
アルカリ二次電池用負極板を適用したアルカリ二次電池

【課題】捲回式極板群を備える蓄電池であって、生産性を低下させることなく充放電サイクル性能に優れたアルカリ蓄電池を提供する。
【解決手段】矩形状の正極板、セパレータおよび負極板1を積層した捲回式極板群を備え、該捲回式極板群の最外周に負極板を配置したアルカリ二次電池用負極板であって、穿孔を有する金属板からなる基板2の両面に活物質粉末を主構成物質とする合剤層3を有し、厚さが一様である負極板において、極板を長辺に平行な線で切断したときに、前記捲回式極板群の最外周側に位置する端部のみ、または、極板全体に亘り、基板を極板の切断面の中心に対して片側に偏心させた負極板とする。
【解決手段】矩形状の正極板、セパレータおよび負極板1を積層した捲回式極板群を備え、該捲回式極板群の最外周に負極板を配置したアルカリ二次電池用負極板であって、穿孔を有する金属板からなる基板2の両面に活物質粉末を主構成物質とする合剤層3を有し、厚さが一様である負極板において、極板を長辺に平行な線で切断したときに、前記捲回式極板群の最外周側に位置する端部のみ、または、極板全体に亘り、基板を極板の切断面の中心に対して片側に偏心させた負極板とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、捲回式極板群を備える円筒形のニッケル水素電池やニッケルカドミウム電池等に代表されるアルカリ二次電池用の負極板、およびその負極板を適用した捲回式極板群を備えるアルカリ二次電池に関するものである。
【背景技術】
【0002】
円筒形のニッケル水素電池やニッケルカドミウム電池は、サイクル特性、耐過放電特性、耐過充電特性に優れるところから携帯形の電気機器、ハイブリッド形電気自動車(HEV)、電動工具などの電源として用いられている。なかでも、ニッケル水素電池は、低公害であり、高エネルギー密度を有するところから広く用いられている。これらの用途においては長期間の使用に耐える電源に対する要望が強く、さらに優れたサイクル特性を有する二次電池の開発が進められている。
【0003】
捲回式極板群を構成する極板は、通常、正極板、負極板共に導電性基板(穿孔金属板や金属箔)の両面に活物質層を設け、且つ、導電性基板を極板の厚さ方向に対して極板の中心に配置しているのであるが、極板群の最外周に位置する負極板の外面は正極板と対向しないので該部分に配置した活物質は、高率放電においては殆ど起電反応に寄与しない。このような従来電池の欠点に鑑み、捲回式極板群を備える二次電池において、電池のさらなる高容量化を達成するために極板群の構造の改良が提案されている。例えば、極板群の最外周に位置する負極板の導電性基板の外面を露呈させた構造の捲回式極板群が提案されている。該提案によれば、極板群の最外周に位置する負極板の外面の起電反応に殆ど寄与しない活物質を除き、起電反応に寄与する活物質量を増やすことによって、高容量化が試みられている。(例えば特許文献1、特許文献2)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−279578号公報
【特許文献2】特開2001−23680号公報
【特許文献3】特開2004−63325号公報
【0005】
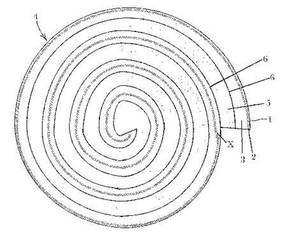
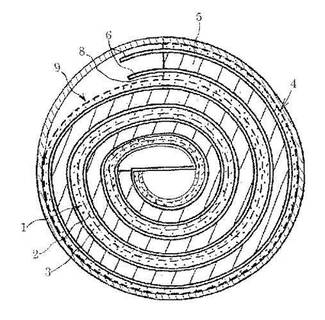
これらの特許文献に提案されている二次電池の捲回式極板群4の基本構造を説明するための概念図(断面図)を図9に示す。該捲回式極板群4は、矩形状の正極板5、負極板1、セパレータ6の積層体を捲回したものである。前記負極板1は、導電性基板2の両面に活物質粉末を主構成物質とする合剤層3を配置したものである。但し、正極板5の巻き終わり端部8を境にして、負極板1の正極板5と対向しない箇所には合剤層3を配置しない部分(活物質層非塗工部分)9が設けられている。
【0006】
しかし、該構成の極板群を作製するためには、1枚の負極板に活物質塗工部分と非塗工部分を設けなければならず、そのためには間歇塗工を行うか、塗工後に一部分活物質を取り除いて活物質非塗工部分を形成する必要があった。間歇塗工においては塗工装置に複雑な機構を付与しなければならず、また、塗工後の極板の厚さが一様でないために、一枚の極板のうち厚さの大きい部分と厚さの小さい部分とに分けて二段階のプレス加工を施す必要があった。他方一部活物質を除去する方式は、活物質の除去工程が複雑であり、生産性に劣る欠点があった。
【0007】
前記特許文献1、特許文献2に記載の極板群と別の構成を有するものとして、負極板を内周部分と該内周部分に比べて厚さの小さい最外周部分とに分割し、内周部分と最外周部分とを重ね合わせて接続した捲回式極板群が示されている。(例えば特許文献3)
該構成によれば、負極板を内周部分と外周部分に分割しているので、前記特許文献1、特許文献2に記載の1枚の負極板において非塗工部分を設ける構成や、負極板の厚さの異なる部分を設ける構成に比べると負極板の製造が容易である利点がある。しかし、負極板の外周部分には、起電反応に寄与しない負極活物質が存在し、負極板外周部分の正極に対向していない面(外側の面)の活物質を排除した二次電池に比べて負極活物質の利用率が低いという欠点があった。また、負極板の内周部分と最外周部分を重ね合わせ部分は活物質層同士が接触するので、該重ね合わせ部分の電気抵抗が大きく高率放電特性や急速充電を行ったときの充電受け入れ特性が劣る欠点があった。以上記述した欠点があるためか、特許文献3に提案の方法ではサイクル特性向上の効果が得られない虞があった。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、前記従来の密閉形アルカリ二次電池の欠点に鑑みてなされたものであって、捲回式極板群を備えるアルカリ二次電池(以下単に電池ともいう)であって生産性を低下させることなく、充放電サイクル特性に優れた電池を提供せんとするものである。
【課題を解決するための手段】
【0009】
本発明においては、電池の構成を以下の構成とすることによって前記課題を解決する。
【0010】
本発明に係るアルカリ二次電池は、矩形状の正極板、セパレータおよび負極板を積層した捲回式極板群を備え、該捲回式極板群の最外周において負極板が正極板の外側に位置するように配置したアルカリ二次電池であって、前記負極板は、穿孔を有する金属板からなる基板の両面に活物質粉末を主構成物質とする合剤層を有し、厚さが一様であり、前記捲回式極板群の最外周に位置する部分の基板を前記極板の厚さ方向の中心に対して片側に偏心させ、前記基板を偏心させることにより基板を境として厚さを大きくした負極板の合剤層を正極板に対向させものであることを特徴とするアルカリ二次電池である。
なお、請求項1に記載の負極板のうち、前記捲回式極板群の最外周に位置する端部のみ基板を極板の前記切断面の中心に対して片側に偏心させた負極板においては、該端部以外は基板を偏心させていない極板を指す。ここでいう基板を偏心させてないとは、基板を極板の前記厚さ方向の中心に配置していることを意味する。
本発明のアルカリ二次電池において、前記基板を前記極板の厚さ方向の中心に対して片側に偏心させた部分の基板を境とした表裏2面の合剤層の厚さの比が1:9〜4:6であることが好ましい。
【発明の効果】
【0011】
本発明によれば、従来の、極板全体に亘って基板を偏心させていないアルカリ二次電池用負極板に比べて、負極板の生産性を低下させることなく、負極板の活物質利用率の高いアルカリ二次電池用捲回式極板群の提供を可能にする。
【図面の簡単な説明】
【0012】
【図1】本発明の第1の実施形態に係るアルカリ二次電池用負極板を長辺に平行な面で切断した断面構造を模式的に示した図である。
【図2】本発明の第1の実施形態に係る捲回式極群を捲回端面に平行な面で切断して捲回式極群の構造を模式的に示した図である。
【図3】従来のアルカリ二次電池用負極板を長辺に平行な面で切断した断面構造を模式的に示した図である。
【図4】本発明の実施形態に係るアルカリ二次電池用負極板の基板の平面構造を模式的に示す図である。
【図5】本発明の第2の実施形態に係るアルカリ二次電池用負極板を長辺に平行な面で切断した断面構造を模式的に示した図である。
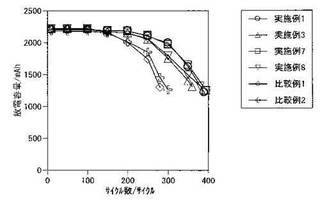
【図6】実施例電池及び比較例電池の充放電サイクル数と放電容量の関係を示すグラフである。
【図7】実施例電池及び比較例電池の充放電サイクル数と放電容量の関係を示すグラフである。
【図8】実施例電池及び比較例電池の充放電サイクル数と放電容量の関係を示すグラフである。
【図9】従来提案の捲回式極板群の断面構造を模式的に示す図である。
【発明を実施するための形態】
【0013】
本発明に係る電池は、穿孔を有する導電性基板の両面に合剤層を配置した負極板を備える。負極板の厚さは、特に限定されるものではないが、通常用いられている0.25〜0.40mmとすることが好ましい。該厚さが0.25mm未満では活物質充填量が少なくなる虞があり、逆に、厚さが0.40mmを超えると負極板の集電機能が低下して活物質の利用率が低下する虞がある。
【0014】
負極板の基板には、ニッケルやニッケルメッキを施した鋼板からなる穿孔板が好適である。基板の厚さ、穿孔の形状とその大きさ、開口率は、特に限定されるものではないが、厚さは0.03〜0.06mmが好ましい。該厚さが0.03mm未満では抗張力が不足するために極板の製作の過程や捲回式極板群の製作の過程で基板が切断する虞があり、0.06mmを超えると活物質充填量が少なくなる虞がある。穿孔の形状は多角形、長円形、円形のいずれでも良いが、生産性の良い円形が好適である。円形の穿孔の場合、その直径が0.5〜2mmが好適である。該直径が0.5mm未満のものは製造が難しく生産性が劣り、2mmを超えると負極板の集電機能が低下したり、活物質が基板から脱落する虞が生じる。また、基板の開口率は35〜60%が好適であり、40〜55%がさらに好適である。該開口率が35%未満では、基板によって、負極坂内に含まれる電解液中のイオンの移動が阻害されて、負極板の表裏両面に配置した合剤層のうち、基板を偏心させたために厚さを大きくした合剤層に含まれる活物質の利用率が低下するためか、合剤層全体に含まれる活物質の利用率が低くなる虞があり、開口率が60%を超えると、負極板の集電機能が低下して活物質利用率が低下する虞がある。
【0015】
(第1の実施の形態)
第1の実施の形態は、捲回式極板群の最外周側に位置する端部のみ負極板の基板を偏心させた実施形態である。図1は、本発明第1の実施形態に係り、プレス加工を施して極板の厚さを所定の厚さに調整した後のアルカリ二次電池用負極板1の長辺に平行な面で切断した断面を模式的に示す断面図である。図1において2は、例えばニッケルメッキを施した穿孔鋼板製の基板であり、3は、該基板の両面に担持させた水素吸蔵合金粉末やカドミウム粉末と水酸化カドミウム粉末の混合物からなる活物質粉末を主構成物質とする合剤層である。該合剤層は、前記活物質粉末の他にニッケル粉末などの導電剤粉末やスチレンブタジエンゴム(SBR)やポリテトラフロロエチレン(PTFE)のような合成樹脂を結着剤として含んでもよい。
【0016】
図1に示すように、負極板1は、長手方向につなぎ目のない1枚ものの極板であって、且つ、一様な厚さを有する極板である。図1に示すように、極板のうち図のXから右側の部分(負極板のうち捲回式極板群の最外周側の端部に相当)において基板2を極板の中心(厚さ方向の中心)に対して図の上側に偏心させている。該負極板は、従来の基板を偏心させていない負極板と同様、少なくとも長手方向に対して一様の厚さを有している。該第1の実施の形態に係る負極板は、従来のように負極板を複数枚に分割して、途中で繋ぎ合わせたり、極板の長手方向の途中から合剤層の厚さを変えるために極板の厚さそのものを変化させた負極板に比べて、塗工工程が簡便であり、厚さが一様であるためにプレス加工も一段階の連続プレス加工が適用できるので製造が容易である。
【0017】
図2は、図1に示した負極板1をセパレータ6を介して正極板5を積層させ、渦巻き状に捲回した捲回式極群4の断面の構造を模式的に示した図である。本発明においては、図2に示したように、捲回式極群の最外周(巻き終わりの周)において負極板が正極板の外側に位置するように配置し、該最外周に負極板の基板を偏心させた部分を配置し、且つ、基板を偏心させた部分の基板を境にして合剤層3の厚さが大きい面を正極板5に対向するように配置する。
【0018】
極板群の構成を、図2に示した構成とすることによって、図3に示した基板を偏心させず、基板全体を負極板の中心に配置した従来の負極板を適用した構成に比べて、負極板の厚さや大きさ、水素吸蔵合金粉末の充填量を変えることなく、正極板5に対向する負極板1の活物質の量を多くすることができる。
【0019】
負極板1の正極板5に対向する水素吸蔵合金粉末の量を多くすると、負極板の基板を偏心させなかった電池と比較して、見かけの負極板の容量(N:単純に負極活物質の充填量から算定される負極板の容量)と正極板の容量(P)に対する比(N/P)は同じであっても、高率で充放電を行ったときに動作する(起電反応に預かる)負極活物質量から算定される負極板の容量(N')の正極板の容量(P)に対する比率(N'/P)の値を高めることができる。
【0020】
アルカリ二次電池の場合は、一般に負極板の容量を正極板の容量に比べて大きくし、放電リザーブ、充電リザーブを確保している。従って、充放電サイクルの初期においては、放電容量が正極板の容量で規制されるので充電リザーブ量の大小によって放電容量に差が生じ難いが、サイクルが経過し負極板の充電リザーブ量が減少するに従って放電容量が負極板の容量で規制されるようになり、サイクルの経過とともに放電容量が低下する。前記のように、本願の発明に係る電池は、従来の電池に比べて、N'/Pの値を高めて大きい充電リザーブ量を確保しているために、電池の放電容量が負極板の容量で規制されるのを遅延させ、特に充電および放電を1ItA以上のレートで行ったときの高率充放電におけるサイクル特性を高めることができる。
【0021】
前記基板2を偏心させた部分(図1においてXより右側の部分)の長さは特に限定されるものではないが、図2に示したように、基板を偏心させた部分の長さが極板群の最外周の負極板の長さとほぼ一致させると、正極板に対向しない合剤層に含まれる活物質量を最小限にすることができるので好ましい。該基板を偏心させた部分の、基板を境にした厚さの小さい合剤層と厚さの大きい合剤層の厚さの比率は、特に限定されるものではないが、1:9〜4:6に設定するのが好ましく、1:9〜3:7に設定するのがさらに好ましい。該比率が1:9を下回ると、基板上に合剤層を担持させた後、極板にプレス加工を施す工程で、極板が変形したり、活物質(水素吸蔵合金粉末)が脱落する虞がある。該比率が4:6を上回ると負極板の活物質利用率を高める効果が得られない。
【0022】
なお、負極板のうち、基板を偏心させてない部分(図1のXの左側の部分)は、図1に示すように、基板を極板の切断面の中心に位置させる。該部分は、両面が正極板に対向しており、基板を極板の切断面の中心に位置させることによって極板の表裏両面が均等に起電反応に寄与し、負極板の利用率を最大限高めることができるので好ましい。
【0023】
負極板の製造において、極板の一方の端部(捲回式極板群を構成したときに最外周側に位置する端部)の基板を偏心させる方法は、特に限定されるものではないが、例えば、基板を水素吸蔵合金粉末のペースト{水素吸蔵合金粉末や結着剤を水に分散させたものにカルボキシメチルセルロース(CMC)などの増粘剤を添加混練して糊状にしたもの}を収容したペースト槽の中を通して基板の両面に所定量より過剰のペーストを担持させた後、所定の間隔を設けたスリットの間を通過させて余分のペーストを削ぎ落とす工程で、基板を偏芯させない部分を製造するときは基板がスリットの間隔の中心を通るように基板とスリットの位置を調整し、基板を偏芯させた部分を製造するときには、基板の位置またはスリットの位置を変えて基板がスリットの間隔の一方に偏った位置を通過するように基板とスリットの位置を調整することによって製造することができる。該方法において基板の位置またはスリットの位置を変えるときには、位置を変える時点でスリットを通過中の部分に大きな張力が加わるために、該部分で基板が切断する虞がある。
【0024】
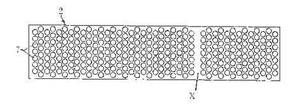
図4に示した基板2は、前記基板の切断を防ぐ効果を持たせたものであって、全体に穿孔7を設けた基板のうち、基板が偏芯を開始する部分(負極板1の厚さ方向に対して基板2の位置が変化する部分)Xの穿孔の数を減らして(開口率が低い、図では穿孔を無くし、開口率を0%としている。)基板の抗張力を高めている。部分Xにおける開口率については数値的な限定は特になく、ペーストを削ぎ落とす工程で基板を偏芯させたときに基板が切断する虞のない強度が得られるように設定すればよい。部分Xにおける開口率を低くした部分の幅に付いては特に限定はないが2〜5mmとするのが好ましい。該幅が2mm未満では開口率を低くした部分を設けた効果が得られ難い。また、該幅が5mmを超えると、活物質が脱落し易くなったり、基板によってイオンの移動が妨げられて電気的特性が低下する虞がある。
【0025】
(第2の実施の形態)
第2に実施の形態は、負極板の全体に亘って基板を偏心させた実施の形態である。図5は、本発明の第2の実施の形態に係る負極板1を長辺に平行な面で切断した断面を模式的に示す断面図である。本発明においては前記第1の実施の形態に示した如く、負極板の一方の端部の基板の位置を偏心させる他に、図5に示した如く、極板の全体亘って基板2を偏心させることもできる。ただし、該第2の実施形態においても、前記第1の実施形態同様に負極板の厚さが一様であり、生産性に優れた負極板である。
【0026】
該負極板1を適用して捲回式極板群を構成するに際しては、負極板1の基板2を境にして合剤層3を厚くした面を内側に、合剤層3を薄くした面を外側に配置する。該構成とすることによって、極板群の最外周において負極板の合剤層の厚い面を正極板5に対向させ、起電反応に寄与する負極板の活物質量を多く確保することができる。
【0027】
極板群の構成を該構成とすることによって、前記第1の実施の形態と同様に、正極板に対向しない負極板の活物質量を低減し、高率で充放電を行ったときに動作する(起電反応に預かる)負極活物質量から算定される負極板の容量(N')の正極板の容量(P)に対する比率(N'/P)の値を高めることができ、充放電サイクル性能を高めることができる。該第2の実施の形態では、基板の両面に活物質を塗工する過程で基板の位置を変える必要がないため、第1の実施の形態に比べてさらに負極板の製造が容易である。
【0028】
該第2の実施の形態においては、負極板の基板の開口率を、前記第1の実施形態同様に基板の開口率を好ましくは35〜60%、さらに好ましくは40〜55%とすることによって負極活物質の利用率の低下を抑制して充電リザーブ量を確保できたためか、良好なサイクル性能が得られることが分かった。第2の実施の形態においては、極群の内部の周においても、負極板の基板を境にして合剤層の厚さが相違している(基板を境にして極板群の内側の合剤層の厚さが大きく、外側の合剤層の厚さが小さい。)。このように、基板を境にして合剤層の厚さを相違させた(活物質粉末の量も合剤層の厚さの比に比例して相違する)場合、厚さの大きい合剤層に含まれる活物質の利用率が低くなるのではないかと予想されたが、負極板の基板の開口率を前記のように35〜60%、さらに好ましくは40〜55%に設定することによって良好なサイクル性能が得られた。
【0029】
該第2の実施の形態においても、負極板の基板を境にして厚さの小さい合剤層と厚さの大きい合剤層の厚さの比率は、特に限定されるものではないが、1:9〜4:6に設定するのが好ましく、1:9〜3:7に設定するのがさらに好ましい。該比率が1:9を下回ると、基板上に合剤層を担持させた後、極板にプレス加工を施す工程で、極板が変形したり、活物質粉末が脱落する虞がある。また、極板の片面に基板が露出すると、極板群を構成したときに、セパレータを介して基板が正極板の表面に近接するために、イオンの移動が阻害され、基板に面する部分において起電反応が起きにくく、活物質利用率が低下する虞がある。
【0030】
(第3の実施の形態)
第3に実施の形態は、負極板の全体に亘って基板を偏心させた実施の形態であって、第2の実施の形態とは別の実施の形態である。第2の実施形態においては、図5に示すように、極板を長辺に平行な線で切断したときに、基板2の極板1の厚さ方向に対する位置は変化しない。これに対して第3の実施の形態においては、負極板の全体に亘って基板を極板の厚さの中心に対して一方の側に偏心させるのであるが、図1に示したように、極板の長手方向において、基板の厚さ方向に対する位置を途中で変化させる。例えば、図1においてXより右側(負極板のうち捲回式極板群の最外周側端部)の負極板の合剤層の厚さを1:9とし、Xより左側の負極板の合剤層の厚さの比を3:7とする。ただし、第3に実施の形態においても、負極板の活物質利用率を高めるために、捲回式極板群の最外周側の端部の基板の偏心の度合い(基板と極板の厚さの中心との間の距離)を他の部分より大きく設定し、且つ、極板全体に亘り、負極板の基板を境とする合剤層の厚さの比を4:6〜1:9の範囲に設定するのが好ましい。
【0031】
該第3の実施の形態においては、前記第1の実施の形態同様、極板の厚さ方向に対して基板の位置が変化する部分Xにおいて基板の開口率を低く(例えば部分Xのみ穿孔を無くす)設定すると、基板の切断が抑制されるので好ましい。また、例えば前記部分Xにおいて負極板の厚さの中心を跨って基板の位置を変化させると、基板の位置の変化が大きくなって、負極板を作製する過程あるいは極板群を作製する(捲回する)過程で基板が切断される虞が高くなる。
【実施例】
【0032】
以下、負極板に水素吸蔵合金粉末を活物質とする水素吸蔵電極を用いたニッケル水素電池を例に挙げて説明するが、本発明はニッケル水素電池に限定されるものではなく例えばカドミウム電極を負極とするニッケルカドミウム電池にも適用できるものである。
【0033】
(実施例1)
(電池の構成)
亜鉛を金属換算で亜鉛を3重量%、コバルトを1重量%固溶状態で含有する水酸化ニッケルを芯層とし該芯層95重量%に対して5重量%のオキシ水酸化コバルトからなる表面被覆層を設けた正極活物質粉末を発泡ニッケル製基板に充填した厚さ0.7mm、長さ96mm、幅44mmの極板を正極板とした。正極板の容量{正極活物質充填量(g)×正極活物質単位重量当たりの容量(mAh/g)}は、2300mAhであった。
【0034】
厚さ0.04mm、直径が1mmの円形の穿孔を有し、開口率45%の穿孔鋼板(ニッケルメッキ品)を基板とし、該基板の両面に、Mm1.0Ni3.9Co0.7Mn0.3Al0.2(Mmはミッシュメタルを表す)の組成を有する平均粒径40μmの水素吸蔵合金98.8重量%とSBR(スチレンブタジエンゴム)1重量%、MC(メチルセルロース)0.2重量%からなる活物質層を配置し、厚さが0.34mm、長さが137mm、幅が44mmの極板を作成した。なお、該負極板の巻き始め側の短辺からの距離が94mmの位置(図1において、Xを図1の左端の辺から94mmの位置に設定した。)を境にして、基板を偏心させ、基板を境にして片側の合剤層の厚さを0.03mm、他方の側の合剤層の厚さを0.27mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=1:9)とした。
【0035】
厚さ0.1mm、坪量40g/m2、幅が46mmであって親水処理を施したポリプロピレン製繊維からなる不織布をセパレータに適用した。
【0036】
前記正極板、セパレータ、負極板を積層し、直径が2mmの巻芯を適用し、前記負極板のうち基板を偏心させた部分が極群の巻き終わり部分になるように配置し、巻き終わり周(極板群の外周)において負極板が外側、正極板が内側になるように、また、該周において基板を偏芯させることによって形成させた合剤層の厚さが0.27mmと大きくした側が正極板に対向するように配置した。該極板群を直径(内径)13.6mmの有底円筒状の金属製電槽缶に収納し、6.8mol/lのKOHと0.8mol/lのLiOHを含む水溶液からなる電解液を所定量注入し、電槽缶の開放端を排気弁およびキャップ状正極端子付きの蓋体で気密に封止してAAサイズの円筒形ニッケル水素蓄電池を作製した。なお、負極板の容量{水素吸蔵合金粉末1g当たりの容量(mAh/g)×負極板の基板を境にして正極板に対向する部位に位置する水素吸蔵合金粉末の充填量(g)}と正極板の容量{正極活物質1g当たりの容量(mAh/g)×正極活物質の充填量(g)}の比(N/P比)は、1.30であった。該例を実施例1とする。
【0037】
(実施例2)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.06mm、他方の側の合剤層の厚さを0.24mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=2:8)とした。それ以外は、実施例1と同じ構成とした。該例を実施例2とする。該例のN/P比は、1.30であった。
【0038】
(実施例3)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.09mm、他方の側の合剤層の厚さを0.21mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=3:7)とした。それ以外は、実施例1と同じ構成とした。該例を実施例3とする。該例のN/P比は、1.30であった。
【0039】
(実施例4)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.12mm、他方の側の合剤層の厚さを0.18mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=4:6)とした。それ以外は、実施例1と同じ構成とした。該例を実施例4とする。該例のN/P比は、1.30であった。
【0040】
(比較例1)
前記実施例1において、負極板の基板を偏心させた部分を設けず、極板の長手方向の全域に亘り基板を境にして合剤層の厚さを0.15mm(基板を境にして、一方の側の合剤層の厚さ:他方の側の合剤層の厚さ=5:5)とした。それ以外は、実施例1と同じ構成とした。該例を比較例1とする。該例のN/P比は、1.30であった。
【0041】
(比較例2)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.0mm、他方の側の合剤層の厚さを0.30mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=0:10)とした。それ以外は、実施例1と同じ構成とした。該例を比較例4とする。該例のN/P比は、1.30であった。
【0042】
(初期化成)
前記実施例1〜4および比較例1、比較例2に係る電池を周囲温度20℃において初期化成を行った。初回(1サイクル目)0.02ItAで13時間充電した後、0.1ItAで10時間充電した。1時間放置後放電電流0.2ItA、放電カット電圧1.0Vとして放電した。2〜10サイクル目まで0.1ItAで16時間充電後1時間放置し、放電電流0.2ItA、放電カット電圧を1.0Vとし、該充放電を1サイクルとして繰り返し充放電を行った。
【0043】
(放電容量評価試験)
前記実施例1〜4および比較例1、比較例2に係る電池であって、化成済みの蓄電池をそれぞれ10個用意し、周囲温度20℃において充電電流0.1ItAで16時間充電後、1時間放置した後、放電電流0.2ItAにおいて放電カット電圧1.0Vにて放電し、放電容量を求めた。
【0044】
(充放電サイクル試験)
前記実施例1〜4および比較例1、比較例2に係る電池であって、化成済みの蓄電池をそれぞれ10個用意し、該蓄電池を周囲温度20℃において充電電流1ItAで1.05時間充電(105%充電)し、1時間放置した後、放電電流1ItAにおいて放電カット電圧1.0Vにて放電した。該充放電を1サイクルとしてサイクルを繰り返し行った。放電容量が該サイクルの1サイクル目の放電容量の60%に低下したサイクル数をもって当該蓄電池のサイクル寿命とした。
【0045】
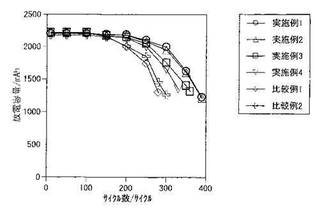
表1に、放電容量評価試験、充放電サイクル試験の結果を示す(10個の平均値)を示す。また、図6に充放電サイクル数と放電容量の関係を示す。
【0046】
【表1】

表1の放電容量に示したように、実施例1〜実施例4、比較例1、比較例2に係る電池を0.2ItAで充電および放電を行ったときには、これらの電池の間に放電容量に大きな差が認められない。しかし、表1および図6に示したように、実施例1〜実施例4のサイクル特性に比べて比較例1、比較例2のサイクル特性は劣っている。比較例1、比較例2ともにN/Pが1.30であり実施例1〜実施例4と等しいが、負極板の基板を偏心させてない比較例1においては負極板の最外周の外側の合剤層に含まれる活物質が殆ど起電反応に寄与しないために充電リザーブ量が少なく、サイクル性能が劣るものと考えられる。また、薄い合剤層の厚さ/厚い合剤層の厚さの比を0:10とした比較例2は、充電および放電を1ItAで行ったときに、充電受け入れ性能が劣るためか、あるいは、合剤層と基板との密着性でサイクルとともに合剤層と基板との接触界面の電気抵抗が増大するためか、実施例1〜実施例4に比べてサイクル性能が劣るものと考えられる。
【0047】
また、実施例1〜実施例4のなかでは実施例1〜実施例3が特に優れたサイクル特性を有しているところから、基板を偏心させた部分の基板を境にした負極板の合剤層の厚さの比を1:9〜4:6に設定するのが好ましく、1:9〜3:7に設定するのがさらに好ましい。
【0048】
(実施例5)
前記実施例1において、図5に示したように負極板の全領域において基板を偏心させた。基板を境にして片側の合剤層の厚さを0.03mm、他方の側の合剤層の厚さを0.27mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=1:9)とした。極群の巻き終わり周(極群の最外周)において負極板が外側、正極板が内側になるように、また、基板を偏心させることによって、基板を境にして厚さを0.27mmと大きくした合剤層を内側に配置し、厚さを0.03mmと小さく合剤層を外側に配置した。それ以外は実施例1と同じ構成とした。該例を実施例5とする。
【0049】
(実施例6)
前記実施例5において、基板を境にして片側の合剤層の厚さを0.09mm、他方の側の合剤層の厚さを0.21mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=3:7)とした。それ以外は実施例5と同じ構成とした。該例を実施例6とする。
【0050】
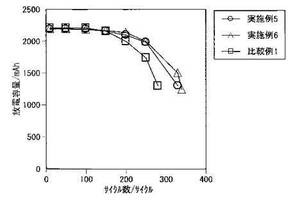
表2に比較例1と合わせて実施例5、実施例6の放電容量評価試験、充放電サイクル試験の結果を示す(10個の平均値)を示す。また、図7に充放電サイクル数と放電容量の関係を示す。
【0051】
【表2】
実施例5および実施6に係る電池は、前記実施例1、実施例3に比べるとサイクル特性が劣るが、負極板の基板を極板の全領域において偏心させたにも拘わらず、表2のサイクル寿命および図7に示したように、比較例1に比べて優れたサイクル特性を有している。負極板の基板に高い開口率(開口率45%)を有する穿孔金属基板を用いたことと、最外周部分の正極板に対向しない部分の負極活物質量を減らしたことによって比較例1に比べて大きい充電リザーブ量を確保することができ、比較例1を上回るサイクル特性が得られたものと考えられる。
【0052】
(実施例7)
前記実施例1において、負極板の厚さ方向に対する基板の位置が変化する部分(図1のX)に幅3mmに亘り、穿孔を設けなかった。それ以外は実施例1と同じとした。該例を実施例7とする。
【0053】
(実施例8)
前記実施例3において、負極板の厚さ方向に対する基板の位置が変化する部分(図1のX)に幅3mmに亘り、穿孔を設けなかった。それ以外は実施例3と同じとした。該例を実施例8とする。
【0054】
(極板群量産試作)
前記実施例1、実施例3、実施例7、実施例8、比較例1、比較例2に係る極板板群を量産用製造ラインを適用して各5千個づつ作製し、極板群を解体して不良(負極板の基板切れ、負極板の活物質の脱落)の有無を調べた。また、実施例7、実施例8の極板群を10個抽出し、前記同様に円筒形のニッケル水素電池を作製して放電容量試験、充放電サイクル試験に供した。
【0055】
該量産試作結果(不良率および放電容量試験、充放電サイクル試験)を表3に示す。また、図8に充放電サイクル数と放電容量の関係を示す。
【0056】
【表3】
実施例7、実施例8においては、前記負極板の位置Xに基板に帯状に穿孔を設けない部分を設けたために該部分の基板の機械的強度が大きく、極板厚さを調整するためのプレス加工時あるいは極板群の捲回時において極板切れの発生を抑制することができ、表3の製造不良率に示したように、基板を同じように偏芯させた実施例1、実施例3に比べて製造不良率を低減することができた。一方、負極板の基板を境にして、厚さの小さい合剤層/厚差の大きい合剤層の比を0:10とした比較例2の場合は、極板厚さを調整するためのプレス加工時あるいは極板群の捲回時において活物質の脱落が発生し、製造不良率が高い結果となった。また、表3のサイクル寿命、図8に示したように、負極板の基板に穿孔を設けない部分を設けた実施例7および実施例8は、基板の全領域に穿孔を設けた実施例1、実施例3に比べて同等以上のサイクル性能を示した。
【産業上の利用可能性】
【0057】
本発明は、捲回式極群を備えるニッケル水素蓄電池などの円筒形蓄電池において、生産性を低下させることなく、充放電サイクル特性に優れたアルカリ蓄電池を提供するもので産業上の利用価値の高いものである。
【符号の説明】
【0058】
1 負極板
2 基板
3 合剤層
X 負極板の厚さ方向に対して基板の位置が変化する部分
4 捲回式極群
7 穿孔
【技術分野】
【0001】
本発明は、捲回式極板群を備える円筒形のニッケル水素電池やニッケルカドミウム電池等に代表されるアルカリ二次電池用の負極板、およびその負極板を適用した捲回式極板群を備えるアルカリ二次電池に関するものである。
【背景技術】
【0002】
円筒形のニッケル水素電池やニッケルカドミウム電池は、サイクル特性、耐過放電特性、耐過充電特性に優れるところから携帯形の電気機器、ハイブリッド形電気自動車(HEV)、電動工具などの電源として用いられている。なかでも、ニッケル水素電池は、低公害であり、高エネルギー密度を有するところから広く用いられている。これらの用途においては長期間の使用に耐える電源に対する要望が強く、さらに優れたサイクル特性を有する二次電池の開発が進められている。
【0003】
捲回式極板群を構成する極板は、通常、正極板、負極板共に導電性基板(穿孔金属板や金属箔)の両面に活物質層を設け、且つ、導電性基板を極板の厚さ方向に対して極板の中心に配置しているのであるが、極板群の最外周に位置する負極板の外面は正極板と対向しないので該部分に配置した活物質は、高率放電においては殆ど起電反応に寄与しない。このような従来電池の欠点に鑑み、捲回式極板群を備える二次電池において、電池のさらなる高容量化を達成するために極板群の構造の改良が提案されている。例えば、極板群の最外周に位置する負極板の導電性基板の外面を露呈させた構造の捲回式極板群が提案されている。該提案によれば、極板群の最外周に位置する負極板の外面の起電反応に殆ど寄与しない活物質を除き、起電反応に寄与する活物質量を増やすことによって、高容量化が試みられている。(例えば特許文献1、特許文献2)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−279578号公報
【特許文献2】特開2001−23680号公報
【特許文献3】特開2004−63325号公報
【0005】
これらの特許文献に提案されている二次電池の捲回式極板群4の基本構造を説明するための概念図(断面図)を図9に示す。該捲回式極板群4は、矩形状の正極板5、負極板1、セパレータ6の積層体を捲回したものである。前記負極板1は、導電性基板2の両面に活物質粉末を主構成物質とする合剤層3を配置したものである。但し、正極板5の巻き終わり端部8を境にして、負極板1の正極板5と対向しない箇所には合剤層3を配置しない部分(活物質層非塗工部分)9が設けられている。
【0006】
しかし、該構成の極板群を作製するためには、1枚の負極板に活物質塗工部分と非塗工部分を設けなければならず、そのためには間歇塗工を行うか、塗工後に一部分活物質を取り除いて活物質非塗工部分を形成する必要があった。間歇塗工においては塗工装置に複雑な機構を付与しなければならず、また、塗工後の極板の厚さが一様でないために、一枚の極板のうち厚さの大きい部分と厚さの小さい部分とに分けて二段階のプレス加工を施す必要があった。他方一部活物質を除去する方式は、活物質の除去工程が複雑であり、生産性に劣る欠点があった。
【0007】
前記特許文献1、特許文献2に記載の極板群と別の構成を有するものとして、負極板を内周部分と該内周部分に比べて厚さの小さい最外周部分とに分割し、内周部分と最外周部分とを重ね合わせて接続した捲回式極板群が示されている。(例えば特許文献3)
該構成によれば、負極板を内周部分と外周部分に分割しているので、前記特許文献1、特許文献2に記載の1枚の負極板において非塗工部分を設ける構成や、負極板の厚さの異なる部分を設ける構成に比べると負極板の製造が容易である利点がある。しかし、負極板の外周部分には、起電反応に寄与しない負極活物質が存在し、負極板外周部分の正極に対向していない面(外側の面)の活物質を排除した二次電池に比べて負極活物質の利用率が低いという欠点があった。また、負極板の内周部分と最外周部分を重ね合わせ部分は活物質層同士が接触するので、該重ね合わせ部分の電気抵抗が大きく高率放電特性や急速充電を行ったときの充電受け入れ特性が劣る欠点があった。以上記述した欠点があるためか、特許文献3に提案の方法ではサイクル特性向上の効果が得られない虞があった。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、前記従来の密閉形アルカリ二次電池の欠点に鑑みてなされたものであって、捲回式極板群を備えるアルカリ二次電池(以下単に電池ともいう)であって生産性を低下させることなく、充放電サイクル特性に優れた電池を提供せんとするものである。
【課題を解決するための手段】
【0009】
本発明においては、電池の構成を以下の構成とすることによって前記課題を解決する。
【0010】
本発明に係るアルカリ二次電池は、矩形状の正極板、セパレータおよび負極板を積層した捲回式極板群を備え、該捲回式極板群の最外周において負極板が正極板の外側に位置するように配置したアルカリ二次電池であって、前記負極板は、穿孔を有する金属板からなる基板の両面に活物質粉末を主構成物質とする合剤層を有し、厚さが一様であり、前記捲回式極板群の最外周に位置する部分の基板を前記極板の厚さ方向の中心に対して片側に偏心させ、前記基板を偏心させることにより基板を境として厚さを大きくした負極板の合剤層を正極板に対向させものであることを特徴とするアルカリ二次電池である。
なお、請求項1に記載の負極板のうち、前記捲回式極板群の最外周に位置する端部のみ基板を極板の前記切断面の中心に対して片側に偏心させた負極板においては、該端部以外は基板を偏心させていない極板を指す。ここでいう基板を偏心させてないとは、基板を極板の前記厚さ方向の中心に配置していることを意味する。
本発明のアルカリ二次電池において、前記基板を前記極板の厚さ方向の中心に対して片側に偏心させた部分の基板を境とした表裏2面の合剤層の厚さの比が1:9〜4:6であることが好ましい。
【発明の効果】
【0011】
本発明によれば、従来の、極板全体に亘って基板を偏心させていないアルカリ二次電池用負極板に比べて、負極板の生産性を低下させることなく、負極板の活物質利用率の高いアルカリ二次電池用捲回式極板群の提供を可能にする。
【図面の簡単な説明】
【0012】
【図1】本発明の第1の実施形態に係るアルカリ二次電池用負極板を長辺に平行な面で切断した断面構造を模式的に示した図である。
【図2】本発明の第1の実施形態に係る捲回式極群を捲回端面に平行な面で切断して捲回式極群の構造を模式的に示した図である。
【図3】従来のアルカリ二次電池用負極板を長辺に平行な面で切断した断面構造を模式的に示した図である。
【図4】本発明の実施形態に係るアルカリ二次電池用負極板の基板の平面構造を模式的に示す図である。
【図5】本発明の第2の実施形態に係るアルカリ二次電池用負極板を長辺に平行な面で切断した断面構造を模式的に示した図である。
【図6】実施例電池及び比較例電池の充放電サイクル数と放電容量の関係を示すグラフである。
【図7】実施例電池及び比較例電池の充放電サイクル数と放電容量の関係を示すグラフである。
【図8】実施例電池及び比較例電池の充放電サイクル数と放電容量の関係を示すグラフである。
【図9】従来提案の捲回式極板群の断面構造を模式的に示す図である。
【発明を実施するための形態】
【0013】
本発明に係る電池は、穿孔を有する導電性基板の両面に合剤層を配置した負極板を備える。負極板の厚さは、特に限定されるものではないが、通常用いられている0.25〜0.40mmとすることが好ましい。該厚さが0.25mm未満では活物質充填量が少なくなる虞があり、逆に、厚さが0.40mmを超えると負極板の集電機能が低下して活物質の利用率が低下する虞がある。
【0014】
負極板の基板には、ニッケルやニッケルメッキを施した鋼板からなる穿孔板が好適である。基板の厚さ、穿孔の形状とその大きさ、開口率は、特に限定されるものではないが、厚さは0.03〜0.06mmが好ましい。該厚さが0.03mm未満では抗張力が不足するために極板の製作の過程や捲回式極板群の製作の過程で基板が切断する虞があり、0.06mmを超えると活物質充填量が少なくなる虞がある。穿孔の形状は多角形、長円形、円形のいずれでも良いが、生産性の良い円形が好適である。円形の穿孔の場合、その直径が0.5〜2mmが好適である。該直径が0.5mm未満のものは製造が難しく生産性が劣り、2mmを超えると負極板の集電機能が低下したり、活物質が基板から脱落する虞が生じる。また、基板の開口率は35〜60%が好適であり、40〜55%がさらに好適である。該開口率が35%未満では、基板によって、負極坂内に含まれる電解液中のイオンの移動が阻害されて、負極板の表裏両面に配置した合剤層のうち、基板を偏心させたために厚さを大きくした合剤層に含まれる活物質の利用率が低下するためか、合剤層全体に含まれる活物質の利用率が低くなる虞があり、開口率が60%を超えると、負極板の集電機能が低下して活物質利用率が低下する虞がある。
【0015】
(第1の実施の形態)
第1の実施の形態は、捲回式極板群の最外周側に位置する端部のみ負極板の基板を偏心させた実施形態である。図1は、本発明第1の実施形態に係り、プレス加工を施して極板の厚さを所定の厚さに調整した後のアルカリ二次電池用負極板1の長辺に平行な面で切断した断面を模式的に示す断面図である。図1において2は、例えばニッケルメッキを施した穿孔鋼板製の基板であり、3は、該基板の両面に担持させた水素吸蔵合金粉末やカドミウム粉末と水酸化カドミウム粉末の混合物からなる活物質粉末を主構成物質とする合剤層である。該合剤層は、前記活物質粉末の他にニッケル粉末などの導電剤粉末やスチレンブタジエンゴム(SBR)やポリテトラフロロエチレン(PTFE)のような合成樹脂を結着剤として含んでもよい。
【0016】
図1に示すように、負極板1は、長手方向につなぎ目のない1枚ものの極板であって、且つ、一様な厚さを有する極板である。図1に示すように、極板のうち図のXから右側の部分(負極板のうち捲回式極板群の最外周側の端部に相当)において基板2を極板の中心(厚さ方向の中心)に対して図の上側に偏心させている。該負極板は、従来の基板を偏心させていない負極板と同様、少なくとも長手方向に対して一様の厚さを有している。該第1の実施の形態に係る負極板は、従来のように負極板を複数枚に分割して、途中で繋ぎ合わせたり、極板の長手方向の途中から合剤層の厚さを変えるために極板の厚さそのものを変化させた負極板に比べて、塗工工程が簡便であり、厚さが一様であるためにプレス加工も一段階の連続プレス加工が適用できるので製造が容易である。
【0017】
図2は、図1に示した負極板1をセパレータ6を介して正極板5を積層させ、渦巻き状に捲回した捲回式極群4の断面の構造を模式的に示した図である。本発明においては、図2に示したように、捲回式極群の最外周(巻き終わりの周)において負極板が正極板の外側に位置するように配置し、該最外周に負極板の基板を偏心させた部分を配置し、且つ、基板を偏心させた部分の基板を境にして合剤層3の厚さが大きい面を正極板5に対向するように配置する。
【0018】
極板群の構成を、図2に示した構成とすることによって、図3に示した基板を偏心させず、基板全体を負極板の中心に配置した従来の負極板を適用した構成に比べて、負極板の厚さや大きさ、水素吸蔵合金粉末の充填量を変えることなく、正極板5に対向する負極板1の活物質の量を多くすることができる。
【0019】
負極板1の正極板5に対向する水素吸蔵合金粉末の量を多くすると、負極板の基板を偏心させなかった電池と比較して、見かけの負極板の容量(N:単純に負極活物質の充填量から算定される負極板の容量)と正極板の容量(P)に対する比(N/P)は同じであっても、高率で充放電を行ったときに動作する(起電反応に預かる)負極活物質量から算定される負極板の容量(N')の正極板の容量(P)に対する比率(N'/P)の値を高めることができる。
【0020】
アルカリ二次電池の場合は、一般に負極板の容量を正極板の容量に比べて大きくし、放電リザーブ、充電リザーブを確保している。従って、充放電サイクルの初期においては、放電容量が正極板の容量で規制されるので充電リザーブ量の大小によって放電容量に差が生じ難いが、サイクルが経過し負極板の充電リザーブ量が減少するに従って放電容量が負極板の容量で規制されるようになり、サイクルの経過とともに放電容量が低下する。前記のように、本願の発明に係る電池は、従来の電池に比べて、N'/Pの値を高めて大きい充電リザーブ量を確保しているために、電池の放電容量が負極板の容量で規制されるのを遅延させ、特に充電および放電を1ItA以上のレートで行ったときの高率充放電におけるサイクル特性を高めることができる。
【0021】
前記基板2を偏心させた部分(図1においてXより右側の部分)の長さは特に限定されるものではないが、図2に示したように、基板を偏心させた部分の長さが極板群の最外周の負極板の長さとほぼ一致させると、正極板に対向しない合剤層に含まれる活物質量を最小限にすることができるので好ましい。該基板を偏心させた部分の、基板を境にした厚さの小さい合剤層と厚さの大きい合剤層の厚さの比率は、特に限定されるものではないが、1:9〜4:6に設定するのが好ましく、1:9〜3:7に設定するのがさらに好ましい。該比率が1:9を下回ると、基板上に合剤層を担持させた後、極板にプレス加工を施す工程で、極板が変形したり、活物質(水素吸蔵合金粉末)が脱落する虞がある。該比率が4:6を上回ると負極板の活物質利用率を高める効果が得られない。
【0022】
なお、負極板のうち、基板を偏心させてない部分(図1のXの左側の部分)は、図1に示すように、基板を極板の切断面の中心に位置させる。該部分は、両面が正極板に対向しており、基板を極板の切断面の中心に位置させることによって極板の表裏両面が均等に起電反応に寄与し、負極板の利用率を最大限高めることができるので好ましい。
【0023】
負極板の製造において、極板の一方の端部(捲回式極板群を構成したときに最外周側に位置する端部)の基板を偏心させる方法は、特に限定されるものではないが、例えば、基板を水素吸蔵合金粉末のペースト{水素吸蔵合金粉末や結着剤を水に分散させたものにカルボキシメチルセルロース(CMC)などの増粘剤を添加混練して糊状にしたもの}を収容したペースト槽の中を通して基板の両面に所定量より過剰のペーストを担持させた後、所定の間隔を設けたスリットの間を通過させて余分のペーストを削ぎ落とす工程で、基板を偏芯させない部分を製造するときは基板がスリットの間隔の中心を通るように基板とスリットの位置を調整し、基板を偏芯させた部分を製造するときには、基板の位置またはスリットの位置を変えて基板がスリットの間隔の一方に偏った位置を通過するように基板とスリットの位置を調整することによって製造することができる。該方法において基板の位置またはスリットの位置を変えるときには、位置を変える時点でスリットを通過中の部分に大きな張力が加わるために、該部分で基板が切断する虞がある。
【0024】
図4に示した基板2は、前記基板の切断を防ぐ効果を持たせたものであって、全体に穿孔7を設けた基板のうち、基板が偏芯を開始する部分(負極板1の厚さ方向に対して基板2の位置が変化する部分)Xの穿孔の数を減らして(開口率が低い、図では穿孔を無くし、開口率を0%としている。)基板の抗張力を高めている。部分Xにおける開口率については数値的な限定は特になく、ペーストを削ぎ落とす工程で基板を偏芯させたときに基板が切断する虞のない強度が得られるように設定すればよい。部分Xにおける開口率を低くした部分の幅に付いては特に限定はないが2〜5mmとするのが好ましい。該幅が2mm未満では開口率を低くした部分を設けた効果が得られ難い。また、該幅が5mmを超えると、活物質が脱落し易くなったり、基板によってイオンの移動が妨げられて電気的特性が低下する虞がある。
【0025】
(第2の実施の形態)
第2に実施の形態は、負極板の全体に亘って基板を偏心させた実施の形態である。図5は、本発明の第2の実施の形態に係る負極板1を長辺に平行な面で切断した断面を模式的に示す断面図である。本発明においては前記第1の実施の形態に示した如く、負極板の一方の端部の基板の位置を偏心させる他に、図5に示した如く、極板の全体亘って基板2を偏心させることもできる。ただし、該第2の実施形態においても、前記第1の実施形態同様に負極板の厚さが一様であり、生産性に優れた負極板である。
【0026】
該負極板1を適用して捲回式極板群を構成するに際しては、負極板1の基板2を境にして合剤層3を厚くした面を内側に、合剤層3を薄くした面を外側に配置する。該構成とすることによって、極板群の最外周において負極板の合剤層の厚い面を正極板5に対向させ、起電反応に寄与する負極板の活物質量を多く確保することができる。
【0027】
極板群の構成を該構成とすることによって、前記第1の実施の形態と同様に、正極板に対向しない負極板の活物質量を低減し、高率で充放電を行ったときに動作する(起電反応に預かる)負極活物質量から算定される負極板の容量(N')の正極板の容量(P)に対する比率(N'/P)の値を高めることができ、充放電サイクル性能を高めることができる。該第2の実施の形態では、基板の両面に活物質を塗工する過程で基板の位置を変える必要がないため、第1の実施の形態に比べてさらに負極板の製造が容易である。
【0028】
該第2の実施の形態においては、負極板の基板の開口率を、前記第1の実施形態同様に基板の開口率を好ましくは35〜60%、さらに好ましくは40〜55%とすることによって負極活物質の利用率の低下を抑制して充電リザーブ量を確保できたためか、良好なサイクル性能が得られることが分かった。第2の実施の形態においては、極群の内部の周においても、負極板の基板を境にして合剤層の厚さが相違している(基板を境にして極板群の内側の合剤層の厚さが大きく、外側の合剤層の厚さが小さい。)。このように、基板を境にして合剤層の厚さを相違させた(活物質粉末の量も合剤層の厚さの比に比例して相違する)場合、厚さの大きい合剤層に含まれる活物質の利用率が低くなるのではないかと予想されたが、負極板の基板の開口率を前記のように35〜60%、さらに好ましくは40〜55%に設定することによって良好なサイクル性能が得られた。
【0029】
該第2の実施の形態においても、負極板の基板を境にして厚さの小さい合剤層と厚さの大きい合剤層の厚さの比率は、特に限定されるものではないが、1:9〜4:6に設定するのが好ましく、1:9〜3:7に設定するのがさらに好ましい。該比率が1:9を下回ると、基板上に合剤層を担持させた後、極板にプレス加工を施す工程で、極板が変形したり、活物質粉末が脱落する虞がある。また、極板の片面に基板が露出すると、極板群を構成したときに、セパレータを介して基板が正極板の表面に近接するために、イオンの移動が阻害され、基板に面する部分において起電反応が起きにくく、活物質利用率が低下する虞がある。
【0030】
(第3の実施の形態)
第3に実施の形態は、負極板の全体に亘って基板を偏心させた実施の形態であって、第2の実施の形態とは別の実施の形態である。第2の実施形態においては、図5に示すように、極板を長辺に平行な線で切断したときに、基板2の極板1の厚さ方向に対する位置は変化しない。これに対して第3の実施の形態においては、負極板の全体に亘って基板を極板の厚さの中心に対して一方の側に偏心させるのであるが、図1に示したように、極板の長手方向において、基板の厚さ方向に対する位置を途中で変化させる。例えば、図1においてXより右側(負極板のうち捲回式極板群の最外周側端部)の負極板の合剤層の厚さを1:9とし、Xより左側の負極板の合剤層の厚さの比を3:7とする。ただし、第3に実施の形態においても、負極板の活物質利用率を高めるために、捲回式極板群の最外周側の端部の基板の偏心の度合い(基板と極板の厚さの中心との間の距離)を他の部分より大きく設定し、且つ、極板全体に亘り、負極板の基板を境とする合剤層の厚さの比を4:6〜1:9の範囲に設定するのが好ましい。
【0031】
該第3の実施の形態においては、前記第1の実施の形態同様、極板の厚さ方向に対して基板の位置が変化する部分Xにおいて基板の開口率を低く(例えば部分Xのみ穿孔を無くす)設定すると、基板の切断が抑制されるので好ましい。また、例えば前記部分Xにおいて負極板の厚さの中心を跨って基板の位置を変化させると、基板の位置の変化が大きくなって、負極板を作製する過程あるいは極板群を作製する(捲回する)過程で基板が切断される虞が高くなる。
【実施例】
【0032】
以下、負極板に水素吸蔵合金粉末を活物質とする水素吸蔵電極を用いたニッケル水素電池を例に挙げて説明するが、本発明はニッケル水素電池に限定されるものではなく例えばカドミウム電極を負極とするニッケルカドミウム電池にも適用できるものである。
【0033】
(実施例1)
(電池の構成)
亜鉛を金属換算で亜鉛を3重量%、コバルトを1重量%固溶状態で含有する水酸化ニッケルを芯層とし該芯層95重量%に対して5重量%のオキシ水酸化コバルトからなる表面被覆層を設けた正極活物質粉末を発泡ニッケル製基板に充填した厚さ0.7mm、長さ96mm、幅44mmの極板を正極板とした。正極板の容量{正極活物質充填量(g)×正極活物質単位重量当たりの容量(mAh/g)}は、2300mAhであった。
【0034】
厚さ0.04mm、直径が1mmの円形の穿孔を有し、開口率45%の穿孔鋼板(ニッケルメッキ品)を基板とし、該基板の両面に、Mm1.0Ni3.9Co0.7Mn0.3Al0.2(Mmはミッシュメタルを表す)の組成を有する平均粒径40μmの水素吸蔵合金98.8重量%とSBR(スチレンブタジエンゴム)1重量%、MC(メチルセルロース)0.2重量%からなる活物質層を配置し、厚さが0.34mm、長さが137mm、幅が44mmの極板を作成した。なお、該負極板の巻き始め側の短辺からの距離が94mmの位置(図1において、Xを図1の左端の辺から94mmの位置に設定した。)を境にして、基板を偏心させ、基板を境にして片側の合剤層の厚さを0.03mm、他方の側の合剤層の厚さを0.27mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=1:9)とした。
【0035】
厚さ0.1mm、坪量40g/m2、幅が46mmであって親水処理を施したポリプロピレン製繊維からなる不織布をセパレータに適用した。
【0036】
前記正極板、セパレータ、負極板を積層し、直径が2mmの巻芯を適用し、前記負極板のうち基板を偏心させた部分が極群の巻き終わり部分になるように配置し、巻き終わり周(極板群の外周)において負極板が外側、正極板が内側になるように、また、該周において基板を偏芯させることによって形成させた合剤層の厚さが0.27mmと大きくした側が正極板に対向するように配置した。該極板群を直径(内径)13.6mmの有底円筒状の金属製電槽缶に収納し、6.8mol/lのKOHと0.8mol/lのLiOHを含む水溶液からなる電解液を所定量注入し、電槽缶の開放端を排気弁およびキャップ状正極端子付きの蓋体で気密に封止してAAサイズの円筒形ニッケル水素蓄電池を作製した。なお、負極板の容量{水素吸蔵合金粉末1g当たりの容量(mAh/g)×負極板の基板を境にして正極板に対向する部位に位置する水素吸蔵合金粉末の充填量(g)}と正極板の容量{正極活物質1g当たりの容量(mAh/g)×正極活物質の充填量(g)}の比(N/P比)は、1.30であった。該例を実施例1とする。
【0037】
(実施例2)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.06mm、他方の側の合剤層の厚さを0.24mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=2:8)とした。それ以外は、実施例1と同じ構成とした。該例を実施例2とする。該例のN/P比は、1.30であった。
【0038】
(実施例3)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.09mm、他方の側の合剤層の厚さを0.21mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=3:7)とした。それ以外は、実施例1と同じ構成とした。該例を実施例3とする。該例のN/P比は、1.30であった。
【0039】
(実施例4)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.12mm、他方の側の合剤層の厚さを0.18mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=4:6)とした。それ以外は、実施例1と同じ構成とした。該例を実施例4とする。該例のN/P比は、1.30であった。
【0040】
(比較例1)
前記実施例1において、負極板の基板を偏心させた部分を設けず、極板の長手方向の全域に亘り基板を境にして合剤層の厚さを0.15mm(基板を境にして、一方の側の合剤層の厚さ:他方の側の合剤層の厚さ=5:5)とした。それ以外は、実施例1と同じ構成とした。該例を比較例1とする。該例のN/P比は、1.30であった。
【0041】
(比較例2)
前記実施例1において、負極板の基板を偏心させた部分の基板を境にして片側の合剤層の厚さを0.0mm、他方の側の合剤層の厚さを0.30mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=0:10)とした。それ以外は、実施例1と同じ構成とした。該例を比較例4とする。該例のN/P比は、1.30であった。
【0042】
(初期化成)
前記実施例1〜4および比較例1、比較例2に係る電池を周囲温度20℃において初期化成を行った。初回(1サイクル目)0.02ItAで13時間充電した後、0.1ItAで10時間充電した。1時間放置後放電電流0.2ItA、放電カット電圧1.0Vとして放電した。2〜10サイクル目まで0.1ItAで16時間充電後1時間放置し、放電電流0.2ItA、放電カット電圧を1.0Vとし、該充放電を1サイクルとして繰り返し充放電を行った。
【0043】
(放電容量評価試験)
前記実施例1〜4および比較例1、比較例2に係る電池であって、化成済みの蓄電池をそれぞれ10個用意し、周囲温度20℃において充電電流0.1ItAで16時間充電後、1時間放置した後、放電電流0.2ItAにおいて放電カット電圧1.0Vにて放電し、放電容量を求めた。
【0044】
(充放電サイクル試験)
前記実施例1〜4および比較例1、比較例2に係る電池であって、化成済みの蓄電池をそれぞれ10個用意し、該蓄電池を周囲温度20℃において充電電流1ItAで1.05時間充電(105%充電)し、1時間放置した後、放電電流1ItAにおいて放電カット電圧1.0Vにて放電した。該充放電を1サイクルとしてサイクルを繰り返し行った。放電容量が該サイクルの1サイクル目の放電容量の60%に低下したサイクル数をもって当該蓄電池のサイクル寿命とした。
【0045】
表1に、放電容量評価試験、充放電サイクル試験の結果を示す(10個の平均値)を示す。また、図6に充放電サイクル数と放電容量の関係を示す。
【0046】
【表1】
表1の放電容量に示したように、実施例1〜実施例4、比較例1、比較例2に係る電池を0.2ItAで充電および放電を行ったときには、これらの電池の間に放電容量に大きな差が認められない。しかし、表1および図6に示したように、実施例1〜実施例4のサイクル特性に比べて比較例1、比較例2のサイクル特性は劣っている。比較例1、比較例2ともにN/Pが1.30であり実施例1〜実施例4と等しいが、負極板の基板を偏心させてない比較例1においては負極板の最外周の外側の合剤層に含まれる活物質が殆ど起電反応に寄与しないために充電リザーブ量が少なく、サイクル性能が劣るものと考えられる。また、薄い合剤層の厚さ/厚い合剤層の厚さの比を0:10とした比較例2は、充電および放電を1ItAで行ったときに、充電受け入れ性能が劣るためか、あるいは、合剤層と基板との密着性でサイクルとともに合剤層と基板との接触界面の電気抵抗が増大するためか、実施例1〜実施例4に比べてサイクル性能が劣るものと考えられる。
【0047】
また、実施例1〜実施例4のなかでは実施例1〜実施例3が特に優れたサイクル特性を有しているところから、基板を偏心させた部分の基板を境にした負極板の合剤層の厚さの比を1:9〜4:6に設定するのが好ましく、1:9〜3:7に設定するのがさらに好ましい。
【0048】
(実施例5)
前記実施例1において、図5に示したように負極板の全領域において基板を偏心させた。基板を境にして片側の合剤層の厚さを0.03mm、他方の側の合剤層の厚さを0.27mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=1:9)とした。極群の巻き終わり周(極群の最外周)において負極板が外側、正極板が内側になるように、また、基板を偏心させることによって、基板を境にして厚さを0.27mmと大きくした合剤層を内側に配置し、厚さを0.03mmと小さく合剤層を外側に配置した。それ以外は実施例1と同じ構成とした。該例を実施例5とする。
【0049】
(実施例6)
前記実施例5において、基板を境にして片側の合剤層の厚さを0.09mm、他方の側の合剤層の厚さを0.21mm(厚さの小さい合剤層の厚さ:厚さの大きい合剤層の厚さ=3:7)とした。それ以外は実施例5と同じ構成とした。該例を実施例6とする。
【0050】
表2に比較例1と合わせて実施例5、実施例6の放電容量評価試験、充放電サイクル試験の結果を示す(10個の平均値)を示す。また、図7に充放電サイクル数と放電容量の関係を示す。
【0051】
【表2】
実施例5および実施6に係る電池は、前記実施例1、実施例3に比べるとサイクル特性が劣るが、負極板の基板を極板の全領域において偏心させたにも拘わらず、表2のサイクル寿命および図7に示したように、比較例1に比べて優れたサイクル特性を有している。負極板の基板に高い開口率(開口率45%)を有する穿孔金属基板を用いたことと、最外周部分の正極板に対向しない部分の負極活物質量を減らしたことによって比較例1に比べて大きい充電リザーブ量を確保することができ、比較例1を上回るサイクル特性が得られたものと考えられる。
【0052】
(実施例7)
前記実施例1において、負極板の厚さ方向に対する基板の位置が変化する部分(図1のX)に幅3mmに亘り、穿孔を設けなかった。それ以外は実施例1と同じとした。該例を実施例7とする。
【0053】
(実施例8)
前記実施例3において、負極板の厚さ方向に対する基板の位置が変化する部分(図1のX)に幅3mmに亘り、穿孔を設けなかった。それ以外は実施例3と同じとした。該例を実施例8とする。
【0054】
(極板群量産試作)
前記実施例1、実施例3、実施例7、実施例8、比較例1、比較例2に係る極板板群を量産用製造ラインを適用して各5千個づつ作製し、極板群を解体して不良(負極板の基板切れ、負極板の活物質の脱落)の有無を調べた。また、実施例7、実施例8の極板群を10個抽出し、前記同様に円筒形のニッケル水素電池を作製して放電容量試験、充放電サイクル試験に供した。
【0055】
該量産試作結果(不良率および放電容量試験、充放電サイクル試験)を表3に示す。また、図8に充放電サイクル数と放電容量の関係を示す。
【0056】
【表3】
実施例7、実施例8においては、前記負極板の位置Xに基板に帯状に穿孔を設けない部分を設けたために該部分の基板の機械的強度が大きく、極板厚さを調整するためのプレス加工時あるいは極板群の捲回時において極板切れの発生を抑制することができ、表3の製造不良率に示したように、基板を同じように偏芯させた実施例1、実施例3に比べて製造不良率を低減することができた。一方、負極板の基板を境にして、厚さの小さい合剤層/厚差の大きい合剤層の比を0:10とした比較例2の場合は、極板厚さを調整するためのプレス加工時あるいは極板群の捲回時において活物質の脱落が発生し、製造不良率が高い結果となった。また、表3のサイクル寿命、図8に示したように、負極板の基板に穿孔を設けない部分を設けた実施例7および実施例8は、基板の全領域に穿孔を設けた実施例1、実施例3に比べて同等以上のサイクル性能を示した。
【産業上の利用可能性】
【0057】
本発明は、捲回式極群を備えるニッケル水素蓄電池などの円筒形蓄電池において、生産性を低下させることなく、充放電サイクル特性に優れたアルカリ蓄電池を提供するもので産業上の利用価値の高いものである。
【符号の説明】
【0058】
1 負極板
2 基板
3 合剤層
X 負極板の厚さ方向に対して基板の位置が変化する部分
4 捲回式極群
7 穿孔
【特許請求の範囲】
【請求項1】
矩形状の正極板、セパレータおよび負極板を積層した捲回式極板群を備え、該捲回式極板群の最外周において負極板が正極板の外側に位置するように配置したアルカリ二次電池であって、前記負極板は、穿孔を有する金属板からなる基板の両面に活物質粉末を主構成物質とする合剤層を有し、厚さが一様であり、前記捲回式極板群の最外周側に位置する部分の基板を極板の厚さ方向の中心に対して片側に偏心させ、前記基板を偏心させることにより基板を境として厚さを大きくした負極板の合剤層を正極板に対向させものであることを特徴とするアルカリ二次電池。
【請求項1】
矩形状の正極板、セパレータおよび負極板を積層した捲回式極板群を備え、該捲回式極板群の最外周において負極板が正極板の外側に位置するように配置したアルカリ二次電池であって、前記負極板は、穿孔を有する金属板からなる基板の両面に活物質粉末を主構成物質とする合剤層を有し、厚さが一様であり、前記捲回式極板群の最外周側に位置する部分の基板を極板の厚さ方向の中心に対して片側に偏心させ、前記基板を偏心させることにより基板を境として厚さを大きくした負極板の合剤層を正極板に対向させものであることを特徴とするアルカリ二次電池。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−165680(P2011−165680A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2011−121480(P2011−121480)
【出願日】平成23年5月31日(2011.5.31)
【分割の表示】特願2004−346329(P2004−346329)の分割
【原出願日】平成16年11月30日(2004.11.30)
【出願人】(507151526)株式会社GSユアサ (375)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【分割の表示】特願2004−346329(P2004−346329)の分割
【原出願日】平成16年11月30日(2004.11.30)
【出願人】(507151526)株式会社GSユアサ (375)
【Fターム(参考)】
[ Back to top ]