
アルミナ繊維シートの製造方法
【課題】全体に亘って均一な目付け量を有するアルミナ繊維前駆体から成るアルミナ繊維シートの製造方法を提供する。
【解決手段】アルミニウム化合物を主体とする溶液を紡糸してアルミナ繊維前駆体の薄層シート2を得、これを集積装置から連続的に引き出して折り畳み装置3に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させて積層シート4を得、これを焼成するアルミナ繊維シートの製造方法。
【解決手段】アルミニウム化合物を主体とする溶液を紡糸してアルミナ繊維前駆体の薄層シート2を得、これを集積装置から連続的に引き出して折り畳み装置3に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させて積層シート4を得、これを焼成するアルミナ繊維シートの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム化合物を含む紡糸液を紡糸して得たアルミナ繊維前駆体よりなるアルミナ繊維シートの製造方法に関する。詳しくは本発明は、全体に亘って均一な目付け量を有するアルミナ繊維前駆体よりなるアルミナ繊維シートの製造方法に関する。このアルミナ繊維シートは、高温においても優れた耐火断熱性、機械的強度、化学的安定性を有し、高温耐火断熱材、高温クッション材などとして使用される。
【背景技術】
【0002】
アルミニウム化合物を含む紡糸液を紡糸してアルミナ繊維前駆体を形成し、これを焼成してアルミナ繊維とする方法は公知である。この方法は、溶融繊維化法が困難であるアルミナ含有量が約65重量%を越えるようなアルミナ繊維の製造に特に好適である。紡糸液としては、アルミニウム化合物を主体とし、これに種々の補助成分を含有させたものが用いられている。補助成分には、金属化合物のように最終的に得られるアルミナ繊維の構成要素となるものと、水溶性高分子化合物のように紡糸液の性状を調整するためのものとがある。例えば、塩酸にアルミニウムを溶解して得られる塩基性塩化アルミニウム水溶液に、シリカゾルとポリビニルアルコールとを添加して調製した紡糸液が用いられる。
【0003】
紡糸液からアルミナ繊維前駆体を紡糸する方法としては、ブローイング法や遠心力を用いるスピンドル法が知られているが、一般にはブローイング法が用いられている。このブローイング法では、高速の紡糸気流中にノズルから紡糸液を供給する。紡糸液は紡糸気流中で引伸ばされ、かつ、水分を失って固化してアルミナ繊維前駆体となる。
【0004】
形成されたアルミナ繊維前駆体は集積して、所定の目付け量、すなわち単位面積当りの重量を有するアルミナ繊維前駆体シートとする。この前駆体シートそのものは、それを構成するアルミナ繊維前駆体は柔軟性を有するが、繊維強度が低く、また、繊維中に構造水や原料添加物が含まれ不安定であるため、通常、そのまま商品になりうるものではない。そこで、アルミナ繊維前駆体シートを焼成して、安定な酸化物状態で結晶性の高いアルミナ繊維シートとする必要がある。また、焼成前に前駆体シートにニードリングを施すことにより、機械的強度に優れたアルミナ繊維シートが得られる(特公平1−38901、特公平6−67780等参照)。
【0005】
アルミナ繊維前駆体を集積して所定の目付け量(単位面積当たりの繊維重量)を有するアルミナ繊維前駆体シートを製造する方法としては、紡糸気流中のアルミナ繊維前駆体を、所定の目付け量のシートが形成されるまで集積装置上に降り積らせる方法がある。例えば、無端ベルトを回転させつつその上にアルミナ繊維前駆体を降り積らせる。次に、降り積もって形成されたアルミナ繊維前駆体シートを、無端ベルト上から順次引出す。
【0006】
また、別の方法としては紡糸気流中のアルミナ繊維前駆体を集積装置上に所定の目付け量のシートよりも著しく薄い薄層シートとして降り積らせ、この薄層シートを次工程でドラムなどの回転体上に所定の目付け量のシートが形成されるまで何重にも巻回する方法がある。その代表的な方法では、金網製など易通気性の無端ベルトを回転させつつ、これにアルミナ繊維前駆体を含む紡糸気流をほぼ直角に衝突させる。紡糸気流は無端ベルトを通過するが、アルミナ繊維前駆体は無端ベルト上に捕集されて薄層シートを形成する。この薄層シートを無端ベルト上から引出し、回転体上に所定の目付け量のシートが形成されるまで何層にも巻付ける。その後、回転体に巻き付けた積層シートのロールを切り出して展開し、次の焼成等の工程にかける。
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記の方法によれば紡糸気流からのアルミナ繊維前駆体の捕集が容易であるが、シートの形成操作が回分式となって煩雑であり、かつ、シートの長さも回転体の外周の長さにより定まるので、任意の長さのシートを形成することはできない。
また、以上の従来法の問題点の一つとして、形成されたアルミナ繊維前駆体シートの目付け量がその幅方向において不均一であり、特に両端部においては目付け量が小さいことが挙げられる。これは紡糸気流中から集積装置上にアルミナ繊維前駆体を降り積らせる際に、集積装置の幅全体に亘って均一に降り積らず、特に幅方向の両端部に降り積る量が相対的に少ないためである。
【0008】
アルミナ繊維前駆体シートの目付け量が幅方向で不均一であり、特にその両端部において小さいことは、これを焼成して得られるアルミナ繊維シートの幅方向の目付け量も同様に変動していることを意味する。ところで、商品としてのアルミナ繊維シートは全体が均一な目付け量であることが要求されるので、目付け量が所定値より小さい幅方向の両端部分は、かなり多目に切除せざるを得ず、アルミナ繊維シートの歩留り低下をもたらす。また、両端部を切除しても、目付け量が規定の範囲外の部分が存在するものは、規格外品として処分しなければならない。
【0009】
特に、近年においては、アルミナ繊維シートを排ガス浄化装置用把持材や耐熱性フィルターなどの用途への使用が注目されており、かかる用途においては従来の用途以上にシートの厚み精度の向上が求められる。例えば、内燃機関では排ガス処理のために、排ガスの流露に触媒ケーシング内にハニカム型触媒を収容した浄化装置を設置している。このハニカム型触媒を触媒ケーシング内に把持するには、ハニカム触媒の全周に把持材をできるだけ均一な厚さに巻き付けて触媒ケーシング内に収容し、把持材の復元力によりケーシング内壁に密着固定される必要がある。かかる把持材としては、高温おいても繊維の脆化が起こらず、適当な面圧を維持できるものが望ましく、特開平7ー286514号では、アルミナ繊維シートの中でも、特に、組成がAl2O3:SiO2=70〜74:30〜26(重量比)のアルミナ繊維を積層してニードリングが施されたシートが望ましい旨が開示されている。
【課題を解決するための手段】
【0010】
従って、本発明は幅方向の全体に亘って均一な目付け量のアルミナ繊維シートの製造方法を提供しようとするものである。すなわち、アルミニウム化合物を主体とする溶液を紡糸してアルミナ繊維前駆体の薄層シートを得、これを集積装置から連続的に引き出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させて積層シートを得、これを焼成することを特徴とするアルミナ繊維シートの製造方法に存する。
【発明の効果】
【0011】
本発明によれば、全体に亘って均一な目付け量を有するアルミナ繊維前駆体よりなる積層シートを製造することができる。そして、この積層シートを、所望によりニードリングを施した後、常法により焼成することにより、全体に亘って均一な目付け量を有するアルミナ繊維シートを得ることができる。また、本発明によれば、任意の長さのアルミナ繊維シートを連続生産することが容易であり、従来法よりも生産効率の向上が顕著である。
【発明を実施するための最良の形態】
【0012】
以下、発明を詳細に説明する。本発明においては、紡糸液の調製及び紡糸液からのアルミナ繊維前駆体の製造は、常法に従って行うことができる。紡糸液としては、例えば、塩酸にアルミニウムを溶解して調製した塩基性塩化アルミニウム水溶液に、最終的に得られるアルミナ繊維の組成が、Al2O3:SiO2(重量比)として、好ましくは65〜98:35〜2、特に好ましくは70〜97:35〜3の範囲となるようにシリカゾルを添加する。珪素成分が多すぎると繊維化は容易となるが耐熱性が著しく低下し、一方、珪素成分が少なすぎると繊維が脆化しやすくなるからである。更に、紡糸性を向上させるために、好ましくは、ポリビニルアルコール、ポリエチレングリコール、澱粉、セルロース誘導体等の水溶性有機重合体を加え、場合によっては適宜濃縮操作を行い、粘度を通常10〜100ポイズに調整したものが用いられる。
【0013】
紡糸液からのアルミナ繊維前駆体の形成は、高速の紡糸気流中に紡糸液を供給するブローイング法によるのが好ましい。なお、ブローイング法のノズルには、紡糸気流を発生する気流ノズル中に紡糸液ノズルを内装したものと、紡糸気流の外から紡糸液を供給するように紡糸液ノズルを設置したものとがあるが、いずれを用いることもできる。上述のブローイング法により紡糸した場合には、金網製の無端ベルトを、紡糸気流に対してほぼ直角となるように設置し、これを回転させつつ、これに形成されたアルミナ繊維前駆体を含む紡糸気流を衝突させる方法によるのが好ましい。この紡糸により形成されたアルミナ繊維前駆体は、その太さが通常数μmであり、長さが数十mm〜数百mmである。
【0014】
集積装置上に形成されたアルミナ繊維前駆体の薄層シートは、集積装置から連続的に引出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させる。言い換えれば、薄層シートは集積装置から連続的に引出し、薄層シートの進行方向に折り畳んで積み重ねつつ、折り畳み方向に対して横方向に連続的に移動させる。従って、折り畳む幅は形成しようとする積層シートの幅と等しくなる。これにより薄層シートの幅方向の両端部は形成される積層シート内に分散されるので、積層シートの目付け量は積層シート全体に亘って均一となる。
【0015】
上記における薄層シートの目付量は、薄層シートが最低限形成される必要があり、通常10〜200g/m2、好ましくは30〜100g/m2である。また、この薄層シートはその幅方向及び長さ方向のいずれにおいても必ずしも均一ではないので、積層シートとしては、少なくとも5層以上、好ましくは8層以上、特に好ましくは10〜80層の薄層シートを積み重ねて形成する。これにより薄層シートの部分的な不均一が相殺されて、全体に亘って均一な目付け量を有する積層シートを得ることができる。なお、積層数の上限は特に制限はないが、シートが厚くなりすぎると、後工程で通常実施されるニードリングによる厚み方向の剥離強度向上が不十分になったり、あるいは、シートの生産性も低下するのであまり好ましくない。
【0016】
薄層シートを折り畳んで積み重ねて積層シートとするには、薄層シートを集積装置から連続的に引出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させるようにする。例えば、集積装置においては、回転している金網状の無端ベルト上にアルミナ繊維前駆体を積らせて薄層シートを形成させた後、この薄層シートを無端ベルト上から引き出して折り畳み装置に送る。この折り畳み装置においては、折り畳み方向に対してほぼ直角方向に回転している無端ベルト上に所定の幅に折り畳んで積み重ねていけばよい。なお、積層シートの積層数は該無端ベルトの移動速度で決定され、遅くするほど積層数が大きくなり、速くするほど積層数が小さくなる。
【0017】
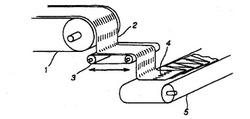
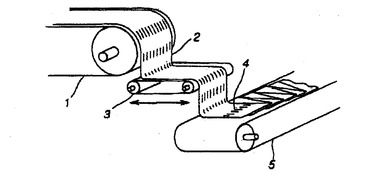
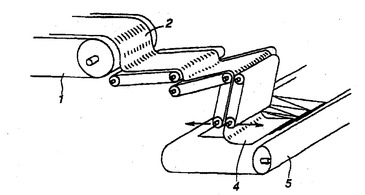
図1はこのような本発明を実施するフローシートの1例を示す概念図である。薄層シート2を運搬するための薄層シート搬送用無端ベルト1と、この無端ベルトの後端部に、この無端ベルトよりも低い位置に且つこの無端ベルトに対して横方向に設けた積層シート搬送用無端ベルト5と、薄層シート用無端ベルトの後端部から垂下する薄層シートを折り畳んで積層シート搬送用無端ベルト5の上に積み重ねる折り畳み手段とを備えた折り畳み装置3を用いる。この折り畳み装置3では図1の矢印のように左右に可動し、その可動幅により積層シートの幅が決定される。このような折り畳み装置を用いれば、連続的に送られてくる薄層シートから、任意の幅の積層シート4を連続的に製造することができる。また、折り畳み装置の構造は図1のものに限定されるものではなく、例えば、図2のような水平運動による縦型の折り畳み装置も使用することができる。
【0018】
このようにして製造されたアルミナ繊維前駆体の積層シートは、常法により焼成することによりアルミナ繊維シートに転換される。焼成は、通常500℃以上、好ましくは1000〜1300℃で行われる。また、焼成に先立ち、積層シートにニードリングを施すと、アルミナ繊維がシートの厚さ方向にも配向された機械的強度の大きいアルミナ繊維シートとすることができる。ニードリングの打数は通常1〜50打/cm2であり、一般に打数が多いほど得られるアルミナ繊維シートの嵩密度と剥離強度が大きくなる。
【実施例】
【0019】
〔実施例1〕
塩基性塩化アルミニウム(アルミニウム含有量70g/l、Al/Cl=1.8(原子比))水溶液に、シリカゾルを最終的に得られるアルミナ繊維の組成がAl2O3:SiO2=72:28(重量比)となるように加え、更に、ポリビニルアルコールを加えた後、濃縮して、粘度40ポイズ、アルミナ・シリカ含量約30重量%の紡糸液を調製し、該紡糸液を用いてブローイング法で紡糸した。形成されたアルミナ繊維前駆体を含む紡糸気流を金網製の無端ベルトに衝突させてアルミナ繊維前駆体を捕集し、目付約40g/m2の比較的不均一で、かつアルミナ繊維前駆体が面内でランダムに配列している幅1050mm薄層シートを得た。
【0020】
この薄層シートを図1に示すような構造の折り畳み装置を用いて折り畳んで積み重ね、幅950mmで63層の薄層シートから成るアルミナ繊維前駆体の連続する積層シートを製造した。これを、300℃で2時間保持し、次に、300〜550℃で2℃/分、550〜1250℃で5℃/分で逐次昇温し、1250℃で30分保持するように焼成して、厚さ約25mm、幅約650mmの連続アルミナ繊維シートとした。このアルミナ繊維シートを幅600mmに切断して折り返し部からなる両端部を除去した。このアルミナ繊維シートの長さ2000mmの部分につき、幅方向に6等分、長さ方向に20等分して、各部分の目付け量を測定した。長さ方向に20等分した各部分につき、幅方向の目付け量の平均値に対する標準偏差の3倍値([3σ/目付け量]×100)を求め、これを長さ方向の20点を平均して求めたバラツキ値は7.7%であった。
【0021】
〔比較例1〕
実施例1と同様な方法で得た薄層シートを真円の回転体上に巻きつけて63層の薄層シートからなる幅1050mmのアルミナ繊維前駆体の積層シートを製造し、これを焼成して、厚さ約40mm、幅約740mmのアルミナ繊維シートを幅600mmに切断したものについて同様に試験を行ったところ、実施例1と同様な方法で求めたバラツキ値は17.4%であった。
【0022】
〔実施例2〕
実施例1と同様の方法で得た目付約40g/m2、幅1050mmの薄層シートは、実施例1よりも積層シートその引き出し速度を速めることで、幅950mmで30層の薄層シートから成るアルミナ繊維前駆体の連続する積層シートを製造した。該積層シートに、減摩剤として10重量%高級脂肪酸エステルミネラルオイル溶液30ml/kgを吹き付け、次いで、5打/cm2のニードリングを行った後、実施例1と同様の方法で焼成して、厚さ約10mm、幅約650mmの連続アルミナ繊維シートとした。このアルミナ繊維シートについて、実施例1と同様な方法で評価したところ、バラツキ値は6.7%であった。また、上記で得られたアルミナ繊維シートの排ガス浄化装置用把持材としての適性を評価するために、シートの幅方向に50mm×50mm角の試料を等間隔で5枚採取し、圧縮試験機で室温で厚さ方向に厚さ4mmmに圧縮して面圧を測定し、次いで開放するという圧縮開放操作を1枚の試料につき5回繰り返した。また、同様に、5枚の試料を厚さ3mmmに圧縮して面圧を測定し、次いで開放する圧縮開放操作も1枚の試料につき5回繰り返した。以上の結果を表−1に示す。
【0023】
〔比較例2〕
比較例1と同様なよう方法で得た薄層シートを真円の回転体上に巻きつけて30層の薄層シートからなる幅1050mmのアルミナ繊維前駆体の積層シートを製造し、これを実施例2と同様にニードリング及び焼成を行い、厚さ約10mm、幅約740mmのアルミナ繊維シートのバラツキ値は16.8%であった。また、実施例2と同様に、得られたアルミナ繊維シートの排ガス浄化装置用把持材としての適性を評価した結果を表−1に示す。実施例2と比較例2を比較すると、両者とも面圧が高く、かつ、厚さ変更を繰返しても面圧の低下が少なく、繊維の復元力が高く、把持材として適していることがわかる。但し、実施例2の方が比較例2よりも、各シート間での面圧特性のばらつきが少なく、把持材原料として特に好適であることがわかる。
【0024】
【表1】

【図面の簡単な説明】
【0025】
【図1】本発明を実施するフローシートの1例を示す概念図である
【図2】本発明の実施に用いることができる折り畳み装置の1例を示す概念図である
【符号の説明】
【0026】
1.アルミナ繊維前駆体薄層シート搬送用無端ベルト
2.アルミナ繊維前駆体薄層シート
3.折り畳み装置
4.積層シート
5.積層シート搬送用無端ベルト
【技術分野】
【0001】
本発明は、アルミニウム化合物を含む紡糸液を紡糸して得たアルミナ繊維前駆体よりなるアルミナ繊維シートの製造方法に関する。詳しくは本発明は、全体に亘って均一な目付け量を有するアルミナ繊維前駆体よりなるアルミナ繊維シートの製造方法に関する。このアルミナ繊維シートは、高温においても優れた耐火断熱性、機械的強度、化学的安定性を有し、高温耐火断熱材、高温クッション材などとして使用される。
【背景技術】
【0002】
アルミニウム化合物を含む紡糸液を紡糸してアルミナ繊維前駆体を形成し、これを焼成してアルミナ繊維とする方法は公知である。この方法は、溶融繊維化法が困難であるアルミナ含有量が約65重量%を越えるようなアルミナ繊維の製造に特に好適である。紡糸液としては、アルミニウム化合物を主体とし、これに種々の補助成分を含有させたものが用いられている。補助成分には、金属化合物のように最終的に得られるアルミナ繊維の構成要素となるものと、水溶性高分子化合物のように紡糸液の性状を調整するためのものとがある。例えば、塩酸にアルミニウムを溶解して得られる塩基性塩化アルミニウム水溶液に、シリカゾルとポリビニルアルコールとを添加して調製した紡糸液が用いられる。
【0003】
紡糸液からアルミナ繊維前駆体を紡糸する方法としては、ブローイング法や遠心力を用いるスピンドル法が知られているが、一般にはブローイング法が用いられている。このブローイング法では、高速の紡糸気流中にノズルから紡糸液を供給する。紡糸液は紡糸気流中で引伸ばされ、かつ、水分を失って固化してアルミナ繊維前駆体となる。
【0004】
形成されたアルミナ繊維前駆体は集積して、所定の目付け量、すなわち単位面積当りの重量を有するアルミナ繊維前駆体シートとする。この前駆体シートそのものは、それを構成するアルミナ繊維前駆体は柔軟性を有するが、繊維強度が低く、また、繊維中に構造水や原料添加物が含まれ不安定であるため、通常、そのまま商品になりうるものではない。そこで、アルミナ繊維前駆体シートを焼成して、安定な酸化物状態で結晶性の高いアルミナ繊維シートとする必要がある。また、焼成前に前駆体シートにニードリングを施すことにより、機械的強度に優れたアルミナ繊維シートが得られる(特公平1−38901、特公平6−67780等参照)。
【0005】
アルミナ繊維前駆体を集積して所定の目付け量(単位面積当たりの繊維重量)を有するアルミナ繊維前駆体シートを製造する方法としては、紡糸気流中のアルミナ繊維前駆体を、所定の目付け量のシートが形成されるまで集積装置上に降り積らせる方法がある。例えば、無端ベルトを回転させつつその上にアルミナ繊維前駆体を降り積らせる。次に、降り積もって形成されたアルミナ繊維前駆体シートを、無端ベルト上から順次引出す。
【0006】
また、別の方法としては紡糸気流中のアルミナ繊維前駆体を集積装置上に所定の目付け量のシートよりも著しく薄い薄層シートとして降り積らせ、この薄層シートを次工程でドラムなどの回転体上に所定の目付け量のシートが形成されるまで何重にも巻回する方法がある。その代表的な方法では、金網製など易通気性の無端ベルトを回転させつつ、これにアルミナ繊維前駆体を含む紡糸気流をほぼ直角に衝突させる。紡糸気流は無端ベルトを通過するが、アルミナ繊維前駆体は無端ベルト上に捕集されて薄層シートを形成する。この薄層シートを無端ベルト上から引出し、回転体上に所定の目付け量のシートが形成されるまで何層にも巻付ける。その後、回転体に巻き付けた積層シートのロールを切り出して展開し、次の焼成等の工程にかける。
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記の方法によれば紡糸気流からのアルミナ繊維前駆体の捕集が容易であるが、シートの形成操作が回分式となって煩雑であり、かつ、シートの長さも回転体の外周の長さにより定まるので、任意の長さのシートを形成することはできない。
また、以上の従来法の問題点の一つとして、形成されたアルミナ繊維前駆体シートの目付け量がその幅方向において不均一であり、特に両端部においては目付け量が小さいことが挙げられる。これは紡糸気流中から集積装置上にアルミナ繊維前駆体を降り積らせる際に、集積装置の幅全体に亘って均一に降り積らず、特に幅方向の両端部に降り積る量が相対的に少ないためである。
【0008】
アルミナ繊維前駆体シートの目付け量が幅方向で不均一であり、特にその両端部において小さいことは、これを焼成して得られるアルミナ繊維シートの幅方向の目付け量も同様に変動していることを意味する。ところで、商品としてのアルミナ繊維シートは全体が均一な目付け量であることが要求されるので、目付け量が所定値より小さい幅方向の両端部分は、かなり多目に切除せざるを得ず、アルミナ繊維シートの歩留り低下をもたらす。また、両端部を切除しても、目付け量が規定の範囲外の部分が存在するものは、規格外品として処分しなければならない。
【0009】
特に、近年においては、アルミナ繊維シートを排ガス浄化装置用把持材や耐熱性フィルターなどの用途への使用が注目されており、かかる用途においては従来の用途以上にシートの厚み精度の向上が求められる。例えば、内燃機関では排ガス処理のために、排ガスの流露に触媒ケーシング内にハニカム型触媒を収容した浄化装置を設置している。このハニカム型触媒を触媒ケーシング内に把持するには、ハニカム触媒の全周に把持材をできるだけ均一な厚さに巻き付けて触媒ケーシング内に収容し、把持材の復元力によりケーシング内壁に密着固定される必要がある。かかる把持材としては、高温おいても繊維の脆化が起こらず、適当な面圧を維持できるものが望ましく、特開平7ー286514号では、アルミナ繊維シートの中でも、特に、組成がAl2O3:SiO2=70〜74:30〜26(重量比)のアルミナ繊維を積層してニードリングが施されたシートが望ましい旨が開示されている。
【課題を解決するための手段】
【0010】
従って、本発明は幅方向の全体に亘って均一な目付け量のアルミナ繊維シートの製造方法を提供しようとするものである。すなわち、アルミニウム化合物を主体とする溶液を紡糸してアルミナ繊維前駆体の薄層シートを得、これを集積装置から連続的に引き出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させて積層シートを得、これを焼成することを特徴とするアルミナ繊維シートの製造方法に存する。
【発明の効果】
【0011】
本発明によれば、全体に亘って均一な目付け量を有するアルミナ繊維前駆体よりなる積層シートを製造することができる。そして、この積層シートを、所望によりニードリングを施した後、常法により焼成することにより、全体に亘って均一な目付け量を有するアルミナ繊維シートを得ることができる。また、本発明によれば、任意の長さのアルミナ繊維シートを連続生産することが容易であり、従来法よりも生産効率の向上が顕著である。
【発明を実施するための最良の形態】
【0012】
以下、発明を詳細に説明する。本発明においては、紡糸液の調製及び紡糸液からのアルミナ繊維前駆体の製造は、常法に従って行うことができる。紡糸液としては、例えば、塩酸にアルミニウムを溶解して調製した塩基性塩化アルミニウム水溶液に、最終的に得られるアルミナ繊維の組成が、Al2O3:SiO2(重量比)として、好ましくは65〜98:35〜2、特に好ましくは70〜97:35〜3の範囲となるようにシリカゾルを添加する。珪素成分が多すぎると繊維化は容易となるが耐熱性が著しく低下し、一方、珪素成分が少なすぎると繊維が脆化しやすくなるからである。更に、紡糸性を向上させるために、好ましくは、ポリビニルアルコール、ポリエチレングリコール、澱粉、セルロース誘導体等の水溶性有機重合体を加え、場合によっては適宜濃縮操作を行い、粘度を通常10〜100ポイズに調整したものが用いられる。
【0013】
紡糸液からのアルミナ繊維前駆体の形成は、高速の紡糸気流中に紡糸液を供給するブローイング法によるのが好ましい。なお、ブローイング法のノズルには、紡糸気流を発生する気流ノズル中に紡糸液ノズルを内装したものと、紡糸気流の外から紡糸液を供給するように紡糸液ノズルを設置したものとがあるが、いずれを用いることもできる。上述のブローイング法により紡糸した場合には、金網製の無端ベルトを、紡糸気流に対してほぼ直角となるように設置し、これを回転させつつ、これに形成されたアルミナ繊維前駆体を含む紡糸気流を衝突させる方法によるのが好ましい。この紡糸により形成されたアルミナ繊維前駆体は、その太さが通常数μmであり、長さが数十mm〜数百mmである。
【0014】
集積装置上に形成されたアルミナ繊維前駆体の薄層シートは、集積装置から連続的に引出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させる。言い換えれば、薄層シートは集積装置から連続的に引出し、薄層シートの進行方向に折り畳んで積み重ねつつ、折り畳み方向に対して横方向に連続的に移動させる。従って、折り畳む幅は形成しようとする積層シートの幅と等しくなる。これにより薄層シートの幅方向の両端部は形成される積層シート内に分散されるので、積層シートの目付け量は積層シート全体に亘って均一となる。
【0015】
上記における薄層シートの目付量は、薄層シートが最低限形成される必要があり、通常10〜200g/m2、好ましくは30〜100g/m2である。また、この薄層シートはその幅方向及び長さ方向のいずれにおいても必ずしも均一ではないので、積層シートとしては、少なくとも5層以上、好ましくは8層以上、特に好ましくは10〜80層の薄層シートを積み重ねて形成する。これにより薄層シートの部分的な不均一が相殺されて、全体に亘って均一な目付け量を有する積層シートを得ることができる。なお、積層数の上限は特に制限はないが、シートが厚くなりすぎると、後工程で通常実施されるニードリングによる厚み方向の剥離強度向上が不十分になったり、あるいは、シートの生産性も低下するのであまり好ましくない。
【0016】
薄層シートを折り畳んで積み重ねて積層シートとするには、薄層シートを集積装置から連続的に引出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させるようにする。例えば、集積装置においては、回転している金網状の無端ベルト上にアルミナ繊維前駆体を積らせて薄層シートを形成させた後、この薄層シートを無端ベルト上から引き出して折り畳み装置に送る。この折り畳み装置においては、折り畳み方向に対してほぼ直角方向に回転している無端ベルト上に所定の幅に折り畳んで積み重ねていけばよい。なお、積層シートの積層数は該無端ベルトの移動速度で決定され、遅くするほど積層数が大きくなり、速くするほど積層数が小さくなる。
【0017】
図1はこのような本発明を実施するフローシートの1例を示す概念図である。薄層シート2を運搬するための薄層シート搬送用無端ベルト1と、この無端ベルトの後端部に、この無端ベルトよりも低い位置に且つこの無端ベルトに対して横方向に設けた積層シート搬送用無端ベルト5と、薄層シート用無端ベルトの後端部から垂下する薄層シートを折り畳んで積層シート搬送用無端ベルト5の上に積み重ねる折り畳み手段とを備えた折り畳み装置3を用いる。この折り畳み装置3では図1の矢印のように左右に可動し、その可動幅により積層シートの幅が決定される。このような折り畳み装置を用いれば、連続的に送られてくる薄層シートから、任意の幅の積層シート4を連続的に製造することができる。また、折り畳み装置の構造は図1のものに限定されるものではなく、例えば、図2のような水平運動による縦型の折り畳み装置も使用することができる。
【0018】
このようにして製造されたアルミナ繊維前駆体の積層シートは、常法により焼成することによりアルミナ繊維シートに転換される。焼成は、通常500℃以上、好ましくは1000〜1300℃で行われる。また、焼成に先立ち、積層シートにニードリングを施すと、アルミナ繊維がシートの厚さ方向にも配向された機械的強度の大きいアルミナ繊維シートとすることができる。ニードリングの打数は通常1〜50打/cm2であり、一般に打数が多いほど得られるアルミナ繊維シートの嵩密度と剥離強度が大きくなる。
【実施例】
【0019】
〔実施例1〕
塩基性塩化アルミニウム(アルミニウム含有量70g/l、Al/Cl=1.8(原子比))水溶液に、シリカゾルを最終的に得られるアルミナ繊維の組成がAl2O3:SiO2=72:28(重量比)となるように加え、更に、ポリビニルアルコールを加えた後、濃縮して、粘度40ポイズ、アルミナ・シリカ含量約30重量%の紡糸液を調製し、該紡糸液を用いてブローイング法で紡糸した。形成されたアルミナ繊維前駆体を含む紡糸気流を金網製の無端ベルトに衝突させてアルミナ繊維前駆体を捕集し、目付約40g/m2の比較的不均一で、かつアルミナ繊維前駆体が面内でランダムに配列している幅1050mm薄層シートを得た。
【0020】
この薄層シートを図1に示すような構造の折り畳み装置を用いて折り畳んで積み重ね、幅950mmで63層の薄層シートから成るアルミナ繊維前駆体の連続する積層シートを製造した。これを、300℃で2時間保持し、次に、300〜550℃で2℃/分、550〜1250℃で5℃/分で逐次昇温し、1250℃で30分保持するように焼成して、厚さ約25mm、幅約650mmの連続アルミナ繊維シートとした。このアルミナ繊維シートを幅600mmに切断して折り返し部からなる両端部を除去した。このアルミナ繊維シートの長さ2000mmの部分につき、幅方向に6等分、長さ方向に20等分して、各部分の目付け量を測定した。長さ方向に20等分した各部分につき、幅方向の目付け量の平均値に対する標準偏差の3倍値([3σ/目付け量]×100)を求め、これを長さ方向の20点を平均して求めたバラツキ値は7.7%であった。
【0021】
〔比較例1〕
実施例1と同様な方法で得た薄層シートを真円の回転体上に巻きつけて63層の薄層シートからなる幅1050mmのアルミナ繊維前駆体の積層シートを製造し、これを焼成して、厚さ約40mm、幅約740mmのアルミナ繊維シートを幅600mmに切断したものについて同様に試験を行ったところ、実施例1と同様な方法で求めたバラツキ値は17.4%であった。
【0022】
〔実施例2〕
実施例1と同様の方法で得た目付約40g/m2、幅1050mmの薄層シートは、実施例1よりも積層シートその引き出し速度を速めることで、幅950mmで30層の薄層シートから成るアルミナ繊維前駆体の連続する積層シートを製造した。該積層シートに、減摩剤として10重量%高級脂肪酸エステルミネラルオイル溶液30ml/kgを吹き付け、次いで、5打/cm2のニードリングを行った後、実施例1と同様の方法で焼成して、厚さ約10mm、幅約650mmの連続アルミナ繊維シートとした。このアルミナ繊維シートについて、実施例1と同様な方法で評価したところ、バラツキ値は6.7%であった。また、上記で得られたアルミナ繊維シートの排ガス浄化装置用把持材としての適性を評価するために、シートの幅方向に50mm×50mm角の試料を等間隔で5枚採取し、圧縮試験機で室温で厚さ方向に厚さ4mmmに圧縮して面圧を測定し、次いで開放するという圧縮開放操作を1枚の試料につき5回繰り返した。また、同様に、5枚の試料を厚さ3mmmに圧縮して面圧を測定し、次いで開放する圧縮開放操作も1枚の試料につき5回繰り返した。以上の結果を表−1に示す。
【0023】
〔比較例2〕
比較例1と同様なよう方法で得た薄層シートを真円の回転体上に巻きつけて30層の薄層シートからなる幅1050mmのアルミナ繊維前駆体の積層シートを製造し、これを実施例2と同様にニードリング及び焼成を行い、厚さ約10mm、幅約740mmのアルミナ繊維シートのバラツキ値は16.8%であった。また、実施例2と同様に、得られたアルミナ繊維シートの排ガス浄化装置用把持材としての適性を評価した結果を表−1に示す。実施例2と比較例2を比較すると、両者とも面圧が高く、かつ、厚さ変更を繰返しても面圧の低下が少なく、繊維の復元力が高く、把持材として適していることがわかる。但し、実施例2の方が比較例2よりも、各シート間での面圧特性のばらつきが少なく、把持材原料として特に好適であることがわかる。
【0024】
【表1】
【図面の簡単な説明】
【0025】
【図1】本発明を実施するフローシートの1例を示す概念図である
【図2】本発明の実施に用いることができる折り畳み装置の1例を示す概念図である
【符号の説明】
【0026】
1.アルミナ繊維前駆体薄層シート搬送用無端ベルト
2.アルミナ繊維前駆体薄層シート
3.折り畳み装置
4.積層シート
5.積層シート搬送用無端ベルト
【特許請求の範囲】
【請求項1】
アルミニウム化合物を主体とする溶液を紡糸してアルミナ繊維前駆体の薄層シートを得、これを集積装置から連続的に引き出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させて積層シートを得、これを焼成することを特徴とするアルミナ繊維シートの製造方法。
【請求項2】
アルミナ繊維の組成がAl2O3:SiO2=65〜98:35〜2(重量比)であることを特徴とする請求項1に記載のアルミナ繊維シートの製造方法。
【請求項3】
8層以上の薄層シートを積み重ねることを特徴とする請求項1又は2に記載のアルミナ繊維シートの製造方法。
【請求項1】
アルミニウム化合物を主体とする溶液を紡糸してアルミナ繊維前駆体の薄層シートを得、これを集積装置から連続的に引き出して折り畳み装置に送り、所定の幅に折り畳んで積み重ねつつ、折り畳み方向に対して直角方向に連続的に移動させて積層シートを得、これを焼成することを特徴とするアルミナ繊維シートの製造方法。
【請求項2】
アルミナ繊維の組成がAl2O3:SiO2=65〜98:35〜2(重量比)であることを特徴とする請求項1に記載のアルミナ繊維シートの製造方法。
【請求項3】
8層以上の薄層シートを積み重ねることを特徴とする請求項1又は2に記載のアルミナ繊維シートの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−7933(P2008−7933A)
【公開日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願番号】特願2007−197209(P2007−197209)
【出願日】平成19年7月30日(2007.7.30)
【分割の表示】特願2006−218845(P2006−218845)の分割
【原出願日】平成11年7月6日(1999.7.6)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
【公開日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願日】平成19年7月30日(2007.7.30)
【分割の表示】特願2006−218845(P2006−218845)の分割
【原出願日】平成11年7月6日(1999.7.6)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
[ Back to top ]