
ろう材およびろう付け方法
【課題】過熱によるろう材の飛散等を防止しつつ母材を充分に加熱してビードの表面性状や接合強度を高める。
【解決手段】アルミニウム板10と鋼板11の側面どうしを突き合わせ、両者の境界部にろう材1を配置し、レーザ光Lをろう材1付近に集光させる。これにより、ろう材1、アルミニウム板10および鋼板11が加熱され、先ず、亜鉛からなるコア部2が溶融する。次いで、アルミニウムの被覆層3が溶融し、溶融したコア部2と被覆層3は混ざり合い、反応して亜鉛アルミニウムとなる。そして、亜鉛アルミニウムからなる溶融部が形成され、鋼板11のテーパ面11a近傍には、亜鉛アルミニウムと鉄との化合物層が形成される。
【解決手段】アルミニウム板10と鋼板11の側面どうしを突き合わせ、両者の境界部にろう材1を配置し、レーザ光Lをろう材1付近に集光させる。これにより、ろう材1、アルミニウム板10および鋼板11が加熱され、先ず、亜鉛からなるコア部2が溶融する。次いで、アルミニウムの被覆層3が溶融し、溶融したコア部2と被覆層3は混ざり合い、反応して亜鉛アルミニウムとなる。そして、亜鉛アルミニウムからなる溶融部が形成され、鋼板11のテーパ面11a近傍には、亜鉛アルミニウムと鉄との化合物層が形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属やセラミックスで構成された母材をろう付けするためのろう材およびろう付け方法に係り、特に、過熱によるろう材の飛散等を防止しつつ母材を充分に加熱して接合強度を高める技術に関する。
【背景技術】
【0002】
従来、ろう材としては、アルミニウム系、銅系、銀系など種々のものが知られている。たとえば、特許文献1には、Si、Cu、Ag、ZnをAlに添加することにより、融点を低下させて低温でのろう付けを可能にしたろう材が提案されている。また、特許文献2には、融点が低く主としてはんだとして用いられることが多い亜鉛合金からなるろう材が開示されている。
【0003】
【特許文献1】特開2000−153390号公報
【特許文献2】特許第2662034号
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、アルミニウム系のろう材を用いて鉄系の母材を接合すると、ろう材と母材との間に脆い金属間化合物が形成され、接合強度を低下させるという問題があった。また、亜鉛系のろう材を用いてアルミニウム系の母材を接合する場合には、アルミニウム系の材料は加熱による昇温が遅いため、母材が充分に加熱される前にろう材が蒸発したり飛散したりするという問題があった。ちなみに、亜鉛および亜鉛合金の融点は約400℃であり、沸点は約900℃である。一方、アルミニウムおよびアルミニウム合金の融点は約650℃であるから、アルミニウム系の母材を融点付近まで加熱しようとすると、亜鉛系のろう材の蒸発が促進されてしまうのである。特に、アルミニウムは光反射率および熱伝導性が高いため、熱吸収率が低くかつ熱放散性が高いから、レーザ光でろう材を加熱する場合には、集光点から離れた母材はさらに加熱され難くなり、上記のような不都合が助長される。
【0005】
ここで、ろう付けにおいては、母材が融点近くまで加熱されることが望ましい。その理由は、ろう材が直ぐに固化するのを防いで流動性を確保し、これにより、ろう材が固化したビード表面を平滑にして外観を向上させるからであり、また、溶融したろう材が毛細管現象により母材どうしの隙間に入り込むため、接合強度が高められるからである。したがって、本発明は、過熱によるろう材の飛散等を防止しつつ母材を充分に加熱してビードの表面性状や接合強度を高めることができるろう材およびろう付け方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明第1のろう材は、2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも高い融点を有し該コア部の外周を被覆する被覆層とを備えていることを特徴としている。また、本発明の第2のろう材は、2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも加熱されたときの温度上昇率が高く該コア部の外周を被覆する被覆層とを備えていることを特徴としている。なお、本発明において「温度上昇率」とは、入熱量(cal)に対する温度上昇量(℃)と定義し、レーザ光による照射熱量に対する温度上昇量とする。
【0007】
本発明では、被覆層の融点がコア部の融点よりも高く、あるいは、被覆層の温度上昇率がコア部の温度上昇率よりも高いから、コア部の加熱が制限されてコア部の溶融が遅れる。したがって、コア部が溶融するまでの間に母材を充分加熱することができるので、ろう材の流動性が向上し、ビードの表面が滑らかになるとともに、溶融したろう材が毛細管現象により母材どうしの隙間に入り込むため、接合強度が高められる。また、コア部が溶融しても溶融していない被覆層の内部にしばらく閉じこめられるから、溶融したコア部が空気に曝される時間が短い。したがって、ろう材の蒸発や飛散を抑制することができる。
【0008】
熱歪の発生を防止するために、ろう付け時に母材を溶融させないことが望ましい。そのために、被覆層の融点は、母材の融点よりも低いことが望ましい。コア部は亜鉛または亜鉛合金、被覆層はアルミニウムまたはアルミニウム合金で構成することができる。亜鉛合金としては、はんだとして一般的なCd−Zn合金、Sn−Zn合金、Sn−Pb合金、Sn−Ag合金等を使用することができる。また、アルミニウム合金としては、Al−Si系共晶合金(JIS BA4045)、Al−Cu(JIS BA4145)等を使用することができる。
【0009】
本発明のろう材は線状に構成することができ、この場合のろう材は、任意の方法で製造することができる。たとえば、特開昭62−244519号公報に提案されているように、金属製パイプ内に金属線のコア部を振動方式で挿入し線引きする方法や、金属製フープを管状に湾曲成形しながらコア部を包み込んだ後、伸線加工する等の方法を採用することができる。あるいは、線状のコア部の外周に、被覆層を構成する金属をメッキ、スパッタリングして被覆する方法なども採用することができる。
【0010】
また、本発明のろう材は、線状のものに限定されず、粒子状または板状であってもよい。粒子状のろう材の場合には、フラックスと混合してペースト状にして使用することができる。粒子状のろう材を製造するには、コア部としての金属粉末を製造し、コア部と、被覆層を構成する金属粉末とをボールミルで混練してコア部の外周に被覆層の金属被膜を形成するメカニカルアロイングや、コア部の外周に、コア部の金属粉末よりも微細な被覆層用粉末を適当なバインダで被覆し焼結することにより、コア部と被覆層用粉末とを拡散接合する方法を採用することもできる。なお、拡散接合法は、ろう材が線状や板状の場合にも適用可能であり、焼結による拡散接合を省いてバインダによる接合のみの状態であってもいよい。
【0011】
次に、本発明は、アルミニウムまたはアルミニウム合金からなる第1の母材と、鉄または鉄系合金からなる第2の母材とをろう付けするろう付け方法であって、亜鉛または亜鉛合金からなるコア部と、アルミニウムまたはアルミニウム合金からなりコア部の外周を被覆する被覆層とを有するろう材を、第1、第2の母材の接合部で溶融させることを特徴としている。
【0012】
本発明のろう付け方法は以下の作用、効果を奏する。
(1)コア部を構成する亜鉛または亜鉛合金は、アルミニウムと鉄の両方に良好に結合可能である。したがって、溶融し固化したコア部によって第1、第2の母材を強固に接合することができる。
【0013】
(2)被覆層のアルミニウム合金の成分を適切に選択することにより、被覆層の融点を第1の母材の融点の近傍またはそれ以下に設定することができる。これにより、第1の母材が過熱される前に、被覆層を溶融させることができる。
【0014】
(3)被覆層を構成するアルミニウムの大半はコア部の亜鉛と反応して亜鉛アルミニウムとなるため、鉄と反応するアルミニウムは少量となり、鉄−アルミニウム金属間化合物の量が少なくなる。また、被覆層を薄くすることにより、鉄と反応するアルミニウムの量を少なくすることができる。したがって、脆い鉄−アルミニウム金属間化合物の生成を抑制して接合強度を向上させることができる。
【0015】
(4)亜鉛アルミニウムと鉄との化合物は鉄−アルミニウム金属間化合物よりも強度が高いため、接合強度を向上させることができる。
【0016】
ここで、被覆層は、コア部の溶融を充分に遅延させることができるような厚さであることが必要である。また、被覆層は、溶融したときに第2の母材(鉄)との間で生成される化合物層が厚くなり過ぎない厚さであることが必要である。以上のような観点から、被覆層の厚さは、コア部の直径または厚さの1〜20%であると好適である。さらに、被覆層の厚さは、第1、第2の母材とコア部の材質なども加味して適切に設定される必要がある。なお、許容される化合物層の厚さは、必要とされる接合強度などから決定される。
【発明の効果】
【0017】
本発明によれば、コア部の加熱が制限されてコア部の溶融が遅れるから、ろう材の流動性が向上し、ビードの表面が滑らかになるとともに、溶融したろう材が毛細管現象により母材どうしの隙間に入り込むため、接合強度が高められる。また、コア部が溶融しても溶融していない被覆層の内部にしばらく閉じこめられるから、溶融したコア部が空気に曝される時間が短い。したがって、ろう材の蒸発や飛散を防止することができる等の効果を得ることができる。
【発明を実施するための最良の形態】
【0018】
以下、図面を参照して本発明の一実施形態を説明する。
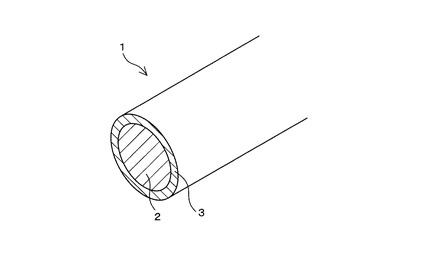
図1(A)は本発明の一実施態様のろう材1を示す斜視図である。この図に示すろう材1は線状をなすもので、コア部2の外周に被覆層3を被覆して構成されている。コア部2の直径は1.0〜2.0mmとされ、被覆層3の厚さは0.01〜0.4mmとされている。また、コア部2の材質は亜鉛とされ、被覆層3の材質はアルミニウムとされている。
【0019】
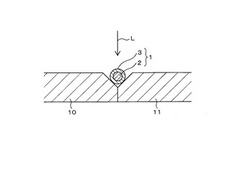
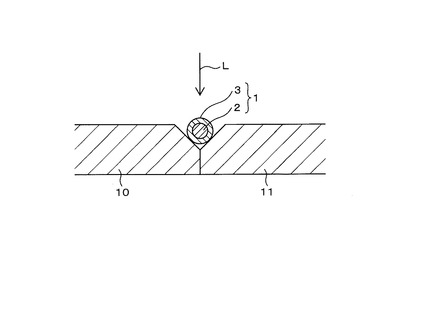
次に、上記構成のろう材を用いてろう付けを行う手順について説明する。まず、図2に示すように、アルミニウム板(第1の母材)10と鋼板(第2の母材)11の側面どうしを突き合わせ、両者の縁部に形成したテーパ面10a,11aによって断面V字状の溝を形成する。この溝にろう材1を収容し、レーザ光Lをろう材1付近に集光させる。
【0020】
レーザ光Lをろう材1付近に集光させることにより、ろう材1、アルミニウム板10および鋼板11が加熱され、先ず、コア部2が溶融する。次いで、被覆層3が溶融し、溶融したコア部2と被覆層3は混ざり合い、反応して亜鉛アルミニウムとなる。そして、図3に示すように、亜鉛アルミニウムからなる溶融部13が形成される。また、鋼板11のテーパ面11a近傍には、亜鉛アルミニウムと鉄との化合物層15が形成される。
【0021】
この場合において、コア部2が被覆層3によって被覆されているから、コア部2の加熱が制限されてコア部2の溶融が遅れる。したがって、コア部2が溶融するまでの間に、アルミニウム板10および鋼板11を充分加熱することができるので、ろう材1の流動性が向上し、ビード14の表面が滑らかになるとともに、溶融部13が毛細管現象によりアルミニウム板10および鋼板11どうしの隙間に入り込むため、接合強度が高められる。また、コア部2が溶融しても溶融していない被覆層3の内部にしばらく閉じこめられるから、溶融したコア部2が空気に曝される時間が短い。したがって、ろう材1の蒸発や飛散を抑制することができる。
【0022】
特に、上記実施形態では、亜鉛のコア部2とアルミニウムの被覆層3からなるろう材により、アルミニウム板10と鋼板11とを接合するから、コア部2を構成する亜鉛がアルミニウムと鉄の両方に良好に結合可能であるため、溶融部13が固化することでアルミニウム板10と鋼板11とを強固に接合することができる。また、被覆層3を構成するアルミニウムの大半はコア部2の亜鉛と反応して亜鉛アルミニウムとなるため、鉄と反応するアルミニウムは少量となり、鉄−アルミニウム金属間化合物の量が少なくなる。また、被覆層3を薄くすることにより、鉄と反応するアルミニウムの量を少なくすることができる。したがって、脆い鉄−アルミニウム金属間化合物の生成を抑制して接合強度を向上させることができる。さらに、亜鉛アルミニウムと鉄との化合物層15は鉄−アルミニウム金属間化合物よりも強度が高いため、接合強度を向上させることができる。
【0023】
次に、図4を参照して本発明の他の実施形態を説明する。図4(A)は本発明を粉末のろう材1に適用した例であり、この実施形態においてもろう材1は、コア部2とコア部2の外周全域を被覆する被覆層3とから構成されている。このようなろう材1は、フラックスと混合してペースト状とし、たとえば図2に示すV字状の溝に塗布ないし盛りつけられる。そして、適当な加熱手段によりろう材1を溶融して2つの母材を接合する。なお、前記実施形態では加熱手段としてレーザ光を用いたが、これに限定されるものではなく、ヒータによるこて加熱、ガストーチ炎加熱、抵抗加熱、高周波誘導加熱、燃焼炉、電気炉などによる加熱を採用することができる。
【0024】
図4(B)は、本発明を板状のろう材1に適用したものである。この実施形態においても、ろう材1は、コア部2とコア部2の表裏面を被覆する被覆層3とから構成されている。また、図4(C)に示すろう材1は、コア部2の外周に、コア部2よりも微細な被覆層用粉末3aを適当なバインダで被覆し焼結することにより、コア部2と被覆層用粉末3aとを拡散接合して被覆層3を形成した例である。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施形態のろう材を示す斜視図である。
【図2】本発明の実施形態におけるろう付け方法を示す断面図である。
【図3】本発明の実施形態におけるろう付け方法を示す拡大断面図である。
【図4】本発明の他の実施形態を示す断面図である。
【符号の説明】
【0026】
1 ろう材
2 コア部
3 被覆層
10 アルミニウム板(第1の母材)
11 鋼板(第2の母材)
【技術分野】
【0001】
本発明は、金属やセラミックスで構成された母材をろう付けするためのろう材およびろう付け方法に係り、特に、過熱によるろう材の飛散等を防止しつつ母材を充分に加熱して接合強度を高める技術に関する。
【背景技術】
【0002】
従来、ろう材としては、アルミニウム系、銅系、銀系など種々のものが知られている。たとえば、特許文献1には、Si、Cu、Ag、ZnをAlに添加することにより、融点を低下させて低温でのろう付けを可能にしたろう材が提案されている。また、特許文献2には、融点が低く主としてはんだとして用いられることが多い亜鉛合金からなるろう材が開示されている。
【0003】
【特許文献1】特開2000−153390号公報
【特許文献2】特許第2662034号
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、アルミニウム系のろう材を用いて鉄系の母材を接合すると、ろう材と母材との間に脆い金属間化合物が形成され、接合強度を低下させるという問題があった。また、亜鉛系のろう材を用いてアルミニウム系の母材を接合する場合には、アルミニウム系の材料は加熱による昇温が遅いため、母材が充分に加熱される前にろう材が蒸発したり飛散したりするという問題があった。ちなみに、亜鉛および亜鉛合金の融点は約400℃であり、沸点は約900℃である。一方、アルミニウムおよびアルミニウム合金の融点は約650℃であるから、アルミニウム系の母材を融点付近まで加熱しようとすると、亜鉛系のろう材の蒸発が促進されてしまうのである。特に、アルミニウムは光反射率および熱伝導性が高いため、熱吸収率が低くかつ熱放散性が高いから、レーザ光でろう材を加熱する場合には、集光点から離れた母材はさらに加熱され難くなり、上記のような不都合が助長される。
【0005】
ここで、ろう付けにおいては、母材が融点近くまで加熱されることが望ましい。その理由は、ろう材が直ぐに固化するのを防いで流動性を確保し、これにより、ろう材が固化したビード表面を平滑にして外観を向上させるからであり、また、溶融したろう材が毛細管現象により母材どうしの隙間に入り込むため、接合強度が高められるからである。したがって、本発明は、過熱によるろう材の飛散等を防止しつつ母材を充分に加熱してビードの表面性状や接合強度を高めることができるろう材およびろう付け方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明第1のろう材は、2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも高い融点を有し該コア部の外周を被覆する被覆層とを備えていることを特徴としている。また、本発明の第2のろう材は、2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも加熱されたときの温度上昇率が高く該コア部の外周を被覆する被覆層とを備えていることを特徴としている。なお、本発明において「温度上昇率」とは、入熱量(cal)に対する温度上昇量(℃)と定義し、レーザ光による照射熱量に対する温度上昇量とする。
【0007】
本発明では、被覆層の融点がコア部の融点よりも高く、あるいは、被覆層の温度上昇率がコア部の温度上昇率よりも高いから、コア部の加熱が制限されてコア部の溶融が遅れる。したがって、コア部が溶融するまでの間に母材を充分加熱することができるので、ろう材の流動性が向上し、ビードの表面が滑らかになるとともに、溶融したろう材が毛細管現象により母材どうしの隙間に入り込むため、接合強度が高められる。また、コア部が溶融しても溶融していない被覆層の内部にしばらく閉じこめられるから、溶融したコア部が空気に曝される時間が短い。したがって、ろう材の蒸発や飛散を抑制することができる。
【0008】
熱歪の発生を防止するために、ろう付け時に母材を溶融させないことが望ましい。そのために、被覆層の融点は、母材の融点よりも低いことが望ましい。コア部は亜鉛または亜鉛合金、被覆層はアルミニウムまたはアルミニウム合金で構成することができる。亜鉛合金としては、はんだとして一般的なCd−Zn合金、Sn−Zn合金、Sn−Pb合金、Sn−Ag合金等を使用することができる。また、アルミニウム合金としては、Al−Si系共晶合金(JIS BA4045)、Al−Cu(JIS BA4145)等を使用することができる。
【0009】
本発明のろう材は線状に構成することができ、この場合のろう材は、任意の方法で製造することができる。たとえば、特開昭62−244519号公報に提案されているように、金属製パイプ内に金属線のコア部を振動方式で挿入し線引きする方法や、金属製フープを管状に湾曲成形しながらコア部を包み込んだ後、伸線加工する等の方法を採用することができる。あるいは、線状のコア部の外周に、被覆層を構成する金属をメッキ、スパッタリングして被覆する方法なども採用することができる。
【0010】
また、本発明のろう材は、線状のものに限定されず、粒子状または板状であってもよい。粒子状のろう材の場合には、フラックスと混合してペースト状にして使用することができる。粒子状のろう材を製造するには、コア部としての金属粉末を製造し、コア部と、被覆層を構成する金属粉末とをボールミルで混練してコア部の外周に被覆層の金属被膜を形成するメカニカルアロイングや、コア部の外周に、コア部の金属粉末よりも微細な被覆層用粉末を適当なバインダで被覆し焼結することにより、コア部と被覆層用粉末とを拡散接合する方法を採用することもできる。なお、拡散接合法は、ろう材が線状や板状の場合にも適用可能であり、焼結による拡散接合を省いてバインダによる接合のみの状態であってもいよい。
【0011】
次に、本発明は、アルミニウムまたはアルミニウム合金からなる第1の母材と、鉄または鉄系合金からなる第2の母材とをろう付けするろう付け方法であって、亜鉛または亜鉛合金からなるコア部と、アルミニウムまたはアルミニウム合金からなりコア部の外周を被覆する被覆層とを有するろう材を、第1、第2の母材の接合部で溶融させることを特徴としている。
【0012】
本発明のろう付け方法は以下の作用、効果を奏する。
(1)コア部を構成する亜鉛または亜鉛合金は、アルミニウムと鉄の両方に良好に結合可能である。したがって、溶融し固化したコア部によって第1、第2の母材を強固に接合することができる。
【0013】
(2)被覆層のアルミニウム合金の成分を適切に選択することにより、被覆層の融点を第1の母材の融点の近傍またはそれ以下に設定することができる。これにより、第1の母材が過熱される前に、被覆層を溶融させることができる。
【0014】
(3)被覆層を構成するアルミニウムの大半はコア部の亜鉛と反応して亜鉛アルミニウムとなるため、鉄と反応するアルミニウムは少量となり、鉄−アルミニウム金属間化合物の量が少なくなる。また、被覆層を薄くすることにより、鉄と反応するアルミニウムの量を少なくすることができる。したがって、脆い鉄−アルミニウム金属間化合物の生成を抑制して接合強度を向上させることができる。
【0015】
(4)亜鉛アルミニウムと鉄との化合物は鉄−アルミニウム金属間化合物よりも強度が高いため、接合強度を向上させることができる。
【0016】
ここで、被覆層は、コア部の溶融を充分に遅延させることができるような厚さであることが必要である。また、被覆層は、溶融したときに第2の母材(鉄)との間で生成される化合物層が厚くなり過ぎない厚さであることが必要である。以上のような観点から、被覆層の厚さは、コア部の直径または厚さの1〜20%であると好適である。さらに、被覆層の厚さは、第1、第2の母材とコア部の材質なども加味して適切に設定される必要がある。なお、許容される化合物層の厚さは、必要とされる接合強度などから決定される。
【発明の効果】
【0017】
本発明によれば、コア部の加熱が制限されてコア部の溶融が遅れるから、ろう材の流動性が向上し、ビードの表面が滑らかになるとともに、溶融したろう材が毛細管現象により母材どうしの隙間に入り込むため、接合強度が高められる。また、コア部が溶融しても溶融していない被覆層の内部にしばらく閉じこめられるから、溶融したコア部が空気に曝される時間が短い。したがって、ろう材の蒸発や飛散を防止することができる等の効果を得ることができる。
【発明を実施するための最良の形態】
【0018】
以下、図面を参照して本発明の一実施形態を説明する。
図1(A)は本発明の一実施態様のろう材1を示す斜視図である。この図に示すろう材1は線状をなすもので、コア部2の外周に被覆層3を被覆して構成されている。コア部2の直径は1.0〜2.0mmとされ、被覆層3の厚さは0.01〜0.4mmとされている。また、コア部2の材質は亜鉛とされ、被覆層3の材質はアルミニウムとされている。
【0019】
次に、上記構成のろう材を用いてろう付けを行う手順について説明する。まず、図2に示すように、アルミニウム板(第1の母材)10と鋼板(第2の母材)11の側面どうしを突き合わせ、両者の縁部に形成したテーパ面10a,11aによって断面V字状の溝を形成する。この溝にろう材1を収容し、レーザ光Lをろう材1付近に集光させる。
【0020】
レーザ光Lをろう材1付近に集光させることにより、ろう材1、アルミニウム板10および鋼板11が加熱され、先ず、コア部2が溶融する。次いで、被覆層3が溶融し、溶融したコア部2と被覆層3は混ざり合い、反応して亜鉛アルミニウムとなる。そして、図3に示すように、亜鉛アルミニウムからなる溶融部13が形成される。また、鋼板11のテーパ面11a近傍には、亜鉛アルミニウムと鉄との化合物層15が形成される。
【0021】
この場合において、コア部2が被覆層3によって被覆されているから、コア部2の加熱が制限されてコア部2の溶融が遅れる。したがって、コア部2が溶融するまでの間に、アルミニウム板10および鋼板11を充分加熱することができるので、ろう材1の流動性が向上し、ビード14の表面が滑らかになるとともに、溶融部13が毛細管現象によりアルミニウム板10および鋼板11どうしの隙間に入り込むため、接合強度が高められる。また、コア部2が溶融しても溶融していない被覆層3の内部にしばらく閉じこめられるから、溶融したコア部2が空気に曝される時間が短い。したがって、ろう材1の蒸発や飛散を抑制することができる。
【0022】
特に、上記実施形態では、亜鉛のコア部2とアルミニウムの被覆層3からなるろう材により、アルミニウム板10と鋼板11とを接合するから、コア部2を構成する亜鉛がアルミニウムと鉄の両方に良好に結合可能であるため、溶融部13が固化することでアルミニウム板10と鋼板11とを強固に接合することができる。また、被覆層3を構成するアルミニウムの大半はコア部2の亜鉛と反応して亜鉛アルミニウムとなるため、鉄と反応するアルミニウムは少量となり、鉄−アルミニウム金属間化合物の量が少なくなる。また、被覆層3を薄くすることにより、鉄と反応するアルミニウムの量を少なくすることができる。したがって、脆い鉄−アルミニウム金属間化合物の生成を抑制して接合強度を向上させることができる。さらに、亜鉛アルミニウムと鉄との化合物層15は鉄−アルミニウム金属間化合物よりも強度が高いため、接合強度を向上させることができる。
【0023】
次に、図4を参照して本発明の他の実施形態を説明する。図4(A)は本発明を粉末のろう材1に適用した例であり、この実施形態においてもろう材1は、コア部2とコア部2の外周全域を被覆する被覆層3とから構成されている。このようなろう材1は、フラックスと混合してペースト状とし、たとえば図2に示すV字状の溝に塗布ないし盛りつけられる。そして、適当な加熱手段によりろう材1を溶融して2つの母材を接合する。なお、前記実施形態では加熱手段としてレーザ光を用いたが、これに限定されるものではなく、ヒータによるこて加熱、ガストーチ炎加熱、抵抗加熱、高周波誘導加熱、燃焼炉、電気炉などによる加熱を採用することができる。
【0024】
図4(B)は、本発明を板状のろう材1に適用したものである。この実施形態においても、ろう材1は、コア部2とコア部2の表裏面を被覆する被覆層3とから構成されている。また、図4(C)に示すろう材1は、コア部2の外周に、コア部2よりも微細な被覆層用粉末3aを適当なバインダで被覆し焼結することにより、コア部2と被覆層用粉末3aとを拡散接合して被覆層3を形成した例である。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施形態のろう材を示す斜視図である。
【図2】本発明の実施形態におけるろう付け方法を示す断面図である。
【図3】本発明の実施形態におけるろう付け方法を示す拡大断面図である。
【図4】本発明の他の実施形態を示す断面図である。
【符号の説明】
【0026】
1 ろう材
2 コア部
3 被覆層
10 アルミニウム板(第1の母材)
11 鋼板(第2の母材)
【特許請求の範囲】
【請求項1】
2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも高い融点を有し該コア部の外周を被覆する被覆層とを備えていることを特徴とするろう材。
【請求項2】
2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも加熱されたときの温度上昇率が高く該コア部の外周を被覆する被覆層とを備えていることを特徴とするろう材。
【請求項3】
前記被覆層の融点は、前記母材の融点よりも低いことを特徴とする請求項1または2に記載のろう材。
【請求項4】
前記コア部は亜鉛または亜鉛合金、前記被覆層はアルミニウムまたはアルミニウム合金であることを特徴とする請求項1〜3のいずれかに記載のろう材。
【請求項5】
アルミニウムまたはアルミニウム合金からなる第1の母材と、鉄または鉄系合金からなる第2の母材とをろう付けするろう付け方法であって、亜鉛または亜鉛合金からなるコア部と、アルミニウムまたはアルミニウム合金からなり前記コア部の外周を被覆する被覆層とを有するろう材を、前記第1、第2の母材の接合部で溶融させることを特徴とするろう付け方法。
【請求項1】
2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも高い融点を有し該コア部の外周を被覆する被覆層とを備えていることを特徴とするろう材。
【請求項2】
2つの母材を互いに接合するろう材であって、コア部と、このコア部よりも加熱されたときの温度上昇率が高く該コア部の外周を被覆する被覆層とを備えていることを特徴とするろう材。
【請求項3】
前記被覆層の融点は、前記母材の融点よりも低いことを特徴とする請求項1または2に記載のろう材。
【請求項4】
前記コア部は亜鉛または亜鉛合金、前記被覆層はアルミニウムまたはアルミニウム合金であることを特徴とする請求項1〜3のいずれかに記載のろう材。
【請求項5】
アルミニウムまたはアルミニウム合金からなる第1の母材と、鉄または鉄系合金からなる第2の母材とをろう付けするろう付け方法であって、亜鉛または亜鉛合金からなるコア部と、アルミニウムまたはアルミニウム合金からなり前記コア部の外周を被覆する被覆層とを有するろう材を、前記第1、第2の母材の接合部で溶融させることを特徴とするろう付け方法。
【図1】


【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2008−137034(P2008−137034A)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2006−324903(P2006−324903)
【出願日】平成18年11月30日(2006.11.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成18年11月30日(2006.11.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
[ Back to top ]