
アルミダイカスト部品の欠陥検出方法
【課題】実際のアルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することが可能なアルミダイカスト部品の欠陥検出方法を提供する。
【解決手段】超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷及びX線CTし、当該所定範囲の超音波探傷による内部欠陥を画像解析して求めた欠陥面積の総和を超音波探傷による欠陥総量として算出し、当該所定範囲のX線CTによる内部欠陥を画像解析して求めた欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出する。
【解決手段】超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷及びX線CTし、当該所定範囲の超音波探傷による内部欠陥を画像解析して求めた欠陥面積の総和を超音波探傷による欠陥総量として算出し、当該所定範囲のX線CTによる内部欠陥を画像解析して求めた欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミダイカスト部品の欠陥検出方法に関するものであり、例えば車両の電動パワーステアリング装置に用いられる部品などの欠陥検出に好適なものである。
【背景技術】
【0002】
例えば車両の電動パワーステアリング装置に用いられるコラムハウジングなどはアルミダイカスト部品からなる。このようなアルミダイカスト部品の強度評価方法としては、例えば下記特許文献1や特許文献2に記載されるものがある。このうち、特許文献1では、例えば鋳造品に超音波を照射して鋳造品からの音波情報に基づいて鋳造品の鋳巣と破断チル層を検出して第1の内部欠陥3次元分布データを取得し、同じ鋳造品をX線CT測定して鋳造品の複数の断面画像から鋳造品の鋳巣を検出して第2の内部欠陥3次元分布データを取得し、第1の内部欠陥3次元分布データと第2の内部欠陥3次元分布データを比較して鋳造品の破断チル層の3次元分布データを取得する。また、特許文献2では、アルミダイカスト部品のゲート近傍のランナー部内で凝固した溶湯から検査片を切り出し、その検査片の切出し面である検査面の面積に対する検査面に露出している破断チル層の面積の面積率を算出し、その面積率と所定の基準値とを比較してアルミダイカスト部品の不良を判断する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−91288号公報
【特許文献2】特開2007−111728号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前記特許文献2に記載されるアルミダイカスト部品の欠陥検出方法は、あくまでもアルミダイカスト部品のランナー部内の凝固した溶湯を検査したものであり、アルミダイカスト部品自体の欠陥検出ではない。これに対し、前記特許文献1に記載されるアルミダイカスト部品の欠陥検出方法は、アルミダイカスト部品自体の評価を可能とするが、実際のアルミダイカスト部品について、超音波探傷による内部欠陥3次元分布データを取得し、X線CTによる内部欠陥3次元分布データを取得し、両者を比較して破断チル層の分布データを取得するのは極めて困難である。
【0005】
本発明は、上記のような問題点に着目してなされたものであり、実際のアルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することが可能なアルミダイカスト部品の欠陥検出方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のアルミダイカスト部品の欠陥検出方法は、超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、前記アルミダイカスト部品の所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、前記超音波探傷による欠陥総量からX線CTによる欠陥総量を減じて前記アルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することを特徴とするものである。
【0007】
また、前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることを特徴とするものである。
また、前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することを特徴とするものである。
【発明の効果】
【0008】
而して、本発明のアルミダイカスト部品の欠陥検出によれば、超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、アルミダイカスト部品の同じ所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することとしたため、アルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することができる。
【0009】
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることとしたため、アルミダイカスト部品の内部欠陥、特に破断チル層の状態をより一層適正に検出することができる。
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することとしたため、アルミダイカスト部品の内部欠陥の状態を認識しやすい。
【図面の簡単な説明】
【0010】
【図1】本発明のアルミダイカスト部品の欠陥検出方法の一実施形態を示す超音波探傷の説明図である。
【図2】図1のアルミダイカスト部品の高応力部の説明図である。
【図3】超音波探傷で得られた破断チル層及び鋳巣の画像及び断面写真画像である。
【図4】短冊状テストピースに対する超音波探傷及びX線CTによる鋳巣及び破断チル層の画像及び破断チル層の写真画像である。
【図5】引張試験片に対する超音波探傷及びX線CTによる鋳巣及び破断チル層の画像及び破断面の写真画像である。
【図6】超音波探傷及びX線CTによる人工欠陥の画像及び写真画像である。
【図7】アルミダイカスト部品の超音波探傷及びX線CTによる鋳巣及び破断チル層の画像である。
【図8】超音波探傷及びX線CTによる破断チル層の画像及び断面写真画像である。
【図9】超音波探傷による内部欠陥の画像及び欠陥面積、欠陥面積のヒストグラム、欠陥面積の総和からなる欠陥総量の説明図である。
【図10】破断チル層の総量算出の説明図である。
【発明を実施するための形態】
【0011】
次に、本発明のアルミダイカスト部品の欠陥検出方法の一実施形態について図面を参照しながら説明する。
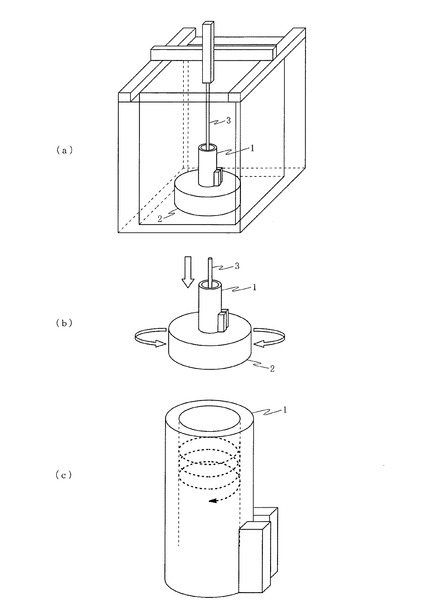
図1は、本実施形態のアルミダイカスト部品の欠陥検出方法で用いられる6軸可動超音波探傷装置の説明図であり、図1aは装置の全体図、図1bは被探傷物とターンテーブルの詳細図、図1cは内部欠陥探傷の説明図である。図中の符号1は、本実施形態で内部欠陥検出の対象となるアルミダイカスト部品であり、例えば電動パワーステアリング装置のコラムハウジングである。
【0012】
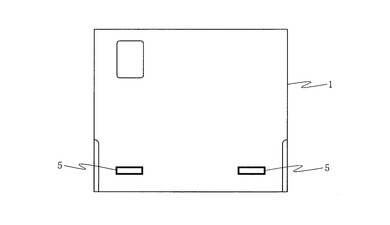
本実施形態では、ターンテーブル2の上にアルミダイカスト部品1を搭載し、ターンテーブル2を回転させながら探触子(プローブ)3を上方から下方に移動し、アルミダイカスト部品1の内側を螺旋状に探傷する。本実施形態のアルミダイカスト部品1は、円筒部を有するので、この円筒部の切削加工済み内周面を超音波探傷装置で探傷して内部欠陥を検出すると共にX線CTでも内部欠陥を検出する。なお、図2は、超音波探傷されるアルミダイカスト部品の内周面の展開図であり、図2に示す符号5は、予め応力解析で得た高応力部であり、アルミダイカスト部品1の破壊強度を評価する場合には、この高応力部5について超音波探傷装置で探傷して内部欠陥を検出し、その欠陥面積で評価するとよい。
【0013】
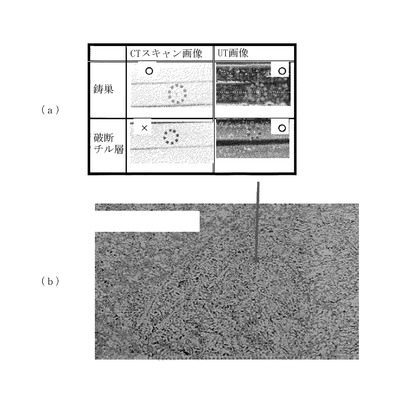
本発明のアルミダイカスト部品の欠陥評価方法は、前述の高応力部を含めた所定の範囲の内部欠陥検出を行い、欠陥の総量と、測定範囲の体積より、欠陥の存在率を算出し、強度の低下を予測するものである。特に、欠陥が高応力部に存在すると強度の低下が著しい。以下に、本実施形態のアルミダイカスト部品の欠陥検出方法の具体的手法について、開発の手順に沿って詳述する。まず始めに、アルミダイカスト部品の破断チル層を確認できる超音波探傷画像部分を断面観察して検証した。図3aには超音波探傷で検出された破断チル層を、図3bにはその断面写真画像を示す。超音波探傷では、鋳巣を検出できることも知られている。図3cには超音波探傷で検出された鋳巣を、図3dにはその断面写真画像を示す。これらの図から明らかなように、超音波探傷では、アルミダイカスト部品の破断チル層も鋳巣も検出することができる。ちなみに、ここには示していないが、超音波探傷ではアルミダイカスト部品の組織中介在物も検出することができる。
【0014】
一方、X線CT(Computed Tomography:コンピュータ断層撮影)では、鋳巣は検出できても、破断チル層を検出できないという過去の実績から、平板テストピースを用いて、X線CTと超音波探傷で鋳巣及び破断チル層の画像を取得した。図4aにそれらの画像を示す。なお、図中のUTはUltrasonic Testingの略で、超音波探傷を示す。また、図4bには、図4aで超音波探傷によって破断チル層が検出された部分の断面写真画像を示す。超音波探傷によって破断チル層が検出された画像部分には、図4bに示す破断チル層が確認されたが、X線CTでは、この破断チル層を検出することができなかった。
【0015】
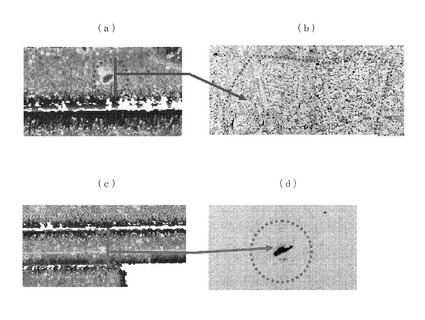
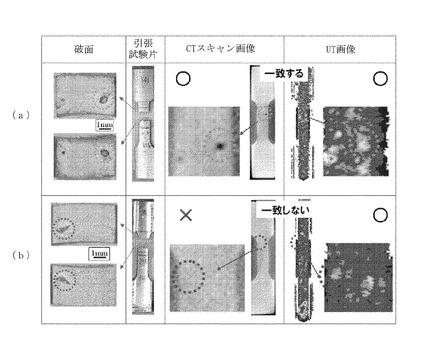
次に、アルミダイカスト部品と同じアルミニウム材料で引張試験片を作成し、X線CT及び超音波探傷で平行部(試験部)の内部欠陥を検出した。内部欠陥の検出測定後、試験片に対して引張試験を行い、破面を観察した。破損の起点となる鋳巣及び破断チル層の夫々についてX線CT及び超音波探傷による内部欠陥画像の検証を行った。二種類の結果を、夫々、図5a、図5bに示す。図5aは、鋳巣起点の破損であり、破面に観察される鋳巣とX線CT及び超音波探傷による内部欠陥画像、即ち鋳巣画像が一致している。一方、図5bは、破断チル層起点の破損であり、破面に観察される破断チル層は超音波探傷による内部欠陥画像、即ち破断チル層画像とは一致するものの、X線CTによる内部欠陥画像とは一致していない。なお、X線CTではアルミダイカスト部品の組織中介在物も検出することができる。
【0016】
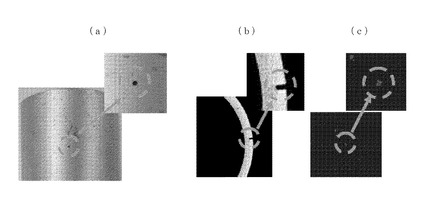
これらの結果から、鋳巣及び破断チル層(及び介在物)を検出している超音波探傷による内部欠陥画像の欠陥面積の総和から鋳巣(及び介在物)を検出しているX線CT探傷による内部欠陥画像の欠陥面積の総和を減じてやれば破断チル層の欠陥面積の総和を得ることができるのではないか、という知見を得た。そのためには、同一の内部欠陥に対し、超音波探傷による内部欠陥画像の欠陥面積とX線CTによる内部欠陥画像の欠陥面積が同等でなければならない。そこで、アルミダイカスト部品から切り出した円筒状のテストピースに対して図6aに示すような直径φ0.5mmの円形の穴(人工欠陥)を明け、それをX線CT及び超音波探傷の画像として取得した。図6bはX線CTによる人工欠陥画像、図6cは超音波探傷による人工欠陥画像である。X線CTによる人工欠陥画像では、検出された人工欠陥の内径が0.5mmであることが確認された。超音波探傷による人工欠陥画像では、欠陥認識のための閾値を調整することで、欠陥画像の大きさを調整することができるので、人工欠陥の内径が0.5mmになるように閾値調整を行い、これによりX線CT画像と超音波探傷画像の出力調整が完了した。
【0017】
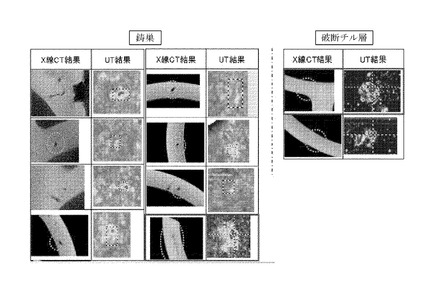
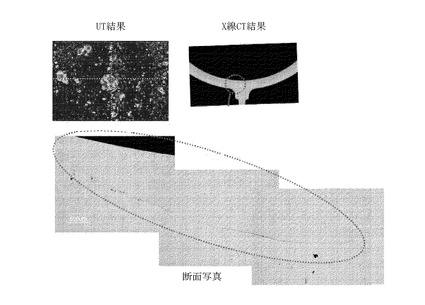
図7には、実際のアルミダイカスト部品に対するX線CT内部欠陥画像と同じ部位の超音波探傷内部欠陥画像を夫々並べて示す。面積が0.2mm2以上の鋳巣に関してはX線CTによる欠陥画像と超音波探傷による欠陥画像が一致しているが、破断チル層に関しては超音波探傷による欠陥画像では検出されるもののX線CTによる欠陥画像では検出されない。このうち、破断チル層が超音波探傷による欠陥画像で検出された上側の部分について、実際の断面写真を取得したところ、図8に示すように、破断チル層が確認された。
【0018】
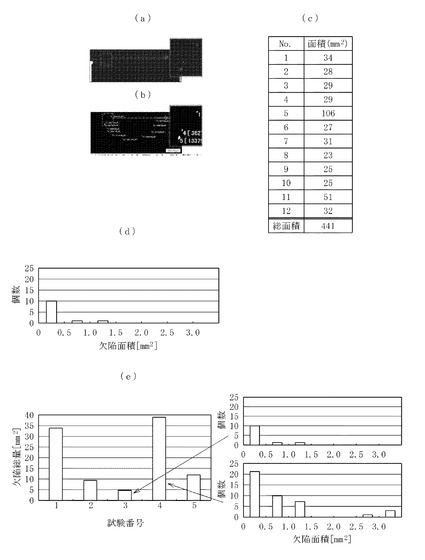
そこで、超音波探傷による内部欠陥画像は、以下のような処理を行う。即ち、アルミダイカスト部品の予め設定された所定範囲を超音波探傷し、図9aに示すように直径φ0.5mmの人工欠陥テストピースを用いて、出力合わせした所定の閾値で超音波探傷による内部欠陥画像を2値化し、図9b、図9cに示すように画像解析ソフトで、例えば面積が0.2mm2以上の内部欠陥の欠陥面積を算出する。分かりやすくするためには、図9dに示すように、アルミダイカスト部品の試験番号毎に、欠陥面積毎のヒストグラムを作成する。そして、アルミダイカスト部品の試験番号毎に、欠陥面積の総和を超音波探傷による欠陥総量として算出する。この超音波探傷による欠陥総量は、鋳巣の欠陥面積と破断チル層の欠陥面積(及び介在物の欠陥面積)を含んでいる。
【0019】
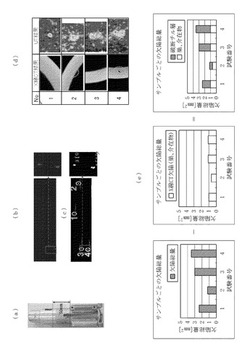
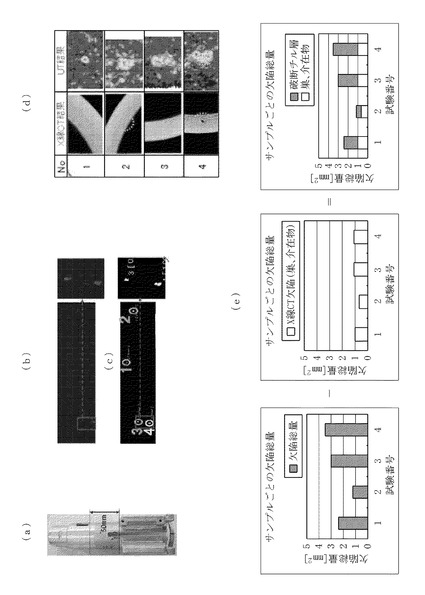
従って、例えば図10aに示すように、アルミダイカスト部品の円筒部の所定範囲について超音波探傷を行い、図10bに示すように2値化した後、図10cのように0.2mm2以上の内部欠陥の欠陥面積を算出する。アルミダイカスト部品の円筒部の所定範囲についてX線CTを行い、図10dに示すように、同じ部位の所定範囲の試験番号毎に、超音波探傷による内部欠陥画像及びX線CTによる内部欠陥画像を画像解析して夫々の欠陥面積の総和を欠陥総量として算出する。この場合、No.1〜3が破断チル層、No.4が鋳巣と判断できる。次いで、図10eに示すように、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じて前記アルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出する。
【0020】
ちなみに、内部欠陥の欠陥面積を0.2mm2以上とする理由は、0.2mm2未満の欠陥面積の内部欠陥は強度的に問題がないこと、及び少なくとも現在は0.2mm2未満の欠陥面積の内部欠陥をX線CTで正確に検出できないことの2点に由来する。超音波探傷では、0.2mm2未満の欠陥面積の内部欠陥も検出できる。従って、内部欠陥の欠陥面積を0.2mm2以上に限定しないで、単純に超音波探傷による欠陥総量からX線CTによる欠陥総量を減じると、超音波探傷でのみ検出された0.2mm2未満の欠陥面積の内部欠陥、つまり鋳巣か破断チル層か分明でなく且つ強度的に問題のない内部欠陥を評価することになってしまう。そのため、内部欠陥の欠陥面積を0.2mm2以上として欠陥の評価方法を確立した。
【0021】
このように本実施形態のアルミダイカスト部品の欠陥検出方法では、超音波探傷で得られる画像及びX線CTで得られる画像の人工欠陥(同一欠陥)に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、アルミダイカスト部品の同じ所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を例えば画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することにより、アルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することができる。
【0022】
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求めるにあたり、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることにより、アルミダイカスト部品の内部欠陥、特に破断チル層の状態をより一層適正に検出することができる。
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求めるにあたり、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することとしたため、アルミダイカスト部品の内部欠陥の状態を認識しやすい。また、超音波探傷及びX線CTにより得られた画像から、部品のどの部位に欠陥が分布しているかを確認することが可能である。
【符号の説明】
【0023】
1はアルミダイカスト部品
2はターンテーブル
3は探触子
5は高応力部
【技術分野】
【0001】
本発明は、アルミダイカスト部品の欠陥検出方法に関するものであり、例えば車両の電動パワーステアリング装置に用いられる部品などの欠陥検出に好適なものである。
【背景技術】
【0002】
例えば車両の電動パワーステアリング装置に用いられるコラムハウジングなどはアルミダイカスト部品からなる。このようなアルミダイカスト部品の強度評価方法としては、例えば下記特許文献1や特許文献2に記載されるものがある。このうち、特許文献1では、例えば鋳造品に超音波を照射して鋳造品からの音波情報に基づいて鋳造品の鋳巣と破断チル層を検出して第1の内部欠陥3次元分布データを取得し、同じ鋳造品をX線CT測定して鋳造品の複数の断面画像から鋳造品の鋳巣を検出して第2の内部欠陥3次元分布データを取得し、第1の内部欠陥3次元分布データと第2の内部欠陥3次元分布データを比較して鋳造品の破断チル層の3次元分布データを取得する。また、特許文献2では、アルミダイカスト部品のゲート近傍のランナー部内で凝固した溶湯から検査片を切り出し、その検査片の切出し面である検査面の面積に対する検査面に露出している破断チル層の面積の面積率を算出し、その面積率と所定の基準値とを比較してアルミダイカスト部品の不良を判断する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−91288号公報
【特許文献2】特開2007−111728号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前記特許文献2に記載されるアルミダイカスト部品の欠陥検出方法は、あくまでもアルミダイカスト部品のランナー部内の凝固した溶湯を検査したものであり、アルミダイカスト部品自体の欠陥検出ではない。これに対し、前記特許文献1に記載されるアルミダイカスト部品の欠陥検出方法は、アルミダイカスト部品自体の評価を可能とするが、実際のアルミダイカスト部品について、超音波探傷による内部欠陥3次元分布データを取得し、X線CTによる内部欠陥3次元分布データを取得し、両者を比較して破断チル層の分布データを取得するのは極めて困難である。
【0005】
本発明は、上記のような問題点に着目してなされたものであり、実際のアルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することが可能なアルミダイカスト部品の欠陥検出方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のアルミダイカスト部品の欠陥検出方法は、超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、前記アルミダイカスト部品の所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、前記超音波探傷による欠陥総量からX線CTによる欠陥総量を減じて前記アルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することを特徴とするものである。
【0007】
また、前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることを特徴とするものである。
また、前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することを特徴とするものである。
【発明の効果】
【0008】
而して、本発明のアルミダイカスト部品の欠陥検出によれば、超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、アルミダイカスト部品の同じ所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することとしたため、アルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することができる。
【0009】
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることとしたため、アルミダイカスト部品の内部欠陥、特に破断チル層の状態をより一層適正に検出することができる。
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することとしたため、アルミダイカスト部品の内部欠陥の状態を認識しやすい。
【図面の簡単な説明】
【0010】
【図1】本発明のアルミダイカスト部品の欠陥検出方法の一実施形態を示す超音波探傷の説明図である。
【図2】図1のアルミダイカスト部品の高応力部の説明図である。
【図3】超音波探傷で得られた破断チル層及び鋳巣の画像及び断面写真画像である。
【図4】短冊状テストピースに対する超音波探傷及びX線CTによる鋳巣及び破断チル層の画像及び破断チル層の写真画像である。
【図5】引張試験片に対する超音波探傷及びX線CTによる鋳巣及び破断チル層の画像及び破断面の写真画像である。
【図6】超音波探傷及びX線CTによる人工欠陥の画像及び写真画像である。
【図7】アルミダイカスト部品の超音波探傷及びX線CTによる鋳巣及び破断チル層の画像である。
【図8】超音波探傷及びX線CTによる破断チル層の画像及び断面写真画像である。
【図9】超音波探傷による内部欠陥の画像及び欠陥面積、欠陥面積のヒストグラム、欠陥面積の総和からなる欠陥総量の説明図である。
【図10】破断チル層の総量算出の説明図である。
【発明を実施するための形態】
【0011】
次に、本発明のアルミダイカスト部品の欠陥検出方法の一実施形態について図面を参照しながら説明する。
図1は、本実施形態のアルミダイカスト部品の欠陥検出方法で用いられる6軸可動超音波探傷装置の説明図であり、図1aは装置の全体図、図1bは被探傷物とターンテーブルの詳細図、図1cは内部欠陥探傷の説明図である。図中の符号1は、本実施形態で内部欠陥検出の対象となるアルミダイカスト部品であり、例えば電動パワーステアリング装置のコラムハウジングである。
【0012】
本実施形態では、ターンテーブル2の上にアルミダイカスト部品1を搭載し、ターンテーブル2を回転させながら探触子(プローブ)3を上方から下方に移動し、アルミダイカスト部品1の内側を螺旋状に探傷する。本実施形態のアルミダイカスト部品1は、円筒部を有するので、この円筒部の切削加工済み内周面を超音波探傷装置で探傷して内部欠陥を検出すると共にX線CTでも内部欠陥を検出する。なお、図2は、超音波探傷されるアルミダイカスト部品の内周面の展開図であり、図2に示す符号5は、予め応力解析で得た高応力部であり、アルミダイカスト部品1の破壊強度を評価する場合には、この高応力部5について超音波探傷装置で探傷して内部欠陥を検出し、その欠陥面積で評価するとよい。
【0013】
本発明のアルミダイカスト部品の欠陥評価方法は、前述の高応力部を含めた所定の範囲の内部欠陥検出を行い、欠陥の総量と、測定範囲の体積より、欠陥の存在率を算出し、強度の低下を予測するものである。特に、欠陥が高応力部に存在すると強度の低下が著しい。以下に、本実施形態のアルミダイカスト部品の欠陥検出方法の具体的手法について、開発の手順に沿って詳述する。まず始めに、アルミダイカスト部品の破断チル層を確認できる超音波探傷画像部分を断面観察して検証した。図3aには超音波探傷で検出された破断チル層を、図3bにはその断面写真画像を示す。超音波探傷では、鋳巣を検出できることも知られている。図3cには超音波探傷で検出された鋳巣を、図3dにはその断面写真画像を示す。これらの図から明らかなように、超音波探傷では、アルミダイカスト部品の破断チル層も鋳巣も検出することができる。ちなみに、ここには示していないが、超音波探傷ではアルミダイカスト部品の組織中介在物も検出することができる。
【0014】
一方、X線CT(Computed Tomography:コンピュータ断層撮影)では、鋳巣は検出できても、破断チル層を検出できないという過去の実績から、平板テストピースを用いて、X線CTと超音波探傷で鋳巣及び破断チル層の画像を取得した。図4aにそれらの画像を示す。なお、図中のUTはUltrasonic Testingの略で、超音波探傷を示す。また、図4bには、図4aで超音波探傷によって破断チル層が検出された部分の断面写真画像を示す。超音波探傷によって破断チル層が検出された画像部分には、図4bに示す破断チル層が確認されたが、X線CTでは、この破断チル層を検出することができなかった。
【0015】
次に、アルミダイカスト部品と同じアルミニウム材料で引張試験片を作成し、X線CT及び超音波探傷で平行部(試験部)の内部欠陥を検出した。内部欠陥の検出測定後、試験片に対して引張試験を行い、破面を観察した。破損の起点となる鋳巣及び破断チル層の夫々についてX線CT及び超音波探傷による内部欠陥画像の検証を行った。二種類の結果を、夫々、図5a、図5bに示す。図5aは、鋳巣起点の破損であり、破面に観察される鋳巣とX線CT及び超音波探傷による内部欠陥画像、即ち鋳巣画像が一致している。一方、図5bは、破断チル層起点の破損であり、破面に観察される破断チル層は超音波探傷による内部欠陥画像、即ち破断チル層画像とは一致するものの、X線CTによる内部欠陥画像とは一致していない。なお、X線CTではアルミダイカスト部品の組織中介在物も検出することができる。
【0016】
これらの結果から、鋳巣及び破断チル層(及び介在物)を検出している超音波探傷による内部欠陥画像の欠陥面積の総和から鋳巣(及び介在物)を検出しているX線CT探傷による内部欠陥画像の欠陥面積の総和を減じてやれば破断チル層の欠陥面積の総和を得ることができるのではないか、という知見を得た。そのためには、同一の内部欠陥に対し、超音波探傷による内部欠陥画像の欠陥面積とX線CTによる内部欠陥画像の欠陥面積が同等でなければならない。そこで、アルミダイカスト部品から切り出した円筒状のテストピースに対して図6aに示すような直径φ0.5mmの円形の穴(人工欠陥)を明け、それをX線CT及び超音波探傷の画像として取得した。図6bはX線CTによる人工欠陥画像、図6cは超音波探傷による人工欠陥画像である。X線CTによる人工欠陥画像では、検出された人工欠陥の内径が0.5mmであることが確認された。超音波探傷による人工欠陥画像では、欠陥認識のための閾値を調整することで、欠陥画像の大きさを調整することができるので、人工欠陥の内径が0.5mmになるように閾値調整を行い、これによりX線CT画像と超音波探傷画像の出力調整が完了した。
【0017】
図7には、実際のアルミダイカスト部品に対するX線CT内部欠陥画像と同じ部位の超音波探傷内部欠陥画像を夫々並べて示す。面積が0.2mm2以上の鋳巣に関してはX線CTによる欠陥画像と超音波探傷による欠陥画像が一致しているが、破断チル層に関しては超音波探傷による欠陥画像では検出されるもののX線CTによる欠陥画像では検出されない。このうち、破断チル層が超音波探傷による欠陥画像で検出された上側の部分について、実際の断面写真を取得したところ、図8に示すように、破断チル層が確認された。
【0018】
そこで、超音波探傷による内部欠陥画像は、以下のような処理を行う。即ち、アルミダイカスト部品の予め設定された所定範囲を超音波探傷し、図9aに示すように直径φ0.5mmの人工欠陥テストピースを用いて、出力合わせした所定の閾値で超音波探傷による内部欠陥画像を2値化し、図9b、図9cに示すように画像解析ソフトで、例えば面積が0.2mm2以上の内部欠陥の欠陥面積を算出する。分かりやすくするためには、図9dに示すように、アルミダイカスト部品の試験番号毎に、欠陥面積毎のヒストグラムを作成する。そして、アルミダイカスト部品の試験番号毎に、欠陥面積の総和を超音波探傷による欠陥総量として算出する。この超音波探傷による欠陥総量は、鋳巣の欠陥面積と破断チル層の欠陥面積(及び介在物の欠陥面積)を含んでいる。
【0019】
従って、例えば図10aに示すように、アルミダイカスト部品の円筒部の所定範囲について超音波探傷を行い、図10bに示すように2値化した後、図10cのように0.2mm2以上の内部欠陥の欠陥面積を算出する。アルミダイカスト部品の円筒部の所定範囲についてX線CTを行い、図10dに示すように、同じ部位の所定範囲の試験番号毎に、超音波探傷による内部欠陥画像及びX線CTによる内部欠陥画像を画像解析して夫々の欠陥面積の総和を欠陥総量として算出する。この場合、No.1〜3が破断チル層、No.4が鋳巣と判断できる。次いで、図10eに示すように、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じて前記アルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出する。
【0020】
ちなみに、内部欠陥の欠陥面積を0.2mm2以上とする理由は、0.2mm2未満の欠陥面積の内部欠陥は強度的に問題がないこと、及び少なくとも現在は0.2mm2未満の欠陥面積の内部欠陥をX線CTで正確に検出できないことの2点に由来する。超音波探傷では、0.2mm2未満の欠陥面積の内部欠陥も検出できる。従って、内部欠陥の欠陥面積を0.2mm2以上に限定しないで、単純に超音波探傷による欠陥総量からX線CTによる欠陥総量を減じると、超音波探傷でのみ検出された0.2mm2未満の欠陥面積の内部欠陥、つまり鋳巣か破断チル層か分明でなく且つ強度的に問題のない内部欠陥を評価することになってしまう。そのため、内部欠陥の欠陥面積を0.2mm2以上として欠陥の評価方法を確立した。
【0021】
このように本実施形態のアルミダイカスト部品の欠陥検出方法では、超音波探傷で得られる画像及びX線CTで得られる画像の人工欠陥(同一欠陥)に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、アルミダイカスト部品の同じ所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を例えば画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、超音波探傷による欠陥総量からX線CTによる欠陥総量を減じてアルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することにより、アルミダイカスト部品の内部欠陥、特に破断チル層の状態を適正に検出することができる。
【0022】
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求めるにあたり、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることにより、アルミダイカスト部品の内部欠陥、特に破断チル層の状態をより一層適正に検出することができる。
また、超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求めるにあたり、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することとしたため、アルミダイカスト部品の内部欠陥の状態を認識しやすい。また、超音波探傷及びX線CTにより得られた画像から、部品のどの部位に欠陥が分布しているかを確認することが可能である。
【符号の説明】
【0023】
1はアルミダイカスト部品
2はターンテーブル
3は探触子
5は高応力部
【特許請求の範囲】
【請求項1】
超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、前記アルミダイカスト部品の所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、前記超音波探傷による欠陥総量からX線CTによる欠陥総量を減じて前記アルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することを特徴とするアルミダイカスト部品の欠陥検出方法。
【請求項2】
前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることを特徴とする請求項1に記載のアルミダイカスト部品の欠陥検出方法。
【請求項3】
前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することを特徴とする請求項1又は2に記載のアルミダイカスト部品の欠陥検出方法。
【請求項1】
超音波探傷で得られる画像及びX線CTで得られる画像の同一欠陥に対する欠陥面積が同等になるように予め両者の画像出力を調整し、アルミダイカスト部品の予め設定された所定範囲の内部欠陥を超音波探傷し、当該所定範囲の超音波探傷による内部欠陥を画像解析して欠陥面積を求め、当該所定範囲の超音波探傷による内部欠陥の欠陥面積の総和を超音波探傷による欠陥総量として算出し、前記アルミダイカスト部品の所定範囲の内部欠陥をX線CTし、当該所定範囲のX線CTによる内部欠陥を画像解析して欠陥面積を求め、当該所定範囲のX線CTによる内部欠陥の欠陥面積の総和をX線CTによる欠陥総量として算出し、前記超音波探傷による欠陥総量からX線CTによる欠陥総量を減じて前記アルミダイカスト部品の予め設定された所定範囲の破断チル層の総量を算出することを特徴とするアルミダイカスト部品の欠陥検出方法。
【請求項2】
前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、欠陥面積が予め設定された所定面積以上の欠陥面積について欠陥面積の総和を求めることを特徴とする請求項1に記載のアルミダイカスト部品の欠陥検出方法。
【請求項3】
前記超音波探傷による内部欠陥の欠陥面積の総和及びX線CTによる内部欠陥の欠陥面積の総和を求める場合に、所定範囲の欠陥面積毎に内部欠陥の個数のヒストグラムを作成することを特徴とする請求項1又は2に記載のアルミダイカスト部品の欠陥検出方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−88310(P2013−88310A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229785(P2011−229785)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]