
アルコール蒸散型品質保持剤及びその製造方法
【課題】シール強度に優れ、液状アルコールが包材から漏れることがなく、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤及びその製造方法の提供。
【解決手段】包材に液状アルコール4を内包し、少なくとも三方がシール3されたアルコール蒸散型品質保持剤1であって、前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなる積層フィルムであり、シール強度が、400gf以上であるアルコール蒸散型品質保持剤とする。
【解決手段】包材に液状アルコール4を内包し、少なくとも三方がシール3されたアルコール蒸散型品質保持剤1であって、前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなる積層フィルムであり、シール強度が、400gf以上であるアルコール蒸散型品質保持剤とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、菓子、珍味、麺類など様々な食品包装に添付するアルコール蒸散型品質保持剤及びアルコール蒸散型品質保持剤の製造方法に関する。
【背景技術】
【0002】
品質保持剤は、紙、プラスチックフィルム等の包装体に収容して保存された食品の日持ちを向上させ及び品質を保持するため、前記包装体に添付されるものである。
前記品質保持剤としては、これまでに様々な種類が知られており、例えば、脱酸素型、アルコール蒸散型、脱酸素型とアルコール蒸散型とを組み合わせたものなどが挙げられる。前記脱酸素型では、脱酸素剤を食品とともに包装することにより、食品包装体内の酸素を除去して、食品の酸化を防止するとともに、有害微生物、カビなどの発生を抑制することができる。一方、アルコール蒸散型では、アルコール蒸気発生体を食品とともに包装することにより、食品を乾燥させることなく、有害微生物、カビなどの発生を抑えることができ、半生菓子などの水分が比較的多く含まれる食品の風味、風合い、柔軟性などを保持することができるという特性を持つ。
【0003】
前記アルコール蒸散型の品質保持剤としては、エタノールをシリカ粉末に吸着させたもの(以下、「アルコール吸着シリカ」、「粉末タイプ」ともいう)、エタノールを高分子ポリマーによりゲル化させ粘体としたもの(以下、「アルコールゲル」、「ゲルタイプ」と称することもある)などが知られている。これらの中でも、アルコールゲルは、アルコール蒸散後に包材内の内容物が殆ど残らないため、安全性が高く、また、製造上の取り扱いも容易であることから、好適に用いられている。
前記アルコールゲルとしては、例えば、カルボキシビニルポリマー又はその架橋体とエタノール又はその水溶液とを含むゲルが提案されている(特許文献1参照)。この提案のカルボキシビニルポリマー又はその架橋体は、吸収倍率が高く、アルコールを安定なゲル状で保持することができ、また、pH調整により、製造時に好適な粘度に調整することができる。しかし、この提案では、アルコールの蒸散速度が十分とはいえず、品質保持剤が食品包装に添付された初期に有害微生物が繁殖することがあり、食品の日持ちが未だ十分でないという問題があった。
【0004】
このようにアルコール蒸散型の品質保持剤は、食品包装に添付された後、比較的短い時間でアルコールを蒸散させる必要があるが、一方でアルコール蒸散速度を速めるために包材を工夫すると、内包物が包材から漏れて食品を汚染してしまう可能性がある。また、極端に蒸散速度を速めると、品質保持剤を食品包装に添付する際、食品包装がシールされる前に多量のアルコールが蒸散し、充分な効果を示さない場合がある。
これまで、アルコール蒸散速度の最適化のため、アルコール蒸散型品質保持剤の包材は、従来より様々な創意工夫がなされてきた。
例えば、エチレンビニルアセテート共重合体(EVA)などのエタノールガス透過性材料を用い、これらのフィルム状材料と紙、不織布等の通気性材料とを積層させた複合材料を用いることが提案されている(特許文献2参照)。また、ナイロンと不織布とを複合材料として用いることが提案されている(特許文献3参照)。
しかし、これらの提案では、内包物としてアルコール吸着シリカを用いており、前記アルコールゲルを含む液状アルコールを用いる際に特有の問題である、シール部乃至包材表面からの液状アルコールの漏れを解消するものではない。
【0005】
したがって、シール強度に優れ、液状アルコール自体は包材から漏れず、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤の開発が強く求められているのが現状である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−121053号公報
【特許文献2】特開昭55−141182号公報
【特許文献3】特許第3913554号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来における前記諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、シール強度に優れ、液状アルコールが包材から漏れることがなく、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤及びアルコール蒸散型品質保持剤の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段としては、以下の通りである。即ち、
<1> 包材に液状アルコールを内包し、少なくとも三方がシールされたアルコール蒸散型品質保持剤であって、
前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とがラミネートにより接してなる積層フィルムであり、
シール強度が、400gf以上であることを特徴とするアルコール蒸散型品質保持剤である。
<2> 高分子不織布が、ポリオレフィン不織布及びポリ乳酸不織布の少なくともいずれかである前記<1>に記載のアルコール蒸散型品質保持剤である。
<3> シール強度が、1,000gf以上である前記<1>から<2>のいずれかに記載のアルコール蒸散型品質保持剤である。
<4> 液状アルコールが、アルコール水溶液と高分子ポリマーとを少なくとも含有する前記<1>から<3>のいずれかに記載のアルコール蒸散型品質保持剤である。
<5> ナイロンフィルムが、延伸加工を施されたナイロンフィルムである前記<1>から<4>のいずれかに記載のアルコール蒸散型品質保持剤である。
<6> 高分子不織布の目付けが、20g/m2以上である前記<1>から<5>のいずれかに記載のアルコール蒸散型品質保持剤である。
<7> 高分子不織布の目付けが、30g/m2〜100g/m2である前記<1>から<5>のいずれかに記載のアルコール蒸散型品質保持剤である。
<8> 高分子不織布の目付けが、50g/m2〜80g/m2である前記<1>から<5>のいずれかに記載のアルコール蒸散型品質保持剤である。
<9> 高分子不織布の密度が、0.01g/cm3以上である前記<1>から<8>のいずれかに記載のアルコール蒸散型品質保持剤である。
<10> 高分子不織布の密度が、0.03g/cm3以上である前記<1>から<8>のいずれかに記載のアルコール蒸散型品質保持剤である。
<11> 高分子不織布の密度が、0.1g/cm3以上である前記<1>から<8>のいずれかに記載のアルコール蒸散型品質保持剤である。
<12> 積層フィルムのラミネート強度が、50gf以上である前記<1>から<11>のいずれかに記載のアルコール蒸散型品質保持剤である。
<13> 積層フィルムのラミネート強度が、80gf以上である前記<1>から<11>のいずれかに記載のアルコール蒸散型品質保持剤である。
<14> 積層フィルムのラミネート強度が、100gf以上である前記<1>から<11>のいずれかに記載のアルコール蒸散型品質保持剤である。
<15> 少なくとも両端をシールして、一端が開口している袋形状とした包材内に液状アルコールを充填し、開口部の端部をシールするアルコール蒸散型品質保持剤の製造方法であって、
前記包材がナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなり、
前記シールが、ヒートシール処理を行うことを特徴とするアルコール蒸散型品質保持剤の製造方法である。
【発明の効果】
【0009】
本発明によると、従来における諸問題を解決することができ、シール強度に優れ、液状アルコールが包材から漏れることがなく、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤及びアルコール蒸散型品質保持剤の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
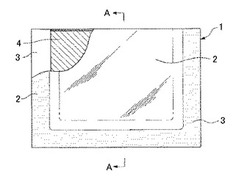
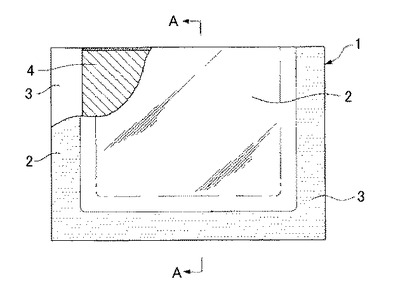
【図1】図1は、本発明のアルコール蒸散型品質保持剤の一実施形態を示す平面図である。
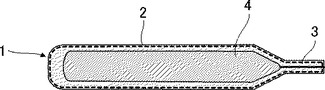
【図2】図2は、図1中のA−A線断面図である。
【発明を実施するための形態】
【0011】
(アルコール蒸散型品質保持剤)
本発明のアルコール蒸散型品質保持剤は、包材に液状アルコールを内包してなり、前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなる。更に、本発明のアルコール蒸散型品質保持剤は、包材の少なくとも三方がシールされており、シール強度が400gf以上である。
【0012】
<包材>
前記包材は、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とからなり、積層構造を有する。
【0013】
<<ナイロンフィルム>>
前記ナイロンフィルムとしては、特に制限はなく、品質保持剤の包剤乃至食品包材に用いられる公知のものから適宜選択することができ、例えば、ナイロン6、ナイロン66、ナイロン12等のナイロン樹脂などが挙げられる。
前記ナイロンフィルムの製造方法としては、例えばTダイ法、インフレーション法など公知の方法を用いることができる。
【0014】
前記ナイロンフィルムの加工法としては、例えば一軸延伸法、二軸延伸法、チューブラー法などが知られている。未延伸のナイロンフィルムは、延伸したナイロンに比べてアルコール透過性に優れるものの、フィルム強度に劣る。また、耐熱温度が低く、加熱により軟化しやすいため、ヒートシールの際に充填機に付着しやすく、作業性に劣る。一方、延伸したナイロンフィルムは、非晶部分の分子が延伸方向に引き伸ばされ、結晶化度が増すとともに、分子が延伸方向に配向するため、フィルム強度、耐熱性に優れる。
したがって、前記ナイロンフィルムとしては、延伸したナイロン、特に同時二軸延伸法、逐次二軸延伸法、チューブラー法などにより延伸したナイロンフィルムが好ましい。
【0015】
前記ナイロンフィルムとしては、市販品を使用することができ、該市販品としては、例えば、東洋紡株式会社製ハーデン、ユニチカ株式会社製エンブロン、出光ユニテック株式会社製ユニアスロン、株式会社興人製ボニールなどが挙げられる。
【0016】
前記ナイロンフィルムの平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、12μm〜40μmが好ましく、更に、延伸ナイロンフィルムでは12μm〜15μmがより好ましく、未延伸ナイロンフィルムでは20μm〜30μmがより好ましい。前記平均厚みが、12μm未満であると、フィルム強度が不十分となり、前記液状アルコールが漏れる可能性が高くなることがあり、40μmを超えると、アルコール透過性が不十分となり、アルコール蒸散速度が遅くなることがある。
【0017】
<<高分子不織布>>
前記ナイロンフィルムより軟化点が低い高分子不織布は、ヒートシールにより包材を圧着させる際のシーラントであり、ポリオレフィン及びポリ乳酸の少なくともいずれかからなる。
前記軟化点は、原料、延伸加工などによって様々であり、一概には規定できないが、一般的に、ポリオレフィン不織布及びポリ乳酸不織布は、ナイロンフィルムよりも軟化点が低く、ポリエチレンテレフタレート(PET)不織布は、ナイロンフィルムよりも軟化点が高い。また、前記軟化点の高低は、ナイロンフィルムと高分子不織布の積層フィルムをヒートシールした場合に、前記ナイロンフィルムより軟化点が低い不織布は、優先的に変形してシールすることから評価できる。
【0018】
前記ポリオレフィン不織布としては、特に制限はなく、品質保持剤包材乃至食品包材に用いられる従来品の中から適宜選択することができ、例えば、ポリエチレン(PE)製の不織布、ポリプロピレン(PP)製の不織布などが挙げられる。更にポリエチレンテレフタレート(PET)などの軟化点の高いポリマーを芯材としてその周囲をポリオレフィンが取り囲んだハイブリッドタイプの不織布を使用してもよい。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記ポリ乳酸不織布としては、特に制限はなく、目的に応じて適宜選択することができ、ポリ乳酸単独で用いてもよく、更にポリエチレンテレフタレート(PET)などの軟化点の高いポリマーを芯材としてその周囲をポリ乳酸が取り囲んだハイブリッドタイプの不織布を使用してもよい。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
更に、前記ポリオレフィン不織布と前記ポリ乳酸不織布を積層してもよく、ポリオレフィンとポリ乳酸とを混紡させた不織布でもよい。
【0019】
前記ポリオレフィン不織布としては、市販品を使用することができ、該市販品としては、例えば、ストラフレックス(エラストマースパンボンド不織布、出光ユニテック株式会社製)、ストラテック(PEスパンボンド不織布、出光ユニテック株式会社製)、エルベス(PET芯材のPEスパンボンド、ユニチカ株式会社製)などが挙げられる。
また、前記ポリ乳酸不織布の市販品としては、市販品を使用することができ、該市販品としては、例えば、テラマック(スパンボンド不織布、ユニチカ株式会社製)、Haibon(Haibon生分解スパンボンド、シンワ株式会社製)などが挙げられる。
【0020】
前記不織布の目付けとしては、特に制限はなく、目的に応じて適宜選択できるが、20g/m2以上が好ましく、30g/m2〜100g/m2がより好ましく、50g/m2〜80g/m2が更に好ましい。前記目付けが、20g/m2未満であると、ヒートシール性が不十分となり、シール強度が低下することがある。また、不織布を前記ナイロンフィルムとともに積層フィルムにした場合のコシが弱くなるため、液状アルコールを内包させた品質保持剤が変形しやすくなり、折れ曲がった場合にはアルコールの蒸散面積が狭くなり、蒸散速度が遅くなるという不具合が生じる他、カット機に投入するとき送りロールで巻き付く、センサーが計測エラーを起こしてカットミスすることにより内容物が吐出するなど、カット機停止を引き起こしてしまう場合もある。
【0021】
前記不織布の密度としては、特に制限はなく、目的に応じて適宜選択できるが、0.01g/cm3以上が好ましく、0.03/cm3以上がより好ましく、0.1g/cm3以上が特に好ましい。前記密度が、0.01g/cm3未満であると、後述するラミネート加工において前記ナイロンフィルム上の接着剤層と不織布繊維との接触部分が少なくなり、ラミネート強度が不十分となることがある。
【0022】
前記不織布の製造方法としては、例えばスパンボンド法、メルトブロー法、カード法等の公知の方法を用いることができる。
【0023】
−ラミネート−
前記包材は、前記ナイロンフィルムと前記高分子不織布とを、ラミネートにより、積層してなる。
前記ラミネートによる接着方法としては、アルコール蒸散性が確保されれば、特に制限はなく、目的に応じて適宜選択できるが、ドライラミネートが好ましい。
以下にドライラミネートによる接着方法の一例を示す。
まず、ナイロンフィルムのラミネート面に接着剤を塗工して溶媒を乾燥させる。前記ナイロンフィルム上に接着剤層を形成し、次いで、高分子不織布を前記ナイロンフィルム上に重ね、加圧してナイロンフィルムと高分子不織布とを接着させる。
前記接着剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、アクリル系、ウレタン系、エポキシ系、イソシアネート系などの接着剤が挙げられる。
【0024】
また、ラミネート強度を上げる手段としては、例えば、前記ナイロンフィルムのラミネート面にフレーム処理、コロナ処理、オゾン処理などを行う表面改質処理が挙げられる。これらの処理を行うことにより、前記フィルムのラミネート面を荒らして接着面積を大きくすることができ、ラミネート強度を上げることができる。
【0025】
前記積層フィルムのラミネート強度としては、本発明の効果が得られる限り特に制限はなく、目的に応じて適宜選択することができるが、50gf以上が好ましく、80gf以上がより好ましく、100gf以上が特に好ましい。前記ラミネート強度が、50gf未満であると、剥離して内容物が漏れることがある。
なお、前記ラミネート強度は、幅15mmの帯状の積層フィルムを準備し、前記ナイロンフィルムと前記不織布とを互いに逆の長手方向に引っ張り、積層フィルムが破断した時の強さを引っ張り試験機(例えば、株式会社東洋精機製作所製ストログラフ)を用いて測定した。
【0026】
<液状アルコール>
前記液状アルコールは、目的に応じて適宜選択できるが、粘体又はゲル状アルコールが好ましく、吸収していたアルコールを徐々に蒸散させることができ、またアルコール蒸散後は僅かな量のフィルム状残渣になる点で、アルコール水溶液に高分子ポリマーを溶解させて粘体(アルコールゲル)としたものが特に好ましい。
なお、ここでいう「ゲル」とは、本来のコロイド粒子が独立した運動性を失ってゲル化した場合のゲルという意味だけでなく、一定の形状を有する固体ポリマーがアルコール又はその水溶液を吸収してゼラチン様になったもの(特開平9−201183号公報の実施例参照)、微粒子状のポリマーにアルコール又はその水溶液を吸収させてクリーム状、糊状粘稠物等としたものなどを包含する。
【0027】
前記アルコールの種類としては、特に制限はなく、目的に応じて適宜選択することができるが、人体への影響の観点から、エタノール水溶液が好ましい。
前記水溶液のアルコール含有量としては、室温でアルコールガスが十分に蒸散可能であれば、特に制限はなく、目的に応じて適宜選択することができるが、10質量%〜70質量%が好ましく、30質量%〜60質量%がより好ましい。前記含有量が、10質量%未満であると、アルコールの静菌作用が不十分であることがあり、70質量%を超えると、ポリマーが溶解し難く、増粘し難いことがある。
【0028】
前記高分子ポリマーは、前記アルコール又はその水溶液と共にゲルを形成できる限り、特に制限はなく、目的に応じて適宜選択することができるが、親水性ポリマーが好ましく、pHを変化させることによりゲルの粘度を調整することができ、また、少量で多くのアルコール水溶液をゲル化させることができる点で、カルボキシル基を含有するポリマー(カルボキシル基含有ポリマー)が特に好ましい。
【0029】
前記カルボキシル基含有ポリマーは、従来公知のポリマー材料であり、種々の分野、例えば、各種工業製品用、化粧品用、医薬品用の添加剤(増粘剤、ゲル化剤、分散剤、乳化安定剤など)として用いられている。
前記カルボキシル基含有ポリマーの分子量としては、前記アルコール又はその水溶液との混合系において、適当な粘度を有する安定なゲルを形成できれば特に制限はなく、目的に応じて適宜選択することができ、通常は概算の平均分子量で45万〜400万程度のものが使用される。このようなカルボキシル基含有ポリマーの市販品としては、例えば、カーボポール(ノベオン社製)の各グレードを挙げることができる。これらは、ゲル安定性、吸収倍率、アルコール蒸散速度などの各種パラメータを勘案して、1種単独で使用してもよいし、2種以上を併用してもよい。
【0030】
前記アルコールゲルの粘度としては、特に制限はなく、目的に応じて適宜選択できるが、該ゲルを作製して包材に充填する際に取り扱い易い点で、1,000mPa・s〜50,000mPa・sが好ましく、2,000mPa・s〜20,000mPa・sがより好ましい。前記粘度が、1,000mPa・s未満であると、包材への充填適性が低下しやすくなることがあり、また、前記ポリマーの保液力が低くなり、包材にアルコールゲルを充填し保管した際、液体が分離して外へ染み出しやすくなることがある。前記粘度が、50,000mPa・sを超えると、ゲル調製作業で攪拌が困難となり、またゲル中に生じた気泡が抜け難くなることがある。なお、前記粘度は、B型粘度計を用い25℃で測定したときの値である。
【0031】
前記液状アルコールは、必要に応じてエチルアルコールの刺激臭を緩和するための炭素数2〜6の有機脂肪酸(特開平9−140363号公報参照)、香料、色素等の食品添加物として許容されている添加物を含有していてもよい。前記液状アルコールに着色を施すと、視覚的に食品と間違え難くするのに有効である。
【0032】
前記包材に充填する液状アルコールの量は、アルコール又はその水溶液の濃度、保存しようとする食品等の被包装物品の水分活性、質量等に応じて必要量が設定されるため、一概にはいえないが、通常は、0.2g〜10g程度である。
【0033】
本発明のアルコール蒸散型品質保持剤は、少なくとも三方をシールされてなる(図1参照)。前記包材の少なくとも三方がシールされることにより、前記液状アルコールが、前記包材内に保持され、漏れないようにすることが可能となる。
前記シールの方法としては、本発明で求められる強度が得られる限り特に制限はなく、目的に応じて適宜選択することができ、例えば、後述する製造方法を用いることができる。
【0034】
本発明のアルコール蒸散型品質保持剤におけるシール強度としては、400gf以上であり、1,000gf以上が好ましい。前記シール強度が、400gf未満であると、液状アルコールが漏れることがあり、本発明の効果が得られない。
なお、前記シール強度は、幅15mmの帯状の積層フィルムを、ナイロンフィルム側を外側とし、内側の高分子不織布同士の面を合わせて、一部分をヒートシールし、ヒートシールされていない帯状の部分を互いに逆の長手方向に引っ張り、フィルムが破断した時の強さを引っ張り試験機(例えば、株式会社東洋精機製作所製ストログラフ)を用いて測定した。
【0035】
(アルコール蒸散型品質保持剤の製造方法)
本発明のアルコール蒸散型品質保持剤の製造方法は、少なくとも両端をシールして、一端が開口している袋形状とした包材内に液状アルコールを充填し、開口部の端部をシールするアルコール蒸散型品質保持剤の製造方法であって、
前記包材がナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなり、
前記シールが、ヒートシール処理を行うことを特徴とする。
【0036】
ここで、ナイロンフィルムと高分子不織布とをラミネートにより積層する工程については前述したとおりであり、以下では、包材内に液状アルコールを充填する工程、及び包材をシールする工程について図面を参照して説明する。図1は、本発明のアルコール蒸散型品質保持剤の一実施形態を示す平面図である。図2は、図1中のA−A線断面図である。
本発明のアルコール蒸散型品質保持剤1は、例えば、前記液状アルコール4を、包材2形成用の長尺シート(前記ナイロンフィルムと前記高分子不織布とをドライラミネートした積層フィルム)とともに包装装置に供給し、該包装装置で前記長尺シートを小袋状に形成し、その開口に挿入されたノズルから一定量の液状アルコール4を袋内に充填し、次いで袋の開口をシールすることによって製造される。
【0037】
以下では、三方をシールする場合のアルコール蒸散型品質保持剤1の製造方法の一例を示す。
まず、前記積層フィルムを前記高分子不織布が内側になるように長手方向に折り曲げる。折曲げは、あくまで積層フィルムを袋状にするためのものであるので、積層フィルムが破断するように折り曲げてはならない。
次に、折曲げ方向に平行するように連続してヒートシールを行う。
続いて、折曲げ方向と直交するように所望の間隔(例えば、3cm〜5cm程度)でヒートシールを行う。この時のヒートシールは、シール部3の前記不織布が溶融してフィルム状になるまで行う。前記不織布に空隙部分が残っていると中の液状アルコールが空隙部分を伝って漏れる場合がある。前記不織布のシール部3が不織布としての形態からシート状になれば、包材からの漏れはなくなる。
充填方法としては、前記液状アルコール4を連続で流して充填してもよいし、間欠で流して充填してもよい。
最後に、開口部の上端部をヒートシールすることにより前記液状アルコール4を封入し、アルコール蒸散型品質保持剤1を作製する。
【0038】
以下では、四方をシールする場合のアルコール蒸散型品質保持剤1の製造方法の一例を示す。
前記積層フィルムを2枚準備し、前記高分子不織布が内側になるように重ねる。
次に、両端部分をヒートシール(縦シール)し、筒状の形態となるようにする。この時のヒートシールは、前述したようにシール部3の前記高分子不織布が溶融してフィルム状になるまで行う。
次に、前記縦シールと直交するようにヒートシール(横シール)する。前記縦シールと前記横シールにより形成された袋状のスペースに液状アルコール4を充填する。充填方法としては、前記液状アルコール4を連続で流して充填してもよいし、間欠で流して充填してもよい。
最後に上側開口部を所望の間隔(3cm〜10cm程度)でヒートシール(横シール)して液状アルコール4を封入し、アルコール蒸散型品質保持剤1を作製する。
【0039】
前記液状アルコールの包材への充填及びヒートシールに用いる包装装置としては、例えば、ゲル状またはペースト状の食品(例えば、マヨネーズ、ケチャップ、練り辛子、練りワサビ等)、化粧品、薬品などを密封包装した小袋状製品を製造するために従来公知の包装装置を適用することができる。この種の包装装置は各種タイプのものが市販されており、これら市販の包装装置のいずれかを用い、品質保持剤を製造できる。前記市販の包装装置としては、例えば、CKL(株式会社コマック製)、ZERO1−V(三光機械株式会社製)、ダンガンTYPE−3(大成ラミック株式会社製)を用いることができる。
【0040】
本発明において、前記シールは、第1のヒートシール処理の後、第2のヒートシール処理して行われる。このように、ヒートシールを第1処理と第2処理との2回行うことで、シールが確実にされ、液状アルコールの漏れを防ぐことができる。
【0041】
前記第1のヒートシール処理の温度としては、前記液状アルコールが前記包材から漏れないようにシールされる限り、特に制限はなく、目的に応じて適宜選択することができるが、通常80℃〜260℃であり、100℃〜210℃が好ましい。前記温度が、80℃未満であると、前記高分子不織布が溶けきらず、シール強度が不十分となることがあり、260℃を超えると、前記ナイロンフィルムが熱で軟化し、ヒートシール機に付着することがある。
【0042】
第2のヒートシール処理では、加温しなくてもよいが、本発明の包材は不織布の目付が大きいため、よりシール強度を高め、耐液漏れ性を向上させるため、第2のヒートシール処理も加温することが好ましい。
前記第2のヒートシール処理の温度としては、第1のヒートシール処理と同じでよい。第2のヒートシール処理で加温することでシール性がより優れるので、目付の大きい不織布を使用した場合や充填速度が速くした場合に、より効果を発揮する。
【0043】
前記ヒートシールの圧着時間は、包材の流れ速度に依存しており、前記包材の流れ速度としては、液状アルコールが包材から漏れないようにシールされる限り、特に制限はなく、目的に応じて適宜選択することができるが、3m/分〜35m/分が好ましく、5m/分〜25m/分がより好ましい。前記速度が、3m/分未満であると、生産効率が悪くなることがあり、35m/分を超えると、熱が包材に伝わらず、シール強度が不十分となることがある。
【0044】
前記ヒートシールによりシールされる部分(ヒートシール部)の幅としては、特に制限はなく、目的に応じて適宜選択することができるが、0.5cm〜1cm程度が好ましい。前記幅が、0.5cm未満であると、シールが十分でなく、液状アルコールが漏れてしまう可能性があり、1cmを超えると、得られるアルコール蒸散型品質保持剤に占めるヒートシール部の割合が大きくなり、それに伴い、充填部の割合が小さくなるため、所望の量の液状アルコールを充填しようとすれば、包材を大きくする必要があり、コスト面で不利となる。
【実施例】
【0045】
以下、本発明の実施例を説明するが、本発明は、これらの実施例に何ら限定されるものではない。
【0046】
(実施例1)
カルボキシル基含有ポリマー(カーボポール、ノベオン社製)1質量部に57質量%エタノール水溶液を198.9質量部吸収させ、更にNaHCO3を0.1質量部混合し、増粘させてアルコールゲルを得た。得られたゲルのpHは、5.9であった。また、前記ゲルの粘度は、4,000mPa・s(25℃、B型粘度計で測定)であり、包材にゲルを充填する充填機に適した状態であった。包材として、平均厚みが12μmである延伸ナイロン(Oナイロン、融点215℃、密度1.15g/cm3〜1.16g/cm3)とポリオレフィン系エラストマースパンボンド不織布(ストラフレックス、出光ユニテック株式会社製、融点110℃)とをラミネートし、積層フィルムを形成した。ラミネートを行う際には、前記ナイロンフィルム面にコロナ処理を施した。また、ラミネートには、2液混合ウレタン系接着剤を用いた。得られた積層フィルムのラミネート強度は、323gfであった。なお、前記ラミネート強度は、幅15mmの帯状の積層フィルムを準備し、前記ナイロンフィルムと前記不織布とを互いに逆方向に引っ張り、積層フィルムが破断した時の強さをストログラフ(株式会社東洋精機製作所製)を用いて測定した。
得られたアルコールゲル及び積層フィルムを材料として、包装装置(ダンカンTYPE−3、大成ラミック株式会社製)を用いて、3包シールタイプのアルコール蒸散型品質保持剤を作製した。このとき、包材の大きさは、4.5cm×4.5cm、2辺のシール部の幅は、0.65cm、1辺のシール部の幅は0.9cmとした。また、ヒートシールは、第1ロールの温度を130℃、第2ロールの温度を130℃として2段で行った。包材に内包されるアルコールゲルは、1gとなるように充填した。
なお、得られた品質保持剤のシール強度は、1,700gfであった。前記シール強度は、幅15mmの帯状の積層フィルムを2枚用意し、そのシール面を合わせて、一部分をヒートシールし、両フィルムを互いに逆の長手方向に引っ張り、フィルムが破断した時の強さをストログラフ(株式会社東洋精機製作所製)を用いて測定した。
【0047】
(実施例2〜19及び比較例1〜7)
実施例1において、アルコール蒸散型品質保持剤の材料、ヒートシール温度、及びコロナ処理の有無を表1に記載したように変更した以外は、実施例1と同様にして、それぞれアルコール蒸散型品質保持剤を作製した。それぞれの積層フィルムのラミネート強度及び包材のシール強度の測定値を表2に示す。
なお、比較例1及び2で用いたアルコール吸着シリカは、シリカ(平均粒子径150μm)1質量部に57質量%エタノール水溶液を1.5質量部吸収させたものを1.67g充填したもので、実施例1の純エタノール量と同量である。また、実施例2、並びに比較例2及び5で用いた未延伸ナイロン(Cナイロン)は、出光ユニテック株式会社製ユニロン(平均厚み30μm)であり、比較例3で用いたエチレンビニルアルコール共重合体は、株式会社クラレ製エバール(平均厚み15μm)である。また、実施例3及び15〜19で用いたPETを芯材としてその周囲をポリオレフィンが取り囲んだハイブリッドタイプの不織布(PET芯/PE鞘)は、ユニチカ株式会社製エルベスである。実施例4で用いたポリ乳酸不織布は、ユニチカ株式会社製テラマックである。また、比較例4及び5で用いたPETとPEとを積層したタイプの不織布(PET(30g)/PE(40g))は、出光ユニテック株式会社製ストラマイティであり、ナイロンフィルム、PET、PEの順になるようにラミネートした。
【0048】
<評価>
次に、実施例1〜19及び比較例1〜7で作製したアルコール蒸散型品質保持剤について、以下のようにして、諸特性を評価した。結果を表2に示す。
【0049】
<<耐液漏れ性>>
実施例及び比較例で得られたアルコール蒸散型品質保持剤を平らな場所に置き、その上に10cm×10cm四方の平らなアクリル板、おもりの順に置いた。その後、1分間放置し、包材から液が漏れ出たか否か外観を観察した。液漏れが観察されたときの重さ(おもりとアクリル板との合計質量)の直前の液漏れしなかった重さ(おもりとアクリル板との合計質量)を測定した。以下に評価基準を示す。
〔評価基準〕
◎:液漏れしなかった重さが、15kg以上
○:液漏れしなかった重さが、5kg以上15kg未満
△:液漏れしなかった重さが、2kg以上5kg未満
×:液漏れしなかった重さが、2kg未満
【0050】
<<エタノール蒸散速度>>
エタノール蒸散速度は、温度40℃、3時間の間にその材料の有効蒸散面積1cm2当たりを通過するエタノールの量を24時間に換算して(g)で示されるものである。
【0051】
【表1】

【0052】
【表2】
【産業上の利用可能性】
【0053】
本発明のアルコール蒸散型品質保持剤は、シール強度に優れ、液状アルコールが包材から漏れることがなく、かつ従来のゲルタイプに比べてアルコールの蒸散速度が大幅に優れ、より食品の日持ちがよいため、水分を比較的多く含む食品に好適に利用することができる。また、アルコール蒸散速度の向上により、粉末タイプ乃至従来のゲルタイプよりも小型化することができるため、多様な食品包装に添付することができる。
【符号の説明】
【0054】
1 アルコール蒸散型品質保持剤
2 包材
3 シール部
4 液状アルコール
【技術分野】
【0001】
本発明は、菓子、珍味、麺類など様々な食品包装に添付するアルコール蒸散型品質保持剤及びアルコール蒸散型品質保持剤の製造方法に関する。
【背景技術】
【0002】
品質保持剤は、紙、プラスチックフィルム等の包装体に収容して保存された食品の日持ちを向上させ及び品質を保持するため、前記包装体に添付されるものである。
前記品質保持剤としては、これまでに様々な種類が知られており、例えば、脱酸素型、アルコール蒸散型、脱酸素型とアルコール蒸散型とを組み合わせたものなどが挙げられる。前記脱酸素型では、脱酸素剤を食品とともに包装することにより、食品包装体内の酸素を除去して、食品の酸化を防止するとともに、有害微生物、カビなどの発生を抑制することができる。一方、アルコール蒸散型では、アルコール蒸気発生体を食品とともに包装することにより、食品を乾燥させることなく、有害微生物、カビなどの発生を抑えることができ、半生菓子などの水分が比較的多く含まれる食品の風味、風合い、柔軟性などを保持することができるという特性を持つ。
【0003】
前記アルコール蒸散型の品質保持剤としては、エタノールをシリカ粉末に吸着させたもの(以下、「アルコール吸着シリカ」、「粉末タイプ」ともいう)、エタノールを高分子ポリマーによりゲル化させ粘体としたもの(以下、「アルコールゲル」、「ゲルタイプ」と称することもある)などが知られている。これらの中でも、アルコールゲルは、アルコール蒸散後に包材内の内容物が殆ど残らないため、安全性が高く、また、製造上の取り扱いも容易であることから、好適に用いられている。
前記アルコールゲルとしては、例えば、カルボキシビニルポリマー又はその架橋体とエタノール又はその水溶液とを含むゲルが提案されている(特許文献1参照)。この提案のカルボキシビニルポリマー又はその架橋体は、吸収倍率が高く、アルコールを安定なゲル状で保持することができ、また、pH調整により、製造時に好適な粘度に調整することができる。しかし、この提案では、アルコールの蒸散速度が十分とはいえず、品質保持剤が食品包装に添付された初期に有害微生物が繁殖することがあり、食品の日持ちが未だ十分でないという問題があった。
【0004】
このようにアルコール蒸散型の品質保持剤は、食品包装に添付された後、比較的短い時間でアルコールを蒸散させる必要があるが、一方でアルコール蒸散速度を速めるために包材を工夫すると、内包物が包材から漏れて食品を汚染してしまう可能性がある。また、極端に蒸散速度を速めると、品質保持剤を食品包装に添付する際、食品包装がシールされる前に多量のアルコールが蒸散し、充分な効果を示さない場合がある。
これまで、アルコール蒸散速度の最適化のため、アルコール蒸散型品質保持剤の包材は、従来より様々な創意工夫がなされてきた。
例えば、エチレンビニルアセテート共重合体(EVA)などのエタノールガス透過性材料を用い、これらのフィルム状材料と紙、不織布等の通気性材料とを積層させた複合材料を用いることが提案されている(特許文献2参照)。また、ナイロンと不織布とを複合材料として用いることが提案されている(特許文献3参照)。
しかし、これらの提案では、内包物としてアルコール吸着シリカを用いており、前記アルコールゲルを含む液状アルコールを用いる際に特有の問題である、シール部乃至包材表面からの液状アルコールの漏れを解消するものではない。
【0005】
したがって、シール強度に優れ、液状アルコール自体は包材から漏れず、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤の開発が強く求められているのが現状である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−121053号公報
【特許文献2】特開昭55−141182号公報
【特許文献3】特許第3913554号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来における前記諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、シール強度に優れ、液状アルコールが包材から漏れることがなく、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤及びアルコール蒸散型品質保持剤の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段としては、以下の通りである。即ち、
<1> 包材に液状アルコールを内包し、少なくとも三方がシールされたアルコール蒸散型品質保持剤であって、
前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とがラミネートにより接してなる積層フィルムであり、
シール強度が、400gf以上であることを特徴とするアルコール蒸散型品質保持剤である。
<2> 高分子不織布が、ポリオレフィン不織布及びポリ乳酸不織布の少なくともいずれかである前記<1>に記載のアルコール蒸散型品質保持剤である。
<3> シール強度が、1,000gf以上である前記<1>から<2>のいずれかに記載のアルコール蒸散型品質保持剤である。
<4> 液状アルコールが、アルコール水溶液と高分子ポリマーとを少なくとも含有する前記<1>から<3>のいずれかに記載のアルコール蒸散型品質保持剤である。
<5> ナイロンフィルムが、延伸加工を施されたナイロンフィルムである前記<1>から<4>のいずれかに記載のアルコール蒸散型品質保持剤である。
<6> 高分子不織布の目付けが、20g/m2以上である前記<1>から<5>のいずれかに記載のアルコール蒸散型品質保持剤である。
<7> 高分子不織布の目付けが、30g/m2〜100g/m2である前記<1>から<5>のいずれかに記載のアルコール蒸散型品質保持剤である。
<8> 高分子不織布の目付けが、50g/m2〜80g/m2である前記<1>から<5>のいずれかに記載のアルコール蒸散型品質保持剤である。
<9> 高分子不織布の密度が、0.01g/cm3以上である前記<1>から<8>のいずれかに記載のアルコール蒸散型品質保持剤である。
<10> 高分子不織布の密度が、0.03g/cm3以上である前記<1>から<8>のいずれかに記載のアルコール蒸散型品質保持剤である。
<11> 高分子不織布の密度が、0.1g/cm3以上である前記<1>から<8>のいずれかに記載のアルコール蒸散型品質保持剤である。
<12> 積層フィルムのラミネート強度が、50gf以上である前記<1>から<11>のいずれかに記載のアルコール蒸散型品質保持剤である。
<13> 積層フィルムのラミネート強度が、80gf以上である前記<1>から<11>のいずれかに記載のアルコール蒸散型品質保持剤である。
<14> 積層フィルムのラミネート強度が、100gf以上である前記<1>から<11>のいずれかに記載のアルコール蒸散型品質保持剤である。
<15> 少なくとも両端をシールして、一端が開口している袋形状とした包材内に液状アルコールを充填し、開口部の端部をシールするアルコール蒸散型品質保持剤の製造方法であって、
前記包材がナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなり、
前記シールが、ヒートシール処理を行うことを特徴とするアルコール蒸散型品質保持剤の製造方法である。
【発明の効果】
【0009】
本発明によると、従来における諸問題を解決することができ、シール強度に優れ、液状アルコールが包材から漏れることがなく、かつアルコールの蒸散速度により優れ、より食品の日持ちがよいアルコール蒸散型品質保持剤及びアルコール蒸散型品質保持剤の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明のアルコール蒸散型品質保持剤の一実施形態を示す平面図である。
【図2】図2は、図1中のA−A線断面図である。
【発明を実施するための形態】
【0011】
(アルコール蒸散型品質保持剤)
本発明のアルコール蒸散型品質保持剤は、包材に液状アルコールを内包してなり、前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなる。更に、本発明のアルコール蒸散型品質保持剤は、包材の少なくとも三方がシールされており、シール強度が400gf以上である。
【0012】
<包材>
前記包材は、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とからなり、積層構造を有する。
【0013】
<<ナイロンフィルム>>
前記ナイロンフィルムとしては、特に制限はなく、品質保持剤の包剤乃至食品包材に用いられる公知のものから適宜選択することができ、例えば、ナイロン6、ナイロン66、ナイロン12等のナイロン樹脂などが挙げられる。
前記ナイロンフィルムの製造方法としては、例えばTダイ法、インフレーション法など公知の方法を用いることができる。
【0014】
前記ナイロンフィルムの加工法としては、例えば一軸延伸法、二軸延伸法、チューブラー法などが知られている。未延伸のナイロンフィルムは、延伸したナイロンに比べてアルコール透過性に優れるものの、フィルム強度に劣る。また、耐熱温度が低く、加熱により軟化しやすいため、ヒートシールの際に充填機に付着しやすく、作業性に劣る。一方、延伸したナイロンフィルムは、非晶部分の分子が延伸方向に引き伸ばされ、結晶化度が増すとともに、分子が延伸方向に配向するため、フィルム強度、耐熱性に優れる。
したがって、前記ナイロンフィルムとしては、延伸したナイロン、特に同時二軸延伸法、逐次二軸延伸法、チューブラー法などにより延伸したナイロンフィルムが好ましい。
【0015】
前記ナイロンフィルムとしては、市販品を使用することができ、該市販品としては、例えば、東洋紡株式会社製ハーデン、ユニチカ株式会社製エンブロン、出光ユニテック株式会社製ユニアスロン、株式会社興人製ボニールなどが挙げられる。
【0016】
前記ナイロンフィルムの平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、12μm〜40μmが好ましく、更に、延伸ナイロンフィルムでは12μm〜15μmがより好ましく、未延伸ナイロンフィルムでは20μm〜30μmがより好ましい。前記平均厚みが、12μm未満であると、フィルム強度が不十分となり、前記液状アルコールが漏れる可能性が高くなることがあり、40μmを超えると、アルコール透過性が不十分となり、アルコール蒸散速度が遅くなることがある。
【0017】
<<高分子不織布>>
前記ナイロンフィルムより軟化点が低い高分子不織布は、ヒートシールにより包材を圧着させる際のシーラントであり、ポリオレフィン及びポリ乳酸の少なくともいずれかからなる。
前記軟化点は、原料、延伸加工などによって様々であり、一概には規定できないが、一般的に、ポリオレフィン不織布及びポリ乳酸不織布は、ナイロンフィルムよりも軟化点が低く、ポリエチレンテレフタレート(PET)不織布は、ナイロンフィルムよりも軟化点が高い。また、前記軟化点の高低は、ナイロンフィルムと高分子不織布の積層フィルムをヒートシールした場合に、前記ナイロンフィルムより軟化点が低い不織布は、優先的に変形してシールすることから評価できる。
【0018】
前記ポリオレフィン不織布としては、特に制限はなく、品質保持剤包材乃至食品包材に用いられる従来品の中から適宜選択することができ、例えば、ポリエチレン(PE)製の不織布、ポリプロピレン(PP)製の不織布などが挙げられる。更にポリエチレンテレフタレート(PET)などの軟化点の高いポリマーを芯材としてその周囲をポリオレフィンが取り囲んだハイブリッドタイプの不織布を使用してもよい。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記ポリ乳酸不織布としては、特に制限はなく、目的に応じて適宜選択することができ、ポリ乳酸単独で用いてもよく、更にポリエチレンテレフタレート(PET)などの軟化点の高いポリマーを芯材としてその周囲をポリ乳酸が取り囲んだハイブリッドタイプの不織布を使用してもよい。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
更に、前記ポリオレフィン不織布と前記ポリ乳酸不織布を積層してもよく、ポリオレフィンとポリ乳酸とを混紡させた不織布でもよい。
【0019】
前記ポリオレフィン不織布としては、市販品を使用することができ、該市販品としては、例えば、ストラフレックス(エラストマースパンボンド不織布、出光ユニテック株式会社製)、ストラテック(PEスパンボンド不織布、出光ユニテック株式会社製)、エルベス(PET芯材のPEスパンボンド、ユニチカ株式会社製)などが挙げられる。
また、前記ポリ乳酸不織布の市販品としては、市販品を使用することができ、該市販品としては、例えば、テラマック(スパンボンド不織布、ユニチカ株式会社製)、Haibon(Haibon生分解スパンボンド、シンワ株式会社製)などが挙げられる。
【0020】
前記不織布の目付けとしては、特に制限はなく、目的に応じて適宜選択できるが、20g/m2以上が好ましく、30g/m2〜100g/m2がより好ましく、50g/m2〜80g/m2が更に好ましい。前記目付けが、20g/m2未満であると、ヒートシール性が不十分となり、シール強度が低下することがある。また、不織布を前記ナイロンフィルムとともに積層フィルムにした場合のコシが弱くなるため、液状アルコールを内包させた品質保持剤が変形しやすくなり、折れ曲がった場合にはアルコールの蒸散面積が狭くなり、蒸散速度が遅くなるという不具合が生じる他、カット機に投入するとき送りロールで巻き付く、センサーが計測エラーを起こしてカットミスすることにより内容物が吐出するなど、カット機停止を引き起こしてしまう場合もある。
【0021】
前記不織布の密度としては、特に制限はなく、目的に応じて適宜選択できるが、0.01g/cm3以上が好ましく、0.03/cm3以上がより好ましく、0.1g/cm3以上が特に好ましい。前記密度が、0.01g/cm3未満であると、後述するラミネート加工において前記ナイロンフィルム上の接着剤層と不織布繊維との接触部分が少なくなり、ラミネート強度が不十分となることがある。
【0022】
前記不織布の製造方法としては、例えばスパンボンド法、メルトブロー法、カード法等の公知の方法を用いることができる。
【0023】
−ラミネート−
前記包材は、前記ナイロンフィルムと前記高分子不織布とを、ラミネートにより、積層してなる。
前記ラミネートによる接着方法としては、アルコール蒸散性が確保されれば、特に制限はなく、目的に応じて適宜選択できるが、ドライラミネートが好ましい。
以下にドライラミネートによる接着方法の一例を示す。
まず、ナイロンフィルムのラミネート面に接着剤を塗工して溶媒を乾燥させる。前記ナイロンフィルム上に接着剤層を形成し、次いで、高分子不織布を前記ナイロンフィルム上に重ね、加圧してナイロンフィルムと高分子不織布とを接着させる。
前記接着剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、アクリル系、ウレタン系、エポキシ系、イソシアネート系などの接着剤が挙げられる。
【0024】
また、ラミネート強度を上げる手段としては、例えば、前記ナイロンフィルムのラミネート面にフレーム処理、コロナ処理、オゾン処理などを行う表面改質処理が挙げられる。これらの処理を行うことにより、前記フィルムのラミネート面を荒らして接着面積を大きくすることができ、ラミネート強度を上げることができる。
【0025】
前記積層フィルムのラミネート強度としては、本発明の効果が得られる限り特に制限はなく、目的に応じて適宜選択することができるが、50gf以上が好ましく、80gf以上がより好ましく、100gf以上が特に好ましい。前記ラミネート強度が、50gf未満であると、剥離して内容物が漏れることがある。
なお、前記ラミネート強度は、幅15mmの帯状の積層フィルムを準備し、前記ナイロンフィルムと前記不織布とを互いに逆の長手方向に引っ張り、積層フィルムが破断した時の強さを引っ張り試験機(例えば、株式会社東洋精機製作所製ストログラフ)を用いて測定した。
【0026】
<液状アルコール>
前記液状アルコールは、目的に応じて適宜選択できるが、粘体又はゲル状アルコールが好ましく、吸収していたアルコールを徐々に蒸散させることができ、またアルコール蒸散後は僅かな量のフィルム状残渣になる点で、アルコール水溶液に高分子ポリマーを溶解させて粘体(アルコールゲル)としたものが特に好ましい。
なお、ここでいう「ゲル」とは、本来のコロイド粒子が独立した運動性を失ってゲル化した場合のゲルという意味だけでなく、一定の形状を有する固体ポリマーがアルコール又はその水溶液を吸収してゼラチン様になったもの(特開平9−201183号公報の実施例参照)、微粒子状のポリマーにアルコール又はその水溶液を吸収させてクリーム状、糊状粘稠物等としたものなどを包含する。
【0027】
前記アルコールの種類としては、特に制限はなく、目的に応じて適宜選択することができるが、人体への影響の観点から、エタノール水溶液が好ましい。
前記水溶液のアルコール含有量としては、室温でアルコールガスが十分に蒸散可能であれば、特に制限はなく、目的に応じて適宜選択することができるが、10質量%〜70質量%が好ましく、30質量%〜60質量%がより好ましい。前記含有量が、10質量%未満であると、アルコールの静菌作用が不十分であることがあり、70質量%を超えると、ポリマーが溶解し難く、増粘し難いことがある。
【0028】
前記高分子ポリマーは、前記アルコール又はその水溶液と共にゲルを形成できる限り、特に制限はなく、目的に応じて適宜選択することができるが、親水性ポリマーが好ましく、pHを変化させることによりゲルの粘度を調整することができ、また、少量で多くのアルコール水溶液をゲル化させることができる点で、カルボキシル基を含有するポリマー(カルボキシル基含有ポリマー)が特に好ましい。
【0029】
前記カルボキシル基含有ポリマーは、従来公知のポリマー材料であり、種々の分野、例えば、各種工業製品用、化粧品用、医薬品用の添加剤(増粘剤、ゲル化剤、分散剤、乳化安定剤など)として用いられている。
前記カルボキシル基含有ポリマーの分子量としては、前記アルコール又はその水溶液との混合系において、適当な粘度を有する安定なゲルを形成できれば特に制限はなく、目的に応じて適宜選択することができ、通常は概算の平均分子量で45万〜400万程度のものが使用される。このようなカルボキシル基含有ポリマーの市販品としては、例えば、カーボポール(ノベオン社製)の各グレードを挙げることができる。これらは、ゲル安定性、吸収倍率、アルコール蒸散速度などの各種パラメータを勘案して、1種単独で使用してもよいし、2種以上を併用してもよい。
【0030】
前記アルコールゲルの粘度としては、特に制限はなく、目的に応じて適宜選択できるが、該ゲルを作製して包材に充填する際に取り扱い易い点で、1,000mPa・s〜50,000mPa・sが好ましく、2,000mPa・s〜20,000mPa・sがより好ましい。前記粘度が、1,000mPa・s未満であると、包材への充填適性が低下しやすくなることがあり、また、前記ポリマーの保液力が低くなり、包材にアルコールゲルを充填し保管した際、液体が分離して外へ染み出しやすくなることがある。前記粘度が、50,000mPa・sを超えると、ゲル調製作業で攪拌が困難となり、またゲル中に生じた気泡が抜け難くなることがある。なお、前記粘度は、B型粘度計を用い25℃で測定したときの値である。
【0031】
前記液状アルコールは、必要に応じてエチルアルコールの刺激臭を緩和するための炭素数2〜6の有機脂肪酸(特開平9−140363号公報参照)、香料、色素等の食品添加物として許容されている添加物を含有していてもよい。前記液状アルコールに着色を施すと、視覚的に食品と間違え難くするのに有効である。
【0032】
前記包材に充填する液状アルコールの量は、アルコール又はその水溶液の濃度、保存しようとする食品等の被包装物品の水分活性、質量等に応じて必要量が設定されるため、一概にはいえないが、通常は、0.2g〜10g程度である。
【0033】
本発明のアルコール蒸散型品質保持剤は、少なくとも三方をシールされてなる(図1参照)。前記包材の少なくとも三方がシールされることにより、前記液状アルコールが、前記包材内に保持され、漏れないようにすることが可能となる。
前記シールの方法としては、本発明で求められる強度が得られる限り特に制限はなく、目的に応じて適宜選択することができ、例えば、後述する製造方法を用いることができる。
【0034】
本発明のアルコール蒸散型品質保持剤におけるシール強度としては、400gf以上であり、1,000gf以上が好ましい。前記シール強度が、400gf未満であると、液状アルコールが漏れることがあり、本発明の効果が得られない。
なお、前記シール強度は、幅15mmの帯状の積層フィルムを、ナイロンフィルム側を外側とし、内側の高分子不織布同士の面を合わせて、一部分をヒートシールし、ヒートシールされていない帯状の部分を互いに逆の長手方向に引っ張り、フィルムが破断した時の強さを引っ張り試験機(例えば、株式会社東洋精機製作所製ストログラフ)を用いて測定した。
【0035】
(アルコール蒸散型品質保持剤の製造方法)
本発明のアルコール蒸散型品質保持剤の製造方法は、少なくとも両端をシールして、一端が開口している袋形状とした包材内に液状アルコールを充填し、開口部の端部をシールするアルコール蒸散型品質保持剤の製造方法であって、
前記包材がナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなり、
前記シールが、ヒートシール処理を行うことを特徴とする。
【0036】
ここで、ナイロンフィルムと高分子不織布とをラミネートにより積層する工程については前述したとおりであり、以下では、包材内に液状アルコールを充填する工程、及び包材をシールする工程について図面を参照して説明する。図1は、本発明のアルコール蒸散型品質保持剤の一実施形態を示す平面図である。図2は、図1中のA−A線断面図である。
本発明のアルコール蒸散型品質保持剤1は、例えば、前記液状アルコール4を、包材2形成用の長尺シート(前記ナイロンフィルムと前記高分子不織布とをドライラミネートした積層フィルム)とともに包装装置に供給し、該包装装置で前記長尺シートを小袋状に形成し、その開口に挿入されたノズルから一定量の液状アルコール4を袋内に充填し、次いで袋の開口をシールすることによって製造される。
【0037】
以下では、三方をシールする場合のアルコール蒸散型品質保持剤1の製造方法の一例を示す。
まず、前記積層フィルムを前記高分子不織布が内側になるように長手方向に折り曲げる。折曲げは、あくまで積層フィルムを袋状にするためのものであるので、積層フィルムが破断するように折り曲げてはならない。
次に、折曲げ方向に平行するように連続してヒートシールを行う。
続いて、折曲げ方向と直交するように所望の間隔(例えば、3cm〜5cm程度)でヒートシールを行う。この時のヒートシールは、シール部3の前記不織布が溶融してフィルム状になるまで行う。前記不織布に空隙部分が残っていると中の液状アルコールが空隙部分を伝って漏れる場合がある。前記不織布のシール部3が不織布としての形態からシート状になれば、包材からの漏れはなくなる。
充填方法としては、前記液状アルコール4を連続で流して充填してもよいし、間欠で流して充填してもよい。
最後に、開口部の上端部をヒートシールすることにより前記液状アルコール4を封入し、アルコール蒸散型品質保持剤1を作製する。
【0038】
以下では、四方をシールする場合のアルコール蒸散型品質保持剤1の製造方法の一例を示す。
前記積層フィルムを2枚準備し、前記高分子不織布が内側になるように重ねる。
次に、両端部分をヒートシール(縦シール)し、筒状の形態となるようにする。この時のヒートシールは、前述したようにシール部3の前記高分子不織布が溶融してフィルム状になるまで行う。
次に、前記縦シールと直交するようにヒートシール(横シール)する。前記縦シールと前記横シールにより形成された袋状のスペースに液状アルコール4を充填する。充填方法としては、前記液状アルコール4を連続で流して充填してもよいし、間欠で流して充填してもよい。
最後に上側開口部を所望の間隔(3cm〜10cm程度)でヒートシール(横シール)して液状アルコール4を封入し、アルコール蒸散型品質保持剤1を作製する。
【0039】
前記液状アルコールの包材への充填及びヒートシールに用いる包装装置としては、例えば、ゲル状またはペースト状の食品(例えば、マヨネーズ、ケチャップ、練り辛子、練りワサビ等)、化粧品、薬品などを密封包装した小袋状製品を製造するために従来公知の包装装置を適用することができる。この種の包装装置は各種タイプのものが市販されており、これら市販の包装装置のいずれかを用い、品質保持剤を製造できる。前記市販の包装装置としては、例えば、CKL(株式会社コマック製)、ZERO1−V(三光機械株式会社製)、ダンガンTYPE−3(大成ラミック株式会社製)を用いることができる。
【0040】
本発明において、前記シールは、第1のヒートシール処理の後、第2のヒートシール処理して行われる。このように、ヒートシールを第1処理と第2処理との2回行うことで、シールが確実にされ、液状アルコールの漏れを防ぐことができる。
【0041】
前記第1のヒートシール処理の温度としては、前記液状アルコールが前記包材から漏れないようにシールされる限り、特に制限はなく、目的に応じて適宜選択することができるが、通常80℃〜260℃であり、100℃〜210℃が好ましい。前記温度が、80℃未満であると、前記高分子不織布が溶けきらず、シール強度が不十分となることがあり、260℃を超えると、前記ナイロンフィルムが熱で軟化し、ヒートシール機に付着することがある。
【0042】
第2のヒートシール処理では、加温しなくてもよいが、本発明の包材は不織布の目付が大きいため、よりシール強度を高め、耐液漏れ性を向上させるため、第2のヒートシール処理も加温することが好ましい。
前記第2のヒートシール処理の温度としては、第1のヒートシール処理と同じでよい。第2のヒートシール処理で加温することでシール性がより優れるので、目付の大きい不織布を使用した場合や充填速度が速くした場合に、より効果を発揮する。
【0043】
前記ヒートシールの圧着時間は、包材の流れ速度に依存しており、前記包材の流れ速度としては、液状アルコールが包材から漏れないようにシールされる限り、特に制限はなく、目的に応じて適宜選択することができるが、3m/分〜35m/分が好ましく、5m/分〜25m/分がより好ましい。前記速度が、3m/分未満であると、生産効率が悪くなることがあり、35m/分を超えると、熱が包材に伝わらず、シール強度が不十分となることがある。
【0044】
前記ヒートシールによりシールされる部分(ヒートシール部)の幅としては、特に制限はなく、目的に応じて適宜選択することができるが、0.5cm〜1cm程度が好ましい。前記幅が、0.5cm未満であると、シールが十分でなく、液状アルコールが漏れてしまう可能性があり、1cmを超えると、得られるアルコール蒸散型品質保持剤に占めるヒートシール部の割合が大きくなり、それに伴い、充填部の割合が小さくなるため、所望の量の液状アルコールを充填しようとすれば、包材を大きくする必要があり、コスト面で不利となる。
【実施例】
【0045】
以下、本発明の実施例を説明するが、本発明は、これらの実施例に何ら限定されるものではない。
【0046】
(実施例1)
カルボキシル基含有ポリマー(カーボポール、ノベオン社製)1質量部に57質量%エタノール水溶液を198.9質量部吸収させ、更にNaHCO3を0.1質量部混合し、増粘させてアルコールゲルを得た。得られたゲルのpHは、5.9であった。また、前記ゲルの粘度は、4,000mPa・s(25℃、B型粘度計で測定)であり、包材にゲルを充填する充填機に適した状態であった。包材として、平均厚みが12μmである延伸ナイロン(Oナイロン、融点215℃、密度1.15g/cm3〜1.16g/cm3)とポリオレフィン系エラストマースパンボンド不織布(ストラフレックス、出光ユニテック株式会社製、融点110℃)とをラミネートし、積層フィルムを形成した。ラミネートを行う際には、前記ナイロンフィルム面にコロナ処理を施した。また、ラミネートには、2液混合ウレタン系接着剤を用いた。得られた積層フィルムのラミネート強度は、323gfであった。なお、前記ラミネート強度は、幅15mmの帯状の積層フィルムを準備し、前記ナイロンフィルムと前記不織布とを互いに逆方向に引っ張り、積層フィルムが破断した時の強さをストログラフ(株式会社東洋精機製作所製)を用いて測定した。
得られたアルコールゲル及び積層フィルムを材料として、包装装置(ダンカンTYPE−3、大成ラミック株式会社製)を用いて、3包シールタイプのアルコール蒸散型品質保持剤を作製した。このとき、包材の大きさは、4.5cm×4.5cm、2辺のシール部の幅は、0.65cm、1辺のシール部の幅は0.9cmとした。また、ヒートシールは、第1ロールの温度を130℃、第2ロールの温度を130℃として2段で行った。包材に内包されるアルコールゲルは、1gとなるように充填した。
なお、得られた品質保持剤のシール強度は、1,700gfであった。前記シール強度は、幅15mmの帯状の積層フィルムを2枚用意し、そのシール面を合わせて、一部分をヒートシールし、両フィルムを互いに逆の長手方向に引っ張り、フィルムが破断した時の強さをストログラフ(株式会社東洋精機製作所製)を用いて測定した。
【0047】
(実施例2〜19及び比較例1〜7)
実施例1において、アルコール蒸散型品質保持剤の材料、ヒートシール温度、及びコロナ処理の有無を表1に記載したように変更した以外は、実施例1と同様にして、それぞれアルコール蒸散型品質保持剤を作製した。それぞれの積層フィルムのラミネート強度及び包材のシール強度の測定値を表2に示す。
なお、比較例1及び2で用いたアルコール吸着シリカは、シリカ(平均粒子径150μm)1質量部に57質量%エタノール水溶液を1.5質量部吸収させたものを1.67g充填したもので、実施例1の純エタノール量と同量である。また、実施例2、並びに比較例2及び5で用いた未延伸ナイロン(Cナイロン)は、出光ユニテック株式会社製ユニロン(平均厚み30μm)であり、比較例3で用いたエチレンビニルアルコール共重合体は、株式会社クラレ製エバール(平均厚み15μm)である。また、実施例3及び15〜19で用いたPETを芯材としてその周囲をポリオレフィンが取り囲んだハイブリッドタイプの不織布(PET芯/PE鞘)は、ユニチカ株式会社製エルベスである。実施例4で用いたポリ乳酸不織布は、ユニチカ株式会社製テラマックである。また、比較例4及び5で用いたPETとPEとを積層したタイプの不織布(PET(30g)/PE(40g))は、出光ユニテック株式会社製ストラマイティであり、ナイロンフィルム、PET、PEの順になるようにラミネートした。
【0048】
<評価>
次に、実施例1〜19及び比較例1〜7で作製したアルコール蒸散型品質保持剤について、以下のようにして、諸特性を評価した。結果を表2に示す。
【0049】
<<耐液漏れ性>>
実施例及び比較例で得られたアルコール蒸散型品質保持剤を平らな場所に置き、その上に10cm×10cm四方の平らなアクリル板、おもりの順に置いた。その後、1分間放置し、包材から液が漏れ出たか否か外観を観察した。液漏れが観察されたときの重さ(おもりとアクリル板との合計質量)の直前の液漏れしなかった重さ(おもりとアクリル板との合計質量)を測定した。以下に評価基準を示す。
〔評価基準〕
◎:液漏れしなかった重さが、15kg以上
○:液漏れしなかった重さが、5kg以上15kg未満
△:液漏れしなかった重さが、2kg以上5kg未満
×:液漏れしなかった重さが、2kg未満
【0050】
<<エタノール蒸散速度>>
エタノール蒸散速度は、温度40℃、3時間の間にその材料の有効蒸散面積1cm2当たりを通過するエタノールの量を24時間に換算して(g)で示されるものである。
【0051】
【表1】
【0052】
【表2】
【産業上の利用可能性】
【0053】
本発明のアルコール蒸散型品質保持剤は、シール強度に優れ、液状アルコールが包材から漏れることがなく、かつ従来のゲルタイプに比べてアルコールの蒸散速度が大幅に優れ、より食品の日持ちがよいため、水分を比較的多く含む食品に好適に利用することができる。また、アルコール蒸散速度の向上により、粉末タイプ乃至従来のゲルタイプよりも小型化することができるため、多様な食品包装に添付することができる。
【符号の説明】
【0054】
1 アルコール蒸散型品質保持剤
2 包材
3 シール部
4 液状アルコール
【特許請求の範囲】
【請求項1】
包材に液状アルコールを内包し、少なくとも三方がシールされたアルコール蒸散型品質保持剤であって、
前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とがラミネートにより接してなる積層フィルムであり、
シール強度が、400gf以上であることを特徴とするアルコール蒸散型品質保持剤。
【請求項2】
高分子不織布が、ポリオレフィン不織布及びポリ乳酸不織布の少なくともいずれかである請求項1に記載のアルコール蒸散型品質保持剤。
【請求項3】
液状アルコールが、アルコール水溶液と高分子ポリマーとを少なくとも含有する請求項1から2のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項4】
ナイロンフィルムが、延伸加工を施されたナイロンフィルムである請求項1から3のいずれかに記載のアルコール蒸散型品質保持剤である。
【請求項5】
高分子不織布の目付けが、20g/m2以上である請求項1から4のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項6】
高分子不織布の密度が、0.01g/cm3以上である請求項1から5のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項7】
積層フィルムのラミネート強度が、50gf以上である請求項1から6のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項8】
少なくとも両端をシールして、一端が開口している袋形状とした包材内に液状アルコールを充填し、開口部の端部をシールするアルコール蒸散型品質保持剤の製造方法であって、
前記包材がナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなり、
前記シールが、ヒートシール処理を行うことを特徴とするアルコール蒸散型品質保持剤の製造方法。
【請求項1】
包材に液状アルコールを内包し、少なくとも三方がシールされたアルコール蒸散型品質保持剤であって、
前記包材が、ナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とがラミネートにより接してなる積層フィルムであり、
シール強度が、400gf以上であることを特徴とするアルコール蒸散型品質保持剤。
【請求項2】
高分子不織布が、ポリオレフィン不織布及びポリ乳酸不織布の少なくともいずれかである請求項1に記載のアルコール蒸散型品質保持剤。
【請求項3】
液状アルコールが、アルコール水溶液と高分子ポリマーとを少なくとも含有する請求項1から2のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項4】
ナイロンフィルムが、延伸加工を施されたナイロンフィルムである請求項1から3のいずれかに記載のアルコール蒸散型品質保持剤である。
【請求項5】
高分子不織布の目付けが、20g/m2以上である請求項1から4のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項6】
高分子不織布の密度が、0.01g/cm3以上である請求項1から5のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項7】
積層フィルムのラミネート強度が、50gf以上である請求項1から6のいずれかに記載のアルコール蒸散型品質保持剤。
【請求項8】
少なくとも両端をシールして、一端が開口している袋形状とした包材内に液状アルコールを充填し、開口部の端部をシールするアルコール蒸散型品質保持剤の製造方法であって、
前記包材がナイロンフィルムと前記ナイロンフィルムより軟化点が低い高分子不織布とをラミネートにより接してなり、
前記シールが、ヒートシール処理を行うことを特徴とするアルコール蒸散型品質保持剤の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−95593(P2012−95593A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−245713(P2010−245713)
【出願日】平成22年11月1日(2010.11.1)
【出願人】(000112912)フロイント産業株式会社 (55)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月1日(2010.11.1)
【出願人】(000112912)フロイント産業株式会社 (55)
【Fターム(参考)】
[ Back to top ]