
アノード支持型ハーフセル及びこれを用いたアノード支持型セル
【課題】アノード支持基板と電解質層とを有するアノード支持型ハーフセルであって、その周縁部の反り上がりを低減されており、セルスタックとして多層積層した場合でも割れや破損を生じ難く、周縁部のシール性に優れ、且つ、スクリーン印刷によりカソード層を安定して形成できるアノード支持型ハーフセルを提供することを目的とする。
【解決手段】本発明のアノード支持型ハーフセルは、アノード支持基板と、前記アノード支持基板に積層された電解質層とを有するアノード支持型ハーフセルであって、電解質層が上面となるように載置し、レーザー光学式三次元形状測定装置を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより求められる電解質層周縁端部の高さ(h1)と、周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とする。
【解決手段】本発明のアノード支持型ハーフセルは、アノード支持基板と、前記アノード支持基板に積層された電解質層とを有するアノード支持型ハーフセルであって、電解質層が上面となるように載置し、レーザー光学式三次元形状測定装置を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより求められる電解質層周縁端部の高さ(h1)と、周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アノード支持型ハーフセルに関するものであり、特に周縁部の反りを低減したアノード支持型ハーフセルに関するものである。
【背景技術】
【0002】
燃料電池はクリーンエネルギー源として注目されており、その用途は家庭用発電から業務用発電、さらには自動車用発電等を主体にして、急速に改良研究及び実用化研究が進められている。
【0003】
固体酸化物形燃料電池の代表的な構造は、平板状固体電解質膜の片面側にアノード電極、他方面側にカソード電極を設けたセルを縦方向に多数積層したスタックが基本となっている。ここで、固体酸化物形燃料電池の発電性能を高めるためには、固体電解質膜を緻密且つ薄肉化することが有効とされている。これは、固体電解質膜には発電源となる燃料ガスと空気の混合を確実に阻止する緻密性と、導電ロスを極力抑えることのできる優れたイオン導電性が求められるためである。しかしながら、固体電解質膜を薄肉化するほど、セルを多数積層した場合に積層荷重によって割れが生じやすくなる傾向がある。そこで固体電解質膜をより薄肉化するために、固体電解質のアノード電極側に、アノード電極及び固体電解質膜を支持するアノード支持基板を設けたアノード支持型セルが提案されている。
【0004】
このようなアノード支持型セルについて、その性能を改良する技術が種々検討されている。例えば、特許文献1には、アノード支持基板の周縁端部のバリ高さを低くすることにより、耐積層荷重性や、電極印刷や固体電解質膜を形成する際の印刷適正においても優れた特性が得られることが記載されている(特許文献1(第16頁第10〜19行)参照)。しかし、特許文献1は、アノード支持基板単層のバリ高さに関するものであり、アノード支持基板にアノード層や電解質層を形成したアノード支持型ハーフセルに関しては検討されていない。
また、アノード支持基板に関するものではないが、特許文献2には、固体電解質自立膜に使用されるセラミックシートについて、その周縁端部のバリ高さを±100μm以下にすることで、燃料電池の性能を向上できることが記載されている(引用文献2(段落[0016])参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2003/098724号
【特許文献2】特開2001−10866号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来、アノード支持型セルにおいて、電解質層や電極が印刷されるアノード支持基板の周縁端部のバリ高さを低くすることにより電池性能を高めていた。すなわち、アノード支持基板の周縁端部のバリ高さを低くして、周縁部を平滑にすれば、最終的に得られるアノード支持型セルにおいても周縁部を平滑にできると考えられていた。これは、一度焼成されたアノード支持基板は、充分に強度が高められているため、その後の工程においても変形することはないと考えられていたためである。そのため、従来は、アノード支持基板単層の状態での周縁部の平滑性のみを検討しており、これに電解質層が積層された後については、周縁部の反り等は一切検討されていなかった。
【0007】
しかしながら、本発明者らが検討したところ、アノード支持基板の周縁部を平滑にした場合でも、このアノード支持基板を用いて作製されるアノード支持型セルの周縁部に反りが生じることが確認された。そして、このアノード支持型セルの周縁部の反りは、アノード支持基板又はアノード支持基板グリーンシートと電解質層前駆体との積層体を焼成する際に、電解質層前駆体が収縮して、アノード支持基板の周縁端部が電解質膜側に引っ張られ、反り上がることで生じることが判明した。
【0008】
このように、アノード支持型セルの周縁部に反りが存在すると、セルスタックとして多層積層されて大きな積層荷重を受けた際に、反りに起因する局部的な応力集中による割れや破損等を生じることがあり、また、燃料電池を構成する際の単セルとガス管との接合部、単セル同士の接合部又は単セル間に配置されるインターコネクタ(セパレータ)と単セルとの接合部等のシール性が悪くなり、動作時にガス漏れを生じることがあった。さらに、アノード支持型ハーフセルの段階で、その周縁部に反りが存在すると、スクリーン印刷によりカソード層を印刷する際に、アノード支持型ハーフセルと印刷版との接触が不均一となり、カソード層の厚さムラや印刷抜けを生じるという問題があった。
【0009】
本発明者らは、上記のようなアノード支持型セル又はアノード支持型ハーフセルの周縁部の反りによって生じる問題を解決するべく、研究を進めた結果、アノード支持基板と電解質層とを有するアノード支持型ハーフセルの周縁部の反りを低減することにより、最終的に得られるアノード支持型セルの周縁部の反りを低減できることを見出し、本発明を完成した。
【0010】
本発明は上記事情に鑑みてなされたものであり、アノード支持基板と電解質層とを有するアノード支持型ハーフセルであって、その周縁部の反り上がりが低減されており、スクリーン印刷によりカソード層を安定して形成できるアノード支持型ハーフセルを提供することを目的とする。また、本発明は、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたアノード支持型セルを提供することも目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決することができた本発明のアノード支持型ハーフセルは、アノード支持基板と、前記アノード支持基板に積層された電解質層とを有するアノード支持型ハーフセルであって、電解質層が上面となるように載置し、レーザー光学式三次元形状測定装置を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより求められる電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とする。アノード支持型ハーフセルにおいて、その周縁部の反りを低減すれば、スクリーン印刷によりカソード層を形成する際に、電解質層と印刷版とが均一に接触するため、カソード層の膜厚の均一性が向上し、且つ、印刷抜けが低減される。さらに、ハーフセルの周縁部の反りを低減しておくことにより、最終的に得られるアノード支持型セルの周縁部の反りも低減できるため、多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたアノード支持型セルが得られる。
【0012】
前記アノード支持基板は、ニッケル、コバルト、鉄及びこれらの酸化物よりなる群から選択される少なくとも1種と、安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種とを含むことが好ましく、前記電解質層が安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種を含むことが好ましい。前記アノード支持基板の厚さ(T1)と前記電解質層の厚さ(T2)との比(T2/T1)は0.003〜0.35であることが好ましい。
【0013】
本発明には、前記アノード支持型ハーフセルにカソード層を形成したアノード支持型セル;このアノード支持型セルを有する固体酸化物形燃料電池も含まれる。上記アノード支持型セルを有する固体酸化物形燃料電池は、アノード支持型セルの割れによる劣化が抑制され、長寿命であるとともに、周縁部のシール性に優れ、動作時のガス漏れが抑制され、発電効率が向上する。
【発明の効果】
【0014】
本発明のアノード支持型ハーフセルは、アノード支持基板と電解質層とを有し、その周縁部の反り上がりが低減されている。そのため、本発明のアノード支持型ハーフセルは、スクリーン印刷によりカソード層を安定して形成できる。また、本発明のアノード支持型ハーフセルを用いて作製されるアノード支持型セルは、周縁部の反りが低減されており、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたものとなる。
【図面の簡単な説明】
【0015】
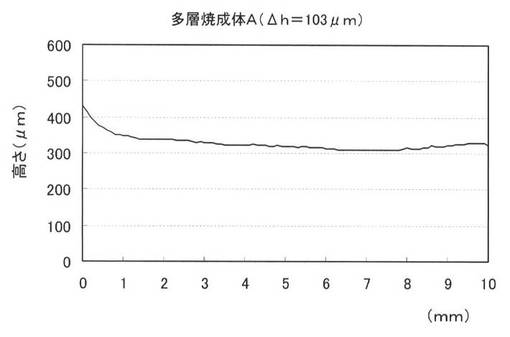
【図1】多層焼成体Aのレーザー光学式非接触三次元形状測定結果を示す図である。
【図2】アノード支持型ハーフセルAのレーザー光学式非接触三次元形状測定結果を示す図である。
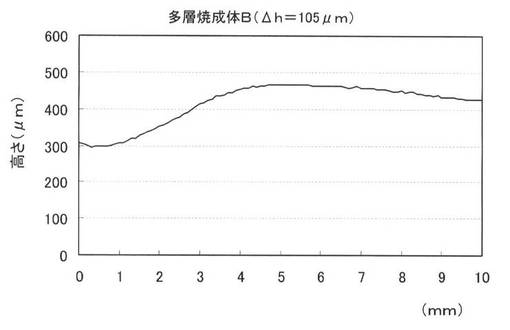
【図3】多層焼成体Bのレーザー光学式非接触三次元形状測定結果を示す図である。
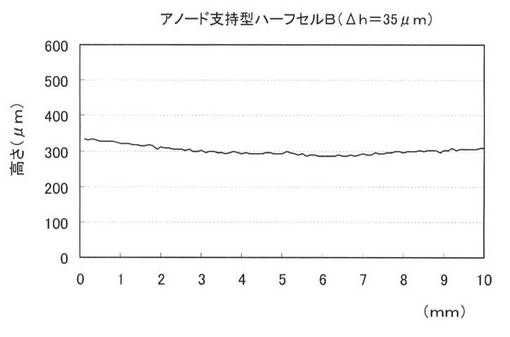
【図4】アノード支持型ハーフセルBのレーザー光学式非接触三次元形状測定結果を示す図である。
【発明を実施するための形態】
【0016】
本発明のアノード支持型ハーフセルは、アノード支持基板と、前記アノード支持基板に積層された電解質層とを有しており、電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とする。なお、差(Δh)とは、高さ(h1)と高さ(h2)との差の絶対値である。前記差(Δh)は、50μm以下が好ましく、より好ましくは20μm以下、さらに好ましくは10μm以下、特に好ましくは5μm以下である。
【0017】
電解質層は、その前駆体を焼成により緻密層と変化させるため、焼成時の収縮量が非常に大きくなる。そのため、アノード支持基板又はそのグリーンシートと電解質層前駆体とを積層して焼成を行うと、アノード支持基板の周縁端部が電解質層の収縮により引っ張られ、電解質層側に反り上がるようになる。本発明のアノード支持型ハーフセルは、このように反り上がった周縁部を除去することにより、周縁部の反りを低減したものである。
【0018】
本発明のアノード支持型ハーフセルは、周縁部の反りが低減されているため、スクリーン印刷によりカソード層を印刷する場合に、アノード支持型ハーフセルと印刷版とを均一に接触させることができる。そのため、スクリーン印刷により、厚さの均一性の高いカソード層を形成することができ、且つ、印刷抜けを抑制できる。また、本発明のアノード支持型ハーフセルを用いてアノード支持型セルを作製する場合、電解質層上にカソード層前駆体を形成し焼成することとなる。ここで、カソード層前駆体の焼成時の収縮量は小さいので、この焼成によってアノード支持基板や電解質層がカソード層側に反り上がることはない。よって、本発明のアノード支持型ハーフセルを用いれば、周縁部の反りが低減されたアノード支持型セルが得られる。
【0019】
前記アノード支持型ハーフセルの厚さ(T)に対する前記差(Δh)の比(Δh/T)は0.5以下が好ましく、より好ましくは0.35以下、さらに好ましくは0.3以下、特に好ましくは0.2以下である。前記比(Δh/T)が小さい程、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたアノード支持型セルとなる傾向がある。なお、前記比(Δh/T)の下限は、当然0である。
【0020】
前記アノード支持型ハーフセルの厚さ(T)は、110μm以上が好ましく、より好ましくは130μm以上、さらに好ましくは160μm以上であり、3mm以下が好ましく、より好ましくは1mm以下、さらに好ましくは0.5mm以下である。アノード支持型ハーフセルの厚さが上記範囲内であれば、アノード支持型セルとした場合に、機械的強度が十分であるとともに、燃料ガスの拡散性も良好なものとなる。
【0021】
前記アノード支持型ハーフセルにおいて、アノード支持基板の厚さ(T1)と電解質層の厚さ(T2)との比(T2/T1)は、0.003以上が好ましく、より好ましくは0.01以上、さらに好ましくは0.04以上であり、0.35以下が好ましく、より好ましくは0.2以下、さらに好ましくは0.1以下である。アノード支持基板の厚さに対する電解質層の厚さが大きくなるほど、電解質層の焼成収縮による反り上がりが大きくなるため、本発明の効果が一層顕著になる。
【0022】
前記アノード支持基板は、導電性を与えるための導電成分と、支持基板の骨格成分となるセラミック質を主たる構成素材とする。
【0023】
前記導電成分は、アノード支持基板に導電性を与える上で必須の成分であり、ニッケル、コバルト、鉄、白金、パラジウム、ルテニウム等の金属;酸化ニッケル、酸化コバルト、酸化鉄のように燃料電池稼動時の還元性雰囲気で導電性金属に変化する金属酸化物;あるいはこれらの酸化物を2種以上含有するニッケルフェライトやコバルトフェライトのような複合金属酸化物が挙げられる。これらは単独で使用し得るほか、必要により2種以上を適宜組み合わせて使用できる。これらの中でも、金属ニッケル、金属コバルト、金属鉄又はこれらの酸化物が好ましい。
【0024】
前記骨格成分は、アノード層及びアノード支持基板の耐積層荷重強度と耐レドックス性を確保する上で重要な成分である。前記骨格成分としては、ジルコニア、アルミナ、マグネシア、チタニア、窒化アルミニウム、ムライト等の単独もしくは複合物が使用される。これらの中でも最も汎用性の高いのは安定化ジルコニアであり、該安定化ジルコニアとしては、ジルコニアに、安定化剤としてMgO、CaO、SrO、BaO等のアルカリ土類金属の酸化物;Y2O3、La2O3、CeO2、Pr2O3、Nd2O3、Sm2O3、Eu2O3、Gd2O3、Tb2O3、Dy2O3、Er2O3、Tm2O3、Yb2O3等の希土類元素の酸化物;Sc2O3、Bi2O3、In2O3等から選ばれる1種若しくは2種以上の酸化物を固溶させたもの、あるいは更に、これらに分散強化剤としてアルミナ、チタニア、Ta2O5、Nb2O5等が添加された分散強化型ジルコニア等が好ましいものとして例示される。また、骨格成分として、CeO2やBi2O3にCaO、SrO、BaO、Y2O3、La2O3、Ce2O3、Pr2O3、Nb2O3、Sm2O3、Eu2O3、Gd2O3、Tb2O3、Dr2O3、Ho2O3、Er2O3、Yb2O3、PbO、WO3、MoO3、V2O5、Ta2O5、Nb2O5の1種もしくは2種以上を添加したセリア系又はビスマス系、更には、LaGaO3の如きガレート系セラミックも使用可能である。これらは単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、骨格成分としては、安定化ジルコニア、セリア系、ランタンガレートが好ましく、安定化ジルコニアがより好ましく、特に好ましいのは2.5〜12モル%のイットリアで安定化されたジルコニア、3〜15モル%のスカンジアで安定化されたジルコニアである。
【0025】
前記導電成分と骨格成分との比率は、これらの合計を100質量%としたとき、導電成分と骨格成分との比(導電成分/骨格成分)を30質量%/70質量%以上、80質量%/20質量%以下が好ましく、より好ましくは40質量%/60質量%以上、70質量%/30質量%以下である。ここで言う導電成分の量は、導電成分が酸化物として存在するときの量で、酸化物に換算した量である。
【0026】
アノード支持基板の厚さ(T1)は、100μm以上が好ましく、より好ましくは120μm以上、さらに好ましくは150μm以上であり、3mm以下が好ましく、より好ましくは2mm以下、さらに好ましくは1mm以下、特に好ましくは500μm以下である。アノード支持基板の厚さが上記範囲内であれば、アノード支持基板の機械的強度とガス通過性をバランス良く両立できる。
【0027】
また、アノード支持基板の空隙率は、20%以上が好ましく、より好ましくは25%以上、さらに好ましくは30%以上であり、50%以下が好ましく、より好ましくは45%以下、さらに好ましくは40%以下である。アノード支持基板の空隙率が上記範囲内であれば、アノード支持基板の機械的強度とガス通過性をバランス良く両立できる。
【0028】
アノード支持基板上に電解質層が形成されるが、この際、アノード支持基板と電解質層との間にアノード層を設けてもよい。なお、アノード支持基板がアノードとして作用し得る場合には、アノード層は設けなくてもよい。
前記アノード層は、前記アノード支持基板と同様に、導電性を与えるための導電成分と、支持基板の骨格成分となるセラミック質を主たる構成素材とする。導電成分、骨格成分としては、前記アノード支持基板と同様のものが挙げられる。
【0029】
アノード層の厚さは、5μm以上が好ましく、より好ましくは10μm以上、さらに好ましくは15μm以上であり、100μm以下が好ましく、より好ましくは50μm以下、さらに好ましくは30μm以下である。アノード層の厚さが上記範囲内であれば、電極反応が効率的に行われ、アノード支持型セルとした場合に、発電性能がより良好となる。
【0030】
前記電解質層は、セラミックス質を主成分とする。前記セラミックス質としては、通常電解質層の材料として用いられるものであればとくに限定されず、例えば、酸化イットリウム、酸化セリウム、酸化スカンジウム、酸化イッテルビウム等で安定化されたジルコニア;イットリア、サマリア、ガドリニア等でドープされたセリア;ランタンガレート、及びランタンガレートのランタン又はガリウムの一部がストロンチウム、カルシウム、バリウム、マグネシウム、アルミニウム、インジウム、コバルト、鉄、ニッケル、銅等で置換されたランタンガレート型ペロブスカイト構造酸化物等を使用することができる。これらは単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、酸化イットリウム、酸化スカンジウム、酸化イッテリビウム等で安定化されたジルコニアが好適である。
【0031】
特に、セラミックス質として、3モル%以上10モル%以下の酸化イットリウムで安定化されたジルコニア、4モル%以上12モル%以下の酸化スカンジウムで安定化されたジルコニア、8モル%以上12モル%以下の酸化スカンジウムと4モル%以上15モル%以下の酸化イッテルビウムで安定化されたジルコニアを用いることが好ましい。また、これらの安定化ジルコニアに、アルミナ、シリカ、チタニア等を焼結助剤や分散強化剤として添加した材料も好適に用いることができる。
【0032】
電解質層の厚さ(T2)は、5μm以上が好ましく、より好ましくは7μm以上、さらに好ましくは10μm以上であり、50μm以下が好ましく、より好ましくは30μm以下、さらに好ましくは20μm以下である。電解質層の厚さが上記範囲内であれば、アノード支持型セルとした場合に、発電性能がより良好となる。
【0033】
電解質層の空隙率は、10%以下が好ましく、より好ましくは7%以下、さらに好ましくは5%以下である。電解質層の空隙率が上記範囲内であれば、電解質層の機械的強度が十分となるとともに、燃料ガスや空気のガスタイト性も良好となる。
【0034】
本発明のアノード支持型ハーフセルの製造方法としては、例えば、アノード支持基板と電解質層とを含む多層焼成体(積層体)を作製する工程;この多層焼成体の周縁部を切断除去する工程を含む方法が挙げられる。多層焼成体の周縁部を切断除去することにより、反り上がった部分が除去され、周縁部の反りが低減されたアノード支持型ハーフセルが得られる。
【0035】
前記アノード支持基板と電解質層とを含む積層体を作製する方法としては、例えば、アノード支持基板グリーンシートと電解質層前駆体とを積層した積層体を形成した後、一括して焼成する方法(態様1);アノード支持基板グリーンシート、アノード層グリーンシート及び電解質層前駆体をこの順で積層した積層体を形成した後、一括して焼成する方法(態様2);アノード支持基板グリーンシートを焼成し、アノード支持基板を作製し、この上に電解質層前駆体を積層し、この積層体を焼成する方法(態様3);アノード支持基板グリーンシートを焼成し、アノード支持基板を作製し、この上にアノード層グリーンシートを積層し、さらにその上に電解質層前駆体を積層し、この積層体を焼成する方法(態様4);等が挙げられる。これらの中でも、態様2が好ましい。以下、前記積層体を形成する方法の一例として前記態様2を説明する。
【0036】
前記アノード層グリーンシート及びアノード支持基板グリーンシートは、導電成分の粉末、骨格成分の粉末及び気孔形成剤を、バインダーと溶媒、及び必要により分散剤や可塑剤等と共に均一に混合してスラリーを調製し、調製したスラリーを、ドクターブレード法、カレンダーロール法、押出し法等任意の方法で平滑なシート(例えばポリエステルシート等)上に適当な厚みで敷き延べ、乾燥して溶剤を揮発除去することにより得られる。
【0037】
前記導電成分粉末は、平均粒子径(D50)が0.2μm以上、5μm以下で90体積%径(D90)が15μm以下が好ましく、より好ましくは平均粒子径が0.3μm以上、3μm以下で90体積%径が10μm以下、さらに好ましくは平均粒子径が0.4μm以上、2μm以下で90体積%径が8μm以下が好ましい。なお、本発明における平均粒子径とは、粒度分布から求められるメジアン径、すなわち50体積%径(D50)をいうものとする。これら平均粒子径と90体積%径は、堀場製作所製のLA−920等のレーザー回折/散乱式粒度分布測定装置を用い、0.2質量%メタリン酸ナトリウム水溶液を分散媒として測定した粒度分布から求めることができる。
【0038】
前記骨格成分粉末は、平均粒子径(D50)が0.1μm以上、3μm以下で90体積%径(D90)が6μm以下が好ましく、より好ましくは平均粒子径が0.1μm以上、1.5μm以下で90体積%径が3μm以下、さらに好ましくは平均粒子径が0.2μm以上、1μm以下で90体積%径が2μm以下が好ましい。
【0039】
前記気孔形成剤としては、グリーンシート焼成時に焼失するものであればその種類は問わず、アクリル系樹脂等からなる架橋微粒子集合体;小麦粉、トウモロコシ澱粉(コーンスターチ)、甘藷澱粉、馬鈴薯澱粉、タピオカ澱粉等の天然有機質粉体;メラミンシアヌレート等の熱分解性もしくは昇華性の樹脂粉体;カーボンブラックや活性炭等の炭素質粉体等が挙げられる。これらは単独で使用してもよいし、2種以上を併用してもよい。
【0040】
前記気孔形成剤の平均粒子径は0.5μm以上、100μm以下が好ましく、より好ましくは3μm以上、50μm以下が好ましい。また。前記気孔形成剤の10体積%径は0.1μm以上、10μm以下が好ましく、より好ましくは1μm以上、5μm以下である。
【0041】
前記気孔形成剤の使用量は、前記導電成分粉末と骨格成分粉末との合計100質量部に対して、2質量部以上が好ましく、より好ましくは5質量部以上であり、40質量部以下が好ましく、より好ましくは30質量部以下である。気孔形成剤の使用量を上記範囲内とすることにより、焼成時の熱分解によって適度に気孔が形成され、アノード支持基板及びアノード層のガス透過性や物理的強度がより良好となる。
【0042】
前記バインダーとしては、特に限定されず、従来公知の有機質のバインダーを適宜選択して使用することができる。有機質バインダーとしては、例えば、エチレン系共重合体、スチレン系共重合体、アクリレート系及びメタクリレート系共重合体、酢酸ビニル系共重合体、マレイン酸系共重合体、ビニルブチラール系樹脂、ビニルアセタール系樹脂、ビニルホルマール系樹脂、ビニルアルコール系樹脂、ワックス類、エチルセルロース等のセルロース類等が挙げられる。これらは単独で使用してもよいし、2種以上を併用してもよい。
【0043】
前記溶媒としては、特に限定されず、アルコール類、グリコールエーテル類、脂肪族炭化水素系、ケトン類、エステル類等多種の有機溶剤を使用することができる。前記有機溶剤としては、具体的には、α−テルピネオール、ジヒドロターピネオール、メタノール、エタノール、イソプロピルアルコール、1−ブタノール、1−ヘキサノール、グリセリン、ポリエチレングリコール等のアルコール類;ブチルカルビトールアセテート、ブチルカルビトール等のグリコールエーテル類;ペンタン、ヘキサン、ヘプタン、ケロシン、シクロヘキサン等の脂肪族炭化水素類;アセトン、2−ブタノン等のケトン類;酢酸エチル、酢酸メチル、酢酸ブチル、ターピネオールアセテート、ジヒドロターピネオールアセテート等のエステル類;トルエン、キシレン等が挙げられる。これらは単独で使用してもよいし、2種以上を併用してもよい。これらの中でも塗工後の乾燥を早めるために、酢酸エチル、酢酸メチル、酢酸ブチル、メタノール、エタノール、アセトン、キシレン、ペンタン、ヘキサン、ヘプタン等が好ましい。
【0044】
前記分散剤はセラミックス粉末の解膠や分散を促進するものである。前記分散剤としては、例えば、ポリアクリル酸、ポリアクリル酸アンモニウム等の高分子電解質;クエン酸、酒石酸等の有機酸;イソブチレン又はスチレンと無水マレイン酸との共重合体及びそのアンモニウム塩あるいはアミン塩;ブタジエンと無水マレイン酸との共重合体及びそのアンモニウム塩等が挙げられる。
【0045】
前記可塑剤は、電解質層に柔軟性を付与するものである。前記可塑剤としては、フタル酸ジブチル、フタル酸ジオクチル、フタル酸ジトリデシル等のフタル酸エステル類;プロピレングリコール等のグリコール類やグリコールエーテル類;フタル酸系ポリエステル、アジピン酸系ポリエステル、セバチン酸系ポリエステル等のポリエステル類が挙げられる。
【0046】
なお、アノード層用スラリー及びアノード支持基板用スラリーの各原料の配合量は、所望の物性に応じて適宜調製すればよい。またスラリーから得られたシートの乾燥条件は、溶媒を蒸発できる程度にすればよく、例えば70℃以上120℃以下程度で1時間以上10時間以下程度加熱すればよい。
【0047】
そして、アノード層グリーンシートとアノード支持基板グリーンシートの積層体を作製する方法としては、アノード層グリーンシート及びアノード支持基板グリーンシートそれぞれ別々に作製し、これらを積層し、加熱プレスすることにより積層体とする方法;アノード支持基板グリーンシートを作製した後、この上にアノード層グリーンシートをスクリーン印刷で形成する方法;等が挙げられる。加熱プレスの条件は、特に限定されず、例えば30℃以上100℃以下程度で、0.2MPa以上2MPa以下、10秒間以上5分間以下プレスすればよい。また、アノード支持基板については、所望の強度を確保するために、複数枚のグリーンシートを積層して用いてもよい。スクリーン印刷は、アノード支持基板グリーンシートあるいは複数のアノード支持基板グリーンシートを積層した積層体の上に、アノード層ペーストをスクリーン印刷する。
【0048】
次に、得られた積層体のアノード層グリーンシート上に前記電解質ペーストをスクリーン印刷する。前記電解質ペーストは、少なくともセラミックス質の原料となるセラミックス粉末及び溶媒を混合して電解質ペーストを調製する。
【0049】
前記セラミックス粉末は、平均粒子径が0.3μm以上、0.7μm以下と微細なものを用いることが好ましい。また、セラミックス粉末としては、粒径分布の小さいものが好適である。具体的には、平均粒子径が0.3μm以上、0.7μm以下であり、且つ、90体積%径(D90)が1.2μm以下であるものが好ましく、より好ましくは平均粒子径が0.4μm以上、0.6μm以下であり、90体積%径が1.0μm以下である。
【0050】
前記溶媒としては、特に限定されず、前記アノード層用スラリーの材料として挙げたものから選択して使用することができる。溶媒は単独で使用してもよいし、2種以上を併用してもよい。なお、スクリーン印刷により電解質層前駆体を形成する場合、溶媒としては特に限定されず、アルコール類、グリコールエーテル類、脂肪族炭化水素類、ケトン類、エステル類等多種の有機溶剤を使用することができる。前記有機溶剤の具体例としては、α−テルピネオール、ジヒドロターピネオール、ターピネオールアセテート、ジヒドロターピネオールアセテート、ケロシン、1−ブタノール、1−ヘキサノール、2−ブタノン、イソプロピルアルコール、ポリエチレングリコール、グリセリン、ブチルカルビトールアセテート、ブチルカルビトール、トルエン、シクロヘキサン、メチルエチルケトン等が好ましい。溶媒の使用量は、特に限定されず、スクリーン印刷を行う際の電解質ペーストの粘度を考慮して適宜調節すればよい。
【0051】
前記電解質ペーストには、セラミックス粒子及び溶媒に加えて、バインダー、分散剤、可塑剤、界面活性剤、消泡剤等を添加してもよい。前記バインダー、分散剤や可塑剤は、成膜する電解質前駆体の材料に合わせて、前記アノード層用スラリーの材料として挙げたものから選択して使用することができる。電解質ペーストは、上記成分を適量混合することにより調製する。その際、各粒子を細かくしたり粒子径を均一化するために、ボールミル等を用いて粉砕しつつ混合してもよい。また、各成分の添加の順番は特に制限されず、従来方法に従えばよい。
【0052】
アノード層グリーンシート上に電解質ペーストを成膜する際のスクリーン印刷は、従来行われている方法と同様に行えばよい。アノード層グリーンシート上に塗工された電解質ペーストは、乾燥して溶剤を揮発除去する。電解質ペーストの乾燥条件は、溶媒を蒸発できる程度にすればよく、例えば70℃以上120℃以下程度で15分間以上10時間以下程度加熱すればよい。
【0053】
アノード支持基板グリーンシート、アノード層グリーンシート及び電解質層前駆体をこの順で積層した積層体の焼成温度は、1100℃以上が好ましく、より好ましくは1200℃以上、さらに好ましくは1290℃以上であり、1500℃以下が好ましく、より好ましくは1400℃以下、さらに好ましくは1330℃以下である。また、焼成時の焼成時間は、0.1時間以上が好ましく、より好ましくは0.5時間以上、さらに好ましくは1時間以上であり、10時間以下が好ましく、より好ましくは7時間以下、さらに好ましくは5時間以下である。
【0054】
多層焼成体の周縁部を切断する方法としては、レーザー切断装置、ダイヤモンドカッターを用いる方法が挙げられる。これらの中でもレーザー切断装置を用いることが好ましい。レーザー切断装置を用いることにより、切断後の断面への微小クラックの発生を抑制でき、また、曲面加工も容易に行うことができる。なお、レーザー切断装置を用いた場合、レーザーによって局所的に加熱されることで、アノード支持基板と電解質層との熱膨張差に起因する反りを生じることがある。しかし、アノード支持基板や電解質層の空隙率を調整することにより、この熱膨張差に起因する反りの発生を低減することができる。
【0055】
切断除去においては、焼成後の多層焼成体の全長を100%としたとき、周縁端部から切断部までの距離を5%以上とすることが好ましく、より好ましくは7%以上、さらに好ましくは9%以上であり、20%以下とすることが好ましく、より好ましくは17%以下、さらに好ましくは15%以下である。周縁端部から切断部までの距離を上記範囲内とすれば、反り上がりを十分に低減することができ、且つ、多層焼成体の無駄を抑えることができる。
【0056】
周縁部の切断除去は、多層焼成体の全周について行うが、周縁端部から切断部までの距離は、全周縁について統一することが好ましい。焼成後の多層焼成体は、その周縁部が全周にわたって同程度の反り上がりが生じている。よって、全周を同程度に切断除去することにより、切断処理後のアノード支持型ハーフセルの周縁部も、その周縁部が全周にわたって同程度の反りが残存するようになる。このように、全周縁端の反りが同程度であれば、セルスタックとして多層積層した場合の割れや破損を一層抑制できる。なお、周縁部の一部分を除去した場合や、多層焼成体の中央部で分割した場合には、切断処理後のアノード支持型ハーフセルは、周縁部の反りに偏りが生じることとなり、セルスタックとして多層積層されて大きな積層荷重を受けた際に、反りに起因する局部的な応力集中による割れや破損等を生じることがある。
【0057】
アノード支持型セル
本発明のアノード支持型セルは、前記アノード支持型ハーフセルにおいて、前記電解質の前記アノード層が積層された面と反対の面に、カソード層が形成されている。上述したように前記アノード支持型ハーフセルは、周縁部の反りが低減されているため、スクリーン印刷によりカソード層を安定して形成できる。よって、本発明のアノード支持型セルは、カソード層の厚さが均一であり、且つ、印刷抜けによる欠陥が低減されている。また、本発明のアノード支持型セルは、周縁部の反りが低減されており、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れている。
【0058】
前記カソード層は、カソード層材料を、バインダーと溶媒、及び必要により分散剤や可塑剤等と共に均一に混合してペーストを調製し、調製したペーストを電解質層上にスクリーン印刷等により塗工し、乾燥、焼成することで形成できる。
【0059】
前記カソード層材料としては、電子導電性に優れ、酸化雰囲気下でも安定なペロブスカイト形酸化物からなるものが一般的に用いられる。具体的には、La0.8Sr0.2MnO3、La0.6Sr0.4CoO3、La0.6Sr0.4FeO3、La0.6Sr0.4Co0.2Fe0.8O3等、ランタンの一部をストロンチウムで置換したランタンマンガナイト、ランタンフェライトやランタンコバルタイト等がカソード層材料として好ましい。また、カソード層に酸素イオン導電性を付与するために、希土類元素等をドープしたセリアを適宜混合してもよい。
【0060】
カソード層用のペーストに用いられるバインダー、溶媒、分散剤、可塑剤等は、電解質ペーストと同様のものを使用すればよい。なお、各原料の配合量は、所望の物性に応じて適宜調製すればよい。得られたペーストを電解質層上に塗工する方法は、特に限定されないが、スクリーン印刷が好適である。スクリーン印刷は、従来行われている方法と同様に行えばよい。
【0061】
電解質層上に塗工されたカソード層用ペーストを、乾燥、焼成してカソード層を形成する。カソード用ペーストの乾燥条件は、溶媒を蒸発できる程度にすればよく、例えば70℃以上120℃以下程度で15分間以上10時間以下程度加熱すればよい。またカソード層前駆体の焼成条件は、その原料及び厚さに応じて適宜調節すればよいが、例えば、700℃以上1300℃以下程度で2時間以上10時間以下程度焼成すればよい。電解質上に形成されるカソード層の厚さは10μm以上80μm以下が好ましい。
【0062】
固体酸化物形燃料電池
本発明の固体酸化物形燃料電池は、上記アノード支持型セルを有することを特徴とする。上記アノード支持型セルは、その周縁部の反りが低減されている。そのため、上記アノード支持型セルを有する固体酸化物型燃料電池は、アノード支持型セルの割れによる劣化が抑制され、長寿命であるとともに、周縁部のシール性に優れ、動作時のガス漏れが抑制され、発電効率が向上する。
【実施例】
【0063】
以下に実施例を挙げて本発明をより具体的に説明するが、本発明は、下記実施例によって限定されるものではなく、前・後記の趣旨に適合しうる範囲で適宜変更して実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0064】
1.周縁部の反り
アノード支持型ハーフセルを電解質層が上面となるように載置し、レーザー光学式非接触三次元形状測定装置(UBM社製、商品名「UBM1−14型」マイクロフォーカス エキスパート)を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより、電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)を測定し、差(Δh)を求めた。
なお、測定装置の仕様は、光源;半導体レーザー(780nm)、スポット径;1μm、垂直分離能;0.01μmであり、スキャンピッチは0.2mmとした。
【0065】
2.アノード支持基板、電解質の空隙率
製造例で作製したアノード支持型ハーフセルを切断し、走査型電子顕微鏡を用いて断面の10,000倍拡大写真を撮影した。得られた断面拡大写真における任意の厚さ方向5μm×平面方向10μmの領域をMicrosoft社の画像作成用ソフトであるペイント(登録商標)Ver.5.1に取り込み、白黒表示に変換した。かかる画像では、空隙部分は黒色で表示され、充填部分は白色で表示される。得られた画像をImage Metrology社製のイメージ解析ソフトである走査型プローブイメージプロセッサーVer.4.5.1.0(以下、「SPIP」という)を用いて、画像に占める空隙部分の割合を求めた。なお、処理前の画像では黒色と白色の中間である灰色部分が存在するが、誤差を低減するために、SPIPにおける0〜20,000のグレースケールを8,000に設定することにより黒色部分と白色部分とのコントラストを明確にした。
【0066】
3.荷重割れ試験
表面が平滑で平行度を保った2枚のアルミナ板(ニッカトー社製、「SSA−S」)にハーフセルを挟んだ状態で設置した。上部アルミナ板の上から、材料試験機(インストロン社製、「4301型」)を用いて圧縮荷重をかけていき、ハーフセルが割れた際の圧縮荷重を測定した。圧縮荷重は、2.0kN(200kgf)を最大とし、圧縮荷重2.0kNでも割れない場合は、「割れなし」と評価した。
【0067】
4.スクリーン印刷によるカソード電極形成の安定性及びアノード支持型セルのシール性
製造例で得られた一辺75mmの正方形のアノード支持型ハーフセル上に、カソード層ペーストを、一辺60mmの正方形にスクリーン印刷することで、カソード層グリーンシートを形成した。
ここでカソードペーストは以下の様にして調整した。カソード粉末としてLa0.6Sr0.4Co0.2Fe0.8O3粒子(セイミケミカル社製)60質量部、バインダーとしてエチルセルロース(和光純薬工業社製)5質量部、溶媒としてα−テルピネオール(和光純薬工業社製)40質量部、可塑剤としてジブチルフタレート(和光純薬工業社製)6質量部、分散剤としてソルビタン酸エステル系界面活性剤(三洋化成社製、商品名「イオネット(登録商標)S−80」)5質量部を乳鉢を用いて混合した後、3本ロールミル(EXAKT technologies社製、型式「M−80S」、ロール材質;アルミナ)を用いて解砕した。
【0068】
製膜後、100℃で30分間乾燥した後のカソード層グリーンシートの厚さをマイクロメータで測定した。測定は、カソード層を1片1cmの正方形の格子に区分して、この格子点上について、1枚あたり計25点測定した。なお、測定では、アノード支持型ハーフセルとカソード層グリーンシートの合計厚さを測定し、その値からアノード支持型ハーフセルの厚さを減じてカソード層グリーンシートの厚さとした。測定した厚さの標準偏差を求めることで、カソード層形成の安定性の評価とした。
【0069】
また、このカソード層を1000℃で2時間焼成して、アノード支持型セルを作製した。このセルのシール性を評価するため、セル周縁部3mmの部分にシール材としてガラスペーストを塗布し、インターコネクタで挟んでセルの電気性能評価装置にセットした。その後、セルを800℃まで昇温し、3%加湿水素をアノード側へ導入して、開回路起電圧(OCV)を測定した。理論起電圧は、約1.10Vである。OCVが理論起電圧より大きく低下しているものは、シール部分が十分に機能していないため燃料ガスがリークしている。よって、OCVが小さいものほど、シール性が悪いと判断できる。
【0070】
5.アノード支持基板、アノード層、電解質層の厚さ
製造例で得たアノード支持型ハーフセルを厚さ方向に切断し、切断面を走査型電子顕微鏡(SEM)で観察することにより、各層の厚さを測定した。
【0071】
製造例1
1−1.アノード支持基板グリーンシートの作製
導電成分としての酸化ニッケル(正同化学社製、平均粒子径0.7μm、90体積%径1.2μm)60質量部、骨格成分としての3モル%イットリア安定化ジルコニア粉末(第一希元素社製、商品名「HSY−3.0」、平均粒子径0.7μm、90体積%径1.9μm)40質量部、空孔形成剤としてのカーボンブラック(SECカーボン社製、SGP−3、平均粒子径3.3μm、10体積%径1.5μm)10質量部、溶媒としてのトルエン60質量部とエタノール40質量部の混合溶剤、バインダーとしてのブチラール樹脂(積水化学社製、品名「BM−S」)10質量部、可塑剤としてのジブチルフタレート(和光純薬工業社製)3質量部、分散剤としてのソルビタン脂肪酸エステル系界面活性剤2質量部を、ボールミルにより混合し、スラリーを調製した。
得られたスラリーを使用し、ドクターブレード法によりシート成形し、70℃で5時間乾燥させて、厚さ300μmのアノード支持基板グリーンシートを作製した。
【0072】
1−2.アノード層グリーンシートの作製
導電成分としての酸化ニッケル(キシダ化学社製、平均粒子径0.75μm、90体積%径1.4μm)60質量部、骨格成分としての3モル%イットリア安定化ジルコニア粉末(第一希元素社製、商品名「HSY−3.0」、平均粒子径0.7μm、90体積%径1.9μm)40質量部、空孔形成剤としてのカーボンブラック(SECカーボン社製、SGP−3、平均粒子径3.3μm、10体積%径1.5μm)6質量部、溶媒としてのトルエン60質量部とエタノール40質量部の混合溶剤、バインダーとしてのブチラール樹脂(積水化学社製、品名「BM−S」)10質量部、可塑剤としてのジブチルフタレート(和光純薬工業社製)3質量部、分散剤としてのソルビタン脂肪酸エステル系界面活性剤2質量部を、ボールミルにより混合し、スラリーを調製した。
得られたスラリーを使用し、ドクターブレード法によりシート成形し、100℃で1時間乾燥させて、厚さ20μmのアノード層グリーンシートを作製した。
【0073】
1−3.アノード層グリーンシートとアノード支持基板グリーンシートの積層体の作製
上記で得たアノード支持基板グリーンシートの上部に上記で得たアノード層グリーンシートを積層した。アノード支持基板グリーンシートとアノード層グリーンシートを積層したものを、ホットプレス機を用いて、60℃、0.5MPa、30秒間熱プレスし、積層体を作製した。
【0074】
1−4.電解質膜の形成
セラミックス粉末として、スカンジア安定化ジルコニア未焼結粉末(第一希元素社製、商品名「10Sc1CeSZ」、平均粒子径0.60μm)60質量部、バインダーとしてエチルセルロース(和光純薬工業社製)を5質量部、溶媒としてα−テルピネオール(和光純薬工業社製)を40質量部、可塑剤としてジブチルフタレート(和光純薬工業社製)を6質量部、分散剤としてソルビタン酸エステル系界面活性剤(三洋化成社製、商品名「イオネットS−80」)5質量部を、乳鉢を用いて混合した後、3本ロールミル(EXAKT technologies社製、型式「M−80S」、ロール材質;アルミナ)を用いて解砕した。
【0075】
解砕後の電解質ペーストをスクリーン印刷により、上記で得た積層体のアノード層グリーンシート上に、厚さ15μmとなるように印刷し、100℃で30分間乾燥させた。乾燥後、一辺が100mmの正方形状に打抜き、アノード支持基板グリーンシート、アノード層前駆体及び電解質層前駆体の積層体を作製した。該積層体を1300℃、2時間焼成して、多層焼成体を作製した。焼成後の多層焼成体は、一辺が85mmの正方形状であった。また、アノード支持基板の厚さは250μm、アノード層の厚さは15μm、電解質層の厚さは10μmであった。アノード支持基板の厚さ(T1)と電解質層の厚さ(T2)との比(T2/T1)は、0.04であった。また、アノード支持基板の空隙率は32%、電解質層の空隙率は5%であった。作製した多層焼成体の内2枚(それぞれ多層焼成体A、多層焼成体Bとする。)について、周縁部の反りを測定した。結果を図1、3に示した。
【0076】
レーザー切断装置(住友重機械メカトロニクス社製YAGレーザ装置、型式「JK702H」)を用いて、焼成後の多層焼成体の周縁部を切断除去してアノード支持型ハーフセルを得た。具体的には、焼成後のアノード支持型ハーフセルの周縁端から10mmの部分を、全て除去した。上記多層焼成体Aの周縁部を除去したアノード支持型ハーフセルA、上記多層焼成体Bの周縁部を除去したアノード支持型ハーフセルBについて、周縁端部の反りを測定した。結果を図2、4に示した。
【0077】
製造例2
製造例1と同様にして、アノード支持基板グリーンシート、アノード層前駆体及び電解質層前駆体の積層体を作製した。ただし、打ち抜く大きさを、一辺が77mmの正方形状にした。その後、製造例1と同様に、該積層体を1300℃、2時間焼成して、多層焼成体を作製した。焼成後の多層焼成体は、一辺が65mmの正方形状であった。また、アノード支持基板の厚さは、250μm、アノード層の厚さは15μm、電解質層の厚さは10μmであった。
【0078】
前記製造例1に記載した方法でアノード支持型ハーフセルを複数枚作製し、製造例2に記載した方法で多層焼成体を複数枚作製した。得られたアノード支持型ハーフセル、多層焼成体について、周縁部の反り等を評価し、結果を表1〜3に示した。
【0079】
【表1】

【0080】
表1に示したように、Δhが100μm以下である製造例1で得られたアノード支持型ハーフセルは、いずれも圧縮荷重2.0kNでも割れなかった。これに対してΔhが100μmを超える製造例2の多層焼成体では、1.5kN、1.7kNで割れてしまった。これらの結果から、Δhを100μm以下とすることにより、セルスタックとして多層積層されて大きな積層荷重を受けた際にも、割れや破損等を生じることを抑制できることがわかる。
【0081】
【表2】
【0082】
表2に示したように、Δhが100μm以下である製造例1で得られたアノード支持型ハーフセルは、カソード層厚さの標準偏差が3μm以下であり、厚さの均一性に優れていることがわかる。これに対して、Δhが100μmを超える製造例2の多層焼成体では、カソード層厚さの標準偏差が5μmを超えており、その厚さが非常にバラついていることがわかる。これらの結果から、Δhを100μm以下とすることにより、スクリーン印刷によりカソード層を安定して形成できることがわかる。
【0083】
【表3】
【0084】
表3に示したように、Δhが100μm以下である製造例1で得られたアノード支持型ハーフセルは、いずれもOCVが1V以上であり、シール性に優れていることがわかる。これに対して、Δhが100μmを超える製造例2の多層焼成体では、いずれもOCVが0.8未満と小さく、シール性が悪いことがわかる。これらの結果から、Δhを100μm以下とすることにより、周縁部のシール性に優れたアノード支持型セルが得られることがわかる。
【技術分野】
【0001】
本発明は、アノード支持型ハーフセルに関するものであり、特に周縁部の反りを低減したアノード支持型ハーフセルに関するものである。
【背景技術】
【0002】
燃料電池はクリーンエネルギー源として注目されており、その用途は家庭用発電から業務用発電、さらには自動車用発電等を主体にして、急速に改良研究及び実用化研究が進められている。
【0003】
固体酸化物形燃料電池の代表的な構造は、平板状固体電解質膜の片面側にアノード電極、他方面側にカソード電極を設けたセルを縦方向に多数積層したスタックが基本となっている。ここで、固体酸化物形燃料電池の発電性能を高めるためには、固体電解質膜を緻密且つ薄肉化することが有効とされている。これは、固体電解質膜には発電源となる燃料ガスと空気の混合を確実に阻止する緻密性と、導電ロスを極力抑えることのできる優れたイオン導電性が求められるためである。しかしながら、固体電解質膜を薄肉化するほど、セルを多数積層した場合に積層荷重によって割れが生じやすくなる傾向がある。そこで固体電解質膜をより薄肉化するために、固体電解質のアノード電極側に、アノード電極及び固体電解質膜を支持するアノード支持基板を設けたアノード支持型セルが提案されている。
【0004】
このようなアノード支持型セルについて、その性能を改良する技術が種々検討されている。例えば、特許文献1には、アノード支持基板の周縁端部のバリ高さを低くすることにより、耐積層荷重性や、電極印刷や固体電解質膜を形成する際の印刷適正においても優れた特性が得られることが記載されている(特許文献1(第16頁第10〜19行)参照)。しかし、特許文献1は、アノード支持基板単層のバリ高さに関するものであり、アノード支持基板にアノード層や電解質層を形成したアノード支持型ハーフセルに関しては検討されていない。
また、アノード支持基板に関するものではないが、特許文献2には、固体電解質自立膜に使用されるセラミックシートについて、その周縁端部のバリ高さを±100μm以下にすることで、燃料電池の性能を向上できることが記載されている(引用文献2(段落[0016])参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2003/098724号
【特許文献2】特開2001−10866号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来、アノード支持型セルにおいて、電解質層や電極が印刷されるアノード支持基板の周縁端部のバリ高さを低くすることにより電池性能を高めていた。すなわち、アノード支持基板の周縁端部のバリ高さを低くして、周縁部を平滑にすれば、最終的に得られるアノード支持型セルにおいても周縁部を平滑にできると考えられていた。これは、一度焼成されたアノード支持基板は、充分に強度が高められているため、その後の工程においても変形することはないと考えられていたためである。そのため、従来は、アノード支持基板単層の状態での周縁部の平滑性のみを検討しており、これに電解質層が積層された後については、周縁部の反り等は一切検討されていなかった。
【0007】
しかしながら、本発明者らが検討したところ、アノード支持基板の周縁部を平滑にした場合でも、このアノード支持基板を用いて作製されるアノード支持型セルの周縁部に反りが生じることが確認された。そして、このアノード支持型セルの周縁部の反りは、アノード支持基板又はアノード支持基板グリーンシートと電解質層前駆体との積層体を焼成する際に、電解質層前駆体が収縮して、アノード支持基板の周縁端部が電解質膜側に引っ張られ、反り上がることで生じることが判明した。
【0008】
このように、アノード支持型セルの周縁部に反りが存在すると、セルスタックとして多層積層されて大きな積層荷重を受けた際に、反りに起因する局部的な応力集中による割れや破損等を生じることがあり、また、燃料電池を構成する際の単セルとガス管との接合部、単セル同士の接合部又は単セル間に配置されるインターコネクタ(セパレータ)と単セルとの接合部等のシール性が悪くなり、動作時にガス漏れを生じることがあった。さらに、アノード支持型ハーフセルの段階で、その周縁部に反りが存在すると、スクリーン印刷によりカソード層を印刷する際に、アノード支持型ハーフセルと印刷版との接触が不均一となり、カソード層の厚さムラや印刷抜けを生じるという問題があった。
【0009】
本発明者らは、上記のようなアノード支持型セル又はアノード支持型ハーフセルの周縁部の反りによって生じる問題を解決するべく、研究を進めた結果、アノード支持基板と電解質層とを有するアノード支持型ハーフセルの周縁部の反りを低減することにより、最終的に得られるアノード支持型セルの周縁部の反りを低減できることを見出し、本発明を完成した。
【0010】
本発明は上記事情に鑑みてなされたものであり、アノード支持基板と電解質層とを有するアノード支持型ハーフセルであって、その周縁部の反り上がりが低減されており、スクリーン印刷によりカソード層を安定して形成できるアノード支持型ハーフセルを提供することを目的とする。また、本発明は、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたアノード支持型セルを提供することも目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決することができた本発明のアノード支持型ハーフセルは、アノード支持基板と、前記アノード支持基板に積層された電解質層とを有するアノード支持型ハーフセルであって、電解質層が上面となるように載置し、レーザー光学式三次元形状測定装置を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより求められる電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とする。アノード支持型ハーフセルにおいて、その周縁部の反りを低減すれば、スクリーン印刷によりカソード層を形成する際に、電解質層と印刷版とが均一に接触するため、カソード層の膜厚の均一性が向上し、且つ、印刷抜けが低減される。さらに、ハーフセルの周縁部の反りを低減しておくことにより、最終的に得られるアノード支持型セルの周縁部の反りも低減できるため、多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたアノード支持型セルが得られる。
【0012】
前記アノード支持基板は、ニッケル、コバルト、鉄及びこれらの酸化物よりなる群から選択される少なくとも1種と、安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種とを含むことが好ましく、前記電解質層が安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種を含むことが好ましい。前記アノード支持基板の厚さ(T1)と前記電解質層の厚さ(T2)との比(T2/T1)は0.003〜0.35であることが好ましい。
【0013】
本発明には、前記アノード支持型ハーフセルにカソード層を形成したアノード支持型セル;このアノード支持型セルを有する固体酸化物形燃料電池も含まれる。上記アノード支持型セルを有する固体酸化物形燃料電池は、アノード支持型セルの割れによる劣化が抑制され、長寿命であるとともに、周縁部のシール性に優れ、動作時のガス漏れが抑制され、発電効率が向上する。
【発明の効果】
【0014】
本発明のアノード支持型ハーフセルは、アノード支持基板と電解質層とを有し、その周縁部の反り上がりが低減されている。そのため、本発明のアノード支持型ハーフセルは、スクリーン印刷によりカソード層を安定して形成できる。また、本発明のアノード支持型ハーフセルを用いて作製されるアノード支持型セルは、周縁部の反りが低減されており、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたものとなる。
【図面の簡単な説明】
【0015】
【図1】多層焼成体Aのレーザー光学式非接触三次元形状測定結果を示す図である。
【図2】アノード支持型ハーフセルAのレーザー光学式非接触三次元形状測定結果を示す図である。
【図3】多層焼成体Bのレーザー光学式非接触三次元形状測定結果を示す図である。
【図4】アノード支持型ハーフセルBのレーザー光学式非接触三次元形状測定結果を示す図である。
【発明を実施するための形態】
【0016】
本発明のアノード支持型ハーフセルは、アノード支持基板と、前記アノード支持基板に積層された電解質層とを有しており、電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とする。なお、差(Δh)とは、高さ(h1)と高さ(h2)との差の絶対値である。前記差(Δh)は、50μm以下が好ましく、より好ましくは20μm以下、さらに好ましくは10μm以下、特に好ましくは5μm以下である。
【0017】
電解質層は、その前駆体を焼成により緻密層と変化させるため、焼成時の収縮量が非常に大きくなる。そのため、アノード支持基板又はそのグリーンシートと電解質層前駆体とを積層して焼成を行うと、アノード支持基板の周縁端部が電解質層の収縮により引っ張られ、電解質層側に反り上がるようになる。本発明のアノード支持型ハーフセルは、このように反り上がった周縁部を除去することにより、周縁部の反りを低減したものである。
【0018】
本発明のアノード支持型ハーフセルは、周縁部の反りが低減されているため、スクリーン印刷によりカソード層を印刷する場合に、アノード支持型ハーフセルと印刷版とを均一に接触させることができる。そのため、スクリーン印刷により、厚さの均一性の高いカソード層を形成することができ、且つ、印刷抜けを抑制できる。また、本発明のアノード支持型ハーフセルを用いてアノード支持型セルを作製する場合、電解質層上にカソード層前駆体を形成し焼成することとなる。ここで、カソード層前駆体の焼成時の収縮量は小さいので、この焼成によってアノード支持基板や電解質層がカソード層側に反り上がることはない。よって、本発明のアノード支持型ハーフセルを用いれば、周縁部の反りが低減されたアノード支持型セルが得られる。
【0019】
前記アノード支持型ハーフセルの厚さ(T)に対する前記差(Δh)の比(Δh/T)は0.5以下が好ましく、より好ましくは0.35以下、さらに好ましくは0.3以下、特に好ましくは0.2以下である。前記比(Δh/T)が小さい程、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れたアノード支持型セルとなる傾向がある。なお、前記比(Δh/T)の下限は、当然0である。
【0020】
前記アノード支持型ハーフセルの厚さ(T)は、110μm以上が好ましく、より好ましくは130μm以上、さらに好ましくは160μm以上であり、3mm以下が好ましく、より好ましくは1mm以下、さらに好ましくは0.5mm以下である。アノード支持型ハーフセルの厚さが上記範囲内であれば、アノード支持型セルとした場合に、機械的強度が十分であるとともに、燃料ガスの拡散性も良好なものとなる。
【0021】
前記アノード支持型ハーフセルにおいて、アノード支持基板の厚さ(T1)と電解質層の厚さ(T2)との比(T2/T1)は、0.003以上が好ましく、より好ましくは0.01以上、さらに好ましくは0.04以上であり、0.35以下が好ましく、より好ましくは0.2以下、さらに好ましくは0.1以下である。アノード支持基板の厚さに対する電解質層の厚さが大きくなるほど、電解質層の焼成収縮による反り上がりが大きくなるため、本発明の効果が一層顕著になる。
【0022】
前記アノード支持基板は、導電性を与えるための導電成分と、支持基板の骨格成分となるセラミック質を主たる構成素材とする。
【0023】
前記導電成分は、アノード支持基板に導電性を与える上で必須の成分であり、ニッケル、コバルト、鉄、白金、パラジウム、ルテニウム等の金属;酸化ニッケル、酸化コバルト、酸化鉄のように燃料電池稼動時の還元性雰囲気で導電性金属に変化する金属酸化物;あるいはこれらの酸化物を2種以上含有するニッケルフェライトやコバルトフェライトのような複合金属酸化物が挙げられる。これらは単独で使用し得るほか、必要により2種以上を適宜組み合わせて使用できる。これらの中でも、金属ニッケル、金属コバルト、金属鉄又はこれらの酸化物が好ましい。
【0024】
前記骨格成分は、アノード層及びアノード支持基板の耐積層荷重強度と耐レドックス性を確保する上で重要な成分である。前記骨格成分としては、ジルコニア、アルミナ、マグネシア、チタニア、窒化アルミニウム、ムライト等の単独もしくは複合物が使用される。これらの中でも最も汎用性の高いのは安定化ジルコニアであり、該安定化ジルコニアとしては、ジルコニアに、安定化剤としてMgO、CaO、SrO、BaO等のアルカリ土類金属の酸化物;Y2O3、La2O3、CeO2、Pr2O3、Nd2O3、Sm2O3、Eu2O3、Gd2O3、Tb2O3、Dy2O3、Er2O3、Tm2O3、Yb2O3等の希土類元素の酸化物;Sc2O3、Bi2O3、In2O3等から選ばれる1種若しくは2種以上の酸化物を固溶させたもの、あるいは更に、これらに分散強化剤としてアルミナ、チタニア、Ta2O5、Nb2O5等が添加された分散強化型ジルコニア等が好ましいものとして例示される。また、骨格成分として、CeO2やBi2O3にCaO、SrO、BaO、Y2O3、La2O3、Ce2O3、Pr2O3、Nb2O3、Sm2O3、Eu2O3、Gd2O3、Tb2O3、Dr2O3、Ho2O3、Er2O3、Yb2O3、PbO、WO3、MoO3、V2O5、Ta2O5、Nb2O5の1種もしくは2種以上を添加したセリア系又はビスマス系、更には、LaGaO3の如きガレート系セラミックも使用可能である。これらは単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、骨格成分としては、安定化ジルコニア、セリア系、ランタンガレートが好ましく、安定化ジルコニアがより好ましく、特に好ましいのは2.5〜12モル%のイットリアで安定化されたジルコニア、3〜15モル%のスカンジアで安定化されたジルコニアである。
【0025】
前記導電成分と骨格成分との比率は、これらの合計を100質量%としたとき、導電成分と骨格成分との比(導電成分/骨格成分)を30質量%/70質量%以上、80質量%/20質量%以下が好ましく、より好ましくは40質量%/60質量%以上、70質量%/30質量%以下である。ここで言う導電成分の量は、導電成分が酸化物として存在するときの量で、酸化物に換算した量である。
【0026】
アノード支持基板の厚さ(T1)は、100μm以上が好ましく、より好ましくは120μm以上、さらに好ましくは150μm以上であり、3mm以下が好ましく、より好ましくは2mm以下、さらに好ましくは1mm以下、特に好ましくは500μm以下である。アノード支持基板の厚さが上記範囲内であれば、アノード支持基板の機械的強度とガス通過性をバランス良く両立できる。
【0027】
また、アノード支持基板の空隙率は、20%以上が好ましく、より好ましくは25%以上、さらに好ましくは30%以上であり、50%以下が好ましく、より好ましくは45%以下、さらに好ましくは40%以下である。アノード支持基板の空隙率が上記範囲内であれば、アノード支持基板の機械的強度とガス通過性をバランス良く両立できる。
【0028】
アノード支持基板上に電解質層が形成されるが、この際、アノード支持基板と電解質層との間にアノード層を設けてもよい。なお、アノード支持基板がアノードとして作用し得る場合には、アノード層は設けなくてもよい。
前記アノード層は、前記アノード支持基板と同様に、導電性を与えるための導電成分と、支持基板の骨格成分となるセラミック質を主たる構成素材とする。導電成分、骨格成分としては、前記アノード支持基板と同様のものが挙げられる。
【0029】
アノード層の厚さは、5μm以上が好ましく、より好ましくは10μm以上、さらに好ましくは15μm以上であり、100μm以下が好ましく、より好ましくは50μm以下、さらに好ましくは30μm以下である。アノード層の厚さが上記範囲内であれば、電極反応が効率的に行われ、アノード支持型セルとした場合に、発電性能がより良好となる。
【0030】
前記電解質層は、セラミックス質を主成分とする。前記セラミックス質としては、通常電解質層の材料として用いられるものであればとくに限定されず、例えば、酸化イットリウム、酸化セリウム、酸化スカンジウム、酸化イッテルビウム等で安定化されたジルコニア;イットリア、サマリア、ガドリニア等でドープされたセリア;ランタンガレート、及びランタンガレートのランタン又はガリウムの一部がストロンチウム、カルシウム、バリウム、マグネシウム、アルミニウム、インジウム、コバルト、鉄、ニッケル、銅等で置換されたランタンガレート型ペロブスカイト構造酸化物等を使用することができる。これらは単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、酸化イットリウム、酸化スカンジウム、酸化イッテリビウム等で安定化されたジルコニアが好適である。
【0031】
特に、セラミックス質として、3モル%以上10モル%以下の酸化イットリウムで安定化されたジルコニア、4モル%以上12モル%以下の酸化スカンジウムで安定化されたジルコニア、8モル%以上12モル%以下の酸化スカンジウムと4モル%以上15モル%以下の酸化イッテルビウムで安定化されたジルコニアを用いることが好ましい。また、これらの安定化ジルコニアに、アルミナ、シリカ、チタニア等を焼結助剤や分散強化剤として添加した材料も好適に用いることができる。
【0032】
電解質層の厚さ(T2)は、5μm以上が好ましく、より好ましくは7μm以上、さらに好ましくは10μm以上であり、50μm以下が好ましく、より好ましくは30μm以下、さらに好ましくは20μm以下である。電解質層の厚さが上記範囲内であれば、アノード支持型セルとした場合に、発電性能がより良好となる。
【0033】
電解質層の空隙率は、10%以下が好ましく、より好ましくは7%以下、さらに好ましくは5%以下である。電解質層の空隙率が上記範囲内であれば、電解質層の機械的強度が十分となるとともに、燃料ガスや空気のガスタイト性も良好となる。
【0034】
本発明のアノード支持型ハーフセルの製造方法としては、例えば、アノード支持基板と電解質層とを含む多層焼成体(積層体)を作製する工程;この多層焼成体の周縁部を切断除去する工程を含む方法が挙げられる。多層焼成体の周縁部を切断除去することにより、反り上がった部分が除去され、周縁部の反りが低減されたアノード支持型ハーフセルが得られる。
【0035】
前記アノード支持基板と電解質層とを含む積層体を作製する方法としては、例えば、アノード支持基板グリーンシートと電解質層前駆体とを積層した積層体を形成した後、一括して焼成する方法(態様1);アノード支持基板グリーンシート、アノード層グリーンシート及び電解質層前駆体をこの順で積層した積層体を形成した後、一括して焼成する方法(態様2);アノード支持基板グリーンシートを焼成し、アノード支持基板を作製し、この上に電解質層前駆体を積層し、この積層体を焼成する方法(態様3);アノード支持基板グリーンシートを焼成し、アノード支持基板を作製し、この上にアノード層グリーンシートを積層し、さらにその上に電解質層前駆体を積層し、この積層体を焼成する方法(態様4);等が挙げられる。これらの中でも、態様2が好ましい。以下、前記積層体を形成する方法の一例として前記態様2を説明する。
【0036】
前記アノード層グリーンシート及びアノード支持基板グリーンシートは、導電成分の粉末、骨格成分の粉末及び気孔形成剤を、バインダーと溶媒、及び必要により分散剤や可塑剤等と共に均一に混合してスラリーを調製し、調製したスラリーを、ドクターブレード法、カレンダーロール法、押出し法等任意の方法で平滑なシート(例えばポリエステルシート等)上に適当な厚みで敷き延べ、乾燥して溶剤を揮発除去することにより得られる。
【0037】
前記導電成分粉末は、平均粒子径(D50)が0.2μm以上、5μm以下で90体積%径(D90)が15μm以下が好ましく、より好ましくは平均粒子径が0.3μm以上、3μm以下で90体積%径が10μm以下、さらに好ましくは平均粒子径が0.4μm以上、2μm以下で90体積%径が8μm以下が好ましい。なお、本発明における平均粒子径とは、粒度分布から求められるメジアン径、すなわち50体積%径(D50)をいうものとする。これら平均粒子径と90体積%径は、堀場製作所製のLA−920等のレーザー回折/散乱式粒度分布測定装置を用い、0.2質量%メタリン酸ナトリウム水溶液を分散媒として測定した粒度分布から求めることができる。
【0038】
前記骨格成分粉末は、平均粒子径(D50)が0.1μm以上、3μm以下で90体積%径(D90)が6μm以下が好ましく、より好ましくは平均粒子径が0.1μm以上、1.5μm以下で90体積%径が3μm以下、さらに好ましくは平均粒子径が0.2μm以上、1μm以下で90体積%径が2μm以下が好ましい。
【0039】
前記気孔形成剤としては、グリーンシート焼成時に焼失するものであればその種類は問わず、アクリル系樹脂等からなる架橋微粒子集合体;小麦粉、トウモロコシ澱粉(コーンスターチ)、甘藷澱粉、馬鈴薯澱粉、タピオカ澱粉等の天然有機質粉体;メラミンシアヌレート等の熱分解性もしくは昇華性の樹脂粉体;カーボンブラックや活性炭等の炭素質粉体等が挙げられる。これらは単独で使用してもよいし、2種以上を併用してもよい。
【0040】
前記気孔形成剤の平均粒子径は0.5μm以上、100μm以下が好ましく、より好ましくは3μm以上、50μm以下が好ましい。また。前記気孔形成剤の10体積%径は0.1μm以上、10μm以下が好ましく、より好ましくは1μm以上、5μm以下である。
【0041】
前記気孔形成剤の使用量は、前記導電成分粉末と骨格成分粉末との合計100質量部に対して、2質量部以上が好ましく、より好ましくは5質量部以上であり、40質量部以下が好ましく、より好ましくは30質量部以下である。気孔形成剤の使用量を上記範囲内とすることにより、焼成時の熱分解によって適度に気孔が形成され、アノード支持基板及びアノード層のガス透過性や物理的強度がより良好となる。
【0042】
前記バインダーとしては、特に限定されず、従来公知の有機質のバインダーを適宜選択して使用することができる。有機質バインダーとしては、例えば、エチレン系共重合体、スチレン系共重合体、アクリレート系及びメタクリレート系共重合体、酢酸ビニル系共重合体、マレイン酸系共重合体、ビニルブチラール系樹脂、ビニルアセタール系樹脂、ビニルホルマール系樹脂、ビニルアルコール系樹脂、ワックス類、エチルセルロース等のセルロース類等が挙げられる。これらは単独で使用してもよいし、2種以上を併用してもよい。
【0043】
前記溶媒としては、特に限定されず、アルコール類、グリコールエーテル類、脂肪族炭化水素系、ケトン類、エステル類等多種の有機溶剤を使用することができる。前記有機溶剤としては、具体的には、α−テルピネオール、ジヒドロターピネオール、メタノール、エタノール、イソプロピルアルコール、1−ブタノール、1−ヘキサノール、グリセリン、ポリエチレングリコール等のアルコール類;ブチルカルビトールアセテート、ブチルカルビトール等のグリコールエーテル類;ペンタン、ヘキサン、ヘプタン、ケロシン、シクロヘキサン等の脂肪族炭化水素類;アセトン、2−ブタノン等のケトン類;酢酸エチル、酢酸メチル、酢酸ブチル、ターピネオールアセテート、ジヒドロターピネオールアセテート等のエステル類;トルエン、キシレン等が挙げられる。これらは単独で使用してもよいし、2種以上を併用してもよい。これらの中でも塗工後の乾燥を早めるために、酢酸エチル、酢酸メチル、酢酸ブチル、メタノール、エタノール、アセトン、キシレン、ペンタン、ヘキサン、ヘプタン等が好ましい。
【0044】
前記分散剤はセラミックス粉末の解膠や分散を促進するものである。前記分散剤としては、例えば、ポリアクリル酸、ポリアクリル酸アンモニウム等の高分子電解質;クエン酸、酒石酸等の有機酸;イソブチレン又はスチレンと無水マレイン酸との共重合体及びそのアンモニウム塩あるいはアミン塩;ブタジエンと無水マレイン酸との共重合体及びそのアンモニウム塩等が挙げられる。
【0045】
前記可塑剤は、電解質層に柔軟性を付与するものである。前記可塑剤としては、フタル酸ジブチル、フタル酸ジオクチル、フタル酸ジトリデシル等のフタル酸エステル類;プロピレングリコール等のグリコール類やグリコールエーテル類;フタル酸系ポリエステル、アジピン酸系ポリエステル、セバチン酸系ポリエステル等のポリエステル類が挙げられる。
【0046】
なお、アノード層用スラリー及びアノード支持基板用スラリーの各原料の配合量は、所望の物性に応じて適宜調製すればよい。またスラリーから得られたシートの乾燥条件は、溶媒を蒸発できる程度にすればよく、例えば70℃以上120℃以下程度で1時間以上10時間以下程度加熱すればよい。
【0047】
そして、アノード層グリーンシートとアノード支持基板グリーンシートの積層体を作製する方法としては、アノード層グリーンシート及びアノード支持基板グリーンシートそれぞれ別々に作製し、これらを積層し、加熱プレスすることにより積層体とする方法;アノード支持基板グリーンシートを作製した後、この上にアノード層グリーンシートをスクリーン印刷で形成する方法;等が挙げられる。加熱プレスの条件は、特に限定されず、例えば30℃以上100℃以下程度で、0.2MPa以上2MPa以下、10秒間以上5分間以下プレスすればよい。また、アノード支持基板については、所望の強度を確保するために、複数枚のグリーンシートを積層して用いてもよい。スクリーン印刷は、アノード支持基板グリーンシートあるいは複数のアノード支持基板グリーンシートを積層した積層体の上に、アノード層ペーストをスクリーン印刷する。
【0048】
次に、得られた積層体のアノード層グリーンシート上に前記電解質ペーストをスクリーン印刷する。前記電解質ペーストは、少なくともセラミックス質の原料となるセラミックス粉末及び溶媒を混合して電解質ペーストを調製する。
【0049】
前記セラミックス粉末は、平均粒子径が0.3μm以上、0.7μm以下と微細なものを用いることが好ましい。また、セラミックス粉末としては、粒径分布の小さいものが好適である。具体的には、平均粒子径が0.3μm以上、0.7μm以下であり、且つ、90体積%径(D90)が1.2μm以下であるものが好ましく、より好ましくは平均粒子径が0.4μm以上、0.6μm以下であり、90体積%径が1.0μm以下である。
【0050】
前記溶媒としては、特に限定されず、前記アノード層用スラリーの材料として挙げたものから選択して使用することができる。溶媒は単独で使用してもよいし、2種以上を併用してもよい。なお、スクリーン印刷により電解質層前駆体を形成する場合、溶媒としては特に限定されず、アルコール類、グリコールエーテル類、脂肪族炭化水素類、ケトン類、エステル類等多種の有機溶剤を使用することができる。前記有機溶剤の具体例としては、α−テルピネオール、ジヒドロターピネオール、ターピネオールアセテート、ジヒドロターピネオールアセテート、ケロシン、1−ブタノール、1−ヘキサノール、2−ブタノン、イソプロピルアルコール、ポリエチレングリコール、グリセリン、ブチルカルビトールアセテート、ブチルカルビトール、トルエン、シクロヘキサン、メチルエチルケトン等が好ましい。溶媒の使用量は、特に限定されず、スクリーン印刷を行う際の電解質ペーストの粘度を考慮して適宜調節すればよい。
【0051】
前記電解質ペーストには、セラミックス粒子及び溶媒に加えて、バインダー、分散剤、可塑剤、界面活性剤、消泡剤等を添加してもよい。前記バインダー、分散剤や可塑剤は、成膜する電解質前駆体の材料に合わせて、前記アノード層用スラリーの材料として挙げたものから選択して使用することができる。電解質ペーストは、上記成分を適量混合することにより調製する。その際、各粒子を細かくしたり粒子径を均一化するために、ボールミル等を用いて粉砕しつつ混合してもよい。また、各成分の添加の順番は特に制限されず、従来方法に従えばよい。
【0052】
アノード層グリーンシート上に電解質ペーストを成膜する際のスクリーン印刷は、従来行われている方法と同様に行えばよい。アノード層グリーンシート上に塗工された電解質ペーストは、乾燥して溶剤を揮発除去する。電解質ペーストの乾燥条件は、溶媒を蒸発できる程度にすればよく、例えば70℃以上120℃以下程度で15分間以上10時間以下程度加熱すればよい。
【0053】
アノード支持基板グリーンシート、アノード層グリーンシート及び電解質層前駆体をこの順で積層した積層体の焼成温度は、1100℃以上が好ましく、より好ましくは1200℃以上、さらに好ましくは1290℃以上であり、1500℃以下が好ましく、より好ましくは1400℃以下、さらに好ましくは1330℃以下である。また、焼成時の焼成時間は、0.1時間以上が好ましく、より好ましくは0.5時間以上、さらに好ましくは1時間以上であり、10時間以下が好ましく、より好ましくは7時間以下、さらに好ましくは5時間以下である。
【0054】
多層焼成体の周縁部を切断する方法としては、レーザー切断装置、ダイヤモンドカッターを用いる方法が挙げられる。これらの中でもレーザー切断装置を用いることが好ましい。レーザー切断装置を用いることにより、切断後の断面への微小クラックの発生を抑制でき、また、曲面加工も容易に行うことができる。なお、レーザー切断装置を用いた場合、レーザーによって局所的に加熱されることで、アノード支持基板と電解質層との熱膨張差に起因する反りを生じることがある。しかし、アノード支持基板や電解質層の空隙率を調整することにより、この熱膨張差に起因する反りの発生を低減することができる。
【0055】
切断除去においては、焼成後の多層焼成体の全長を100%としたとき、周縁端部から切断部までの距離を5%以上とすることが好ましく、より好ましくは7%以上、さらに好ましくは9%以上であり、20%以下とすることが好ましく、より好ましくは17%以下、さらに好ましくは15%以下である。周縁端部から切断部までの距離を上記範囲内とすれば、反り上がりを十分に低減することができ、且つ、多層焼成体の無駄を抑えることができる。
【0056】
周縁部の切断除去は、多層焼成体の全周について行うが、周縁端部から切断部までの距離は、全周縁について統一することが好ましい。焼成後の多層焼成体は、その周縁部が全周にわたって同程度の反り上がりが生じている。よって、全周を同程度に切断除去することにより、切断処理後のアノード支持型ハーフセルの周縁部も、その周縁部が全周にわたって同程度の反りが残存するようになる。このように、全周縁端の反りが同程度であれば、セルスタックとして多層積層した場合の割れや破損を一層抑制できる。なお、周縁部の一部分を除去した場合や、多層焼成体の中央部で分割した場合には、切断処理後のアノード支持型ハーフセルは、周縁部の反りに偏りが生じることとなり、セルスタックとして多層積層されて大きな積層荷重を受けた際に、反りに起因する局部的な応力集中による割れや破損等を生じることがある。
【0057】
アノード支持型セル
本発明のアノード支持型セルは、前記アノード支持型ハーフセルにおいて、前記電解質の前記アノード層が積層された面と反対の面に、カソード層が形成されている。上述したように前記アノード支持型ハーフセルは、周縁部の反りが低減されているため、スクリーン印刷によりカソード層を安定して形成できる。よって、本発明のアノード支持型セルは、カソード層の厚さが均一であり、且つ、印刷抜けによる欠陥が低減されている。また、本発明のアノード支持型セルは、周縁部の反りが低減されており、セルスタックとして多層積層した場合でも割れや破損を生じ難く、且つ、周縁部のシール性に優れている。
【0058】
前記カソード層は、カソード層材料を、バインダーと溶媒、及び必要により分散剤や可塑剤等と共に均一に混合してペーストを調製し、調製したペーストを電解質層上にスクリーン印刷等により塗工し、乾燥、焼成することで形成できる。
【0059】
前記カソード層材料としては、電子導電性に優れ、酸化雰囲気下でも安定なペロブスカイト形酸化物からなるものが一般的に用いられる。具体的には、La0.8Sr0.2MnO3、La0.6Sr0.4CoO3、La0.6Sr0.4FeO3、La0.6Sr0.4Co0.2Fe0.8O3等、ランタンの一部をストロンチウムで置換したランタンマンガナイト、ランタンフェライトやランタンコバルタイト等がカソード層材料として好ましい。また、カソード層に酸素イオン導電性を付与するために、希土類元素等をドープしたセリアを適宜混合してもよい。
【0060】
カソード層用のペーストに用いられるバインダー、溶媒、分散剤、可塑剤等は、電解質ペーストと同様のものを使用すればよい。なお、各原料の配合量は、所望の物性に応じて適宜調製すればよい。得られたペーストを電解質層上に塗工する方法は、特に限定されないが、スクリーン印刷が好適である。スクリーン印刷は、従来行われている方法と同様に行えばよい。
【0061】
電解質層上に塗工されたカソード層用ペーストを、乾燥、焼成してカソード層を形成する。カソード用ペーストの乾燥条件は、溶媒を蒸発できる程度にすればよく、例えば70℃以上120℃以下程度で15分間以上10時間以下程度加熱すればよい。またカソード層前駆体の焼成条件は、その原料及び厚さに応じて適宜調節すればよいが、例えば、700℃以上1300℃以下程度で2時間以上10時間以下程度焼成すればよい。電解質上に形成されるカソード層の厚さは10μm以上80μm以下が好ましい。
【0062】
固体酸化物形燃料電池
本発明の固体酸化物形燃料電池は、上記アノード支持型セルを有することを特徴とする。上記アノード支持型セルは、その周縁部の反りが低減されている。そのため、上記アノード支持型セルを有する固体酸化物型燃料電池は、アノード支持型セルの割れによる劣化が抑制され、長寿命であるとともに、周縁部のシール性に優れ、動作時のガス漏れが抑制され、発電効率が向上する。
【実施例】
【0063】
以下に実施例を挙げて本発明をより具体的に説明するが、本発明は、下記実施例によって限定されるものではなく、前・後記の趣旨に適合しうる範囲で適宜変更して実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0064】
1.周縁部の反り
アノード支持型ハーフセルを電解質層が上面となるように載置し、レーザー光学式非接触三次元形状測定装置(UBM社製、商品名「UBM1−14型」マイクロフォーカス エキスパート)を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより、電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)を測定し、差(Δh)を求めた。
なお、測定装置の仕様は、光源;半導体レーザー(780nm)、スポット径;1μm、垂直分離能;0.01μmであり、スキャンピッチは0.2mmとした。
【0065】
2.アノード支持基板、電解質の空隙率
製造例で作製したアノード支持型ハーフセルを切断し、走査型電子顕微鏡を用いて断面の10,000倍拡大写真を撮影した。得られた断面拡大写真における任意の厚さ方向5μm×平面方向10μmの領域をMicrosoft社の画像作成用ソフトであるペイント(登録商標)Ver.5.1に取り込み、白黒表示に変換した。かかる画像では、空隙部分は黒色で表示され、充填部分は白色で表示される。得られた画像をImage Metrology社製のイメージ解析ソフトである走査型プローブイメージプロセッサーVer.4.5.1.0(以下、「SPIP」という)を用いて、画像に占める空隙部分の割合を求めた。なお、処理前の画像では黒色と白色の中間である灰色部分が存在するが、誤差を低減するために、SPIPにおける0〜20,000のグレースケールを8,000に設定することにより黒色部分と白色部分とのコントラストを明確にした。
【0066】
3.荷重割れ試験
表面が平滑で平行度を保った2枚のアルミナ板(ニッカトー社製、「SSA−S」)にハーフセルを挟んだ状態で設置した。上部アルミナ板の上から、材料試験機(インストロン社製、「4301型」)を用いて圧縮荷重をかけていき、ハーフセルが割れた際の圧縮荷重を測定した。圧縮荷重は、2.0kN(200kgf)を最大とし、圧縮荷重2.0kNでも割れない場合は、「割れなし」と評価した。
【0067】
4.スクリーン印刷によるカソード電極形成の安定性及びアノード支持型セルのシール性
製造例で得られた一辺75mmの正方形のアノード支持型ハーフセル上に、カソード層ペーストを、一辺60mmの正方形にスクリーン印刷することで、カソード層グリーンシートを形成した。
ここでカソードペーストは以下の様にして調整した。カソード粉末としてLa0.6Sr0.4Co0.2Fe0.8O3粒子(セイミケミカル社製)60質量部、バインダーとしてエチルセルロース(和光純薬工業社製)5質量部、溶媒としてα−テルピネオール(和光純薬工業社製)40質量部、可塑剤としてジブチルフタレート(和光純薬工業社製)6質量部、分散剤としてソルビタン酸エステル系界面活性剤(三洋化成社製、商品名「イオネット(登録商標)S−80」)5質量部を乳鉢を用いて混合した後、3本ロールミル(EXAKT technologies社製、型式「M−80S」、ロール材質;アルミナ)を用いて解砕した。
【0068】
製膜後、100℃で30分間乾燥した後のカソード層グリーンシートの厚さをマイクロメータで測定した。測定は、カソード層を1片1cmの正方形の格子に区分して、この格子点上について、1枚あたり計25点測定した。なお、測定では、アノード支持型ハーフセルとカソード層グリーンシートの合計厚さを測定し、その値からアノード支持型ハーフセルの厚さを減じてカソード層グリーンシートの厚さとした。測定した厚さの標準偏差を求めることで、カソード層形成の安定性の評価とした。
【0069】
また、このカソード層を1000℃で2時間焼成して、アノード支持型セルを作製した。このセルのシール性を評価するため、セル周縁部3mmの部分にシール材としてガラスペーストを塗布し、インターコネクタで挟んでセルの電気性能評価装置にセットした。その後、セルを800℃まで昇温し、3%加湿水素をアノード側へ導入して、開回路起電圧(OCV)を測定した。理論起電圧は、約1.10Vである。OCVが理論起電圧より大きく低下しているものは、シール部分が十分に機能していないため燃料ガスがリークしている。よって、OCVが小さいものほど、シール性が悪いと判断できる。
【0070】
5.アノード支持基板、アノード層、電解質層の厚さ
製造例で得たアノード支持型ハーフセルを厚さ方向に切断し、切断面を走査型電子顕微鏡(SEM)で観察することにより、各層の厚さを測定した。
【0071】
製造例1
1−1.アノード支持基板グリーンシートの作製
導電成分としての酸化ニッケル(正同化学社製、平均粒子径0.7μm、90体積%径1.2μm)60質量部、骨格成分としての3モル%イットリア安定化ジルコニア粉末(第一希元素社製、商品名「HSY−3.0」、平均粒子径0.7μm、90体積%径1.9μm)40質量部、空孔形成剤としてのカーボンブラック(SECカーボン社製、SGP−3、平均粒子径3.3μm、10体積%径1.5μm)10質量部、溶媒としてのトルエン60質量部とエタノール40質量部の混合溶剤、バインダーとしてのブチラール樹脂(積水化学社製、品名「BM−S」)10質量部、可塑剤としてのジブチルフタレート(和光純薬工業社製)3質量部、分散剤としてのソルビタン脂肪酸エステル系界面活性剤2質量部を、ボールミルにより混合し、スラリーを調製した。
得られたスラリーを使用し、ドクターブレード法によりシート成形し、70℃で5時間乾燥させて、厚さ300μmのアノード支持基板グリーンシートを作製した。
【0072】
1−2.アノード層グリーンシートの作製
導電成分としての酸化ニッケル(キシダ化学社製、平均粒子径0.75μm、90体積%径1.4μm)60質量部、骨格成分としての3モル%イットリア安定化ジルコニア粉末(第一希元素社製、商品名「HSY−3.0」、平均粒子径0.7μm、90体積%径1.9μm)40質量部、空孔形成剤としてのカーボンブラック(SECカーボン社製、SGP−3、平均粒子径3.3μm、10体積%径1.5μm)6質量部、溶媒としてのトルエン60質量部とエタノール40質量部の混合溶剤、バインダーとしてのブチラール樹脂(積水化学社製、品名「BM−S」)10質量部、可塑剤としてのジブチルフタレート(和光純薬工業社製)3質量部、分散剤としてのソルビタン脂肪酸エステル系界面活性剤2質量部を、ボールミルにより混合し、スラリーを調製した。
得られたスラリーを使用し、ドクターブレード法によりシート成形し、100℃で1時間乾燥させて、厚さ20μmのアノード層グリーンシートを作製した。
【0073】
1−3.アノード層グリーンシートとアノード支持基板グリーンシートの積層体の作製
上記で得たアノード支持基板グリーンシートの上部に上記で得たアノード層グリーンシートを積層した。アノード支持基板グリーンシートとアノード層グリーンシートを積層したものを、ホットプレス機を用いて、60℃、0.5MPa、30秒間熱プレスし、積層体を作製した。
【0074】
1−4.電解質膜の形成
セラミックス粉末として、スカンジア安定化ジルコニア未焼結粉末(第一希元素社製、商品名「10Sc1CeSZ」、平均粒子径0.60μm)60質量部、バインダーとしてエチルセルロース(和光純薬工業社製)を5質量部、溶媒としてα−テルピネオール(和光純薬工業社製)を40質量部、可塑剤としてジブチルフタレート(和光純薬工業社製)を6質量部、分散剤としてソルビタン酸エステル系界面活性剤(三洋化成社製、商品名「イオネットS−80」)5質量部を、乳鉢を用いて混合した後、3本ロールミル(EXAKT technologies社製、型式「M−80S」、ロール材質;アルミナ)を用いて解砕した。
【0075】
解砕後の電解質ペーストをスクリーン印刷により、上記で得た積層体のアノード層グリーンシート上に、厚さ15μmとなるように印刷し、100℃で30分間乾燥させた。乾燥後、一辺が100mmの正方形状に打抜き、アノード支持基板グリーンシート、アノード層前駆体及び電解質層前駆体の積層体を作製した。該積層体を1300℃、2時間焼成して、多層焼成体を作製した。焼成後の多層焼成体は、一辺が85mmの正方形状であった。また、アノード支持基板の厚さは250μm、アノード層の厚さは15μm、電解質層の厚さは10μmであった。アノード支持基板の厚さ(T1)と電解質層の厚さ(T2)との比(T2/T1)は、0.04であった。また、アノード支持基板の空隙率は32%、電解質層の空隙率は5%であった。作製した多層焼成体の内2枚(それぞれ多層焼成体A、多層焼成体Bとする。)について、周縁部の反りを測定した。結果を図1、3に示した。
【0076】
レーザー切断装置(住友重機械メカトロニクス社製YAGレーザ装置、型式「JK702H」)を用いて、焼成後の多層焼成体の周縁部を切断除去してアノード支持型ハーフセルを得た。具体的には、焼成後のアノード支持型ハーフセルの周縁端から10mmの部分を、全て除去した。上記多層焼成体Aの周縁部を除去したアノード支持型ハーフセルA、上記多層焼成体Bの周縁部を除去したアノード支持型ハーフセルBについて、周縁端部の反りを測定した。結果を図2、4に示した。
【0077】
製造例2
製造例1と同様にして、アノード支持基板グリーンシート、アノード層前駆体及び電解質層前駆体の積層体を作製した。ただし、打ち抜く大きさを、一辺が77mmの正方形状にした。その後、製造例1と同様に、該積層体を1300℃、2時間焼成して、多層焼成体を作製した。焼成後の多層焼成体は、一辺が65mmの正方形状であった。また、アノード支持基板の厚さは、250μm、アノード層の厚さは15μm、電解質層の厚さは10μmであった。
【0078】
前記製造例1に記載した方法でアノード支持型ハーフセルを複数枚作製し、製造例2に記載した方法で多層焼成体を複数枚作製した。得られたアノード支持型ハーフセル、多層焼成体について、周縁部の反り等を評価し、結果を表1〜3に示した。
【0079】
【表1】
【0080】
表1に示したように、Δhが100μm以下である製造例1で得られたアノード支持型ハーフセルは、いずれも圧縮荷重2.0kNでも割れなかった。これに対してΔhが100μmを超える製造例2の多層焼成体では、1.5kN、1.7kNで割れてしまった。これらの結果から、Δhを100μm以下とすることにより、セルスタックとして多層積層されて大きな積層荷重を受けた際にも、割れや破損等を生じることを抑制できることがわかる。
【0081】
【表2】
【0082】
表2に示したように、Δhが100μm以下である製造例1で得られたアノード支持型ハーフセルは、カソード層厚さの標準偏差が3μm以下であり、厚さの均一性に優れていることがわかる。これに対して、Δhが100μmを超える製造例2の多層焼成体では、カソード層厚さの標準偏差が5μmを超えており、その厚さが非常にバラついていることがわかる。これらの結果から、Δhを100μm以下とすることにより、スクリーン印刷によりカソード層を安定して形成できることがわかる。
【0083】
【表3】
【0084】
表3に示したように、Δhが100μm以下である製造例1で得られたアノード支持型ハーフセルは、いずれもOCVが1V以上であり、シール性に優れていることがわかる。これに対して、Δhが100μmを超える製造例2の多層焼成体では、いずれもOCVが0.8未満と小さく、シール性が悪いことがわかる。これらの結果から、Δhを100μm以下とすることにより、周縁部のシール性に優れたアノード支持型セルが得られることがわかる。
【特許請求の範囲】
【請求項1】
アノード支持基板と、前記アノード支持基板に積層された電解質層とを有するアノード支持型ハーフセルであって、
電解質層が上面となるように載置し、レーザー光学式三次元形状測定装置を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより求められる電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とするアノード支持型ハーフセル。
【請求項2】
前記アノード支持基板が、ニッケル、コバルト、鉄及びこれらの酸化物よりなる群から選択される少なくとも1種と、安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種とを含み、
前記電解質層が安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種を含む請求項1に記載のアノード支持型ハーフセル。
【請求項3】
前記アノード支持基板の厚さ(T1)と前記電解質層の厚さ(T2)との比(T2/T1)が0.003〜0.35である請求項1又は2に記載のアノード支持型ハーフセル。
【請求項4】
請求項1〜3のいずれか1項に記載のアノード支持型ハーフセルにカソード層を形成したことを特徴とするアノード支持型セル。
【請求項5】
請求項4に記載のアノード支持型セルを有することを特徴とする固体酸化物形燃料電池。
【請求項1】
アノード支持基板と、前記アノード支持基板に積層された電解質層とを有するアノード支持型ハーフセルであって、
電解質層が上面となるように載置し、レーザー光学式三次元形状測定装置を使用し、電解質層表面にレーザー光を照射してその反射光を三次元解析することにより求められる電解質層周縁端部の高さ(h1)と、その周縁端部からハーフセルの中心方向に3mmの位置における電解質層の高さ(h2)との差(Δh)が100μm以下であることを特徴とするアノード支持型ハーフセル。
【請求項2】
前記アノード支持基板が、ニッケル、コバルト、鉄及びこれらの酸化物よりなる群から選択される少なくとも1種と、安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種とを含み、
前記電解質層が安定化ジルコニア、セリア及びランタンガレートよりなる群から選択される少なくとも1種を含む請求項1に記載のアノード支持型ハーフセル。
【請求項3】
前記アノード支持基板の厚さ(T1)と前記電解質層の厚さ(T2)との比(T2/T1)が0.003〜0.35である請求項1又は2に記載のアノード支持型ハーフセル。
【請求項4】
請求項1〜3のいずれか1項に記載のアノード支持型ハーフセルにカソード層を形成したことを特徴とするアノード支持型セル。
【請求項5】
請求項4に記載のアノード支持型セルを有することを特徴とする固体酸化物形燃料電池。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−204149(P2012−204149A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−67868(P2011−67868)
【出願日】平成23年3月25日(2011.3.25)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月25日(2011.3.25)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
[ Back to top ]