
アルミニウムの溶接装置
【課題】 酸化皮膜の除去効果を向上させ、電極ワイヤーの粉塵による溶接ムラを防止し、かつ、高い溶接電流でもパッカリングが抑止されるようにする。
【解決手段】 溶接部に電極ワイヤー2を送通する孔を有し、溶接電源からの電力を電極ワイヤー2に供給し、電極ワイヤー2と孔との間に隙間を形成するように構成し、隙間に溶接部の方向へシールドガスAを流すようにしたチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備えた溶接トーチを有し、シールドガスA及びシールドガスBをAr50%とHe50%の混合ガスとし、シールドガスCをAr100%のガスとし、シールドガスAの流量を0を超え、5L/min以下とし、シールドガスB及びシールドガスCの流量を25L/min以上、60L/min以下とする。
【解決手段】 溶接部に電極ワイヤー2を送通する孔を有し、溶接電源からの電力を電極ワイヤー2に供給し、電極ワイヤー2と孔との間に隙間を形成するように構成し、隙間に溶接部の方向へシールドガスAを流すようにしたチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備えた溶接トーチを有し、シールドガスA及びシールドガスBをAr50%とHe50%の混合ガスとし、シールドガスCをAr100%のガスとし、シールドガスAの流量を0を超え、5L/min以下とし、シールドガスB及びシールドガスCの流量を25L/min以上、60L/min以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウムの溶接を高効率化することができるアルミニウムの溶接装置に関するものである。
【背景技術】
【0002】
アルミニウム素材表面には高融点の酸化皮膜(Al2O3)が生成されており、この酸化皮膜のためにアルミニウムの溶接における溶接アークが不安定になり、溶接内部に多くの欠陥が発生するという問題がある。
【0003】
従来、上記問題に対して、ArガスやHeガス等の不活性ガスを溶接部に吹き付けるノズルを、溶接部へ送給する電極ワイヤーの周囲に設けて外気の混入を防止するシールド対策が講じられている。
【0004】
例えば、特許文献1にはノズルを多重にし、外側ノズルと内側ノズルのガスの種類と流量を変えることにより、シールド効果と溶接性能とを向上させることが開示されている。
【0005】
【特許文献1】特開昭57−390815号公報(第2−4頁、第3図、第4図)
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記特許文献1に記載のアルミニウムの溶接装置では、アルミニウム表面に生成される酸化皮膜(Al2O3)の除去効果が十分とはいえず、また、電極ワイヤーを溶接部へ送給するガイドとなるチップにおける電極ワイヤーから発生する粉塵による溶接ムラが発生するという問題がある。
【0007】
また、溶け込み深さ及び広さを大きくするために、溶接電流を大きくすると約350Aを超えた場合に、パッカリングという溶接の不安定現象が起こるという問題がある。
【0008】
本発明は、上記のような従来のアルミニウムの溶接装置の問題を解決するためになされたものであり、アルミニウム表面に生成される酸化皮膜の除去効果を向上させ、また、電極ワイヤーの粉塵による溶接ムラを防止するとともに、高い溶接電流でもパッカリングの発生が抑止されるようにして安定したアルミニウムの溶接ができるようにすることを目的とする。
【課題を解決するための手段】
【0009】
本発明に係るアルミニウムの溶接装置は、溶接部に電極ワイヤーを送通する孔を有し、溶接電源からの電力を上記電極ワイヤーに供給し、上記電極ワイヤーと上記孔との間に隙間を形成するように構成し、上記隙間に上記溶接部の方向へシールドガスAを所定の流量で流すようにしたチップ、
上記チップの外周から上記溶接部にシールドガスBを所定の流量で噴出する内部ノズル、
上記内部ノズルの外周から上記溶接部にシールドガスCを所定の流量で噴出する外部ノズルを備えた溶接トーチを有し、
上記シールドガスA及びシールドガスBをArガス50%とHeガス50%の混合ガスとし、
上記シールドガスCをArガス100%とし、
上記シールドガスAの上記流量を0を超え、5L/min以下とし、
上記シールドガスB及びシールドガスCの上記流量を25L/min以上、60L/min以下とするものである。
【発明の効果】
【0010】
本発明に係るアルミニウムの溶接装置によれば、酸化皮膜の除去効果が向上され、また、電極ワイヤーの粉塵による溶接ムラが防止され、さらに、高い溶接電流でもパッカリングの発生が抑止され、安定なアルミニウムの溶接ができるようになる。
【発明を実施するための最良の形態】
【0011】
実施の形態1.
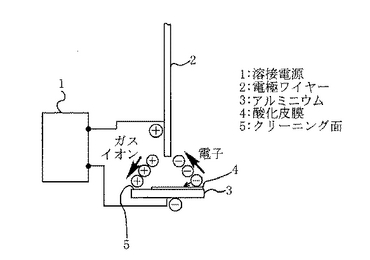
図1は、アルミニウム溶接時におけるアルミニウム酸化皮膜除去の原理を示す模式図である。図1に示したように、溶接電源(直流電源)1のいわゆる逆極性(電極ワイヤー2が+でアルミニウム3が−)が電極ワイヤー2に与えられると+のガスイオンが発生し、このガスイオンがアルミニウム3表面の酸化皮膜4に衝突して酸化皮膜4が破壊され、アルミニウム3表面がクリーニングされたクリーニング面5が形成される。
【0012】
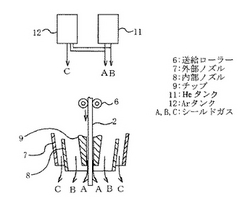
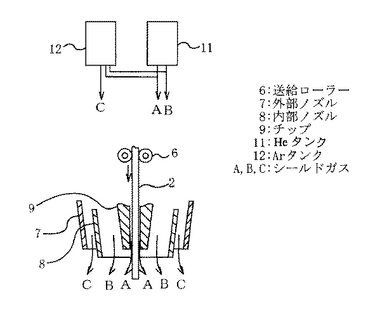
図2は、本発明に係るアルミニウムの溶接装置の実施の形態1を示す模式図であり、溶接トーチは、送給ローラー6により送給される電極ワイヤー2をガイドするとともに電極ワイヤー2に通電するためのチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備え、チップ9には、シールドガスAを流入し溶接部の方向へ流出させる隙間が設けられている。
【0013】
シールドガスA及びシールドガスBは、Arガスタンク12及びHeガスタンク11から供給されるArガス及びHeガスをガスミキサーによってArガス50%+Heガス50%とした混合ガスであり、シールドガスCは、Arタンク12から供給されるArガス100%のガスである。
【0014】
シールドガスAの流量は、0を超え5L/min以下とし、シールドガスB及びシールドガスCの流量は、25L/min以上、60L/min以下とする。
【0015】
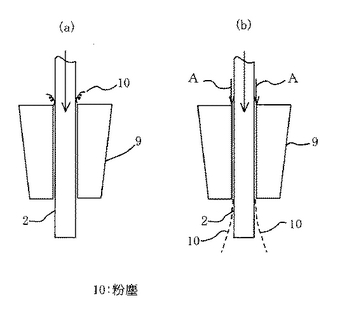
図3は、チップ9において電極ワイヤー2から粉塵10が発生する状態を示す断面図であり、図3(a)に示したように、チップ9の電極ワイヤー2挿入側のエッジと電極ワイヤー2とが摺動して粉塵10が発生して電極ワイヤー2の送給速度が不安定になり、その結果溶接が不安定になることがあるが、図3(b)に示したように、チップ9と電極ワイヤー2との間の隙間にシールドガスAを流すことによって粉塵10が隙間から外部へ押し出され、電極ワイヤー2の送給速度が安定する。
【0016】
シールドガスAの流量は、外気を巻込まないように隙間内を正圧とするために、0を超えるようにし、また、電極ワイヤー2から発生するアークに対して影響しないように5L/min以下とする。
【0017】
また、シールドガスB及びシールドガスCの流量は、シールド性を保持するために25L/min以上とすることが必要である。シールドガスB及びシールドガスCの流量を多くしすぎると外気を巻込むので、シールドガスB及びシールドガスCの流量は外気を巻込まないように60L/min以下とする。
【0018】
また、シールドガスA及びシールドガスBは、溶接部の溶け込み深さ及び溶け込み形状に影響する。本発明者らの実験によれば、シールドガスA及びシールドガスBを、Arガス50%+Heガス50%の混合ガスとすることによって、350Aを超える溶接電流でもパッカリング現象が抑制され、いわゆる鍋底型の溶け込みが深く、かつ、溶け込みが広い溶接が安定して得られることが判明した。
【0019】
このように、350Aを超える溶接電流でも鍋底型の溶け込みが安定して得られるのは、Arのシールドガスに、50%のHeガスを混合することにより、アークが発生したときの混合シールドガスの熱伝導性が向上し、シールドガスの原子の運動速度が速くなることにより熱エネルギーが増すことによって、クリーニング現象が助長され、また、安定し、パッカリングが抑制されるためと推察される。
【0020】
以上のように、本実施の形態1のアルミニウムの溶接装置によれば、酸化皮膜の除去効果が向上し、また、電極ワイヤーの粉塵による溶接ムラが防止され、さらに、350Aを超える高い溶接電流でもパッカリングの発生が抑止された安定なアルミニウムの溶接ができるようになる。
【産業上の利用可能性】
【0021】
本発明に係るアルミニウムの溶接装置は、厚肉のアルミニウム部材同士の溶接に有効に利用することができる。
【図面の簡単な説明】
【0022】
【図1】アルミニウム溶接時におけるアルミニウム酸化皮膜除去の原理を示す模式図である。
【図2】本発明に係るアルミニウムの溶接装置の実施の形態1を示す模式図である。
【図3】チップ9において電極ワイヤー2から粉塵10が発生する状態を示す断面図である。
【符号の説明】
【0023】
1 溶接電源、2 電極ワイヤー、3 アルミニウム、4 酸化皮膜、
5 クリーニング面、6 送給ローラー、7 外部ノズル、8 内部ノズル、
9 チップ、10 粉塵、11 Heタンク、12 Arタンク、
A,B,C シールドガス。
【技術分野】
【0001】
本発明は、アルミニウムの溶接を高効率化することができるアルミニウムの溶接装置に関するものである。
【背景技術】
【0002】
アルミニウム素材表面には高融点の酸化皮膜(Al2O3)が生成されており、この酸化皮膜のためにアルミニウムの溶接における溶接アークが不安定になり、溶接内部に多くの欠陥が発生するという問題がある。
【0003】
従来、上記問題に対して、ArガスやHeガス等の不活性ガスを溶接部に吹き付けるノズルを、溶接部へ送給する電極ワイヤーの周囲に設けて外気の混入を防止するシールド対策が講じられている。
【0004】
例えば、特許文献1にはノズルを多重にし、外側ノズルと内側ノズルのガスの種類と流量を変えることにより、シールド効果と溶接性能とを向上させることが開示されている。
【0005】
【特許文献1】特開昭57−390815号公報(第2−4頁、第3図、第4図)
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記特許文献1に記載のアルミニウムの溶接装置では、アルミニウム表面に生成される酸化皮膜(Al2O3)の除去効果が十分とはいえず、また、電極ワイヤーを溶接部へ送給するガイドとなるチップにおける電極ワイヤーから発生する粉塵による溶接ムラが発生するという問題がある。
【0007】
また、溶け込み深さ及び広さを大きくするために、溶接電流を大きくすると約350Aを超えた場合に、パッカリングという溶接の不安定現象が起こるという問題がある。
【0008】
本発明は、上記のような従来のアルミニウムの溶接装置の問題を解決するためになされたものであり、アルミニウム表面に生成される酸化皮膜の除去効果を向上させ、また、電極ワイヤーの粉塵による溶接ムラを防止するとともに、高い溶接電流でもパッカリングの発生が抑止されるようにして安定したアルミニウムの溶接ができるようにすることを目的とする。
【課題を解決するための手段】
【0009】
本発明に係るアルミニウムの溶接装置は、溶接部に電極ワイヤーを送通する孔を有し、溶接電源からの電力を上記電極ワイヤーに供給し、上記電極ワイヤーと上記孔との間に隙間を形成するように構成し、上記隙間に上記溶接部の方向へシールドガスAを所定の流量で流すようにしたチップ、
上記チップの外周から上記溶接部にシールドガスBを所定の流量で噴出する内部ノズル、
上記内部ノズルの外周から上記溶接部にシールドガスCを所定の流量で噴出する外部ノズルを備えた溶接トーチを有し、
上記シールドガスA及びシールドガスBをArガス50%とHeガス50%の混合ガスとし、
上記シールドガスCをArガス100%とし、
上記シールドガスAの上記流量を0を超え、5L/min以下とし、
上記シールドガスB及びシールドガスCの上記流量を25L/min以上、60L/min以下とするものである。
【発明の効果】
【0010】
本発明に係るアルミニウムの溶接装置によれば、酸化皮膜の除去効果が向上され、また、電極ワイヤーの粉塵による溶接ムラが防止され、さらに、高い溶接電流でもパッカリングの発生が抑止され、安定なアルミニウムの溶接ができるようになる。
【発明を実施するための最良の形態】
【0011】
実施の形態1.
図1は、アルミニウム溶接時におけるアルミニウム酸化皮膜除去の原理を示す模式図である。図1に示したように、溶接電源(直流電源)1のいわゆる逆極性(電極ワイヤー2が+でアルミニウム3が−)が電極ワイヤー2に与えられると+のガスイオンが発生し、このガスイオンがアルミニウム3表面の酸化皮膜4に衝突して酸化皮膜4が破壊され、アルミニウム3表面がクリーニングされたクリーニング面5が形成される。
【0012】
図2は、本発明に係るアルミニウムの溶接装置の実施の形態1を示す模式図であり、溶接トーチは、送給ローラー6により送給される電極ワイヤー2をガイドするとともに電極ワイヤー2に通電するためのチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備え、チップ9には、シールドガスAを流入し溶接部の方向へ流出させる隙間が設けられている。
【0013】
シールドガスA及びシールドガスBは、Arガスタンク12及びHeガスタンク11から供給されるArガス及びHeガスをガスミキサーによってArガス50%+Heガス50%とした混合ガスであり、シールドガスCは、Arタンク12から供給されるArガス100%のガスである。
【0014】
シールドガスAの流量は、0を超え5L/min以下とし、シールドガスB及びシールドガスCの流量は、25L/min以上、60L/min以下とする。
【0015】
図3は、チップ9において電極ワイヤー2から粉塵10が発生する状態を示す断面図であり、図3(a)に示したように、チップ9の電極ワイヤー2挿入側のエッジと電極ワイヤー2とが摺動して粉塵10が発生して電極ワイヤー2の送給速度が不安定になり、その結果溶接が不安定になることがあるが、図3(b)に示したように、チップ9と電極ワイヤー2との間の隙間にシールドガスAを流すことによって粉塵10が隙間から外部へ押し出され、電極ワイヤー2の送給速度が安定する。
【0016】
シールドガスAの流量は、外気を巻込まないように隙間内を正圧とするために、0を超えるようにし、また、電極ワイヤー2から発生するアークに対して影響しないように5L/min以下とする。
【0017】
また、シールドガスB及びシールドガスCの流量は、シールド性を保持するために25L/min以上とすることが必要である。シールドガスB及びシールドガスCの流量を多くしすぎると外気を巻込むので、シールドガスB及びシールドガスCの流量は外気を巻込まないように60L/min以下とする。
【0018】
また、シールドガスA及びシールドガスBは、溶接部の溶け込み深さ及び溶け込み形状に影響する。本発明者らの実験によれば、シールドガスA及びシールドガスBを、Arガス50%+Heガス50%の混合ガスとすることによって、350Aを超える溶接電流でもパッカリング現象が抑制され、いわゆる鍋底型の溶け込みが深く、かつ、溶け込みが広い溶接が安定して得られることが判明した。
【0019】
このように、350Aを超える溶接電流でも鍋底型の溶け込みが安定して得られるのは、Arのシールドガスに、50%のHeガスを混合することにより、アークが発生したときの混合シールドガスの熱伝導性が向上し、シールドガスの原子の運動速度が速くなることにより熱エネルギーが増すことによって、クリーニング現象が助長され、また、安定し、パッカリングが抑制されるためと推察される。
【0020】
以上のように、本実施の形態1のアルミニウムの溶接装置によれば、酸化皮膜の除去効果が向上し、また、電極ワイヤーの粉塵による溶接ムラが防止され、さらに、350Aを超える高い溶接電流でもパッカリングの発生が抑止された安定なアルミニウムの溶接ができるようになる。
【産業上の利用可能性】
【0021】
本発明に係るアルミニウムの溶接装置は、厚肉のアルミニウム部材同士の溶接に有効に利用することができる。
【図面の簡単な説明】
【0022】
【図1】アルミニウム溶接時におけるアルミニウム酸化皮膜除去の原理を示す模式図である。
【図2】本発明に係るアルミニウムの溶接装置の実施の形態1を示す模式図である。
【図3】チップ9において電極ワイヤー2から粉塵10が発生する状態を示す断面図である。
【符号の説明】
【0023】
1 溶接電源、2 電極ワイヤー、3 アルミニウム、4 酸化皮膜、
5 クリーニング面、6 送給ローラー、7 外部ノズル、8 内部ノズル、
9 チップ、10 粉塵、11 Heタンク、12 Arタンク、
A,B,C シールドガス。
【特許請求の範囲】
【請求項1】
溶接部に電極ワイヤーを送通する孔を有し、溶接電源からの電力を上記電極ワイヤーに供給し、上記電極ワイヤーと上記孔との間に隙間を形成するように構成し、上記隙間に上記溶接部の方向へシールドガスAを所定の流量で流すようにしたチップ、
上記チップの外周から上記溶接部にシールドガスBを所定の流量で噴出する内部ノズル、
上記内部ノズルの外周から上記溶接部にシールドガスCを所定の流量で噴出する外部ノズルを備えた溶接トーチを有し、
上記シールドガスA及びシールドガスBをArガス50%とHeガス50%の混合ガスとし、
上記シールドガスCをArガス100%とし、
上記シールドガスAの上記流量を0を超え、5L/min以下とし、
上記シールドガスB及びシールドガスCの上記流量を25L/min以上、60L/min以下とすることを特徴とするアルミニウムの溶接装置。
【請求項1】
溶接部に電極ワイヤーを送通する孔を有し、溶接電源からの電力を上記電極ワイヤーに供給し、上記電極ワイヤーと上記孔との間に隙間を形成するように構成し、上記隙間に上記溶接部の方向へシールドガスAを所定の流量で流すようにしたチップ、
上記チップの外周から上記溶接部にシールドガスBを所定の流量で噴出する内部ノズル、
上記内部ノズルの外周から上記溶接部にシールドガスCを所定の流量で噴出する外部ノズルを備えた溶接トーチを有し、
上記シールドガスA及びシールドガスBをArガス50%とHeガス50%の混合ガスとし、
上記シールドガスCをArガス100%とし、
上記シールドガスAの上記流量を0を超え、5L/min以下とし、
上記シールドガスB及びシールドガスCの上記流量を25L/min以上、60L/min以下とすることを特徴とするアルミニウムの溶接装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−305615(P2006−305615A)
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願番号】特願2005−133774(P2005−133774)
【出願日】平成17年5月2日(2005.5.2)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願日】平成17年5月2日(2005.5.2)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]