
ろう付けされた熱交換器
【課題】十分な強度を有するろう付け物品、改善されたろう付け方法を提供する。
【解決手段】本発明は、ステンレス鋼物品をろう付けする方法に関し、以下の諸ステップ:ステップ(i)鉄系ろう材をステンレス鋼の部品に適用すること;ステップ(ii)部品を場合により組み立てること;ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;ステップ(iv)得られるろう付け領域が600HV1未満の平均硬度を有する物品を提供すること、を含む。本発明は、また、ろう付けされたステンレス鋼の物品にも関する。
【解決手段】本発明は、ステンレス鋼物品をろう付けする方法に関し、以下の諸ステップ:ステップ(i)鉄系ろう材をステンレス鋼の部品に適用すること;ステップ(ii)部品を場合により組み立てること;ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;ステップ(iv)得られるろう付け領域が600HV1未満の平均硬度を有する物品を提供すること、を含む。本発明は、また、ろう付けされたステンレス鋼の物品にも関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステンレス鋼の物品(articles of stainless steel)をろう付けする方法に関し、さらにステンレス鋼の物品に関する。
【背景技術】
【0002】
発明の背景
クレバスおよび孔の密閉、および継目のろう付けは、ろう付けされた物品を製造する場合、特に漏れのない流体密封の物品を製造する場合は、重要な要因である。継目、クレバスおよび孔の面積が大きい場合は、密閉および充填の能力はろうにとって重要性を増すが、密閉および充填能力は、ろう付け区域または領域の強度とは必ずしも関連していない。
【発明の概要】
【0003】
したがって、1つの要求は、意図されている目的または用途にとって十分な強度を有する物品を提供することである。ろう付けの種々の方法が開発されており、例えば、ステンレス鋼のろう付けを開示している米国特許第6109505号および米国特許第4516716号に記載されている。
【0004】
本発明にとっての別の要求は、ろう付けされたステンレス鋼の物品を提供することである。
【0005】
別の要求は、大きな孔(pore)、亀裂(crack)、継目(joint)、間隙(gap)、またはクレバス(crevice)を有するステンレス鋼の物品をろう付けする改善された方法を提供することである。
【0006】
本発明
本発明の1つの態様によれば、ステンレス鋼の物品をろう付け(brazing)するまたはソルダリング(soldering)する方法が提供される。これ以後、ろう付け(brazing)を用いるが、この用語は、また、ソルダリングも含むこと、および本発明の材料は、ソルダリング材料(soldering material)およびろう付け材料(brazing material)を含むことを理解すべきである。したがって、ろう付けの方法は:ステップ(i)鉄系ろう材(iron−based brazing filler material)をステンレス鋼の部品(parts of stainless steel)に適用する(apply)こと;ステップ(ii)部品を場合により組み立てること;ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;ステップ(iv)得られるろう付けされた領域(brazed area)が600HV1(Vickers hardness test−Part 1:Test method(ISO6507−1:1997))未満の平均硬度を有する物品を提供すること、およびステップ(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと、を含む。
【0007】
本発明の代替態様によれば、ステンレス鋼の物品をろう付けする方法が提供され、この方法は、76μmを超える大きさの継目、孔、亀裂、間隙、またはクレバスを密閉(seal)または充填(fill)することを含む、代替ステップ(iv)を有する方法を含む。
【0008】
さらに、本発明は、前記方法によって得られるステンレス鋼の物品に関し、そこで得られるろう付けされた領域、継目、孔、亀裂、間隙、またはクレバスは少なくとも110N/mm2の引張り強さを有する。
【0009】
さらに、本発明は、この方法によって得られるステンレス鋼の物品に関し、そこで得られるろう付け領域、継目、孔、亀裂、間隙、またはクレバスは600HV1未満の平均硬度を有する。
【図面の簡単な説明】
【0010】
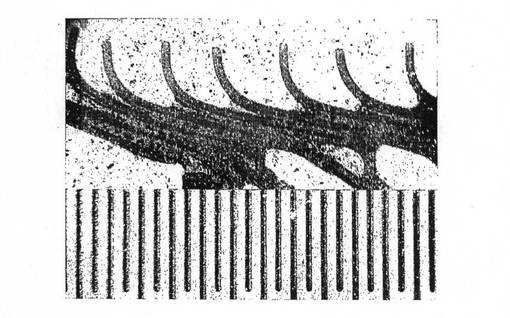
【図1】熱交換器の一部の断面を示す写真である。
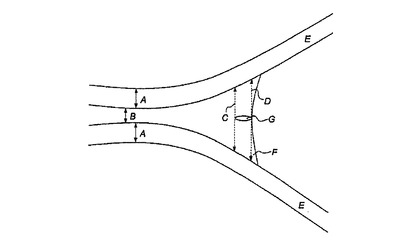
【図2】継目の断面を示す模式図である。
【図3】硬度試験が実行された継目の断面を示す写真である。
【発明を実施するための形態】
【0011】
同一材料の小さな物体および大きな物体で熱膨張係数が同一であっても、大きな物体は全体の膨張がより大きくなるはずである。同一温度において同じ長さを有する2つの物体の中の1つが加熱される場合は、長さの差は、同じ温度差に関して物体の寸法に比例するはずである。これらの事実の両方がより大きなクレバスをもたらし、それをろう材(brazing filler material)が充填することができなければならない。このように、部品の熱膨張が異なり、一様でない適合性(uneven fitness)および大きなクレバスを生じさせる可能性があるので、金属物体の大きな寸法、すなわち、面積、長さ、幅の広さ、厚さなどが、ろう付け継目(brazed joint)またはろう付け領域(brazed area)の正確さに影響を及ぼす。一様でない適合性の他の事例は、組み立てられるべき部品のデザイン、物体をろう付けする場合の動き、または組み立てられるべき部品の製造によって引き起こされる可能性がある。したがって、継目または領域などをろう付けする際の1つの重要な見地は、ろう付けする際の充填および密閉能力である。
【0012】
銅(Cu)は大きなクレバスを密閉する、優れた能力を有する。Cuろう付け物体を使用しない理由の1つは、Cuろうの特性の限界であり、例えば、Cuは様々な種類の腐食問題を誘発する可能性がある。最も明らかな問題は、銅が腐食によって消費されることである。銅が消費されると、物体の機械的強度が減少する可能性があり、物体が漏れ始める場合がある。Cu腐食生成物およびCuイオンが物体中の媒質中に放出されると、物体が設置されている同じ系の別の場所において電気化学的腐食を引き起こす可能性がある。銀ろうは一つの選択肢であるが、銀の価格が高いので、通常、使用されない。
【0013】
クロム(Cr)を含むニッケル(Ni)ろうは、Cuろうより、良好な耐食性を有するが、Niろうはいくつかの不利な点を有する。これらの1つは、例えば、水の用途において使用される場合、ニッケルがニッケルろう付けから放出され得ることである。例えば、水道水におけるニッケルの量は、法律によって制限されている。Ni−イオンは、また、物体が設置されている同じ系の別の場所において電気化学的腐食を引き起こし得る。
【0014】
強度に関する重要な問題は、どのくらい大きなクレバスまたは間隙を、ろう材が充填することができるかということである。クレバスを充填するニッケルろうの能力は、限定されており、ニッケルろう付け材料は、また、大きなクレバス、すなわち、0.076mmを超えるクレバスにおいては、強度を維持できなくなる可能性がある、例えば、ASM Handbook、Volume6、Welding、Brazing and Soldering、第1刷1993/Brazing of stainless steel 911〜913頁、を参照されたい。したがって、大きなNiろう付け物体は、製造するのが非常に難しい。
【0015】
特定の用途に向けた特別なろう金属の選択は、さまざまな要因に依存する。考慮すべき基本的な事項は、温度およびろう付けすべき材料である。いかなるろう付け工程においても、ろう材は、ろう付けされた組立品に要求される特性を付与するのに十分な、高い固相線温度を有していなければならない。この工程は、接合される部品の温度性能に適合するのに十分な、低い液相線温度を必要とする。本発明の一態様によれば、ステンレス鋼のベース材料(base material of stainless steel)を、主としてベース材料と同じ組成を有する合金とろう付けすることによって、ステンレス鋼の物品を製造する方法が提供され、したがって、ベース材料間のまたは複数のベース材料間の合金の、均一な継目をもたらす。ろう付け合金は、主成分として鉄を含み、合金は、鉄系合金または鉄系ろう材であり得る。鉄系ろう材は、ガスまたは水アトマイズ法により、メルトスピニング、メカニカルアロイングにより、またはインゴットの粉砕により製造することができる。
【0016】
継目をろう付けする場合は、ろう付け材料が互いにろう付けされるべき物体の部品を濡らすこと、およびろう付け材料が、ろう付けする間にクレバス、継目、孔などの中へ流入し得ることが、適切である。ろう材の融点は、部品のベース材料の融点より低いことが適切である。ろう材の関係のある(relevant)特性は、クレバス、継目、孔などを充填する能力である。ニッケルベースのろう付け材料は、クレバスを充填する能力が劣り、したがって、大きなNiベースの熱交換器などの大きな寸法の物体を製造することは、非常に困難である。
【0017】
ろう付け材料を、シート、粉末、またはペーストを形成する結合剤と混合された粉末として製造することができ、またはろう付け材料を、結合剤および液体の混合物中に分散させて、ベース材料の表面に塗布または噴霧することができる。
【0018】
鉄系ろう材を、粉末またはペーストとして適用することができる。1つの方法は、ひも状または滴状の鉄系ろう材を、ノズルでプレスすることにより適用することであり得る。鉄系ろう材を適用する別の方法は、滴状またはひも状の結合剤をベース材料の上に適用し、次いで、ろう付け粉末をこの表面の上から散布することであり得る。
【0019】
本発明の方法は:
ステップ(i)鉄系ろう材をステンレス鋼の部品に適用すること;
ステップ(ii)部品を場合により組み立てること;
ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
ステップ(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること、および
ステップ(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと、を含む。
【0020】
本発明の代替態様によれば、この方法は、以下の諸ステップ:
ステップ(i)鉄系ろう材をステンレス鋼の部品に適用すること;
ステップ(ii)部品を場合により組み立てること;
ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
ステップ(iv)76μmより大きい継目、孔、亀裂、間隙、またはクレバスを密閉または充填すること;および
ステップ(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと
を含む。
【0021】
別の代替態様による方法は、また、ステップ(i)を繰り返すこと、および鉄系ろう材を、1つもしくは複数の追加部品、またはステップ(iv)において提供された物品に適用すること;ならびにステップ(i)を繰り返すことによって生じた物品または部品を、1つまたは複数の追加部品と共に、あるいはステップ(iv)において提供された物品と共に、ステップ(ii)において組み立てること、およびステップ(iii)およびステップ(iv)を繰り返すこと、を含むことができる。この態様により、段階的にろう付けしなければならない、複雑なデザインを有する物品を製造することができる。
【0022】
この方法の別の代替態様によれば、ステップ(iii)少なくとも1100℃の温度まで加熱すること、を含む。この方法のさらに別の代替態様によれば、ステップ(iii)少なくとも1150℃の温度まで加熱すること、を含む。一代替態様によれば、加熱を15分未満の間実行することができる。本発明の別の代替態様によれば、物体を1100℃を超える温度において少なくとも15分間ろう付けすることであり、より長いろう付け時間も、多くの用途に適切である。部品または物品を、ろう付け材料が融解する温度まで加熱することができる。本発明の方法は、例えば、少なくとも400℃、少なくとも500℃またはさらに少なくとも550℃の温度に部品を予備加熱すること、およびその温度に、例えば、少なくとも15分間、少なくとも30分間、少なくとも1時間、またはそれ以上放置すること、次いで温度を、例えば、少なくとも900℃、少なくとも1000℃またはさらに少なくとも1100℃に上昇させること、部品をこの温度に放置して、部品内の温度を等しくし、温度が、部品およびろう付け材料の至る所で等しくなるようにすること、を含むステップ(iii)を含むことができる。等しくする時間は、ろう付けする物品の寸法に依存し、より小さな物体の場合は、より短い時間で十分である可能性がある。適切な時間は、例えば、少なくとも1時間、少なくとも2時間、少なくとも3時間、またはさらに長い時間であり得る。温度はろう付け材料の液相線−固相線温度(liquidus solidus temperature)ならびにろう付け合金および融点降下元素の組成に依存する。ろう付けされる部品の温度を等しくした後、温度をろう付け温度に上げる。ろう付け時間およびろう付け温度は、ろう付け材料のみならず、ろう付けされるべき物品の寸法および形状に依存する。ろう付けは、A)ろう付け材料を融解させること、B)毛管力によりろう付け材料を隣接する表面(adjacent surfaces)の間に流し込み、融解させたろう付け材料を固化させること、およびC)ろう付けされるべき部品のベース材料または合金と共にろう付け材料の元素を拡散させることに分割することができる。
【0023】
ろう付け工程の間、ろう付け材料は隣接する表面と共に拡散して、隣接する表面およびろう付け材料は、共に、部分的に均一な材料領域を構成する。
【0024】
物品の中央の温度が十分に高くない場合は、ろう付け材料が融解しないことになるので、中央部分はろう付けされないことになり、物品の特性は劣ることになる。
【0025】
ろう付け時間および温度の例は:本発明の一代替態様によれば、少なくとも1100℃に加熱することおよび少なくとも15分間加熱することである。本発明の別の代替態様によれば、少なくとも1100℃に加熱することおよび少なくとも30分間加熱することである。本発明のさらに別の代替態様によれば、少なくとも1100℃に加熱することおよび少なくとも45分間加熱することである。本発明のさらに別の代替態様によれば、物品は60分間を超えて加熱される。さらなる代替態様によれば、温度は少なくとも1150℃である可能性があり、時間は少なくとも25分間である可能性がある。
【0026】
大きな熱交換器は、互いに積み重ねられたいくつかの板(plates)を有することができる。プレートパック(plate pack)は10、20またはそれ以上の板を含むことができる。熱交換器は、100、150、200またはそれ以上の板を有することができる。大きな熱交換を、プレートされた(plated)熱交換器の面積によって定義することができる。大きな熱交換器を定義する別の方法は、板の数である。
【0027】
ろう付け工程の間、ろう付け材料は隣接する表面と共に拡散して、隣接する表面およびろう付け材料は、共に、部分的に均一な材料領域を構成する。
【0028】
平面的な表面(planar surfaces)を共にろう付けし、気密な継目を形成させることを、従来の方法によって達成することは難しい可能性がある。本発明は、ろう付け材料の毛管によって誘起される、表面間の位置決めを制御できるように、融点降下剤(melting point reducer)を含有する鉄系ろう付け材料を使用することによって、2つの平面的な表面を一緒にろう付けするための方法を提供する。鉄系ろう材を、毛管力破壊手段(capillary force breaker)の助けにより、平面的な表面または大きな表面に適用することができる。毛管力破壊手段は、溝(grooves)、跡(traces)、経路(paths)、通路(passages)、vまたはu字形のトラック(tracks)または小路(pathways)などの形状、あるいは網(nets)などの形状であり得る。鉄系ろう材を、毛管力破壊手段の中に、すなわち、溝、跡、経路、通路、vまたはu字形のトラック、小路、網などの中に適用することができ、またはろう材を、毛管力破壊手段に近接して適用することができる。加熱の間に、適用された鉄系ろう材は、毛管力が破壊されているであろう領域へ流れ込み、互いに隣接している表面を共にろう付けすることになる。したがって、ろう付けされた領域は、こうしなければ、均一にろう付けすることが難しい平面的な表面間に、ろう付けされた、密閉されたまたは気密な頚部(cervices)、継目などを提供する。また、毛管力破壊手段は、大きなクレバスを有する表面、奇妙な(odd)形状を有する部品などのろう付けを可能にする。
【0029】
ろう付け材料が、毛管力破壊手段に近接した2つの部品の間に適用される場合は、流れている粘性ろう付け材料は、流動を停止し、毛管力破壊手段の縁で固化することになる。反応器チャンネル(reactor channel)が、毛管力破壊手段としての機能を果たしていることができる。反応器チャンネルを有する板を、ろう付け材料と共に適用し、障壁板(barrier plate)またはその類似物を反応器チャンネル板に接触させて設置する。流れているろう付け材料は、反応器チャンネルの境界で停止して固化し、固化したろう付け材料で反応器チャンネルを充填することなく、反応器板(reactor plate)を障壁板に対して密閉することになる。
【0030】
ろう付け材料が、2つの境界表面(bordering surfaces)の間をどこまで流動することができるかは、ろう付け材料の固化時間および表面間の距離、およびろう付け材料の量によって、ある程度決まる。ろう付け材料は、ろう付けされるべきそれぞれの表面に「くっつく」ので、表面間の中間の空間はより小さくなる。中間の空間がより小さくなりながら同時にろう付け材料が固化するので、ろう付け材料は、また、その間で流動するのが一層困難になる。
【0031】
この方法は、さらに、ステップ(iii)において、不活性ガスまたは活性遮蔽ガス(active shielding gas)の存在下でろう付けが行われうることを含むことができる。加熱またはろう付けは、ヘリウム、アルゴン、窒素、水素、二酸化炭素からなる群から選択される気体の1種もしくは複数、または真空と組み合わされた前述の気体の1種もしくは複数の存在下で実行することができる。
【0032】
本方法のさらに別の代替態様によれば、600HV1未満の平均硬度を有するろう付け区域(brazing zone)またはろう付け領域(brazing area)、例えば、ろう付けされた継目、孔、亀裂、間隙、クレバスなど、を提供することができる。本方法のさらなる代替態様によれば、500HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。本方法のさらなる代替態様によれば、400HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。本方法のさらなる代替態様によれば、350HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。本方法のさらなる代替態様によれば、300HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。
【0033】
鉄系ろう材は、クレバス中に浸透することができる流動特性および濡れ特性を有するので、鉄系ろう材は、ベース材料に接合をもたらし、クレバスを密閉し、ろう付けによって平面的な表面を接合させることができることになる。本発明の一代替態様によれば、鉄系ろう材は、1000μmもの大きさを超える孔、亀裂、間隙、継目、またはクレバスを密閉または充填することができ、3000μmまたはそれ以上までの孔、亀裂、間隙、継目またはクレバスを密閉または充填することができる。この方法の、別の代替態様によれば、250μmを超える大きさの孔、亀裂、間隙、継目、またはクレバスを、鉄系ろう材によって密閉または充填することができ、提供されるろう付け区域またはろう付け領域は、350HV1未満の平均硬度を有する。この方法の、別の代替態様によれば、1000μmを超える大きさの孔、亀裂、間隙、継目、またはクレバスを、鉄系ろう材によって密閉または充填することができ、提供されるろう付け区域またはろう付け領域は、350HV1未満の平均硬度を有する。
【0034】
この方法の、別の代替態様によれば、ステップ(iv)は、300μmを超える大きさの孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および250μmを超える大きさの充填されたクレバスのろう付け領域の中心線または中心線の近くで測定した、350HV1未満の平均硬度を有するろう付け領域を提供することを含むことができる。
【0035】
この方法の、さらなる代替態様によれば、ステップ(iv)は、350μmを超える大きさの孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および300μmを超える大きさの充填されたクレバスのろう付け領域の中心線または中心線の近くで測定した、350HV1未満の平均硬度を有するろう付け領域を提供することを含むことができる。
【0036】
この方法の、さらなる代替態様によれば、ステップ(iv)は、500μmを超える大きさの孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および400μmを超える大きさの充填されたクレバスのろう付け領域の中心線または中心線の近くで測定した、390HV1未満の平均硬度を有するろう付け領域を提供することを含むことができる。
【0037】
ろう付け材料の所望の量を、前述の方法またはその他の方法のいずれかの方法でろう付けされるべき、接触点に供給する。ろう付け材料は、接触継目ポイント(contact joint point)よりいくぶん大きい領域をカバーすることができる。接触継目ポイントは、少なくとも0.5mmの直径を有することができる。
【0038】
本方法によれば、適切ないかなる鉄系ろう材をも使用することができる。適切な鉄系ろう材は、WO02/38327、WO02/098600、米国特許第3736128号、米国特許第4402742号、米国特許第4410604号、米国特許第4516716号、米国特許第6656292号またはEP0418606において開示されている材料から選択することができる。本方法の一代替態様によれば、鉄系ろう材を、WO02/38327においてまたはWO02/098600において開示されている材料から選択することができる。本方法の別の代替態様によれば、鉄系ろう材は、Si、B、P、Mn、C、またはHfの1種または複数を含むことができる。本方法のさらに別の代替態様によれば、鉄系ろう材は、9〜30wt%のCrと、5〜25wt%のNiと、0〜25wt%のSi、0〜6wt%のB、0〜15wt%のP、0〜8wt%のMn、0〜2wt%のC、0〜15wt%のHfの少なくとも1つとを含むことができ、代替物として他の元素でバランスされることができる。本方法の別の代替態様によれば、鉄系ろう材は、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、6〜15wt%のSi、0.2〜1.5wt%のBを含むことができ、代替物として他の元素でバランスされることができる。本方法の別の代替態様によれば、鉄系ろう材は、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、4〜9wt%のSi、4〜9wt%のPを含むことができ、代替物として他の元素でバランスされることができる。本方法の別の代替態様によれば、鉄系ろう材は、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、7〜15wt%のPを含むことができ、代替物として他の元素でバランスされることができる。
【0039】
ろう付け工程は、金属工程であり、ろう付けのためのそれぞれの表面は、金属材料の形態をしているので、鉄系ろう材は、共にろう付けされるべき境界表面と共に、ろう付け工程中に拡散する。本発明の一態様によれば、2つの接合された表面の間の継目または合わせ目(seam)は、ろう付け工程中に多少とも「消失する(disappear)」。ろう付けされた合わせ目は金属部品の表面と共に、合金の材料組成の変化がほんの僅かな、1つの統一体(unity)になる。
【0040】
本発明は、また、本方法によって得られるステンレス鋼の物品に関する。さらに、本発明は、ろう付けされたステンレス鋼の物品に関し、前記物品は少なくとも1つのステンレス鋼のベース材料およびろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、少なくとも110N/mm2の引張り強度を有する。一代替態様によれば、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、少なくとも120N/mm2の引張り強さを有することができる。
【0041】
本発明は、また、ろう付けされたステンレス鋼の物品に関し、前記物品は少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、600HV1未満の平均硬度を有する。一代替態様によれば、ろう付けされたステンレス鋼の物品は、少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、500HV1未満の平均硬度を有することができる。別の代替態様によれば、ろう付けされたステンレス鋼の物品は、少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、450HV1未満の平均硬度を有することができる。さらに別の代替態様によれば、ろう付けされたステンレス鋼の物品は、少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、350HV1未満の平均硬度を有することができる。本発明の一代替態様による「少なくとも1つのステンレス鋼のベース材料」は、鉄系ろう材によって、共にろう付けされたステンレス鋼の一ベース材料であり得る。本発明の別の代替態様による「少なくとも1つのステンレス鋼のベース材料」は、鉄系ろう材によって、共にろう付けされたステンレス鋼の一ベース材料および別の金属合金の別のベース材料(another base material of another metal alloy)であり得る。
【0042】
一代替態様によれば、物品または部品は、反応器、分離機(separator)、塔(column)、熱交換器、または化学プラントもしくは食品プラント用、もしくは自動車産業用の装置から選択され得る。別の代替態様によれば、物体(object)は、熱交換器、プレート反応器、またはこれらの組合せであり得る。
【0043】
本発明の別の代替態様によれば、ろう付けされた物品は、分離機で使用されるペアリングディスク(paring disc)であり得る。
【0044】
一代替態様によれば、物品は、少なくとも60バールの破裂圧力を有する、ろう付けされた熱交換器板(heat exchanger plates)、ろう付けされた反応器板、またはこれらの組合せであり得る。別の代替態様によれば、物品は、少なくとも65バールの破裂圧力を有する、ろう付けされた熱交換器板、ろう付けされた反応器板、またはこれらの組合せであり得る。別の代替態様によれば、物品は、少なくとも80バールの破裂圧力を有する、ろう付けされた熱交換器板、ろう付けされた反応器板、またはこれらの組合せであり得る。さらに別の代替態様によれば、物品は、0.20m2を超える熱交換器板面積、少なくとも65バールの破裂圧力、および0.003m2を超えるポートホール(porthole)の面積を有する熱交換器であり得る。
【0045】
部品が熱交換器板である場合、板は、端板(endplate)、アダプタ板(adaptor plate)、密閉板(sealing plate)、フレーム板(frame plate)などであることができ、熱交換器システムを構成することができる。熱交換器板のそれぞれは、少なくとも1つのポートリセス(port recess)を有し、このポートリセスは、板が互いの上に設置される場合、一緒にポートチャンネル(port channel)の一部を形成する。板は、熱交換器におけるプレートスタック(plate stack)またはプレートパックにおいて共に積み重ねられる。このプレートパッケージは、板と板との間にいくつかのチャンネルを有しており、このチャンネルはいくつかの媒質(media)を収容する。隣接するチャンネル内の媒質は、従来通りに熱移動板を通じて温度移動を受けやすい。板は端を含むことができ、この端は、一部下に伸び、プレートスタック内の隣接する熱移動板の端部の上まで伸びていることができる。板の端は、隣接する熱移動板を密封し、板の間にチャンネルが形成され得るようにする。このチャンネルは、媒質が流れることを可能にするか、または流れが生じないように閉鎖され、したがってチャンネルは空であるかのいずれでもよい。プレートパッケージおよびポート領域を堅くするために、アダプタ板または端板をパッケージに装着してよい。端板またはアダプタ板の表面は、平面であることができ、それにより表面間の接触表面を最大化することができる。前述のごとく、板の、各々のポートリセスは一致しており、これによりチャンネルを形成する。このポートチャンネルの内面には、したがって、2つの板の間の継目が存在する。この継目における漏れを防止するために、板の間のポート領域の周囲に、ろう付け材料を適用することができる。板の間のポート領域の周囲全体にまたは周囲の一部に伸びている毛管力破壊手段の中にまたはその近くにろう付け材料を配置することができる。プレートパッケージの中で、予め意図されたまたは所定の、板の種々の部分に、ろう付け材料を適用することができる。ろう付け工程の間に、ろう付け材料は粘性を有するものになり、板の間で適用された部分から、毛管力の作用によって流れることになる。所定の場所にろう付け材料を適用するという利点により、ろう付け材料の体積と量を制御すること、およびろう付けすべき部分とそうでない部分とを制御することができる。熱交換器をろう付けする場合は、少なくとも3つの熱交換器板が必要であるが、数個の板を一緒にろう付けするのが普通である。本発明の一代替態様によれば、数個の板のプレートパックを、同じオーブンで同時に一緒にろう付けする。
【0046】
本発明のろう付け方法は、すべての部品を組み立てた物品を同時にろう付けすることを含むことができ、または物品が段階的なやり方でろう付けされることができるかのどちらでもよく、段階的なやり方では、それぞれのろう付けサイクルにおいて同じ種類のろう付け材料を用いて、部品がまず組み立てられて一緒にろう付けされ、次いで、さらなる部品とともに組み立てられて一緒にろう付けされ、などとなる。
【0047】
本発明のさらなる代替態様によれば、ろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも2wt%のSiのシリコーン含有量を有する物品を提供することができる。
【0048】
本発明のさらなる態様および実施形態は、従属クレームによって定義される。
【0049】
以下において、添付の写真によって、より詳細に本発明を説明する。
【0050】
図面の詳細な説明
図1は、鉄系ろう材が大きなクレバスを充填することができること、および大量のろう付け材料を用いてろう付けすることができることを示している。大きな熱交換器のろう付け継目は、したがって、大量の適用されたろうが存在すること、および大きな均一な区域が見つけられることを特徴とする。ろうの部分と元の板の厚さの部分が混合されて均一な区域となっている。
【0051】
図2は、充填材材料(filler material)Fによってろう付けされた、ろう付けされたクレバスまたは継目における種々のパラメータ間の関係を、模式的に表している。文字Aは、ベース材料Eをも表す、板Eの厚さを表す。Bは、ベース材料Eまたは板Eの間のろう付けされたクレバスまたは継目の最小厚さを示し、Cは、いかなる孔、亀裂または通路も有していない、ろう付けされたクレバスまたは継目の最大厚さを示し、文字Dは、孔、亀裂または通路Gが発生しているが、いずれもまだ密閉されている、ろう付けされたクレバスまたは継目の最大厚さを表す。いかなる孔、亀裂または通路の痕跡もない場合は、C=Dである。ニッケルベースの充填材材料の場合にC=Dであることは、鉄系充填材材料の場合にC=Dであることより少ない。孔、亀裂または通路が存在すると、ろう付け区域の強度をより小さなものにする。
【0052】
図3は、硬度試験を実施した継目の断面を示す写真である。平均強度は、数値平均として計算され、試験の数に依存する。
【0053】
本発明を実施例においてさらに説明するが、本実施例は本発明を明らかにするためのものであり、本発明の範囲を限定するためのものではない。実施例および表において特段の記述がない限り、百分率は重量によって与えられる(wt%)。
【0054】
実施例1
ろう付けされた薄壁のプレスされた熱交換器板の内部の板パターンと同じ幾何形状を有する試験試料を試験した。ろう材の適用された量は、4つのろう付けポイント当たり、ほぼ16から20gであった。ろうのAWS A5.8AMS仕様書による、ニッケルベースのろうBNi−5を、56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のBを含む、鉄系ろうと比較した。ろうを、0.3〜0.4mmのクレバスを有する試験試料に適用し、試料を非酸化性雰囲気の下で、炉内で約1200℃の温度まで加熱した。試験結果を表1に要約する。
【0055】
【表1】

【0056】
試験結果は、両方とも大きなクレバスを充填することができ(図1を参照されたい)、同時に、Feベースのろうは、Niベースのろうと較べて非常に良好な強度を得ることができることを示す。試験量においてさえも、Feろう付けは、試験された充填材(fillers)の最大の機械的強度を有することがわかる。図1は、Feベースのろう付けされた熱交換器の断面を示す。写真において、0.4〜0.6mmのクレバスがしっかりと固定されていることがわかる。
【0057】
実施例2
鉄系ろうは、大きなクレバスを充填する能力を有するのみならず、大きなクレバスにおいて非常に高い強度を有し、このことが鉄系ろうを、例えば大きな熱交換器または例えば反応器板などの平面的な表面をろう付けするのに適したものにしていることが、今やわかった。試験は、ろうの量を引張り強さと比較することによって行い、結果を表2に要約する。
【0058】
【表2】
【0059】
実施例3
できるだけ良好な充填ができるように、ろう付け工程の熱処理サイクルを変化させることによって、一連の試験を行った。非常に短い熱処理サイクル(5分)においてさえも、大幅な差のあることがわかり、鉄系充填材を用いて非常に良好な充填をすることができた。ニッケルベースの充填材(BNi−5)と、56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のBを含む鉄系充填材との間で、クレバスを充填する能力を比較しながら、ろう付け試験を1100℃において実施した。結果を表3に要約する。
【0060】
【表3】
【0061】
試験結果は、BNi−5は、より大きな継目を充填するのに長い熱処理を必要とするが、長い熱処理時間の後でさえ、BNi−5は、鉄系充填材と同じ程度に良好に、クレバスを充填することはなかったことを示す。鉄系充填材は、BNi−5と比較して、非常に短い時間でより大きなクレバスを充填した。BNi−5の場合、ろう付け時間はより長く、したがって、鉄系充填材の場合のろう付け時間と較べて、よりエネルギーを消費する。
【0062】
実施例4
ベース材料(タイプ316)の2つの板の間で等しく密閉した間隙の継目で、硬度試験を実施した。試験は、継目の中心において、ベース材料から等距離で実施した。硬度測定HV1は、ASTM E92−82(Standard test method for Vickers Hardness of Metallic Materials)およびEN ISO 6507−1(Metallic materials−Vickers hardness test−Part 1:Test method(ISO 6507−1:1997)に従って実行し、BNi−5の継目とFeベース材料(56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のB)の継目との比較を行った。結果を表4に要約する。
【0063】
【表4】
【0064】
硬度試験の結果は、BNi−5による継目の方が、Feベース材料の継目よりも硬いことを示す。したがって、BNi−5による継目は、延性(ductility)がより小さいこと、その結果、本発明の鉄系充填材による継目より強度が低いことを示し、この事実は鉄系充填材による継目の硬度がより低いことによって説明される。したがって、BNi−5による継目は、鉄系充填材による継目と比較して、脆い。
【0065】
実施例5
56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のBを含むFeベースの充填材によって密閉された、大きな継目の硬度試験を実施した。ろう付けされた継目が、1000μmを超える間隙を密閉している試験を実行し、その試験を行なった位置は図3に示すとおりとしたが、図3における写真は、本実施例の継目の写真ではない。結果は、349HV1、336HV1、210HV1、197HV1、250HV1、300HV1、および287HV1であり、275HV1の平均硬度を与える。
【0066】
実施例6
本実施例においては、漏れのない、すなわち、不完全な継目(defaulting joint)を有することなく完全にろう付けされた、熱交換器を製造するための試験を実施した。WO02/38327において定義されている鉄系充填材を、プレスされた板の間に適用した。それぞれの試験に20枚の板を使用した。板のおよその寸法は、幅400mm、長さ1000mm、および厚さ0.4mmであった。板を固定具の上に設置し、重しを付けた固定具を板の頂上に置いた。この板のパックを真空炉内で加熱した。熱交換器プレートパックを用いていくつかのろう付け試験を実行し、この試験を種々の熱処理サイクルで実施した。
【0067】
熱処理サイクルのすべての試験において、熱交換器プレートパックを最初に500℃で1時間加熱し、次いで温度を4時間かけて1100℃に昇温し、全体のプレートパックの加熱を確実なものにした。
【0068】
試験A:炉を5分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0069】
試験B:炉を15分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0070】
試験C:炉を30分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0071】
試験D:炉を60分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0072】
分析:プレートパックを切断して切片となし、プレートパックの中心部分における鉄系充填材が融解したか否かを分析した。試験部分を光学的に調べた。
【0073】
結果:
試験A:中心部の充填材は、融解していない。
【0074】
試験B:中心部の充填材は、融解していない。
【0075】
試験C:中心部の充填材は、部分的に融解している(多くは焼結している)。
【0076】
試験D:中心部の充填材は、融解している。
【技術分野】
【0001】
本発明は、ステンレス鋼の物品(articles of stainless steel)をろう付けする方法に関し、さらにステンレス鋼の物品に関する。
【背景技術】
【0002】
発明の背景
クレバスおよび孔の密閉、および継目のろう付けは、ろう付けされた物品を製造する場合、特に漏れのない流体密封の物品を製造する場合は、重要な要因である。継目、クレバスおよび孔の面積が大きい場合は、密閉および充填の能力はろうにとって重要性を増すが、密閉および充填能力は、ろう付け区域または領域の強度とは必ずしも関連していない。
【発明の概要】
【0003】
したがって、1つの要求は、意図されている目的または用途にとって十分な強度を有する物品を提供することである。ろう付けの種々の方法が開発されており、例えば、ステンレス鋼のろう付けを開示している米国特許第6109505号および米国特許第4516716号に記載されている。
【0004】
本発明にとっての別の要求は、ろう付けされたステンレス鋼の物品を提供することである。
【0005】
別の要求は、大きな孔(pore)、亀裂(crack)、継目(joint)、間隙(gap)、またはクレバス(crevice)を有するステンレス鋼の物品をろう付けする改善された方法を提供することである。
【0006】
本発明
本発明の1つの態様によれば、ステンレス鋼の物品をろう付け(brazing)するまたはソルダリング(soldering)する方法が提供される。これ以後、ろう付け(brazing)を用いるが、この用語は、また、ソルダリングも含むこと、および本発明の材料は、ソルダリング材料(soldering material)およびろう付け材料(brazing material)を含むことを理解すべきである。したがって、ろう付けの方法は:ステップ(i)鉄系ろう材(iron−based brazing filler material)をステンレス鋼の部品(parts of stainless steel)に適用する(apply)こと;ステップ(ii)部品を場合により組み立てること;ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;ステップ(iv)得られるろう付けされた領域(brazed area)が600HV1(Vickers hardness test−Part 1:Test method(ISO6507−1:1997))未満の平均硬度を有する物品を提供すること、およびステップ(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと、を含む。
【0007】
本発明の代替態様によれば、ステンレス鋼の物品をろう付けする方法が提供され、この方法は、76μmを超える大きさの継目、孔、亀裂、間隙、またはクレバスを密閉(seal)または充填(fill)することを含む、代替ステップ(iv)を有する方法を含む。
【0008】
さらに、本発明は、前記方法によって得られるステンレス鋼の物品に関し、そこで得られるろう付けされた領域、継目、孔、亀裂、間隙、またはクレバスは少なくとも110N/mm2の引張り強さを有する。
【0009】
さらに、本発明は、この方法によって得られるステンレス鋼の物品に関し、そこで得られるろう付け領域、継目、孔、亀裂、間隙、またはクレバスは600HV1未満の平均硬度を有する。
【図面の簡単な説明】
【0010】
【図1】熱交換器の一部の断面を示す写真である。
【図2】継目の断面を示す模式図である。
【図3】硬度試験が実行された継目の断面を示す写真である。
【発明を実施するための形態】
【0011】
同一材料の小さな物体および大きな物体で熱膨張係数が同一であっても、大きな物体は全体の膨張がより大きくなるはずである。同一温度において同じ長さを有する2つの物体の中の1つが加熱される場合は、長さの差は、同じ温度差に関して物体の寸法に比例するはずである。これらの事実の両方がより大きなクレバスをもたらし、それをろう材(brazing filler material)が充填することができなければならない。このように、部品の熱膨張が異なり、一様でない適合性(uneven fitness)および大きなクレバスを生じさせる可能性があるので、金属物体の大きな寸法、すなわち、面積、長さ、幅の広さ、厚さなどが、ろう付け継目(brazed joint)またはろう付け領域(brazed area)の正確さに影響を及ぼす。一様でない適合性の他の事例は、組み立てられるべき部品のデザイン、物体をろう付けする場合の動き、または組み立てられるべき部品の製造によって引き起こされる可能性がある。したがって、継目または領域などをろう付けする際の1つの重要な見地は、ろう付けする際の充填および密閉能力である。
【0012】
銅(Cu)は大きなクレバスを密閉する、優れた能力を有する。Cuろう付け物体を使用しない理由の1つは、Cuろうの特性の限界であり、例えば、Cuは様々な種類の腐食問題を誘発する可能性がある。最も明らかな問題は、銅が腐食によって消費されることである。銅が消費されると、物体の機械的強度が減少する可能性があり、物体が漏れ始める場合がある。Cu腐食生成物およびCuイオンが物体中の媒質中に放出されると、物体が設置されている同じ系の別の場所において電気化学的腐食を引き起こす可能性がある。銀ろうは一つの選択肢であるが、銀の価格が高いので、通常、使用されない。
【0013】
クロム(Cr)を含むニッケル(Ni)ろうは、Cuろうより、良好な耐食性を有するが、Niろうはいくつかの不利な点を有する。これらの1つは、例えば、水の用途において使用される場合、ニッケルがニッケルろう付けから放出され得ることである。例えば、水道水におけるニッケルの量は、法律によって制限されている。Ni−イオンは、また、物体が設置されている同じ系の別の場所において電気化学的腐食を引き起こし得る。
【0014】
強度に関する重要な問題は、どのくらい大きなクレバスまたは間隙を、ろう材が充填することができるかということである。クレバスを充填するニッケルろうの能力は、限定されており、ニッケルろう付け材料は、また、大きなクレバス、すなわち、0.076mmを超えるクレバスにおいては、強度を維持できなくなる可能性がある、例えば、ASM Handbook、Volume6、Welding、Brazing and Soldering、第1刷1993/Brazing of stainless steel 911〜913頁、を参照されたい。したがって、大きなNiろう付け物体は、製造するのが非常に難しい。
【0015】
特定の用途に向けた特別なろう金属の選択は、さまざまな要因に依存する。考慮すべき基本的な事項は、温度およびろう付けすべき材料である。いかなるろう付け工程においても、ろう材は、ろう付けされた組立品に要求される特性を付与するのに十分な、高い固相線温度を有していなければならない。この工程は、接合される部品の温度性能に適合するのに十分な、低い液相線温度を必要とする。本発明の一態様によれば、ステンレス鋼のベース材料(base material of stainless steel)を、主としてベース材料と同じ組成を有する合金とろう付けすることによって、ステンレス鋼の物品を製造する方法が提供され、したがって、ベース材料間のまたは複数のベース材料間の合金の、均一な継目をもたらす。ろう付け合金は、主成分として鉄を含み、合金は、鉄系合金または鉄系ろう材であり得る。鉄系ろう材は、ガスまたは水アトマイズ法により、メルトスピニング、メカニカルアロイングにより、またはインゴットの粉砕により製造することができる。
【0016】
継目をろう付けする場合は、ろう付け材料が互いにろう付けされるべき物体の部品を濡らすこと、およびろう付け材料が、ろう付けする間にクレバス、継目、孔などの中へ流入し得ることが、適切である。ろう材の融点は、部品のベース材料の融点より低いことが適切である。ろう材の関係のある(relevant)特性は、クレバス、継目、孔などを充填する能力である。ニッケルベースのろう付け材料は、クレバスを充填する能力が劣り、したがって、大きなNiベースの熱交換器などの大きな寸法の物体を製造することは、非常に困難である。
【0017】
ろう付け材料を、シート、粉末、またはペーストを形成する結合剤と混合された粉末として製造することができ、またはろう付け材料を、結合剤および液体の混合物中に分散させて、ベース材料の表面に塗布または噴霧することができる。
【0018】
鉄系ろう材を、粉末またはペーストとして適用することができる。1つの方法は、ひも状または滴状の鉄系ろう材を、ノズルでプレスすることにより適用することであり得る。鉄系ろう材を適用する別の方法は、滴状またはひも状の結合剤をベース材料の上に適用し、次いで、ろう付け粉末をこの表面の上から散布することであり得る。
【0019】
本発明の方法は:
ステップ(i)鉄系ろう材をステンレス鋼の部品に適用すること;
ステップ(ii)部品を場合により組み立てること;
ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
ステップ(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること、および
ステップ(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと、を含む。
【0020】
本発明の代替態様によれば、この方法は、以下の諸ステップ:
ステップ(i)鉄系ろう材をステンレス鋼の部品に適用すること;
ステップ(ii)部品を場合により組み立てること;
ステップ(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱すること、および前記部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
ステップ(iv)76μmより大きい継目、孔、亀裂、間隙、またはクレバスを密閉または充填すること;および
ステップ(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと
を含む。
【0021】
別の代替態様による方法は、また、ステップ(i)を繰り返すこと、および鉄系ろう材を、1つもしくは複数の追加部品、またはステップ(iv)において提供された物品に適用すること;ならびにステップ(i)を繰り返すことによって生じた物品または部品を、1つまたは複数の追加部品と共に、あるいはステップ(iv)において提供された物品と共に、ステップ(ii)において組み立てること、およびステップ(iii)およびステップ(iv)を繰り返すこと、を含むことができる。この態様により、段階的にろう付けしなければならない、複雑なデザインを有する物品を製造することができる。
【0022】
この方法の別の代替態様によれば、ステップ(iii)少なくとも1100℃の温度まで加熱すること、を含む。この方法のさらに別の代替態様によれば、ステップ(iii)少なくとも1150℃の温度まで加熱すること、を含む。一代替態様によれば、加熱を15分未満の間実行することができる。本発明の別の代替態様によれば、物体を1100℃を超える温度において少なくとも15分間ろう付けすることであり、より長いろう付け時間も、多くの用途に適切である。部品または物品を、ろう付け材料が融解する温度まで加熱することができる。本発明の方法は、例えば、少なくとも400℃、少なくとも500℃またはさらに少なくとも550℃の温度に部品を予備加熱すること、およびその温度に、例えば、少なくとも15分間、少なくとも30分間、少なくとも1時間、またはそれ以上放置すること、次いで温度を、例えば、少なくとも900℃、少なくとも1000℃またはさらに少なくとも1100℃に上昇させること、部品をこの温度に放置して、部品内の温度を等しくし、温度が、部品およびろう付け材料の至る所で等しくなるようにすること、を含むステップ(iii)を含むことができる。等しくする時間は、ろう付けする物品の寸法に依存し、より小さな物体の場合は、より短い時間で十分である可能性がある。適切な時間は、例えば、少なくとも1時間、少なくとも2時間、少なくとも3時間、またはさらに長い時間であり得る。温度はろう付け材料の液相線−固相線温度(liquidus solidus temperature)ならびにろう付け合金および融点降下元素の組成に依存する。ろう付けされる部品の温度を等しくした後、温度をろう付け温度に上げる。ろう付け時間およびろう付け温度は、ろう付け材料のみならず、ろう付けされるべき物品の寸法および形状に依存する。ろう付けは、A)ろう付け材料を融解させること、B)毛管力によりろう付け材料を隣接する表面(adjacent surfaces)の間に流し込み、融解させたろう付け材料を固化させること、およびC)ろう付けされるべき部品のベース材料または合金と共にろう付け材料の元素を拡散させることに分割することができる。
【0023】
ろう付け工程の間、ろう付け材料は隣接する表面と共に拡散して、隣接する表面およびろう付け材料は、共に、部分的に均一な材料領域を構成する。
【0024】
物品の中央の温度が十分に高くない場合は、ろう付け材料が融解しないことになるので、中央部分はろう付けされないことになり、物品の特性は劣ることになる。
【0025】
ろう付け時間および温度の例は:本発明の一代替態様によれば、少なくとも1100℃に加熱することおよび少なくとも15分間加熱することである。本発明の別の代替態様によれば、少なくとも1100℃に加熱することおよび少なくとも30分間加熱することである。本発明のさらに別の代替態様によれば、少なくとも1100℃に加熱することおよび少なくとも45分間加熱することである。本発明のさらに別の代替態様によれば、物品は60分間を超えて加熱される。さらなる代替態様によれば、温度は少なくとも1150℃である可能性があり、時間は少なくとも25分間である可能性がある。
【0026】
大きな熱交換器は、互いに積み重ねられたいくつかの板(plates)を有することができる。プレートパック(plate pack)は10、20またはそれ以上の板を含むことができる。熱交換器は、100、150、200またはそれ以上の板を有することができる。大きな熱交換を、プレートされた(plated)熱交換器の面積によって定義することができる。大きな熱交換器を定義する別の方法は、板の数である。
【0027】
ろう付け工程の間、ろう付け材料は隣接する表面と共に拡散して、隣接する表面およびろう付け材料は、共に、部分的に均一な材料領域を構成する。
【0028】
平面的な表面(planar surfaces)を共にろう付けし、気密な継目を形成させることを、従来の方法によって達成することは難しい可能性がある。本発明は、ろう付け材料の毛管によって誘起される、表面間の位置決めを制御できるように、融点降下剤(melting point reducer)を含有する鉄系ろう付け材料を使用することによって、2つの平面的な表面を一緒にろう付けするための方法を提供する。鉄系ろう材を、毛管力破壊手段(capillary force breaker)の助けにより、平面的な表面または大きな表面に適用することができる。毛管力破壊手段は、溝(grooves)、跡(traces)、経路(paths)、通路(passages)、vまたはu字形のトラック(tracks)または小路(pathways)などの形状、あるいは網(nets)などの形状であり得る。鉄系ろう材を、毛管力破壊手段の中に、すなわち、溝、跡、経路、通路、vまたはu字形のトラック、小路、網などの中に適用することができ、またはろう材を、毛管力破壊手段に近接して適用することができる。加熱の間に、適用された鉄系ろう材は、毛管力が破壊されているであろう領域へ流れ込み、互いに隣接している表面を共にろう付けすることになる。したがって、ろう付けされた領域は、こうしなければ、均一にろう付けすることが難しい平面的な表面間に、ろう付けされた、密閉されたまたは気密な頚部(cervices)、継目などを提供する。また、毛管力破壊手段は、大きなクレバスを有する表面、奇妙な(odd)形状を有する部品などのろう付けを可能にする。
【0029】
ろう付け材料が、毛管力破壊手段に近接した2つの部品の間に適用される場合は、流れている粘性ろう付け材料は、流動を停止し、毛管力破壊手段の縁で固化することになる。反応器チャンネル(reactor channel)が、毛管力破壊手段としての機能を果たしていることができる。反応器チャンネルを有する板を、ろう付け材料と共に適用し、障壁板(barrier plate)またはその類似物を反応器チャンネル板に接触させて設置する。流れているろう付け材料は、反応器チャンネルの境界で停止して固化し、固化したろう付け材料で反応器チャンネルを充填することなく、反応器板(reactor plate)を障壁板に対して密閉することになる。
【0030】
ろう付け材料が、2つの境界表面(bordering surfaces)の間をどこまで流動することができるかは、ろう付け材料の固化時間および表面間の距離、およびろう付け材料の量によって、ある程度決まる。ろう付け材料は、ろう付けされるべきそれぞれの表面に「くっつく」ので、表面間の中間の空間はより小さくなる。中間の空間がより小さくなりながら同時にろう付け材料が固化するので、ろう付け材料は、また、その間で流動するのが一層困難になる。
【0031】
この方法は、さらに、ステップ(iii)において、不活性ガスまたは活性遮蔽ガス(active shielding gas)の存在下でろう付けが行われうることを含むことができる。加熱またはろう付けは、ヘリウム、アルゴン、窒素、水素、二酸化炭素からなる群から選択される気体の1種もしくは複数、または真空と組み合わされた前述の気体の1種もしくは複数の存在下で実行することができる。
【0032】
本方法のさらに別の代替態様によれば、600HV1未満の平均硬度を有するろう付け区域(brazing zone)またはろう付け領域(brazing area)、例えば、ろう付けされた継目、孔、亀裂、間隙、クレバスなど、を提供することができる。本方法のさらなる代替態様によれば、500HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。本方法のさらなる代替態様によれば、400HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。本方法のさらなる代替態様によれば、350HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。本方法のさらなる代替態様によれば、300HV1未満の平均硬度を有するろう付け区域またはろう付け領域を提供することができる。
【0033】
鉄系ろう材は、クレバス中に浸透することができる流動特性および濡れ特性を有するので、鉄系ろう材は、ベース材料に接合をもたらし、クレバスを密閉し、ろう付けによって平面的な表面を接合させることができることになる。本発明の一代替態様によれば、鉄系ろう材は、1000μmもの大きさを超える孔、亀裂、間隙、継目、またはクレバスを密閉または充填することができ、3000μmまたはそれ以上までの孔、亀裂、間隙、継目またはクレバスを密閉または充填することができる。この方法の、別の代替態様によれば、250μmを超える大きさの孔、亀裂、間隙、継目、またはクレバスを、鉄系ろう材によって密閉または充填することができ、提供されるろう付け区域またはろう付け領域は、350HV1未満の平均硬度を有する。この方法の、別の代替態様によれば、1000μmを超える大きさの孔、亀裂、間隙、継目、またはクレバスを、鉄系ろう材によって密閉または充填することができ、提供されるろう付け区域またはろう付け領域は、350HV1未満の平均硬度を有する。
【0034】
この方法の、別の代替態様によれば、ステップ(iv)は、300μmを超える大きさの孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および250μmを超える大きさの充填されたクレバスのろう付け領域の中心線または中心線の近くで測定した、350HV1未満の平均硬度を有するろう付け領域を提供することを含むことができる。
【0035】
この方法の、さらなる代替態様によれば、ステップ(iv)は、350μmを超える大きさの孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および300μmを超える大きさの充填されたクレバスのろう付け領域の中心線または中心線の近くで測定した、350HV1未満の平均硬度を有するろう付け領域を提供することを含むことができる。
【0036】
この方法の、さらなる代替態様によれば、ステップ(iv)は、500μmを超える大きさの孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および400μmを超える大きさの充填されたクレバスのろう付け領域の中心線または中心線の近くで測定した、390HV1未満の平均硬度を有するろう付け領域を提供することを含むことができる。
【0037】
ろう付け材料の所望の量を、前述の方法またはその他の方法のいずれかの方法でろう付けされるべき、接触点に供給する。ろう付け材料は、接触継目ポイント(contact joint point)よりいくぶん大きい領域をカバーすることができる。接触継目ポイントは、少なくとも0.5mmの直径を有することができる。
【0038】
本方法によれば、適切ないかなる鉄系ろう材をも使用することができる。適切な鉄系ろう材は、WO02/38327、WO02/098600、米国特許第3736128号、米国特許第4402742号、米国特許第4410604号、米国特許第4516716号、米国特許第6656292号またはEP0418606において開示されている材料から選択することができる。本方法の一代替態様によれば、鉄系ろう材を、WO02/38327においてまたはWO02/098600において開示されている材料から選択することができる。本方法の別の代替態様によれば、鉄系ろう材は、Si、B、P、Mn、C、またはHfの1種または複数を含むことができる。本方法のさらに別の代替態様によれば、鉄系ろう材は、9〜30wt%のCrと、5〜25wt%のNiと、0〜25wt%のSi、0〜6wt%のB、0〜15wt%のP、0〜8wt%のMn、0〜2wt%のC、0〜15wt%のHfの少なくとも1つとを含むことができ、代替物として他の元素でバランスされることができる。本方法の別の代替態様によれば、鉄系ろう材は、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、6〜15wt%のSi、0.2〜1.5wt%のBを含むことができ、代替物として他の元素でバランスされることができる。本方法の別の代替態様によれば、鉄系ろう材は、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、4〜9wt%のSi、4〜9wt%のPを含むことができ、代替物として他の元素でバランスされることができる。本方法の別の代替態様によれば、鉄系ろう材は、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、7〜15wt%のPを含むことができ、代替物として他の元素でバランスされることができる。
【0039】
ろう付け工程は、金属工程であり、ろう付けのためのそれぞれの表面は、金属材料の形態をしているので、鉄系ろう材は、共にろう付けされるべき境界表面と共に、ろう付け工程中に拡散する。本発明の一態様によれば、2つの接合された表面の間の継目または合わせ目(seam)は、ろう付け工程中に多少とも「消失する(disappear)」。ろう付けされた合わせ目は金属部品の表面と共に、合金の材料組成の変化がほんの僅かな、1つの統一体(unity)になる。
【0040】
本発明は、また、本方法によって得られるステンレス鋼の物品に関する。さらに、本発明は、ろう付けされたステンレス鋼の物品に関し、前記物品は少なくとも1つのステンレス鋼のベース材料およびろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、少なくとも110N/mm2の引張り強度を有する。一代替態様によれば、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、少なくとも120N/mm2の引張り強さを有することができる。
【0041】
本発明は、また、ろう付けされたステンレス鋼の物品に関し、前記物品は少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、600HV1未満の平均硬度を有する。一代替態様によれば、ろう付けされたステンレス鋼の物品は、少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、500HV1未満の平均硬度を有することができる。別の代替態様によれば、ろう付けされたステンレス鋼の物品は、少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、450HV1未満の平均硬度を有することができる。さらに別の代替態様によれば、ろう付けされたステンレス鋼の物品は、少なくとも1つのステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付け領域、孔、亀裂、間隙、継目、またはクレバスは、350HV1未満の平均硬度を有することができる。本発明の一代替態様による「少なくとも1つのステンレス鋼のベース材料」は、鉄系ろう材によって、共にろう付けされたステンレス鋼の一ベース材料であり得る。本発明の別の代替態様による「少なくとも1つのステンレス鋼のベース材料」は、鉄系ろう材によって、共にろう付けされたステンレス鋼の一ベース材料および別の金属合金の別のベース材料(another base material of another metal alloy)であり得る。
【0042】
一代替態様によれば、物品または部品は、反応器、分離機(separator)、塔(column)、熱交換器、または化学プラントもしくは食品プラント用、もしくは自動車産業用の装置から選択され得る。別の代替態様によれば、物体(object)は、熱交換器、プレート反応器、またはこれらの組合せであり得る。
【0043】
本発明の別の代替態様によれば、ろう付けされた物品は、分離機で使用されるペアリングディスク(paring disc)であり得る。
【0044】
一代替態様によれば、物品は、少なくとも60バールの破裂圧力を有する、ろう付けされた熱交換器板(heat exchanger plates)、ろう付けされた反応器板、またはこれらの組合せであり得る。別の代替態様によれば、物品は、少なくとも65バールの破裂圧力を有する、ろう付けされた熱交換器板、ろう付けされた反応器板、またはこれらの組合せであり得る。別の代替態様によれば、物品は、少なくとも80バールの破裂圧力を有する、ろう付けされた熱交換器板、ろう付けされた反応器板、またはこれらの組合せであり得る。さらに別の代替態様によれば、物品は、0.20m2を超える熱交換器板面積、少なくとも65バールの破裂圧力、および0.003m2を超えるポートホール(porthole)の面積を有する熱交換器であり得る。
【0045】
部品が熱交換器板である場合、板は、端板(endplate)、アダプタ板(adaptor plate)、密閉板(sealing plate)、フレーム板(frame plate)などであることができ、熱交換器システムを構成することができる。熱交換器板のそれぞれは、少なくとも1つのポートリセス(port recess)を有し、このポートリセスは、板が互いの上に設置される場合、一緒にポートチャンネル(port channel)の一部を形成する。板は、熱交換器におけるプレートスタック(plate stack)またはプレートパックにおいて共に積み重ねられる。このプレートパッケージは、板と板との間にいくつかのチャンネルを有しており、このチャンネルはいくつかの媒質(media)を収容する。隣接するチャンネル内の媒質は、従来通りに熱移動板を通じて温度移動を受けやすい。板は端を含むことができ、この端は、一部下に伸び、プレートスタック内の隣接する熱移動板の端部の上まで伸びていることができる。板の端は、隣接する熱移動板を密封し、板の間にチャンネルが形成され得るようにする。このチャンネルは、媒質が流れることを可能にするか、または流れが生じないように閉鎖され、したがってチャンネルは空であるかのいずれでもよい。プレートパッケージおよびポート領域を堅くするために、アダプタ板または端板をパッケージに装着してよい。端板またはアダプタ板の表面は、平面であることができ、それにより表面間の接触表面を最大化することができる。前述のごとく、板の、各々のポートリセスは一致しており、これによりチャンネルを形成する。このポートチャンネルの内面には、したがって、2つの板の間の継目が存在する。この継目における漏れを防止するために、板の間のポート領域の周囲に、ろう付け材料を適用することができる。板の間のポート領域の周囲全体にまたは周囲の一部に伸びている毛管力破壊手段の中にまたはその近くにろう付け材料を配置することができる。プレートパッケージの中で、予め意図されたまたは所定の、板の種々の部分に、ろう付け材料を適用することができる。ろう付け工程の間に、ろう付け材料は粘性を有するものになり、板の間で適用された部分から、毛管力の作用によって流れることになる。所定の場所にろう付け材料を適用するという利点により、ろう付け材料の体積と量を制御すること、およびろう付けすべき部分とそうでない部分とを制御することができる。熱交換器をろう付けする場合は、少なくとも3つの熱交換器板が必要であるが、数個の板を一緒にろう付けするのが普通である。本発明の一代替態様によれば、数個の板のプレートパックを、同じオーブンで同時に一緒にろう付けする。
【0046】
本発明のろう付け方法は、すべての部品を組み立てた物品を同時にろう付けすることを含むことができ、または物品が段階的なやり方でろう付けされることができるかのどちらでもよく、段階的なやり方では、それぞれのろう付けサイクルにおいて同じ種類のろう付け材料を用いて、部品がまず組み立てられて一緒にろう付けされ、次いで、さらなる部品とともに組み立てられて一緒にろう付けされ、などとなる。
【0047】
本発明のさらなる代替態様によれば、ろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも2wt%のSiのシリコーン含有量を有する物品を提供することができる。
【0048】
本発明のさらなる態様および実施形態は、従属クレームによって定義される。
【0049】
以下において、添付の写真によって、より詳細に本発明を説明する。
【0050】
図面の詳細な説明
図1は、鉄系ろう材が大きなクレバスを充填することができること、および大量のろう付け材料を用いてろう付けすることができることを示している。大きな熱交換器のろう付け継目は、したがって、大量の適用されたろうが存在すること、および大きな均一な区域が見つけられることを特徴とする。ろうの部分と元の板の厚さの部分が混合されて均一な区域となっている。
【0051】
図2は、充填材材料(filler material)Fによってろう付けされた、ろう付けされたクレバスまたは継目における種々のパラメータ間の関係を、模式的に表している。文字Aは、ベース材料Eをも表す、板Eの厚さを表す。Bは、ベース材料Eまたは板Eの間のろう付けされたクレバスまたは継目の最小厚さを示し、Cは、いかなる孔、亀裂または通路も有していない、ろう付けされたクレバスまたは継目の最大厚さを示し、文字Dは、孔、亀裂または通路Gが発生しているが、いずれもまだ密閉されている、ろう付けされたクレバスまたは継目の最大厚さを表す。いかなる孔、亀裂または通路の痕跡もない場合は、C=Dである。ニッケルベースの充填材材料の場合にC=Dであることは、鉄系充填材材料の場合にC=Dであることより少ない。孔、亀裂または通路が存在すると、ろう付け区域の強度をより小さなものにする。
【0052】
図3は、硬度試験を実施した継目の断面を示す写真である。平均強度は、数値平均として計算され、試験の数に依存する。
【0053】
本発明を実施例においてさらに説明するが、本実施例は本発明を明らかにするためのものであり、本発明の範囲を限定するためのものではない。実施例および表において特段の記述がない限り、百分率は重量によって与えられる(wt%)。
【0054】
実施例1
ろう付けされた薄壁のプレスされた熱交換器板の内部の板パターンと同じ幾何形状を有する試験試料を試験した。ろう材の適用された量は、4つのろう付けポイント当たり、ほぼ16から20gであった。ろうのAWS A5.8AMS仕様書による、ニッケルベースのろうBNi−5を、56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のBを含む、鉄系ろうと比較した。ろうを、0.3〜0.4mmのクレバスを有する試験試料に適用し、試料を非酸化性雰囲気の下で、炉内で約1200℃の温度まで加熱した。試験結果を表1に要約する。
【0055】
【表1】
【0056】
試験結果は、両方とも大きなクレバスを充填することができ(図1を参照されたい)、同時に、Feベースのろうは、Niベースのろうと較べて非常に良好な強度を得ることができることを示す。試験量においてさえも、Feろう付けは、試験された充填材(fillers)の最大の機械的強度を有することがわかる。図1は、Feベースのろう付けされた熱交換器の断面を示す。写真において、0.4〜0.6mmのクレバスがしっかりと固定されていることがわかる。
【0057】
実施例2
鉄系ろうは、大きなクレバスを充填する能力を有するのみならず、大きなクレバスにおいて非常に高い強度を有し、このことが鉄系ろうを、例えば大きな熱交換器または例えば反応器板などの平面的な表面をろう付けするのに適したものにしていることが、今やわかった。試験は、ろうの量を引張り強さと比較することによって行い、結果を表2に要約する。
【0058】
【表2】
【0059】
実施例3
できるだけ良好な充填ができるように、ろう付け工程の熱処理サイクルを変化させることによって、一連の試験を行った。非常に短い熱処理サイクル(5分)においてさえも、大幅な差のあることがわかり、鉄系充填材を用いて非常に良好な充填をすることができた。ニッケルベースの充填材(BNi−5)と、56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のBを含む鉄系充填材との間で、クレバスを充填する能力を比較しながら、ろう付け試験を1100℃において実施した。結果を表3に要約する。
【0060】
【表3】
【0061】
試験結果は、BNi−5は、より大きな継目を充填するのに長い熱処理を必要とするが、長い熱処理時間の後でさえ、BNi−5は、鉄系充填材と同じ程度に良好に、クレバスを充填することはなかったことを示す。鉄系充填材は、BNi−5と比較して、非常に短い時間でより大きなクレバスを充填した。BNi−5の場合、ろう付け時間はより長く、したがって、鉄系充填材の場合のろう付け時間と較べて、よりエネルギーを消費する。
【0062】
実施例4
ベース材料(タイプ316)の2つの板の間で等しく密閉した間隙の継目で、硬度試験を実施した。試験は、継目の中心において、ベース材料から等距離で実施した。硬度測定HV1は、ASTM E92−82(Standard test method for Vickers Hardness of Metallic Materials)およびEN ISO 6507−1(Metallic materials−Vickers hardness test−Part 1:Test method(ISO 6507−1:1997)に従って実行し、BNi−5の継目とFeベース材料(56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のB)の継目との比較を行った。結果を表4に要約する。
【0063】
【表4】
【0064】
硬度試験の結果は、BNi−5による継目の方が、Feベース材料の継目よりも硬いことを示す。したがって、BNi−5による継目は、延性(ductility)がより小さいこと、その結果、本発明の鉄系充填材による継目より強度が低いことを示し、この事実は鉄系充填材による継目の硬度がより低いことによって説明される。したがって、BNi−5による継目は、鉄系充填材による継目と比較して、脆い。
【0065】
実施例5
56wt%のFe、17wt%のCr、12wt%のNi、12wt%のSi、および1wt%のBを含むFeベースの充填材によって密閉された、大きな継目の硬度試験を実施した。ろう付けされた継目が、1000μmを超える間隙を密閉している試験を実行し、その試験を行なった位置は図3に示すとおりとしたが、図3における写真は、本実施例の継目の写真ではない。結果は、349HV1、336HV1、210HV1、197HV1、250HV1、300HV1、および287HV1であり、275HV1の平均硬度を与える。
【0066】
実施例6
本実施例においては、漏れのない、すなわち、不完全な継目(defaulting joint)を有することなく完全にろう付けされた、熱交換器を製造するための試験を実施した。WO02/38327において定義されている鉄系充填材を、プレスされた板の間に適用した。それぞれの試験に20枚の板を使用した。板のおよその寸法は、幅400mm、長さ1000mm、および厚さ0.4mmであった。板を固定具の上に設置し、重しを付けた固定具を板の頂上に置いた。この板のパックを真空炉内で加熱した。熱交換器プレートパックを用いていくつかのろう付け試験を実行し、この試験を種々の熱処理サイクルで実施した。
【0067】
熱処理サイクルのすべての試験において、熱交換器プレートパックを最初に500℃で1時間加熱し、次いで温度を4時間かけて1100℃に昇温し、全体のプレートパックの加熱を確実なものにした。
【0068】
試験A:炉を5分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0069】
試験B:炉を15分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0070】
試験C:炉を30分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0071】
試験D:炉を60分かけて1100℃から1200℃に加熱し、次いでおよそ30分かけて、温度を1100℃に低下させた。
【0072】
分析:プレートパックを切断して切片となし、プレートパックの中心部分における鉄系充填材が融解したか否かを分析した。試験部分を光学的に調べた。
【0073】
結果:
試験A:中心部の充填材は、融解していない。
【0074】
試験B:中心部の充填材は、融解していない。
【0075】
試験C:中心部の充填材は、部分的に融解している(多くは焼結している)。
【0076】
試験D:中心部の充填材は、融解している。
【特許請求の範囲】
【請求項1】
ステンレス鋼の物品をろう付けする方法であって、
(i)鉄系ろう材をステンレス鋼の部品に適用すること、
(ii)該部品を場合により組み立てること;
(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱し、該部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること;および
(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと
を含む方法。
【請求項2】
ステンレス鋼の物品をろう付けする方法であって、
(i)鉄系ろう材をステンレス鋼の部品に適用すること;
(ii)該部品を場合により組み立てること;
(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱し、該部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
(iv)76μmより大きい継目、孔、間隙、亀裂、またはクレバスを密閉または充填すること;および
(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと
を含む方法。
【請求項3】
ステップ(v)が、ステップ(i)を繰り返すこと、および鉄系ろう材を、1つもしくは複数の追加部品、または物品に適用すること;ならびにステップ(i)を繰り返すことによって生じた部品または物品を、1つまたは複数の追加部品と共に、または該物品と共に、ステップ(ii)において組み立てること、およびステップ(iii)およびステップ(iv)を繰り返すことを含む、請求項1または2に記載の方法。
【請求項4】
ステップ(i)における鉄系ろう材が、ガスアトマイズによって、水アトマイズによって、インゴットの粉砕によって、メカニカルアロイングによってまたはメルトスピニングによって得られる、前記請求項のいずれか一項に記載の方法。
【請求項5】
ステップ(i)が、鉄系ろう材を、粉末またはペースト、またはそれらの組合せとして適用することも含む、前記請求項のいずれか一項に記載の方法。
【請求項6】
ステップ(i)が、ひも状のまたは滴状の鉄系ろう材を適用すること、または毛管力破壊手段を用いて鉄系ろう材を適用することも含む、請求項5に記載の方法。
【請求項7】
毛管力破壊手段が、部品または物品上の、溝、経路、跡、通路、vまたはu字形のトラック、小路、またはそれらの組合せの形態である、請求項6に記載の方法。
【請求項8】
ステップ(iii)が、不活性ガス、遮蔽ガス、またはそれらの組合せの中で、少なくとも1000℃の温度まで加熱することも含む、前記請求項のいずれか一項に記載の方法。
【請求項9】
ステップ(iii)が、ヘリウム、アルゴン、窒素、水素、二酸化炭素からなる群から選択される1種または複数の気体の存在下において、少なくとも1000℃の温度まで加熱することも含む、前記請求項のいずれか一項に記載の方法。
【請求項10】
ステップ(iii)が、少なくとも1100℃の温度まで加熱することを含む、前記請求項のいずれか一項に記載の方法。
【請求項11】
ステップ(iii)が、少なくとも1150℃の温度まで加熱することを含む、前記請求項のいずれか一項に記載の方法。
【請求項12】
部品を、ステップ(iii)の温度で少なくとも30分間加熱する、前記請求項のいずれか一項に記載の方法。
【請求項13】
部品を、ステップ(iii)の温度で少なくとも45分間加熱する、前記請求項のいずれか一項に記載の方法。
【請求項14】
ステップ(iv)が、250μmより大きな孔、亀裂、継目、間隙、もしくはクレバス、またはそれらの組合せを密閉または充填すること、およびろう付けされた領域の中心線または中心線近くにおいて測定した、350HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、前記請求項のいずれか一項に記載の方法。
【請求項15】
ステップ(iv)が、300μmより大きな孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および250μmより大きな充填されたクレバスのろう付けされた領域の中心線または中心線近くにおいて測定した、350HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、請求項1から13のいずれか一項に記載の方法。
【請求項16】
ステップ(iv)が、350μmより大きな孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および300μmより大きな充填されたクレバスのろう付けされた領域の中心線または中心線近くにおいて測定した、350HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、請求項1から13のいずれか一項に記載の方法。
【請求項17】
ステップ(iv)が、500μmより大きな孔、亀裂、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および400μmより大きな充填されたクレバスのろう付けされた領域の中心線または中心線近くにおいて測定した、390HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、請求項1から13のいずれか一項に記載の方法。
【請求項18】
鉄系ろう材が、Si、B、P、Mn、C、およびHfの1種または複数を含む、前記請求項のいずれか一項に記載の方法。
【請求項19】
鉄系ろう材が、9〜30wt%のCrと、5〜25wt%のNiと、0〜25wt%のSi、0〜6wt%のB、0〜15wt%のP、0〜8wt%のMn、0〜2wt%のCおよび0〜15wt%のHfの少なくとも1種とを含む、請求項18に記載の方法。
【請求項20】
鉄系ろう材が、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、6〜15wt%のSi、および0.2〜1.5wt%のBを含む、請求項19に記載の方法。
【請求項21】
鉄系ろう材が、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、4〜9wt%のSi、および4〜9wt%のPを含む、請求項19に記載の方法。
【請求項22】
鉄系ろう材が、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、7〜15wt%のPを含む、請求項19に記載の方法。
【請求項23】
請求項1から22のいずれか一項に記載の方法によって得られる、ステンレス鋼の物品。
【請求項24】
少なくとも1種のステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも110N/mm2の引張り強さを有する、ろう付けされたステンレス鋼の物品。
【請求項25】
少なくとも1種のステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、600HV1未満の平均硬度を有する、ろう付けされたステンレス鋼の物品。
【請求項26】
ステップ(iv)において得られる部品または物品が、反応器、分離機、塔、熱交換器、または化学プラントもしくは食品プラント用の、もしくは自動車産業用の装置から選択される、請求項23、24または25に記載のステンレス鋼の物品。
【請求項27】
ろう付けされた熱交換器板、ろう付けされた反応器板、またはそれらの組合せである、請求項24から26のいずれかに記載のステンレス鋼の物品。
【請求項28】
少なくとも60バールの破裂圧力を有する、請求項27に記載のステンレス鋼の物品。
【請求項29】
少なくとも80バールの破裂圧力を有する、請求項28に記載のステンレス鋼の物品。
【請求項30】
0.20m2を超える熱交換器板面積、少なくとも65バールの破裂圧力、および少なくとも0.003m2のポートホール面積を有する熱交換器である、請求項23から28のいずれかに記載の物品。
【請求項31】
ろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも2wt%のSiのシリコーン含有量を有する、請求項23から30のいずれかに記載のステンレス鋼の物品。
【請求項32】
ろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも120N/mm2の引張り強さを有する、請求項23から31のいずれかに記載のステンレス鋼の物品。
【請求項33】
請求項23から32のいずれか一項に記載のステンレス鋼の物品であって、
該物品が、1回のろう付けサイクル中に一緒にろう付けされた、少なくとも3個の熱交換器板のプレートパックを有する熱交換器であり、
該ろう付けサイクルが、
(i)鉄系ろう材を、ステンレス鋼の熱交換器板に適用すること;
(ii)熱交換器板を組み立ててプレートパックとすること;
(iii)プレートパック内の温度を均一にするために、プレートパックを少なくとも500℃の温度に加熱し、次いで非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せの下で、温度を少なくとも1000℃に上昇させ、少なくとも1000℃の温度で、少なくとも15分間、プレートパックを共にろう付けさせること;および
(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること
を含む、ステンレス鋼の物品。
【請求項34】
請求項33に記載のステンレス鋼の物品であって、
該物品が、1回のろう付けサイクル中に一緒にろう付けされた、9個を超える熱交換器板を有するプレートパックを有する熱交換器であり、
該ろう付けサイクルが、
(i)鉄系ろう材を、ステンレス鋼の熱交換器板に適用すること;
(ii)熱交換器板を組み立ててプレートパックとすること;
(iii)プレートパック内の温度を均一にするために、プレートパックを少なくとも1000℃の温度に加熱し、次いで非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せの下で、温度を少なくとも1150℃に上昇させ、少なくとも1150℃の温度で、少なくとも15分間、プレートパックを共にろう付けさせること;
(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること
を含む、ステンレス鋼の物品。
【請求項1】
ステンレス鋼の物品をろう付けする方法であって、
(i)鉄系ろう材をステンレス鋼の部品に適用すること、
(ii)該部品を場合により組み立てること;
(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱し、該部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること;および
(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと
を含む方法。
【請求項2】
ステンレス鋼の物品をろう付けする方法であって、
(i)鉄系ろう材をステンレス鋼の部品に適用すること;
(ii)該部品を場合により組み立てること;
(iii)ステップ(i)またはステップ(ii)からの部品を、非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せにおいて、少なくとも1000℃の温度に加熱し、該部品を少なくとも1000℃の温度において、少なくとも15分間加熱すること;
(iv)76μmより大きい継目、孔、間隙、亀裂、またはクレバスを密閉または充填すること;および
(v)ステップ(i)、ステップ(ii)およびステップ(iii)の1つまたは複数を場合により繰り返すこと
を含む方法。
【請求項3】
ステップ(v)が、ステップ(i)を繰り返すこと、および鉄系ろう材を、1つもしくは複数の追加部品、または物品に適用すること;ならびにステップ(i)を繰り返すことによって生じた部品または物品を、1つまたは複数の追加部品と共に、または該物品と共に、ステップ(ii)において組み立てること、およびステップ(iii)およびステップ(iv)を繰り返すことを含む、請求項1または2に記載の方法。
【請求項4】
ステップ(i)における鉄系ろう材が、ガスアトマイズによって、水アトマイズによって、インゴットの粉砕によって、メカニカルアロイングによってまたはメルトスピニングによって得られる、前記請求項のいずれか一項に記載の方法。
【請求項5】
ステップ(i)が、鉄系ろう材を、粉末またはペースト、またはそれらの組合せとして適用することも含む、前記請求項のいずれか一項に記載の方法。
【請求項6】
ステップ(i)が、ひも状のまたは滴状の鉄系ろう材を適用すること、または毛管力破壊手段を用いて鉄系ろう材を適用することも含む、請求項5に記載の方法。
【請求項7】
毛管力破壊手段が、部品または物品上の、溝、経路、跡、通路、vまたはu字形のトラック、小路、またはそれらの組合せの形態である、請求項6に記載の方法。
【請求項8】
ステップ(iii)が、不活性ガス、遮蔽ガス、またはそれらの組合せの中で、少なくとも1000℃の温度まで加熱することも含む、前記請求項のいずれか一項に記載の方法。
【請求項9】
ステップ(iii)が、ヘリウム、アルゴン、窒素、水素、二酸化炭素からなる群から選択される1種または複数の気体の存在下において、少なくとも1000℃の温度まで加熱することも含む、前記請求項のいずれか一項に記載の方法。
【請求項10】
ステップ(iii)が、少なくとも1100℃の温度まで加熱することを含む、前記請求項のいずれか一項に記載の方法。
【請求項11】
ステップ(iii)が、少なくとも1150℃の温度まで加熱することを含む、前記請求項のいずれか一項に記載の方法。
【請求項12】
部品を、ステップ(iii)の温度で少なくとも30分間加熱する、前記請求項のいずれか一項に記載の方法。
【請求項13】
部品を、ステップ(iii)の温度で少なくとも45分間加熱する、前記請求項のいずれか一項に記載の方法。
【請求項14】
ステップ(iv)が、250μmより大きな孔、亀裂、継目、間隙、もしくはクレバス、またはそれらの組合せを密閉または充填すること、およびろう付けされた領域の中心線または中心線近くにおいて測定した、350HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、前記請求項のいずれか一項に記載の方法。
【請求項15】
ステップ(iv)が、300μmより大きな孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および250μmより大きな充填されたクレバスのろう付けされた領域の中心線または中心線近くにおいて測定した、350HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、請求項1から13のいずれか一項に記載の方法。
【請求項16】
ステップ(iv)が、350μmより大きな孔、亀裂、間隙、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および300μmより大きな充填されたクレバスのろう付けされた領域の中心線または中心線近くにおいて測定した、350HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、請求項1から13のいずれか一項に記載の方法。
【請求項17】
ステップ(iv)が、500μmより大きな孔、亀裂、継目、もしくはクレバス、またはそれらの組合せを密閉または充填すること、および400μmより大きな充填されたクレバスのろう付けされた領域の中心線または中心線近くにおいて測定した、390HV1未満の平均硬度を有するろう付けされた領域を提供することを含む、請求項1から13のいずれか一項に記載の方法。
【請求項18】
鉄系ろう材が、Si、B、P、Mn、C、およびHfの1種または複数を含む、前記請求項のいずれか一項に記載の方法。
【請求項19】
鉄系ろう材が、9〜30wt%のCrと、5〜25wt%のNiと、0〜25wt%のSi、0〜6wt%のB、0〜15wt%のP、0〜8wt%のMn、0〜2wt%のCおよび0〜15wt%のHfの少なくとも1種とを含む、請求項18に記載の方法。
【請求項20】
鉄系ろう材が、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、6〜15wt%のSi、および0.2〜1.5wt%のBを含む、請求項19に記載の方法。
【請求項21】
鉄系ろう材が、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、4〜9wt%のSi、および4〜9wt%のPを含む、請求項19に記載の方法。
【請求項22】
鉄系ろう材が、少なくとも40wt%のFe、14〜21wt%のCr、5〜21wt%のNi、7〜15wt%のPを含む、請求項19に記載の方法。
【請求項23】
請求項1から22のいずれか一項に記載の方法によって得られる、ステンレス鋼の物品。
【請求項24】
少なくとも1種のステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも110N/mm2の引張り強さを有する、ろう付けされたステンレス鋼の物品。
【請求項25】
少なくとも1種のステンレス鋼のベース材料および鉄系ろう材を含み、得られるろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、600HV1未満の平均硬度を有する、ろう付けされたステンレス鋼の物品。
【請求項26】
ステップ(iv)において得られる部品または物品が、反応器、分離機、塔、熱交換器、または化学プラントもしくは食品プラント用の、もしくは自動車産業用の装置から選択される、請求項23、24または25に記載のステンレス鋼の物品。
【請求項27】
ろう付けされた熱交換器板、ろう付けされた反応器板、またはそれらの組合せである、請求項24から26のいずれかに記載のステンレス鋼の物品。
【請求項28】
少なくとも60バールの破裂圧力を有する、請求項27に記載のステンレス鋼の物品。
【請求項29】
少なくとも80バールの破裂圧力を有する、請求項28に記載のステンレス鋼の物品。
【請求項30】
0.20m2を超える熱交換器板面積、少なくとも65バールの破裂圧力、および少なくとも0.003m2のポートホール面積を有する熱交換器である、請求項23から28のいずれかに記載の物品。
【請求項31】
ろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも2wt%のSiのシリコーン含有量を有する、請求項23から30のいずれかに記載のステンレス鋼の物品。
【請求項32】
ろう付けされた領域、孔、亀裂、間隙、継目、またはクレバスが、少なくとも120N/mm2の引張り強さを有する、請求項23から31のいずれかに記載のステンレス鋼の物品。
【請求項33】
請求項23から32のいずれか一項に記載のステンレス鋼の物品であって、
該物品が、1回のろう付けサイクル中に一緒にろう付けされた、少なくとも3個の熱交換器板のプレートパックを有する熱交換器であり、
該ろう付けサイクルが、
(i)鉄系ろう材を、ステンレス鋼の熱交換器板に適用すること;
(ii)熱交換器板を組み立ててプレートパックとすること;
(iii)プレートパック内の温度を均一にするために、プレートパックを少なくとも500℃の温度に加熱し、次いで非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せの下で、温度を少なくとも1000℃に上昇させ、少なくとも1000℃の温度で、少なくとも15分間、プレートパックを共にろう付けさせること;および
(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること
を含む、ステンレス鋼の物品。
【請求項34】
請求項33に記載のステンレス鋼の物品であって、
該物品が、1回のろう付けサイクル中に一緒にろう付けされた、9個を超える熱交換器板を有するプレートパックを有する熱交換器であり、
該ろう付けサイクルが、
(i)鉄系ろう材を、ステンレス鋼の熱交換器板に適用すること;
(ii)熱交換器板を組み立ててプレートパックとすること;
(iii)プレートパック内の温度を均一にするために、プレートパックを少なくとも1000℃の温度に加熱し、次いで非酸化性雰囲気、還元性雰囲気、真空またはそれらの組合せの下で、温度を少なくとも1150℃に上昇させ、少なくとも1150℃の温度で、少なくとも15分間、プレートパックを共にろう付けさせること;
(iv)得られるろう付けされた領域が600HV1未満の平均硬度を有する物品を提供すること
を含む、ステンレス鋼の物品。
【図2】

【図1】
【図3】

【図1】
【図3】
【公開番号】特開2013−99785(P2013−99785A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−281095(P2012−281095)
【出願日】平成24年12月25日(2012.12.25)
【分割の表示】特願2008−513417(P2008−513417)の分割
【原出願日】平成18年5月24日(2006.5.24)
【出願人】(500515565)アルファ ラヴァル コーポレイト アクチボラゲット (90)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年12月25日(2012.12.25)
【分割の表示】特願2008−513417(P2008−513417)の分割
【原出願日】平成18年5月24日(2006.5.24)
【出願人】(500515565)アルファ ラヴァル コーポレイト アクチボラゲット (90)
【Fターム(参考)】
[ Back to top ]