
ろ紙とそのろ紙を用いたエアフィルタ
【課題】 高性能フィルタの低圧損化を図るために求められている薄手のろ紙による諸問題を解決し、引裂強度の低下もたらさない薄手ろ紙とそのろ紙を備えたエアフィルタを提供する。
【解決手段】 厚さ0.15〜0.25mmのろ紙の製造方法であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造してろ紙を得、このろ紙を用いてエアフィルタを構成する。
【解決手段】 厚さ0.15〜0.25mmのろ紙の製造方法であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造してろ紙を得、このろ紙を用いてエアフィルタを構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は高性能エアフィルタに使用するろ紙と、そのろ紙を用いた高性能エアフィルタに関する。
【背景技術】
【0002】
高性能エアフィルタ(準HEPA,HEPA,ULPA,超ULPAを指す、以下同じ)に使用するろ紙は、下記特許文献1に記載されるように、高効率を得るとともに製造時並びに使用時における十分な強度を得るために極細ガラス短繊維と太ガラス短繊維を混抄した厚さ0.4mmのものが使用されている。
また、高性能エアフィルタにおいて低圧損化を図るには、所定の容積からなるフィルタパックに高面積のろ紙を折り込む必要がある。我々はプリーツ間の隙間を広くすることにより低圧力損失化が図られ、0.2mm程度の薄手のろ紙を使用することが適していることを見い出している。しかしながら、厚さ0.4mmのろ紙は、引裂強度がMD方向で400mN、CD方向で200mNと十分な強度を有するものの、厚さ0.2mmのろ紙ではMD方向で200mN、CD方向で100mNと、ほぼ半減し、引裂強度の急激な低下がみられ、0.2mm程度の薄手のろ紙を使用すると、フィルタ製造時のろ紙の取り扱いが難しく、更にはフィルタ使用時の風圧によりろ紙が破けるという問題がある。
上記問題点であるろ紙の引裂強度を向上するには、骨格繊維となる合繊を配合することが常套手段として考えられるが、合繊が入ることでろ紙全体として繊維径が太くなり、合繊の配合により所定の効率が得られない問題もおこる。また、所定の効率を得るため極細ガラス短繊維の更に細いものを配合すると、表面ろ過がろ過の主体となり、ろ紙全体でのろ過ができなくなりフィルタ寿命が短くなるという問題がある。これは、骨格繊維となる合繊の格子間に極細ガラス短繊維が抄きこまれ、極細ガラス短繊維同士で形成される孔径が小さくなりすぎ、気流の上流側での表面ろ過で終わってしまうからである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭62−21897号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、前記従来技術の問題点に着目してなされたもので、その目的は、高性能エアフィルタの低圧損化を図るために求められている薄手のろ紙による前記諸問題を解決し、引裂強度の低下をもたらさない薄手ろ紙とその薄手ろ紙を備えたエアフィルタを提供することを目的とするものである。
【課題を解決するための手段】
【0005】
本発明者等は前記目的を達成するため鋭意検討の結果、特定の極細ガラス短繊維と合繊を特定の配合割合で抄造することによって前記目的を達成できることを知見した。
本発明のろ紙は前記知見に基づきなされたもので、請求項1記載の通り、厚さ0.15〜0.25mmのろ紙であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造して得られたものであることを特徴とする。
また、請求項2記載のろ紙は、請求項1記載のろ紙において、前記極細ガラス短繊維のアスペクト比が500〜3000であることを特徴とする。
また、請求項3記載のろ紙は、請求項1または2の何れかに記載のろ紙において、前記極細ガラス短繊維はCガラスであることを特徴とする。
また、請求項4記載のろ紙は、請求項1乃至3の何れかに記載のろ紙において、前記合繊の繊維長が1〜15mmであることを特徴とする。
また、請求項5記載のろ紙は、請求項1乃至4の何れかに記載のろ紙において、前記合繊はポリエステル樹脂であることを特徴とする。
また、請求項6記載のろ紙は、請求項1乃至5の何れかに記載のろ紙において、前記ろ紙の表面側(毛布側)層Aと裏面側(ワイヤ側)層Bの平均繊維径比率A/Bが0.60〜0.85であることを特徴とする。
また、本発明のエアフィルタは、請求項7記載の通り、前記請求項1乃至6の何れかに記載のろ紙を備え、前記ろ紙の裏面側(ワイヤ側)を気流の流入側に配置したことを特徴とする。
【発明の効果】
【0006】
本発明のろ紙は、厚さ0.15〜0.25mmのろ紙において、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造することにより、前記合繊がろ紙の表面側(毛布側)に膜状となって多く配されることとなり、5〜15質量%という少量の合繊の配合でも、現行水準の引裂強度が得られる。尚、合繊配合により低下する効率については、極細ガラス短繊維の平均繊維径を小さくして全体としての平均繊維径を調整したため所定の効率を得ることができる。
また、ろ紙の表面側(毛布側)層Aと裏面側(ワイヤ側)層Bの平均繊維径比率A/Bが0.60〜0.85の粗密ろ紙となるため、裏面側(ワイヤ側)層Bを上流側に配したエアフィルタとすることで、従来よりもフィルタ寿命を大幅に長くすることができる。ここで、粗密ができる原因は、合繊の比重がガラスに比べて軽いため、抄紙時にワイヤに抄かれる速度が遅く表面側(毛布側)に残ろうとすることから、その合繊により極細ガラス短繊維の中でも細部分がワイヤ側に抄かれるのを抑えられて、表面側(毛布側)に多く残るからであると考えられる。
【図面の簡単な説明】
【0007】
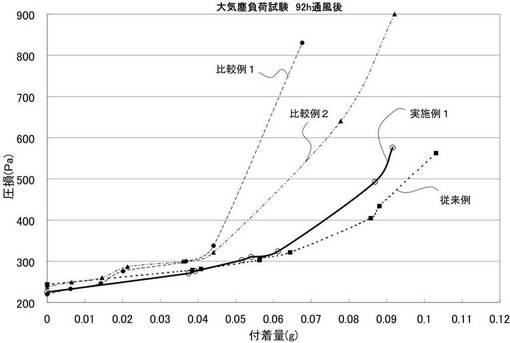
【図1】本発明の実施例、比較例1、比較例2及び従来例のろ紙の大気塵試験の結果を示すグラフ
【発明を実施するための形態】
【0008】
次に本発明の実施の形態につき説明する。
本発明のろ紙は、厚さ0.15〜0.25mmのろ紙であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造して得られるものである。
前記ろ紙の厚みを0.15〜0.25mmとしたのは、0.15mm未満であるとろ紙の引裂強度が低くなり、また、0.25mmを超えるろ紙を用いてフィルタを作製すると、プリーツ間の隙間が狭くなるに連れ、圧力損失が急上昇するからである。
【0009】
前記極細ガラス短繊維としては、Cガラス繊維、Eガラス繊維、Aガラス繊維、シリカガラス(石英ガラス)繊維等が挙げられるが、価格や、耐酸性等の耐薬品性の観点からCガラス繊維が好ましい。但し、半導体工場等の発ガスが問題となる場合にはローボロンガラス(B2O30.2wt%以下のもの)繊維がより好ましい。
前記極細ガラス短繊維は平均繊維径が0.2〜0.6μmのものを用いる必要があり、これは、0.2μm未満では強度の問題があり、また、0.6μmを超えると効率の問題を生じるおそれがあるからである。
前記極細ガラス短繊維のアスペクト比は500〜3000のものが好ましい。これは、500未満であると、繊維のからみがなくなり、所望の効率が得られず、3000を超えると繊維の分散性が悪くなり所望の効率が得られないからである。
また、その配合量は95〜85質量%とする必要がある。これは、95質量%を超えると、所望の引裂強度が得られず、85質量%未満であると所望の効率が得られないからである。
【0010】
また、前記極細ガラス短繊維に、平均繊維径5.0〜8.0μm、アスペクト比100〜1900のCガラス等の太ガラス短繊維を配合させてもよい。この場合、配合量は、全繊維量に対して1〜10質量%程度が好ましい。
【0011】
また、前記合繊としては、ポリオレフィン(PP、PE)、ポリエステル、ポリアミド、ポリアクリルアミド、ビニロン等が挙げられ、形状はフィラメント状のものが好ましい。
前記合繊は平均繊維径3〜5μmのものを用いる必要があり、これは、3μm未満であると強度の問題があり、5μmを超えると効率の問題を生じるおそれがあるからである。
前記合繊の繊維長は3〜5mmが好ましい。これは、3mm未満であると、骨格繊維の作用が低くなり所望の引裂強度が得られず、5mmを超えると繊維の分散性が悪くなり所望の引裂強度が得られず、また、所望の効率も得られないからである。
また、その配合量は5〜15質量%とする必要がある。これは、5質量%を未満であると、骨格繊維の作用が低くなり所望の引裂強度が得られず、また、15質量%を超えると、繊維の分散性が悪くなり所望の引裂強度が得られず、また、所望の効率も得られないからである。
【0012】
前記抄造は、円網、短網、ロトフォーマ、デルタフォーマ、傾斜長網、フラット長網等、どのような抄紙機を用いた抄造方法でもかまわない。
【実施例】
【0013】
以下、本発明の実施例を比較例及び従来例とともに説明する。
(実施例1)
平均繊維径0.2μm、繊維長0.4mm、アスペクト比2000のCガラス極細ガラス短繊維90質量%と平均繊維径4μm、繊維長4mmのポリエステル樹脂製合成繊維10質量%を混合して抄紙機で抄造して、厚さ0.2mm、目付40g/m2のろ紙を製造した。
得られたろ紙の平均繊維径比率A/Bは、0.55μm/0.83μmで0.66であった。
得られたろ紙の効率、引裂強度を測定したところ、効率は99.990%(at0.3〜0.4μm)で、引裂強度はMD方向が従来例を100%とした場合にMD方向が110%、CD方向114%であった。
また、裏面側(ワイヤ側)層Bを流入側にして大気塵負荷試験92時間を行ったところ、図1に示す通り、付着量0.09gで圧力損失540Pa、付着量0.065gで圧力損失340Paであった。
【0014】
前記各特性の測定方法は次の通りである。
効率:JISB9908:2001に準拠して測定した。
引裂強度:JISP8116に準拠して測定した。
大気塵負荷試験92時間:ろ紙をφ100mmの円形状のホルダーにセットし、セットしたろ紙の両面に圧力差を印加してろ紙に気体を92時間透過させ、400l/minにて吸引としたときの圧力損失を圧力計により測定し、次に、ろ紙を透過する気体中に大気塵粒径0.1μm〜10μmの範囲の粒子の濃度が約2000万個/CFとなるように混入させ、一定時間毎の圧力損失の変化を測定した。
【0015】
(比較例1)
前記実施例1で得られたろ紙の表裏を反対にして、比較例1のろ紙とした。
比較例1のろ紙について実施例1と同様に効率、引裂強度を測定するとともに、ろ紙の表面側(毛布側)層Aを流入側にして大気塵負荷試験92時間を行ったところ、効率と引裂強度は実施例1と同様の値であり、また、大気塵負荷試験の結果は、図1に示す通り、付着量0.065gで圧力損失800Pa、付着量0.05gで圧力損失500Paであった。
【0016】
(比較例2)
平均繊維径0.3μm、繊維長0.6mm、アスペクト比2000のCガラス極細ガラス短繊維95質量%と、平均繊維径6μm、繊維長6mmのCガラス極細ガラス長繊維5質量%を混合して抄紙機で抄造して、厚さ0.2mm、目付40g/m2のろ紙を製造し、比較例2のろ紙とした。
得られたろ紙の平均繊維径比率A/Bは、0.52μm/0.60μmで0.87であった。
得られたろ紙の効率は99.998%(at0.3〜0.4μm)、引裂強度は従来例を100%とした場合にMD方向が61%、CD方向が45%であった。
比較例2のろ紙について実施例1と同様にして、効率、引裂強度を測定するとともに、表面側(毛布側)層Aを流入側にして大気塵負荷試験92時間を行ったところ、大気塵負荷試験の結果は、図1に示す通り、付着量0.09gで圧力損失800Pa、付着量0.065gで圧力損失500Paであった。
【0017】
(従来例)
平均繊維径0.3μm、繊維長、0.6mm、アスペクト比2000のCガラス極細ガラス短繊維95質量%と平均繊維径6μm、繊維長6mmのCガラス極細ガラス長繊維5質量%を混合して抄紙機で抄造して、厚さ0.4mm、目付70g/m2のろ紙を製造した。
得られたろ紙の平均繊維径比率A/Bは、0.37μm/0.58μmで0.64であった。
得られたろ紙の効率は99.990%(at0.3〜0.4μm)であった。
従来例のろ紙について実施例1と同様に効率、引裂強度を測定するとともに、表面側(毛布側)層Aを流入側にして大気塵負荷試験98時間行ったところ、大気塵負荷試験の結果は、図1に示す通り、付着量0.1gで圧力損失500Paであった。
【0018】
実施例1は従来例と遜色のない効率、引裂強度、大気塵負荷試験による寿命を有しており、従来例の半分の厚さであるため同一容積のフィルタパックであれば約1.6倍のろ紙を折り込めるので、高性能エアフィルタの低圧損化が図れることがあきらかである。
尚、比較例1は、表面側(毛布側)を流入側にしたため、流入面で目詰まりがおこり実施例1の6割ほどの寿命しか得られなかった。また、比較例2は、ろ紙が薄くなった対策がとられていないため、引裂強度が著しく低下したものとなっていた。
【0019】
次に、前記実施例1と従来例1のろ紙を用いて610×610×20mmのミニプリーツ型高性能エアフィルタを作製したところ、実施例1のろ紙を用いた高性能エアフィルタの有効ろ紙面積は約6.8m2で、従来例のろ紙を用いた高性能エアフィルタの有効ろ紙面積は4.3m2であり、前者は後者の約1.6倍の有効ろ過面積を有していた。
また、両高性能エアフィルタについて、JISB9908、2001に準拠して10CMM(風量10m3/分)で空気を流したときの圧力損失を圧力計で測定したところ、実施例1のろ紙を用いたものでは、122Pa、従来例のろ紙を用いたものでは、183Paと、実施例1のろ紙を用いた方が、高性能エアフィルタの低圧損化がはかれることが確認できた。
また、610×610×20mmのミニプリーツ型高性能エアフィルタの代わりに、610×610×290mm(フィルタパック16枚入り)のVバンク型高性能エアフィルタを作製したところ、実施例1のろ紙を用いた高性能エアフィルタの有効ろ紙面積は約50m2で、従来例のろ紙を用いた高性能エアフィルタの有効ろ紙面積は約30m2であり、前者は後者の約1.7倍の有効ろ紙面積を有していた。
また、両高性能エアフィルタについて、JISB9908、2001に準拠して56CMM(風量56m3/分)で空気を流したときの圧力損失を圧力計で測定したところ、実施例1のろ紙を用いたものでは、170Pa、従来例のろ紙を用いたものでは、245Paと、実施例1のろ紙を用いた方が、高性能エアフィルタの低圧損化がはかれることが確認できた。
【0020】
尚、本発明のろ紙は、例えば、厚さ0.15〜0.25mmろ紙の製造方法であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造するようにしたろ紙の製造方法によって製造できる。
【産業上の利用可能性】
【0021】
本発明によれば、引裂強度を低下させることなく厚さ0.15〜0.25mmろ紙が得られるので、低圧損化の優れた高性能エアフィルタを作製することが可能となるので産業上の利用可能性を有するものである。
【技術分野】
【0001】
本発明は高性能エアフィルタに使用するろ紙と、そのろ紙を用いた高性能エアフィルタに関する。
【背景技術】
【0002】
高性能エアフィルタ(準HEPA,HEPA,ULPA,超ULPAを指す、以下同じ)に使用するろ紙は、下記特許文献1に記載されるように、高効率を得るとともに製造時並びに使用時における十分な強度を得るために極細ガラス短繊維と太ガラス短繊維を混抄した厚さ0.4mmのものが使用されている。
また、高性能エアフィルタにおいて低圧損化を図るには、所定の容積からなるフィルタパックに高面積のろ紙を折り込む必要がある。我々はプリーツ間の隙間を広くすることにより低圧力損失化が図られ、0.2mm程度の薄手のろ紙を使用することが適していることを見い出している。しかしながら、厚さ0.4mmのろ紙は、引裂強度がMD方向で400mN、CD方向で200mNと十分な強度を有するものの、厚さ0.2mmのろ紙ではMD方向で200mN、CD方向で100mNと、ほぼ半減し、引裂強度の急激な低下がみられ、0.2mm程度の薄手のろ紙を使用すると、フィルタ製造時のろ紙の取り扱いが難しく、更にはフィルタ使用時の風圧によりろ紙が破けるという問題がある。
上記問題点であるろ紙の引裂強度を向上するには、骨格繊維となる合繊を配合することが常套手段として考えられるが、合繊が入ることでろ紙全体として繊維径が太くなり、合繊の配合により所定の効率が得られない問題もおこる。また、所定の効率を得るため極細ガラス短繊維の更に細いものを配合すると、表面ろ過がろ過の主体となり、ろ紙全体でのろ過ができなくなりフィルタ寿命が短くなるという問題がある。これは、骨格繊維となる合繊の格子間に極細ガラス短繊維が抄きこまれ、極細ガラス短繊維同士で形成される孔径が小さくなりすぎ、気流の上流側での表面ろ過で終わってしまうからである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭62−21897号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、前記従来技術の問題点に着目してなされたもので、その目的は、高性能エアフィルタの低圧損化を図るために求められている薄手のろ紙による前記諸問題を解決し、引裂強度の低下をもたらさない薄手ろ紙とその薄手ろ紙を備えたエアフィルタを提供することを目的とするものである。
【課題を解決するための手段】
【0005】
本発明者等は前記目的を達成するため鋭意検討の結果、特定の極細ガラス短繊維と合繊を特定の配合割合で抄造することによって前記目的を達成できることを知見した。
本発明のろ紙は前記知見に基づきなされたもので、請求項1記載の通り、厚さ0.15〜0.25mmのろ紙であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造して得られたものであることを特徴とする。
また、請求項2記載のろ紙は、請求項1記載のろ紙において、前記極細ガラス短繊維のアスペクト比が500〜3000であることを特徴とする。
また、請求項3記載のろ紙は、請求項1または2の何れかに記載のろ紙において、前記極細ガラス短繊維はCガラスであることを特徴とする。
また、請求項4記載のろ紙は、請求項1乃至3の何れかに記載のろ紙において、前記合繊の繊維長が1〜15mmであることを特徴とする。
また、請求項5記載のろ紙は、請求項1乃至4の何れかに記載のろ紙において、前記合繊はポリエステル樹脂であることを特徴とする。
また、請求項6記載のろ紙は、請求項1乃至5の何れかに記載のろ紙において、前記ろ紙の表面側(毛布側)層Aと裏面側(ワイヤ側)層Bの平均繊維径比率A/Bが0.60〜0.85であることを特徴とする。
また、本発明のエアフィルタは、請求項7記載の通り、前記請求項1乃至6の何れかに記載のろ紙を備え、前記ろ紙の裏面側(ワイヤ側)を気流の流入側に配置したことを特徴とする。
【発明の効果】
【0006】
本発明のろ紙は、厚さ0.15〜0.25mmのろ紙において、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造することにより、前記合繊がろ紙の表面側(毛布側)に膜状となって多く配されることとなり、5〜15質量%という少量の合繊の配合でも、現行水準の引裂強度が得られる。尚、合繊配合により低下する効率については、極細ガラス短繊維の平均繊維径を小さくして全体としての平均繊維径を調整したため所定の効率を得ることができる。
また、ろ紙の表面側(毛布側)層Aと裏面側(ワイヤ側)層Bの平均繊維径比率A/Bが0.60〜0.85の粗密ろ紙となるため、裏面側(ワイヤ側)層Bを上流側に配したエアフィルタとすることで、従来よりもフィルタ寿命を大幅に長くすることができる。ここで、粗密ができる原因は、合繊の比重がガラスに比べて軽いため、抄紙時にワイヤに抄かれる速度が遅く表面側(毛布側)に残ろうとすることから、その合繊により極細ガラス短繊維の中でも細部分がワイヤ側に抄かれるのを抑えられて、表面側(毛布側)に多く残るからであると考えられる。
【図面の簡単な説明】
【0007】
【図1】本発明の実施例、比較例1、比較例2及び従来例のろ紙の大気塵試験の結果を示すグラフ
【発明を実施するための形態】
【0008】
次に本発明の実施の形態につき説明する。
本発明のろ紙は、厚さ0.15〜0.25mmのろ紙であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造して得られるものである。
前記ろ紙の厚みを0.15〜0.25mmとしたのは、0.15mm未満であるとろ紙の引裂強度が低くなり、また、0.25mmを超えるろ紙を用いてフィルタを作製すると、プリーツ間の隙間が狭くなるに連れ、圧力損失が急上昇するからである。
【0009】
前記極細ガラス短繊維としては、Cガラス繊維、Eガラス繊維、Aガラス繊維、シリカガラス(石英ガラス)繊維等が挙げられるが、価格や、耐酸性等の耐薬品性の観点からCガラス繊維が好ましい。但し、半導体工場等の発ガスが問題となる場合にはローボロンガラス(B2O30.2wt%以下のもの)繊維がより好ましい。
前記極細ガラス短繊維は平均繊維径が0.2〜0.6μmのものを用いる必要があり、これは、0.2μm未満では強度の問題があり、また、0.6μmを超えると効率の問題を生じるおそれがあるからである。
前記極細ガラス短繊維のアスペクト比は500〜3000のものが好ましい。これは、500未満であると、繊維のからみがなくなり、所望の効率が得られず、3000を超えると繊維の分散性が悪くなり所望の効率が得られないからである。
また、その配合量は95〜85質量%とする必要がある。これは、95質量%を超えると、所望の引裂強度が得られず、85質量%未満であると所望の効率が得られないからである。
【0010】
また、前記極細ガラス短繊維に、平均繊維径5.0〜8.0μm、アスペクト比100〜1900のCガラス等の太ガラス短繊維を配合させてもよい。この場合、配合量は、全繊維量に対して1〜10質量%程度が好ましい。
【0011】
また、前記合繊としては、ポリオレフィン(PP、PE)、ポリエステル、ポリアミド、ポリアクリルアミド、ビニロン等が挙げられ、形状はフィラメント状のものが好ましい。
前記合繊は平均繊維径3〜5μmのものを用いる必要があり、これは、3μm未満であると強度の問題があり、5μmを超えると効率の問題を生じるおそれがあるからである。
前記合繊の繊維長は3〜5mmが好ましい。これは、3mm未満であると、骨格繊維の作用が低くなり所望の引裂強度が得られず、5mmを超えると繊維の分散性が悪くなり所望の引裂強度が得られず、また、所望の効率も得られないからである。
また、その配合量は5〜15質量%とする必要がある。これは、5質量%を未満であると、骨格繊維の作用が低くなり所望の引裂強度が得られず、また、15質量%を超えると、繊維の分散性が悪くなり所望の引裂強度が得られず、また、所望の効率も得られないからである。
【0012】
前記抄造は、円網、短網、ロトフォーマ、デルタフォーマ、傾斜長網、フラット長網等、どのような抄紙機を用いた抄造方法でもかまわない。
【実施例】
【0013】
以下、本発明の実施例を比較例及び従来例とともに説明する。
(実施例1)
平均繊維径0.2μm、繊維長0.4mm、アスペクト比2000のCガラス極細ガラス短繊維90質量%と平均繊維径4μm、繊維長4mmのポリエステル樹脂製合成繊維10質量%を混合して抄紙機で抄造して、厚さ0.2mm、目付40g/m2のろ紙を製造した。
得られたろ紙の平均繊維径比率A/Bは、0.55μm/0.83μmで0.66であった。
得られたろ紙の効率、引裂強度を測定したところ、効率は99.990%(at0.3〜0.4μm)で、引裂強度はMD方向が従来例を100%とした場合にMD方向が110%、CD方向114%であった。
また、裏面側(ワイヤ側)層Bを流入側にして大気塵負荷試験92時間を行ったところ、図1に示す通り、付着量0.09gで圧力損失540Pa、付着量0.065gで圧力損失340Paであった。
【0014】
前記各特性の測定方法は次の通りである。
効率:JISB9908:2001に準拠して測定した。
引裂強度:JISP8116に準拠して測定した。
大気塵負荷試験92時間:ろ紙をφ100mmの円形状のホルダーにセットし、セットしたろ紙の両面に圧力差を印加してろ紙に気体を92時間透過させ、400l/minにて吸引としたときの圧力損失を圧力計により測定し、次に、ろ紙を透過する気体中に大気塵粒径0.1μm〜10μmの範囲の粒子の濃度が約2000万個/CFとなるように混入させ、一定時間毎の圧力損失の変化を測定した。
【0015】
(比較例1)
前記実施例1で得られたろ紙の表裏を反対にして、比較例1のろ紙とした。
比較例1のろ紙について実施例1と同様に効率、引裂強度を測定するとともに、ろ紙の表面側(毛布側)層Aを流入側にして大気塵負荷試験92時間を行ったところ、効率と引裂強度は実施例1と同様の値であり、また、大気塵負荷試験の結果は、図1に示す通り、付着量0.065gで圧力損失800Pa、付着量0.05gで圧力損失500Paであった。
【0016】
(比較例2)
平均繊維径0.3μm、繊維長0.6mm、アスペクト比2000のCガラス極細ガラス短繊維95質量%と、平均繊維径6μm、繊維長6mmのCガラス極細ガラス長繊維5質量%を混合して抄紙機で抄造して、厚さ0.2mm、目付40g/m2のろ紙を製造し、比較例2のろ紙とした。
得られたろ紙の平均繊維径比率A/Bは、0.52μm/0.60μmで0.87であった。
得られたろ紙の効率は99.998%(at0.3〜0.4μm)、引裂強度は従来例を100%とした場合にMD方向が61%、CD方向が45%であった。
比較例2のろ紙について実施例1と同様にして、効率、引裂強度を測定するとともに、表面側(毛布側)層Aを流入側にして大気塵負荷試験92時間を行ったところ、大気塵負荷試験の結果は、図1に示す通り、付着量0.09gで圧力損失800Pa、付着量0.065gで圧力損失500Paであった。
【0017】
(従来例)
平均繊維径0.3μm、繊維長、0.6mm、アスペクト比2000のCガラス極細ガラス短繊維95質量%と平均繊維径6μm、繊維長6mmのCガラス極細ガラス長繊維5質量%を混合して抄紙機で抄造して、厚さ0.4mm、目付70g/m2のろ紙を製造した。
得られたろ紙の平均繊維径比率A/Bは、0.37μm/0.58μmで0.64であった。
得られたろ紙の効率は99.990%(at0.3〜0.4μm)であった。
従来例のろ紙について実施例1と同様に効率、引裂強度を測定するとともに、表面側(毛布側)層Aを流入側にして大気塵負荷試験98時間行ったところ、大気塵負荷試験の結果は、図1に示す通り、付着量0.1gで圧力損失500Paであった。
【0018】
実施例1は従来例と遜色のない効率、引裂強度、大気塵負荷試験による寿命を有しており、従来例の半分の厚さであるため同一容積のフィルタパックであれば約1.6倍のろ紙を折り込めるので、高性能エアフィルタの低圧損化が図れることがあきらかである。
尚、比較例1は、表面側(毛布側)を流入側にしたため、流入面で目詰まりがおこり実施例1の6割ほどの寿命しか得られなかった。また、比較例2は、ろ紙が薄くなった対策がとられていないため、引裂強度が著しく低下したものとなっていた。
【0019】
次に、前記実施例1と従来例1のろ紙を用いて610×610×20mmのミニプリーツ型高性能エアフィルタを作製したところ、実施例1のろ紙を用いた高性能エアフィルタの有効ろ紙面積は約6.8m2で、従来例のろ紙を用いた高性能エアフィルタの有効ろ紙面積は4.3m2であり、前者は後者の約1.6倍の有効ろ過面積を有していた。
また、両高性能エアフィルタについて、JISB9908、2001に準拠して10CMM(風量10m3/分)で空気を流したときの圧力損失を圧力計で測定したところ、実施例1のろ紙を用いたものでは、122Pa、従来例のろ紙を用いたものでは、183Paと、実施例1のろ紙を用いた方が、高性能エアフィルタの低圧損化がはかれることが確認できた。
また、610×610×20mmのミニプリーツ型高性能エアフィルタの代わりに、610×610×290mm(フィルタパック16枚入り)のVバンク型高性能エアフィルタを作製したところ、実施例1のろ紙を用いた高性能エアフィルタの有効ろ紙面積は約50m2で、従来例のろ紙を用いた高性能エアフィルタの有効ろ紙面積は約30m2であり、前者は後者の約1.7倍の有効ろ紙面積を有していた。
また、両高性能エアフィルタについて、JISB9908、2001に準拠して56CMM(風量56m3/分)で空気を流したときの圧力損失を圧力計で測定したところ、実施例1のろ紙を用いたものでは、170Pa、従来例のろ紙を用いたものでは、245Paと、実施例1のろ紙を用いた方が、高性能エアフィルタの低圧損化がはかれることが確認できた。
【0020】
尚、本発明のろ紙は、例えば、厚さ0.15〜0.25mmろ紙の製造方法であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造するようにしたろ紙の製造方法によって製造できる。
【産業上の利用可能性】
【0021】
本発明によれば、引裂強度を低下させることなく厚さ0.15〜0.25mmろ紙が得られるので、低圧損化の優れた高性能エアフィルタを作製することが可能となるので産業上の利用可能性を有するものである。
【特許請求の範囲】
【請求項1】
厚さ0.15〜0.25mmのろ紙であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造して得られたものであることを特徴とするろ紙。
【請求項2】
前記極細ガラス短繊維のアスペクト比が500〜3000であることを特徴とする請求項1記載のろ紙。
【請求項3】
前記極細ガラス短繊維はCガラスであることを特徴とする請求項1または2の何れかに記載のろ紙。
【請求項4】
前記合繊の繊維長が1〜15mmであることを特徴とする請求項1乃至3の何れかに記載のろ紙。
【請求項5】
前記合繊はポリエステル樹脂であることを特徴とする請求項1乃至4の何れかに記載のろ紙。
【請求項6】
前記ろ紙の表面側(毛布側)層Aと裏面側(ワイヤ側)層Bの平均繊維径比率A/Bが0.60〜0.85であることを特徴とする請求項1乃至5の何れかに記載のろ紙。
【請求項7】
前記請求項1乃至6の何れかに記載のろ紙を備え、前記ろ紙の裏面側(ワイヤ側)を気流の流入側に配置したことを特徴とするエアフィルタ。
【請求項1】
厚さ0.15〜0.25mmのろ紙であって、平均繊維径0.2〜0.6μmの極細ガラス短繊維を95〜85質量%と平均繊維径3〜5μmの合繊を5〜15質量%配合したものを抄造して得られたものであることを特徴とするろ紙。
【請求項2】
前記極細ガラス短繊維のアスペクト比が500〜3000であることを特徴とする請求項1記載のろ紙。
【請求項3】
前記極細ガラス短繊維はCガラスであることを特徴とする請求項1または2の何れかに記載のろ紙。
【請求項4】
前記合繊の繊維長が1〜15mmであることを特徴とする請求項1乃至3の何れかに記載のろ紙。
【請求項5】
前記合繊はポリエステル樹脂であることを特徴とする請求項1乃至4の何れかに記載のろ紙。
【請求項6】
前記ろ紙の表面側(毛布側)層Aと裏面側(ワイヤ側)層Bの平均繊維径比率A/Bが0.60〜0.85であることを特徴とする請求項1乃至5の何れかに記載のろ紙。
【請求項7】
前記請求項1乃至6の何れかに記載のろ紙を備え、前記ろ紙の裏面側(ワイヤ側)を気流の流入側に配置したことを特徴とするエアフィルタ。
【図1】


【公開番号】特開2012−77400(P2012−77400A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−222303(P2010−222303)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
[ Back to top ]