
アラミドフィルムロールとそのピンホールの検出
【発明の詳細な説明】
【0001】
【発明の属する技術分野】
本発明は、薄手のアラミドフィルムに関し、特に微小ピンホールの少ないアラミドフィルムにロールに係るものであり、フィルム表面における微小ピンホールの位置が特定されているアラミドフィルムロールに係るものである。
本発明は、前記アラミドフィルムロールの用途および製造方法と、微小ピンホール欠点を含むフィルムの検査方法およびそれに用いる好適な装置にも関係している。
【0002】
【従来の技術】
近年、その耐熱性と高い機械的性質とで注目されているアラミドフィルムは、薄手のフィルムであっても取扱上必要な剛性や耐熱性が満たされるため、感熱転写シートのベースフィルムや、高密度記録用磁気テープのベースフィルムとして活用されるに至っている。
フィルムには、異物の混入や樹脂のゲル化物の混入等、各種の欠点が存在することが避けられず、その一つとして穴あきがある。穴あきとしては数cm以上にも及ぶ大きなものから、ピンホールといわれる2〜3mm以下の穴がある。また穴あきではないが、樹脂溶液から製膜する場合にはボイドと呼ばれる気泡状の欠点やそれが陥没したり、一方の壁を失い凹みとなったものがある。
【0003】
電気絶縁材料として用いる場合においてはピンホールの存在は実質的に許されないが、融点が極めて高いかまたは融点が存在しない耐熱性樹脂においては、フィルム製造は溶液法で実施せざるを得ず、薄物においてはボイドやピンホールの発生を皆無とすることは殆ど不可能であり、その用途を一定量のピンホールの存在が許容される磁気テープや熱転写インクシート等の基材フィルムを中心に採用されている。
従来から、ピンホールを少なくするためにピンホールの原因となる樹脂溶液(以下、「ドープ」と称する。)に混在する異物を、例えば10μm以上をろ別できる焼結金属不織布等の高性能フィルターにてろ過することが実施されている(例えば特許文献1の実施例を参照。)。また、キャスティングベルトとしてその表面の傷やベルト材料の不純物による錆等の介在物の少ないベルトを用いることも提案されている(特許文献2)。
【0004】
ピンホールではないが、同様に磁気テープの品位を高めるために、基材フィルムの 200μ以上の径の凹みを少なくすることが特許文献3にて提案されており、ポリエステル等のフィルムを製造するにあたり、クラス1000(米連邦規準209D:JIS クラス6相当)以下のクリーンな雰囲気中にキャストすることが推奨されている。
ピンホールを初めとするフィルム上の欠点を検出する方法として、例えば特許文献4や特許文献5のように、フィルムの一部分を肉眼あるいは50倍の顕微鏡で観察する方法が行われており、顕微鏡によれば最も正確に小さな欠点までその種類や大きさまで特定できる反面、特許文献6指定のごとく10m2 を顕微鏡観察するのは現実的には実施困難である。このような方法では限られた範囲の抜き取り検査となるため、欠点の発生頻度が低くなると全体を代表する評価にはならない点で、実用上の価値は低くなる。
【0005】
一方、フィルムの製造工程又は加工工程で連続的にフィルム全面にわたり、ピンホールを初めとするフィルム上の欠点を検知することも行われている(例えば特許文献7。)が、光学的にピンホール等を CCDカメラ等で電気信号として計算処理して検知する方法では、自ずと検出可能なピンホールの大きさに限度がある。光学式ピンホール検出機の検出感度を高めるため、特許文献8では紫外線を用いることで 100μm程度までのピンホールを検出する試みがなされる等、数多くの提案があるが、一般に市販されている光学式ピンホール検出システムでは通常検出されるピンホールの大きさは約 200μm以上にとどまっている。また、透過光強度の差でピンホールを検出する方式であるため、特許文献9で課題とされている凹みまで検出してしまい、ピンホールとの区別ができないことも問題点である。また、特許文献10にはフィルムの両側面に、更に偏光子を特定の傾きで挿入配置して、ピンホール部分の明暗差を拡大する方法が提案されており、この方法を更に応用して、ピンホールや異物周辺でフィルムの構造歪みによる複屈折を偏光子により明暗として拡大して検知することで、微細なピンホールなどの欠点を検出することができるが、欠点の種類がピンホールかどうかが判別できない問題がある。
【0006】
フィルム中の異物量を少なくする前述の各方法によれば、従来の光学式のピンホール検出機で管理できるピンホールを10〜 100個/1000m2 程度にまで減少できる。しかし、フィルムを、例えば塗布型磁気テープの基材フィルムとして用いる場合は、これらの光学式ピンホール検出器で検出できない 200μm以下のピンホールであっても、大きなピンホールは磁気テープにもピンホールを形成してエラーの原因となるほか、磁気テープのピンホールにならない程度の微小なピンホールであっても、塗料がピンホールからフィルムの裏面に抜けて、塗工ラインの支持ロール等を汚染し、それが磁気テープのほかの部分に転写されて磁性層上の汚れとなり、磁気テープのエラー率が増加する等の問題がある。特に塗料をチクソ粘性にし、ダイコータを用いてより均一な塗膜を得んとするにおいて、数10μm以下の小さなピンホールからも塗料が裏に抜ける事故が発生することが問題となっている。
【0007】
【特許文献1】
特開平8−147664号公報
【特許文献2】
特開平9−1568号公報
【特許文献3】
特開平8−279139号公報
【特許文献4】
特開平8−279139号公報
【特許文献5】
特開平9−1568号公報
【特許文献6】
特開平9−1568号公報
【特許文献7】
特開昭62−138740号公報
【特許文献8】
特開平8−338814号公報
【特許文献9】
特開平8−279139号公報
【特許文献10】
特開平6−18445 号公報
【0008】
【発明が解決しようとする課題】
本発明の目的は、光学的に検出することができない微細なピンホールが検出され、そのフィルム面における存在位置が決められている高品位の薄手アラミドフィルムロールおよびこのロールに巻かれたアラミドフィルムを基材として用いる性能、品質の優れた磁気テープ、熱転写インクシート等の製品を提供することである。
本発明の他の目的は、溶液法で製造されるアラミドフィルムにおいて、光学的に検出できない微細なピンホールまでを検出、管理し、微細なピンホールを減少させ、またそのフィルム面における位置が決定され、特定されているアラミドフィルムロール及びその調製方法を提供することにある。
本発明の更なる目的は、アラミド等のフィルム面の従来の光学式ピンホール検査機では検出できなかった微小なピンホールを検出し、その位置情報を得る方法および検出装置を提供することにある。
【0009】
【課題を解決するための手段】
本発明者らは、アラミドフィルムの製造に当たり、ピンホールの発生についての注意深い観察から、単純にフィルムに混入する異物が製膜後に脱落してピンホールになるのではなく、フィルムの湿式脱溶剤の際に何らかのピンホール発生の起因物質として作用するものであることを突き止め、更にサイズの小さなピンホールまで検出して工程を管理し、品質を保証できる方法を検討し、本発明の目的を達成した。
即ち本発明は、電圧を印加してピンホールを検出する手段によりフィルムの実質的全面が検査されており、フィルムの両面に下式を満足する電圧を加え、電気が流れることにより検出されるピンホールが20個/1000m2 以下であることを特徴とする平均厚みが1〜9μmのアラミドフィルムロールである。
検出用電圧(V)=20×(μm単位で表したフィルムの平均厚み)
【0010】
以下、本発明の概念及び具体態様について、添付の図面を適宜参照しつつ、詳述する。
本発明のフィルムは、平均厚みが1〜9μm、更に好ましくは2〜6μmである。フィルムの平均厚みが9μmを超えるものではピンホールの発生が少ないことが多く、また平均厚みが1μmに満たないフィルムは基材フィルムとして用いるには不適当であるため、本発明の対象とはならない。
本発明のフィルムロールにおいては、フィルムの両面に検出用電圧として、20×(μm単位で表したフィルムの平均厚み)(V)を満足する電圧を印加してフィルムの厚みを実質的全面を検査し、ピンホール部分に電気が流れることにより検出(以下、「通電検出」と称する。)されるピンホールが20個/1000m2 以下、好ましくは10個/1000m2 以下、更に好ましくは5個/1000m2 以下である。この方法では 200μm未満のものを含めたピンホールが検出されており、本発明の目的を満足できる。
【0011】
通電検出方式は、検出用電圧を高めるとより小さなピンホールまで検出できるため、電気絶縁用途や隔膜用途分野で用いられる更に小さなピンホールの存在も許されないフィルムや、最近の高密度記録用磁気テープの製造で行われるチクソ粘性を有する磁性材料塗液を重層に塗工する方法では、ベースフィルムの数10μmのピンホールでも塗液の裏面への流れ出しが問題となるため、更に小口径のピンホールの検出と管理が望まれるフィルムにおいては、より高い検出用電圧を加えることによって検出したピンホールの数によってフィルムを特定することが好ましい。このような目的には、検出用電圧として80×(μm単位で表したフィルムの平均厚み)(V)を満足する電圧を加えることで数10μmまでのピンホールを検出し、それが30個/1000m2 以下、好ましくは20個/1000m2 以下、更に好ましくは10個/1000m2 以下であるフィルムが望ましい。
【0012】
フィルムにはピンホールではないが極めて薄い皮膜を残した凹みや気泡が存在することがある。これらの凹みや気泡が現実のフィルムの用途で絶縁破壊したり加工工程の摩擦力や張力により破壊して実質的にはピンホールと同じ問題が発生する。本発明の通電検出方式によるピンホール検査の場合は、これらの薄い皮膜の部分も絶縁破壊してピンホールとして検出されることもある。
フィルムのピンホールの検出は、フィルム製造工程で、またはフィルム製造後にスリット加工工程や塗工加工工程等で実施できる。ピンホールの検出は、製品とするフィルムの全幅について全長さ、即ち実質的に全面を連続して検査することが望ましい。しかし、上記のごとくフィルムの薄い皮膜部分が検出用電圧により絶縁破壊してピンホールとなることを好まない場合には、適当な間隔で製品フィルムロールの一部または同じロットの製品とするフィルムロールのフィルムの前後の部分を検査して1000m2 当たりに換算して全体を代表することも許されるが、検査すべき面積は少なくとも 500m2 以上、好ましくは1000m2 以上にわたり、更にピンホールが少ないフィルムロールにおいては製品全面にわたり、連続して検査することが望ましく、それ以下では本発明が対象とするピンホールが極めて少ないフィルムロールの検査としては信頼性が得られない。
【0013】
本発明を実施する上で、従来の光学式ピンホール検査機により検出できる 200μm以上のピンホールについてもその存在状態を確認することも行われてよい。その場合本発明のアラミドフィルムロールは、約 200μm以上のピンホールが2個/1000m2 以下、好ましくは1個/1000m2 以下、更に好ましくは 0.5個/1000m2 以下である。 200μm以上のピンホールが2個/1000m2 を超えるものでは、塗工工程での塗料の抜けによる裏汚れや塗工機の汚れの他に、最終製品の歩留まりを低下させるため好ましくない。なお、約 200μm以上のピンホールは、透過光または反射光によりピンホール部分の光量の差を CCDカメラ像として電気信号化し、画像処理する等の方法によりカウントする市販の欠点検査機により検出できる。ここでピンホールの大きさは、その最大径をもって表す。
【0014】
本発明を実施するに当たり、通電検出式ピンホール検出装置によりフィルムの長さ方向のピンホール位置を特定し、その間にフィルムが走行可能な空間を形成して相対向して配置された光源と撮像素子を有する受光部よりなる、フィルムのピンホールを含めた異常部を検出する光学式異常部検査機により、長さ方向および幅方向の異常部の位置を特定し、両情報を照合して、フィルムロールの長さ方向および幅方向のピンホールの位置情報を得ることにより、フィルムロールを加工して製品を製造する際に、ピンホール位置に関する情報を予め知ることができ、事前にその部分を製品から除外するなど、歩留まりを高める手段が講じられる利点があり、本発明の好ましい実施態様である。
通電検出式ピンホール検査機と光学式異常部検査機の組み合わせにより、フィルムロールのピンホールの位置情報を入手する方法は新規なものであるため、以下に図面を参照しつつ詳細に説明するが、本発明がこれに限定されるものではない。
【0015】
本発明のフィルムの微小ピンホール検査は、機台上に設置された、その間に検査対象フィルムが接触しつつ走行できるように相対向して配置された、対を形成する電極、前記電極に電圧を印加する手段、前記電極間で発生する電気の流れを検出する手段を含むフィルムの通電検出式ピンホール検査機;機台に設置され、その間に検査対象となるフィルムが走行可能な空間を形成して相対向して配置された、光源と撮像素子を有する受光カメラと、フィルムの異常部分の光学的な明暗を電気信号として識別する手段とからなるフィルムの光学的異常部検査機;走行フィルム長さ位置検知機;および、フィルムの長さ位置信号、電極間に発生した電気の流れの検知信号、光学的異常部検知信号のそれぞれが入力され、それらを照合し、信号処理してピンホールの位置を特定し、表示する手段とを組み合わせてなるフィルムの微小ピンホールの検査装置を用いて行われる。
【0016】
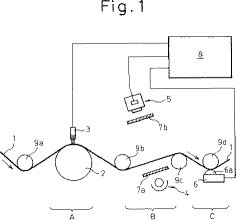
第1図により、フィルムの製造工程等で走行するフィルムに前記したフィルムの微小ピンホール検査装置を用いて、本発明のフィルムの微小ピンホールを検査する方法の実施態様を模式的に示す。第1図では、説明の便宜上、通電検出式ピンホール検査機等、関係装置の主要部のみについて示した。
第1図において、フィルム1は、ガイドロール9a,9b,9c,9d等の表面に沿って矢印の方向に走行し、例えば巻き取り装置に向けて引き取られている。フィルムの走行路には、Aで示す通電検出式ピンホール検査機、Bで示す光学式異常部検査機およびCで示す走行フィルム長さ位置検知機が設置され、それぞれから送られる信号からピンホールの位置を算出して表示する演算処理手段8と組み合わせてなる、フィルムの微小ピンホール検査装置が設置されている。
【0017】
第1図において、フィルム1はAで示す通電検出式ピンホール試験機の一対の電極2,3の間をそれぞれの電極に接触しつつ通過し、その間にフィルムに存在するピンホール部分で両電極間に印加された電圧により電流が流れることでピンホールが検出され、次いでBで示す光学式異常部検査機の光源4と電荷結合素子(CCD)等の撮像素子を有する受光部である CCDカメラ5の間の空間を通過して、フィルムに存在するピンホールを含めた光学的異常部を明暗として電気的に検出され、その後Cで表される走行フィルム長さ位置検知機により、走行するフィルムの長さ方向の位置情報が連続して検出され、前記ピンホールおよび異常部発生位置が特定される。
【0018】
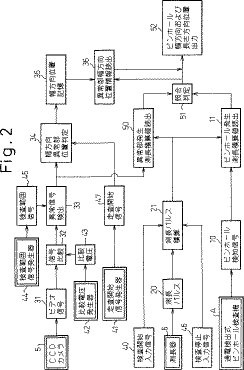
第2図は本発明における微小なピンホール位置検出のための信号処理のブロックフローを示すもので、 CCDカメラ5から発生したビデオ信号31と、情報処理装置内の比較電圧発生器42から得た比較電圧43を比較し、更に検出範囲信号発生器44からの検査範囲を示す信号45と比較して異常信号を検出33し、走査開始信号発生器41からの走査開始信号47により幅方向の異常部位置判定34を行ない幅方向位置を記憶35する。一方、測長器6からは連続して測長パルス20が送られ、検査開始入力信号40によりフィルムの長さ方向位置をパルスの積算として取り込んでおり、前記幅方向異常信号の検出33と同時に異常部発生長積算読出50を行って、長さ方向の位置情報として記憶する。
Aで表わす通電検出式ピンホール検査機からは、ピンホール検知信号10が発信され、上記の異常部発生測長積算値読出の場合と同様に、ピンホール発生位置測長値読出11を行う。
このようにして読み出された両測長積算値を照合判定51することにより、合致した異常部をピンホールとして判定し、幅方向位置記憶35から異常部位置情報読出36を行ない、それをフィルム幅方向および長さ方向の位置情報として出力する。
【0019】
次いで、第1図を参照して、本発明の微小ピンホール検出装置各部の構成および検査方法を更に詳しく説明する。
フィルム1は、ガイドロール9aを経て、フィルムの幅よりも大きな幅を有する金属ロール型の第1の電極2に沿って、金属ロールと等速度で移動している。フィルムの幅よりも小さな幅を有する第2の電極3が第1の電極2との間をフィルムが走行できるように配置されており、第1の電極との間に電圧が印加されて通電検出式ピンホール検査機を形成している。フィルムにピンホールがあると両電極が接触したり、気体放電が生じるなどにより両電極間に電流が流れることでピンホールが検知され、情報処理装置8に入力される。
一方、走行しているフィルムの長さ位置検知機Cの測長器6によりフィルムの長さ方向の位置情報が連続して情報処理装置8に入力されており、ピンホール検知信号10をトリガーとして測長パルス積算21からピンホール発生測長積算値読出11を実施し、長さ方向のピンホール位置情報を得る。長さ方向のピンホールの位置情報がピンホール発生、測長積算、読出手段11に記憶される。
【0020】
ここで、第1の電極はフィルムの幅方向にフィルムと接触して設置されている。第1の電極としては、本例の如く回転自在のロール型であっても、固定型の面状または棒状ないしは線状のものや、導電性の繊維、例えば炭素繊維、アモルファス金属やステンレス鋼などの金属繊維、表面に金属メッキされた合成繊維など、を束ねたものであってもよく、フィルムの厚み、柔軟性、表面性などにより、適宜選ばれてよい。また回転自在のロール型においても、駆動のための動力に結合され主導的に回転するものであっても、積極的な駆動装置を持たずフィルムの走行に応じて従動するものであっても、その中間的な設計として、ロールが駆動軸とベアリングなどを介して間接的に接触しており、フィルムの走行に従うがフィルムに負荷を与えない構造のものであってもよく、フィルムの特性や用途に応じて適当に選択されてよい。第1の電極の幅は、第2の電極とほぼ等しいかそれよりも広い範囲に選ばれ、通常はフィルム幅よりも大きく設定されるが、必要に応じてフィルム幅よりも狭く設定されてもよい。
【0021】
第2の電極は、フィルムの幅方向にピンホールを測定したい範囲で且つフィルム幅からはみ出さない範囲の大きさで設置されている。第2の電極としては、導電性の繊維、例えば炭素繊維、アモルファス金属やステンレス鋼などの金属繊維、表面に金属メッキされた合成繊維など、を束ねた物や、板状、棒状などの金属成型物などが目的に応じて用いられる。
第1および、または第2の電極を幅方向に分割することも、大略の幅方向のピンホール位置を区分して検出する上で好ましい実施態様である。
両電極に印加される電圧は直流であっても交流であっても良い。
【0022】
次いで、フィルム1は、ガイドロール9bを経て光学式異常部検査機Bに導かれ、光源4と電荷結合素子(CCD)などの撮像素子を有する受光部である CCDカメラ5の間の空間を走行し、光学的にピンホールほかのフィルムの光学的異常部が検出される。フィルム幅方向に走査されている CCDカメラ5のビデオ信号のピンホールほかの異常部の光学的明暗を、情報処理装置8により数値化処理してフィルム幅方向の位置を算出し記憶する。同時に異常部検出信号33をトリガーとして測長パルス積算21から異常部発生測長積算値読出50を実施する。次いで、先に通電検出式ピンホール検査機と測長器6とから情報処理装置に記憶されたピンホール情報位置情報と照合して、光学式異常部検査機の異常部の中から長さ方向の位置が合致するもののみを抽出して、それをピンホールと判別し、その光学的異常部の位置情報を、フィルム幅方向、長さ方向のピンホール位置情報として出力される。
【0023】
異常部の検出を容易にするために第1図の如く偏光子7aおよび7bを設置し、それぞれの直線偏光の角度をフィルムの平均的配向度に合わせて調節して、バックグラウンドの光量を調節し、異常部近傍の歪みを明暗として検出し易くすることも行われてよく、本発明の好ましい実施態様である。
本発明を実施する上で、光源の質や種類は特に制限されるものではなく、従来から用いられる白熱電球、蛍光灯、水銀灯、ハロゲンランプ、レーザ光、紫外線燈などから適宜選ばれてよい。これらの光源からの光を均一化したり、集光したりするためにレンズと組み合わせることも好ましい実施態様である。
【0024】
撮像素子の画素は列状に配置されても面状に配列されてもよい。通常フィルムのピンホールを検出するに当たってはフィルムを連続的に走行させながら実施する場合が多い。従ってフィルムの走行方向に対して実質的に切れ目なく検査を行うことが要求とされる。そのために撮像素子の画素は列状に配置され、それがフィルムの幅方向に配列されていることが好ましい。勿論検出のために幅方向に走査する速度とフィルムの走行速度により検出の解像度が異なるが、必要に応じて複数の撮像素子をフィルムの幅方向に並べることにより、解像度を高めたり、広い視野の検出をしたり、二重検査したりすることも可能である。
【0025】
光学式異常部検査機で検出される異常部とは、ピンホール以外にフィルムに混入する無機物、異種のポリマー、ポリマーの分解物などの異物、更にフィルム製造工程で付着するゴミ、製造工程で発生する傷付きなどが挙げられる。これらの異常部は光学式検出装置の分解能や感度を高めれば高めるほど、各種の異常を検出してしまい、ピンホールとの識別が困難になる。しかし、本発明は微小なピンホールまで高感度で検出する通電検出式ピンホール検査機を用い、フィルムの長さ方向の位置情報と共にピンホール情報が入手できるため、それを参照することにより、光学式異常部検出装置の検出異常部からピンホールのみを識別して、その長さ方向および軸方向の位置を特定できる。
【0026】
フィルム長さ位置検知機Cの長さ位置検知方式は、特に制限されるものではない。第1図の例ではフィルムのガイドロール9d上でフィルム面にロール式測長器6のロール6aを接触させて測定している。別法として、他のガイドロール上で測定されることも許される。測長器6についても、上記以外に、ガイドロール自体の回転数を測定してフィルムの送り量に換算する方法など、任意の測長方式が採用されて良い。
本発明を実施する上で、上記の例とは逆に通電検出式ピンホール検査機の前に光学式異常部検査機を設置することも同様の効果を与え、任意に実施されてよい。また、これらの検出機と共に静電気除去装置、吸塵装置、クリーンエアユニット、速度計などの装置(いずれも図示せず)を併設することも可能である。
【0027】
上記の通電検出式ピンホール検査機と光学式異常部検査機を組み合わせて、フィルムのピンホールを微細なものまで位置情報と共に検出する方法およびシステムは、アラミドフィルム以外のフィルムにおいても有効であり、また厚みに関しても特に制限されるものではない。
また本発明を実施する上で、得られたピンホール位置情報に従い、フィルムにそれを示すマークを付与することも好ましい実施態様である。マークはフィルム面のピンホール位置またはその周辺に付与されても、フィルムの耳部分に長さ方向の位置のみが付与されても、何れもが用途に応じて選ばれて良い。マークを付与する方法は特に制限されるものではなく、染料、顔料等を塗布または吹き付ける方法、粘着テープなどを貼付する方法などが例示される。
【0028】
本発明のアラミドフィルムは、磁気テープ用のベースフィルムなどに用いる上で、フィルムの幅、長さいずれの方向においても強度が25kg/mm2 以上、弾性率が 800kg/mm2 以上であることが、フィルム加工に際する取扱い上、また得られた磁気テープの出力特性上の点で望ましく、このような性能を実現する上で、アラミドとしては、ポリマーを構成する芳香族基がパラ位で結合したパラ配向的アラミドが好ましい。これらの特性は、幅方向および長さ方向でほぼ等しい、いわゆるバランスタイプであっても、いずれかが他の方向の 1.1〜1.6 倍程度高い、いわゆるテンシライズタイプであってもよい。
本発明のフィルムロールとは、製造されたフィルムを巻芯上に巻き取ったものまたは一旦巻き取ったフィルムを顧客の指定する幅および長さにスリットして巻き直したフィルムのロールをいう。
【0029】
磁気テープ用のベースフィルムとして用いる場合には、フィルムの片面に磁性層が形成される。
磁気テープの磁性層形成法としては、酸化鉄、酸化クロム、バリウムフェライト、金属鉄、鉄−コバルト合金ほかの強磁性粉を各種バインダーに分散した磁性材料塗料を、グラビアコータ、マイクログラビアコータ、ダイコータ等によりフィルムに塗工する方法、上記強磁性金属を、蒸着法、スパッタリング法、イオンプレーティング法等の気相析出法により金属薄膜としてフィルムに積層する方法等がある。塗工法においては、チクソ粘性を持った非磁性層塗料の上に磁性層塗料を同時に重ねて塗工する重層塗工法も、磁性層の厚みを薄くできるため高周波出力を高められ、好ましく行われてよい。
【0030】
磁性層を形成した後、磁性層を形成した裏面に走行性を向上させる等の理由で、公知の組成のバックコート層の公知の方法で形成することも好ましい。
このようにして磁性層が形成されたフィルムを所定の幅にスリットし、必要であればカセットに収納し、磁気テープとして使用する。
本発明の磁気テープの用途は特に制限されるものではないが、好ましいエラー特性から、高密度記録化が進んでいる放送業務用、デジタルビデオ用、データストレージ用等に好ましく用いられる。
【0031】
本発明のアラミドとは、次の構成単位からなる群より選択された単位から実質的に構成されるものである。
−NH−Ar1−NH− (1)
−CO−Ar2−CO− (2)
−NH−Ar3−CO− (3)
ここでAr1 , Ar2 、およびAr3 は各々少なくとも1個の芳香環を含んだ2価の基であり、(1)と(2)はポリマー中に存在する場合は実質的に等モルである。このような2価の芳香族基の代表例と
しては下記する例が挙げられる。
【0032】
【化1】

ここで、Xは−O−,−CH2 −, −SO2 −,−S−,−CO−の中から選ばれる基である。また、これらの芳香環の水素原子の一部が、ハロゲン基、ニトロ基、スルホン基、アルキル基、アルコキシ基等で置換されていてもよい。
【0033】
Ar1 , Ar2 およびAr3 はいずれも2種以上であってもよく、また相互に同じであっても異なっていてもよい。
本発明において、良好な機械的性能を実現するために、Ar1 , Ar2 、およびAr3 は各々、パラ配向型の基であることが好ましい。
ここで、パラ配向型とは、芳香環における主鎖の結合芳香がパラ位に位置しているか、または2つ以上の芳香環からなる残基において両端の主鎖の結合方向が同軸または平行であることを意味する。
【0034】
本発明で用いられるアラミドは、これまでに知られた方法により、各々の単位に対応するジアミン、ジカルボン酸、アミノカルボン酸より製造することができる。具体的には、カルボン酸基をまず酸ハライド、酸イミダゾライド、エステル等に誘導した後にアミノ基と反応させる方法が用いられ、重合の形式もいわゆる低温溶液重合法、界面重合法、溶融重合法、固相重合法等を用いることができる。
本発明に用いるアラミドには、上記した以外の構成単位が約10モル%以下共重合されたり、他のポリマーがブレンドされたりしていてもよい。本発明に用いられるアラミドとして最も代表的なものは、ポリp−フェニレンテレフタルアミド(PPTA)であり、同等のものとしてはPPTAに塩素基等の置換基を導入した置換PPTAや、置換PPTAに若干の共重合成分が導入されたものがある。
【0035】
本発明のフィルムには、フィルム同志の滑り性を良くしたり、ブロッキング現象を防ぐために、微粒子(以下、「滑材」と称する。)を混在させることも許される。滑材としては、有機化合物、無機化合物があるが、通常は例えばSiO2, TiO2, ZnO, Al2O3, CaSO4, BaSO4, CaCO3 、カーボンブラック、ゼオライト、その他金属粉末等の無機化合物が用いられる。粒子径は10〜200nm 、添加量は0.01〜2重量%に選ばれることが多い。滑材の過大な凝集物は本発明の目的からは避けられるべきであり、滑材の平均凝集度が1〜100 、好ましくは1〜20、さらに好ましくは1〜10であれば本発明の目的が達成できる。
本発明のフィルムには、染料や顔料等の着色剤や、難燃剤、帯電防止剤、酸化防止剤、その他の改質剤や、他のポリマーについても、それが本発明の目的に反しない限り含まれていてもよい。
【0036】
本発明のフィルムは、特に高密度記録用磁気テープや昇華型熱転写インクシート等の基材フィルムとして用いられて、良好な製品を提供できるが、特に用途が限定されるわけではない。
本発明のフィルムは、例えばPPTAの硫酸ドープや有機溶剤可溶のアラミドの有機溶剤ドープから湿式製膜される時には、ドープを従来法によりろ過した後ダイから JISクラス6以下のクリーン度の雰囲気中にキャストし、必要あれば液晶ドープの等方化処理等を施した後、平均脱溶剤速度が3×10−5g/秒・μm・cm2 以下の条件下にて湿式処理して、凝固することにより製膜することができる。
【0037】
また、塩化カルシウム等の無機塩を溶解助剤として添加した有機溶剤を用いたアラミドドープを乾湿式法にて製膜する場合においては、同様にろ過されたドープを JISクラス6以下のクリーン度の雰囲気中にキャストし、同様のクリーン度の加熱気体にて溶解助剤の無機塩が析出しない程度に有機溶剤の一部を乾燥、除去した後、平均脱溶剤速度が3×10−5g/秒・μm・cm2 以下の条件下で、残された有機溶剤の30%以上が除去されるまで湿式処理することにより製膜できる。ここで有機溶剤を乾燥するに当たり、過大な乾燥は溶解助剤の無機塩が析出し、ピンホールとなったり、次の湿式処理に際してピンホールの発生を助長するため好ましくない。
【0038】
キャストする雰囲気はダイおよびキャスティングドラムまたはベルトを含む周辺全域を指し、 JISクラス6以下、好ましくは JISクラス5以下、更に好ましくは JISクラス4以下のクリーン度に管理される。キャスト時の雰囲気からの異物の混入は単にフィルムが汚染されるだけではなく、湿式脱溶剤時に異物を核とするボイドやピンホールの形成につながる。ここで、雰囲気のクリーン度の定義はJIS B9920−88の規定によるものであり、米連邦規準209Dクラス1、10、100 、 1000 、および 10000は、それぞれ JISクラス3、4、5、6、および7に相当する。
また、平均脱溶剤速度は、湿式処理によりフィルムから除去された溶剤量(溶解助剤の無機塩は除く。)を湿式処理時間および厚みで除して、単位時間および単位厚みに対する値として表わす。但し、厚みは脱溶剤後の膨潤フィルムの平均厚みとし、ベルト上で片面から脱溶剤されるときは全厚み、両面から脱溶剤されるときは厚みの半分に対する値とする。
【0039】
本発明を実施する上で、湿式法で脱溶剤される際の平均脱溶剤速度が3×105 g/秒・μm・cm2 以下、更に好ましくは 1.5×10−5g/秒・μm・cm2 以下であることが肝要であり、脱溶剤速度が大きすぎる場合は湿式凝固特有のボイドの発生によりピンホールが形成されやすくなるため、避けるべきである。
本発明を実施する上で、ドープに滑材を分散することも行われてよいが、過大な滑材凝集物の存在はピンホールの原因となりうるので、滑材の分散には十分留意すべきである。滑材の平均凝集度が1〜100 、好ましくは1〜20、さらに好ましくは1〜10の範囲であれば本発明の目的は達成できる。このようにして得られるアラミドフィルムの表面粗さは、面平均粗さ(SRa)として1nm〜10nmである。
【0040】
ドープに滑材を分散するに際しては、ドープに滑材のみを直接添加するのは、十分な分散状態が達成できず、避けられるべきである。滑材は、上記樹脂の重合に用いる溶剤に予め分散するか、樹脂を再溶解する場合においては、溶解に用いる溶剤に予め分散するか、または、溶剤の一部を取り出して滑材を分散させた後ドープに添加し混合する等の方法により、ドープに分散する。
滑材を分散する方法としては、各種のホモジナイザを用いてよく、特に超音波ホモジナイザは分散力が優れていて推奨される。滑材の分散状態を改良する方法として、コロイド状に滑材を単分散したものが市販されており、それを希釈して用いることは平均凝集度が10以下の分散状態を実現する上で好ましいが、用いる溶剤や希釈条件によっては滑材の凝集が生じやすく、所期の効果が得られにくいことがあるため、注意すべきである。特に無機塩を溶解助剤として溶解したアミド系溶剤や、濃硫酸を溶剤とする場合には、コロイド状の滑材の凝集が起こりやすいため、コロイド状分散液を一旦分散液と同じ溶剤で希釈した後十分なかき撹拌下に樹脂を溶解する溶剤に混合する等の配慮が大切である。
【0041】
溶剤中に滑材を分散した滑材分散液は、重合や樹脂の溶解等に用いるに先立って、未分散または凝集した滑材を、例えば5μm以上の粒子を98重量%以上ろ別できるフィルターにて、ろ過することが肝要である。また、一旦微分散した滑材も、経時的に凝集することが多く、分散後速やかに用いることが好ましい。ここで用いられるフィルターの形式としては特に限定するものではなく、各種の金属または炭素粒子を焼結したもの、金属繊維の織布または不織布を焼結したもの、微細孔が設けられたプラスティックフィルム、等が例示される。
本発明を実施する上で、ドープは従来実施されていた場合と同様に、例えば金属繊維の織布や不織布を焼結した10μm以上、さらに好ましくは5μm以上の異物をろ別できる高性能フィルターにより、異物を除去することが好ましい。
【0042】
本発明のフィルムを製造する上で、ダイからキャストされたドープへ異物が付着することは極力避けられるべきであり、キャスト雰囲気はクリーン度がクラス6以下、好ましくはクラス5以下、更に好ましくはクラス4以下に管理するべきである。ドープが等方化処理や溶剤蒸発等の処理を受け、雰囲気中の異物がドープ内に侵入することがない状態に達するまでは上記のクリーン度を保つことが好ましい。
ドープをベルトに一旦キャストした後に乾湿式または湿式法により固化する方法の場合は、フィルムを除去したベルトは、溶剤や溶解助剤、フィルム屑等を、異物を十分除去したクリーン水等で洗浄して清浄状態とした後、キャストに用いる等の配慮が払われるべきである。
【0043】
この様に製膜されたフィルムは、次いで仕上げ工程に送られる。仕上げ工程では、必要あれば重合時に副生する酸や溶解に用いた酸を中和処理した後、溶剤や無機塩等の溶解助剤を除去するために水または温水、更に必要あれば有機溶剤により洗浄される。
洗浄したフィルムは乾燥するが、望むならば乾燥に先立って延伸することもできる。即ち、乾燥前の湿潤フィルムを1方向または2方向に1.01〜 1.4倍程度延伸することにより機械的性質を向上させることができる。
フィルムの乾燥は、通常、緊張下、定長下または僅かに延伸しつつ、行うのが好ましい。このような乾燥を行う方法としては、例えばテンター乾燥機やフィルムの両耳を固定できるドラム乾燥機で乾燥する等の方法がある。乾燥温度は、通常、 100℃〜 300℃の範囲に選ばれる。
【0044】
乾燥フィルムは、必要あれば 300℃以上、 500℃以下の熱処理を受けた後、巻き取り工程にて巻芯上に巻き取られてフィルムロールを形成する。ここで熱処理は、緊張下、定長下または弛緩状態で行うことができ、これらの組み合わせで2段階以上で行うこともできる。
本発明のフィルムを製造する上で、上記の各工程は可能な限り清浄な雰囲気下、例えばクラス7以下のクリーン度に管理された室内等で実施することが好ましい。
本発明のフィルムを製造する上で、フィルムにコロナ処理や常圧プラズマ処理、表面改質コーティング処理、帯電除去処理等を施すことも、本発明の効果を損なわない限り行われてよい。
【0045】
本発明フィルムのピンホール検出のため、上記の仕上げ工程中の適当な工程または巻取り工程に先立って約 200μm以上のピンホールが検出できる光学式検査機および、またはフィルム両面に電圧を加えてピンホール部を通電検出する検査機を設置し、製造と同時にピンホールを検出することも許される。勿論、一旦フィルムを巻き取った後、再度巻返す等してピンホールを検出することも可能である。これらに用いられる検査機は、自ら組み立てることも可能であるが、市販のものから適当に選択して用いることも可能である。
本発明を実施する上で、通電検出式ピンホール検査機の検出用電圧としては、下式において、Kが20〜80の範囲であるべきであり、Kがそれ以下では従来の光学式ピンホール検査機で検出できる程度の大きなピンホールしか検出できず、本発明の目的を達成できない。また、Kが80よりも大きすぎる場合には、ピンホール以外のフィルムが部分的に絶縁破壊することがあり、好ましくない。
検出用電圧(V)=K×(μm単位で表わしたフィルムの平均厚み)
【0046】
【発明の実施の形態】
以下に実施例等により発明を更に詳細に説明し、本発明の効果を示すが、本発明はこれにより何ら限定されるものではない。また、例中の百分率等は特に示さない限り重量ベースのものである。また雰囲気のクリーン度はすべて JIS規格(B9920−88)によるものである。なお、実施例におけるフィルム特性値は以下の測定法によるものである。
【0047】
フィルム特性の測定法:
(1)フィルムの厚み、強度、伸度、弾性率の測定法
フィルムの厚みは、デジタル電子マイクロメータ(アンリツ株式会社製K351C 型)により直径2mmの測定子を用いて無作為に10点を測定しその平均値で表す。 強度、伸度、弾性率は、島津製作所製の定速伸長型強伸度測定機オートグラフAGS−100G型を用い、測定長 100mm、引っ張り速度50mm/分で測定したものである。
(2)微粒子の平均凝集度測定法
フィルムから常法により厚み約 100nmの薄片試料を切出し、JEOL社製JEM200FX型透過型顕微鏡により、 50000倍で観察し、必要あれば複数の視野から微粒子凝集物(単独で存在するものも含む)の50個以上につき、各単独または凝集して分散している各々について、それらを構成している微粒子の数を数え、その平均値で表す。
【0048】
【実施例1】
水中に平均粒径約80nmの球状シリカを40%含有するコロイド状シリカ分散液を、蒸留水にて5%の濃度に希釈した後、 101%硫酸に撹拌しつつ添加し、3μmカットのステンレス鋼の焼結不織布製のフィルターでろ過し、シリカ濃度が 0.035%の濃硫酸とした。得られたシリカ分散濃硫酸を用いてPPTAをポリマー濃度が12%になるように溶解し、PPTAのドープを調整した。ドープは撹拌時に光を乱反射し、また、光学顕微鏡下の観察で、偏光顕微鏡のクロスニコルの暗視野を明視野にする光学的異方性を示す等、液晶状態にあることが分かった。
このPPTAドープを5μmカットのステンレス鋼の焼結不織布製のフィルターでろ過した後、ダイからクラス4の雰囲気下で鏡面に研磨されたタンタル製のエンドレスベルト上にドラフト率が 1.2となるようにキャストした。次いで、ベルト上で露点が12℃のクラス4以下の空気を80℃に加熱して吹き付けて、ドープを液晶相から等方相に相転換した後、−10℃の45%硫酸中にて凝固させて膨潤フィルムを形成した。この際の脱溶剤速度は約 1.1×10−5g/秒・μm・cm2 であった。
【0049】
次いでこの膨潤フィルムを中和、水洗し、縦方向に 1.1倍に延伸した後、フィルムの両耳をクリップで把持して横方向に 1.1倍の延伸を施し、耳を把持したままで定長状態を保ちつつ熱風乾燥および 430℃での熱処理を実施した。次いでクリップで把持した部分をスリット、除去して幅を 550mmとした。
次いで、フィルムの片側から光源として40Wの蛍光灯により照射し、対向して画素数5000の CCDカメラ(エクセル社製 TI5000F型)でフィルムの透過像を取り込み、フィルム全幅にわたって走査して透過光強度の変化からピンホールを検出する光学式ピンホール検査機、次いで、炭素繊維が植え付けられ、その先端がフィルム面に接触しているブラシ式電極がフィルムのほぼ全幅にわたりフィルム上面に設置されており、対向してフィルム下面に接触してフィルムと同じ線速度で回転する金属ロール式電極が設置されている通電検出式ピンホール検出機(春日電機社製 PFVI−1AVR型機)により連続的に走行させつつピンホール検査した後、6000mを巻き取り、アラミドフィルムロールを製造した。
【0050】
得られたPPTAフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 1.5個/1000m2 、90Vの検出用電圧で電気が流れて検出されたピンホールの数は 3.6個/1000m2 であった。検出用電圧を 360Vに変えてピンホールを検出したところ、 8.5個/1000m2 であった。フィルムの物性は長さ方向、幅方向にそれぞれ、強度42, 43kg/mm2 、伸度14, 12%、弾性率1510, 1510kg/mm2 、シリカの平均凝集度は 2.4であった。
【0051】
【比較例1】
実施例1において、キャストされ等方相化されたドープを脱溶剤速度が 4.7×10−5g/秒・μm・cm2 である10℃, 20%硫酸中で凝固させたほかは同様にしてPPTAフィルムを製造し、巻き取った。
得られたPPTAフィルムは 4.5μmの厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 6.1個/1000m2 、90Vで検出されたピンホールの数は 126個/1000m2 であり、 360Vで検出されたピンホールは 230個/1000m2 であった。フィルムの物性は実施例1と同様で、シリカの平均凝集度も同じであった。
【0052】
【比較例2】
実施例1において、ドープをクラス7の雰囲気中にキャストしたほかは同様にしてPPTAフィルムを製造し、ロール状に巻き取った。
得られたPPTAフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として21.3個/1000m2 、90Vで検出されたピンホールの数は 106個/1000m2 であり、 360Vで検出されたピンホールは、 209個/1000m2 であった。フィルムの物性は実施例1と同様で、シリカの平均凝集度も同じであった。
【0053】
【参考例1】
実施例1で得られたPPTAフィルムに、エキシマレーザにより30μm、80μm、 150μmのピンホールをそれぞれ1mおきに50個ずつ形成し、フィルムを実施例1の光学式および通電検出式ピンホール検査機を返して、ピンホール検出状況を確認した。
光学式ピンホール検査機では全てのピンホールが検出できなかったが、通電検出式ピンホール検査機は、90Vの検出用電圧では、 150μmはその60%、80μmは32%、30μmは0%が検出された。検出用電圧を 360Vにすると、 150μm、80μmともに 100%検出でき、30μmも60%が検出できた。
【0054】
【参考例2】
実施例1で検出された各ピンホールにつき顕微鏡観察したところ、その1個はフィルム粉の飛散やピンホールの形態から、薄い皮膜が残された凹み部分が放電により破壊されたピンホールであることが分かった。このような凹み部分はフィルムを実用に供した場合にも、絶縁破壊したり、ピンホール化して問題となることが予想される物である。
【0055】
【実施例2】
実施例1のアラミドをPPTAからポリ、2−クロロ、p−フェニレンテレフタルアミド(Cl−PPTA)に変え、ポリマー濃度を13%に変更したほかは同様にしてドープを調製し、同様にダイからキャストして等方化処理し、平均脱溶剤速度が 1.3×10−5g/秒・μm・cm2 である−5℃の50%硫酸中で脱溶剤処理し、後は実施例1と同様にして Cl−PPTAフィルムを製造した。
得られたフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 1.8個/1000m2 、90Vの検出用電圧で検出されたピンホールの数は 7.0個/1000m2 、 360Vの検出用電圧で検出されたものは15.5個/1000m2 であった。フィルムの物性は長さ方向、幅方向にそれぞれ、強度37, 35kg/mm2 、伸度18, 17%、弾性率1230, 1200kg/mm2 、シリカの平均凝集度は 2.5であった。
【0056】
【実施例3】
実施例1において、PPTAの溶解に用いたコロイド状シリカ分散硫酸を1μmカットのフッ素樹脂繊維により構成されたフィルターでろ過したこと、キャストする雰囲気を JISクラス2としたこと、凝固条件を−20℃の50%硫酸にし、平均凝固速度を約 0.8×10−5g/秒・μm・cm2 に変更したこと以外は同様にしてPPTAフィルムロールを製造した。
得られたPPTAフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 0.3個/1000m2 、90Vの検出用電圧で検出されたピンホールの数は 1.5個/1000m2 であった。検出用電圧を 360Vに変えてピンホールを検出したところ、 3.6個/1000m2 であった。フィルムの物性は長さ方向、幅方向にそれぞれ、強度42, 43kg/mm2 、伸度14, 12%、弾性率1510, 1510kg/mm2 、シリカの平均凝集度は 2.1であった。
【0057】
【実施例4】
実施例1〜3、比較例1および2の各フィルムロールを幅が 500mmのマイクログラビア方式の試験コータを用いて、磁性塗料を乾燥後厚みとして約2μmとなるように塗工した。用いた磁性塗料の組成は、
であった。
【0058】
塗工機に付属した約 150μm程度のピンホールまで検知できる透過光式ピンホールテスターにて塗工と同時にピンホールを検出記録し、また塗工後の塗工機の支持ロールの塗料汚れおよび塗布された基材フィルムの裏面を肉眼観察して、フィルムのピンホールからの塗料の抜け、裏廻り状態を検査した。
塗工時に検出されたピンホールは、実施例1のフィルムでは 1.5個/1000m2 、実施例2のフィルムでは 1.1個/1000m2 しか検出されず、実施例3のフィルムではピンホールは見出されなかったのに対し、比較例1のフィルムは 5.5/1000m2 個、比較例2のフィルムでは16.4個/1000m2 のピンホールが検出された。また、実施1〜3のフィルムでは塗工機の汚れも、基材フィルムの裏面の汚れもほぼ無視できる程度であったが、比較例のものはいずれも、塗工機のロールの汚れが著しく、ピンホールからの裏廻りのみならず、ロールの汚れがピンホール以外の場所に転写されていることが観察された。
【0059】
【実施例5】
チクソ粘性を示す塗料の重層塗工による磁気テープ製造のモデルとして、非磁性層の下塗りのみを実施した。
実施例4のコータをダイコータに変更し、下記の塗料をダイのマニホールド内を貫流して流しつつ、その一部をスリットからダイに押しつけられて走行するフィルムに塗工する方法に変更し、同様にして塗工試験を実施し、塗工後のピンホール、塗料の抜けを観察した。用いた非磁性塗料の組成は、
である。
【0060】
ピンホールは実施例1が 1.1個/1000m2 、実施例2が 1.5個/1000m2 、実施例3が0個/1000m2 、比較例1が 5.8個/1000m2 、比較例2が20個/1000m2 であり、塗工後のコータに裏面の支持ロールの汚れの数は実施例1が 6.9個/1000m2 、実施例2が13.1個/1000m2 、実施例3が 2.9個/1000m2 、比較例1および2は 100個以上/1000m2 であった。
【0061】
【参考例3】
フィルム幅が 508mm、厚みが16μmのポリパラフェニレンテレフタルアミド(PPTA)フィルム(商品名「アラミカ」、旭化成工業社製品)に、炭酸ガスレーザを用いて直径が30μmのピンホールを2mおきに10個作り、試験用フィルムとした。ピンホール検査システムは、通電検出式ピンホール検査機に 800Vの交流電圧を印加し、光学式異常部検査機はハロゲンランプ(日本ビー・アイ社製、リニアブライト PDL−S型)を光源とし、偏光子を互いに75度に設置して、画素数 5000bitの CCDカメラ(エクセル社製 TI5000F型)にて透過光を受光した。 CCDの画像情報を、1msecのインターバルで幅方向に走査し、アナログ信号をデジタル化し、フィルムの異常部を明暗として認識し、幅方向位置および測長器情報から得た長さ方向位置を記憶した。先の通電検出式ピンホール検査機で得たピンホールの長さ方向位置を参照して、ピンホールの幅および長さ両方向の位置を確定した。フィルムを10m/分の速度で送ったところ、すべてのピンホールがその位置情報と共に検出できた。なお、光学式異常部検査機で検出された異常部は、ピンホールより遙かに多く、45個が検出されていた。
【0062】
【実施例6】
参考例3のピンホール検査システムを設置して、通電検出式ピンホール検査機に 360Vの交流を印加し、実施例3を繰り返して、 550mm幅、6000mの長さのPPTAフィルムロールを製造した。ピンホールは合計10個(3.0個/1000m2)検出されており、その位置は表1の如くであった。また各位置を顕微鏡により観察して、ピンホールの大きさを確認した結果は表1の如くであり、十分小径のピンホールまで位置も正しく検出されていることが分かる。なお、各ピンホールの径は長径と短径の平均で表した。また、光学式異常部検査機では、異常部として36個が検出されているが、ピンホールであることが明確に識別できたものは全くなかった。
【0063】
【表1】
【0064】
【発明の効果】
本発明によるアラミドフィルムロールは、光学的方法では検出することができない微細なピンホールが検出されており、更に好ましい態様ではそのフィルム面における存在位置が決められ、特定されている、使い勝手のよい高品位薄手アラミドフィルムである。
かくして、本発明によるアラミドフィルムロールを基材フィルムとして用いるにおいて、従来問題となっていた約 200μm以上のピンホールそのものによる最終製品の性能上の問題や歩留まりを下げる問題だけではなく、微細なピンホールからの塗料の裏廻りや、それによる塗工機の汚れの発生がなく、汚れの転写による製品品質への影響が少ない。従って、高密度記録用磁気テープの基材フィルムとして用いられるにおいては、エラー率の低いものが収率良く提供できる。またマルチタイプ昇華型インクシートの基材フィルムとして用いるにおいては、印字品位の良いインクシートが提供できる。
本発明によるピンホール等の検出方法と装置はフィルムの欠点検査と製品管理が効率的で効果的に行えるので、アラミドフィルムを含め高価な高性能薄手フィルムの調製と提供を著しく効率的なものとすることができる。
【図面の簡単な説明】
【図1】本発明のピンホール検出方法を説明する概略図である。
【図2】本発明のピンホール検出方法におけるピンホール検出信号の処理を示すブロックフロー図である。
【符号の説明】
1 フィルム
2 第1の電極
3 第2の電極
4 光源
5 CCD カメラ
6 測長器
6a ロール
7a、7b 偏光子
8 情報処理装置
9a、9b ガイドロール
【0001】
【発明の属する技術分野】
本発明は、薄手のアラミドフィルムに関し、特に微小ピンホールの少ないアラミドフィルムにロールに係るものであり、フィルム表面における微小ピンホールの位置が特定されているアラミドフィルムロールに係るものである。
本発明は、前記アラミドフィルムロールの用途および製造方法と、微小ピンホール欠点を含むフィルムの検査方法およびそれに用いる好適な装置にも関係している。
【0002】
【従来の技術】
近年、その耐熱性と高い機械的性質とで注目されているアラミドフィルムは、薄手のフィルムであっても取扱上必要な剛性や耐熱性が満たされるため、感熱転写シートのベースフィルムや、高密度記録用磁気テープのベースフィルムとして活用されるに至っている。
フィルムには、異物の混入や樹脂のゲル化物の混入等、各種の欠点が存在することが避けられず、その一つとして穴あきがある。穴あきとしては数cm以上にも及ぶ大きなものから、ピンホールといわれる2〜3mm以下の穴がある。また穴あきではないが、樹脂溶液から製膜する場合にはボイドと呼ばれる気泡状の欠点やそれが陥没したり、一方の壁を失い凹みとなったものがある。
【0003】
電気絶縁材料として用いる場合においてはピンホールの存在は実質的に許されないが、融点が極めて高いかまたは融点が存在しない耐熱性樹脂においては、フィルム製造は溶液法で実施せざるを得ず、薄物においてはボイドやピンホールの発生を皆無とすることは殆ど不可能であり、その用途を一定量のピンホールの存在が許容される磁気テープや熱転写インクシート等の基材フィルムを中心に採用されている。
従来から、ピンホールを少なくするためにピンホールの原因となる樹脂溶液(以下、「ドープ」と称する。)に混在する異物を、例えば10μm以上をろ別できる焼結金属不織布等の高性能フィルターにてろ過することが実施されている(例えば特許文献1の実施例を参照。)。また、キャスティングベルトとしてその表面の傷やベルト材料の不純物による錆等の介在物の少ないベルトを用いることも提案されている(特許文献2)。
【0004】
ピンホールではないが、同様に磁気テープの品位を高めるために、基材フィルムの 200μ以上の径の凹みを少なくすることが特許文献3にて提案されており、ポリエステル等のフィルムを製造するにあたり、クラス1000(米連邦規準209D:JIS クラス6相当)以下のクリーンな雰囲気中にキャストすることが推奨されている。
ピンホールを初めとするフィルム上の欠点を検出する方法として、例えば特許文献4や特許文献5のように、フィルムの一部分を肉眼あるいは50倍の顕微鏡で観察する方法が行われており、顕微鏡によれば最も正確に小さな欠点までその種類や大きさまで特定できる反面、特許文献6指定のごとく10m2 を顕微鏡観察するのは現実的には実施困難である。このような方法では限られた範囲の抜き取り検査となるため、欠点の発生頻度が低くなると全体を代表する評価にはならない点で、実用上の価値は低くなる。
【0005】
一方、フィルムの製造工程又は加工工程で連続的にフィルム全面にわたり、ピンホールを初めとするフィルム上の欠点を検知することも行われている(例えば特許文献7。)が、光学的にピンホール等を CCDカメラ等で電気信号として計算処理して検知する方法では、自ずと検出可能なピンホールの大きさに限度がある。光学式ピンホール検出機の検出感度を高めるため、特許文献8では紫外線を用いることで 100μm程度までのピンホールを検出する試みがなされる等、数多くの提案があるが、一般に市販されている光学式ピンホール検出システムでは通常検出されるピンホールの大きさは約 200μm以上にとどまっている。また、透過光強度の差でピンホールを検出する方式であるため、特許文献9で課題とされている凹みまで検出してしまい、ピンホールとの区別ができないことも問題点である。また、特許文献10にはフィルムの両側面に、更に偏光子を特定の傾きで挿入配置して、ピンホール部分の明暗差を拡大する方法が提案されており、この方法を更に応用して、ピンホールや異物周辺でフィルムの構造歪みによる複屈折を偏光子により明暗として拡大して検知することで、微細なピンホールなどの欠点を検出することができるが、欠点の種類がピンホールかどうかが判別できない問題がある。
【0006】
フィルム中の異物量を少なくする前述の各方法によれば、従来の光学式のピンホール検出機で管理できるピンホールを10〜 100個/1000m2 程度にまで減少できる。しかし、フィルムを、例えば塗布型磁気テープの基材フィルムとして用いる場合は、これらの光学式ピンホール検出器で検出できない 200μm以下のピンホールであっても、大きなピンホールは磁気テープにもピンホールを形成してエラーの原因となるほか、磁気テープのピンホールにならない程度の微小なピンホールであっても、塗料がピンホールからフィルムの裏面に抜けて、塗工ラインの支持ロール等を汚染し、それが磁気テープのほかの部分に転写されて磁性層上の汚れとなり、磁気テープのエラー率が増加する等の問題がある。特に塗料をチクソ粘性にし、ダイコータを用いてより均一な塗膜を得んとするにおいて、数10μm以下の小さなピンホールからも塗料が裏に抜ける事故が発生することが問題となっている。
【0007】
【特許文献1】
特開平8−147664号公報
【特許文献2】
特開平9−1568号公報
【特許文献3】
特開平8−279139号公報
【特許文献4】
特開平8−279139号公報
【特許文献5】
特開平9−1568号公報
【特許文献6】
特開平9−1568号公報
【特許文献7】
特開昭62−138740号公報
【特許文献8】
特開平8−338814号公報
【特許文献9】
特開平8−279139号公報
【特許文献10】
特開平6−18445 号公報
【0008】
【発明が解決しようとする課題】
本発明の目的は、光学的に検出することができない微細なピンホールが検出され、そのフィルム面における存在位置が決められている高品位の薄手アラミドフィルムロールおよびこのロールに巻かれたアラミドフィルムを基材として用いる性能、品質の優れた磁気テープ、熱転写インクシート等の製品を提供することである。
本発明の他の目的は、溶液法で製造されるアラミドフィルムにおいて、光学的に検出できない微細なピンホールまでを検出、管理し、微細なピンホールを減少させ、またそのフィルム面における位置が決定され、特定されているアラミドフィルムロール及びその調製方法を提供することにある。
本発明の更なる目的は、アラミド等のフィルム面の従来の光学式ピンホール検査機では検出できなかった微小なピンホールを検出し、その位置情報を得る方法および検出装置を提供することにある。
【0009】
【課題を解決するための手段】
本発明者らは、アラミドフィルムの製造に当たり、ピンホールの発生についての注意深い観察から、単純にフィルムに混入する異物が製膜後に脱落してピンホールになるのではなく、フィルムの湿式脱溶剤の際に何らかのピンホール発生の起因物質として作用するものであることを突き止め、更にサイズの小さなピンホールまで検出して工程を管理し、品質を保証できる方法を検討し、本発明の目的を達成した。
即ち本発明は、電圧を印加してピンホールを検出する手段によりフィルムの実質的全面が検査されており、フィルムの両面に下式を満足する電圧を加え、電気が流れることにより検出されるピンホールが20個/1000m2 以下であることを特徴とする平均厚みが1〜9μmのアラミドフィルムロールである。
検出用電圧(V)=20×(μm単位で表したフィルムの平均厚み)
【0010】
以下、本発明の概念及び具体態様について、添付の図面を適宜参照しつつ、詳述する。
本発明のフィルムは、平均厚みが1〜9μm、更に好ましくは2〜6μmである。フィルムの平均厚みが9μmを超えるものではピンホールの発生が少ないことが多く、また平均厚みが1μmに満たないフィルムは基材フィルムとして用いるには不適当であるため、本発明の対象とはならない。
本発明のフィルムロールにおいては、フィルムの両面に検出用電圧として、20×(μm単位で表したフィルムの平均厚み)(V)を満足する電圧を印加してフィルムの厚みを実質的全面を検査し、ピンホール部分に電気が流れることにより検出(以下、「通電検出」と称する。)されるピンホールが20個/1000m2 以下、好ましくは10個/1000m2 以下、更に好ましくは5個/1000m2 以下である。この方法では 200μm未満のものを含めたピンホールが検出されており、本発明の目的を満足できる。
【0011】
通電検出方式は、検出用電圧を高めるとより小さなピンホールまで検出できるため、電気絶縁用途や隔膜用途分野で用いられる更に小さなピンホールの存在も許されないフィルムや、最近の高密度記録用磁気テープの製造で行われるチクソ粘性を有する磁性材料塗液を重層に塗工する方法では、ベースフィルムの数10μmのピンホールでも塗液の裏面への流れ出しが問題となるため、更に小口径のピンホールの検出と管理が望まれるフィルムにおいては、より高い検出用電圧を加えることによって検出したピンホールの数によってフィルムを特定することが好ましい。このような目的には、検出用電圧として80×(μm単位で表したフィルムの平均厚み)(V)を満足する電圧を加えることで数10μmまでのピンホールを検出し、それが30個/1000m2 以下、好ましくは20個/1000m2 以下、更に好ましくは10個/1000m2 以下であるフィルムが望ましい。
【0012】
フィルムにはピンホールではないが極めて薄い皮膜を残した凹みや気泡が存在することがある。これらの凹みや気泡が現実のフィルムの用途で絶縁破壊したり加工工程の摩擦力や張力により破壊して実質的にはピンホールと同じ問題が発生する。本発明の通電検出方式によるピンホール検査の場合は、これらの薄い皮膜の部分も絶縁破壊してピンホールとして検出されることもある。
フィルムのピンホールの検出は、フィルム製造工程で、またはフィルム製造後にスリット加工工程や塗工加工工程等で実施できる。ピンホールの検出は、製品とするフィルムの全幅について全長さ、即ち実質的に全面を連続して検査することが望ましい。しかし、上記のごとくフィルムの薄い皮膜部分が検出用電圧により絶縁破壊してピンホールとなることを好まない場合には、適当な間隔で製品フィルムロールの一部または同じロットの製品とするフィルムロールのフィルムの前後の部分を検査して1000m2 当たりに換算して全体を代表することも許されるが、検査すべき面積は少なくとも 500m2 以上、好ましくは1000m2 以上にわたり、更にピンホールが少ないフィルムロールにおいては製品全面にわたり、連続して検査することが望ましく、それ以下では本発明が対象とするピンホールが極めて少ないフィルムロールの検査としては信頼性が得られない。
【0013】
本発明を実施する上で、従来の光学式ピンホール検査機により検出できる 200μm以上のピンホールについてもその存在状態を確認することも行われてよい。その場合本発明のアラミドフィルムロールは、約 200μm以上のピンホールが2個/1000m2 以下、好ましくは1個/1000m2 以下、更に好ましくは 0.5個/1000m2 以下である。 200μm以上のピンホールが2個/1000m2 を超えるものでは、塗工工程での塗料の抜けによる裏汚れや塗工機の汚れの他に、最終製品の歩留まりを低下させるため好ましくない。なお、約 200μm以上のピンホールは、透過光または反射光によりピンホール部分の光量の差を CCDカメラ像として電気信号化し、画像処理する等の方法によりカウントする市販の欠点検査機により検出できる。ここでピンホールの大きさは、その最大径をもって表す。
【0014】
本発明を実施するに当たり、通電検出式ピンホール検出装置によりフィルムの長さ方向のピンホール位置を特定し、その間にフィルムが走行可能な空間を形成して相対向して配置された光源と撮像素子を有する受光部よりなる、フィルムのピンホールを含めた異常部を検出する光学式異常部検査機により、長さ方向および幅方向の異常部の位置を特定し、両情報を照合して、フィルムロールの長さ方向および幅方向のピンホールの位置情報を得ることにより、フィルムロールを加工して製品を製造する際に、ピンホール位置に関する情報を予め知ることができ、事前にその部分を製品から除外するなど、歩留まりを高める手段が講じられる利点があり、本発明の好ましい実施態様である。
通電検出式ピンホール検査機と光学式異常部検査機の組み合わせにより、フィルムロールのピンホールの位置情報を入手する方法は新規なものであるため、以下に図面を参照しつつ詳細に説明するが、本発明がこれに限定されるものではない。
【0015】
本発明のフィルムの微小ピンホール検査は、機台上に設置された、その間に検査対象フィルムが接触しつつ走行できるように相対向して配置された、対を形成する電極、前記電極に電圧を印加する手段、前記電極間で発生する電気の流れを検出する手段を含むフィルムの通電検出式ピンホール検査機;機台に設置され、その間に検査対象となるフィルムが走行可能な空間を形成して相対向して配置された、光源と撮像素子を有する受光カメラと、フィルムの異常部分の光学的な明暗を電気信号として識別する手段とからなるフィルムの光学的異常部検査機;走行フィルム長さ位置検知機;および、フィルムの長さ位置信号、電極間に発生した電気の流れの検知信号、光学的異常部検知信号のそれぞれが入力され、それらを照合し、信号処理してピンホールの位置を特定し、表示する手段とを組み合わせてなるフィルムの微小ピンホールの検査装置を用いて行われる。
【0016】
第1図により、フィルムの製造工程等で走行するフィルムに前記したフィルムの微小ピンホール検査装置を用いて、本発明のフィルムの微小ピンホールを検査する方法の実施態様を模式的に示す。第1図では、説明の便宜上、通電検出式ピンホール検査機等、関係装置の主要部のみについて示した。
第1図において、フィルム1は、ガイドロール9a,9b,9c,9d等の表面に沿って矢印の方向に走行し、例えば巻き取り装置に向けて引き取られている。フィルムの走行路には、Aで示す通電検出式ピンホール検査機、Bで示す光学式異常部検査機およびCで示す走行フィルム長さ位置検知機が設置され、それぞれから送られる信号からピンホールの位置を算出して表示する演算処理手段8と組み合わせてなる、フィルムの微小ピンホール検査装置が設置されている。
【0017】
第1図において、フィルム1はAで示す通電検出式ピンホール試験機の一対の電極2,3の間をそれぞれの電極に接触しつつ通過し、その間にフィルムに存在するピンホール部分で両電極間に印加された電圧により電流が流れることでピンホールが検出され、次いでBで示す光学式異常部検査機の光源4と電荷結合素子(CCD)等の撮像素子を有する受光部である CCDカメラ5の間の空間を通過して、フィルムに存在するピンホールを含めた光学的異常部を明暗として電気的に検出され、その後Cで表される走行フィルム長さ位置検知機により、走行するフィルムの長さ方向の位置情報が連続して検出され、前記ピンホールおよび異常部発生位置が特定される。
【0018】
第2図は本発明における微小なピンホール位置検出のための信号処理のブロックフローを示すもので、 CCDカメラ5から発生したビデオ信号31と、情報処理装置内の比較電圧発生器42から得た比較電圧43を比較し、更に検出範囲信号発生器44からの検査範囲を示す信号45と比較して異常信号を検出33し、走査開始信号発生器41からの走査開始信号47により幅方向の異常部位置判定34を行ない幅方向位置を記憶35する。一方、測長器6からは連続して測長パルス20が送られ、検査開始入力信号40によりフィルムの長さ方向位置をパルスの積算として取り込んでおり、前記幅方向異常信号の検出33と同時に異常部発生長積算読出50を行って、長さ方向の位置情報として記憶する。
Aで表わす通電検出式ピンホール検査機からは、ピンホール検知信号10が発信され、上記の異常部発生測長積算値読出の場合と同様に、ピンホール発生位置測長値読出11を行う。
このようにして読み出された両測長積算値を照合判定51することにより、合致した異常部をピンホールとして判定し、幅方向位置記憶35から異常部位置情報読出36を行ない、それをフィルム幅方向および長さ方向の位置情報として出力する。
【0019】
次いで、第1図を参照して、本発明の微小ピンホール検出装置各部の構成および検査方法を更に詳しく説明する。
フィルム1は、ガイドロール9aを経て、フィルムの幅よりも大きな幅を有する金属ロール型の第1の電極2に沿って、金属ロールと等速度で移動している。フィルムの幅よりも小さな幅を有する第2の電極3が第1の電極2との間をフィルムが走行できるように配置されており、第1の電極との間に電圧が印加されて通電検出式ピンホール検査機を形成している。フィルムにピンホールがあると両電極が接触したり、気体放電が生じるなどにより両電極間に電流が流れることでピンホールが検知され、情報処理装置8に入力される。
一方、走行しているフィルムの長さ位置検知機Cの測長器6によりフィルムの長さ方向の位置情報が連続して情報処理装置8に入力されており、ピンホール検知信号10をトリガーとして測長パルス積算21からピンホール発生測長積算値読出11を実施し、長さ方向のピンホール位置情報を得る。長さ方向のピンホールの位置情報がピンホール発生、測長積算、読出手段11に記憶される。
【0020】
ここで、第1の電極はフィルムの幅方向にフィルムと接触して設置されている。第1の電極としては、本例の如く回転自在のロール型であっても、固定型の面状または棒状ないしは線状のものや、導電性の繊維、例えば炭素繊維、アモルファス金属やステンレス鋼などの金属繊維、表面に金属メッキされた合成繊維など、を束ねたものであってもよく、フィルムの厚み、柔軟性、表面性などにより、適宜選ばれてよい。また回転自在のロール型においても、駆動のための動力に結合され主導的に回転するものであっても、積極的な駆動装置を持たずフィルムの走行に応じて従動するものであっても、その中間的な設計として、ロールが駆動軸とベアリングなどを介して間接的に接触しており、フィルムの走行に従うがフィルムに負荷を与えない構造のものであってもよく、フィルムの特性や用途に応じて適当に選択されてよい。第1の電極の幅は、第2の電極とほぼ等しいかそれよりも広い範囲に選ばれ、通常はフィルム幅よりも大きく設定されるが、必要に応じてフィルム幅よりも狭く設定されてもよい。
【0021】
第2の電極は、フィルムの幅方向にピンホールを測定したい範囲で且つフィルム幅からはみ出さない範囲の大きさで設置されている。第2の電極としては、導電性の繊維、例えば炭素繊維、アモルファス金属やステンレス鋼などの金属繊維、表面に金属メッキされた合成繊維など、を束ねた物や、板状、棒状などの金属成型物などが目的に応じて用いられる。
第1および、または第2の電極を幅方向に分割することも、大略の幅方向のピンホール位置を区分して検出する上で好ましい実施態様である。
両電極に印加される電圧は直流であっても交流であっても良い。
【0022】
次いで、フィルム1は、ガイドロール9bを経て光学式異常部検査機Bに導かれ、光源4と電荷結合素子(CCD)などの撮像素子を有する受光部である CCDカメラ5の間の空間を走行し、光学的にピンホールほかのフィルムの光学的異常部が検出される。フィルム幅方向に走査されている CCDカメラ5のビデオ信号のピンホールほかの異常部の光学的明暗を、情報処理装置8により数値化処理してフィルム幅方向の位置を算出し記憶する。同時に異常部検出信号33をトリガーとして測長パルス積算21から異常部発生測長積算値読出50を実施する。次いで、先に通電検出式ピンホール検査機と測長器6とから情報処理装置に記憶されたピンホール情報位置情報と照合して、光学式異常部検査機の異常部の中から長さ方向の位置が合致するもののみを抽出して、それをピンホールと判別し、その光学的異常部の位置情報を、フィルム幅方向、長さ方向のピンホール位置情報として出力される。
【0023】
異常部の検出を容易にするために第1図の如く偏光子7aおよび7bを設置し、それぞれの直線偏光の角度をフィルムの平均的配向度に合わせて調節して、バックグラウンドの光量を調節し、異常部近傍の歪みを明暗として検出し易くすることも行われてよく、本発明の好ましい実施態様である。
本発明を実施する上で、光源の質や種類は特に制限されるものではなく、従来から用いられる白熱電球、蛍光灯、水銀灯、ハロゲンランプ、レーザ光、紫外線燈などから適宜選ばれてよい。これらの光源からの光を均一化したり、集光したりするためにレンズと組み合わせることも好ましい実施態様である。
【0024】
撮像素子の画素は列状に配置されても面状に配列されてもよい。通常フィルムのピンホールを検出するに当たってはフィルムを連続的に走行させながら実施する場合が多い。従ってフィルムの走行方向に対して実質的に切れ目なく検査を行うことが要求とされる。そのために撮像素子の画素は列状に配置され、それがフィルムの幅方向に配列されていることが好ましい。勿論検出のために幅方向に走査する速度とフィルムの走行速度により検出の解像度が異なるが、必要に応じて複数の撮像素子をフィルムの幅方向に並べることにより、解像度を高めたり、広い視野の検出をしたり、二重検査したりすることも可能である。
【0025】
光学式異常部検査機で検出される異常部とは、ピンホール以外にフィルムに混入する無機物、異種のポリマー、ポリマーの分解物などの異物、更にフィルム製造工程で付着するゴミ、製造工程で発生する傷付きなどが挙げられる。これらの異常部は光学式検出装置の分解能や感度を高めれば高めるほど、各種の異常を検出してしまい、ピンホールとの識別が困難になる。しかし、本発明は微小なピンホールまで高感度で検出する通電検出式ピンホール検査機を用い、フィルムの長さ方向の位置情報と共にピンホール情報が入手できるため、それを参照することにより、光学式異常部検出装置の検出異常部からピンホールのみを識別して、その長さ方向および軸方向の位置を特定できる。
【0026】
フィルム長さ位置検知機Cの長さ位置検知方式は、特に制限されるものではない。第1図の例ではフィルムのガイドロール9d上でフィルム面にロール式測長器6のロール6aを接触させて測定している。別法として、他のガイドロール上で測定されることも許される。測長器6についても、上記以外に、ガイドロール自体の回転数を測定してフィルムの送り量に換算する方法など、任意の測長方式が採用されて良い。
本発明を実施する上で、上記の例とは逆に通電検出式ピンホール検査機の前に光学式異常部検査機を設置することも同様の効果を与え、任意に実施されてよい。また、これらの検出機と共に静電気除去装置、吸塵装置、クリーンエアユニット、速度計などの装置(いずれも図示せず)を併設することも可能である。
【0027】
上記の通電検出式ピンホール検査機と光学式異常部検査機を組み合わせて、フィルムのピンホールを微細なものまで位置情報と共に検出する方法およびシステムは、アラミドフィルム以外のフィルムにおいても有効であり、また厚みに関しても特に制限されるものではない。
また本発明を実施する上で、得られたピンホール位置情報に従い、フィルムにそれを示すマークを付与することも好ましい実施態様である。マークはフィルム面のピンホール位置またはその周辺に付与されても、フィルムの耳部分に長さ方向の位置のみが付与されても、何れもが用途に応じて選ばれて良い。マークを付与する方法は特に制限されるものではなく、染料、顔料等を塗布または吹き付ける方法、粘着テープなどを貼付する方法などが例示される。
【0028】
本発明のアラミドフィルムは、磁気テープ用のベースフィルムなどに用いる上で、フィルムの幅、長さいずれの方向においても強度が25kg/mm2 以上、弾性率が 800kg/mm2 以上であることが、フィルム加工に際する取扱い上、また得られた磁気テープの出力特性上の点で望ましく、このような性能を実現する上で、アラミドとしては、ポリマーを構成する芳香族基がパラ位で結合したパラ配向的アラミドが好ましい。これらの特性は、幅方向および長さ方向でほぼ等しい、いわゆるバランスタイプであっても、いずれかが他の方向の 1.1〜1.6 倍程度高い、いわゆるテンシライズタイプであってもよい。
本発明のフィルムロールとは、製造されたフィルムを巻芯上に巻き取ったものまたは一旦巻き取ったフィルムを顧客の指定する幅および長さにスリットして巻き直したフィルムのロールをいう。
【0029】
磁気テープ用のベースフィルムとして用いる場合には、フィルムの片面に磁性層が形成される。
磁気テープの磁性層形成法としては、酸化鉄、酸化クロム、バリウムフェライト、金属鉄、鉄−コバルト合金ほかの強磁性粉を各種バインダーに分散した磁性材料塗料を、グラビアコータ、マイクログラビアコータ、ダイコータ等によりフィルムに塗工する方法、上記強磁性金属を、蒸着法、スパッタリング法、イオンプレーティング法等の気相析出法により金属薄膜としてフィルムに積層する方法等がある。塗工法においては、チクソ粘性を持った非磁性層塗料の上に磁性層塗料を同時に重ねて塗工する重層塗工法も、磁性層の厚みを薄くできるため高周波出力を高められ、好ましく行われてよい。
【0030】
磁性層を形成した後、磁性層を形成した裏面に走行性を向上させる等の理由で、公知の組成のバックコート層の公知の方法で形成することも好ましい。
このようにして磁性層が形成されたフィルムを所定の幅にスリットし、必要であればカセットに収納し、磁気テープとして使用する。
本発明の磁気テープの用途は特に制限されるものではないが、好ましいエラー特性から、高密度記録化が進んでいる放送業務用、デジタルビデオ用、データストレージ用等に好ましく用いられる。
【0031】
本発明のアラミドとは、次の構成単位からなる群より選択された単位から実質的に構成されるものである。
−NH−Ar1−NH− (1)
−CO−Ar2−CO− (2)
−NH−Ar3−CO− (3)
ここでAr1 , Ar2 、およびAr3 は各々少なくとも1個の芳香環を含んだ2価の基であり、(1)と(2)はポリマー中に存在する場合は実質的に等モルである。このような2価の芳香族基の代表例と
しては下記する例が挙げられる。
【0032】
【化1】
ここで、Xは−O−,−CH2 −, −SO2 −,−S−,−CO−の中から選ばれる基である。また、これらの芳香環の水素原子の一部が、ハロゲン基、ニトロ基、スルホン基、アルキル基、アルコキシ基等で置換されていてもよい。
【0033】
Ar1 , Ar2 およびAr3 はいずれも2種以上であってもよく、また相互に同じであっても異なっていてもよい。
本発明において、良好な機械的性能を実現するために、Ar1 , Ar2 、およびAr3 は各々、パラ配向型の基であることが好ましい。
ここで、パラ配向型とは、芳香環における主鎖の結合芳香がパラ位に位置しているか、または2つ以上の芳香環からなる残基において両端の主鎖の結合方向が同軸または平行であることを意味する。
【0034】
本発明で用いられるアラミドは、これまでに知られた方法により、各々の単位に対応するジアミン、ジカルボン酸、アミノカルボン酸より製造することができる。具体的には、カルボン酸基をまず酸ハライド、酸イミダゾライド、エステル等に誘導した後にアミノ基と反応させる方法が用いられ、重合の形式もいわゆる低温溶液重合法、界面重合法、溶融重合法、固相重合法等を用いることができる。
本発明に用いるアラミドには、上記した以外の構成単位が約10モル%以下共重合されたり、他のポリマーがブレンドされたりしていてもよい。本発明に用いられるアラミドとして最も代表的なものは、ポリp−フェニレンテレフタルアミド(PPTA)であり、同等のものとしてはPPTAに塩素基等の置換基を導入した置換PPTAや、置換PPTAに若干の共重合成分が導入されたものがある。
【0035】
本発明のフィルムには、フィルム同志の滑り性を良くしたり、ブロッキング現象を防ぐために、微粒子(以下、「滑材」と称する。)を混在させることも許される。滑材としては、有機化合物、無機化合物があるが、通常は例えばSiO2, TiO2, ZnO, Al2O3, CaSO4, BaSO4, CaCO3 、カーボンブラック、ゼオライト、その他金属粉末等の無機化合物が用いられる。粒子径は10〜200nm 、添加量は0.01〜2重量%に選ばれることが多い。滑材の過大な凝集物は本発明の目的からは避けられるべきであり、滑材の平均凝集度が1〜100 、好ましくは1〜20、さらに好ましくは1〜10であれば本発明の目的が達成できる。
本発明のフィルムには、染料や顔料等の着色剤や、難燃剤、帯電防止剤、酸化防止剤、その他の改質剤や、他のポリマーについても、それが本発明の目的に反しない限り含まれていてもよい。
【0036】
本発明のフィルムは、特に高密度記録用磁気テープや昇華型熱転写インクシート等の基材フィルムとして用いられて、良好な製品を提供できるが、特に用途が限定されるわけではない。
本発明のフィルムは、例えばPPTAの硫酸ドープや有機溶剤可溶のアラミドの有機溶剤ドープから湿式製膜される時には、ドープを従来法によりろ過した後ダイから JISクラス6以下のクリーン度の雰囲気中にキャストし、必要あれば液晶ドープの等方化処理等を施した後、平均脱溶剤速度が3×10−5g/秒・μm・cm2 以下の条件下にて湿式処理して、凝固することにより製膜することができる。
【0037】
また、塩化カルシウム等の無機塩を溶解助剤として添加した有機溶剤を用いたアラミドドープを乾湿式法にて製膜する場合においては、同様にろ過されたドープを JISクラス6以下のクリーン度の雰囲気中にキャストし、同様のクリーン度の加熱気体にて溶解助剤の無機塩が析出しない程度に有機溶剤の一部を乾燥、除去した後、平均脱溶剤速度が3×10−5g/秒・μm・cm2 以下の条件下で、残された有機溶剤の30%以上が除去されるまで湿式処理することにより製膜できる。ここで有機溶剤を乾燥するに当たり、過大な乾燥は溶解助剤の無機塩が析出し、ピンホールとなったり、次の湿式処理に際してピンホールの発生を助長するため好ましくない。
【0038】
キャストする雰囲気はダイおよびキャスティングドラムまたはベルトを含む周辺全域を指し、 JISクラス6以下、好ましくは JISクラス5以下、更に好ましくは JISクラス4以下のクリーン度に管理される。キャスト時の雰囲気からの異物の混入は単にフィルムが汚染されるだけではなく、湿式脱溶剤時に異物を核とするボイドやピンホールの形成につながる。ここで、雰囲気のクリーン度の定義はJIS B9920−88の規定によるものであり、米連邦規準209Dクラス1、10、100 、 1000 、および 10000は、それぞれ JISクラス3、4、5、6、および7に相当する。
また、平均脱溶剤速度は、湿式処理によりフィルムから除去された溶剤量(溶解助剤の無機塩は除く。)を湿式処理時間および厚みで除して、単位時間および単位厚みに対する値として表わす。但し、厚みは脱溶剤後の膨潤フィルムの平均厚みとし、ベルト上で片面から脱溶剤されるときは全厚み、両面から脱溶剤されるときは厚みの半分に対する値とする。
【0039】
本発明を実施する上で、湿式法で脱溶剤される際の平均脱溶剤速度が3×105 g/秒・μm・cm2 以下、更に好ましくは 1.5×10−5g/秒・μm・cm2 以下であることが肝要であり、脱溶剤速度が大きすぎる場合は湿式凝固特有のボイドの発生によりピンホールが形成されやすくなるため、避けるべきである。
本発明を実施する上で、ドープに滑材を分散することも行われてよいが、過大な滑材凝集物の存在はピンホールの原因となりうるので、滑材の分散には十分留意すべきである。滑材の平均凝集度が1〜100 、好ましくは1〜20、さらに好ましくは1〜10の範囲であれば本発明の目的は達成できる。このようにして得られるアラミドフィルムの表面粗さは、面平均粗さ(SRa)として1nm〜10nmである。
【0040】
ドープに滑材を分散するに際しては、ドープに滑材のみを直接添加するのは、十分な分散状態が達成できず、避けられるべきである。滑材は、上記樹脂の重合に用いる溶剤に予め分散するか、樹脂を再溶解する場合においては、溶解に用いる溶剤に予め分散するか、または、溶剤の一部を取り出して滑材を分散させた後ドープに添加し混合する等の方法により、ドープに分散する。
滑材を分散する方法としては、各種のホモジナイザを用いてよく、特に超音波ホモジナイザは分散力が優れていて推奨される。滑材の分散状態を改良する方法として、コロイド状に滑材を単分散したものが市販されており、それを希釈して用いることは平均凝集度が10以下の分散状態を実現する上で好ましいが、用いる溶剤や希釈条件によっては滑材の凝集が生じやすく、所期の効果が得られにくいことがあるため、注意すべきである。特に無機塩を溶解助剤として溶解したアミド系溶剤や、濃硫酸を溶剤とする場合には、コロイド状の滑材の凝集が起こりやすいため、コロイド状分散液を一旦分散液と同じ溶剤で希釈した後十分なかき撹拌下に樹脂を溶解する溶剤に混合する等の配慮が大切である。
【0041】
溶剤中に滑材を分散した滑材分散液は、重合や樹脂の溶解等に用いるに先立って、未分散または凝集した滑材を、例えば5μm以上の粒子を98重量%以上ろ別できるフィルターにて、ろ過することが肝要である。また、一旦微分散した滑材も、経時的に凝集することが多く、分散後速やかに用いることが好ましい。ここで用いられるフィルターの形式としては特に限定するものではなく、各種の金属または炭素粒子を焼結したもの、金属繊維の織布または不織布を焼結したもの、微細孔が設けられたプラスティックフィルム、等が例示される。
本発明を実施する上で、ドープは従来実施されていた場合と同様に、例えば金属繊維の織布や不織布を焼結した10μm以上、さらに好ましくは5μm以上の異物をろ別できる高性能フィルターにより、異物を除去することが好ましい。
【0042】
本発明のフィルムを製造する上で、ダイからキャストされたドープへ異物が付着することは極力避けられるべきであり、キャスト雰囲気はクリーン度がクラス6以下、好ましくはクラス5以下、更に好ましくはクラス4以下に管理するべきである。ドープが等方化処理や溶剤蒸発等の処理を受け、雰囲気中の異物がドープ内に侵入することがない状態に達するまでは上記のクリーン度を保つことが好ましい。
ドープをベルトに一旦キャストした後に乾湿式または湿式法により固化する方法の場合は、フィルムを除去したベルトは、溶剤や溶解助剤、フィルム屑等を、異物を十分除去したクリーン水等で洗浄して清浄状態とした後、キャストに用いる等の配慮が払われるべきである。
【0043】
この様に製膜されたフィルムは、次いで仕上げ工程に送られる。仕上げ工程では、必要あれば重合時に副生する酸や溶解に用いた酸を中和処理した後、溶剤や無機塩等の溶解助剤を除去するために水または温水、更に必要あれば有機溶剤により洗浄される。
洗浄したフィルムは乾燥するが、望むならば乾燥に先立って延伸することもできる。即ち、乾燥前の湿潤フィルムを1方向または2方向に1.01〜 1.4倍程度延伸することにより機械的性質を向上させることができる。
フィルムの乾燥は、通常、緊張下、定長下または僅かに延伸しつつ、行うのが好ましい。このような乾燥を行う方法としては、例えばテンター乾燥機やフィルムの両耳を固定できるドラム乾燥機で乾燥する等の方法がある。乾燥温度は、通常、 100℃〜 300℃の範囲に選ばれる。
【0044】
乾燥フィルムは、必要あれば 300℃以上、 500℃以下の熱処理を受けた後、巻き取り工程にて巻芯上に巻き取られてフィルムロールを形成する。ここで熱処理は、緊張下、定長下または弛緩状態で行うことができ、これらの組み合わせで2段階以上で行うこともできる。
本発明のフィルムを製造する上で、上記の各工程は可能な限り清浄な雰囲気下、例えばクラス7以下のクリーン度に管理された室内等で実施することが好ましい。
本発明のフィルムを製造する上で、フィルムにコロナ処理や常圧プラズマ処理、表面改質コーティング処理、帯電除去処理等を施すことも、本発明の効果を損なわない限り行われてよい。
【0045】
本発明フィルムのピンホール検出のため、上記の仕上げ工程中の適当な工程または巻取り工程に先立って約 200μm以上のピンホールが検出できる光学式検査機および、またはフィルム両面に電圧を加えてピンホール部を通電検出する検査機を設置し、製造と同時にピンホールを検出することも許される。勿論、一旦フィルムを巻き取った後、再度巻返す等してピンホールを検出することも可能である。これらに用いられる検査機は、自ら組み立てることも可能であるが、市販のものから適当に選択して用いることも可能である。
本発明を実施する上で、通電検出式ピンホール検査機の検出用電圧としては、下式において、Kが20〜80の範囲であるべきであり、Kがそれ以下では従来の光学式ピンホール検査機で検出できる程度の大きなピンホールしか検出できず、本発明の目的を達成できない。また、Kが80よりも大きすぎる場合には、ピンホール以外のフィルムが部分的に絶縁破壊することがあり、好ましくない。
検出用電圧(V)=K×(μm単位で表わしたフィルムの平均厚み)
【0046】
【発明の実施の形態】
以下に実施例等により発明を更に詳細に説明し、本発明の効果を示すが、本発明はこれにより何ら限定されるものではない。また、例中の百分率等は特に示さない限り重量ベースのものである。また雰囲気のクリーン度はすべて JIS規格(B9920−88)によるものである。なお、実施例におけるフィルム特性値は以下の測定法によるものである。
【0047】
フィルム特性の測定法:
(1)フィルムの厚み、強度、伸度、弾性率の測定法
フィルムの厚みは、デジタル電子マイクロメータ(アンリツ株式会社製K351C 型)により直径2mmの測定子を用いて無作為に10点を測定しその平均値で表す。 強度、伸度、弾性率は、島津製作所製の定速伸長型強伸度測定機オートグラフAGS−100G型を用い、測定長 100mm、引っ張り速度50mm/分で測定したものである。
(2)微粒子の平均凝集度測定法
フィルムから常法により厚み約 100nmの薄片試料を切出し、JEOL社製JEM200FX型透過型顕微鏡により、 50000倍で観察し、必要あれば複数の視野から微粒子凝集物(単独で存在するものも含む)の50個以上につき、各単独または凝集して分散している各々について、それらを構成している微粒子の数を数え、その平均値で表す。
【0048】
【実施例1】
水中に平均粒径約80nmの球状シリカを40%含有するコロイド状シリカ分散液を、蒸留水にて5%の濃度に希釈した後、 101%硫酸に撹拌しつつ添加し、3μmカットのステンレス鋼の焼結不織布製のフィルターでろ過し、シリカ濃度が 0.035%の濃硫酸とした。得られたシリカ分散濃硫酸を用いてPPTAをポリマー濃度が12%になるように溶解し、PPTAのドープを調整した。ドープは撹拌時に光を乱反射し、また、光学顕微鏡下の観察で、偏光顕微鏡のクロスニコルの暗視野を明視野にする光学的異方性を示す等、液晶状態にあることが分かった。
このPPTAドープを5μmカットのステンレス鋼の焼結不織布製のフィルターでろ過した後、ダイからクラス4の雰囲気下で鏡面に研磨されたタンタル製のエンドレスベルト上にドラフト率が 1.2となるようにキャストした。次いで、ベルト上で露点が12℃のクラス4以下の空気を80℃に加熱して吹き付けて、ドープを液晶相から等方相に相転換した後、−10℃の45%硫酸中にて凝固させて膨潤フィルムを形成した。この際の脱溶剤速度は約 1.1×10−5g/秒・μm・cm2 であった。
【0049】
次いでこの膨潤フィルムを中和、水洗し、縦方向に 1.1倍に延伸した後、フィルムの両耳をクリップで把持して横方向に 1.1倍の延伸を施し、耳を把持したままで定長状態を保ちつつ熱風乾燥および 430℃での熱処理を実施した。次いでクリップで把持した部分をスリット、除去して幅を 550mmとした。
次いで、フィルムの片側から光源として40Wの蛍光灯により照射し、対向して画素数5000の CCDカメラ(エクセル社製 TI5000F型)でフィルムの透過像を取り込み、フィルム全幅にわたって走査して透過光強度の変化からピンホールを検出する光学式ピンホール検査機、次いで、炭素繊維が植え付けられ、その先端がフィルム面に接触しているブラシ式電極がフィルムのほぼ全幅にわたりフィルム上面に設置されており、対向してフィルム下面に接触してフィルムと同じ線速度で回転する金属ロール式電極が設置されている通電検出式ピンホール検出機(春日電機社製 PFVI−1AVR型機)により連続的に走行させつつピンホール検査した後、6000mを巻き取り、アラミドフィルムロールを製造した。
【0050】
得られたPPTAフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 1.5個/1000m2 、90Vの検出用電圧で電気が流れて検出されたピンホールの数は 3.6個/1000m2 であった。検出用電圧を 360Vに変えてピンホールを検出したところ、 8.5個/1000m2 であった。フィルムの物性は長さ方向、幅方向にそれぞれ、強度42, 43kg/mm2 、伸度14, 12%、弾性率1510, 1510kg/mm2 、シリカの平均凝集度は 2.4であった。
【0051】
【比較例1】
実施例1において、キャストされ等方相化されたドープを脱溶剤速度が 4.7×10−5g/秒・μm・cm2 である10℃, 20%硫酸中で凝固させたほかは同様にしてPPTAフィルムを製造し、巻き取った。
得られたPPTAフィルムは 4.5μmの厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 6.1個/1000m2 、90Vで検出されたピンホールの数は 126個/1000m2 であり、 360Vで検出されたピンホールは 230個/1000m2 であった。フィルムの物性は実施例1と同様で、シリカの平均凝集度も同じであった。
【0052】
【比較例2】
実施例1において、ドープをクラス7の雰囲気中にキャストしたほかは同様にしてPPTAフィルムを製造し、ロール状に巻き取った。
得られたPPTAフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として21.3個/1000m2 、90Vで検出されたピンホールの数は 106個/1000m2 であり、 360Vで検出されたピンホールは、 209個/1000m2 であった。フィルムの物性は実施例1と同様で、シリカの平均凝集度も同じであった。
【0053】
【参考例1】
実施例1で得られたPPTAフィルムに、エキシマレーザにより30μm、80μm、 150μmのピンホールをそれぞれ1mおきに50個ずつ形成し、フィルムを実施例1の光学式および通電検出式ピンホール検査機を返して、ピンホール検出状況を確認した。
光学式ピンホール検査機では全てのピンホールが検出できなかったが、通電検出式ピンホール検査機は、90Vの検出用電圧では、 150μmはその60%、80μmは32%、30μmは0%が検出された。検出用電圧を 360Vにすると、 150μm、80μmともに 100%検出でき、30μmも60%が検出できた。
【0054】
【参考例2】
実施例1で検出された各ピンホールにつき顕微鏡観察したところ、その1個はフィルム粉の飛散やピンホールの形態から、薄い皮膜が残された凹み部分が放電により破壊されたピンホールであることが分かった。このような凹み部分はフィルムを実用に供した場合にも、絶縁破壊したり、ピンホール化して問題となることが予想される物である。
【0055】
【実施例2】
実施例1のアラミドをPPTAからポリ、2−クロロ、p−フェニレンテレフタルアミド(Cl−PPTA)に変え、ポリマー濃度を13%に変更したほかは同様にしてドープを調製し、同様にダイからキャストして等方化処理し、平均脱溶剤速度が 1.3×10−5g/秒・μm・cm2 である−5℃の50%硫酸中で脱溶剤処理し、後は実施例1と同様にして Cl−PPTAフィルムを製造した。
得られたフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 1.8個/1000m2 、90Vの検出用電圧で検出されたピンホールの数は 7.0個/1000m2 、 360Vの検出用電圧で検出されたものは15.5個/1000m2 であった。フィルムの物性は長さ方向、幅方向にそれぞれ、強度37, 35kg/mm2 、伸度18, 17%、弾性率1230, 1200kg/mm2 、シリカの平均凝集度は 2.5であった。
【0056】
【実施例3】
実施例1において、PPTAの溶解に用いたコロイド状シリカ分散硫酸を1μmカットのフッ素樹脂繊維により構成されたフィルターでろ過したこと、キャストする雰囲気を JISクラス2としたこと、凝固条件を−20℃の50%硫酸にし、平均凝固速度を約 0.8×10−5g/秒・μm・cm2 に変更したこと以外は同様にしてPPTAフィルムロールを製造した。
得られたPPTAフィルムは 4.5μmの平均厚みであり、光学式ピンホール検査機で検出された 200μm以上のピンホールの数は採取された全フィルムの平均として 0.3個/1000m2 、90Vの検出用電圧で検出されたピンホールの数は 1.5個/1000m2 であった。検出用電圧を 360Vに変えてピンホールを検出したところ、 3.6個/1000m2 であった。フィルムの物性は長さ方向、幅方向にそれぞれ、強度42, 43kg/mm2 、伸度14, 12%、弾性率1510, 1510kg/mm2 、シリカの平均凝集度は 2.1であった。
【0057】
【実施例4】
実施例1〜3、比較例1および2の各フィルムロールを幅が 500mmのマイクログラビア方式の試験コータを用いて、磁性塗料を乾燥後厚みとして約2μmとなるように塗工した。用いた磁性塗料の組成は、
であった。
【0058】
塗工機に付属した約 150μm程度のピンホールまで検知できる透過光式ピンホールテスターにて塗工と同時にピンホールを検出記録し、また塗工後の塗工機の支持ロールの塗料汚れおよび塗布された基材フィルムの裏面を肉眼観察して、フィルムのピンホールからの塗料の抜け、裏廻り状態を検査した。
塗工時に検出されたピンホールは、実施例1のフィルムでは 1.5個/1000m2 、実施例2のフィルムでは 1.1個/1000m2 しか検出されず、実施例3のフィルムではピンホールは見出されなかったのに対し、比較例1のフィルムは 5.5/1000m2 個、比較例2のフィルムでは16.4個/1000m2 のピンホールが検出された。また、実施1〜3のフィルムでは塗工機の汚れも、基材フィルムの裏面の汚れもほぼ無視できる程度であったが、比較例のものはいずれも、塗工機のロールの汚れが著しく、ピンホールからの裏廻りのみならず、ロールの汚れがピンホール以外の場所に転写されていることが観察された。
【0059】
【実施例5】
チクソ粘性を示す塗料の重層塗工による磁気テープ製造のモデルとして、非磁性層の下塗りのみを実施した。
実施例4のコータをダイコータに変更し、下記の塗料をダイのマニホールド内を貫流して流しつつ、その一部をスリットからダイに押しつけられて走行するフィルムに塗工する方法に変更し、同様にして塗工試験を実施し、塗工後のピンホール、塗料の抜けを観察した。用いた非磁性塗料の組成は、
である。
【0060】
ピンホールは実施例1が 1.1個/1000m2 、実施例2が 1.5個/1000m2 、実施例3が0個/1000m2 、比較例1が 5.8個/1000m2 、比較例2が20個/1000m2 であり、塗工後のコータに裏面の支持ロールの汚れの数は実施例1が 6.9個/1000m2 、実施例2が13.1個/1000m2 、実施例3が 2.9個/1000m2 、比較例1および2は 100個以上/1000m2 であった。
【0061】
【参考例3】
フィルム幅が 508mm、厚みが16μmのポリパラフェニレンテレフタルアミド(PPTA)フィルム(商品名「アラミカ」、旭化成工業社製品)に、炭酸ガスレーザを用いて直径が30μmのピンホールを2mおきに10個作り、試験用フィルムとした。ピンホール検査システムは、通電検出式ピンホール検査機に 800Vの交流電圧を印加し、光学式異常部検査機はハロゲンランプ(日本ビー・アイ社製、リニアブライト PDL−S型)を光源とし、偏光子を互いに75度に設置して、画素数 5000bitの CCDカメラ(エクセル社製 TI5000F型)にて透過光を受光した。 CCDの画像情報を、1msecのインターバルで幅方向に走査し、アナログ信号をデジタル化し、フィルムの異常部を明暗として認識し、幅方向位置および測長器情報から得た長さ方向位置を記憶した。先の通電検出式ピンホール検査機で得たピンホールの長さ方向位置を参照して、ピンホールの幅および長さ両方向の位置を確定した。フィルムを10m/分の速度で送ったところ、すべてのピンホールがその位置情報と共に検出できた。なお、光学式異常部検査機で検出された異常部は、ピンホールより遙かに多く、45個が検出されていた。
【0062】
【実施例6】
参考例3のピンホール検査システムを設置して、通電検出式ピンホール検査機に 360Vの交流を印加し、実施例3を繰り返して、 550mm幅、6000mの長さのPPTAフィルムロールを製造した。ピンホールは合計10個(3.0個/1000m2)検出されており、その位置は表1の如くであった。また各位置を顕微鏡により観察して、ピンホールの大きさを確認した結果は表1の如くであり、十分小径のピンホールまで位置も正しく検出されていることが分かる。なお、各ピンホールの径は長径と短径の平均で表した。また、光学式異常部検査機では、異常部として36個が検出されているが、ピンホールであることが明確に識別できたものは全くなかった。
【0063】
【表1】
【0064】
【発明の効果】
本発明によるアラミドフィルムロールは、光学的方法では検出することができない微細なピンホールが検出されており、更に好ましい態様ではそのフィルム面における存在位置が決められ、特定されている、使い勝手のよい高品位薄手アラミドフィルムである。
かくして、本発明によるアラミドフィルムロールを基材フィルムとして用いるにおいて、従来問題となっていた約 200μm以上のピンホールそのものによる最終製品の性能上の問題や歩留まりを下げる問題だけではなく、微細なピンホールからの塗料の裏廻りや、それによる塗工機の汚れの発生がなく、汚れの転写による製品品質への影響が少ない。従って、高密度記録用磁気テープの基材フィルムとして用いられるにおいては、エラー率の低いものが収率良く提供できる。またマルチタイプ昇華型インクシートの基材フィルムとして用いるにおいては、印字品位の良いインクシートが提供できる。
本発明によるピンホール等の検出方法と装置はフィルムの欠点検査と製品管理が効率的で効果的に行えるので、アラミドフィルムを含め高価な高性能薄手フィルムの調製と提供を著しく効率的なものとすることができる。
【図面の簡単な説明】
【図1】本発明のピンホール検出方法を説明する概略図である。
【図2】本発明のピンホール検出方法におけるピンホール検出信号の処理を示すブロックフロー図である。
【符号の説明】
1 フィルム
2 第1の電極
3 第2の電極
4 光源
5 CCD カメラ
6 測長器
6a ロール
7a、7b 偏光子
8 情報処理装置
9a、9b ガイドロール
【特許請求の範囲】
【請求項1】
フィルムを挟んでその両面に配置された電極間に検出用電圧が印加され、電気が流れることによりフィルムのピンホールを検出する装置によりフィルムの長さ方向のピンホール位置を特定し、フィルムを挟んで相対向して配置された光源と撮像素子を有する受光部よりなる、光学式に異常部を検出する装置によりフィルムの異常部の長さ方向および幅方向の位置を特定し、それらの二つの位置情報を照合することによって得られたフィルムの長さ方向および幅方向のピンホールの位置情報が組み合せられていることを特徴とするアラミドフィルムロール。
【請求項2】
アラミド樹脂の溶液をダイからキャストするフィルムの製膜工程、フィルムの仕上げ工程およびフィルムの巻取り工程を有するアラミドフィルムロールの製造方法において、仕上げ工程中または巻取り工程に先立って、約 200μm以上のピンホールを検出できる光学式ピンホール検査機と、フィルムの両面に配置された電極間に印加された電圧の下で電気が流れることにより、 200μm未満のピンホールまで検出する通電検出式ピンホール検査機により、少なくとも 500m2 以上連続してフィルム中のピンホールを検査する工程を有することを特徴とするアラミドフィルムロールの製造法。
【請求項3】
フィルム中のピンホールの検出工程において、通電検出式ピンホール検査機の電極に、下式を満足する電圧を印加することを特徴とする請求項2記載のアラミドフィルムロールの製造法。
検出用電圧(V)=K×(μm単位で表したフィルムの平均厚み)
K=20〜80
【請求項4】
フィルム中のピンホールの検査工程において、通電検出式ピンホール検査機によりフィルムの長さ方向のピンホール位置を特定し、フィルムを挟んで設置された光源と撮像素子を有する受光部よりなる光学式の異常部検出装置によりフィルムの異常部の長さ方向および幅方向の位置を特定し、それらの二つの位置に関する情報を照合して、フィルムの長さ方向および幅方向のピンホールの位置情報を得ることを特徴とする請求項2または3記載のアラミドフィルムロールの製造法。
【請求項5】
フィルムの製膜工程において、アラミド樹脂の溶液をダイから JISクラス6以下のクリーン度の雰囲気中へキャストし、脱溶剤速度が3×10-5g/秒・μm・cm2 以下で湿式処理してフィルムを凝固させることを特徴とする請求項2〜4のいずれかに記載のアラミドフィルムロールの製造法。
【請求項6】
フィルムの製膜工程において、アラミド樹脂の溶液が有機溶剤および無機塩を溶剤とするものであり、湿式処理に先立って無機塩が析出しない範囲で有機溶剤の一部を乾燥除去することを特徴とする請求項2〜5のいずれかに記載のアラミドフィルムロールの製造法。
【請求項7】
フィルムを挟んで配置された電極間に電圧を印加して、電気が流れることによりフィルムのピンホールを検出する装置により、フィルムの長さ方向のピンホール位置を特定し、フィルムを挟んで対向して配置された光源と撮像素子を有する受光部によりフィルムの異常部の長さ方向および幅方向の位置を特定し、それらの二つの位置に関する情報を照合して、フィルムの長さ方向および幅方向のピンホールの位置情報を得ることを特徴とするフィルムの微小ピンホールの検出方法。
【請求項8】
フィルムと光源および撮像素子を有する受光部との間に、偏光子を挿入して設置することを特徴とする請求項7記載のフィルムの微小ピンホールの検出方法。
【請求項9】
その間にフィルムが接触しつつ走行可能なように配置された対となる電極、前記電極間に電圧を印加する手段からなる、フィルムの長さ方向のピンホール位置を特定する装置と、その間にフィルムが走行可能な空間を形成して相対向して配置された光源と撮像素子を有する受光部により、フィルムの異常部の長さ方向及び幅方向の位置を特定する装置よりなり、両者の情報を照合してフィルムの長さ方向および幅方向のピンホールの位置を明確にすることを特徴とするフィルムの微小ピンホールの検出装置。
【請求項10】
フィルムと光源および撮像素子を有する受光部との間に、それぞれ偏光子を挿入して設置することを特徴とする請求項9記載のフィルムの微小ピンホールの検出装置。
【請求項1】
フィルムを挟んでその両面に配置された電極間に検出用電圧が印加され、電気が流れることによりフィルムのピンホールを検出する装置によりフィルムの長さ方向のピンホール位置を特定し、フィルムを挟んで相対向して配置された光源と撮像素子を有する受光部よりなる、光学式に異常部を検出する装置によりフィルムの異常部の長さ方向および幅方向の位置を特定し、それらの二つの位置情報を照合することによって得られたフィルムの長さ方向および幅方向のピンホールの位置情報が組み合せられていることを特徴とするアラミドフィルムロール。
【請求項2】
アラミド樹脂の溶液をダイからキャストするフィルムの製膜工程、フィルムの仕上げ工程およびフィルムの巻取り工程を有するアラミドフィルムロールの製造方法において、仕上げ工程中または巻取り工程に先立って、約 200μm以上のピンホールを検出できる光学式ピンホール検査機と、フィルムの両面に配置された電極間に印加された電圧の下で電気が流れることにより、 200μm未満のピンホールまで検出する通電検出式ピンホール検査機により、少なくとも 500m2 以上連続してフィルム中のピンホールを検査する工程を有することを特徴とするアラミドフィルムロールの製造法。
【請求項3】
フィルム中のピンホールの検出工程において、通電検出式ピンホール検査機の電極に、下式を満足する電圧を印加することを特徴とする請求項2記載のアラミドフィルムロールの製造法。
検出用電圧(V)=K×(μm単位で表したフィルムの平均厚み)
K=20〜80
【請求項4】
フィルム中のピンホールの検査工程において、通電検出式ピンホール検査機によりフィルムの長さ方向のピンホール位置を特定し、フィルムを挟んで設置された光源と撮像素子を有する受光部よりなる光学式の異常部検出装置によりフィルムの異常部の長さ方向および幅方向の位置を特定し、それらの二つの位置に関する情報を照合して、フィルムの長さ方向および幅方向のピンホールの位置情報を得ることを特徴とする請求項2または3記載のアラミドフィルムロールの製造法。
【請求項5】
フィルムの製膜工程において、アラミド樹脂の溶液をダイから JISクラス6以下のクリーン度の雰囲気中へキャストし、脱溶剤速度が3×10-5g/秒・μm・cm2 以下で湿式処理してフィルムを凝固させることを特徴とする請求項2〜4のいずれかに記載のアラミドフィルムロールの製造法。
【請求項6】
フィルムの製膜工程において、アラミド樹脂の溶液が有機溶剤および無機塩を溶剤とするものであり、湿式処理に先立って無機塩が析出しない範囲で有機溶剤の一部を乾燥除去することを特徴とする請求項2〜5のいずれかに記載のアラミドフィルムロールの製造法。
【請求項7】
フィルムを挟んで配置された電極間に電圧を印加して、電気が流れることによりフィルムのピンホールを検出する装置により、フィルムの長さ方向のピンホール位置を特定し、フィルムを挟んで対向して配置された光源と撮像素子を有する受光部によりフィルムの異常部の長さ方向および幅方向の位置を特定し、それらの二つの位置に関する情報を照合して、フィルムの長さ方向および幅方向のピンホールの位置情報を得ることを特徴とするフィルムの微小ピンホールの検出方法。
【請求項8】
フィルムと光源および撮像素子を有する受光部との間に、偏光子を挿入して設置することを特徴とする請求項7記載のフィルムの微小ピンホールの検出方法。
【請求項9】
その間にフィルムが接触しつつ走行可能なように配置された対となる電極、前記電極間に電圧を印加する手段からなる、フィルムの長さ方向のピンホール位置を特定する装置と、その間にフィルムが走行可能な空間を形成して相対向して配置された光源と撮像素子を有する受光部により、フィルムの異常部の長さ方向及び幅方向の位置を特定する装置よりなり、両者の情報を照合してフィルムの長さ方向および幅方向のピンホールの位置を明確にすることを特徴とするフィルムの微小ピンホールの検出装置。
【請求項10】
フィルムと光源および撮像素子を有する受光部との間に、それぞれ偏光子を挿入して設置することを特徴とする請求項9記載のフィルムの微小ピンホールの検出装置。
【図1】

【図2】
【図2】
【特許番号】特許第3575543号(P3575543)
【登録日】平成16年7月16日(2004.7.16)
【発行日】平成16年10月13日(2004.10.13)
【国際特許分類】
【出願番号】特願2000−509572(P2000−509572)
【出願日】平成10年8月14日(1998.8.14)
【国際出願番号】PCT/JP1998/003637
【国際公開番号】WO1999/008853
【国際公開日】平成11年2月25日(1999.2.25)
【審査請求日】平成12年1月7日(2000.1.7)
【前置審査】
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【参考文献】
【文献】特開平08−279139(JP,A)
【文献】特開平9−5302(JP,A)
【文献】特開平6−18445(JP,A)
【登録日】平成16年7月16日(2004.7.16)
【発行日】平成16年10月13日(2004.10.13)
【国際特許分類】
【出願日】平成10年8月14日(1998.8.14)
【国際出願番号】PCT/JP1998/003637
【国際公開番号】WO1999/008853
【国際公開日】平成11年2月25日(1999.2.25)
【審査請求日】平成12年1月7日(2000.1.7)
【前置審査】
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【参考文献】
【文献】特開平08−279139(JP,A)
【文献】特開平9−5302(JP,A)
【文献】特開平6−18445(JP,A)
[ Back to top ]