
ろう接または溶接によって被接合部分を結合する方法ならびに結合方法を実施するための装置
凹状の継ぎ目(3)を間に形成する被接合部分(1,2)をろう接または溶接する際に、インサート(4)を挿入して、ろう接されるかまたは溶接を行う。このようにして後加工なく上塗り可能な継ぎ目閉鎖が得られる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ろう接または溶接によって金属製の被接合部分を結合する方法に関する。さらに本発明は、結合方法を実施するためのインサートに関する。
【0002】
ろう接または溶接による金属部分(被接合部分)の結合は公知である。自動車の車体組立では、たとえば車体のサイド部分とルーフ部分がろう接によって互いに結合され、この場合ろうは、被接合部分の間の継ぎ目を充填するか、もしくは閉鎖して、後加工なしに下塗り可能かつ上塗り可能な表面を形成するよう所望されるので、抵抗溶接結合またはレーザ溶接結合の場合において、特に被接合部分を重ね合わせて配置した場合に該当するような、継ぎ目をカバーするための手段を講じる必要がない。特にこのような使用法では、また別のろう接結合でも、継ぎ目を充填する、硬化されたろうの、できるだけ気孔のない表面が重要であり、ならびに継ぎ目幅が変動する場合、ひいてはろう量が変化する場合でも、できるだけ均等な充填高さが重要である。国際公開第02/064300号パンフレットには、線状ろうを予備過熱する、トーチを用いたろう接が開示されている。さらに実地から、ろう接しようとする被接合部分をレーザで過熱して、線状ろうをレーザビームに導入し、その結果としてレーザビームにより線状ろうを溶解することが公知である。特に亜鉛被覆された金属薄板(金属薄板の被覆は、望ましくは継ぎ目の外側でできるだけ損傷なく維持される(亜鉛の蒸発温度は1060度))の場合で、使用される、約900度〜1060度の融点を有するCuSi−ろうまたはCuZnろうの融点では、硬化されたろうの、欠陥のない、もしくは気孔のない表面は、約2〜3m/minの比較的低いろう接速度でしか実現されない。ろう接結合の代わりに、溶接結合、たとえば上下に重ね合わされた金属薄板における点溶接結合、または連続的もしくは非連続的なレーザ溶接結合が行われると、たとえば後付けされるプラスチックプロフィール(成形部分)による、溶接部をカバーするための手段、または後加工のための手間の掛かる手段を講じる必要がある。
【0003】
したがって本発明の課題は、改善されたろう接結合部または溶接結合部を提供し、結合プロセスが比較的高い速度でも、閉鎖されるかもしくは充填された品質の良好な継ぎ目を有しており、したがって後加工なしに、もしくは最小限の後加工で利用可能、特に上塗り可能であるものを提供することである。この課題は、請求項1の特徴部に記載した方法によって解決される。
【0004】
継ぎ目にインサートが配置されて、両方の被接合部分と結合されることによって、一連の利点が得られる。
【0005】
挿入されて、溶接されるかまたはろう接されるインサートによって、継ぎ目を充填するためのろうもしくは溶接金属の所要量が低減される。閉鎖された継ぎ目の表面は、長手方向でみて実質的にフラットになっている。継ぎ目底部へのろうもしくは溶接金属の進入は防止され、結合面の幅が規定される。(高価な)ろうの所要量は低減される。気孔形成のリスクは、インサートのないろう接もしくは溶接に対して大幅に低減されている。さらに4m/minを超える、特に5〜8m/minの高い結合速度を得ることができる。比較的高い速度にもかかわらず、連続気孔のない、均等で平滑な凹状の継ぎ目の構成をした、支持作用を有する結合部が得られる。
【0006】
有利には、インサートが、非円形で継ぎ目形状に適合した横断面形状、特に三角形に類似の横断面形状を有する型インサートである。
【0007】
ろう接結合または溶接結合のための熱源として、たとえばレーザ、たとえばシングルビーム技術もしくはダブルビーム技術もしくはマルチビーム技術におけるNd:YAG、ダイオードレーザ、ファイバレーザ、プラズマ源、誘導過熱、火炎、コンビネーションされた(ハイブリッド−)熱源が考えられる。
【0008】
本発明による方法は、有利には車体組立において、特に金属薄板部分、管部分、成形部分および中実部分を結合するために用いることができ、これらの部分は、車体における外側から見えるかまたは見えない領域に組み込まれ、後加工なしに上塗りすることができ、さらにまた車体基本構造組立において、金属薄板部分、特に金属薄板部分と管部分とを結合するために用いることができる。
【0009】
被接合部分として、たとえば折り曲げられたフランジを備えた2つの構成部分が提供されるか、またはフラットな構成部分もしくは丸み付けされた構成部分および折り曲げられたフランジを備えた構成部分が提供されるので、位置決めに際して継ぎ目が形成される。
【0010】
インサートもしくは型インサートは、場合によっては丸み付けされた角隅領域を備えた、丸い横断面または実質的に三角形の横断面を有する、たとえば鋼から成る線状の金属インサートであってよい。そのような型インサートは、成形ローラによって、たとえば丸い線材から製作することができる。インサートもしくは型インサートは、継ぎ目に挿入したあとで、そこでたとえば2つのレーザビームを用いたたとえばレーザ溶接装置によって溶接される。溶接に代わるろう接の形態に関して、型インサートは、公知の形式で、ろうもしくは線状ろうを供給してろう接される。有利には、インサートもしくは型インサートは、ろうから成る、これを部分的または完全に包囲する被覆体を備えている。この場合ろうによる被覆体もしくはコーティングは、有利には、ろう接に際して追加的なろうを供給する必要のない厚さに選択されている。インサートもしくは型インサート上のろう量は、ろう接に際して追加的なろうを導入できる程度に選択してもよい。
【0011】
次に本発明の実施例を図示し、詳しく説明する。
【0012】
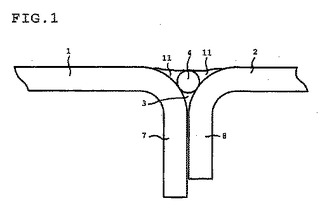
図1には、1被接合部分1と別の1被接合部分2との間の結合箇所を示した。被接合部分は、互いに位置決めされており、それも被接合部分1と被接合部分2との間で凹(溝)状もしくはV字形の継ぎ目(接合部)3が生じるように、位置決めされている。このために被接合部分1,2に、折り曲げられたフランジ部分7,8を設けることができ、これによって被接合部分が互いに当接して位置決めされた状態で、これらを固定するために、適当な凹状の継ぎ目が形成される。図1および図2〜図4には、継ぎ目が図平面に対して垂直に延びるように示し、また結合領域は断面図(ハッチングなし)で示した。そのような継ぎ目は、もちろん別の形状で成形された構成部分の間に形成することもできるので、たとえば図3から看取されるように、たとえば1被接合部分が管状の構成部分で、両方の被接合部分が管状の構成部分で、また1接合部が真っ直ぐに延びる構成部分であってよい。被接合部分1,2は、ろう接または溶接によって結合することのできるたとえば任意の金属部分であってよい。本発明の有利な利用範囲は、車体組立にあるので、被接合部分は、特に亜鉛コーティングされた鋼板から成る、たとえば自動車の車体のルーフ部分およびサイド部分である。
【0013】
本発明によれば、ろう接もしくは溶接のまえ、また場合によってはろう接もしくは溶接に際して、インサート4が継ぎ目3に導入され、インサート4は少なくとも部分的に継ぎ目3を充填する。図1に示した第1実施例によれば、線状のインサート4は、円形の横断面を有していて、かつろう接箇所11において、ろう接によって、被接合部分1と、また被接合部分2とも結合されている。これによって被接合部分1と被接合部分2とは互いに結合される。ろう11は、被接合部分1と被接合部分2との間で直接的に作用してもよく、その結果ろうは、継ぎ目3の残りの中空スペースを部分的または完全に充填する。両方の被接合部分1,2は、別の結合手段によって互いに結合することもでき、たとえばフランジ7,8における追加的な点溶接によって結合することもできる。使用されるろう(硬ろう)11は、線状ろうとしての従来慣用の形式で、ろう接時に、熱源に供給して溶融させることができるので、ろう接温度に過熱された被接合部分1,2ならびにインサート4はぬらして結合することができる。この場合ろう接のための熱源として、公知の全ての熱源が考えられ、とりわけ単数または複数のレーザビームによって形成される熱源が考えられ、これはろう接では広く知られている。
【0014】
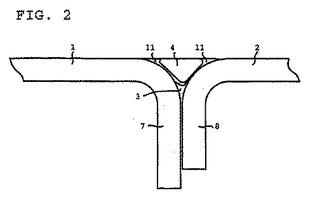
図2には、図1と同等の別のろう接結合を示しており、ここでは原則として同じ構成部分には、同じ符号を用いた。インサート4は、ここでは凹状の継ぎ目3に適合した形状を有する型インサート4として形成されている。継ぎ目3が凹状の形状を有している場合、インサート4は、横断面でほぼ三角形のインサートである。このようなインサートも同様にろう11によって継ぎ目にろう接される。ろうは、線状で、従来慣用の形式で供給することもできる。図6によるインサートの実施例が有利であり、この場合インサート4は、ろう接温度で溶融しない金属、たとえば鋼から成る心材もしくはコアを備えており、心材は、ろうから成る、これを少なくとも部分的に包囲する被覆体5を備えている。この場合インサート4を継ぎ目3に挿入し、そのあとで継ぎ目に向かって移動する熱源によってろう接を行うことができ、しかも線状ろうの構成をした別のろうを供給するか、または別の形式で供給を行う必要はない。これについては、ろうで包囲されたインサート4に対して追加的に行うことができる。ろうで包囲されたインサート4と溶融可能なろうは、同時に継ぎ目全体に沿って存在するので、熱作用は、同時に比較的大きな継ぎ目区分または継ぎ目全体に沿って得られ、その結果ろう接は、公知のように、継ぎ目に沿って漸次進行して行われるのではなく、比較的長い継ぎ目区分または継ぎ目全体に沿って同時に行われる。
【0015】
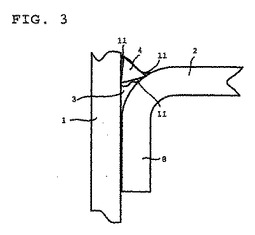
図3には、別の実施例を示しており、ここでもまた同じ構成部材には同じ符号を用いた。この場合被接合部分1は、接合領域で折り曲げられたフランジを有していない真っ直ぐに延びる構成部分である。インサート4は、ここでも型インサートである。
【0016】
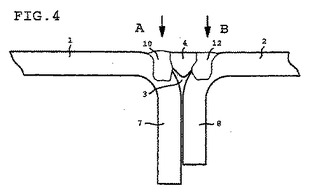
図4には、選択的な実施例を示しており、ここではろう接の代わりに溶接が行われる。ここでも2つの被接合部分1,2が示されており、これらの間で継ぎ目3が形成される。継ぎ目3には、インサート4が挿入されており、インサート4は、横断面で丸い線状のインサートであってよく、また型インサート4であってよい。図示の実施例では、型インサートが用いられる。型インサートは、被接合部分1,2と同等の溶接特性を有する金属材料から成っているので、溶接熱源によって、被接合部分1,2とインサート4との溶接を行うことができる。図示の実施例では、2つの溶接ビームA,Bは矢印で示しており、溶接ビームA,Bは、溶接法に適した公知の形式で、溶融領域10,12を形成し、溶接ビームによって、被接合部分1,2,4の溶接が得られる。溶接ビームA,Bは、たとえばビーム分配器によってレーザビーム源から導出されるレーザビームであってよい。溶接ビームは、適当に継ぎ目に対して相対的に移動され、それも定置の被接合部分1,2ならびにインサート4に沿ってレーザビーム出射開口が移動することによって、または搬送装置によって定置のレーザビーム出射位置に対して被接合部分1,2およびインサート4が移動することによって、移動される。このようなことは一般的に公知であり、ここでは詳しい説明はしない。
【0017】
図5には、適当な型インサート4を横断面で示しており、この場合インサート4はたとえば鋼線材から成っている。型インサートは、溶接にも、また外部でろうの供給されるろう接にも適している。図6には、先ず円形横断面(図面で左側)を有する型インサート4を示しており、この型インサート4は、矢印Cで示唆した、成形ローラの加工プロセスによって型インサート(図面で右側)に成形することができる。両方の型インサートで示したように、型インサートは、ろう接で溶融しない金属製の心材14から成っていて、かつろうから成る被覆体5を有している。被覆体5は、図示したように完全に心材14を包囲して配置するか、または部分的に心材14を覆うようにすることができる。被覆体5は、成形ステップCの前後で形成することができる。被覆体5は、心材14が液状のろうを有する浴を通って一回または複数回案内されることによって得られるか、または線状心材14の周りに押出成形して配置することによって得られる。
【0018】
被接合部分の配置構成については図示していないが、結合しようとする縁領域が折り曲げられた縁部領域を有しておらず、互いに垂直に当接する、つまりT字形継手が提供される。本発明によれば、線状型は、1凹部(または両方の凹部)に挿入して、被接合部分と溶接またはろう接することができる。これによって本発明による、表面品質に関する利点が得られ、その上拡大された結合面によって結合部の耐性が高められる。
【図面の簡単な説明】
【0019】
【図1】本発明によるろう接結合部の1実施例を示す図である。
【図2】ろう接結合部の別の1実施例を示す図である。
【図3】ろう接結合部のさらに別の1実施例を示す図である。
【図4】本発明による溶接結合部の1実施例を示す図である。
【図5】型インサートを示す図である。
【図6】ろう被覆体を有するインサートもしくは型インサートを示す図である。
【技術分野】
【0001】
本発明は、ろう接または溶接によって金属製の被接合部分を結合する方法に関する。さらに本発明は、結合方法を実施するためのインサートに関する。
【0002】
ろう接または溶接による金属部分(被接合部分)の結合は公知である。自動車の車体組立では、たとえば車体のサイド部分とルーフ部分がろう接によって互いに結合され、この場合ろうは、被接合部分の間の継ぎ目を充填するか、もしくは閉鎖して、後加工なしに下塗り可能かつ上塗り可能な表面を形成するよう所望されるので、抵抗溶接結合またはレーザ溶接結合の場合において、特に被接合部分を重ね合わせて配置した場合に該当するような、継ぎ目をカバーするための手段を講じる必要がない。特にこのような使用法では、また別のろう接結合でも、継ぎ目を充填する、硬化されたろうの、できるだけ気孔のない表面が重要であり、ならびに継ぎ目幅が変動する場合、ひいてはろう量が変化する場合でも、できるだけ均等な充填高さが重要である。国際公開第02/064300号パンフレットには、線状ろうを予備過熱する、トーチを用いたろう接が開示されている。さらに実地から、ろう接しようとする被接合部分をレーザで過熱して、線状ろうをレーザビームに導入し、その結果としてレーザビームにより線状ろうを溶解することが公知である。特に亜鉛被覆された金属薄板(金属薄板の被覆は、望ましくは継ぎ目の外側でできるだけ損傷なく維持される(亜鉛の蒸発温度は1060度))の場合で、使用される、約900度〜1060度の融点を有するCuSi−ろうまたはCuZnろうの融点では、硬化されたろうの、欠陥のない、もしくは気孔のない表面は、約2〜3m/minの比較的低いろう接速度でしか実現されない。ろう接結合の代わりに、溶接結合、たとえば上下に重ね合わされた金属薄板における点溶接結合、または連続的もしくは非連続的なレーザ溶接結合が行われると、たとえば後付けされるプラスチックプロフィール(成形部分)による、溶接部をカバーするための手段、または後加工のための手間の掛かる手段を講じる必要がある。
【0003】
したがって本発明の課題は、改善されたろう接結合部または溶接結合部を提供し、結合プロセスが比較的高い速度でも、閉鎖されるかもしくは充填された品質の良好な継ぎ目を有しており、したがって後加工なしに、もしくは最小限の後加工で利用可能、特に上塗り可能であるものを提供することである。この課題は、請求項1の特徴部に記載した方法によって解決される。
【0004】
継ぎ目にインサートが配置されて、両方の被接合部分と結合されることによって、一連の利点が得られる。
【0005】
挿入されて、溶接されるかまたはろう接されるインサートによって、継ぎ目を充填するためのろうもしくは溶接金属の所要量が低減される。閉鎖された継ぎ目の表面は、長手方向でみて実質的にフラットになっている。継ぎ目底部へのろうもしくは溶接金属の進入は防止され、結合面の幅が規定される。(高価な)ろうの所要量は低減される。気孔形成のリスクは、インサートのないろう接もしくは溶接に対して大幅に低減されている。さらに4m/minを超える、特に5〜8m/minの高い結合速度を得ることができる。比較的高い速度にもかかわらず、連続気孔のない、均等で平滑な凹状の継ぎ目の構成をした、支持作用を有する結合部が得られる。
【0006】
有利には、インサートが、非円形で継ぎ目形状に適合した横断面形状、特に三角形に類似の横断面形状を有する型インサートである。
【0007】
ろう接結合または溶接結合のための熱源として、たとえばレーザ、たとえばシングルビーム技術もしくはダブルビーム技術もしくはマルチビーム技術におけるNd:YAG、ダイオードレーザ、ファイバレーザ、プラズマ源、誘導過熱、火炎、コンビネーションされた(ハイブリッド−)熱源が考えられる。
【0008】
本発明による方法は、有利には車体組立において、特に金属薄板部分、管部分、成形部分および中実部分を結合するために用いることができ、これらの部分は、車体における外側から見えるかまたは見えない領域に組み込まれ、後加工なしに上塗りすることができ、さらにまた車体基本構造組立において、金属薄板部分、特に金属薄板部分と管部分とを結合するために用いることができる。
【0009】
被接合部分として、たとえば折り曲げられたフランジを備えた2つの構成部分が提供されるか、またはフラットな構成部分もしくは丸み付けされた構成部分および折り曲げられたフランジを備えた構成部分が提供されるので、位置決めに際して継ぎ目が形成される。
【0010】
インサートもしくは型インサートは、場合によっては丸み付けされた角隅領域を備えた、丸い横断面または実質的に三角形の横断面を有する、たとえば鋼から成る線状の金属インサートであってよい。そのような型インサートは、成形ローラによって、たとえば丸い線材から製作することができる。インサートもしくは型インサートは、継ぎ目に挿入したあとで、そこでたとえば2つのレーザビームを用いたたとえばレーザ溶接装置によって溶接される。溶接に代わるろう接の形態に関して、型インサートは、公知の形式で、ろうもしくは線状ろうを供給してろう接される。有利には、インサートもしくは型インサートは、ろうから成る、これを部分的または完全に包囲する被覆体を備えている。この場合ろうによる被覆体もしくはコーティングは、有利には、ろう接に際して追加的なろうを供給する必要のない厚さに選択されている。インサートもしくは型インサート上のろう量は、ろう接に際して追加的なろうを導入できる程度に選択してもよい。
【0011】
次に本発明の実施例を図示し、詳しく説明する。
【0012】
図1には、1被接合部分1と別の1被接合部分2との間の結合箇所を示した。被接合部分は、互いに位置決めされており、それも被接合部分1と被接合部分2との間で凹(溝)状もしくはV字形の継ぎ目(接合部)3が生じるように、位置決めされている。このために被接合部分1,2に、折り曲げられたフランジ部分7,8を設けることができ、これによって被接合部分が互いに当接して位置決めされた状態で、これらを固定するために、適当な凹状の継ぎ目が形成される。図1および図2〜図4には、継ぎ目が図平面に対して垂直に延びるように示し、また結合領域は断面図(ハッチングなし)で示した。そのような継ぎ目は、もちろん別の形状で成形された構成部分の間に形成することもできるので、たとえば図3から看取されるように、たとえば1被接合部分が管状の構成部分で、両方の被接合部分が管状の構成部分で、また1接合部が真っ直ぐに延びる構成部分であってよい。被接合部分1,2は、ろう接または溶接によって結合することのできるたとえば任意の金属部分であってよい。本発明の有利な利用範囲は、車体組立にあるので、被接合部分は、特に亜鉛コーティングされた鋼板から成る、たとえば自動車の車体のルーフ部分およびサイド部分である。
【0013】
本発明によれば、ろう接もしくは溶接のまえ、また場合によってはろう接もしくは溶接に際して、インサート4が継ぎ目3に導入され、インサート4は少なくとも部分的に継ぎ目3を充填する。図1に示した第1実施例によれば、線状のインサート4は、円形の横断面を有していて、かつろう接箇所11において、ろう接によって、被接合部分1と、また被接合部分2とも結合されている。これによって被接合部分1と被接合部分2とは互いに結合される。ろう11は、被接合部分1と被接合部分2との間で直接的に作用してもよく、その結果ろうは、継ぎ目3の残りの中空スペースを部分的または完全に充填する。両方の被接合部分1,2は、別の結合手段によって互いに結合することもでき、たとえばフランジ7,8における追加的な点溶接によって結合することもできる。使用されるろう(硬ろう)11は、線状ろうとしての従来慣用の形式で、ろう接時に、熱源に供給して溶融させることができるので、ろう接温度に過熱された被接合部分1,2ならびにインサート4はぬらして結合することができる。この場合ろう接のための熱源として、公知の全ての熱源が考えられ、とりわけ単数または複数のレーザビームによって形成される熱源が考えられ、これはろう接では広く知られている。
【0014】
図2には、図1と同等の別のろう接結合を示しており、ここでは原則として同じ構成部分には、同じ符号を用いた。インサート4は、ここでは凹状の継ぎ目3に適合した形状を有する型インサート4として形成されている。継ぎ目3が凹状の形状を有している場合、インサート4は、横断面でほぼ三角形のインサートである。このようなインサートも同様にろう11によって継ぎ目にろう接される。ろうは、線状で、従来慣用の形式で供給することもできる。図6によるインサートの実施例が有利であり、この場合インサート4は、ろう接温度で溶融しない金属、たとえば鋼から成る心材もしくはコアを備えており、心材は、ろうから成る、これを少なくとも部分的に包囲する被覆体5を備えている。この場合インサート4を継ぎ目3に挿入し、そのあとで継ぎ目に向かって移動する熱源によってろう接を行うことができ、しかも線状ろうの構成をした別のろうを供給するか、または別の形式で供給を行う必要はない。これについては、ろうで包囲されたインサート4に対して追加的に行うことができる。ろうで包囲されたインサート4と溶融可能なろうは、同時に継ぎ目全体に沿って存在するので、熱作用は、同時に比較的大きな継ぎ目区分または継ぎ目全体に沿って得られ、その結果ろう接は、公知のように、継ぎ目に沿って漸次進行して行われるのではなく、比較的長い継ぎ目区分または継ぎ目全体に沿って同時に行われる。
【0015】
図3には、別の実施例を示しており、ここでもまた同じ構成部材には同じ符号を用いた。この場合被接合部分1は、接合領域で折り曲げられたフランジを有していない真っ直ぐに延びる構成部分である。インサート4は、ここでも型インサートである。
【0016】
図4には、選択的な実施例を示しており、ここではろう接の代わりに溶接が行われる。ここでも2つの被接合部分1,2が示されており、これらの間で継ぎ目3が形成される。継ぎ目3には、インサート4が挿入されており、インサート4は、横断面で丸い線状のインサートであってよく、また型インサート4であってよい。図示の実施例では、型インサートが用いられる。型インサートは、被接合部分1,2と同等の溶接特性を有する金属材料から成っているので、溶接熱源によって、被接合部分1,2とインサート4との溶接を行うことができる。図示の実施例では、2つの溶接ビームA,Bは矢印で示しており、溶接ビームA,Bは、溶接法に適した公知の形式で、溶融領域10,12を形成し、溶接ビームによって、被接合部分1,2,4の溶接が得られる。溶接ビームA,Bは、たとえばビーム分配器によってレーザビーム源から導出されるレーザビームであってよい。溶接ビームは、適当に継ぎ目に対して相対的に移動され、それも定置の被接合部分1,2ならびにインサート4に沿ってレーザビーム出射開口が移動することによって、または搬送装置によって定置のレーザビーム出射位置に対して被接合部分1,2およびインサート4が移動することによって、移動される。このようなことは一般的に公知であり、ここでは詳しい説明はしない。
【0017】
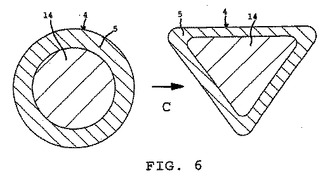
図5には、適当な型インサート4を横断面で示しており、この場合インサート4はたとえば鋼線材から成っている。型インサートは、溶接にも、また外部でろうの供給されるろう接にも適している。図6には、先ず円形横断面(図面で左側)を有する型インサート4を示しており、この型インサート4は、矢印Cで示唆した、成形ローラの加工プロセスによって型インサート(図面で右側)に成形することができる。両方の型インサートで示したように、型インサートは、ろう接で溶融しない金属製の心材14から成っていて、かつろうから成る被覆体5を有している。被覆体5は、図示したように完全に心材14を包囲して配置するか、または部分的に心材14を覆うようにすることができる。被覆体5は、成形ステップCの前後で形成することができる。被覆体5は、心材14が液状のろうを有する浴を通って一回または複数回案内されることによって得られるか、または線状心材14の周りに押出成形して配置することによって得られる。
【0018】
被接合部分の配置構成については図示していないが、結合しようとする縁領域が折り曲げられた縁部領域を有しておらず、互いに垂直に当接する、つまりT字形継手が提供される。本発明によれば、線状型は、1凹部(または両方の凹部)に挿入して、被接合部分と溶接またはろう接することができる。これによって本発明による、表面品質に関する利点が得られ、その上拡大された結合面によって結合部の耐性が高められる。
【図面の簡単な説明】
【0019】
【図1】本発明によるろう接結合部の1実施例を示す図である。
【図2】ろう接結合部の別の1実施例を示す図である。
【図3】ろう接結合部のさらに別の1実施例を示す図である。
【図4】本発明による溶接結合部の1実施例を示す図である。
【図5】型インサートを示す図である。
【図6】ろう被覆体を有するインサートもしくは型インサートを示す図である。
【特許請求の範囲】
【請求項1】
ろう接または溶接によって金属製の被接合部分(1,2)を結合する方法において、
複数の被接合部分を、互いに位置決めして、実質的に凹状の継ぎ目(3)を形成し、該継ぎ目を少なくとも部分的に充填する線状のインサート(4)を、継ぎ目において、ろう接または溶接によって、両方の被接合部分と結合することを特徴とする、ろう接または溶接によって金属製の被接合部分を結合する方法。
【請求項2】
インサートが、丸い横断面を有している、請求項1記載の方法。
【請求項3】
インサートが、型インサートとして形成されていて、かつ非円形の横断面を有している、請求項1記載の方法。
【請求項4】
型インサートが、継ぎ目の形状に適合する横断面を有していて、特に三角形に類似した横断面を有している、請求項3記載の方法。
【請求項5】
ろう接に際して、部分的または完全に、ろうから成る被覆体(5)を備えたインサートを用いる、請求項1から4までのいずれか1項記載の方法。
【請求項6】
被覆体が単個のろう供給源を形成するようにするか、またはろう接に際して追加的にろうを供給する、請求項5記載の方法。
【請求項7】
溶接に際して、被接合部分とインサートとの両方のコンタクト領域で個別的に作用する2つのビーム(A,B)で加工を行う、請求項1から4までのいずれか1項記載の方法。
【請求項8】
折り曲げられたフランジ(7,8)を備えた両方の被接合部分(1,2)を、互いに位置決めして、継ぎ目を形成する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
折り曲げられたフランジ(8)を備えた1被接合部分(2)を、フラットなまたは丸い1被接合部分(1)に対して位置決めして、継ぎ目を形成する、請求項1から7までのいずれか1項記載の方法。
【請求項10】
熱源として、レーザ、特にツインビーム技術、および/またはプラズマ源、および/またはインサートと被接合部分とを誘導過熱する熱源、および/または炎熱源を用いる、請求項1から9までのいずれか1項記載の方法。
【請求項11】
特に車体のルーフ部分とサイド部分とを結合するために、自動車の車体組立において用いることを特徴とする、請求項1から10までのいずれか1項記載の方法の使用法。
【請求項12】
ろう接に際して、請求項1から10までのいずれか1項記載の方法を実施するためのインサートにおいて、
線状のインサートが、金属製の心材(14)と、該心材を部分的または完全に包囲する、硬ろう、特にCuSi−ろうまたはCuZn−ろうから成る被覆体(5)とを備えていることを特徴とする、インサート。
【請求項13】
当該インサートが、非円形の横断面を有する型インサート(4)である、請求項12記載のインサート。
【請求項1】
ろう接または溶接によって金属製の被接合部分(1,2)を結合する方法において、
複数の被接合部分を、互いに位置決めして、実質的に凹状の継ぎ目(3)を形成し、該継ぎ目を少なくとも部分的に充填する線状のインサート(4)を、継ぎ目において、ろう接または溶接によって、両方の被接合部分と結合することを特徴とする、ろう接または溶接によって金属製の被接合部分を結合する方法。
【請求項2】
インサートが、丸い横断面を有している、請求項1記載の方法。
【請求項3】
インサートが、型インサートとして形成されていて、かつ非円形の横断面を有している、請求項1記載の方法。
【請求項4】
型インサートが、継ぎ目の形状に適合する横断面を有していて、特に三角形に類似した横断面を有している、請求項3記載の方法。
【請求項5】
ろう接に際して、部分的または完全に、ろうから成る被覆体(5)を備えたインサートを用いる、請求項1から4までのいずれか1項記載の方法。
【請求項6】
被覆体が単個のろう供給源を形成するようにするか、またはろう接に際して追加的にろうを供給する、請求項5記載の方法。
【請求項7】
溶接に際して、被接合部分とインサートとの両方のコンタクト領域で個別的に作用する2つのビーム(A,B)で加工を行う、請求項1から4までのいずれか1項記載の方法。
【請求項8】
折り曲げられたフランジ(7,8)を備えた両方の被接合部分(1,2)を、互いに位置決めして、継ぎ目を形成する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
折り曲げられたフランジ(8)を備えた1被接合部分(2)を、フラットなまたは丸い1被接合部分(1)に対して位置決めして、継ぎ目を形成する、請求項1から7までのいずれか1項記載の方法。
【請求項10】
熱源として、レーザ、特にツインビーム技術、および/またはプラズマ源、および/またはインサートと被接合部分とを誘導過熱する熱源、および/または炎熱源を用いる、請求項1から9までのいずれか1項記載の方法。
【請求項11】
特に車体のルーフ部分とサイド部分とを結合するために、自動車の車体組立において用いることを特徴とする、請求項1から10までのいずれか1項記載の方法の使用法。
【請求項12】
ろう接に際して、請求項1から10までのいずれか1項記載の方法を実施するためのインサートにおいて、
線状のインサートが、金属製の心材(14)と、該心材を部分的または完全に包囲する、硬ろう、特にCuSi−ろうまたはCuZn−ろうから成る被覆体(5)とを備えていることを特徴とする、インサート。
【請求項13】
当該インサートが、非円形の横断面を有する型インサート(4)である、請求項12記載のインサート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2008−501527(P2008−501527A)
【公表日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2007−513652(P2007−513652)
【出願日】平成17年6月1日(2005.6.1)
【国際出願番号】PCT/CH2005/000306
【国際公開番号】WO2005/118211
【国際公開日】平成17年12月15日(2005.12.15)
【出願人】(506401532)スーテック スードロニック アクチエンゲゼルシャフト (2)
【氏名又は名称原語表記】Soutec Soudronic AG
【住所又は居所原語表記】Rotfarb 3, CH−8413 Neftenbach, Switzerland
【Fターム(参考)】
【公表日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成17年6月1日(2005.6.1)
【国際出願番号】PCT/CH2005/000306
【国際公開番号】WO2005/118211
【国際公開日】平成17年12月15日(2005.12.15)
【出願人】(506401532)スーテック スードロニック アクチエンゲゼルシャフト (2)
【氏名又は名称原語表記】Soutec Soudronic AG
【住所又は居所原語表記】Rotfarb 3, CH−8413 Neftenbach, Switzerland
【Fターム(参考)】
[ Back to top ]