形作る。スリーブの場合、ストリップ材は、単一のロールあるいはマンドレルの周りに巻くことができる。そのロールあるいはマンドレルは、スリーブを用いるべきドラムの直径およびCD長さとほぼ同じである。用いるストリップ材は、工業用ストラップ材として一般に製造されるものである。ストラップ、特にプラスチックストラップ材は、比較的に薄いプラスチックバンドとして形作られ、対象物を一緒に固定したり留めたりするために用いる。驚くべきことに、このタイプのプラスチック材がこの発明のベルトあるいはスリーブを構成するストリップ材としての適切な特性をもつことを見出した。
【0026】
(プラスチック)ストラップ材とモノフィラメントとの間の定義における違いは、サイズ(大きさ)、形および用途にある。ストラップ材およびモノフィラメントは両方ともに、押出し処理によって作られ、その押出し処理は押出し、単軸の配列および巻取りという同じ基本工程をもつ。モノフィラメントは、一般に、ストラップ材よりも大きさが小さく、形が丸い。モノフィラメントは、たとえば釣り糸、製紙機械布を含む工業用布など広範囲ないろいろな用途に用いられる。ストラップ材は、一般に、モノフィラメントよりも大きさがはるかに大きく、しかも、主要な軸線に沿って基本的に常により広く、たとえば、ねらいとする目的に適う長方形である。
【0027】
プラスチックストラップ材を押出し処理で作ることは、押出し分野で良く知られている。また、その処理には、押出し材料を単軸配列することを含むことも良く知られている。また、単軸配列を用いる2つの基本的な押出し処理があることも良く知られている。一つの処理は、個々のストラップに切断する幅広のシートに関する押出しおよび配列である。もう一方の処理は、配列すべき個々のストラップの押出しである。この第2の処理は、モノフィラメントを作る処理に非常に似ている。その点、両方の処理のための装置が類似していることが証拠となる。
【0028】
モノフィラメントに代わるものとしてストラップ材を用いる利点の一つは、布を製造する上で必要ならせん巻きの数である。モノフィラメントは、通常、それらの最大の軸が5mmより大きくない糸と考えられる。製紙機械布および上述した他の用途に用いる単軸モノフィラメントは、それらの最大の軸が1.0mmを超えることはまれである。ストラップ材として用いるものは、通常、幅が少なくとも10mmであり、幅が100mmを超えることもある。幅が1000mmに達するようなストラップ材を用いることも考えられる。使用するストラップ材の供給元には、たとえばSignode(シグノード)などの会社がある。
【0029】
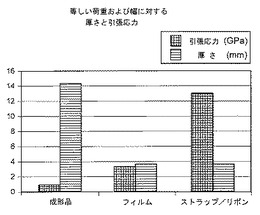
さらに他の利点は、厚さ対引張応力の特性である。今までのポリエステル(PET)フィルムは、たとえば長軸(あるいは、縦方向−MD)の引張応力が約3.5GPaである。それに対し、PETストラップ(あるいはリボン)材の引張応力は、10GPa〜12.5GPaの範囲である。同じ引張応力をフィルムで得るためには、厚さを3〜3.6倍になるように構成しなければならないだろう。
【0030】
したがって、この発明は、一つの実施形態によれば、それらのらせん巻きリボン製の単一あるいは多層の構造として作った布、ベルトあるいはスリーブである。その布、ベルトあるいはスリーブは、平らで、滑らかな上面および下面をもつ。その布、ベルトあるいはスリーブは、また、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いてテクスチャー付けすることができる。その布、ベルトあるいはスリーブは、空気および/または水に不透過性とすることができる。また、その布、ベルトあるいはスリーブは、ある機械的な手段あるいは熱的な(レーザ)手段によって穴をあけることができ、そうすれば、空気および/または水に透過性となる。
【0031】
他の実施形態において、リボンは、重なり合う形になるように形成する。布、ベルトあるいはスリーブは、それらの重なり合うストリップをらせん状に巻くことにより形成し、隣接するリボンストリップが平行および/または垂直な側をちょうど隣接させたものよりも大きな完全性をもつことになるだろう。この布、ベルトあるいはスリーブは、また、空気および/または水に不透過性とすることができるし、あるいは、穴あけして透過性となるようにすることができる。
【0032】
上述の実施例あるいは実施形態では、らせん巻きのリボンのストリップを単一の層にしているが、いろいろな地形的な特徴を伴うストリップを用いて、2層あるいは3層以上のベルトあるいはスリーブを形成するという利点がある。したがって、一つの典型的な実施形態によれば、ベルトあるいはスリーブは2層あるいは3層以上であり、ストリップは、2層あるいは3層以上に機械的に重なり合うよう、あるいは公知の方法で一緒に取り付けるように形成する。繰り返しになるが、構造物は、空気および/あるいは水のいずれかに対して不透過性、あるいは穴あけにより透過性のいずれかである。
【0033】
他の実施形態は、ベルトあるいはスリーブの完全性を改良するために、「溶接ストリップ」の考え方を用いて形成した多層の構造物である。その構造物は、空気および/あるいは水のいずれかに対して不透過性、あるいは穴あけにより透過性にすることができる。
【0034】
この発明を特徴づける新しさをもついろいろな特徴について、特にクレームの中に指摘した。クレームは、添付するものであるが、この発明の開示の一部を構成する。この発明、ならびに、それを使用することによって得る作用効果および特定の目的をより良く理解するため、詳細な説明を参照されたい。そこには、この発明の好ましい実施形態(これに限定されない)が図面に示されている。図面には、対応する構成部分に対し、同じ参照番号を付けるようにしている。
【0035】
布および布構造物という用語を用いているが、布、ベルト、コンベヤ、スリーブ、サポート部材、および布構造物は、この発明の構造物を述べる上で、相互に交換可能である。同様に、ストラップ、リボン、ストリップ材、ストリップ材料は、明細書を通して交換可能に用いている。
【0036】
この中で用いる用語「備えている(comprising)」および「備える(comprises)」は、「含んでいる(including)」および「含む(includes)」という意味になるし、あるいは米国特許法におけるそれらの意味にもなる。また、「本質的に有している(consisting essentially of)」および「本質的に有する(consists essentially of)」の用語は、クレームで用いるときには、米国特許法におけるそれらの意味である。この発明の他の考え方(形態)については、以下の説明に記載されているか、その記載から自明である。
【図面の簡単な説明】
【0037】
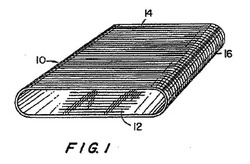
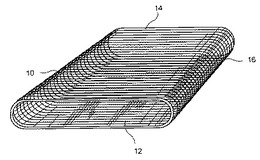
【図1】この発明の一実施形態による布、ベルトあるいはスリーブの斜視図である。
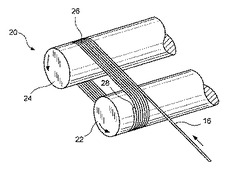
【図2】この発明の布、ベルトあるいはスリーブを構成するために用いる方法を示す図である。
【図3(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(e)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(f)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(g)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(h)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(i)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図4(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図4(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図4(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図4(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図5(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに別の実施例の横方向の断面図である。
【図5(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに別の実施例の横方向の断面図である。
【図5(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに別の実施例の横方向の断面図である。
【図6(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図6(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図6(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図6(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図7(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図7(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図7(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図7(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図8(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらなる実施例の横方向の断面図である。
【図8(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらなる実施例の横方向の断面図である。
【図8(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらなる実施例の横方向の断面図である。
【図9】単一軸配列の材料(ストラップ/リボン)を用いた場合の利点を示す棒グラフであり、2軸配列材料(フィルム)および押出し材料(成形品)との比較をしている。
【図10(a)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図10(b)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図10(c)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図10(d)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図11(a)】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置の模式図である。
【図11(b)】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置の模式図である。
【図12】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置の模式図である。
【図13】この発明の一実施形態による布、ベルトあるいはスリーブの断面図である。
【図14】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置を示す図である。
【図15】この発明のサポート部材を用いる不織ウェブの製造に用いる異なるタイプの装置の模式図である。
【図16】この発明のサポート部材を用いる不織ウェブの製造に用いる異なるタイプの装置の模式図である。
【発明を実施するための形態】
【0038】
さて、以下、この発明の好ましい実施例を示す添付図面を参照しながら、この発明についてさらに詳しく説明する。しかし、この発明は、多くの異なる形態で実施することができ、ここに述べる実施例に限定して解釈されるわけではない。むしろ、これらの図示する実施例は、一貫して完全であり、当業者に対してこの発明の考え方を充分に伝えるであろう。
【0039】
この発明は、たとえば、図15に示す装置に用いる連続的なサポート部材を供給する。不織のサポート部材は、今までの織りサポート部材に代わる物として機能し、その上に製造する不織製品に必要な織りの感じ(テクスチャー、模様)、手触りおよびバルクを与える。この発明のサポート部材は、不織製品の製造に関係する製造時間および製造コストを低減するであろう。
【0040】
図15は、この発明によるサポート部材を用いることにより、不織布を連続的に製造する装置を示している。図15の装置は、この発明による地形的(あるいは凹凸付けする)サポート部材として実際に働くコンベヤベルト80を備える。そのベルトは、その分野で良く知られた間隔をあけて配置した一対のローラの周りを、反時計回りに連続的に動く。ベルト80の周りには、複数のオリフィスのパイプあるいはグループにつながる流体噴出マニホールド79がある。各グループは、1または2以上の非常に微細な径のオリフィス、たとえばそれぞれが約0.007インチ(つまり、0.18mm)で1インチ(つまり、25.4mm)当たり30のそのようなオリフィスを備える。水は、予め定めた圧力でオリフィスのグループ81に供給され、非常に微細な実質的に円柱状の逸れのない流れあるいは噴射になってオリフィスから吐出する。マニホールドには、プレッシャゲージ87があり、それによってオリフィスのパイプあるいはグループのそれぞれの流体圧を調節する。各オリフィスのパイプあるいはグループのすぐ下にサクションボックス182があり、過剰な水を取り除き、領域を不都合な浸水から守る。この発明の不織製品に形作る繊維ウェブ83を、地形的(あるいは凹凸付けする)サポート部材のコンベヤベルト(この発明)に供給する。適切なノズル84を通して繊維状ウェブの上に水をスプレーし、入ってくるウェブ83を予め湿らせ、流体吐出マニホールドの下を通るように制御することを助ける。この水ノズルの下に、サクションスロット85が位置し、余分な水を取り除く。繊維状ウェブは、流体吐出マニホールドの下を反時計回りに通り過ぎる。特定のグループのオリフィスにおける圧力は、他のグループのオリフィスにおける圧力とは独立している。しかし、一般的に、スプレーノズル84に最も近接するオリフィスグループ81は、他と比べて低圧、たとえば100psi(psiはpound per square inchを意味し、100psiは7kg/cm2に相当する)。このことにより、入ってくるウェブをサポート部材の面上に据えることを助ける。ウェブが図15において反時計方向に通るとき、オリフィスグループ81が生じる圧力は通常大きくなる。オリフィスグループ81について、隣のものよりも時計方向における後のものの圧力を高圧にすることは必ずしも必要としない。たとえば、2または3以上の近接するオリフィスグループ81を同じ圧力にし、その後に続くオリフィスグループ81(反時計方向)を異なる圧力にすることができる。ごく一般的には、ウェブを取り外すコンベヤベルトの端部の作動圧力は、ウェブをコンベヤベルトに最初に供給する作動圧力よりも高い。図15には6つのオリフィスグループ81を示すが、この数は重要ではなく、ウェブの重量、用いる速度、圧力、各グループの穴列の数などによって、オリフィスグループ81の数は定まる。流体吐出マニホールドとサクションマニホールドとの間を通った後、成形された不織布は、追加的なサクションスロット86上を通って余分な水を取り除く。オリフィスグループ81の下部の面から繊維状ウェブ83の上部の面までの距離は、一般的に、約0.5インチ(つまり、約1.3cm)〜約2.0インチ(つまり、約5.1cm)の範囲であり、好ましくは、約0.75インチ(つまり、約1.9cm)〜約1.0インチ(つまり、約2.5cm)の範囲が良い。ウェブがマニホールドに接触するような近くに置くことができないことは明らかである。他方、オリフィスグループ81の下部の面から繊維状ウェブ83の上部の面までの距離を過剰に大きくすると、流体の流れがエネルギーをロスし、処理効果が小さくなってしまう。
【0041】
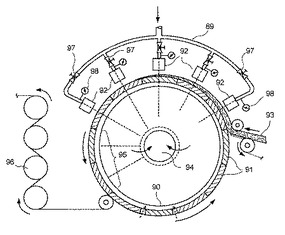
この発明のサポート部材を用いることにより不織の布を製造する好適な装置を、図16が模式的に示す。この装置において、地形的(あるいは凹凸付けする)サポート部材は、回転ドラムスリーブ91である。ドラムスリーブ91の内側のドラムは、反時計方向に回転する。ドラムスリーブ91の外側の面には、必要とする凹凸のサポート形状がある。ドラムの周囲の一部にマニホールド89が配置されており、マニホールド89に複数のオリフィスストリップ92がつながる。オリフィスストリップ92は、湾曲したプレートの外側の面に位置する繊維状ウェブ93に対し、水あるいは他の流体を当てるためのものである。各オリフィスストリップには、非常に微細な穴、あるいはすでに述べたタイプの開口の1列あるいは2以上の列がある。一般的に、開口の呼び径は、たとえば約0.005〜0.01インチ(つまり、約0.013cm〜0.025cm)である。目的に適うなら、他の大きさ、形および配列を用いることができるのは明らかである。また、それらは、たとえば1インチ(つまり、2.54cm)当たり50あるいは60の穴、または必要な場合にはそれ以上の多くの穴である。水や他の流体が、各列のオリフィスを通して向かう。一般的には、すでに述べたように、各オリフィスグループの圧力は、その内側を繊維状ウェブが通る最初のグループから最後のグループへと増大する。適当な制御弁97によって、圧力の制御を行い、プレッシャゲージ98が監視する。ドラムは集水孔94につながり、その集水孔は真空に引かれ、水を取り除いてその領域が水浸しにならないようにする。作動するとき、繊維状ウェブ93は、図16に示すように、凹凸のあるサポート部材の上部面に置かれた後で、水吐出マニホールドに達する。繊維状ウェブは、オリフィスストリップの下を通り、不織製品へと形作られる。成形された布は、その後、装置95の部分95の上を通るが、その部分95にはオリフィスストリップはないが、連続的に真空が引かれている。脱水された後、布はドラムから取り除かれ、一連の乾燥筒96の周りを通り乾燥される。
【0042】
さて、サポート部材、ベルトあるいはスリーブの構造に目を向けよう。サポート部材は、貫通空所によって模様付けあるいは凹凸付けがなされている。貫通空所は、他のものもあるが、幾何学的特徴を含み、その特徴は、たとえば、サポート部材、ベルト、あるいはスリーブ上で製造するとき、不織製品あるいはウェブに対し、増大した地形およびバルクを与える。このサポート部材の他の利点は、ウェブの取外しが容易であること、汚れに対する耐性が向上すること、および繊維の取残しが減少することである。さらにまた、他の利点は、今までの織り機という束縛およびその必要性を避けることができることである。というのは、貫通する空所が必要な位置あるいはパターンの中に置かれているからである。また、サポート部材の一面あるいは両面にテクスチャーをもたせることができる。そのようなテクスチャーを得るには、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いることができる。
【0043】
用語「貫通空所」については、用語「貫通穴」と同じ意味と理解することができる。それは、ベルトあるいはスリーブなどのサポート部材を完全に貫通する開口を意味する。ここで言うサポート部材は、限定するわけではないが、ベルトあるいはコンベヤなどの工業用の布、および特に不織の製造に用いるスリーブあるいは円筒形ベルトを含む。先に述べたように、布および布構造物という用語を用いて、好適な実施例を説明している。しかし、布、ベルト、コンベヤ、スリーブ、サポート部材、および布構造物は、この発明の構造物を説明する上で交換可能に用いる。
【0044】
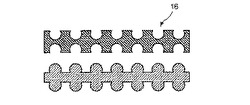
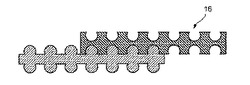
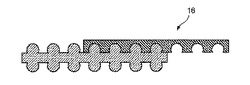
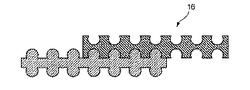
図1は、この発明の工業用布、ベルトあるいはスリーブ10の斜視図である。その布、ベルトあるいはスリーブ10は、内側の面12と外側の面14とを備える。そして、それは、たとえば工業用ストラップ材などのストリップ状の高分子材料16を、複数が重なり互いに隣接するように回転するようらせん状に巻くことによって形作る。ストリップ材16は、その布、ベルトあるいはスリーブ10を構成するらせん形に基づいて、布、ベルトあるいはスリーブ10の周囲に実質的に長さ方向にらせん巻きする。
【0045】
布、ベルトあるいはスリーブ10を製造するための典型的な方法を図2に示す。装置20は、第1の処理ロール22および第2の処理ロール24を含み、それらの各ロールはその縦軸の回りを回転可能である。第1の処理ロール22および第2の処理ロール24は、互いに平行であり、ある距離だけ離れている。その距離は、その回りの長さを測るとき、そこに製造すべき布、ベルトあるいはスリーブ10の全長を定めるものである。第1の処理ロール22の側部に供給リール(図示しない)が備わっている。その供給リールは、軸回りに支持され、処理ロール22,24に対し平行かつ取り外し可能になっている。供給リールは、たとえば10mmあるいはそれ以上の幅のストリップ材16をリール巻きして供給することができる。供給リールは、はじめには、たとえば第1処理ロール22の左手に位置し、その後、所定の速度で右側あるいは他方の側へと連続的に位置を変える。
【0046】
布、ベルトあるいはスリーブ10を製造するため、ストリップ状の高分子材料16の最初の部分を、第1の処理ロール22からぴんと張った状態で第2の処理ロール24へと向かわせ、第2の処理ロール24を回り、第1の処理ロール22へと戻り、閉じたらせん26からなる第1のコイルを形成する。閉じたらせん26からなる第1のコイルを閉じるため、ストリップ状の高分子材料16の最初の部分を端部28で第1のコイルの端に接合する。次に述べるように、ストリップ材16のらせん巻きの隣接する回転(巻き)同士は、機械的および/あるいは接着手段によって互いに接合する。
【0047】
したがって、閉じたらせん26からなる引き続くコイルは、ストリップ材16を第1の処理ロール22に供給しつつ、図2の矢が示すように、第1の処理ロール22および第2の処理ロール24を共通の方向に回転させることによって製造する。同時に、第1の処理ロール22上に新しく巻かれるストリップ材16は、第1の処理ロール22および第2の処理ロール24上にすでにあるものと連続的に接合する。その接合は、たとえば、機械的および/あるいは接着手段またはその他の適切な手段により行い、それにより、閉じたらせん26からなる追加のコイルを製造する。
【0048】
このプロセスあるいは処理は、第1の処理ロール22あるいは第2の処理ロール24に沿って軸方向に測るとき、閉じたらせん26が求める幅に達するまで続ける。達したその時点で、第1の処理ロール22および第2の処理ロール24上にまだ巻かれていないストリップ材16は切断し、それによって製造した閉じたらせん26を第1の処理ロール22および第2の処理ロール24から取り外し、この発明の布、ベルトあるいはスリーブ10を得る。
【0049】
ここでは2つのロールの組立てを述べているが、単一のロールあるいはマンドレルの表面にストリップを巻き、この発明の布、ベルトあるいはスリーブを形作ることができるのは明らかである。ロールあるいはマンドレルの大きさは、製造すべき布、ベルトあるいはスリーブの必要な大きさに基づいて適正に選択されるべきである。
【0050】
布、ベルトあるいはスリーブ10を製造するためのこの方法は、きわめて融通性があり、縦方向および横方向の大きさがいろいろな不織物および/または工業用布、ベルトあるいはスリーブの製造に適用することができる。すなわち、製造者は、この発明を実施することにより、与えられた不織物製造機械の長さおよび幅の織り布をもはや製造する必要がない。むしろ、製造者は、第1の処理ロール22および第2の処理ロール24を適正な距離だけ離すだけで良く、それにより、布、ベルトあるいはスリーブ10の大体の長さを定め、閉じたらせん26が求める幅に達するまでそうした第1の処理ロール22および第2の処理ロール24上にストリップ材16を巻けば良い。
【0051】
布、ベルトあるいはスリーブ10は、ストリップ状の高分子ストラップ材16をらせん状に巻くことにより製造され、織り布ではないので、布、ベルトあるいはスリーブ10の外側の面12はなめらかで連続的であり、ナックル(knuckle)がない。ナックルは、織りのサポート部材の表面が完全には滑らかにならないようにするものである。しかし、この発明の布、ベルトあるいはスリーブは、その上に製造する不織製品に対し、増大した地形およびバルクを与える幾何学的特徴をもつ。このサポート部材の他の利点は、ウェブの取外しが容易であること、汚れに対する耐性が向上すること、および繊維の取残しが減少することである。さらにまた、他の利点は、今までの織り機という束縛およびその必要性を避けることができることである。というのは、貫通する空所が必要な位置あるいはパターンの中に置かれているからである。また、布、ベルトあるいはスリーブの一面あるいは両面にテクスチャーをもたせることができる。そのようなテクスチャーを得るには、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いることができる。あるいはまた、布、ベルトあるいはスリーブの一面あるいは両面を滑らかにすることができる。
【0052】
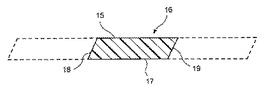
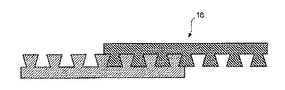
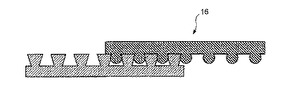
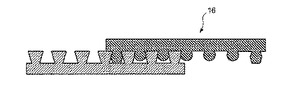
図3(a)〜3(i)ha,この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のいくつかの実施例の横方向の断面図である。各実施例は、上部面および下部面を含み、それらの面は平ら(平坦)かつ互いに平行であるか、あるいは、特定の用途に適う外形(プロフィール)をもつ。図3(a)に戻ると、この発明の一実施例によれば、ストリップ材16は上部面15、下部面17、第1の平坦側面18および第2の平坦側面19をもつ。上部面15および下部面17は、平ら(平坦)かつ互いに平行であり、そして、第1の平坦側面18および第2の平坦側面19は平行な方向に傾斜している。それにより、らせん巻きする各ストリップ材16の第1の平坦側面18がすぐに続く巻きの第2の平坦側面19にぴったりと接触する。ストリップ材16の各巻きは、それに隣接する巻きに対し、それぞれの第1および第2の平坦側面18,19がたとえば接着剤によって互いに接合する。その接着剤としては、たとえば、熱活性(熱硬化)、室温硬化(RTC)あるいは熱溶融接着剤を用いることができ、さらには、他の適正な手段によって接合することができる。
【0053】
図3(b)において、ストリップ材16は、らせん状に形成した布、ベルトあるいはスリーブにおける、隣接するストリップ材16を機械的な組合いによって連結することができる断面構造をもつ。隣接するストリップ材16は、大きさおよび/あるいはプロフィールを同じにするか、あるいは異ならせることができるが、図3(b)に示すように、それぞれが組合い(ロック)位置をもつ。機械的な組合い構造の他の例を、個々のストリップ材16の断面を図3(c)〜3(g)に示す。各例において、ストリップ材16の一方の側を隣接するストリップ材16の他方の側に機械的に組合せあるいは連結するようにしている。たとえば、図3(g)に示す実施例を見ると、ストリップ材16は、上部面42、下部面44、一方側の凸部46、および他方側の対応する溝48をもつ。凸部46は溝48の大きさに対応する大きさであり、それにより、らせん巻きの各ストリップ16の凸部46がすぐ後に続く巻きの溝48の中にかみ合う。ストリップ材16の各巻きは、凸部46を溝48の中に固定することにより、隣り合う巻きと結合する。上部面42および下部面44は、平ら(平坦)かつ互いに平行であるか、あるいは、用途に応じて非平面状かつ非平行であるか、または、図3(f)に示すように、幅方向に凸状あるいは凹状に丸くなっている。同様に、ストリップの一方の側部は、凸の柱状あるいは同じ曲率半径の凹状である。
【0054】
図3(h)は、この発明の他の実施例を示す。
【0055】
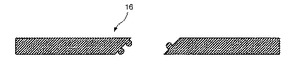
対立する半球あるいは上述したプロフィールを伴う押出し成形によるストリップ材をもつことに加え、他のいろいろな形を押出し成形し、あるいは長方形の押出し品を機械加工することにより、盛り上がったレールの相手になる端部をもたせることができる。レールは、機械的および/または接着手段によって結合することを助ける。この発明の典型的な実施例によるそのような一つの構造を図3(i)に示す。あるいはまた、ストリップ材について、相手となり一緒に結合するものが右側および左側にあることは必要ではない。たとえば、図4(a)に示すように、ストリップ材16は、その上面あるいは上側にかみ合い溝をもつ断面とすることができるし、あるいは、ストリップ材16は、図4(b)に示すように、その下面あるいは下側にかみ合い溝をもつことができる。
【0056】
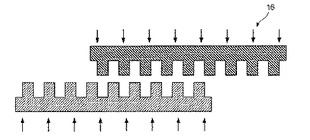
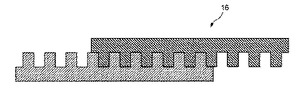
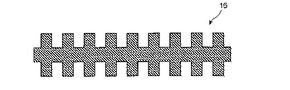
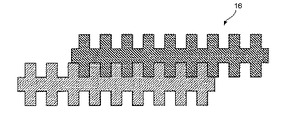
図4(c)は、たとえば、かみ合い(組合い)位置にある図4(a)および4(b)のストリップ材を示す。図4(c)の中の矢印は、たとえば、溝にかみ合わせ2つのストリップを組み合わせるために、各ストリップ材16を動かす方向を示している。図4(d)は、2つのストリップ材16が組み合って一緒に結合した後の状態を示す。この実施例には、ストリップ材を2つだけ示すが、最終的な布、ベルトあるいはスリーブは、一緒にかみ合わせた2つ以上のいくつかのものから形成されることは勿論である。また、らせん巻きの処理におけるストリップ材をかみ合わせることによって、無端のループ形態のシート材を形成することができることも明らかである。また、機械的なかみ合いを示すが、たとえば、熱ボンディング、特には、「クリアウェルド(Clearweld)」と称される処理(URL:www.clearweld.com参照)によって結合を行うことによって、かみ合いあるいは結合の強度を高めることができる。
【0057】
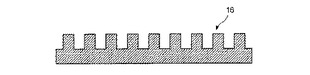
図5(a)は、上側および下側の両方に溝をもつストリップ材16の断面図を示す。図5(b)は、図5(a)に示す断面形状をもつ2つのストリップ材16がいかにかみ合うかについて示す。このようなかみ合った構造によれば、最終製品の上部面および下部面に溝が結果として生じる。
【0058】
図5(c)に示す実施例を見ると、図5(c)は、図5(a)および図4(b)に示す2つのストリップ材16を示す。これによると、下面に溝をもち、上面が平らなシート製品を結果として得る。同様に、上面にみぞをもち、下面が平らな構造にすることもできる。
【0059】
他の例は、ノブ状のかみ合いあるいは「積極的な」ロックをもつストリップ材16から製造した布、ベルトあるいはスリーブである。それによれば、機械的な設計に起因して、より強いかみ合いを得ることができる。その設計は「積極的な」かみ合いであり、ピンとそのピンのためのレセプターが機械的な締め代をもつ。その締め代は、リボンを結合するため、あるいはそれらを分離するためのいずれにもかなりの力を必要とする。図6(a)は、たとえば、個々のリボン状ストリップ材16におけるノブ状のかみ合いの特徴を示す。図6(b)は、反対の形状であり、図6(a)に示す構造のものとかみ合うようになった形の個々のリボン状ストリップ材16におけるノブ状のかみ合いの特徴を示す。図6(c)は、かみ合い位置にある図6(a)および6(b)の個々のリボン状ストリップ材16を示す。ここで留意すべきは、上部および下部のリボンが互い違いに配され、それによって、反対形状の他のストリップ材16に適応させている点である。最後に、図6(d)は、これらの同じストリップを押してかみ合い構造を形成したものを示す。最終的な布、ベルトあるいはスリーブを形作るためには、このようなリボン状ストリップ材のいくつかのものをかみ合わせる。
【0060】
他の典型的な実施例は、たとえば、図7(a)に示すように、上側および下側の両方に溝をもつストリップ材16から形成した布、ベルトあるいはスリーブである。これらの2つのリボン状ストリップ材16は、図7(b)に示すように、積極的なかみ合いを形成するように結合するようになっている。ここで留意すべきは、上面および下面の両方がそれぞれの面に溝を保持している点である。また、図7(a)および7(b)を見ると、3つのストリップを組み合わせることにより、3層の構造を得ることができることは明らかであり、また、2つのストリップを用いるとしても、上部のストリップにおける溝の形状を下側のものと異ならせることができる。同様に、下側のストリップにおける溝の形状を、どちらかの側と同じにするか、あるいは異ならせることができる。先に述べたように、ここに述べた実施例は、リボンあるいはストリップをらせん状に巻いた単一の層に対するものであるが、2層あるいは3層以上のベルトを形成するいろいろな幾何学的配列を伴うストリップを用いることにも利点がある。したがって、典型的な実施例の一つのベルトは、2層あるいは3層以上であり、それらの層を機械的にかみ合わせることにより構成している。各層は、反対の方向にあるいはMD方向に傾斜するようにらせん状に巻き、追加的な強度を得る。
【0061】
例を示すと、図7(c)は、溝をもつ下面と平らな上面とを結果として生じるかみ合い構造を示し、それに対し、図7(d)は、平らな下面と溝をもつ上面とを結果として生じるかみ合い構造を示す。
【0062】
当業者にとって明らかなことであるが、上述したように、積極的なかみ合いにするために、いろいろな形状が考えられる。たとえば、すでに述べたいくつかの実施例では、丸いノブ状の凸部と丸いレセプターとに焦点を当てている。しかし、同じ効果を得るために、たとえば台形のような他の形状を用いることもできる。そのような形の積極的なかみ合いについての一例を図8(a)に示す。あるいはまた、形をミックスさせることにより、積極的なかみ合いを得ることができる。ミックスさせた形の一例を図8(b)および8(c)に示す。
【0063】
上の実施例に述べたように、隣接するストリップ材の間に形成した機械的なかみ合いは、らせん巻きのベース布を作るのを容易にする。なぜなら、そのようなロックがなければ、らせん巻きの布を作る処理の際、隣接するストリップ材があっちこっちと動き離れてしまう可能性があるからである。隣接するらせん一巻き同士を機械的にかみ合わせることによって、それらの隣接するものがあっちこっちと動き離れることを防ぐことができる。さらに、結合強度を得るために、機械的なロックによる強度にのみ頼るのではなく、布の機械的なロック域に熱的な溶着をも形成することができる。これを達成する場合、この発明の一実施例によれば、オス/メスのロックをするに先立って、近赤外あるいは赤外、またはレーザを吸収する染料を設置し、その後に機械的なロックに対し、近赤外あるいは赤外、またはレーザソースを当て、機械的なロック領域の外の材料を溶融することなく、機械的なロック部分を熱溶着する。
【0064】
上の実施例に述べたストリップ材は、当業者に知られた高分子樹脂材料から押出し成形することができる。その樹脂材料として、たとえば、ポリエステル、ポリアミド、ポリウレタン、ポリエーテルエーテルケトン(PEEK)などの樹脂がある。工業用ストラップは単一軸配列のベース材料として魅力的であり、その引張応力は2軸配列材料(フィルム)の少なくとも2倍であり、押出し材料(成形品)の10倍に達する。しかし、他の適切な材料を用いることができる。すなわち、単一軸配列の構造によるものの厚さは、2軸配列材料(フィルム)のものの半分以下、押出し材料(成形品)のものの1/10以下の厚さを要求されるだけである。この特徴を図9が示しており、決まった幅に対し、特定の力およびひずみを得るようにした部分品についての結果を示す。これを得る上で用いた式は、次の式1に示すとおり、応力(力)とひずみとの関係である。
【0065】
[式1]
力 = (引張応力xひずみ)
(幅x厚さ)
【0066】
この実例において、力(あるいは荷重)は幅およびひずみと一緒に一定に保った。式1は、必要な厚さが材料の引張応力に反比例することを示す。この式1は、不織製品の製造機械布を寸法的安定性をねらって設計する際の問題を表現している。すなわち、製造機械布は、荷重が分かり、最大ひずみが分かり、機械の幅が一定である。その結果は、使用する材料の引張応力に応じて必要とされる部分の最終的な厚さによって示される。明らかなことであるが、ストラップあるいはリボンのような単一軸材料は、図9から分かるように、フィルムや成形高分子に比べて大きな利点がある。しかし、この発明のサポート部材、ベルトあるいはスリーブは、単一軸あるいは2軸に配列したストラップに限定されない。この発明を実施する際、それらの一方、あるいは両方の配列を用いるからである。
【0067】
ストラップは、通常、長方形断面をもつ製品として連続した長さをもって供給される。それは、丈夫で用途が広く、通常、取扱い特性に優れた未処理のポリエステルストリップである。そこで、多くの工業分野に適している。先に指摘したように、それは機械的な強度および寸法的な安定性にすぐれ、通常の状況では、経年的にもろくなることがない。ストラップは、湿気およびたいていの化学薬品に対する耐性があり、70℃〜150℃あるいはそれ以上の温度に耐えることができる。この発明で用いるストラップの典型的な断面寸法は、たとえば、厚さが0.30mm(あるいは、それ以上)で幅が10mm(あるいは、それ以上)である。ストラップをらせん状に巻くが、一緒に保持すべきかみ合いがない隣接の巻きを何らかの手段で溶接あるいは結合することが必要であはる。そのような場合、レーザ溶接あるいは超音波溶接を用いることにより、隣接するリボンあるいはストリップ材を固定あるいは溶接して横方向(「CD」)の強度などの特性を向上させることができ、しかもまた、隣り合うストリップ材が分離するおそれを低減することができる。
【0068】
単一軸ストラップが最大のMD引張応力をもつことが判明しているが、引張応力以外の特性もまた重要である。たとえば、スラップ材のためのMD引張応力が大きすぎると、最終構造のひび割れや曲げ疲労耐性を容認しがたい。あるいはまた、最終構造のCD特性もまた重要である。たとえば、PET材料および同じ厚さのストリップ材に言及すると、非配列のストリップの典型的なMD引張応力は約3GPaで強度は約50MPaである。他方、2軸配列のストリップのMD引張応力は約4.7GPaで強度は約170MPaである。単一軸ストラップの処理についてMD引張応力を6〜10GPaの間に、しかも、強度を250MPaと等しいかあるいはそれよりも大きくするように加減すると、ストリップのCD強度が約100MPaに近づくことが分かった。さらに、その材料は壊れにくく、すなわち、曲げを繰り返しても割れないし、ストリップを結合するとき処理が良好である。ストリップ間の接着もまた、製造機械上で用いる際、分離に耐える。
【0069】
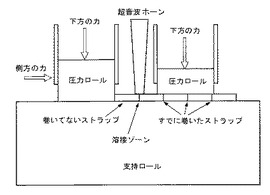
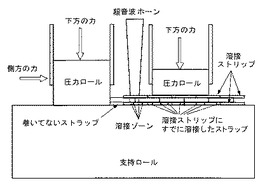
この発明の一実施例において、隣接するストリップ同士を保持する一つの方法は、隣接するストリップに横の圧力を加えて端と端とを互いに接触させつつ、それら隣接するストリップの端と端とを超音波で溶接する方法である。たとえば、溶接装置の一方の部分で一方のストリップ(好ましくは、すでにらせんに巻いたもの)を支持ロールの下方に保持し、そしてまた、溶接装置の他方の部分で他方のストリップ(好ましくは、巻いてないもの)を下方に保持したストリップに対して押し上げる。この端と端との溶接について、たとえば、図11(a)に示す。
【0070】
超音波ギャップ溶接を適用すると、結果として特に強い結合を生じる。対照してみると、時間モードあるいはエネルギーモードのいずれかによる超音波溶接(これもまた、一般的な超音波溶接として知られている)は、壊れやすいと言うことができるような結合を生じる。したがって、一般的に知られる超音波溶接と比較して、超音波ギャップ溶接によって形成する結合の方が好ましいと言うことができる。
【0071】
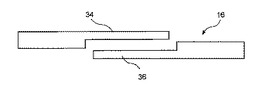
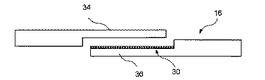
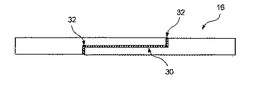
この発明の一実施例において、隣接するストリップを保持するための他の典型的な方法は、隣接するストリップ16,16の端部34,36に接着剤30を付け、それらを図10(a)〜10(d)に示すように接合する方法である。留意すべきは、充填材料を用いることにより、ストリップ同士が互いに接触しないギャップあるいは部分を充填することである。
【0072】
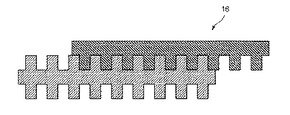
この発明の一実施例において、隣接するストリップ材あるいは機能的ストリップを保持するための別の方法は、ストリップ材と同じベース材からなる「溶接ストリップ」を用いる方法である。この溶接ストリップは、たとえば、図11(b)の中にストリップ材の上および下に薄い材料として表現されている。そのような配列において、溶接ストリップは、溶接材料として、ストリップ材が図11(a)に示す端部対端部の溶接に依存しないような組立て構造を得るような溶接を提供する。しかし、溶接ストリップを用いることにより、端部対端部の溶接は、必要でもなく、好まれもしない。溶接ストリップを用いることにより、「サンドイッチ」あるいはラミネートタイプの構造が形成され、そこには、図11(b)に示すように、溶接ストリップの水平面に溶接したストリップ材の水平面を溶接した構造を伴う。ここで留意すべきは、溶接ストリップをストリップ材の上および下の両方に配置しなければならないことはなく、溶接ストリップをストリップ材の上あるいは下のいずれかに配置すれば良い、ということである。一つの実施形態によると、溶接ストリップをストリップ材の上および/あるいは下に配置しつつ、溶接ストリップをサンドイッチ構造の中央部分に位置させることもできる。さらに、溶接ストリップをストリップ材より薄く、そして、ストリップ材と同じ幅で示しているが、それは単なる例示にすぎない。溶接ストリップをストリップ材よりも充分に狭くあるいは広くすることができるし、ストリップ材と同じ厚さあるいはむしろ厚くすることができる。また、溶接ストリップは、もっぱら溶接ストリップとして特別な材料にするよりも、ストリップ材の片割れの部品とすることができる。さらにまた、溶接ストリップの一面に接着剤を塗布することにより、溶接作業のとき、溶接ストリップを正しい位置に保持することを助けることができる。しかし、そのような接着剤を用いるとき、接着剤を溶接ストリップの全面よりも部分的に塗布する方が良い。なぜなら、部分的な塗布によって、ストリップ材と溶接ストリップとの間の同様材料(たとえば、ポリエステル対ポリエステル)が超音波あるいはレーザ溶接による強い溶接を助長するからである。
【0073】
溶接ストリップを非配列の押出し成形高分子で作るとき、その溶接ストリップをストリップ材よりもずっと薄くするのが好ましい。なぜなら、非配列の押出しによる溶接ストリップは、最終的な構造の寸法的な安定性を維持しにくいからである。その点、この中で先に示したとおりである。しかし、溶接ストリップを配列した高分子で作るときには、ストリップ材と組み合わせる溶接ストリップをできるだけ薄くするのが好ましい。先に述べたように、溶接ストリップは、ストリップ材とは別の部品にすることができる。しかし、そうした場合、個々の材料の厚さについて、サンドイッチあるいはラミネートの全体の厚さが最小になるように選択するのが好ましい。これも先に述べたように、溶接ストリップに接着剤を塗布し、もっと先の処理に際し構造を保持するようにすることができる。一つの実施形態において、接着剤を塗布した溶接ストリップを用いることにより、たとえば、穴あけ工程に直接向かう構造を作り出している。その穴あけ工程は、超音波接合なしのレーザによる穴あけ工程であり、レーザによる穴あけあるいはせん孔によって、サンドイッチ構造を保持することができるスポット溶接を生じる。
【0074】
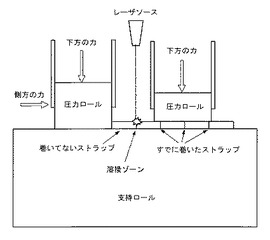
この発明の一実施例において、隣接するストリップ材同士を保持するさらに別の方法は、レーザ溶接技術によって隣接ストリップを溶接する方法である。
【0075】
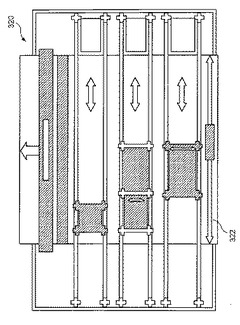
図14は、この発明の一つの実施形態によって、レーザ溶接処理に用いる典型的な装置320を示す。この処理において、図14に示す布、ベルトあるいはスリーブ322は、その最終的な布、ベルトあるいはスリーブの全体長の短い一部であると理解されたい。布、ベルトあるいはスリーブ322は無端(エンドレス)であり、図には示さないが、当業者には良く知られているように、実際は一対のロール周りに支持されている。そのような配列の中で、装置320は、2つのロール間の布322の2面の一方、最も好都合には上部の面に配置されている。無端であろうがなかろうが、布322は、処理の間、妥当な程度の張力をかけておくのが好ましい。さらに、自重による垂下を防ぐために、布322が装置320を通って動くとき、布322を下から水平に支えることができる。
【0076】
さて、図14をさらに詳しく見ると、この発明の方法を実行するとき、布322は装置320を通して上方に動くように示されている。溶接処理に用いるレーザヘッドは、布がMDあるいは「Y」方向に動くのに対し、布をCDあるいは横の「X」方向に横切っていく。また、機械的に固定したレーザ溶接ヘッドに対し、布を3次元に動かすようにシステムを構成することも可能である。
【0077】
超音波溶接に対してレーザ溶接の有利な点は、超音波溶接の先端速度が約10m/分であるのに対し、レーザ溶接は100m/分の範囲の速度で達成することができることである。また、ストリップの端部に光吸収性の染料あるいはインクを加えると、レーザの熱的作用の集中を助けることができる。吸収材料は、黒インク、あるいは人の目には見えない近赤外染料であり、たとえば、「クリアウェルド(Clearweld)」(URL:www.clearweld.com参照)として入手可能なものがある。
【0078】
最終的な布、ベルトおよびスリーブを作り、その布、ベルトおよびスリーブにおける隣接ストリップを何らかの方法で溶接あるいは接合した後、布の一方側から他方側へと流体(空気および/または水)を通す穴あるいは孔をレーザ穴あけなどによって設けることができる。留意すべきは、布の一方側から他方側へと流体を通すこれらの貫通穴あるいは孔については、らせん巻きおよび接合処理の前あるいは後のいずれにも形成することができる。そのような穴あるいは孔は、レーザによる穴あけ、あるいはその他の適切な穴/孔形成処理によって行うことができ、ねらいとする用途に応じた大きさ、形状、形態および/またはパターン(模様)とすることができる。典型的な実施例を図13に示す。図13は、この発明の布80の横断面、つまり横方向の断面図であり、ストリップ材82の全長にわたり、空気および/または水を通すための多数の穴84が設けられている。
【0079】
この発明の布は、先に述べたように、エアレイド、メルトブローン、スパンボンド、あるいはハイドロエンタングルプロセス(処理)に用いる処理ベルトあるいはスリーブとして用いることができる。発明の布、ベルトあるいはスリーブは、ストリップ材を用いて形成した基材の上あるいは下に1あるいは2以上の付加的な層を含むことができる。付加的な層は、単に機能性を与えるものであり、補強するものではない。たとえば、MD糸配列をベルトあるいはスリーブの裏側にラミネートし、空所を作り出すことができる。あるいはまた、1あるいは2以上の層をストラップの2層間に設けることができる。付加的な層については、織りあるいは不織の材料、MDあるいはCD糸配列、布の幅よりも狭い幅の織り材料によるらせん巻きストリップ、繊維性ウェブ、フィルム、あるいはそれらの組合せを用いることができ、当業者に知られた適切な技術を用いて基材に取り付けることができる。ニードルパンチ、熱接合や化学接合などがその例である。この発明の布、ベルトあるいはスリーブは、また、いずれかの側に機能性の被膜を設けることができる。この発明の布、ベルトあるいはスリーブ上のテクスチャーについては、その機能性の被膜を設ける前、あるいは後に作り出すことができる。上述したように、布、ベルトあるいはスリーブ上のテクスチャーは、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いて製造することができる。
【0080】
この発明の好ましい実施例およびそれらの変形例について詳しく説明したが、この発明は、それらの実施例や変形例に限定されるわけではない。当業者は、他の変形や修正をすることができるが、それらの変化はこの発明の考え方を示すクレームの内容を越えることはない。
【符号の説明】
【0081】
10 布、ベルトあるいはスリーブ
12 内側の面
14 外側の面
15 上部面
16 ストリップ材
17 下部面
18,19 側面
20 製造装置
22,24 ロール
26 らせん
30 接着剤
34,36 端部
42 上部面
44 下部面
46 凸部
48 溝
【関連出願の相互参照】
【0001】
この出願は、2009年9月29日出願の米国仮特許出願第61/246,812号、
2009年9月29日出願の米国仮特許出願第61/246,801号、2009年1月27日出願の米国仮特許出願第61/147,637号、および2008年12月12日出願の米国仮特許出願第61/121,998号を基礎にするものであり、それらによる優先権の利益を主張する。
【引用による組み入れ】
【0002】
ここで引用するすべての特許、特許出願、文書、文献、製造者の使用説明書、解説、製品仕様書、およびここで述べる製品についての製品説明書を引用によってここに組み入れ、しかもまた、この発明を実施する上で使用する。
【技術分野】
【0003】
この発明は、エンドレスつまり無端の布(ファブリック)に関し、特には、不織製品の製造に用いる工業用布に関する。さらに詳しくは、この発明は、模様付けあるいはマーク付けをした不織製品の製造に用いるベルトやスリーブなどのサポート部材に関する。さらに、この発明は、エアレイド、メルトブローン、スパンボンド、およびハイドロエンタングルなどのプロセスによる不織布の製造に用いるベルトおよび/またはスリーブとして使用することができる。
【背景技術】
【0004】
不織製品の製造プロセスは、多年にわたり知られている。あるプロセスにおいて、繊維バットあるいはウェブを水の流れあるいは噴出で処理し、繊維が互いに絡まるようにし、ウェブの強度などの物理的特性を向上させる。水の噴出によるそのような処理技術は、長い間知られている。たとえば、米国特許第3,214,819号、第3,508,308号、および第3,485,706号に見ることができる。
【0005】
一般的に言えば、この方法は、加圧した水噴射の作用によって基本繊維を互いに交錯させることを含み、それは繊維状の構造物に針のように作用し、ウェブを形作る繊維の一部分を厚さ方向に新しい方向に向けることができる。
【0006】
そのような技術は、現在大きく発展し、織物用のいわゆる「スパンレース」あるいは「ハイドロエンタングル」構造物、特には、医療や病院用として、ふき取り、ティーバッグのろ過および包み、ならびに規則的であり均質に得られる物品に用いる。それらについては、米国特許第3,508,308号に見ることができ、また必要なら、繊維を新しい方向に向けることによって得るデザイン、それは美的に必要なものであるが、それについて米国特許第3,485,706号に見ることができる。
【0007】
「スパンレース」あるいは「ハイドロエンタングル」タイプの製品について、たとえば、異なるタイプの繊維から成る複数のウェブを組み合わせることによって、製品の最終的な特性を変えることができることが長い間知られている。異なるタイプは、たとえば、天然、人工あるいは合成の繊維、または平らなウェブであり、その中に繊維と不織の構造物に組み入れる補強材とを予め混ぜた(「スパンボンド」タイプなどのウェブ)ものである。
【0008】
米国特許第5,718,022号および第5,768,756号にそれぞれ対応する、フランス特許FR−A−2730246および2734285は、水噴射によって、疎水性の繊維あるいはそれらの繊維の混合物と、親水性の他の繊維あるいは全部が天然繊維から成る平らなウェブとをうまく処理する解決策を示している。
【0009】
一般的に言うと、それらの文献の技術によると、処理には、同じタイプか異なるタイプの基本繊維から成るベースを処理すること、このベースウェブを圧縮および湿らせること、そして、それからベースウェブに作用する、加圧した連続噴射を少なくとも一回当てることにより繊維を混ぜ合わせることを含む。
【0010】
このために、ベースウェブを運転中の無端で多孔性のサポート上に積極的に進ませる。そして、それは穴のあいた回転円筒形ドラムに行き、不完全真空が加わるそのドラムの内側に行く。ベースウェブは、多孔性のサポートと回転ドラム(これらは、事実上同じ速度で進む)との間で機械的に圧縮される。その圧縮区域のすぐ川下で、水カーテンがウェブ上に向かい、多孔性のサポート、圧縮ベースウェブ、および真空源が過剰な水を取り除く穴の空いた支持ドラムを通して連続的に通り抜ける。
【0011】
基本繊維は、回転円筒形ドラムでもなお、圧縮し湿ったウェブによって、連続的に混ぜ合わされる。そのウェブは、高圧の水噴射を少なくとも一回浴びるという作用を受ける。一般に、結合を行うのは、連続的に複数回にわたる水噴射であり、水噴射はウェブの同一面に作用するか、2つの面に交互に作用するかのいずれかである。水噴射の圧力および速度は、ある噴射とその次のものとは異なり、通常、段階的に変わる。
【0012】
フランス特許2734285から分かるように、穴あきローラ/ドラムがランダムに分布した微小穴を備えることに留意すべきである。もし必要なら、最初の結合処理を終えた後、繊維状の不織構造物の反対側の面に第2の処理を施すことができる。
【0013】
スパンレースあるいはハイドロエンタングルタイプの製品を製造するプロセスにおいて、仕上げ製品に模様付けあるいはマーク付けをし、それにより製品に必要なデザインを作り出すことがしばしば求められる。この模様付けあるいはマーク付けは、一般に、第2のプロセスで作り出される。その第2のプロセスは、不織のシートの形成および巻上げプロセスとは別であり、エンボス/模様付けカレンダーロールを用いる。それらのロールは、一般に高価であり、繊維状ウェブのある領域を圧縮し、必要な模様あるいはマークを作り出すという原理による。しかし、不織製品に模様あるいはマークを作り出すために別のプロセスを用いることには、いくつかの欠点がある。たとえば、カレンダーロールに対する大きな初期投資が必要であり、製造者に経済的に正当と認められる製造行程の長さを制限することになる。第2に、分離した模様付けあるいはマーク付けに起因し、大きな処理コストを負うことになる。第3に、カレンダー処理で圧縮した後での製品キャリパ(厚さ)を保つため、必要とする材料量が多くなるであろう。最後に、2段階のプロセスによって、カレンダー処理による大きな圧縮に起因し、最終製品のバルク(かさ、比容積)が求めるものより小さくなる。このような公知の模様付け処理で作った今までの不織製品は、明確かつ充分に盛り上がった個所をもたず、目的の模様を見ることが困難である。加えて、今までの凹凸付けした不織製品における盛り上がり部分は、寸法的に安定せず、しかも、使用に応じた期間の後で力が加わると、三次元の構造を失ってしまいがちである。
【0014】
米国特許第5,098,764号および第5,244,711号は、不織ウェブあるいは製品を製造するための最近の方法においてサポート部材を使用することを示している。サポート部材は、穴が配列していることに加えて、地形的に特徴をもつ形状である。このプロセスにおいて、スタート時の繊維ウェブをその地形的なサポート部材の上に置く。その上に繊維状のウェブを伴うサポート部材は、高圧の流体、一般に水の噴射する中を通過する。水の噴射によって、繊維は互いに絡まり、かつもつれ、サポート部材の地形的な形状に基づいて特定の模様(パターン)になる。
【0015】
サポート部材における地形的な特徴および穴をもつ模様は、結果として生じる不織製品の構造物に不可欠である。さらに、流体噴射が安定した布を提供する新しい配列で繊維を再配列し絡ませる間、サポート部材は繊維状ウェブを支持するために充分な構造的な完全性および強度をもたなければならない。サポート部材は、流体噴射を受けるとき、大きな歪みを受けることがあってはならない。また、サポート部材には、交錯のための流体のかなり大きな量を取り除き、繊維状ウェブに「氾濫」が生じることを防ぐための手段がなければならない。「氾濫」は、有効に交錯させることに支障を来すことになる。一般的に、サポート部材には、繊維状ウェブの完全性を維持し、成型面から繊維が損失することを防ぐために、充分に小さな寸法にした排水開口がある。加えて、サポート部材には、ぎざぎざ、かぎ状あるいはそれに似た不整が実質的にあってはならない。それらは、交錯させた不織製品をサポート部材から取り外すことの障害になる。同時に、サポート部材は、その上で処理する繊維状ウェブの繊維を、流体噴射の影響で洗い出さないように(つまり、良好な繊維保持および支持を)しなければならない。
【0016】
不織製品を製造するときに起こる主要な課題の一つは、バルク、手触り、外観などの特定の物理的特性を維持あるいは与えるとき、問題とする(流体噴射)適用によって、不織製品に強度特性を与えるため、不織物を作り上げる繊維の結合を得るというものである。
【0017】
バルク、吸収性、強度、柔軟さ、そして美的な外観という特性は、目的とする用途に用いるとき多くの製品にとって実に大切である。そのような特性をもつ不織製品を製造ため、サポート部材について、シート接触面が地形的に変動するようにしばしば構成する。
【0018】
これらのサポート部材(布、ベルト、スリーブ)は、無端のループの形態であるか、あるいは、コンベヤのように働くようにすることができる。さらに、不織物の製造は、かなりの速度で進行する連続的なプロセスであることを理解されたい。すなわち、基本の繊維あるいはウェブは、成形部分の成形布/ベルト上に連続的に堆積し、また同時に、新しく絡み合った不織布は、サポート部材から次のプロセスへと連続的に移されて行く。
【発明の概要】
【0019】
この発明は、以上に述べたような先行特許/特許出願によって検討した問題を解決する代わりの解決策を提供する。
【0020】
この発明は、在来のベルトあるいはスリーブに代わる改良したそれらを提供するものであり、その上に製造する不織製品に対し、たとえばバルク、外観、織りの感じ(テクスチャー)、吸収性、強度、および手触りなどの必要な物理的な特性を与える。
【0021】
したがって、この発明の主な目的は、スパンレースあるいはハイドロエンタングル用のサポート部材(ベルトあるいはスリーブなど)であり、必要な模様(パターン)に貫通穴があるものを提供することである。
【0022】
この発明の他の目的は、一面あるいは両面に地勢的な特徴あるいはテクスチャーをもつベルトあるいはスリーブを提供することである。それらは、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いて製造することができる。この発明によれば、それらならびに他の目的および利点を得ることができる。他の利点として得られるものには、それに限定されないが、基本の繊維をトラップする糸の交差がないことから、今までの織り布よりすぐれた繊維のサポートおよび取外し性(取り残し無し)、ならびに、より容易な清掃性などがある。
【0023】
ベルト/スリーブが表面テクスチャーをもつ場合、より有効な模様(パターン)/テクスチャーを不織物に移すことができ、その結果、バルク(比容積)/吸収性などの物理特性をも良好にすることができる。
【0024】
この発明は、ベルトやスリーブなどのようなサポート部材であり、スパンレースあるいはハイドロエンタングルのプロセスにおいて、天然、人工あるいは高分子の繊維を支持し移送するためのものに関する。この発明のベルトあるいはスリーブには、それに限定するものではないが、カレンダー処理技術を超える次に示すような利点がある。すなわち、布スリーブが固定装置に大きな資本投資を伴なうような高価なものではないものであるという利点、また、模様付けをエンタングルプロセス自体の間に行うことができ、分離したカレンダープロセスを設ける必要性がないという利点、厚さ/キャリパが圧縮によって低減されないので、仕上げの最終製品の材料量を少なくすることができるという利点、さらには、カレンダー加工の段階で圧縮が加わらないので、仕上げ製品を大きなバルクを伴って製造することができるという利点、がある。そしてまた、不織の巻き製品を製造する者にとっては、それらのプロセスの利点によって、最終製品にさらなる利点を得ることができる。すなわち、必要な模様、マーク、あるいはテクスチャー付きのスパンレースあるいはハイドロエンタングルウェブのコストを低減することができるという利点、特定の製品に対する製造行程のサイズ/長さが低減することから、注文製品への対応ができるという利点、たとえば、大きなバルクが高い吸収性特性を生み、それは消費者が使用する上で重要であるが、高性能の製品を製造することができるという利点、を得る。
【0025】
一つの実施形態において、無端のベルトあるいはスリーブは、側面同士を隣接させた2つのロール周りにらせん巻きしたストリップ材によって形成する。ストリップ材は、適正な手法で互いにしっかりと取り付けられ、それにより、特定の用途に応じた必要な長さおよび幅で無端のループを形作る。スリーブの場合、ストリップ材は、単一のロールあるいはマンドレルの周りに巻くことができる。そのロールあるいはマンドレルは、スリーブを用いるべきドラムの直径およびCD長さとほぼ同じである。用いるストリップ材は、工業用ストラップ材として一般に製造されるものである。ストラップ、特にプラスチックストラップ材は、比較的に薄いプラスチックバンドとして形作られ、対象物を一緒に固定したり留めたりするために用いる。驚くべきことに、このタイプのプラスチック材がこの発明のベルトあるいはスリーブを構成するストリップ材としての適切な特性をもつことを見出した。
【0026】
(プラスチック)ストラップ材とモノフィラメントとの間の定義における違いは、サイズ(大きさ)、形および用途にある。ストラップ材およびモノフィラメントは両方ともに、押出し処理によって作られ、その押出し処理は押出し、単軸の配列および巻取りという同じ基本工程をもつ。モノフィラメントは、一般に、ストラップ材よりも大きさが小さく、形が丸い。モノフィラメントは、たとえば釣り糸、製紙機械布を含む工業用布など広範囲ないろいろな用途に用いられる。ストラップ材は、一般に、モノフィラメントよりも大きさがはるかに大きく、しかも、主要な軸線に沿って基本的に常により広く、たとえば、ねらいとする目的に適う長方形である。
【0027】
プラスチックストラップ材を押出し処理で作ることは、押出し分野で良く知られている。また、その処理には、押出し材料を単軸配列することを含むことも良く知られている。また、単軸配列を用いる2つの基本的な押出し処理があることも良く知られている。一つの処理は、個々のストラップに切断する幅広のシートに関する押出しおよび配列である。もう一方の処理は、配列すべき個々のストラップの押出しである。この第2の処理は、モノフィラメントを作る処理に非常に似ている。その点、両方の処理のための装置が類似していることが証拠となる。
【0028】
モノフィラメントに代わるものとしてストラップ材を用いる利点の一つは、布を製造する上で必要ならせん巻きの数である。モノフィラメントは、通常、それらの最大の軸が5mmより大きくない糸と考えられる。製紙機械布および上述した他の用途に用いる単軸モノフィラメントは、それらの最大の軸が1.0mmを超えることはまれである。ストラップ材として用いるものは、通常、幅が少なくとも10mmであり、幅が100mmを超えることもある。幅が1000mmに達するようなストラップ材を用いることも考えられる。使用するストラップ材の供給元には、たとえばSignode(シグノード)などの会社がある。
【0029】
さらに他の利点は、厚さ対引張応力の特性である。今までのポリエステル(PET)フィルムは、たとえば長軸(あるいは、縦方向−MD)の引張応力が約3.5GPaである。それに対し、PETストラップ(あるいはリボン)材の引張応力は、10GPa〜12.5GPaの範囲である。同じ引張応力をフィルムで得るためには、厚さを3〜3.6倍になるように構成しなければならないだろう。
【0030】
したがって、この発明は、一つの実施形態によれば、それらのらせん巻きリボン製の単一あるいは多層の構造として作った布、ベルトあるいはスリーブである。その布、ベルトあるいはスリーブは、平らで、滑らかな上面および下面をもつ。その布、ベルトあるいはスリーブは、また、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いてテクスチャー付けすることができる。その布、ベルトあるいはスリーブは、空気および/または水に不透過性とすることができる。また、その布、ベルトあるいはスリーブは、ある機械的な手段あるいは熱的な(レーザ)手段によって穴をあけることができ、そうすれば、空気および/または水に透過性となる。
【0031】
他の実施形態において、リボンは、重なり合う形になるように形成する。布、ベルトあるいはスリーブは、それらの重なり合うストリップをらせん状に巻くことにより形成し、隣接するリボンストリップが平行および/または垂直な側をちょうど隣接させたものよりも大きな完全性をもつことになるだろう。この布、ベルトあるいはスリーブは、また、空気および/または水に不透過性とすることができるし、あるいは、穴あけして透過性となるようにすることができる。
【0032】
上述の実施例あるいは実施形態では、らせん巻きのリボンのストリップを単一の層にしているが、いろいろな地形的な特徴を伴うストリップを用いて、2層あるいは3層以上のベルトあるいはスリーブを形成するという利点がある。したがって、一つの典型的な実施形態によれば、ベルトあるいはスリーブは2層あるいは3層以上であり、ストリップは、2層あるいは3層以上に機械的に重なり合うよう、あるいは公知の方法で一緒に取り付けるように形成する。繰り返しになるが、構造物は、空気および/あるいは水のいずれかに対して不透過性、あるいは穴あけにより透過性のいずれかである。
【0033】
他の実施形態は、ベルトあるいはスリーブの完全性を改良するために、「溶接ストリップ」の考え方を用いて形成した多層の構造物である。その構造物は、空気および/あるいは水のいずれかに対して不透過性、あるいは穴あけにより透過性にすることができる。
【0034】
この発明を特徴づける新しさをもついろいろな特徴について、特にクレームの中に指摘した。クレームは、添付するものであるが、この発明の開示の一部を構成する。この発明、ならびに、それを使用することによって得る作用効果および特定の目的をより良く理解するため、詳細な説明を参照されたい。そこには、この発明の好ましい実施形態(これに限定されない)が図面に示されている。図面には、対応する構成部分に対し、同じ参照番号を付けるようにしている。
【0035】
布および布構造物という用語を用いているが、布、ベルト、コンベヤ、スリーブ、サポート部材、および布構造物は、この発明の構造物を述べる上で、相互に交換可能である。同様に、ストラップ、リボン、ストリップ材、ストリップ材料は、明細書を通して交換可能に用いている。
【0036】
この中で用いる用語「備えている(comprising)」および「備える(comprises)」は、「含んでいる(including)」および「含む(includes)」という意味になるし、あるいは米国特許法におけるそれらの意味にもなる。また、「本質的に有している(consisting essentially of)」および「本質的に有する(consists essentially of)」の用語は、クレームで用いるときには、米国特許法におけるそれらの意味である。この発明の他の考え方(形態)については、以下の説明に記載されているか、その記載から自明である。
【図面の簡単な説明】
【0037】
【図1】この発明の一実施形態による布、ベルトあるいはスリーブの斜視図である。
【図2】この発明の布、ベルトあるいはスリーブを構成するために用いる方法を示す図である。
【図3(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(e)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(f)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(g)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(h)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図3(i)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の実施例の横方向の断面図である。
【図4(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図4(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図4(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図4(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の別の実施例の横方向の断面図である。
【図5(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに別の実施例の横方向の断面図である。
【図5(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに別の実施例の横方向の断面図である。
【図5(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに別の実施例の横方向の断面図である。
【図6(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図6(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図6(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図6(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材の他の実施例の横方向の断面図である。
【図7(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図7(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図7(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図7(d)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらに他の実施例の横方向の断面図である。
【図8(a)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらなる実施例の横方向の断面図である。
【図8(b)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらなる実施例の横方向の断面図である。
【図8(c)】この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のさらなる実施例の横方向の断面図である。
【図9】単一軸配列の材料(ストラップ/リボン)を用いた場合の利点を示す棒グラフであり、2軸配列材料(フィルム)および押出し材料(成形品)との比較をしている。
【図10(a)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図10(b)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図10(c)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図10(d)】この発明の布、ベルトあるいはスリーブの製造に用いる方法の中の工程図である。
【図11(a)】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置の模式図である。
【図11(b)】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置の模式図である。
【図12】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置の模式図である。
【図13】この発明の一実施形態による布、ベルトあるいはスリーブの断面図である。
【図14】この発明の一実施形態による布、ベルトあるいはスリーブの製造に用いる装置を示す図である。
【図15】この発明のサポート部材を用いる不織ウェブの製造に用いる異なるタイプの装置の模式図である。
【図16】この発明のサポート部材を用いる不織ウェブの製造に用いる異なるタイプの装置の模式図である。
【発明を実施するための形態】
【0038】
さて、以下、この発明の好ましい実施例を示す添付図面を参照しながら、この発明についてさらに詳しく説明する。しかし、この発明は、多くの異なる形態で実施することができ、ここに述べる実施例に限定して解釈されるわけではない。むしろ、これらの図示する実施例は、一貫して完全であり、当業者に対してこの発明の考え方を充分に伝えるであろう。
【0039】
この発明は、たとえば、図15に示す装置に用いる連続的なサポート部材を供給する。不織のサポート部材は、今までの織りサポート部材に代わる物として機能し、その上に製造する不織製品に必要な織りの感じ(テクスチャー、模様)、手触りおよびバルクを与える。この発明のサポート部材は、不織製品の製造に関係する製造時間および製造コストを低減するであろう。
【0040】
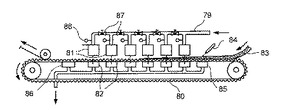
図15は、この発明によるサポート部材を用いることにより、不織布を連続的に製造する装置を示している。図15の装置は、この発明による地形的(あるいは凹凸付けする)サポート部材として実際に働くコンベヤベルト80を備える。そのベルトは、その分野で良く知られた間隔をあけて配置した一対のローラの周りを、反時計回りに連続的に動く。ベルト80の周りには、複数のオリフィスのパイプあるいはグループにつながる流体噴出マニホールド79がある。各グループは、1または2以上の非常に微細な径のオリフィス、たとえばそれぞれが約0.007インチ(つまり、0.18mm)で1インチ(つまり、25.4mm)当たり30のそのようなオリフィスを備える。水は、予め定めた圧力でオリフィスのグループ81に供給され、非常に微細な実質的に円柱状の逸れのない流れあるいは噴射になってオリフィスから吐出する。マニホールドには、プレッシャゲージ87があり、それによってオリフィスのパイプあるいはグループのそれぞれの流体圧を調節する。各オリフィスのパイプあるいはグループのすぐ下にサクションボックス182があり、過剰な水を取り除き、領域を不都合な浸水から守る。この発明の不織製品に形作る繊維ウェブ83を、地形的(あるいは凹凸付けする)サポート部材のコンベヤベルト(この発明)に供給する。適切なノズル84を通して繊維状ウェブの上に水をスプレーし、入ってくるウェブ83を予め湿らせ、流体吐出マニホールドの下を通るように制御することを助ける。この水ノズルの下に、サクションスロット85が位置し、余分な水を取り除く。繊維状ウェブは、流体吐出マニホールドの下を反時計回りに通り過ぎる。特定のグループのオリフィスにおける圧力は、他のグループのオリフィスにおける圧力とは独立している。しかし、一般的に、スプレーノズル84に最も近接するオリフィスグループ81は、他と比べて低圧、たとえば100psi(psiはpound per square inchを意味し、100psiは7kg/cm2に相当する)。このことにより、入ってくるウェブをサポート部材の面上に据えることを助ける。ウェブが図15において反時計方向に通るとき、オリフィスグループ81が生じる圧力は通常大きくなる。オリフィスグループ81について、隣のものよりも時計方向における後のものの圧力を高圧にすることは必ずしも必要としない。たとえば、2または3以上の近接するオリフィスグループ81を同じ圧力にし、その後に続くオリフィスグループ81(反時計方向)を異なる圧力にすることができる。ごく一般的には、ウェブを取り外すコンベヤベルトの端部の作動圧力は、ウェブをコンベヤベルトに最初に供給する作動圧力よりも高い。図15には6つのオリフィスグループ81を示すが、この数は重要ではなく、ウェブの重量、用いる速度、圧力、各グループの穴列の数などによって、オリフィスグループ81の数は定まる。流体吐出マニホールドとサクションマニホールドとの間を通った後、成形された不織布は、追加的なサクションスロット86上を通って余分な水を取り除く。オリフィスグループ81の下部の面から繊維状ウェブ83の上部の面までの距離は、一般的に、約0.5インチ(つまり、約1.3cm)〜約2.0インチ(つまり、約5.1cm)の範囲であり、好ましくは、約0.75インチ(つまり、約1.9cm)〜約1.0インチ(つまり、約2.5cm)の範囲が良い。ウェブがマニホールドに接触するような近くに置くことができないことは明らかである。他方、オリフィスグループ81の下部の面から繊維状ウェブ83の上部の面までの距離を過剰に大きくすると、流体の流れがエネルギーをロスし、処理効果が小さくなってしまう。
【0041】
この発明のサポート部材を用いることにより不織の布を製造する好適な装置を、図16が模式的に示す。この装置において、地形的(あるいは凹凸付けする)サポート部材は、回転ドラムスリーブ91である。ドラムスリーブ91の内側のドラムは、反時計方向に回転する。ドラムスリーブ91の外側の面には、必要とする凹凸のサポート形状がある。ドラムの周囲の一部にマニホールド89が配置されており、マニホールド89に複数のオリフィスストリップ92がつながる。オリフィスストリップ92は、湾曲したプレートの外側の面に位置する繊維状ウェブ93に対し、水あるいは他の流体を当てるためのものである。各オリフィスストリップには、非常に微細な穴、あるいはすでに述べたタイプの開口の1列あるいは2以上の列がある。一般的に、開口の呼び径は、たとえば約0.005〜0.01インチ(つまり、約0.013cm〜0.025cm)である。目的に適うなら、他の大きさ、形および配列を用いることができるのは明らかである。また、それらは、たとえば1インチ(つまり、2.54cm)当たり50あるいは60の穴、または必要な場合にはそれ以上の多くの穴である。水や他の流体が、各列のオリフィスを通して向かう。一般的には、すでに述べたように、各オリフィスグループの圧力は、その内側を繊維状ウェブが通る最初のグループから最後のグループへと増大する。適当な制御弁97によって、圧力の制御を行い、プレッシャゲージ98が監視する。ドラムは集水孔94につながり、その集水孔は真空に引かれ、水を取り除いてその領域が水浸しにならないようにする。作動するとき、繊維状ウェブ93は、図16に示すように、凹凸のあるサポート部材の上部面に置かれた後で、水吐出マニホールドに達する。繊維状ウェブは、オリフィスストリップの下を通り、不織製品へと形作られる。成形された布は、その後、装置95の部分95の上を通るが、その部分95にはオリフィスストリップはないが、連続的に真空が引かれている。脱水された後、布はドラムから取り除かれ、一連の乾燥筒96の周りを通り乾燥される。
【0042】
さて、サポート部材、ベルトあるいはスリーブの構造に目を向けよう。サポート部材は、貫通空所によって模様付けあるいは凹凸付けがなされている。貫通空所は、他のものもあるが、幾何学的特徴を含み、その特徴は、たとえば、サポート部材、ベルト、あるいはスリーブ上で製造するとき、不織製品あるいはウェブに対し、増大した地形およびバルクを与える。このサポート部材の他の利点は、ウェブの取外しが容易であること、汚れに対する耐性が向上すること、および繊維の取残しが減少することである。さらにまた、他の利点は、今までの織り機という束縛およびその必要性を避けることができることである。というのは、貫通する空所が必要な位置あるいはパターンの中に置かれているからである。また、サポート部材の一面あるいは両面にテクスチャーをもたせることができる。そのようなテクスチャーを得るには、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いることができる。
【0043】
用語「貫通空所」については、用語「貫通穴」と同じ意味と理解することができる。それは、ベルトあるいはスリーブなどのサポート部材を完全に貫通する開口を意味する。ここで言うサポート部材は、限定するわけではないが、ベルトあるいはコンベヤなどの工業用の布、および特に不織の製造に用いるスリーブあるいは円筒形ベルトを含む。先に述べたように、布および布構造物という用語を用いて、好適な実施例を説明している。しかし、布、ベルト、コンベヤ、スリーブ、サポート部材、および布構造物は、この発明の構造物を説明する上で交換可能に用いる。
【0044】
図1は、この発明の工業用布、ベルトあるいはスリーブ10の斜視図である。その布、ベルトあるいはスリーブ10は、内側の面12と外側の面14とを備える。そして、それは、たとえば工業用ストラップ材などのストリップ状の高分子材料16を、複数が重なり互いに隣接するように回転するようらせん状に巻くことによって形作る。ストリップ材16は、その布、ベルトあるいはスリーブ10を構成するらせん形に基づいて、布、ベルトあるいはスリーブ10の周囲に実質的に長さ方向にらせん巻きする。
【0045】
布、ベルトあるいはスリーブ10を製造するための典型的な方法を図2に示す。装置20は、第1の処理ロール22および第2の処理ロール24を含み、それらの各ロールはその縦軸の回りを回転可能である。第1の処理ロール22および第2の処理ロール24は、互いに平行であり、ある距離だけ離れている。その距離は、その回りの長さを測るとき、そこに製造すべき布、ベルトあるいはスリーブ10の全長を定めるものである。第1の処理ロール22の側部に供給リール(図示しない)が備わっている。その供給リールは、軸回りに支持され、処理ロール22,24に対し平行かつ取り外し可能になっている。供給リールは、たとえば10mmあるいはそれ以上の幅のストリップ材16をリール巻きして供給することができる。供給リールは、はじめには、たとえば第1処理ロール22の左手に位置し、その後、所定の速度で右側あるいは他方の側へと連続的に位置を変える。
【0046】
布、ベルトあるいはスリーブ10を製造するため、ストリップ状の高分子材料16の最初の部分を、第1の処理ロール22からぴんと張った状態で第2の処理ロール24へと向かわせ、第2の処理ロール24を回り、第1の処理ロール22へと戻り、閉じたらせん26からなる第1のコイルを形成する。閉じたらせん26からなる第1のコイルを閉じるため、ストリップ状の高分子材料16の最初の部分を端部28で第1のコイルの端に接合する。次に述べるように、ストリップ材16のらせん巻きの隣接する回転(巻き)同士は、機械的および/あるいは接着手段によって互いに接合する。
【0047】
したがって、閉じたらせん26からなる引き続くコイルは、ストリップ材16を第1の処理ロール22に供給しつつ、図2の矢が示すように、第1の処理ロール22および第2の処理ロール24を共通の方向に回転させることによって製造する。同時に、第1の処理ロール22上に新しく巻かれるストリップ材16は、第1の処理ロール22および第2の処理ロール24上にすでにあるものと連続的に接合する。その接合は、たとえば、機械的および/あるいは接着手段またはその他の適切な手段により行い、それにより、閉じたらせん26からなる追加のコイルを製造する。
【0048】
このプロセスあるいは処理は、第1の処理ロール22あるいは第2の処理ロール24に沿って軸方向に測るとき、閉じたらせん26が求める幅に達するまで続ける。達したその時点で、第1の処理ロール22および第2の処理ロール24上にまだ巻かれていないストリップ材16は切断し、それによって製造した閉じたらせん26を第1の処理ロール22および第2の処理ロール24から取り外し、この発明の布、ベルトあるいはスリーブ10を得る。
【0049】
ここでは2つのロールの組立てを述べているが、単一のロールあるいはマンドレルの表面にストリップを巻き、この発明の布、ベルトあるいはスリーブを形作ることができるのは明らかである。ロールあるいはマンドレルの大きさは、製造すべき布、ベルトあるいはスリーブの必要な大きさに基づいて適正に選択されるべきである。
【0050】
布、ベルトあるいはスリーブ10を製造するためのこの方法は、きわめて融通性があり、縦方向および横方向の大きさがいろいろな不織物および/または工業用布、ベルトあるいはスリーブの製造に適用することができる。すなわち、製造者は、この発明を実施することにより、与えられた不織物製造機械の長さおよび幅の織り布をもはや製造する必要がない。むしろ、製造者は、第1の処理ロール22および第2の処理ロール24を適正な距離だけ離すだけで良く、それにより、布、ベルトあるいはスリーブ10の大体の長さを定め、閉じたらせん26が求める幅に達するまでそうした第1の処理ロール22および第2の処理ロール24上にストリップ材16を巻けば良い。
【0051】
布、ベルトあるいはスリーブ10は、ストリップ状の高分子ストラップ材16をらせん状に巻くことにより製造され、織り布ではないので、布、ベルトあるいはスリーブ10の外側の面12はなめらかで連続的であり、ナックル(knuckle)がない。ナックルは、織りのサポート部材の表面が完全には滑らかにならないようにするものである。しかし、この発明の布、ベルトあるいはスリーブは、その上に製造する不織製品に対し、増大した地形およびバルクを与える幾何学的特徴をもつ。このサポート部材の他の利点は、ウェブの取外しが容易であること、汚れに対する耐性が向上すること、および繊維の取残しが減少することである。さらにまた、他の利点は、今までの織り機という束縛およびその必要性を避けることができることである。というのは、貫通する空所が必要な位置あるいはパターンの中に置かれているからである。また、布、ベルトあるいはスリーブの一面あるいは両面にテクスチャーをもたせることができる。そのようなテクスチャーを得るには、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いることができる。あるいはまた、布、ベルトあるいはスリーブの一面あるいは両面を滑らかにすることができる。
【0052】
図3(a)〜3(i)ha,この発明の布、ベルトあるいはスリーブの製造に用いるストリップ材のいくつかの実施例の横方向の断面図である。各実施例は、上部面および下部面を含み、それらの面は平ら(平坦)かつ互いに平行であるか、あるいは、特定の用途に適う外形(プロフィール)をもつ。図3(a)に戻ると、この発明の一実施例によれば、ストリップ材16は上部面15、下部面17、第1の平坦側面18および第2の平坦側面19をもつ。上部面15および下部面17は、平ら(平坦)かつ互いに平行であり、そして、第1の平坦側面18および第2の平坦側面19は平行な方向に傾斜している。それにより、らせん巻きする各ストリップ材16の第1の平坦側面18がすぐに続く巻きの第2の平坦側面19にぴったりと接触する。ストリップ材16の各巻きは、それに隣接する巻きに対し、それぞれの第1および第2の平坦側面18,19がたとえば接着剤によって互いに接合する。その接着剤としては、たとえば、熱活性(熱硬化)、室温硬化(RTC)あるいは熱溶融接着剤を用いることができ、さらには、他の適正な手段によって接合することができる。
【0053】
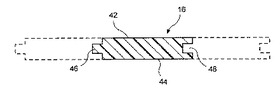
図3(b)において、ストリップ材16は、らせん状に形成した布、ベルトあるいはスリーブにおける、隣接するストリップ材16を機械的な組合いによって連結することができる断面構造をもつ。隣接するストリップ材16は、大きさおよび/あるいはプロフィールを同じにするか、あるいは異ならせることができるが、図3(b)に示すように、それぞれが組合い(ロック)位置をもつ。機械的な組合い構造の他の例を、個々のストリップ材16の断面を図3(c)〜3(g)に示す。各例において、ストリップ材16の一方の側を隣接するストリップ材16の他方の側に機械的に組合せあるいは連結するようにしている。たとえば、図3(g)に示す実施例を見ると、ストリップ材16は、上部面42、下部面44、一方側の凸部46、および他方側の対応する溝48をもつ。凸部46は溝48の大きさに対応する大きさであり、それにより、らせん巻きの各ストリップ16の凸部46がすぐ後に続く巻きの溝48の中にかみ合う。ストリップ材16の各巻きは、凸部46を溝48の中に固定することにより、隣り合う巻きと結合する。上部面42および下部面44は、平ら(平坦)かつ互いに平行であるか、あるいは、用途に応じて非平面状かつ非平行であるか、または、図3(f)に示すように、幅方向に凸状あるいは凹状に丸くなっている。同様に、ストリップの一方の側部は、凸の柱状あるいは同じ曲率半径の凹状である。
【0054】
図3(h)は、この発明の他の実施例を示す。
【0055】
対立する半球あるいは上述したプロフィールを伴う押出し成形によるストリップ材をもつことに加え、他のいろいろな形を押出し成形し、あるいは長方形の押出し品を機械加工することにより、盛り上がったレールの相手になる端部をもたせることができる。レールは、機械的および/または接着手段によって結合することを助ける。この発明の典型的な実施例によるそのような一つの構造を図3(i)に示す。あるいはまた、ストリップ材について、相手となり一緒に結合するものが右側および左側にあることは必要ではない。たとえば、図4(a)に示すように、ストリップ材16は、その上面あるいは上側にかみ合い溝をもつ断面とすることができるし、あるいは、ストリップ材16は、図4(b)に示すように、その下面あるいは下側にかみ合い溝をもつことができる。
【0056】
図4(c)は、たとえば、かみ合い(組合い)位置にある図4(a)および4(b)のストリップ材を示す。図4(c)の中の矢印は、たとえば、溝にかみ合わせ2つのストリップを組み合わせるために、各ストリップ材16を動かす方向を示している。図4(d)は、2つのストリップ材16が組み合って一緒に結合した後の状態を示す。この実施例には、ストリップ材を2つだけ示すが、最終的な布、ベルトあるいはスリーブは、一緒にかみ合わせた2つ以上のいくつかのものから形成されることは勿論である。また、らせん巻きの処理におけるストリップ材をかみ合わせることによって、無端のループ形態のシート材を形成することができることも明らかである。また、機械的なかみ合いを示すが、たとえば、熱ボンディング、特には、「クリアウェルド(Clearweld)」と称される処理(URL:www.clearweld.com参照)によって結合を行うことによって、かみ合いあるいは結合の強度を高めることができる。
【0057】
図5(a)は、上側および下側の両方に溝をもつストリップ材16の断面図を示す。図5(b)は、図5(a)に示す断面形状をもつ2つのストリップ材16がいかにかみ合うかについて示す。このようなかみ合った構造によれば、最終製品の上部面および下部面に溝が結果として生じる。
【0058】
図5(c)に示す実施例を見ると、図5(c)は、図5(a)および図4(b)に示す2つのストリップ材16を示す。これによると、下面に溝をもち、上面が平らなシート製品を結果として得る。同様に、上面にみぞをもち、下面が平らな構造にすることもできる。
【0059】
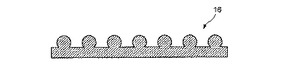
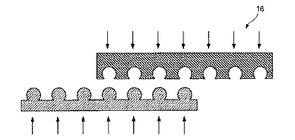
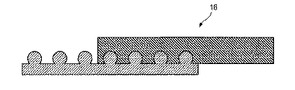
他の例は、ノブ状のかみ合いあるいは「積極的な」ロックをもつストリップ材16から製造した布、ベルトあるいはスリーブである。それによれば、機械的な設計に起因して、より強いかみ合いを得ることができる。その設計は「積極的な」かみ合いであり、ピンとそのピンのためのレセプターが機械的な締め代をもつ。その締め代は、リボンを結合するため、あるいはそれらを分離するためのいずれにもかなりの力を必要とする。図6(a)は、たとえば、個々のリボン状ストリップ材16におけるノブ状のかみ合いの特徴を示す。図6(b)は、反対の形状であり、図6(a)に示す構造のものとかみ合うようになった形の個々のリボン状ストリップ材16におけるノブ状のかみ合いの特徴を示す。図6(c)は、かみ合い位置にある図6(a)および6(b)の個々のリボン状ストリップ材16を示す。ここで留意すべきは、上部および下部のリボンが互い違いに配され、それによって、反対形状の他のストリップ材16に適応させている点である。最後に、図6(d)は、これらの同じストリップを押してかみ合い構造を形成したものを示す。最終的な布、ベルトあるいはスリーブを形作るためには、このようなリボン状ストリップ材のいくつかのものをかみ合わせる。
【0060】
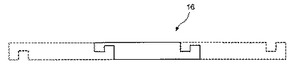
他の典型的な実施例は、たとえば、図7(a)に示すように、上側および下側の両方に溝をもつストリップ材16から形成した布、ベルトあるいはスリーブである。これらの2つのリボン状ストリップ材16は、図7(b)に示すように、積極的なかみ合いを形成するように結合するようになっている。ここで留意すべきは、上面および下面の両方がそれぞれの面に溝を保持している点である。また、図7(a)および7(b)を見ると、3つのストリップを組み合わせることにより、3層の構造を得ることができることは明らかであり、また、2つのストリップを用いるとしても、上部のストリップにおける溝の形状を下側のものと異ならせることができる。同様に、下側のストリップにおける溝の形状を、どちらかの側と同じにするか、あるいは異ならせることができる。先に述べたように、ここに述べた実施例は、リボンあるいはストリップをらせん状に巻いた単一の層に対するものであるが、2層あるいは3層以上のベルトを形成するいろいろな幾何学的配列を伴うストリップを用いることにも利点がある。したがって、典型的な実施例の一つのベルトは、2層あるいは3層以上であり、それらの層を機械的にかみ合わせることにより構成している。各層は、反対の方向にあるいはMD方向に傾斜するようにらせん状に巻き、追加的な強度を得る。
【0061】
例を示すと、図7(c)は、溝をもつ下面と平らな上面とを結果として生じるかみ合い構造を示し、それに対し、図7(d)は、平らな下面と溝をもつ上面とを結果として生じるかみ合い構造を示す。
【0062】
当業者にとって明らかなことであるが、上述したように、積極的なかみ合いにするために、いろいろな形状が考えられる。たとえば、すでに述べたいくつかの実施例では、丸いノブ状の凸部と丸いレセプターとに焦点を当てている。しかし、同じ効果を得るために、たとえば台形のような他の形状を用いることもできる。そのような形の積極的なかみ合いについての一例を図8(a)に示す。あるいはまた、形をミックスさせることにより、積極的なかみ合いを得ることができる。ミックスさせた形の一例を図8(b)および8(c)に示す。
【0063】
上の実施例に述べたように、隣接するストリップ材の間に形成した機械的なかみ合いは、らせん巻きのベース布を作るのを容易にする。なぜなら、そのようなロックがなければ、らせん巻きの布を作る処理の際、隣接するストリップ材があっちこっちと動き離れてしまう可能性があるからである。隣接するらせん一巻き同士を機械的にかみ合わせることによって、それらの隣接するものがあっちこっちと動き離れることを防ぐことができる。さらに、結合強度を得るために、機械的なロックによる強度にのみ頼るのではなく、布の機械的なロック域に熱的な溶着をも形成することができる。これを達成する場合、この発明の一実施例によれば、オス/メスのロックをするに先立って、近赤外あるいは赤外、またはレーザを吸収する染料を設置し、その後に機械的なロックに対し、近赤外あるいは赤外、またはレーザソースを当て、機械的なロック領域の外の材料を溶融することなく、機械的なロック部分を熱溶着する。
【0064】
上の実施例に述べたストリップ材は、当業者に知られた高分子樹脂材料から押出し成形することができる。その樹脂材料として、たとえば、ポリエステル、ポリアミド、ポリウレタン、ポリエーテルエーテルケトン(PEEK)などの樹脂がある。工業用ストラップは単一軸配列のベース材料として魅力的であり、その引張応力は2軸配列材料(フィルム)の少なくとも2倍であり、押出し材料(成形品)の10倍に達する。しかし、他の適切な材料を用いることができる。すなわち、単一軸配列の構造によるものの厚さは、2軸配列材料(フィルム)のものの半分以下、押出し材料(成形品)のものの1/10以下の厚さを要求されるだけである。この特徴を図9が示しており、決まった幅に対し、特定の力およびひずみを得るようにした部分品についての結果を示す。これを得る上で用いた式は、次の式1に示すとおり、応力(力)とひずみとの関係である。
【0065】
[式1]
力 = (引張応力xひずみ)
(幅x厚さ)
【0066】
この実例において、力(あるいは荷重)は幅およびひずみと一緒に一定に保った。式1は、必要な厚さが材料の引張応力に反比例することを示す。この式1は、不織製品の製造機械布を寸法的安定性をねらって設計する際の問題を表現している。すなわち、製造機械布は、荷重が分かり、最大ひずみが分かり、機械の幅が一定である。その結果は、使用する材料の引張応力に応じて必要とされる部分の最終的な厚さによって示される。明らかなことであるが、ストラップあるいはリボンのような単一軸材料は、図9から分かるように、フィルムや成形高分子に比べて大きな利点がある。しかし、この発明のサポート部材、ベルトあるいはスリーブは、単一軸あるいは2軸に配列したストラップに限定されない。この発明を実施する際、それらの一方、あるいは両方の配列を用いるからである。
【0067】
ストラップは、通常、長方形断面をもつ製品として連続した長さをもって供給される。それは、丈夫で用途が広く、通常、取扱い特性に優れた未処理のポリエステルストリップである。そこで、多くの工業分野に適している。先に指摘したように、それは機械的な強度および寸法的な安定性にすぐれ、通常の状況では、経年的にもろくなることがない。ストラップは、湿気およびたいていの化学薬品に対する耐性があり、70℃〜150℃あるいはそれ以上の温度に耐えることができる。この発明で用いるストラップの典型的な断面寸法は、たとえば、厚さが0.30mm(あるいは、それ以上)で幅が10mm(あるいは、それ以上)である。ストラップをらせん状に巻くが、一緒に保持すべきかみ合いがない隣接の巻きを何らかの手段で溶接あるいは結合することが必要であはる。そのような場合、レーザ溶接あるいは超音波溶接を用いることにより、隣接するリボンあるいはストリップ材を固定あるいは溶接して横方向(「CD」)の強度などの特性を向上させることができ、しかもまた、隣り合うストリップ材が分離するおそれを低減することができる。
【0068】
単一軸ストラップが最大のMD引張応力をもつことが判明しているが、引張応力以外の特性もまた重要である。たとえば、スラップ材のためのMD引張応力が大きすぎると、最終構造のひび割れや曲げ疲労耐性を容認しがたい。あるいはまた、最終構造のCD特性もまた重要である。たとえば、PET材料および同じ厚さのストリップ材に言及すると、非配列のストリップの典型的なMD引張応力は約3GPaで強度は約50MPaである。他方、2軸配列のストリップのMD引張応力は約4.7GPaで強度は約170MPaである。単一軸ストラップの処理についてMD引張応力を6〜10GPaの間に、しかも、強度を250MPaと等しいかあるいはそれよりも大きくするように加減すると、ストリップのCD強度が約100MPaに近づくことが分かった。さらに、その材料は壊れにくく、すなわち、曲げを繰り返しても割れないし、ストリップを結合するとき処理が良好である。ストリップ間の接着もまた、製造機械上で用いる際、分離に耐える。
【0069】
この発明の一実施例において、隣接するストリップ同士を保持する一つの方法は、隣接するストリップに横の圧力を加えて端と端とを互いに接触させつつ、それら隣接するストリップの端と端とを超音波で溶接する方法である。たとえば、溶接装置の一方の部分で一方のストリップ(好ましくは、すでにらせんに巻いたもの)を支持ロールの下方に保持し、そしてまた、溶接装置の他方の部分で他方のストリップ(好ましくは、巻いてないもの)を下方に保持したストリップに対して押し上げる。この端と端との溶接について、たとえば、図11(a)に示す。
【0070】
超音波ギャップ溶接を適用すると、結果として特に強い結合を生じる。対照してみると、時間モードあるいはエネルギーモードのいずれかによる超音波溶接(これもまた、一般的な超音波溶接として知られている)は、壊れやすいと言うことができるような結合を生じる。したがって、一般的に知られる超音波溶接と比較して、超音波ギャップ溶接によって形成する結合の方が好ましいと言うことができる。
【0071】
この発明の一実施例において、隣接するストリップを保持するための他の典型的な方法は、隣接するストリップ16,16の端部34,36に接着剤30を付け、それらを図10(a)〜10(d)に示すように接合する方法である。留意すべきは、充填材料を用いることにより、ストリップ同士が互いに接触しないギャップあるいは部分を充填することである。
【0072】
この発明の一実施例において、隣接するストリップ材あるいは機能的ストリップを保持するための別の方法は、ストリップ材と同じベース材からなる「溶接ストリップ」を用いる方法である。この溶接ストリップは、たとえば、図11(b)の中にストリップ材の上および下に薄い材料として表現されている。そのような配列において、溶接ストリップは、溶接材料として、ストリップ材が図11(a)に示す端部対端部の溶接に依存しないような組立て構造を得るような溶接を提供する。しかし、溶接ストリップを用いることにより、端部対端部の溶接は、必要でもなく、好まれもしない。溶接ストリップを用いることにより、「サンドイッチ」あるいはラミネートタイプの構造が形成され、そこには、図11(b)に示すように、溶接ストリップの水平面に溶接したストリップ材の水平面を溶接した構造を伴う。ここで留意すべきは、溶接ストリップをストリップ材の上および下の両方に配置しなければならないことはなく、溶接ストリップをストリップ材の上あるいは下のいずれかに配置すれば良い、ということである。一つの実施形態によると、溶接ストリップをストリップ材の上および/あるいは下に配置しつつ、溶接ストリップをサンドイッチ構造の中央部分に位置させることもできる。さらに、溶接ストリップをストリップ材より薄く、そして、ストリップ材と同じ幅で示しているが、それは単なる例示にすぎない。溶接ストリップをストリップ材よりも充分に狭くあるいは広くすることができるし、ストリップ材と同じ厚さあるいはむしろ厚くすることができる。また、溶接ストリップは、もっぱら溶接ストリップとして特別な材料にするよりも、ストリップ材の片割れの部品とすることができる。さらにまた、溶接ストリップの一面に接着剤を塗布することにより、溶接作業のとき、溶接ストリップを正しい位置に保持することを助けることができる。しかし、そのような接着剤を用いるとき、接着剤を溶接ストリップの全面よりも部分的に塗布する方が良い。なぜなら、部分的な塗布によって、ストリップ材と溶接ストリップとの間の同様材料(たとえば、ポリエステル対ポリエステル)が超音波あるいはレーザ溶接による強い溶接を助長するからである。
【0073】
溶接ストリップを非配列の押出し成形高分子で作るとき、その溶接ストリップをストリップ材よりもずっと薄くするのが好ましい。なぜなら、非配列の押出しによる溶接ストリップは、最終的な構造の寸法的な安定性を維持しにくいからである。その点、この中で先に示したとおりである。しかし、溶接ストリップを配列した高分子で作るときには、ストリップ材と組み合わせる溶接ストリップをできるだけ薄くするのが好ましい。先に述べたように、溶接ストリップは、ストリップ材とは別の部品にすることができる。しかし、そうした場合、個々の材料の厚さについて、サンドイッチあるいはラミネートの全体の厚さが最小になるように選択するのが好ましい。これも先に述べたように、溶接ストリップに接着剤を塗布し、もっと先の処理に際し構造を保持するようにすることができる。一つの実施形態において、接着剤を塗布した溶接ストリップを用いることにより、たとえば、穴あけ工程に直接向かう構造を作り出している。その穴あけ工程は、超音波接合なしのレーザによる穴あけ工程であり、レーザによる穴あけあるいはせん孔によって、サンドイッチ構造を保持することができるスポット溶接を生じる。
【0074】
この発明の一実施例において、隣接するストリップ材同士を保持するさらに別の方法は、レーザ溶接技術によって隣接ストリップを溶接する方法である。
【0075】
図14は、この発明の一つの実施形態によって、レーザ溶接処理に用いる典型的な装置320を示す。この処理において、図14に示す布、ベルトあるいはスリーブ322は、その最終的な布、ベルトあるいはスリーブの全体長の短い一部であると理解されたい。布、ベルトあるいはスリーブ322は無端(エンドレス)であり、図には示さないが、当業者には良く知られているように、実際は一対のロール周りに支持されている。そのような配列の中で、装置320は、2つのロール間の布322の2面の一方、最も好都合には上部の面に配置されている。無端であろうがなかろうが、布322は、処理の間、妥当な程度の張力をかけておくのが好ましい。さらに、自重による垂下を防ぐために、布322が装置320を通って動くとき、布322を下から水平に支えることができる。
【0076】
さて、図14をさらに詳しく見ると、この発明の方法を実行するとき、布322は装置320を通して上方に動くように示されている。溶接処理に用いるレーザヘッドは、布がMDあるいは「Y」方向に動くのに対し、布をCDあるいは横の「X」方向に横切っていく。また、機械的に固定したレーザ溶接ヘッドに対し、布を3次元に動かすようにシステムを構成することも可能である。
【0077】
超音波溶接に対してレーザ溶接の有利な点は、超音波溶接の先端速度が約10m/分であるのに対し、レーザ溶接は100m/分の範囲の速度で達成することができることである。また、ストリップの端部に光吸収性の染料あるいはインクを加えると、レーザの熱的作用の集中を助けることができる。吸収材料は、黒インク、あるいは人の目には見えない近赤外染料であり、たとえば、「クリアウェルド(Clearweld)」(URL:www.clearweld.com参照)として入手可能なものがある。
【0078】
最終的な布、ベルトおよびスリーブを作り、その布、ベルトおよびスリーブにおける隣接ストリップを何らかの方法で溶接あるいは接合した後、布の一方側から他方側へと流体(空気および/または水)を通す穴あるいは孔をレーザ穴あけなどによって設けることができる。留意すべきは、布の一方側から他方側へと流体を通すこれらの貫通穴あるいは孔については、らせん巻きおよび接合処理の前あるいは後のいずれにも形成することができる。そのような穴あるいは孔は、レーザによる穴あけ、あるいはその他の適切な穴/孔形成処理によって行うことができ、ねらいとする用途に応じた大きさ、形状、形態および/またはパターン(模様)とすることができる。典型的な実施例を図13に示す。図13は、この発明の布80の横断面、つまり横方向の断面図であり、ストリップ材82の全長にわたり、空気および/または水を通すための多数の穴84が設けられている。
【0079】
この発明の布は、先に述べたように、エアレイド、メルトブローン、スパンボンド、あるいはハイドロエンタングルプロセス(処理)に用いる処理ベルトあるいはスリーブとして用いることができる。発明の布、ベルトあるいはスリーブは、ストリップ材を用いて形成した基材の上あるいは下に1あるいは2以上の付加的な層を含むことができる。付加的な層は、単に機能性を与えるものであり、補強するものではない。たとえば、MD糸配列をベルトあるいはスリーブの裏側にラミネートし、空所を作り出すことができる。あるいはまた、1あるいは2以上の層をストラップの2層間に設けることができる。付加的な層については、織りあるいは不織の材料、MDあるいはCD糸配列、布の幅よりも狭い幅の織り材料によるらせん巻きストリップ、繊維性ウェブ、フィルム、あるいはそれらの組合せを用いることができ、当業者に知られた適切な技術を用いて基材に取り付けることができる。ニードルパンチ、熱接合や化学接合などがその例である。この発明の布、ベルトあるいはスリーブは、また、いずれかの側に機能性の被膜を設けることができる。この発明の布、ベルトあるいはスリーブ上のテクスチャーについては、その機能性の被膜を設ける前、あるいは後に作り出すことができる。上述したように、布、ベルトあるいはスリーブ上のテクスチャーは、たとえば、サンド加工、彫り、エンボス加工あるいはエッチングなどの公知の方法を用いて製造することができる。
【0080】
この発明の好ましい実施例およびそれらの変形例について詳しく説明したが、この発明は、それらの実施例や変形例に限定されるわけではない。当業者は、他の変形や修正をすることができるが、それらの変化はこの発明の考え方を示すクレームの内容を越えることはない。
【符号の説明】
【0081】
10 布、ベルトあるいはスリーブ
12 内側の面
14 外側の面
15 上部面
16 ストリップ材
17 下部面
18,19 側面
20 製造装置
22,24 ロール
26 らせん
30 接着剤
34,36 端部
42 上部面
44 下部面
46 凸部
48 溝
【特許請求の範囲】
【請求項1】
不織製品の製造に用いるベルトあるいはスリーブであり、前記ベルトあるいはスリーブが、
1あるいは2以上のらせん巻きの高分子材料からなるストリップを備え、その1あるいは2以上の高分子材料からなるストリップが工業用ストラップあるいはリボン材料である、不織製品製造用ベルトあるいはスリーブ。
【請求項2】
前記ベルトあるいはスリーブは、エアレイド、メルトブローン、スパンボンド、あるいはハイドロエンタングルのプロセスで用いる、請求項1のベルトあるいはスリーブ。
【請求項3】
前記工業用ストラップあるいはリボン材料は、厚さが0.30mm以上であって、幅が10mm以上である、請求項1のベルトあるいはスリーブ。
【請求項4】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性あるいは不透過性である、請求項1のベルトあるいはスリーブ。
【請求項5】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性であり、しかも、前記ベルトあるいはスリーブに機械的あるいは熱的な手段を用いて形成した貫通空所あるいは穴がある、請求項4のベルトあるいはスリーブ。
【請求項6】
前記貫通空所あるいは穴は、所定の大きさ、形状あるいは配列をもつ、請求項5のベルトあるいはスリーブ。
【請求項7】
前記貫通空所あるいは穴は、開口の呼び径が0.005〜0.01インチ(つまり、0.013cm〜0.025cm)の範囲である、請求項6のベルトあるいはスリーブ。
【請求項8】
織りあるいは不織の材料、MDあるいはCD糸配列、ベルトあるいはスリーブの幅よりも狭い幅の織り材料によるらせん巻きストリップ、繊維性ウェブ、フィルム、あるいはそれらの組合せからなる、1あるいは2以上の層をさらに含む、請求項1のベルトあるいはスリーブ。
【請求項9】
高分子材料からなる隣接するストリップは、機械的にかみ合っている、請求項1のベルトあるいはスリーブ。
【請求項10】
一方の面あるいは両方の面にテクスチャーをもつ、請求項1のベルトあるいはスリーブ。
【請求項11】
前記テクスチャーは、サンド加工、彫り、エンボス加工あるいはエッチングによるものである、請求項10のベルトあるいはスリーブ。
【請求項12】
前記ベルトあるいはスリーブは、一方の面あるいは両方の面が滑らかである、請求項1のベルトあるいはスリーブ。
【請求項13】
前記ベルトあるいはスリーブは、互いに反対方向にあるいはMD方向に傾斜するようにらせん状に巻いたストラップ材からなる少なくとも2層を備える、請求項1のベルトあるいはスリーブ。
【請求項14】
前記ベルトあるいはスリーブの一方の面あるいは両方の面に機能性の被膜をさらに備える、請求項1のベルトあるいはスリーブ。
【請求項15】
前記1あるいは2以上の層は、前記ベルトあるいはスリーブの一方の面あるいは両方の面に、またはストラップの2層の間に、配置されている、請求項8のベルトあるいはスリーブ。
【請求項16】
不織製品の製造に用いるベルトあるいはスリーブの製造方法であり、その方法は次の各工程を備える、ベルトあるいはスリーブの製造方法。
・1あるいは2以上のらせん巻きの高分子材料からなるストリップであり、その1あるいは2以上の高分子材料からなるストリップが工業用ストラップあるいはリボン材料であるものを、複数のロール周りにらせん状に巻く工程。
・所定の技術を用いて隣接するストリップ材の端部を接合する工程。
【請求項17】
前記所定の技術は、レーザ、赤外あるいは超音波による溶接である、請求項16の方法。
【請求項18】
前記工業用ストラップあるいはリボン材料は、厚さが0.30mm以上であって、幅が10mm以上である、請求項16の方法。
【請求項19】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性あるいは不透過性である、請求項16の方法。
【請求項20】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性であり、しかも、前記ベルトあるいはスリーブに機械的あるいは熱的な手段を用いて形成した貫通空所あるいは穴がある、請求項19の方法。
【請求項21】
前記貫通空所あるいは穴は、所定の大きさ、形状あるいは配列をもつ、請求項20の方法。
【請求項22】
前記貫通空所あるいは穴は、開口の呼び径が0.005〜0.01インチ(つまり、0.013cm〜0.025cm)の範囲である、請求項21の方法。
【請求項23】
前記ベルトあるいはスリーブの上面あるいは下面に1あるいは2以上の層を付ける工程をさらに備え、その1あるいは2以上の層が、織りあるいは不織の材料、MDあるいはCD糸配列、ベルトあるいはスリーブの幅よりも狭い幅の織り材料によるらせん巻きストリップ、繊維性ウェブ、フィルム、あるいはそれらの組合せからなる、請求項16の方法。
【請求項24】
高分子材料からなる隣接するストリップは、機械的にかみ合っている、請求項16の方法。
【請求項25】
前記ベルトあるいはスリーブは、一方の面あるいは両方の面にテクスチャーをもつ、請求項16の方法。
【請求項26】
前記テクスチャーは、サンド加工、彫り、エンボス加工あるいはエッチングによるものである、請求項25の方法。
【請求項27】
前記ベルトあるいはスリーブは、一方の面あるいは両方の面が滑らかである、請求項16の方法。
【請求項28】
前記ベルトあるいはスリーブは、互いに反対方向にあるいはMD方向に傾斜するようにらせん状に巻いたストラップ材からなる少なくとも2層を備える、請求項16の方法。
【請求項29】
前記ベルトあるいはスリーブの一方の面あるいは両方の面に、機能性の被膜を形成する工程をさらに備える、請求項16の方法。
【請求項30】
前記1あるいは2以上の層は、前記ベルトあるいはスリーブの一方の面あるいは両方の面に、またはストラップの2層の間に、配置されている、請求項23の方法。
【請求項31】
前記機能性の被膜は、その上面にテクスチャーをもつ、請求項14の布、ベルトあるいはスリーブ。
【請求項32】
前記機能性の被膜にテクスチャーを付与する工程をさらに備える、請求項29の方法。
【請求項1】
不織製品の製造に用いるベルトあるいはスリーブであり、前記ベルトあるいはスリーブが、
1あるいは2以上のらせん巻きの高分子材料からなるストリップを備え、その1あるいは2以上の高分子材料からなるストリップが工業用ストラップあるいはリボン材料である、不織製品製造用ベルトあるいはスリーブ。
【請求項2】
前記ベルトあるいはスリーブは、エアレイド、メルトブローン、スパンボンド、あるいはハイドロエンタングルのプロセスで用いる、請求項1のベルトあるいはスリーブ。
【請求項3】
前記工業用ストラップあるいはリボン材料は、厚さが0.30mm以上であって、幅が10mm以上である、請求項1のベルトあるいはスリーブ。
【請求項4】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性あるいは不透過性である、請求項1のベルトあるいはスリーブ。
【請求項5】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性であり、しかも、前記ベルトあるいはスリーブに機械的あるいは熱的な手段を用いて形成した貫通空所あるいは穴がある、請求項4のベルトあるいはスリーブ。
【請求項6】
前記貫通空所あるいは穴は、所定の大きさ、形状あるいは配列をもつ、請求項5のベルトあるいはスリーブ。
【請求項7】
前記貫通空所あるいは穴は、開口の呼び径が0.005〜0.01インチ(つまり、0.013cm〜0.025cm)の範囲である、請求項6のベルトあるいはスリーブ。
【請求項8】
織りあるいは不織の材料、MDあるいはCD糸配列、ベルトあるいはスリーブの幅よりも狭い幅の織り材料によるらせん巻きストリップ、繊維性ウェブ、フィルム、あるいはそれらの組合せからなる、1あるいは2以上の層をさらに含む、請求項1のベルトあるいはスリーブ。
【請求項9】
高分子材料からなる隣接するストリップは、機械的にかみ合っている、請求項1のベルトあるいはスリーブ。
【請求項10】
一方の面あるいは両方の面にテクスチャーをもつ、請求項1のベルトあるいはスリーブ。
【請求項11】
前記テクスチャーは、サンド加工、彫り、エンボス加工あるいはエッチングによるものである、請求項10のベルトあるいはスリーブ。
【請求項12】
前記ベルトあるいはスリーブは、一方の面あるいは両方の面が滑らかである、請求項1のベルトあるいはスリーブ。
【請求項13】
前記ベルトあるいはスリーブは、互いに反対方向にあるいはMD方向に傾斜するようにらせん状に巻いたストラップ材からなる少なくとも2層を備える、請求項1のベルトあるいはスリーブ。
【請求項14】
前記ベルトあるいはスリーブの一方の面あるいは両方の面に機能性の被膜をさらに備える、請求項1のベルトあるいはスリーブ。
【請求項15】
前記1あるいは2以上の層は、前記ベルトあるいはスリーブの一方の面あるいは両方の面に、またはストラップの2層の間に、配置されている、請求項8のベルトあるいはスリーブ。
【請求項16】
不織製品の製造に用いるベルトあるいはスリーブの製造方法であり、その方法は次の各工程を備える、ベルトあるいはスリーブの製造方法。
・1あるいは2以上のらせん巻きの高分子材料からなるストリップであり、その1あるいは2以上の高分子材料からなるストリップが工業用ストラップあるいはリボン材料であるものを、複数のロール周りにらせん状に巻く工程。
・所定の技術を用いて隣接するストリップ材の端部を接合する工程。
【請求項17】
前記所定の技術は、レーザ、赤外あるいは超音波による溶接である、請求項16の方法。
【請求項18】
前記工業用ストラップあるいはリボン材料は、厚さが0.30mm以上であって、幅が10mm以上である、請求項16の方法。
【請求項19】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性あるいは不透過性である、請求項16の方法。
【請求項20】
前記ベルトあるいはスリーブは、空気および/または水に対して透過性であり、しかも、前記ベルトあるいはスリーブに機械的あるいは熱的な手段を用いて形成した貫通空所あるいは穴がある、請求項19の方法。
【請求項21】
前記貫通空所あるいは穴は、所定の大きさ、形状あるいは配列をもつ、請求項20の方法。
【請求項22】
前記貫通空所あるいは穴は、開口の呼び径が0.005〜0.01インチ(つまり、0.013cm〜0.025cm)の範囲である、請求項21の方法。
【請求項23】
前記ベルトあるいはスリーブの上面あるいは下面に1あるいは2以上の層を付ける工程をさらに備え、その1あるいは2以上の層が、織りあるいは不織の材料、MDあるいはCD糸配列、ベルトあるいはスリーブの幅よりも狭い幅の織り材料によるらせん巻きストリップ、繊維性ウェブ、フィルム、あるいはそれらの組合せからなる、請求項16の方法。
【請求項24】
高分子材料からなる隣接するストリップは、機械的にかみ合っている、請求項16の方法。
【請求項25】
前記ベルトあるいはスリーブは、一方の面あるいは両方の面にテクスチャーをもつ、請求項16の方法。
【請求項26】
前記テクスチャーは、サンド加工、彫り、エンボス加工あるいはエッチングによるものである、請求項25の方法。
【請求項27】
前記ベルトあるいはスリーブは、一方の面あるいは両方の面が滑らかである、請求項16の方法。
【請求項28】
前記ベルトあるいはスリーブは、互いに反対方向にあるいはMD方向に傾斜するようにらせん状に巻いたストラップ材からなる少なくとも2層を備える、請求項16の方法。
【請求項29】
前記ベルトあるいはスリーブの一方の面あるいは両方の面に、機能性の被膜を形成する工程をさらに備える、請求項16の方法。
【請求項30】
前記1あるいは2以上の層は、前記ベルトあるいはスリーブの一方の面あるいは両方の面に、またはストラップの2層の間に、配置されている、請求項23の方法。
【請求項31】
前記機能性の被膜は、その上面にテクスチャーをもつ、請求項14の布、ベルトあるいはスリーブ。
【請求項32】
前記機能性の被膜にテクスチャーを付与する工程をさらに備える、請求項29の方法。
【図1】


【図2】
【図3(a)】
【図3(b)】

【図3(c)】
【図3(d)】
【図3(e)】
【図3(f)】
【図3(g)】
【図3(h)】
【図3(i)】
【図4(a)】
【図4(b)】

【図4(c)】
【図4(d)】
【図5(a)】
【図5(b)】
【図5(c)】
【図6(a)】
【図6(b)】

【図6(c)】
【図6(d)】
【図7(a)】
【図7(b)】
【図7(c)】
【図7(d)】
【図8(a)】
【図8(b)】
【図8(c)】
【図9】
【図10(a)】
【図10(b)】
【図10(c)】

【図10(d)】
【図11(a)】
【図11(b)】
【図12】
【図13】

【図14】
【図15】
【図16】
【図2】
【図3(a)】
【図3(b)】
【図3(c)】
【図3(d)】
【図3(e)】
【図3(f)】
【図3(g)】
【図3(h)】
【図3(i)】
【図4(a)】
【図4(b)】
【図4(c)】
【図4(d)】
【図5(a)】
【図5(b)】
【図5(c)】
【図6(a)】
【図6(b)】
【図6(c)】
【図6(d)】
【図7(a)】
【図7(b)】
【図7(c)】
【図7(d)】
【図8(a)】
【図8(b)】
【図8(c)】
【図9】
【図10(a)】
【図10(b)】
【図10(c)】
【図10(d)】
【図11(a)】
【図11(b)】
【図12】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2012−512334(P2012−512334A)
【公表日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2011−540894(P2011−540894)
【出願日】平成21年12月10日(2009.12.10)
【国際出願番号】PCT/US2009/067514
【国際公開番号】WO2010/068765
【国際公開日】平成22年6月17日(2010.6.17)
【出願人】(597098947)オルバニー インターナショナル コーポレイション (31)
【Fターム(参考)】
【公表日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成21年12月10日(2009.12.10)
【国際出願番号】PCT/US2009/067514
【国際公開番号】WO2010/068765
【国際公開日】平成22年6月17日(2010.6.17)
【出願人】(597098947)オルバニー インターナショナル コーポレイション (31)
【Fターム(参考)】
[ Back to top ]