
ろう付け方法およびろう付け装置
【課題】パイプなどの内部が中空の管状形状などの形状を備えた金属部材たる母材と他の金属部材たる母材とを接合する際に、ろう付け部分やろう付け部周辺を酸化させることなく、作業効率を向上させることができるとともにコスト高を抑制する。
【解決手段】一方の母材を固定する固定手段と、一方の端部に設けられた孔から不活性ガスを吐出するピンと、他方の母材に対して一方の母材を押圧するとともに一方の端部に設けられた孔へピンから吐出された不活性ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、シャフトの側面部に設けられるとともに側面部から流出した不活性ガスを他方の母材の表面に沿って整流し、一方の母材と他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、ろう付け部分を加熱する加熱手段とを有する。
【解決手段】一方の母材を固定する固定手段と、一方の端部に設けられた孔から不活性ガスを吐出するピンと、他方の母材に対して一方の母材を押圧するとともに一方の端部に設けられた孔へピンから吐出された不活性ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、シャフトの側面部に設けられるとともに側面部から流出した不活性ガスを他方の母材の表面に沿って整流し、一方の母材と他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、ろう付け部分を加熱する加熱手段とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ろう付け方法およびろう付け装置に関し、さらに詳細には、ろう付け部やろう付け部周辺の酸化を防止するようにしたろう付け方法およびろう付け装置に関する。
【背景技術】
【0002】
従来より、金属部材同士を接合する技術として、「ろう付け」という手法が一般に知られている。
【0003】
こうしたろう付けにおいては、金属部材同士を接合するためにろう付けする部分に、当該金属部材が加熱により酸化しないようにするためや、ろう材の金属部材への濡れ性を高めるために、フラックスを塗布することが行われている。
【0004】
しかしながら、上記のようにフラックスを塗布すると、ろう付けする部分の近傍においてフラックスによる絶縁被膜が形成されるとともに、フラックスが塗布されていない部分には酸化被膜が形成されてしまい、互いに接合する金属部材たる母材(以下、「ワーク」と適宜に称する。)を温水洗浄するだけでは十分に当該絶縁被膜が洗浄しきれずに、例えば、ろう付け処理後に行う電着塗装において、塗装の不具合が生じてしまうという問題点があった。
【0005】
こうした問題点を解決するための手段として、例えば、特許文献1として提示する特開平5−15969号公報に開示されている技術が提案されている。
【0006】
即ち、この特開平5−15969号公報に開示されている技術は、不活性ガスで満たされている炉内においてろう付け作業を行うことにより、ろう付け部の酸化やろう付け部周辺の酸化を生じることなくろう付けを行うというものである。
【0007】
しかしながら、特許文献1に開示されている技術においては、ワークを固定する治具や炉内に設置する装置などが大がかりになってしまい、炉内を大量の不活性ガスで満たさなければならず、作業効率の悪さやコスト高を招来するという新たな問題点を招来するものであった。
【0008】
また、特許文献1に開示されている技術においては、パイプなどの内部が中空の管状形状を備えたワークの場合には、ワークの炉内の治具取り付け状況によっては、当該ワーク内の酸素を取り除くことが困難であり、ワーク内の酸素によりろう付け部の酸化を防止することができないという問題点も指摘されていた。
【先行技術文献】
【特許文献】
【0009】
特開平5−15969号公報
【図面の簡単な説明】
【0010】
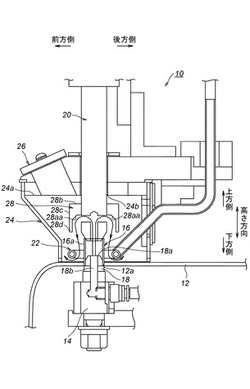
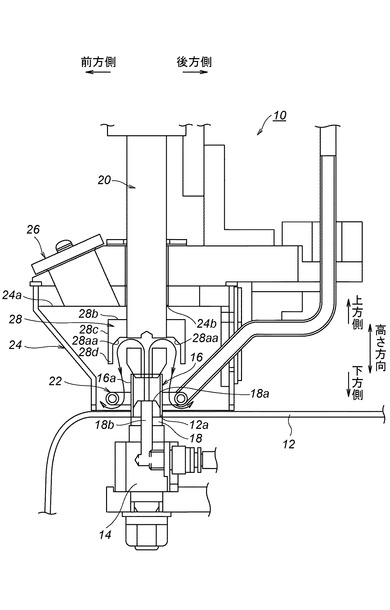
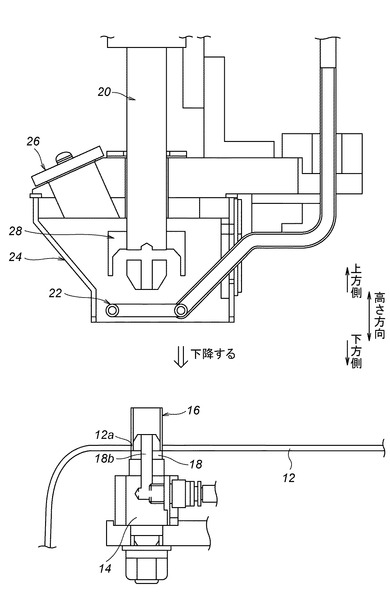
【図1】図1は、本発明によるろう付け装置の正面説明図である。
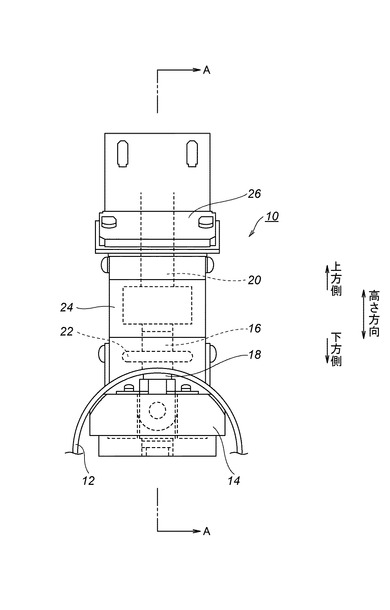
【図2】図2は、図1のA−A線による端面構成説明図である。
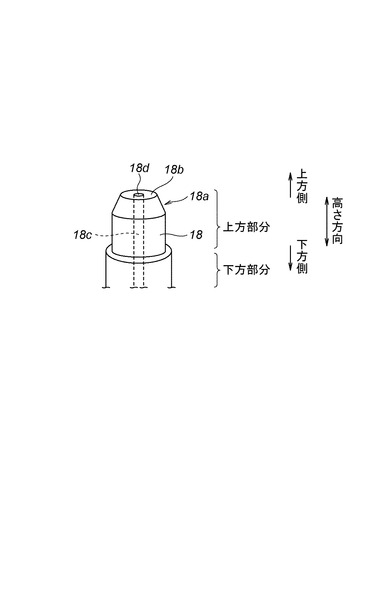
【図3】図3は、ピンを示す概略構成斜視説明図である。
【図4】図4(a)は、シャフトを示す概略構成斜視説明図であり、また、図4(b)は、図4(a)の要部を示す概略構成斜視説明図であり、また、図4(c)は、図4(b)のB矢視図である。
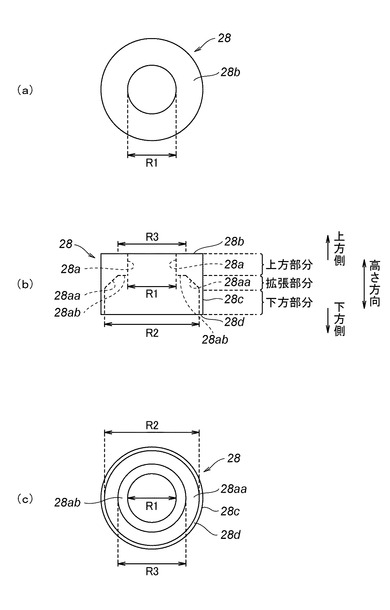
【図5】図5(a)は、整流カラーの平面説明図であり、また、図5(b)は、整流カラーの正面説明図であり、また、図5(c)は、整流カラーの底面説明図である。
【図6】図6は、ろう付け装置の動作前の状態を示す端面構成説明図である。
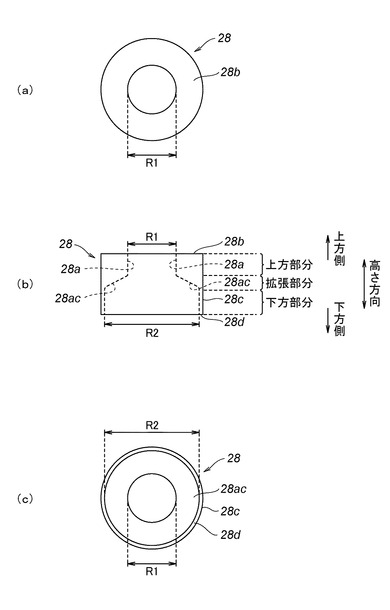
【図7】図7(a)は、整流カラーの変形例を示す平面説明図であり、また、図7(b)は、整流カラーの変形例を示す正面説明図であり、また、図7(c)は整流カラーの変形例を示す底面説明図である。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記したような従来の技術の有する種々の問題点に鑑みてなされたものであり、その目的とするところは、パイプなどの内部が中空の管状形状などの形状を備えた金属部材たる母材と他の金属部材たる母材とを接合する際に、ろう付け部やろう付け部周辺を酸化させることなく、しかも、作業効率を向上させることができるとともにコスト高を抑制することが可能なろう付け方法およびろう付け装置を提供しようとするものである。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明は、一方の母材と他方の母材とをろう材により接合するろう付け部の周囲の酸素濃度を短時間で下げ、ろう付け部周辺の酸化を防ぐようにしたものである。
【0013】
即ち、本発明によるろう付け装置は、一方の母材と他方の母材とをろう材により接合するろう付け装置において、一方の母材を固定する固定手段と、一方の端部に設けられた孔から不活性ガスを吐出するピンと、上記他方の母材に対して上記一方の母材を押圧するとともに一方の端部に設けられた孔へ上記ピンから吐出された上記不活性ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、上記シャフトの上記側面部に設けられるとともに上記側面部から流出した上記不活性ガスを上記他方の母材の表面に沿って整流し、上記一方の母材と上記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、上記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、上記ろう付け部分を加熱する加熱手段とを有するようにしたものである。
【0014】
また、本発明によるろう付け装置は、一方の母材と他方の母材とをろう材により接合するろう付け装置において、一方の母材を固定する固定手段と、一方の端部に設けられた孔から還元ガスを吐出するピンと、上記他方の母材に対して上記一方の母材を押圧するとともに一方の端部に設けられた孔へ上記ピンから吐出された上記還元ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、上記シャフトの上記側面部に設けられるとともに上記側面部から流出した上記還元ガスを上記他方の母材の表面に沿って整流し、上記一方の母材と上記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、上記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、上記ろう付け部分を加熱する加熱手段とを有するようにしたものである。
【0015】
また、本発明によるろう付け装置は、上記した各本発明によるろう付け装置において、上記加熱手段および上記整流カラーの近傍を上記閉鎖手段内に位置するようにしたものである。
【0016】
また、本発明によるろう付け装置は、上記した各本発明によるろう付け装置において、上記閉鎖手段に上記ろう付け部分を視認するための窓部を設けるようにしたものである。
【0017】
また、本発明によるろう付け方法は、上記した本発明によるろう付け装置を用いたろう付け方法であって、上記閉鎖手段により上記一方の母材と上記他方の母材とを上記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、上記シャフトにより上記一方の母材に対し上記他方の母材を押圧し、上記シャフトと上記ピンとの間で上記他方の母材を上記一方の母材に対して位置決めし、上記ピンから不活性ガスを吐出させ、該吐出させた上記不活性ガスを上記シャフトの気道に流入させ、上記シャフトの側面部に設けた整流カラーによって、上記シャフトの気道に流入し、上記側面部から流出した上記不活性ガスを上記他方の母材の表面に沿って整流して上記ろう付け部分に向かって流出するようにしたものである。
【0018】
また、本発明によるろう付け方法は、上記した本発明によるろう付け装置を用いたろう付け方法であって、上記閉鎖手段により上記一方の母材と上記他方の母材とを上記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、上記シャフトにより上記一方の母材に対し上記他方の母材を押圧し、上記シャフトと上記ピンとの間で上記他方の母材を上記一方の母材に対して位置決めし、上記ピンから還元ガスを吐出させ、該吐出させた上記還元ガスを上記シャフトの気道に流入させ、上記シャフトの側面部に設けた整流カラーによって、上記シャフトの気道に流入し、上記側面部から流出した上記還元ガスを上記他方の母材の表面に沿って整流して上記ろう付け部分に向かって流出するようにしたものである。
【発明の効果】
【0019】
本発明は、以上説明したように構成されているので、パイプなどの内部が中空の管状形状などの形状を備えた金属部材たる母材と他の金属部材たる母材とを接合する際に、ろう付け部やろう付け部周辺を酸化させることなく、しかも、作業効率を向上させることができるとともにコスト高を抑制することが可能となるという優れた効果を奏する。
【発明を実施するための形態】
【0020】
以下、添付の図面を参照しながら、本発明によるろう付け方法およびろう付け装置の実施の形態の一例を詳細に説明するものとする。
【0021】
ここで、図1には、本発明によるろう付け装置の実施の形態の一例の正面説明図が示されており、また、図2には、図1のA−A線による断面説明図が示されている。
【0022】
なお、以下のろう付け装置10に関する説明においては、互いに接合する金属部材たる一方の母材が圧縮機などのシェルであり、互いに接合する金属部材たる他方の母材が圧縮機などのシェルに取り付ける銅パイプであって、これらの母材同士、即ち、シェルと銅パイプとをろう材として銀ろうを用いてろう付けする場合を例にして示している。
【0023】
即ち、この図1および図2に示すろう付け装置10は、互いに接合する金属部材たる一方の母材であるシェル12を固定する治具台14と、治具台14に固定的に配設されるとともにシェル12に対して互いに接合する金属部材たる他方の母材である銅パイプ16を下方側から位置決めするピン18と、銅パイプ16を上方側から位置決めするとともにシェル12に対して銅パイプ16を押圧するシャフト20と、シェル12と銅パイプ16とをろう材たる銀ろうにより接合するろう付け部分を加熱する加熱コイル22と、ろう付け部分近傍を覆う略台形形状の箱体24と、箱体24の内部を作業者が目視で確認するための窓部26とを有して構成されている。
【0024】
ここで、図3にはピン18の概略構成斜視説明図が示されているが、ピン18は、略円柱形状に形成されており、上端部18aが平面状の上端面18bに向かって径が小さくなるように、テーパー加工が施されている。
【0025】
さらに、ピン18においては、上端面18bの略中心部に孔18dが設けられており、この孔18dから下方側にピン18の軸中心を貫通するように延長された気道18cが設けられている。
【0026】
即ち、ピン18には、軸中心に沿って形成された連通孔たる気道18cが形成されている。
【0027】
そして、この気道18cは、図示しないガスタンクに接続されており、ガスタンクから窒素などの不活性ガスを気道18cに注入し、孔18dから吐出するように構成されている。
【0028】
また、ピン18は、上方部分の径より下方部分の径が大きく形成されている。
【0029】
このため、シェル12に設けられた孔12aの径がロットにより大きかったり、または、銅パイプ16の径がシェル12に設けられた孔12aの径に比べて小さい場合であっても、ピン18の下方部分により銅パイプ16がシェル12に設けられた孔12aに一定の長さ以上に挿入されることがないようになされている。
【0030】
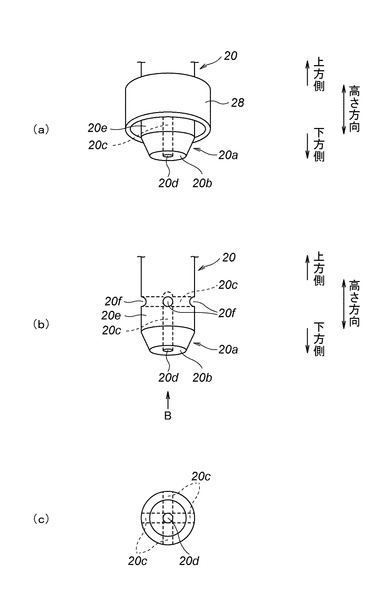
また、図4(a)(b)(c)にはシャフト20の詳細な構成が図示されているが、シャフト20は、略円柱形状に形成されており、下端部20aが平面状の下端面20bに向かって径が小さくなるように、テーパー加工が施されている。
【0031】
さらに、シャフト20においては、下端面20bの略中心部に孔20dが設けられており、この孔20dから上方側にシャフト20の軸中心に沿って延長された気道20cが設けられている。
【0032】
この気道20cは、シャフト20の下端部20aから所定の長さだけ上方側に形成されており、シャフト20の軸中心を貫通するものではない。
【0033】
また、気道20cは、所定の位置において、径方向に沿う4つの方向に分岐している。即ち、気道20cは、所定の位置において、孔20dから延長する方向と直角に曲がって延長され、シャフト20の側面20eに設けられた4つの孔20fを介して外部と連通するように形成されている(図4(b)(c)を参照する。)。
【0034】
さらに、上記したようにして形成される気道20c、孔20dおよび孔20fは、孔20dから延長される気道20cを通る際のガスの流速より、所定の位置において孔20dから延長する方向と直角に曲がって延長された気道20cを通る際のガスの流速のほうが遅くなるように設計される。
【0035】
一方、シャフト20の側面20eには、整流カラー28が設けられている(整流カラー28については、後に詳述する。)。
【0036】
そして、上記したシャフト20は、シェル12に対して銅パイプ16を上方側から押圧するために、バネまたは空気圧などにより当該押圧する圧力を調整する圧力調整機能を備えるようにしてもよい。
【0037】
次に、整流カラー28について説明すると、整流カラー28は、上記した4つの孔20fを覆うようにして、シャフト20の側面20eに取り付けられている。
【0038】
より詳細には、整流カラー28は略円筒形状を備えているが、その内径は上端部28b側と下端部28d側とでは大きさが異なっている。
【0039】
即ち、整流カラー28は、上端部28bが4つの孔20fの上方位置においてシャフト20に固定されており、上端部28bから下方へ側壁部28cが形成されて該側壁部28cにより4つの孔20fを覆うように形成されている。
【0040】
一方、整流カラー28の下端部28dはシャフト20から離隔していて、下端部28dとシャフト20との間は開口している。
【0041】
そして、整流カラー28の内周面28aは、シャフト20の外径と略一致する内径R1を有する上方部分と、上方部分から内径R1で延長された内周面を軸方向に直交する方向で拡張され、さらに、高さ方向における所定の位置から軸方向略中央位置に向かって順次内径が拡張される拡張部分と、高さ方向において軸方向略中央位置から下端部28dにわたってシャフト20の外径より大きい内径R2を有する下方部分とにより構成されている(図5(a)(b)(c)を参照する。)。
【0042】
つまり、拡張部分では、内周面が平面28abを形成して内径R1から内径R3に拡張され、さらに、傾斜面28aaを形成して内径R3から内径R2に拡張されていることとなる。
【0043】
なお、整流カラー28の下方側の内径R2は、加熱コイル22の中心径と同じか、それ以下とすることが好ましい。
【0044】
また、整流カラー28をシャフト20に取り付ける取り付け位置は、整流カラー28の内周面28aで内径R1からR3に拡張される平面28abが孔20fの上方側に位置するとともに、高さ方向において所定の位置から軸方向略中央位置に向かって順次内径が拡張される傾斜面28aaが孔20fと対向して位置するように配置する。
【0045】
さらに、シャフト20において整流カラー28がワークに近い位置に取り付けられると、加熱コイル22によりワークとともに整流カラー28も一緒に加熱されてしまい、エネルギーロスが生じるとともに、整流カラー28が設けられたシャフト20も昇温し、シャフト20からの熱がワークに伝わり、ワークのろう付け部分の温度が、加熱コイル22により加熱されるろう材の最適溶融温度よりも上昇してしまい、ろう付け加工に悪影響が生じる。
【0046】
このため、整流カラー28をシャフト20に取り付ける取り付け位置は、整流カラー28が加熱コイル22によって誘導加熱されにくい位置に配置されるように設計される。
【0047】
そして、シャフト20における整流カラー28の取り付け位置が決定されることにより、シャフト20の高さ方向における孔20fの設けられる位置が決定されることとなる。
【0048】
次に、箱体24は、上面24aの前方側に作業者が目視により箱体24内を視認できる窓部26が設けられており、さらに、上面24aの窓部26の後方側にシャフト20が挿入される孔24bが設けられている。
【0049】
こうした箱体24の材質としては、例えば、加熱コイル22によって加熱されにくい非磁性の材料を用いることが望ましく、具体的には、銅を使用することが特に望ましい。
【0050】
また、箱体24の温度が高周波の影響により上昇する場合には、冷却パイプ(図示せず。)などを用いて箱体24を冷却するようにしてもよい。
【0051】
なお、シェル12に対する銅パイプ16の位置決め、シャフト20と加熱コイル22と箱体24との昇降、加熱コイル22による加熱、不活性ガスの吐出および吐出量の増減、シャフト20による銅パイプ16への押圧などは、図示しない操作子により作業者が適宜に制御するように構成してもよいし、あるいは、コンピューターを用いて自動制御するようにしてもよい。
【0052】
以上の構成において、ろう付け装置10を用いて圧縮機などのシェル12と銅パイプ16とをろう付けする際には、まず、治具台14にシェル12を固定し、固定したシェル12に設けられた孔12a上に銅パイプ16を載置する(図6を参照する。)。
【0053】
なお、孔12aと銅パイプ16とのろう付けする部位には、フラックスが予め塗布されているものとする。
【0054】
次に、孔12aからピン18を挿入して、その後に、シャフト20と加熱コイル22と箱体24とを同時に下降させ(図6を参照する。)、シャフト20とピン18とによりシェル12に対して銅パイプ16の位置決めを行うとともに、箱体24によりろう付け部分近傍を略閉鎖された空間に形成する(図2を参照する。)。
【0055】
上記のようにして、シャフト20とピン18とによりシェル12に対する銅パイプ16の位置決めが行われる際には、シャフト20の下端面20bとピン18の上端面18bとが銅パイプ16内に位置することとなる。
【0056】
また、箱体24がろう付け部分近傍を略閉鎖された空間に形成する際には、当該空間は完全に密閉された状態とはなっておらず、箱体24の内部の気体が箱体24の外部に放出可能なように、シェル12と箱体24との間にわずかに隙間が設けられている。
【0057】
次に、図示しないガスタンクから不活性ガスを供給し、この不活性ガスは、気道18cを通ってピン18の上端面18bに設けられた孔18dから吐出される。
【0058】
このとき、当該吐出された不活性ガスは、所定の流量で吐出され続け、銅パイプ16内において銅パイプ16内に存在していた空気と置換され、さらに、銅パイプ16内からシャフト20の下端面20bに設けられた孔20dに流入して、気道20cを通って孔20fに達する。
【0059】
そして、孔20fに達した不活性ガスは、整流カラー28によって下方側に流出することとなり、下方側に流出した不活性ガスは整流カラー28の整流作用により銅パイプ16の表面16aを伝って、銅パイプ16と加熱コイル22との間を通り、シェル12と銅パイプ16とをろう材により接合するろう付け部分に流出し、当該ろう付け部分において不活性ガスの膜を形成するようになる。
【0060】
上記のようにして、ろう付け部分に不活性ガスの膜が形成されると、加熱コイル22に電流(例えば、高周波電流)を給電してろう付け部分を加熱し、この加熱によりろう材である銀ろうを溶融してシェル12と銅パイプ16とをろう付け接合する。
【0061】
そして、ろう付け接合を完了すると、シェル12や銅パイプ16を酸化しない温度まで低下させた後に、シャフト20と加熱コイル22と箱体24とを同時に上昇させて、ろう付けにより接合されたシェル12と銅パイプ16とをろう付け装置10から取り外し、新たにろう付けによる接合を行うシェルと銅パイプとをろう付け装置10にセットすればよい。
【0062】
上記において説明したように、本発明によるろう付け装置10においては、ろう付け部分において不活性ガスの膜を形成することより、ろう付け部分の酸化を防止することができる。
【0063】
さらに、単に箱体24内に不活性ガスを充満させる場合と比較すると、本発明によるろう付け装置10によれば、ろう付け部分において不活性ガスの膜を形成するまでの当該不活性ガスの供給時間を大幅に短縮することができるので、加熱コイル22の加熱を開始するまでの待ち時間を大幅に短縮でき、その結果、ろう付けの作業時間が大幅に短縮されることになる。
【0064】
また、加熱コイル22による加熱が始まりろう付け部分が昇温すると、シェル12や銅パイプ16におけるろう付け部分周辺において伝熱により温度が上昇し始めるが、時間を経るとともに、箱体24内に不活性ガスが充満するようになるので、これにより箱体24内の酸素濃度が低下するため、シェル12や銅パイプ16におけるろう付け部分周辺における酸化が防止される。
【0065】
ここで、ピン18の上端面18bから吐出される不活性ガスの流量は、整流カラー28の整流作用により不活性ガスが銅パイプ16の表面に沿って下方側に流出し、かつ、シェル12と銅パイプ16とのろう付け部分に不活性ガスの膜が形成されるように適宜に調整すればよい。
【0066】
このとき、吐出される不活性ガスの流量が多すぎると、整流カラー28から下方側に流出される不活性ガスが乱流となり、ろう付け部分に酸化を生じさせる原因となるとともに、ろう付け部分の温度が上昇し難くなって作業効率が悪化することとなる。
【0067】
また、吐出される不活性ガスの流量が少なすぎると、ろう付け部分に不活性ガスの膜を完全に形成することが困難となり、ろう付け部分に酸化を生じる原因となるとともに、ろう付け部分の温度が急激に上昇することとなり、伝熱による昇温によってろう付け部分周辺が急激に酸化してしまう原因となるものである。
【0068】
従って、ピン18の上端面18bから吐出される不活性ガスの流量は、例えば、実験的に適正な流量を求めて、当該適正な流量が維持されるように制御することが望ましい。
【0069】
以上において説明したように、ろう付け装置10においては、シェル12に対する銅パイプ16の位置決めを行った後に、ピン18から不活性ガスを噴射させ、噴射した不活性ガスをシャフト20に設けられた気道20cを通して整流カラー28の整流作用により銅パイプ16の表面に沿って下方側に流出させるようにしたことにより、ろう付け部分において不活性ガスの膜を形成することができ、これによりろう付け部分の酸化を抑制することができるとともに、整流カラー28を設けない場合に比べて加熱コイル22による加熱開始時間を大幅に短縮することができる。
【0070】
また、ろう付け部分に不活性ガスの膜が形成され、ろう付け部分およびろう付け部分周辺に絶えず不活性ガスが流れているため、加熱コイル22による加熱終了後には、ろう付け部分およびろう付け部分周辺がこうした不活性ガスにより冷却されることとなり、ろう付け部分およびろう付け部分周辺の冷却時間が短縮されることとなる。
【0071】
さらに、箱体24によってろう付け部分近傍が略閉鎖された空間となっており、ろう付け部分において膜を形成する不活性ガスによって箱体24内の酸素濃度が低下するため、ろう付け部分の加熱による伝熱により昇温したシェル12や銅パイプ16におけるろう付け部分周辺が酸化することを防止することができる。
【0072】
さらにまた、フラックスの塗布範囲をろう付け部分のみとすることができるため、フラックスの塗布量を少なくすることができるとともに、ろう付け加工後のワーク洗浄を簡略化することができる。
【0073】
上記したように、ろう付け装置10においては、シェル12に対する銅パイプ16の位置決め、シェル12と銅パイプとのろう付け、ろう付け部分およびろう付け部分周辺の酸化防止を行うことができるため、大きな炉内でろう付けを行うよりも安価にろう付け加工を行うことができるとともに作業効率を向上させることができ、初心者の作業者でも簡単にろう付け加工を行うことができるようになる。
【0074】
なお、上記した実施の形態は、以下の(1)乃至(7)に示すように変形することができるものである。
【0075】
(1)上記した実施の形態において、加熱終了後、箱体24内の酸素濃度が十分低下している場合には、不活性ガスの流量を増大させシェル12や銅パイプ16の冷却効率を上げて、シェル12や銅パイプ16を酸化しない温度まで低下させる時間を短縮して作業効率をさらに向上させるようにしてもよい。
【0076】
(2)上記した実施の形態においては、圧縮機などのシェル12と銅パイプ16とをろう付けする場合について説明したが、これに限られるものではないことは勿論である。即ち、本発明によるろう付け装置10は、パイプなどの内部が中空の管状形状などの形状を備えた各種の金属部材たる母材と他の各種の金属部材たる母材とをろう付けする場合に用いることができる。
【0077】
(3)上記した実施の形態において、さらに、シャフト20にドグを設けることにより、シャフト20の位置によって銅パイプ16の有無を検知したり、シャフト20の位置によって銅パイプ16の斜め付けなどの作業ミスを検知したりするなどを機能を設けるようにしてもよい。
【0078】
(4)上記した実施の形態においては、窒素などの不活性ガスを用いるようにしたが、不活性ガスに変えて水素混合ガスなどの還元ガスを用いるようにしてもよい。
【0079】
(5)上記した実施の形態においては、シャフト20の下端面20bの孔20dから流入した不活性ガスを側面20eから流出させるために、側面20eに孔20fを4つ設けるようにしたが、これに限られるものではないことは勿論であり、シャフト20の太さや強度などを考慮して、孔20fを1つあるいは2つ以上の複数個のうちの適宜の個数、例えば、3つや5つなどの個数設けるようにしてもよい。
【0080】
(6)上記した実施の形態においては、整流カラー28の拡張部分を、上方部分から内径R1で延長された内周面を軸方向に直交する方向で拡張され、さらに、高さ方向における所定の位置から軸方向略中央位置に向かって順次内径が拡張されるようにしたが、これに限られるものではないことは勿論である。
【0081】
即ち、拡張部分では平面28abに変えて、傾斜面28aaより緩やかな傾斜面を形成して内径R1から内径R3に拡張され、さらに、各帳面28aaを形成して内径R3から内径R2に拡張されるようにしてもよい。
【0082】
また、図7に示すように、拡張部分を上方部分から内径R1で延長された内周面を高さ方向における所定の位置から軸方向略中央位置に向かって順次内径が拡張されるように構成されるようにしてもよい。この際には、拡張部分では、内周面が傾斜面28acのみを形成して内径R1から内径R2に拡張される。
【0083】
(7)上記した実施の形態ならびに上記した(1)乃至(6)に示す変形例は、適宜に組み合わせるようにしてもよい。
【産業上の利用可能性】
【0084】
本発明は、圧縮機などの各種の機器のシェルなどに銅パイプなどの各種のパイプを接合する際に利用することができる。
【符号の説明】
【0085】
10 ろう付け装置
12 シェル
14 治具台
16 銅パイプ
18 ピン
20 シャフト
22 加熱コイル
24 箱体
26 窓部
28 整流カラー
【技術分野】
【0001】
本発明は、ろう付け方法およびろう付け装置に関し、さらに詳細には、ろう付け部やろう付け部周辺の酸化を防止するようにしたろう付け方法およびろう付け装置に関する。
【背景技術】
【0002】
従来より、金属部材同士を接合する技術として、「ろう付け」という手法が一般に知られている。
【0003】
こうしたろう付けにおいては、金属部材同士を接合するためにろう付けする部分に、当該金属部材が加熱により酸化しないようにするためや、ろう材の金属部材への濡れ性を高めるために、フラックスを塗布することが行われている。
【0004】
しかしながら、上記のようにフラックスを塗布すると、ろう付けする部分の近傍においてフラックスによる絶縁被膜が形成されるとともに、フラックスが塗布されていない部分には酸化被膜が形成されてしまい、互いに接合する金属部材たる母材(以下、「ワーク」と適宜に称する。)を温水洗浄するだけでは十分に当該絶縁被膜が洗浄しきれずに、例えば、ろう付け処理後に行う電着塗装において、塗装の不具合が生じてしまうという問題点があった。
【0005】
こうした問題点を解決するための手段として、例えば、特許文献1として提示する特開平5−15969号公報に開示されている技術が提案されている。
【0006】
即ち、この特開平5−15969号公報に開示されている技術は、不活性ガスで満たされている炉内においてろう付け作業を行うことにより、ろう付け部の酸化やろう付け部周辺の酸化を生じることなくろう付けを行うというものである。
【0007】
しかしながら、特許文献1に開示されている技術においては、ワークを固定する治具や炉内に設置する装置などが大がかりになってしまい、炉内を大量の不活性ガスで満たさなければならず、作業効率の悪さやコスト高を招来するという新たな問題点を招来するものであった。
【0008】
また、特許文献1に開示されている技術においては、パイプなどの内部が中空の管状形状を備えたワークの場合には、ワークの炉内の治具取り付け状況によっては、当該ワーク内の酸素を取り除くことが困難であり、ワーク内の酸素によりろう付け部の酸化を防止することができないという問題点も指摘されていた。
【先行技術文献】
【特許文献】
【0009】
特開平5−15969号公報
【図面の簡単な説明】
【0010】
【図1】図1は、本発明によるろう付け装置の正面説明図である。
【図2】図2は、図1のA−A線による端面構成説明図である。
【図3】図3は、ピンを示す概略構成斜視説明図である。
【図4】図4(a)は、シャフトを示す概略構成斜視説明図であり、また、図4(b)は、図4(a)の要部を示す概略構成斜視説明図であり、また、図4(c)は、図4(b)のB矢視図である。
【図5】図5(a)は、整流カラーの平面説明図であり、また、図5(b)は、整流カラーの正面説明図であり、また、図5(c)は、整流カラーの底面説明図である。
【図6】図6は、ろう付け装置の動作前の状態を示す端面構成説明図である。
【図7】図7(a)は、整流カラーの変形例を示す平面説明図であり、また、図7(b)は、整流カラーの変形例を示す正面説明図であり、また、図7(c)は整流カラーの変形例を示す底面説明図である。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記したような従来の技術の有する種々の問題点に鑑みてなされたものであり、その目的とするところは、パイプなどの内部が中空の管状形状などの形状を備えた金属部材たる母材と他の金属部材たる母材とを接合する際に、ろう付け部やろう付け部周辺を酸化させることなく、しかも、作業効率を向上させることができるとともにコスト高を抑制することが可能なろう付け方法およびろう付け装置を提供しようとするものである。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明は、一方の母材と他方の母材とをろう材により接合するろう付け部の周囲の酸素濃度を短時間で下げ、ろう付け部周辺の酸化を防ぐようにしたものである。
【0013】
即ち、本発明によるろう付け装置は、一方の母材と他方の母材とをろう材により接合するろう付け装置において、一方の母材を固定する固定手段と、一方の端部に設けられた孔から不活性ガスを吐出するピンと、上記他方の母材に対して上記一方の母材を押圧するとともに一方の端部に設けられた孔へ上記ピンから吐出された上記不活性ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、上記シャフトの上記側面部に設けられるとともに上記側面部から流出した上記不活性ガスを上記他方の母材の表面に沿って整流し、上記一方の母材と上記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、上記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、上記ろう付け部分を加熱する加熱手段とを有するようにしたものである。
【0014】
また、本発明によるろう付け装置は、一方の母材と他方の母材とをろう材により接合するろう付け装置において、一方の母材を固定する固定手段と、一方の端部に設けられた孔から還元ガスを吐出するピンと、上記他方の母材に対して上記一方の母材を押圧するとともに一方の端部に設けられた孔へ上記ピンから吐出された上記還元ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、上記シャフトの上記側面部に設けられるとともに上記側面部から流出した上記還元ガスを上記他方の母材の表面に沿って整流し、上記一方の母材と上記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、上記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、上記ろう付け部分を加熱する加熱手段とを有するようにしたものである。
【0015】
また、本発明によるろう付け装置は、上記した各本発明によるろう付け装置において、上記加熱手段および上記整流カラーの近傍を上記閉鎖手段内に位置するようにしたものである。
【0016】
また、本発明によるろう付け装置は、上記した各本発明によるろう付け装置において、上記閉鎖手段に上記ろう付け部分を視認するための窓部を設けるようにしたものである。
【0017】
また、本発明によるろう付け方法は、上記した本発明によるろう付け装置を用いたろう付け方法であって、上記閉鎖手段により上記一方の母材と上記他方の母材とを上記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、上記シャフトにより上記一方の母材に対し上記他方の母材を押圧し、上記シャフトと上記ピンとの間で上記他方の母材を上記一方の母材に対して位置決めし、上記ピンから不活性ガスを吐出させ、該吐出させた上記不活性ガスを上記シャフトの気道に流入させ、上記シャフトの側面部に設けた整流カラーによって、上記シャフトの気道に流入し、上記側面部から流出した上記不活性ガスを上記他方の母材の表面に沿って整流して上記ろう付け部分に向かって流出するようにしたものである。
【0018】
また、本発明によるろう付け方法は、上記した本発明によるろう付け装置を用いたろう付け方法であって、上記閉鎖手段により上記一方の母材と上記他方の母材とを上記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、上記シャフトにより上記一方の母材に対し上記他方の母材を押圧し、上記シャフトと上記ピンとの間で上記他方の母材を上記一方の母材に対して位置決めし、上記ピンから還元ガスを吐出させ、該吐出させた上記還元ガスを上記シャフトの気道に流入させ、上記シャフトの側面部に設けた整流カラーによって、上記シャフトの気道に流入し、上記側面部から流出した上記還元ガスを上記他方の母材の表面に沿って整流して上記ろう付け部分に向かって流出するようにしたものである。
【発明の効果】
【0019】
本発明は、以上説明したように構成されているので、パイプなどの内部が中空の管状形状などの形状を備えた金属部材たる母材と他の金属部材たる母材とを接合する際に、ろう付け部やろう付け部周辺を酸化させることなく、しかも、作業効率を向上させることができるとともにコスト高を抑制することが可能となるという優れた効果を奏する。
【発明を実施するための形態】
【0020】
以下、添付の図面を参照しながら、本発明によるろう付け方法およびろう付け装置の実施の形態の一例を詳細に説明するものとする。
【0021】
ここで、図1には、本発明によるろう付け装置の実施の形態の一例の正面説明図が示されており、また、図2には、図1のA−A線による断面説明図が示されている。
【0022】
なお、以下のろう付け装置10に関する説明においては、互いに接合する金属部材たる一方の母材が圧縮機などのシェルであり、互いに接合する金属部材たる他方の母材が圧縮機などのシェルに取り付ける銅パイプであって、これらの母材同士、即ち、シェルと銅パイプとをろう材として銀ろうを用いてろう付けする場合を例にして示している。
【0023】
即ち、この図1および図2に示すろう付け装置10は、互いに接合する金属部材たる一方の母材であるシェル12を固定する治具台14と、治具台14に固定的に配設されるとともにシェル12に対して互いに接合する金属部材たる他方の母材である銅パイプ16を下方側から位置決めするピン18と、銅パイプ16を上方側から位置決めするとともにシェル12に対して銅パイプ16を押圧するシャフト20と、シェル12と銅パイプ16とをろう材たる銀ろうにより接合するろう付け部分を加熱する加熱コイル22と、ろう付け部分近傍を覆う略台形形状の箱体24と、箱体24の内部を作業者が目視で確認するための窓部26とを有して構成されている。
【0024】
ここで、図3にはピン18の概略構成斜視説明図が示されているが、ピン18は、略円柱形状に形成されており、上端部18aが平面状の上端面18bに向かって径が小さくなるように、テーパー加工が施されている。
【0025】
さらに、ピン18においては、上端面18bの略中心部に孔18dが設けられており、この孔18dから下方側にピン18の軸中心を貫通するように延長された気道18cが設けられている。
【0026】
即ち、ピン18には、軸中心に沿って形成された連通孔たる気道18cが形成されている。
【0027】
そして、この気道18cは、図示しないガスタンクに接続されており、ガスタンクから窒素などの不活性ガスを気道18cに注入し、孔18dから吐出するように構成されている。
【0028】
また、ピン18は、上方部分の径より下方部分の径が大きく形成されている。
【0029】
このため、シェル12に設けられた孔12aの径がロットにより大きかったり、または、銅パイプ16の径がシェル12に設けられた孔12aの径に比べて小さい場合であっても、ピン18の下方部分により銅パイプ16がシェル12に設けられた孔12aに一定の長さ以上に挿入されることがないようになされている。
【0030】
また、図4(a)(b)(c)にはシャフト20の詳細な構成が図示されているが、シャフト20は、略円柱形状に形成されており、下端部20aが平面状の下端面20bに向かって径が小さくなるように、テーパー加工が施されている。
【0031】
さらに、シャフト20においては、下端面20bの略中心部に孔20dが設けられており、この孔20dから上方側にシャフト20の軸中心に沿って延長された気道20cが設けられている。
【0032】
この気道20cは、シャフト20の下端部20aから所定の長さだけ上方側に形成されており、シャフト20の軸中心を貫通するものではない。
【0033】
また、気道20cは、所定の位置において、径方向に沿う4つの方向に分岐している。即ち、気道20cは、所定の位置において、孔20dから延長する方向と直角に曲がって延長され、シャフト20の側面20eに設けられた4つの孔20fを介して外部と連通するように形成されている(図4(b)(c)を参照する。)。
【0034】
さらに、上記したようにして形成される気道20c、孔20dおよび孔20fは、孔20dから延長される気道20cを通る際のガスの流速より、所定の位置において孔20dから延長する方向と直角に曲がって延長された気道20cを通る際のガスの流速のほうが遅くなるように設計される。
【0035】
一方、シャフト20の側面20eには、整流カラー28が設けられている(整流カラー28については、後に詳述する。)。
【0036】
そして、上記したシャフト20は、シェル12に対して銅パイプ16を上方側から押圧するために、バネまたは空気圧などにより当該押圧する圧力を調整する圧力調整機能を備えるようにしてもよい。
【0037】
次に、整流カラー28について説明すると、整流カラー28は、上記した4つの孔20fを覆うようにして、シャフト20の側面20eに取り付けられている。
【0038】
より詳細には、整流カラー28は略円筒形状を備えているが、その内径は上端部28b側と下端部28d側とでは大きさが異なっている。
【0039】
即ち、整流カラー28は、上端部28bが4つの孔20fの上方位置においてシャフト20に固定されており、上端部28bから下方へ側壁部28cが形成されて該側壁部28cにより4つの孔20fを覆うように形成されている。
【0040】
一方、整流カラー28の下端部28dはシャフト20から離隔していて、下端部28dとシャフト20との間は開口している。
【0041】
そして、整流カラー28の内周面28aは、シャフト20の外径と略一致する内径R1を有する上方部分と、上方部分から内径R1で延長された内周面を軸方向に直交する方向で拡張され、さらに、高さ方向における所定の位置から軸方向略中央位置に向かって順次内径が拡張される拡張部分と、高さ方向において軸方向略中央位置から下端部28dにわたってシャフト20の外径より大きい内径R2を有する下方部分とにより構成されている(図5(a)(b)(c)を参照する。)。
【0042】
つまり、拡張部分では、内周面が平面28abを形成して内径R1から内径R3に拡張され、さらに、傾斜面28aaを形成して内径R3から内径R2に拡張されていることとなる。
【0043】
なお、整流カラー28の下方側の内径R2は、加熱コイル22の中心径と同じか、それ以下とすることが好ましい。
【0044】
また、整流カラー28をシャフト20に取り付ける取り付け位置は、整流カラー28の内周面28aで内径R1からR3に拡張される平面28abが孔20fの上方側に位置するとともに、高さ方向において所定の位置から軸方向略中央位置に向かって順次内径が拡張される傾斜面28aaが孔20fと対向して位置するように配置する。
【0045】
さらに、シャフト20において整流カラー28がワークに近い位置に取り付けられると、加熱コイル22によりワークとともに整流カラー28も一緒に加熱されてしまい、エネルギーロスが生じるとともに、整流カラー28が設けられたシャフト20も昇温し、シャフト20からの熱がワークに伝わり、ワークのろう付け部分の温度が、加熱コイル22により加熱されるろう材の最適溶融温度よりも上昇してしまい、ろう付け加工に悪影響が生じる。
【0046】
このため、整流カラー28をシャフト20に取り付ける取り付け位置は、整流カラー28が加熱コイル22によって誘導加熱されにくい位置に配置されるように設計される。
【0047】
そして、シャフト20における整流カラー28の取り付け位置が決定されることにより、シャフト20の高さ方向における孔20fの設けられる位置が決定されることとなる。
【0048】
次に、箱体24は、上面24aの前方側に作業者が目視により箱体24内を視認できる窓部26が設けられており、さらに、上面24aの窓部26の後方側にシャフト20が挿入される孔24bが設けられている。
【0049】
こうした箱体24の材質としては、例えば、加熱コイル22によって加熱されにくい非磁性の材料を用いることが望ましく、具体的には、銅を使用することが特に望ましい。
【0050】
また、箱体24の温度が高周波の影響により上昇する場合には、冷却パイプ(図示せず。)などを用いて箱体24を冷却するようにしてもよい。
【0051】
なお、シェル12に対する銅パイプ16の位置決め、シャフト20と加熱コイル22と箱体24との昇降、加熱コイル22による加熱、不活性ガスの吐出および吐出量の増減、シャフト20による銅パイプ16への押圧などは、図示しない操作子により作業者が適宜に制御するように構成してもよいし、あるいは、コンピューターを用いて自動制御するようにしてもよい。
【0052】
以上の構成において、ろう付け装置10を用いて圧縮機などのシェル12と銅パイプ16とをろう付けする際には、まず、治具台14にシェル12を固定し、固定したシェル12に設けられた孔12a上に銅パイプ16を載置する(図6を参照する。)。
【0053】
なお、孔12aと銅パイプ16とのろう付けする部位には、フラックスが予め塗布されているものとする。
【0054】
次に、孔12aからピン18を挿入して、その後に、シャフト20と加熱コイル22と箱体24とを同時に下降させ(図6を参照する。)、シャフト20とピン18とによりシェル12に対して銅パイプ16の位置決めを行うとともに、箱体24によりろう付け部分近傍を略閉鎖された空間に形成する(図2を参照する。)。
【0055】
上記のようにして、シャフト20とピン18とによりシェル12に対する銅パイプ16の位置決めが行われる際には、シャフト20の下端面20bとピン18の上端面18bとが銅パイプ16内に位置することとなる。
【0056】
また、箱体24がろう付け部分近傍を略閉鎖された空間に形成する際には、当該空間は完全に密閉された状態とはなっておらず、箱体24の内部の気体が箱体24の外部に放出可能なように、シェル12と箱体24との間にわずかに隙間が設けられている。
【0057】
次に、図示しないガスタンクから不活性ガスを供給し、この不活性ガスは、気道18cを通ってピン18の上端面18bに設けられた孔18dから吐出される。
【0058】
このとき、当該吐出された不活性ガスは、所定の流量で吐出され続け、銅パイプ16内において銅パイプ16内に存在していた空気と置換され、さらに、銅パイプ16内からシャフト20の下端面20bに設けられた孔20dに流入して、気道20cを通って孔20fに達する。
【0059】
そして、孔20fに達した不活性ガスは、整流カラー28によって下方側に流出することとなり、下方側に流出した不活性ガスは整流カラー28の整流作用により銅パイプ16の表面16aを伝って、銅パイプ16と加熱コイル22との間を通り、シェル12と銅パイプ16とをろう材により接合するろう付け部分に流出し、当該ろう付け部分において不活性ガスの膜を形成するようになる。
【0060】
上記のようにして、ろう付け部分に不活性ガスの膜が形成されると、加熱コイル22に電流(例えば、高周波電流)を給電してろう付け部分を加熱し、この加熱によりろう材である銀ろうを溶融してシェル12と銅パイプ16とをろう付け接合する。
【0061】
そして、ろう付け接合を完了すると、シェル12や銅パイプ16を酸化しない温度まで低下させた後に、シャフト20と加熱コイル22と箱体24とを同時に上昇させて、ろう付けにより接合されたシェル12と銅パイプ16とをろう付け装置10から取り外し、新たにろう付けによる接合を行うシェルと銅パイプとをろう付け装置10にセットすればよい。
【0062】
上記において説明したように、本発明によるろう付け装置10においては、ろう付け部分において不活性ガスの膜を形成することより、ろう付け部分の酸化を防止することができる。
【0063】
さらに、単に箱体24内に不活性ガスを充満させる場合と比較すると、本発明によるろう付け装置10によれば、ろう付け部分において不活性ガスの膜を形成するまでの当該不活性ガスの供給時間を大幅に短縮することができるので、加熱コイル22の加熱を開始するまでの待ち時間を大幅に短縮でき、その結果、ろう付けの作業時間が大幅に短縮されることになる。
【0064】
また、加熱コイル22による加熱が始まりろう付け部分が昇温すると、シェル12や銅パイプ16におけるろう付け部分周辺において伝熱により温度が上昇し始めるが、時間を経るとともに、箱体24内に不活性ガスが充満するようになるので、これにより箱体24内の酸素濃度が低下するため、シェル12や銅パイプ16におけるろう付け部分周辺における酸化が防止される。
【0065】
ここで、ピン18の上端面18bから吐出される不活性ガスの流量は、整流カラー28の整流作用により不活性ガスが銅パイプ16の表面に沿って下方側に流出し、かつ、シェル12と銅パイプ16とのろう付け部分に不活性ガスの膜が形成されるように適宜に調整すればよい。
【0066】
このとき、吐出される不活性ガスの流量が多すぎると、整流カラー28から下方側に流出される不活性ガスが乱流となり、ろう付け部分に酸化を生じさせる原因となるとともに、ろう付け部分の温度が上昇し難くなって作業効率が悪化することとなる。
【0067】
また、吐出される不活性ガスの流量が少なすぎると、ろう付け部分に不活性ガスの膜を完全に形成することが困難となり、ろう付け部分に酸化を生じる原因となるとともに、ろう付け部分の温度が急激に上昇することとなり、伝熱による昇温によってろう付け部分周辺が急激に酸化してしまう原因となるものである。
【0068】
従って、ピン18の上端面18bから吐出される不活性ガスの流量は、例えば、実験的に適正な流量を求めて、当該適正な流量が維持されるように制御することが望ましい。
【0069】
以上において説明したように、ろう付け装置10においては、シェル12に対する銅パイプ16の位置決めを行った後に、ピン18から不活性ガスを噴射させ、噴射した不活性ガスをシャフト20に設けられた気道20cを通して整流カラー28の整流作用により銅パイプ16の表面に沿って下方側に流出させるようにしたことにより、ろう付け部分において不活性ガスの膜を形成することができ、これによりろう付け部分の酸化を抑制することができるとともに、整流カラー28を設けない場合に比べて加熱コイル22による加熱開始時間を大幅に短縮することができる。
【0070】
また、ろう付け部分に不活性ガスの膜が形成され、ろう付け部分およびろう付け部分周辺に絶えず不活性ガスが流れているため、加熱コイル22による加熱終了後には、ろう付け部分およびろう付け部分周辺がこうした不活性ガスにより冷却されることとなり、ろう付け部分およびろう付け部分周辺の冷却時間が短縮されることとなる。
【0071】
さらに、箱体24によってろう付け部分近傍が略閉鎖された空間となっており、ろう付け部分において膜を形成する不活性ガスによって箱体24内の酸素濃度が低下するため、ろう付け部分の加熱による伝熱により昇温したシェル12や銅パイプ16におけるろう付け部分周辺が酸化することを防止することができる。
【0072】
さらにまた、フラックスの塗布範囲をろう付け部分のみとすることができるため、フラックスの塗布量を少なくすることができるとともに、ろう付け加工後のワーク洗浄を簡略化することができる。
【0073】
上記したように、ろう付け装置10においては、シェル12に対する銅パイプ16の位置決め、シェル12と銅パイプとのろう付け、ろう付け部分およびろう付け部分周辺の酸化防止を行うことができるため、大きな炉内でろう付けを行うよりも安価にろう付け加工を行うことができるとともに作業効率を向上させることができ、初心者の作業者でも簡単にろう付け加工を行うことができるようになる。
【0074】
なお、上記した実施の形態は、以下の(1)乃至(7)に示すように変形することができるものである。
【0075】
(1)上記した実施の形態において、加熱終了後、箱体24内の酸素濃度が十分低下している場合には、不活性ガスの流量を増大させシェル12や銅パイプ16の冷却効率を上げて、シェル12や銅パイプ16を酸化しない温度まで低下させる時間を短縮して作業効率をさらに向上させるようにしてもよい。
【0076】
(2)上記した実施の形態においては、圧縮機などのシェル12と銅パイプ16とをろう付けする場合について説明したが、これに限られるものではないことは勿論である。即ち、本発明によるろう付け装置10は、パイプなどの内部が中空の管状形状などの形状を備えた各種の金属部材たる母材と他の各種の金属部材たる母材とをろう付けする場合に用いることができる。
【0077】
(3)上記した実施の形態において、さらに、シャフト20にドグを設けることにより、シャフト20の位置によって銅パイプ16の有無を検知したり、シャフト20の位置によって銅パイプ16の斜め付けなどの作業ミスを検知したりするなどを機能を設けるようにしてもよい。
【0078】
(4)上記した実施の形態においては、窒素などの不活性ガスを用いるようにしたが、不活性ガスに変えて水素混合ガスなどの還元ガスを用いるようにしてもよい。
【0079】
(5)上記した実施の形態においては、シャフト20の下端面20bの孔20dから流入した不活性ガスを側面20eから流出させるために、側面20eに孔20fを4つ設けるようにしたが、これに限られるものではないことは勿論であり、シャフト20の太さや強度などを考慮して、孔20fを1つあるいは2つ以上の複数個のうちの適宜の個数、例えば、3つや5つなどの個数設けるようにしてもよい。
【0080】
(6)上記した実施の形態においては、整流カラー28の拡張部分を、上方部分から内径R1で延長された内周面を軸方向に直交する方向で拡張され、さらに、高さ方向における所定の位置から軸方向略中央位置に向かって順次内径が拡張されるようにしたが、これに限られるものではないことは勿論である。
【0081】
即ち、拡張部分では平面28abに変えて、傾斜面28aaより緩やかな傾斜面を形成して内径R1から内径R3に拡張され、さらに、各帳面28aaを形成して内径R3から内径R2に拡張されるようにしてもよい。
【0082】
また、図7に示すように、拡張部分を上方部分から内径R1で延長された内周面を高さ方向における所定の位置から軸方向略中央位置に向かって順次内径が拡張されるように構成されるようにしてもよい。この際には、拡張部分では、内周面が傾斜面28acのみを形成して内径R1から内径R2に拡張される。
【0083】
(7)上記した実施の形態ならびに上記した(1)乃至(6)に示す変形例は、適宜に組み合わせるようにしてもよい。
【産業上の利用可能性】
【0084】
本発明は、圧縮機などの各種の機器のシェルなどに銅パイプなどの各種のパイプを接合する際に利用することができる。
【符号の説明】
【0085】
10 ろう付け装置
12 シェル
14 治具台
16 銅パイプ
18 ピン
20 シャフト
22 加熱コイル
24 箱体
26 窓部
28 整流カラー
【特許請求の範囲】
【請求項1】
一方の母材と他方の母材とをろう材により接合するろう付け装置において、
一方の母材を固定する固定手段と、
一方の端部に設けられた孔から不活性ガスを吐出するピンと、前記他方の母材に対して前記一方の母材を押圧するとともに一方の端部に設けられた孔へ前記ピンから吐出された前記不活性ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、
前記シャフトの前記側面部に設けられるとともに前記側面部から流出した前記不活性ガスを前記他方の母材の表面に沿って整流し、前記一方の母材と前記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、
前記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、
前記ろう付け部分を加熱する加熱手段と
を有することを特徴とするろう付け装置。
【請求項2】
一方の母材と他方の母材とをろう材により接合するろう付け装置において、
一方の母材を固定する固定手段と、
一方の端部に設けられた孔から還元ガスを吐出するピンと、前記他方の母材に対して前記一方の母材を押圧するとともに一方の端部に設けられた孔へ前記ピンから吐出された前記還元ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、
前記シャフトの前記側面部に設けられるとともに前記側面部から流出した前記還元ガスを前記他方の母材の表面に沿って整流し、前記一方の母材と前記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、
前記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、
前記ろう付け部分を加熱する加熱手段と
を有することを特徴とするろう付け装置。
【請求項3】
請求項1または2のいずれか1項に記載のろう付け装置において、
前記加熱手段および前記整流カラーの近傍は、前記閉鎖手段内に位置している
ことを特徴とするろう付け装置。
【請求項4】
請求項1、2または3のいずれか1項に記載のろう付け装置において、
前記閉鎖手段は、前記ろう付け部分を視認するための窓部を備える
ことを特徴とするろう付け装置。
【請求項5】
請求項1に記載のろう付け装置を用いたろう付け方法であって、
前記閉鎖手段により前記一方の母材と前記他方の母材とを前記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、
前記シャフトにより前記一方の母材に対し前記他方の母材を押圧し、前記シャフトと前記ピンとの間で前記他方の母材を前記一方の母材に対して位置決めし、
前記ピンから不活性ガスを吐出させ、該吐出させた前記不活性ガスを前記シャフトの気道に流入させ、前記シャフトの側面部に設けた整流カラーによって、前記シャフトの気道に流入し、前記側面部から流出した前記不活性ガスを前記他方の簿剤の表面に沿って整流して前記ろう付け部分に向かって流出する
ことを特徴とするろう付け方法。
【請求項6】
請求項2に記載のろう付け装置を用いたろう付け方法であって、
前記閉鎖手段により前記一方の母材と前記他方の母材とを前記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、
前記シャフトにより前記一方の母材に対し前記他方の母材を押圧し、前記シャフトと前記ピンとの間で前記他方の母材を前記一方の母材に対して位置決めし、
前記ピンから還元ガスを吐出させ、該吐出させた前記還元ガスを前記シャフトの気道に流入させ、前記シャフトの側面部に設けた整流カラーによって、前記シャフトの気道に流入し、前記側面部から流出した前記還元ガスを前記他方の母材の表面に沿って整流して前記ろう付け部分に向かって流出する
ことを特徴とするろう付け方法。
【請求項1】
一方の母材と他方の母材とをろう材により接合するろう付け装置において、
一方の母材を固定する固定手段と、
一方の端部に設けられた孔から不活性ガスを吐出するピンと、前記他方の母材に対して前記一方の母材を押圧するとともに一方の端部に設けられた孔へ前記ピンから吐出された前記不活性ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、
前記シャフトの前記側面部に設けられるとともに前記側面部から流出した前記不活性ガスを前記他方の母材の表面に沿って整流し、前記一方の母材と前記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、
前記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、
前記ろう付け部分を加熱する加熱手段と
を有することを特徴とするろう付け装置。
【請求項2】
一方の母材と他方の母材とをろう材により接合するろう付け装置において、
一方の母材を固定する固定手段と、
一方の端部に設けられた孔から還元ガスを吐出するピンと、前記他方の母材に対して前記一方の母材を押圧するとともに一方の端部に設けられた孔へ前記ピンから吐出された前記還元ガスを流入させて気道を介して側面部から流出させるシャフトとにより構成された位置決め手段と、
前記シャフトの前記側面部に設けられるとともに前記側面部から流出した前記還元ガスを前記他方の母材の表面に沿って整流し、前記一方の母材と前記他方の母材とをろう材により接合するろう付け部分に向けて流出させる整流カラーと、
前記ろう付け部分近傍を略閉鎖された空間に形成する閉鎖手段と、
前記ろう付け部分を加熱する加熱手段と
を有することを特徴とするろう付け装置。
【請求項3】
請求項1または2のいずれか1項に記載のろう付け装置において、
前記加熱手段および前記整流カラーの近傍は、前記閉鎖手段内に位置している
ことを特徴とするろう付け装置。
【請求項4】
請求項1、2または3のいずれか1項に記載のろう付け装置において、
前記閉鎖手段は、前記ろう付け部分を視認するための窓部を備える
ことを特徴とするろう付け装置。
【請求項5】
請求項1に記載のろう付け装置を用いたろう付け方法であって、
前記閉鎖手段により前記一方の母材と前記他方の母材とを前記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、
前記シャフトにより前記一方の母材に対し前記他方の母材を押圧し、前記シャフトと前記ピンとの間で前記他方の母材を前記一方の母材に対して位置決めし、
前記ピンから不活性ガスを吐出させ、該吐出させた前記不活性ガスを前記シャフトの気道に流入させ、前記シャフトの側面部に設けた整流カラーによって、前記シャフトの気道に流入し、前記側面部から流出した前記不活性ガスを前記他方の簿剤の表面に沿って整流して前記ろう付け部分に向かって流出する
ことを特徴とするろう付け方法。
【請求項6】
請求項2に記載のろう付け装置を用いたろう付け方法であって、
前記閉鎖手段により前記一方の母材と前記他方の母材とを前記ろう材により接合するろう付け部分の近傍を略閉鎖された空間に形成し、
前記シャフトにより前記一方の母材に対し前記他方の母材を押圧し、前記シャフトと前記ピンとの間で前記他方の母材を前記一方の母材に対して位置決めし、
前記ピンから還元ガスを吐出させ、該吐出させた前記還元ガスを前記シャフトの気道に流入させ、前記シャフトの側面部に設けた整流カラーによって、前記シャフトの気道に流入し、前記側面部から流出した前記還元ガスを前記他方の母材の表面に沿って整流して前記ろう付け部分に向かって流出する
ことを特徴とするろう付け方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−194569(P2010−194569A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−41741(P2009−41741)
【出願日】平成21年2月25日(2009.2.25)
【出願人】(000219004)島田理化工業株式会社 (205)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月25日(2009.2.25)
【出願人】(000219004)島田理化工業株式会社 (205)
[ Back to top ]