
ろう付け用クラッド材及びそれを用いた製品
【課題】軽量で、耐食性にも、熱伝導性にも、強度にも優れたろう付け用クラッド材及びそれを用いた製品を提供する。
【解決手段】本発明に係るろう付け用クラッド材11は、銅又は銅合金からなる基材12の片面に、アルミニウム又はアルミニウム合金からなるろう材13がクラッドされたものである。
【解決手段】本発明に係るろう付け用クラッド材11は、銅又は銅合金からなる基材12の片面に、アルミニウム又はアルミニウム合金からなるろう材13がクラッドされたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量で、耐食性にも、熱伝導性にも、強度にも優れたろう付け用クラッド材及びそれを用いた製品に関する。
【背景技術】
【0002】
自動車エンジン用オイルクーラには、その部材自体が自動車用オイルクーラの一部又は全体を構成する構造材であってその部材自体同士の接合あるいは他の部材との接合を図る接合材付き構造材として、ステンレス基ろう付け用クラッド材が用いられる。ステンレス基ろう付け用クラッド材は、基材であるステンレス(SUS)板の片面あるいは両面にろう材として銅(Cu)がクラッド(一体化)されたものである。
【0003】
自動車コンデンサやラジエータに用いられる接合材付き構造材としては、JIS−Z3263と特許文献2に、アルミニウム(Al)ブレージングシートが記載されている。
【0004】
接合強度や耐食性などの信頼性が要求される製品には、アルミニウムブレージングシートの適用が困難であり、ステンレス基ろう付け用クラッド材が使用される。しかし、ステンレス基ろう付け用クラッド材は、銅と鉄を主成分とするステンレスとにより構成されるため、重量が大きい。
【0005】
アルミニウムブレージングシートを製品に用いるとき、アルミニウムの強度不足を解消するために、基材を肉厚化することになり、製品の小型化や軽量化が妨げられる。
【0006】
特許文献1には、ブレージングシートの基材に元素を添加して強度の向上を図ることが記載されている。しかし、基材への元素添加によってろう材と基材の融点差が小さくなり、ろう付け組立時の温度管理に不具合が生じる。
【0007】
エアコン用熱交換器では、熱伝導性の高い銅パイプとアルミニウムフィンをろう付けにより接合している。しかし、銅とアルミニウムは、個々の持つ耐食性(腐食電位)が大きく異なるため、接合部における異種金属間腐食の可能性が高い。そこで、接合部を腐食環境から絶縁するなどの煩雑な対策が必要である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平9−302433号公報
【特許文献2】特許第3780380号公報
【特許文献3】特開2006−264198号公報
【特許文献4】特開2004−291078号公報
【特許文献5】特開2002−210589号公報
【特許文献6】特開2005−28412号公報
【特許文献7】特開2005−118826号公報
【特許文献8】特開平7−47487号公報
【特許文献9】特開平7−47488号公報
【非特許文献】
【0009】
【非特許文献1】JIS−Z3263
【発明の概要】
【発明が解決しようとする課題】
【0010】
従来のろう付け用クラッド材には、重量が大きいこと、耐食性が不足であること、熱伝導性が不足であること、強度が弱いことなどの問題がある。
【0011】
そこで、本発明の目的は、上記課題を解決し、軽量で、耐食性にも、熱伝導性にも、強度にも優れたろう付け用クラッド材及びそれを用いた製品を提供することにある。
【課題を解決するための手段】
【0012】
上記目的を達成するために本発明のろう付け用クラッド材は、銅又は銅合金からなる基材の片面又は両面に、アルミニウム又はアルミニウム合金からなるろう材がクラッドされたものである。
【0013】
上記基材と上記ろう材との間に、上記ろう材よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材がクラッドされてもよい。
【0014】
上記被覆材がアルミニウムを主成分とする合金からなってもよい。
【0015】
また、本発明の製品は、請求項1〜3に記載のろう付け用クラッド材がそれ自体で又は他の構造材とろう付け組み立てされたものである。
【発明の効果】
【0016】
本発明は次の如き優れた効果を発揮する。
【0017】
(1)軽量である。
【0018】
(2)耐食性が高い。
【0019】
(3)熱伝導性が高い。
【0020】
(4)強度が強い。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図2】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図3】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図4】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図5】本発明の一実施形態を示すろう付け用クラッド材の斜視図である。
【図6】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図7】本発明の一実施形態を示す製品の斜視図である。
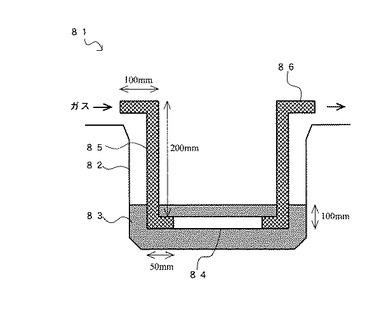
【図8】熱交換性能の試験装置の断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の一実施形態を添付図面に基づいて詳述する。
【0023】
本出願人は、ろう付け用クラッド材の構成について種々検討し、以下に述べる本発明のろう付け用クラッド材を発明するに至った。
【0024】
図1に示されるように、本発明に係るろう付け用クラッド材11は、銅又は銅合金からなる基材12の片面に、アルミニウム又はアルミニウム合金からなるろう材13がクラッド(一体化)されたものである。
【0025】
図2に示されるように、本発明に係るろう付け用クラッド材21は、銅又は銅合金からなる基材12の両面に、アルミニウム又はアルミニウム合金からなるろう材13がクラッドされたものである。
【0026】
図3に示されるように、本発明に係るろう付け用クラッド材31は、図1のろう付け用クラッド材11において、基材12とろう材13との間に、ろう材13よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材14がクラッドされたものである。したがって、被覆材14とろう材13とは、合金の種類や合金の組成が異なる。
【0027】
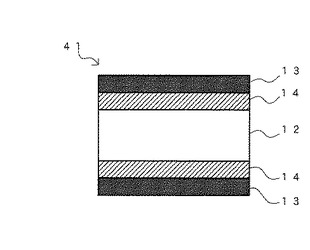
図4に示されるように、本発明に係るろう付け用クラッド材41は、図2に示すろう付け用クラッド材21において、基材12と両面のろう材13との間に、ろう材13よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材14がそれぞれクラッドされたものである。
【0028】
以下、本発明のろう付け用クラッド材の作用効果を説明する。
【0029】
本発明のろう付け用クラッド材11,21,31,41において、基材12として銅又は銅合金を用いたのは、銅及び銅合金は強度が高く、熱伝導性が高いからである。ろう材13としてアルミニウム又はアルミニウム合金を用いたのは、アルミニウム及びアルミニウム合金は、軽量で、耐酸化性が高いからである。
【0030】
さらに、銅、銅合金、アルミニウム及びアルミニウム合金は、板、箔の形態で汎用されているため、板、箔の形態で入手が容易であり、しかも、圧延、プレス、絞り加工が容易である。
【0031】
そこで、アルミニウムにマグネシウム(Mg)やシリコン(Si)またはそれらの組み合わせを添加して強度を向上させて銅と同等程度の強度を有するアルミニウム合金を基材として用いることが考えられる。しかし、これらの元素を添加すると、アルミニウムの融点も変化してしまう。例えば、Al中にSi(Si濃度は12.6mass%以下)を添加していくと融点は下がるため、Al−Siをろう材として用い、強度を向上させたAl合金としてAl−Si−MgやAl−Siなどを基材として用いた場合、Alろう材とAl合金基材との融点差が小さくなり、ろう付け組立時の温度管理に不具合が生じる。
【0032】
そこで、本発明のろう付け用クラッド材では、基材12が銅又は銅合金からなる。これにより基材12の強度を強くできる。
【0033】
本発明のろう付け用クラッド材11,21,31,41では、基材12が熱伝導性のよい銅又は銅合金からなるため、ろう付け用クラッド材11,21,31,41の熱伝導性が良い。よって、本発明のろう付け用クラッド材11,21,31,41を熱交換器の構造材とした場合、熱交換器の熱交換性能を大幅に向上できる。
【0034】
本発明のろう付け用クラッド材11,21,31,41では、基材12にろう材13がクラッドされているので、このろう付け用クラッド材11,21,31,41を構造材とし、それ自体又は他の構造材とろう付け組み立てして製品を製造する際に、構造材にろう材を塗布する必要がない。これにより、製品の製造コストを大幅に低減できる。
【0035】
本発明のろう付け用クラッド材11,21,31,41では、銅又は銅合金からなる基材12の全表面をアルミニウム又はアルミニウム合金からなるろう材13で覆うようにしたので、例えば、ろう付け用クラッド材11,21,31,41とアルミニウムからなるフィンとをろう付け組み立てする場合のように、アルミニウムからなる他の構造材と結合させる場合、銅又は銅合金からなる基材12がアルミニウムからなる他の構造材には直接接しないため、異種金属間腐食の発生を抑制することができる。
【0036】
本発明のろう付け用クラッド材11,21,31,41は、製品において求められる強度に応じて、基材12とろう材13の厚さ比(基材厚/ろう材厚)を変えることができる。厚さ比を極端に小さくすると強度は弱くなるが、強度を上記求められる強度に確保しつつ、厚さ比をできるだけ小さくすることにより、熱交換性能の向上(製品が熱交換器の場合)と軽量化を図ることができる。
【0037】
図3、図4に示した本発明のろう付け用クラッド材31,41は、銅又は銅合金からなる基材12の表面が確実にアルミニウム又はアルミニウム合金からなる被覆材14で覆われているので、異種金属間腐食の発生が抑制され、耐異種金属間腐食の信頼性が高い。ここで、被覆材14の融点はろう材13の融点を超えてはならない。その理由は、ろう材13の融点が基材12と接する被覆材14の融点以上の場合、ろう付けの際に被覆材14が溶融してしまい、被覆材14が基材12を被覆する役目を果たさなくなるからである。その点、本発明のろう付け用クラッド材31,41は、被覆材14がろう材13よりも融点が高いので、ろう付けの際に被覆材14が溶融しないで残る。
【0038】
銅合金としては、銅に鉛(Pb)、鉄(Fe)、スズ(Sn)、亜鉛(Zn)、アルミニウム、マンガン(Mn)、ニッケル(Ni)、シリコン(Si)、リン(P)のうち選ばれた数種を0.1〜10mass%添加した合金の利用が可能である。アルミニウム合金としては、アルミニウムに銅、マンガン、シリコン、鉄、マグネシウム、亜鉛、ニッケルのうち選ばれた数種を添加した合金の利用が可能である。なお、アルミニウム中に添加するシリコン濃度は0.1〜13mass%とし、シリコン以外の元素の濃度は0.1〜5mass%となるように設定する。これらの合金を基材12、ろう材13、被覆材14に用いることにより、本発明の効果を得ることができる。
【0039】
ろう材13にアルミニウムを用いる場合は、ろう材13より高融点となる被覆材14には、例えば、Al−Zr合金(Zr(ジルコニア)の濃度は、0.01mass%以上0.5mass%以下)を用いることにより、本発明の効果を得ることができる。
【0040】
また、被覆材14にアルミニウムを用いる場合は、被覆材14よりも低融点となるろう材13には、例えば、JIS Z 3263−1992に記載のAl−Si合金(Si濃度は、6.8mass%以上13mass%以下)やAl−Si−Cu合金(Si濃度は、6.8mass%以上13mass%以下、Cu濃度は、3.3mass%以上4.7mass%以下)を用いることにより、本発明の効果を得ることができる。
【0041】
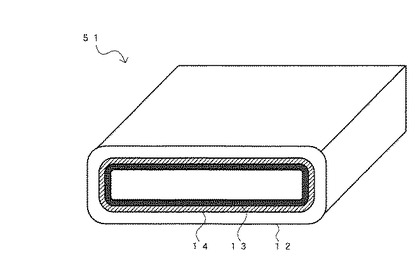
図5に示されるように、本発明に係るろう付け用クラッド材51は、断面が楕円形の楕円筒チューブである。ろう付け用クラッド材51の断面は、楕円に限らず、長円、角部に丸みのある四角でもよい。基材12の片面のみに被覆材14とろう材13をクラッドした図3のろう付け用クラッド材31を、ろう材13を内側にして丸め、合わせた両端を溶接して円筒チューブとし、その円筒チューブに径方向に圧力を加えることにより、楕円筒チューブのろう付け用クラッド材51とする。
【0042】
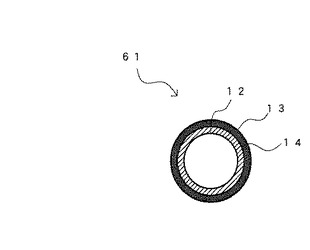
図6に示されるように、本発明に係るろう付け用クラッド材61は、棒状である。すなわち、ろう付け用クラッド材61は、円柱状の基材12の外周に同心状に形成された被覆材14を有し、その被覆材14の外周に同心状に形成されたろう材13を有する。これら基材12と被覆材14とろう材13はクラッドされている。本発明のろう付け用クラッド材は、棒状に限らず、ワイヤ状でもよい。
【0043】
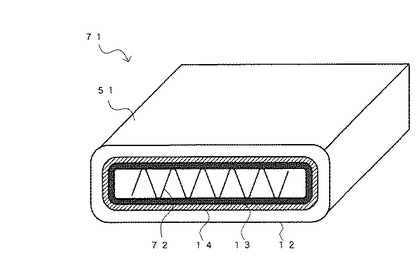
図7に示されるように、本発明に係る製品71は、図5のろう付け用クラッド材51の中空部に純アルミニウムからなるフィン72を挿入し、ろう付けによりろう付け用クラッド材51とフィン72を接合してなる熱交換器(熱交換チューブ)である。銅又は銅合金からなる基材12が表面に表れる熱交換チューブ71の外側を、例えば、冷却媒体としての腐食性溶媒が通過するようにし、アルミニウム又はアルミニウム合金からなるろう材13が表面に表れる熱交換チューブ71の内側を、例えば、高温ガスが通過するようにする。なお、広義には酸化は腐食の一形態であるが、一般的には、腐食は湿式腐食、酸化は、(ガスや酸素などによる)高温酸化の意味で使われており、本明細書でもこれに従う。銅はアルミニウムに比べて(湿式)腐食に強く、アルミニウムは銅に比べて(高温)酸化に強い。そこで、本発明では、腐食性溶媒側に銅を用い、高温ガス側にアルミニウムを用いる。
【0044】
図7の製品71は、フィン72に、図2、図4のような基材12の両面にろう材13をクラッドしたろう付け用クラッド材を用いてもよい。このように、本発明に係る製品71は、本発明に係るろう付け用クラッド材11,21,31,41,51,61のうちの1種類を構造材とし、その構造材を他の一般的な構造材とろう付け組み立てしてもよい。
【0045】
本発明に係る製品71は、本発明に係るろう付け用クラッド材11,21,31,41,51,61のうちの1種類複数個同士あるいは2種類以上を構造材とし、これらの構造材をろう付け組み立てしてもよい。
【0046】
本発明に係る製品71は、本発明に係るろう付け用クラッド材11,21,31,41,51,61のうちの1種類のみ1個を構造材とし、この構造材を変形加工してその一部をろう付けにより接合してもよい。
【0047】
本発明に係る製品71は、熱交換器に限定されず、軽量、耐食性、熱伝導性、強度が要求される製品に応用すればその効果を発揮できるので、特に用途が限定されるものではない。
【0048】
本発明に係る製品71は、図7に示した形状、配置に限定されず、ろう付け用クラッド材11,21,31,41,51,61がそれ自体で又は他の構造材とろう付け組み立てされたあらゆる形状、配置のものに適用される。
【実施例】
【0049】
(実施例1)
厚さ0.25mmのAl−Si条(Si濃度は10mass%)(ろう材13)と、厚さ1mmのCu条(基材12)とを圧延法により接着(一体化)させ、Al−Si/Cuを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.25mmのろう付け用クラッド材11を得た。このろう付け用クラッド材11を、ろう材13を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例1の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0050】
(実施例2)
厚さ0.25mmのAl−Si条(Si濃度は10mass%)(片面のろう材13)と、厚さ1mmのCu条(基材12)と、厚さ0.25mmのAl−Si条(Si濃度は10mass%)(反対面のろう材13)とを圧延法により接着(一体化)させ、Al−Si/Cu/Al−Siを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.25mmのろう付け用クラッド材21を得た。このろう付け用クラッド材21を円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例2の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0051】
(実施例3)
厚さ0.15mmのAl−Si条(Si濃度は10mass%)(ろう材13)と、厚さ0.25mmのAl(被覆材14)と、厚さ1mmのCu条(基材12)とを圧延法により接着(一体化)させ、Al−Si/Al/Cuを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.28mmのろう付け用クラッド材31を得た。このろう付け用クラッド材31を、ろう材13を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5の楕円筒チューブ(ろう付け用クラッド材)51に変形加工し、その楕円筒チューブ51の中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例3の製品として図7の製品(熱交換チューブ)71を得た。
【0052】
(実施例4)
厚さ0.15mmのAl−Si条(Si濃度は10mass%)(片面のろう材13)と、厚さ0.25mmのAl(片面の被覆材14)と、厚さ1mmのCu条(基材12)と、厚さ0.25mmのAl(反対面の被覆材14)と、厚さ0.15mmのAl−Si条(Si濃度は10mass%)(反対面のろう材13)とを圧延法により接着(一体化)させ、Al−Si/Al/Cu/Al/Al−Siを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.3mmのろう付け用クラッド材41を得た。このろう付け用クラッド材41を円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例4の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0053】
(実施例5)
厚さ0.15mmのAl−Si条(Si濃度は10mass%)(ろう材13)と、厚さ0.25mmのAl(被覆材14)と、厚さ1mmのCu−3mass%Ni条(基材12)とを圧延法により接着(一体化)させ、Al−Si/Al/Cu−Niを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.28mmのろう付け用クラッド材31を得た。このろう付け用クラッド材31を、ろう材13を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例5の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0054】
(比較例1)
厚さ0.25mmのCu条を筒状に成形し、そのチューブを加圧により楕円筒チューブに変形加工した。この楕円筒チューブの内面に、Al−Si粉末ろうを塗布し、Al−Si粉/Cuを構成材とする図5とほぼ同様形状の楕円筒チューブとした。その後、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、比較例1の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0055】
(比較例2)
JIS−Z3263に記載のAlブレージングシート(構成材はAl/Al/Al)を、その基材の厚さが0.25mmになるように圧延法により厚さを調整した。このAlブレージングシートを筒状に成形し、そのチューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工した。その後、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、比較例2の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0056】
(従来例1)
厚さ0.1mmのCu条(ろう材)と1mmのSUS304条(基材)を圧延法により接着(一体化)させ、さらに圧延を繰り返し、SUS基材の厚さが0.25mmのクラッド材を得た。このクラッド材を、ろう材を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にSUS304からなるフィン(形状はフィン72とほぼ同様)を挿入し、全体を1120℃で加熱することによってろう付けを行い、従来例1の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0057】
実施例、比較例、従来例の各製品及びろう付け用クラッド材(比較例1は単一材)について、強度、熱交換性能、異種金属間腐食の発生の有無、軽量化への寄与、加工性及び組立作業性の各試験を実施して評価し、さらに、これらの個別試験評価結果に基づいて総合評価を行った。評価結果を表1に示す。
【0058】
【表1】

【0059】
製品の強度の試験は、各楕円筒チューブにフィン材(フィン72、従来例1のみSUS304フィン)を一枚挿入し、ろう付け一体化させた試料を用い、この試料に上下面からプレス機で加圧し、フィン材に座屈が発生したときの圧力値を評価した。10MPa以上であれば○、10MPa未満であれば×という評価を与えるものとした。
【0060】
熱交換性能の試験は、図8に示される試験装置81にて行った。試験装置81は、恒温槽82中に温度一定に保たれた恒温水83が蓄えられ、各製品を所定の長さに切り出した試料84にガス供給管85とガス排出管86が接続され、その試料84が恒温水83中に浸漬されたものである。ここでは、試料84の長さを200mmとし、ガス供給管85とガス排出管86の材質はSUS304とし、ガス供給管85とガス排出管86の寸法は図示の通りとし、試料84の浸漬深さは100mmとした。
【0061】
ガス供給管85から試料84中に所定温度(恒温水より高温)のガスを送り込み、ガス排出管86に出てきたガスの温度を測定するようになっている。ここでは、恒温水を20℃、供給するガスを100℃とし、排出されたガスが50℃以下のとき○、50〜70℃のとき△、70℃以上のとき×という評価を与えるものとした。
【0062】
異種金属間腐食の発生の有無を調べる試験は、各製品の試料を、5%NaCl水溶液に浸漬し乾燥することを繰り返した。ここでは、浸漬12h、乾燥12hを1サイクルとし、100サイクル(2400h)を実施した。実施後、楕円筒チューブ内面(基材側及びフィン材側)に発生した浸食の深さを測定した。最大浸食深さが50μm以上のとき×、50μm未満のとき○という評価を与えるものとした。
【0063】
軽量化への寄与の試験は、各試料について基材の厚さを同じとし、それぞれの構成材(基材、ろう材、被覆材、フィン材)の比重から単位体積あたりの重量を計算し、各試料の単位体積あたりの重量を比較した。Cu/SUS304を構成材とする従来例1の試料を基準とし、評価対象の試料の重量が基準重量の80〜100%未満であれば△、80%未満であれば○という評価を与えるものとした。
【0064】
加工性及び組立作業性については、各試料を用いた場合の量産機による組み立て作業を推定し、設備コスト及びタクトタイムを含むトータル製造コストを算出した。従来例1を基準とし、それに対して1.2倍未満を○、1.2倍以上を×という評価を与えるものとした。
【0065】
総合評価は、個別試験の評価が全て○であれば○、ひとつでも△又は×があれば×とした。
【0066】
表1によれば、銅又は銅合金からなる基材12を構成材の一部とする実施例1〜5は、製品の強度が十分に確保できていた。Alブレージングシートを構成材とする比較例2は、同一厚さの構成材で比較した場合、製品の強度が十分に確保できなかった。
【0067】
熱交換性能に関しては、アルミニウム又はアルミニウム合金からなるろう材13がチューブ内表面に配置された実施例1〜5は、いずれも熱交換性能に優れていた。SUS304からなる基材がチューブ外表面に配置された従来例1は、熱交換性能が実施例1〜5に及ばなかった。
【0068】
異種金属間腐食に関しては、実施例1〜5は、いずれも良好であった。しかし、板材として提供される構成材が銅のみからなり、フィン材がアルミニウムからなる比較例1は、銅アルミニウム間の異種金属間腐食が原因と思われるピット(孔食)がフィン材に認められた。これは、構成材がクラッド材であれば基材の全表面をろう材で覆うことができるが、Al−Si粉末ろうでは全表面を覆うことができず、露出した単一材(銅)とフィン材(アルミニウム)間の異種金属間腐食により腐食が促進されたためであると考えられる。
【0069】
軽量化については、ろう材13、被覆材14、フィン材72にアルミニウム又はアルミニウム合金が使用されている実施例1〜5は、いずれも軽量化への寄与が優れて大きい。従来例1は、基材に使用したSUS304の比重がアルミニウムよりも重いため、軽量化への寄与が小さい。
【0070】
加工性及び作業性については、実施例1〜5のろう付け用クラッド材は、あらかじめ基材12とろう材13がクラッドされて強固に結合されているため、基材12とろう材13が一体のまま、チューブやその他の形状に変形加工することが可能であり、複雑な形状であっても変形加工できる。実施例1〜5のろう付け用クラッド材は、変形加工後のろう付け組み立てにおける作業性が良い。しかし、比較例1の単一材は、ろう付け組み立ての際に、別途にろう材を準備しなければならないので、作業性が悪い。
【0071】
以上の個別試験の評価から総合的に判断すると、実施例1〜5の製品及びろう付け用クラッド材は、従来のものより軽量で、耐食性にも、熱伝導性にも、強度にも優れていることが明らかである。
【符号の説明】
【0072】
11,21,31,41,51,61 ろう付け用クラッド材
12 基材
13 ろう材
14 被覆材
71 製品(熱交換チューブ)
72 フィン
【技術分野】
【0001】
本発明は、軽量で、耐食性にも、熱伝導性にも、強度にも優れたろう付け用クラッド材及びそれを用いた製品に関する。
【背景技術】
【0002】
自動車エンジン用オイルクーラには、その部材自体が自動車用オイルクーラの一部又は全体を構成する構造材であってその部材自体同士の接合あるいは他の部材との接合を図る接合材付き構造材として、ステンレス基ろう付け用クラッド材が用いられる。ステンレス基ろう付け用クラッド材は、基材であるステンレス(SUS)板の片面あるいは両面にろう材として銅(Cu)がクラッド(一体化)されたものである。
【0003】
自動車コンデンサやラジエータに用いられる接合材付き構造材としては、JIS−Z3263と特許文献2に、アルミニウム(Al)ブレージングシートが記載されている。
【0004】
接合強度や耐食性などの信頼性が要求される製品には、アルミニウムブレージングシートの適用が困難であり、ステンレス基ろう付け用クラッド材が使用される。しかし、ステンレス基ろう付け用クラッド材は、銅と鉄を主成分とするステンレスとにより構成されるため、重量が大きい。
【0005】
アルミニウムブレージングシートを製品に用いるとき、アルミニウムの強度不足を解消するために、基材を肉厚化することになり、製品の小型化や軽量化が妨げられる。
【0006】
特許文献1には、ブレージングシートの基材に元素を添加して強度の向上を図ることが記載されている。しかし、基材への元素添加によってろう材と基材の融点差が小さくなり、ろう付け組立時の温度管理に不具合が生じる。
【0007】
エアコン用熱交換器では、熱伝導性の高い銅パイプとアルミニウムフィンをろう付けにより接合している。しかし、銅とアルミニウムは、個々の持つ耐食性(腐食電位)が大きく異なるため、接合部における異種金属間腐食の可能性が高い。そこで、接合部を腐食環境から絶縁するなどの煩雑な対策が必要である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平9−302433号公報
【特許文献2】特許第3780380号公報
【特許文献3】特開2006−264198号公報
【特許文献4】特開2004−291078号公報
【特許文献5】特開2002−210589号公報
【特許文献6】特開2005−28412号公報
【特許文献7】特開2005−118826号公報
【特許文献8】特開平7−47487号公報
【特許文献9】特開平7−47488号公報
【非特許文献】
【0009】
【非特許文献1】JIS−Z3263
【発明の概要】
【発明が解決しようとする課題】
【0010】
従来のろう付け用クラッド材には、重量が大きいこと、耐食性が不足であること、熱伝導性が不足であること、強度が弱いことなどの問題がある。
【0011】
そこで、本発明の目的は、上記課題を解決し、軽量で、耐食性にも、熱伝導性にも、強度にも優れたろう付け用クラッド材及びそれを用いた製品を提供することにある。
【課題を解決するための手段】
【0012】
上記目的を達成するために本発明のろう付け用クラッド材は、銅又は銅合金からなる基材の片面又は両面に、アルミニウム又はアルミニウム合金からなるろう材がクラッドされたものである。
【0013】
上記基材と上記ろう材との間に、上記ろう材よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材がクラッドされてもよい。
【0014】
上記被覆材がアルミニウムを主成分とする合金からなってもよい。
【0015】
また、本発明の製品は、請求項1〜3に記載のろう付け用クラッド材がそれ自体で又は他の構造材とろう付け組み立てされたものである。
【発明の効果】
【0016】
本発明は次の如き優れた効果を発揮する。
【0017】
(1)軽量である。
【0018】
(2)耐食性が高い。
【0019】
(3)熱伝導性が高い。
【0020】
(4)強度が強い。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図2】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図3】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図4】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図5】本発明の一実施形態を示すろう付け用クラッド材の斜視図である。
【図6】本発明の一実施形態を示すろう付け用クラッド材の断面図である。
【図7】本発明の一実施形態を示す製品の斜視図である。
【図8】熱交換性能の試験装置の断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の一実施形態を添付図面に基づいて詳述する。
【0023】
本出願人は、ろう付け用クラッド材の構成について種々検討し、以下に述べる本発明のろう付け用クラッド材を発明するに至った。
【0024】
図1に示されるように、本発明に係るろう付け用クラッド材11は、銅又は銅合金からなる基材12の片面に、アルミニウム又はアルミニウム合金からなるろう材13がクラッド(一体化)されたものである。
【0025】
図2に示されるように、本発明に係るろう付け用クラッド材21は、銅又は銅合金からなる基材12の両面に、アルミニウム又はアルミニウム合金からなるろう材13がクラッドされたものである。
【0026】
図3に示されるように、本発明に係るろう付け用クラッド材31は、図1のろう付け用クラッド材11において、基材12とろう材13との間に、ろう材13よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材14がクラッドされたものである。したがって、被覆材14とろう材13とは、合金の種類や合金の組成が異なる。
【0027】
図4に示されるように、本発明に係るろう付け用クラッド材41は、図2に示すろう付け用クラッド材21において、基材12と両面のろう材13との間に、ろう材13よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材14がそれぞれクラッドされたものである。
【0028】
以下、本発明のろう付け用クラッド材の作用効果を説明する。
【0029】
本発明のろう付け用クラッド材11,21,31,41において、基材12として銅又は銅合金を用いたのは、銅及び銅合金は強度が高く、熱伝導性が高いからである。ろう材13としてアルミニウム又はアルミニウム合金を用いたのは、アルミニウム及びアルミニウム合金は、軽量で、耐酸化性が高いからである。
【0030】
さらに、銅、銅合金、アルミニウム及びアルミニウム合金は、板、箔の形態で汎用されているため、板、箔の形態で入手が容易であり、しかも、圧延、プレス、絞り加工が容易である。
【0031】
そこで、アルミニウムにマグネシウム(Mg)やシリコン(Si)またはそれらの組み合わせを添加して強度を向上させて銅と同等程度の強度を有するアルミニウム合金を基材として用いることが考えられる。しかし、これらの元素を添加すると、アルミニウムの融点も変化してしまう。例えば、Al中にSi(Si濃度は12.6mass%以下)を添加していくと融点は下がるため、Al−Siをろう材として用い、強度を向上させたAl合金としてAl−Si−MgやAl−Siなどを基材として用いた場合、Alろう材とAl合金基材との融点差が小さくなり、ろう付け組立時の温度管理に不具合が生じる。
【0032】
そこで、本発明のろう付け用クラッド材では、基材12が銅又は銅合金からなる。これにより基材12の強度を強くできる。
【0033】
本発明のろう付け用クラッド材11,21,31,41では、基材12が熱伝導性のよい銅又は銅合金からなるため、ろう付け用クラッド材11,21,31,41の熱伝導性が良い。よって、本発明のろう付け用クラッド材11,21,31,41を熱交換器の構造材とした場合、熱交換器の熱交換性能を大幅に向上できる。
【0034】
本発明のろう付け用クラッド材11,21,31,41では、基材12にろう材13がクラッドされているので、このろう付け用クラッド材11,21,31,41を構造材とし、それ自体又は他の構造材とろう付け組み立てして製品を製造する際に、構造材にろう材を塗布する必要がない。これにより、製品の製造コストを大幅に低減できる。
【0035】
本発明のろう付け用クラッド材11,21,31,41では、銅又は銅合金からなる基材12の全表面をアルミニウム又はアルミニウム合金からなるろう材13で覆うようにしたので、例えば、ろう付け用クラッド材11,21,31,41とアルミニウムからなるフィンとをろう付け組み立てする場合のように、アルミニウムからなる他の構造材と結合させる場合、銅又は銅合金からなる基材12がアルミニウムからなる他の構造材には直接接しないため、異種金属間腐食の発生を抑制することができる。
【0036】
本発明のろう付け用クラッド材11,21,31,41は、製品において求められる強度に応じて、基材12とろう材13の厚さ比(基材厚/ろう材厚)を変えることができる。厚さ比を極端に小さくすると強度は弱くなるが、強度を上記求められる強度に確保しつつ、厚さ比をできるだけ小さくすることにより、熱交換性能の向上(製品が熱交換器の場合)と軽量化を図ることができる。
【0037】
図3、図4に示した本発明のろう付け用クラッド材31,41は、銅又は銅合金からなる基材12の表面が確実にアルミニウム又はアルミニウム合金からなる被覆材14で覆われているので、異種金属間腐食の発生が抑制され、耐異種金属間腐食の信頼性が高い。ここで、被覆材14の融点はろう材13の融点を超えてはならない。その理由は、ろう材13の融点が基材12と接する被覆材14の融点以上の場合、ろう付けの際に被覆材14が溶融してしまい、被覆材14が基材12を被覆する役目を果たさなくなるからである。その点、本発明のろう付け用クラッド材31,41は、被覆材14がろう材13よりも融点が高いので、ろう付けの際に被覆材14が溶融しないで残る。
【0038】
銅合金としては、銅に鉛(Pb)、鉄(Fe)、スズ(Sn)、亜鉛(Zn)、アルミニウム、マンガン(Mn)、ニッケル(Ni)、シリコン(Si)、リン(P)のうち選ばれた数種を0.1〜10mass%添加した合金の利用が可能である。アルミニウム合金としては、アルミニウムに銅、マンガン、シリコン、鉄、マグネシウム、亜鉛、ニッケルのうち選ばれた数種を添加した合金の利用が可能である。なお、アルミニウム中に添加するシリコン濃度は0.1〜13mass%とし、シリコン以外の元素の濃度は0.1〜5mass%となるように設定する。これらの合金を基材12、ろう材13、被覆材14に用いることにより、本発明の効果を得ることができる。
【0039】
ろう材13にアルミニウムを用いる場合は、ろう材13より高融点となる被覆材14には、例えば、Al−Zr合金(Zr(ジルコニア)の濃度は、0.01mass%以上0.5mass%以下)を用いることにより、本発明の効果を得ることができる。
【0040】
また、被覆材14にアルミニウムを用いる場合は、被覆材14よりも低融点となるろう材13には、例えば、JIS Z 3263−1992に記載のAl−Si合金(Si濃度は、6.8mass%以上13mass%以下)やAl−Si−Cu合金(Si濃度は、6.8mass%以上13mass%以下、Cu濃度は、3.3mass%以上4.7mass%以下)を用いることにより、本発明の効果を得ることができる。
【0041】
図5に示されるように、本発明に係るろう付け用クラッド材51は、断面が楕円形の楕円筒チューブである。ろう付け用クラッド材51の断面は、楕円に限らず、長円、角部に丸みのある四角でもよい。基材12の片面のみに被覆材14とろう材13をクラッドした図3のろう付け用クラッド材31を、ろう材13を内側にして丸め、合わせた両端を溶接して円筒チューブとし、その円筒チューブに径方向に圧力を加えることにより、楕円筒チューブのろう付け用クラッド材51とする。
【0042】
図6に示されるように、本発明に係るろう付け用クラッド材61は、棒状である。すなわち、ろう付け用クラッド材61は、円柱状の基材12の外周に同心状に形成された被覆材14を有し、その被覆材14の外周に同心状に形成されたろう材13を有する。これら基材12と被覆材14とろう材13はクラッドされている。本発明のろう付け用クラッド材は、棒状に限らず、ワイヤ状でもよい。
【0043】
図7に示されるように、本発明に係る製品71は、図5のろう付け用クラッド材51の中空部に純アルミニウムからなるフィン72を挿入し、ろう付けによりろう付け用クラッド材51とフィン72を接合してなる熱交換器(熱交換チューブ)である。銅又は銅合金からなる基材12が表面に表れる熱交換チューブ71の外側を、例えば、冷却媒体としての腐食性溶媒が通過するようにし、アルミニウム又はアルミニウム合金からなるろう材13が表面に表れる熱交換チューブ71の内側を、例えば、高温ガスが通過するようにする。なお、広義には酸化は腐食の一形態であるが、一般的には、腐食は湿式腐食、酸化は、(ガスや酸素などによる)高温酸化の意味で使われており、本明細書でもこれに従う。銅はアルミニウムに比べて(湿式)腐食に強く、アルミニウムは銅に比べて(高温)酸化に強い。そこで、本発明では、腐食性溶媒側に銅を用い、高温ガス側にアルミニウムを用いる。
【0044】
図7の製品71は、フィン72に、図2、図4のような基材12の両面にろう材13をクラッドしたろう付け用クラッド材を用いてもよい。このように、本発明に係る製品71は、本発明に係るろう付け用クラッド材11,21,31,41,51,61のうちの1種類を構造材とし、その構造材を他の一般的な構造材とろう付け組み立てしてもよい。
【0045】
本発明に係る製品71は、本発明に係るろう付け用クラッド材11,21,31,41,51,61のうちの1種類複数個同士あるいは2種類以上を構造材とし、これらの構造材をろう付け組み立てしてもよい。
【0046】
本発明に係る製品71は、本発明に係るろう付け用クラッド材11,21,31,41,51,61のうちの1種類のみ1個を構造材とし、この構造材を変形加工してその一部をろう付けにより接合してもよい。
【0047】
本発明に係る製品71は、熱交換器に限定されず、軽量、耐食性、熱伝導性、強度が要求される製品に応用すればその効果を発揮できるので、特に用途が限定されるものではない。
【0048】
本発明に係る製品71は、図7に示した形状、配置に限定されず、ろう付け用クラッド材11,21,31,41,51,61がそれ自体で又は他の構造材とろう付け組み立てされたあらゆる形状、配置のものに適用される。
【実施例】
【0049】
(実施例1)
厚さ0.25mmのAl−Si条(Si濃度は10mass%)(ろう材13)と、厚さ1mmのCu条(基材12)とを圧延法により接着(一体化)させ、Al−Si/Cuを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.25mmのろう付け用クラッド材11を得た。このろう付け用クラッド材11を、ろう材13を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例1の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0050】
(実施例2)
厚さ0.25mmのAl−Si条(Si濃度は10mass%)(片面のろう材13)と、厚さ1mmのCu条(基材12)と、厚さ0.25mmのAl−Si条(Si濃度は10mass%)(反対面のろう材13)とを圧延法により接着(一体化)させ、Al−Si/Cu/Al−Siを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.25mmのろう付け用クラッド材21を得た。このろう付け用クラッド材21を円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例2の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0051】
(実施例3)
厚さ0.15mmのAl−Si条(Si濃度は10mass%)(ろう材13)と、厚さ0.25mmのAl(被覆材14)と、厚さ1mmのCu条(基材12)とを圧延法により接着(一体化)させ、Al−Si/Al/Cuを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.28mmのろう付け用クラッド材31を得た。このろう付け用クラッド材31を、ろう材13を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5の楕円筒チューブ(ろう付け用クラッド材)51に変形加工し、その楕円筒チューブ51の中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例3の製品として図7の製品(熱交換チューブ)71を得た。
【0052】
(実施例4)
厚さ0.15mmのAl−Si条(Si濃度は10mass%)(片面のろう材13)と、厚さ0.25mmのAl(片面の被覆材14)と、厚さ1mmのCu条(基材12)と、厚さ0.25mmのAl(反対面の被覆材14)と、厚さ0.15mmのAl−Si条(Si濃度は10mass%)(反対面のろう材13)とを圧延法により接着(一体化)させ、Al−Si/Al/Cu/Al/Al−Siを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.3mmのろう付け用クラッド材41を得た。このろう付け用クラッド材41を円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例4の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0053】
(実施例5)
厚さ0.15mmのAl−Si条(Si濃度は10mass%)(ろう材13)と、厚さ0.25mmのAl(被覆材14)と、厚さ1mmのCu−3mass%Ni条(基材12)とを圧延法により接着(一体化)させ、Al−Si/Al/Cu−Niを構成材とするクラッド材を作製した。さらに圧延を繰り返し、厚さ0.28mmのろう付け用クラッド材31を得た。このろう付け用クラッド材31を、ろう材13を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、実施例5の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0054】
(比較例1)
厚さ0.25mmのCu条を筒状に成形し、そのチューブを加圧により楕円筒チューブに変形加工した。この楕円筒チューブの内面に、Al−Si粉末ろうを塗布し、Al−Si粉/Cuを構成材とする図5とほぼ同様形状の楕円筒チューブとした。その後、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、比較例1の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0055】
(比較例2)
JIS−Z3263に記載のAlブレージングシート(構成材はAl/Al/Al)を、その基材の厚さが0.25mmになるように圧延法により厚さを調整した。このAlブレージングシートを筒状に成形し、そのチューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工した。その後、その楕円筒チューブの中空部にアルミニウムからなるフィン72を挿入し、全体を600℃で加熱することによってろう付けを行い、比較例2の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0056】
(従来例1)
厚さ0.1mmのCu条(ろう材)と1mmのSUS304条(基材)を圧延法により接着(一体化)させ、さらに圧延を繰り返し、SUS基材の厚さが0.25mmのクラッド材を得た。このクラッド材を、ろう材を内側にして円筒チューブに成形した。その円筒チューブを加圧により図5とほぼ同様形状の楕円筒チューブに変形加工し、その楕円筒チューブの中空部にSUS304からなるフィン(形状はフィン72とほぼ同様)を挿入し、全体を1120℃で加熱することによってろう付けを行い、従来例1の製品として図7とほぼ同様形状の製品(熱交換チューブ)を得た。
【0057】
実施例、比較例、従来例の各製品及びろう付け用クラッド材(比較例1は単一材)について、強度、熱交換性能、異種金属間腐食の発生の有無、軽量化への寄与、加工性及び組立作業性の各試験を実施して評価し、さらに、これらの個別試験評価結果に基づいて総合評価を行った。評価結果を表1に示す。
【0058】
【表1】
【0059】
製品の強度の試験は、各楕円筒チューブにフィン材(フィン72、従来例1のみSUS304フィン)を一枚挿入し、ろう付け一体化させた試料を用い、この試料に上下面からプレス機で加圧し、フィン材に座屈が発生したときの圧力値を評価した。10MPa以上であれば○、10MPa未満であれば×という評価を与えるものとした。
【0060】
熱交換性能の試験は、図8に示される試験装置81にて行った。試験装置81は、恒温槽82中に温度一定に保たれた恒温水83が蓄えられ、各製品を所定の長さに切り出した試料84にガス供給管85とガス排出管86が接続され、その試料84が恒温水83中に浸漬されたものである。ここでは、試料84の長さを200mmとし、ガス供給管85とガス排出管86の材質はSUS304とし、ガス供給管85とガス排出管86の寸法は図示の通りとし、試料84の浸漬深さは100mmとした。
【0061】
ガス供給管85から試料84中に所定温度(恒温水より高温)のガスを送り込み、ガス排出管86に出てきたガスの温度を測定するようになっている。ここでは、恒温水を20℃、供給するガスを100℃とし、排出されたガスが50℃以下のとき○、50〜70℃のとき△、70℃以上のとき×という評価を与えるものとした。
【0062】
異種金属間腐食の発生の有無を調べる試験は、各製品の試料を、5%NaCl水溶液に浸漬し乾燥することを繰り返した。ここでは、浸漬12h、乾燥12hを1サイクルとし、100サイクル(2400h)を実施した。実施後、楕円筒チューブ内面(基材側及びフィン材側)に発生した浸食の深さを測定した。最大浸食深さが50μm以上のとき×、50μm未満のとき○という評価を与えるものとした。
【0063】
軽量化への寄与の試験は、各試料について基材の厚さを同じとし、それぞれの構成材(基材、ろう材、被覆材、フィン材)の比重から単位体積あたりの重量を計算し、各試料の単位体積あたりの重量を比較した。Cu/SUS304を構成材とする従来例1の試料を基準とし、評価対象の試料の重量が基準重量の80〜100%未満であれば△、80%未満であれば○という評価を与えるものとした。
【0064】
加工性及び組立作業性については、各試料を用いた場合の量産機による組み立て作業を推定し、設備コスト及びタクトタイムを含むトータル製造コストを算出した。従来例1を基準とし、それに対して1.2倍未満を○、1.2倍以上を×という評価を与えるものとした。
【0065】
総合評価は、個別試験の評価が全て○であれば○、ひとつでも△又は×があれば×とした。
【0066】
表1によれば、銅又は銅合金からなる基材12を構成材の一部とする実施例1〜5は、製品の強度が十分に確保できていた。Alブレージングシートを構成材とする比較例2は、同一厚さの構成材で比較した場合、製品の強度が十分に確保できなかった。
【0067】
熱交換性能に関しては、アルミニウム又はアルミニウム合金からなるろう材13がチューブ内表面に配置された実施例1〜5は、いずれも熱交換性能に優れていた。SUS304からなる基材がチューブ外表面に配置された従来例1は、熱交換性能が実施例1〜5に及ばなかった。
【0068】
異種金属間腐食に関しては、実施例1〜5は、いずれも良好であった。しかし、板材として提供される構成材が銅のみからなり、フィン材がアルミニウムからなる比較例1は、銅アルミニウム間の異種金属間腐食が原因と思われるピット(孔食)がフィン材に認められた。これは、構成材がクラッド材であれば基材の全表面をろう材で覆うことができるが、Al−Si粉末ろうでは全表面を覆うことができず、露出した単一材(銅)とフィン材(アルミニウム)間の異種金属間腐食により腐食が促進されたためであると考えられる。
【0069】
軽量化については、ろう材13、被覆材14、フィン材72にアルミニウム又はアルミニウム合金が使用されている実施例1〜5は、いずれも軽量化への寄与が優れて大きい。従来例1は、基材に使用したSUS304の比重がアルミニウムよりも重いため、軽量化への寄与が小さい。
【0070】
加工性及び作業性については、実施例1〜5のろう付け用クラッド材は、あらかじめ基材12とろう材13がクラッドされて強固に結合されているため、基材12とろう材13が一体のまま、チューブやその他の形状に変形加工することが可能であり、複雑な形状であっても変形加工できる。実施例1〜5のろう付け用クラッド材は、変形加工後のろう付け組み立てにおける作業性が良い。しかし、比較例1の単一材は、ろう付け組み立ての際に、別途にろう材を準備しなければならないので、作業性が悪い。
【0071】
以上の個別試験の評価から総合的に判断すると、実施例1〜5の製品及びろう付け用クラッド材は、従来のものより軽量で、耐食性にも、熱伝導性にも、強度にも優れていることが明らかである。
【符号の説明】
【0072】
11,21,31,41,51,61 ろう付け用クラッド材
12 基材
13 ろう材
14 被覆材
71 製品(熱交換チューブ)
72 フィン
【特許請求の範囲】
【請求項1】
銅又は銅合金からなる基材の片面又は両面に、アルミニウム又はアルミニウム合金からなるろう材がクラッドされたことを特徴とするろう付け用クラッド材。
【請求項2】
上記基材と上記ろう材との間に、上記ろう材よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材がクラッドされたことを特徴とする請求項1記載のろう付け用クラッド材。
【請求項3】
上記被覆材がアルミニウムを主成分とする合金からなることを特徴とする請求項2記載のろう付け用クラッド材。
【請求項4】
請求項1〜3に記載のろう付け用クラッド材がそれ自体で又は他の構造材とろう付け組み立てされたことを特徴とする製品。
【請求項1】
銅又は銅合金からなる基材の片面又は両面に、アルミニウム又はアルミニウム合金からなるろう材がクラッドされたことを特徴とするろう付け用クラッド材。
【請求項2】
上記基材と上記ろう材との間に、上記ろう材よりも融点が高いアルミニウム又はアルミニウム合金からなる被覆材がクラッドされたことを特徴とする請求項1記載のろう付け用クラッド材。
【請求項3】
上記被覆材がアルミニウムを主成分とする合金からなることを特徴とする請求項2記載のろう付け用クラッド材。
【請求項4】
請求項1〜3に記載のろう付け用クラッド材がそれ自体で又は他の構造材とろう付け組み立てされたことを特徴とする製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−214425(P2010−214425A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−64613(P2009−64613)
【出願日】平成21年3月17日(2009.3.17)
【出願人】(000005120)日立電線株式会社 (3,358)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月17日(2009.3.17)
【出願人】(000005120)日立電線株式会社 (3,358)
[ Back to top ]