
アルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器
【課題】溶接不良を低減でき、かつ生産性の高いアルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器を提供する。
【解決手段】ビーディング加工部3aを有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、縮管加工部3cを有した金属パイプ6と、から構成され、金属パイプ6の縮管加工部3cはアルミニウムパイプ4へ挿入され、金属パイプ6を挿入したアルミニウムパイプ4はビーディング加工部3aまでアルミニウムアキュームレータ5へ挿入されて、アルミニウムパイプ4とアルミニウムアキュームレータ5と金属パイプ6を重なり合うつなぎ部7の外周で溶接したことにより溶接不良を低減でき、かつ生産性を向上できる。
【解決手段】ビーディング加工部3aを有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、縮管加工部3cを有した金属パイプ6と、から構成され、金属パイプ6の縮管加工部3cはアルミニウムパイプ4へ挿入され、金属パイプ6を挿入したアルミニウムパイプ4はビーディング加工部3aまでアルミニウムアキュームレータ5へ挿入されて、アルミニウムパイプ4とアルミニウムアキュームレータ5と金属パイプ6を重なり合うつなぎ部7の外周で溶接したことにより溶接不良を低減でき、かつ生産性を向上できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウムアキュームレータの溶接構造および溶接方法ならびにアルミニウムアキュームレータの溶接構造を備えた熱交換器に関するものである。
【背景技術】
【0002】
一般に、家庭用冷蔵庫などに使用される熱交換器において、アルミニウムアキュームレータとアルミニウムパイプの溶接構造はアルミニウムアキュームレータとアルミニウムパイプのつなぎ部の内周にステンレススリーブを挿入してつなぎ部の外周を溶接するアキュームレータ溶接構造が知られているが、近年、冷蔵庫などの家電製品においては使用冷媒に可燃性冷媒が用いられていることから、内部機能部品である熱交換器においても、溶接部の漏れに対する溶接信頼性向上が求められている。また、一層の低コスト化が図られていることから熱交換器においても生産性が高く低コストな製品が求められている。しかしながら、アルミニウム溶接部は漏れなどの溶接不良が多く発生しやすい構造であることと、それが原因で溶接手直しや再生産が多くなり生産性が悪くなることから低コスト化が困難である。
【0003】
以上のことから、溶接不良が少なく生産性の高い溶接構造および溶接方法が求められている。
【0004】
図2は、特許文献1に記載された従来のアルミニウムパイプ溶接構造断面図である。
【0005】
図2に示すように、内部を冷媒2が流動するアルミニウムパイプ4と、アルミニウムアキュームレータ5と、溶接時のアルミニウム溶け込み防止用のステンレススリーブ10とから構成されており、アルミニウムパイプ4の一部には凹み部11が設けられ、この凹み部11の位置までステンレススリーブ10が挿入されている。なお、液冷媒が直接圧縮機への戻ることによる圧縮機故障を防止するということから、アルミニウムパイプ出口4aはアルミニウムアキュームレータ出口5aに直接向かない様にアルミパイプ4は曲げられて、曲げ加工部4bを有している。次にアルミニウムパイプ4はアルミニウムアキュームレータ5へ挿入されたあと、アルミニウムパイプ4とアルミニウムアキュームレータの重なり合うつなぎ部7の外周を溶接したアルミニウムパイプ溶接構造である。
【特許文献1】特開2002−188765号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来の構成では、アルミニウムアキュームレータ5へアルミニウムパイプ4を挿入するという構造において、挿入するアルミニウムパイプ4には液冷媒の直接的な戻り防止のため曲げ加工部4bを設けていることから、アルミニウムパイプ4をアルミニウムアキュームレータ5へ挿入する際、アルミニウムアキュームレータ5の端部内径はアルミニウムパイプ4の挿入性を考慮して、アルミニウムパイプ4の外径より充分に広くしなくてはならない。そのため、溶接時にアルミニウムパイプ4とアルミニウムアキュームレータ5との挿入部のクリアランスが大きくなり、溶接に適したクリアランスが確保できないということと、溶接時にアルミパイプ4が動きやすくなりズレが生じ易いということから溶接不良が多くなるという課題があった。
【0007】
さらに、アルミニウムパイプ4にズレが生じやすくアルミニウムパイプ4の位置を固定することが困難であるということは、アルミニウムパイプ4のアルミニウムアキュームレータ5の内部寸法精度が悪くなるということから、液冷媒の圧縮機への直接の戻り防止目的で設けているアルミニウムパイプ4の曲げ形状を維持するのが困難となり、アルミニウムパイプ4の先端4aの位置にバラツキが生じて冷媒の流れが安定しないという課題があった。
【0008】
また、アルミパイプ4の挿入位置を決めるためには、挿入位置決め治工具の使用が不可欠であり、治工具取付けやアルミニウムパイプ4の挿入に時間が掛かるということやステンレススリーブ10をアルミニウムパイプ4へ深く挿入したあとに曲げ加工部4bを設けなければならないなど、生産工程や生産工数が必要となるということから製品の生産性向上が困難という課題があった。
【0009】
本発明は、上記従来の課題を解決するもので、溶接部の溶接不良の発生を充分に抑制するとともに、生産性が高いアルミニウムアキュームレータ溶接構造を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記従来の課題を解決するために、本発明のアルミニウムアキュームレータの溶接構造は、ビーディング加工部を有したアルミニウムパイプと、アルミニウムアキュームレータと、縮管加工部を有した金属パイプの三部品で構成され、金属パイプの縮管加工部をアルミニウムパイプに挿入させた後、アルミニウムパイプをビーディング加工部位置までアルミニウムアキュームレータに挿入して溶接したものである。
【0011】
これにより、アルミニウムアキュームレータ内の金属パイプ内径をアルミニウムパイプ内径以上にすることができ、アルミニウムアキュームレータ内の金属パイプにて冷媒の管内流速を低減できることで冷媒液の直接的な戻りによる圧縮機故障防止が可能となる。
【0012】
また、アルミニウムパイプとアルミニウムアキュームレータのクリアランスを溶接に適した最低限のクリアランスを確保できるようになることと、溶接時にビーディング加工部が溶けることで溶接に充分なアルミニウム溶け込み量を確保できることから溶接不良低減が可能となる。
【0013】
また、縮管加工部およびビーディング加工部にてそれぞれのパイプの挿入位置が決まるため、挿入作業性が向上し生産性向上が可能となる。
【発明の効果】
【0014】
本発明は、溶接不良を充分低減できるとともに、生産性が高いアルミニウムアキュームレータ溶接構造を提供することができる。
【発明を実施するための最良の形態】
【0015】
請求項1に記載の発明は、ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプへ挿入され、前記アルミニウムパイプは前記アルミニウムパイプの前記ビーディング加工部まで前記アルミニウムアキュームレータへ挿入され、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータの溶接構造であり、アルミニウムパイプとアルミニウムアキュームレータのクリアランスを最低限にでき溶接に適したクリアランスを確保することが可能となり、アルミニウムパイプのズレも防止できることから溶接不良の低減が可能となる。また、アルミニウムパイプのビーディング加工部により溶接部に充分なアルミニウム量が確保できるためさらに溶接不良の低減が可能となる。また、縮管加工部およびビーディング加工部にて挿入位置が決まるため、治工具等が不要となることから挿入作業性が向上し生産性が高くできる。
【0016】
請求項2に記載の発明は、請求項1に記載の発明において、前記金属パイプは、直管形状としたものであり、曲げ加工を行わないことで低コスト化が図れる。
【0017】
請求項3に記載の発明は、請求項1に記載の発明において、前記金属パイプの内径は、前記アルミニウムパイプの内径以上としたものであり、前記金属パイプの内部を流動する冷媒の流速をアルミニウムパイプの内部を流動する冷媒の流速に比べ低下できることから、液冷媒の直接的な戻りによる圧縮機故障防止が可能となる。
【0018】
請求項4に記載の発明は、請求項1から請求項3のいずれか一項に記載の発明において、前記金属パイプは、ステンレスパイプとしたものであり、高耐熱性および高耐食性を有することが可能となる。
【0019】
請求項5に記載の発明は、請求項1から請求項3のいずれか一項に記載の発明において、前記金属パイプは、銅パイプとしたものであり、低コスト化が可能となる。
【0020】
請求項6に記載の発明は、請求項1に記載の発明において、前記アルミニウムパイプ外面には、前記金属パイプを固定するカシメ部を設けたものであり、より堅固に金属パイプを固定できることから、金属パイプのガタツキやズレの防止が可能となり、溶接不良の低減が可能となる。
【0021】
請求項7に記載の発明は、請求項1に記載の発明において、前記アルミニウムアキュームレータ端面の角は、内外とも略直角としたものであり、溶接部に充分なアルミニウム量が確保できることで、さらなる溶接不良の低減が可能となる。
【0022】
請求項8に記載の発明は、請求項1から請求項7のいずれか一項に記載のアルミニウムアキュームレータの溶接構造を備えた熱交換器であり、溶接不良の低減が可能で生産コスト低減が図れる熱交換器を提供できる。
【0023】
請求項9に記載の発明は、ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプに挿入された後、前記アルミニウムパイプはビーディング加工部まで前記アルミニウムアキュームレータ端部へ挿入されて、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータ溶接方法であり、アルミニウムパイプとアルミニウムアキュームレータのクリアランスを最低限にでき溶接に適したクリアランスを確保することが可能となり、アルミパイプのズレも防止できることから溶接不良の低減が可能となる。また、アルミパイプのビーディング加工部により溶接部に充分なアルミニウム量が確保できるためさらに溶接不良の低減が可能となる。また、ビーディング加工部にて挿入位置が決まるため、治工具等が不要となることから挿入作業性が向上し生産性が高くできる。
【0024】
以下、本発明の実施の形態について、図面を参照しながら説明する。従来と同一構成については、同一符号を付して詳細な説明を省略する。なお、この実施の形態によってこの発明が限定されるものではない。
【0025】
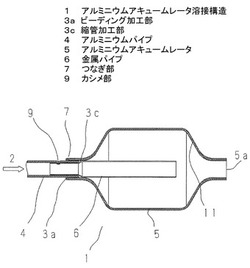
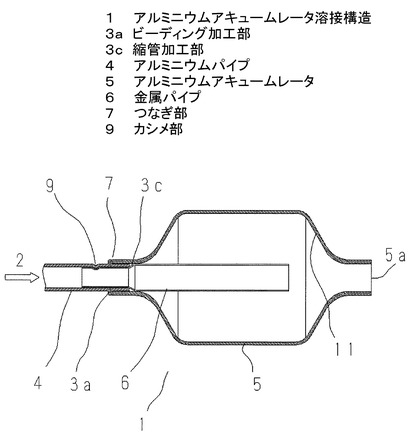
(実施の形態1)
図1は、本発明の実施の形態1におけるアルミニウムアキュームレータ溶接構造断面図である。図1においてアルミニウムアキュームレータ溶接構造1は、例えば冷蔵庫の冷凍システム内で使用されるアキュームレータの入口で使用され、内部を冷媒2が流動する伝熱管であるビーディング加工部3aを有したアルミニウムパイプ4と、熱交換器(図示せず)の熱負荷により液冷媒が直接圧縮機(図示せず)へ直接流れないように液冷媒を貯留してガス化した後に圧縮機へ送り込む役割をもつアルミニウムアキュームレータ5と、アルミニウムアキュームレータ5内へ挿入される縮管加工部3cを有した金属パイプ6と、から構成されている。ここでいうアルミニウムとは純アルミニウムのほかにアルミニウム合金を含むものとする。また、金属パイプ6は、溶接時にアルミニウムパイプ4の内部へのアルミニウム溶け込みによるアルミニウムパイプ詰り防止用のスリーブも兼ねた構造となっており、金属パイプ6に使用する材料は、耐熱性を考慮してステンレスパイプを用いるか、もしくは溶接工程自動化や溶接部手直し低減などによって溶接時間や回数が短縮出来る場合には安価な銅パイプを用いてもよい。
【0026】
なお、ステンレスパイプを用いる場合は、腐食の観点からオーステナイト系ステンレスを使用することが望ましく、銅パイプを用いる場合は、純銅のほか、合金を用いてもよい。
【0027】
以上のように構成されたアルミニウムアキュームレータ溶接構造1について、以下その構造、作用を説明する。
【0028】
まず、アルミニウムパイプ4の内周に金属パイプ6の縮管加工部3cを挿入する。このとき縮管加工部3cがアルミニウムパイプ4の端面と一致する位置まで挿入する。金属パイプ6のアルミニウムパイプ4への挿入部外径、すなわち縮管加工部3cの外径は、挿入するアルミニウムパイプ4の内径より0.2〜0.8mm程度小さくすることで、アルミニウム溶け込み防止として溶接に適当なクリアランスを確保でき溶接不良低減につながる。
【0029】
また、金属パイプ6のガタツキやズレも防止できるとともに金属パイプ6の挿入性を確保できることから作業時間が低減でき生産性向上が可能となる。なお、挿入後アルミニウムパイプ4の外面を変形させる、あるいはディンプルなどの窪みを設けるなど、すなわち、カシメ部9を設け、より強固に固定してもよい。
【0030】
また、金属パイプ6の縮管加工部3c以外の外径をアルミパイプ4の外径とほぼ同径とし、かつ、金属パイプ4の肉厚をアルミニウムパイプ4の肉厚より薄くすることで、金属パイプ6の内径をアルミニウムパイプ4の内径以上とすることができるため、アルミニウムパイプ4の内部を流動する冷媒2の流速を金属パイプ6にて低下させることができる。
【0031】
これにより、液冷媒の直接圧縮機への戻り防止のために金属パイプ6に曲げ形状を加えるなどの必要がなく、液冷媒が圧縮機へ直接戻って引き起こされる圧縮機故障の防止ができる。
【0032】
すなわち、金属パイプ6が直管であるためアルミアキュームレータ5への挿入が容易となるとともに金属パイプ6の加工コストが低減でき、金属パイプ6の低コスト化が可能となる。 次に金属パイプ6を挿入したアルミニウムパイプ4のビーディング加工部3aをアルミニウムアキュームレータ5の端面と一致するまで挿入し、アルミニウムパイプ4とアルミニウムアキュームレータ5と金属パイプ6とを重ね合わせる。アルミニウムアキュームレータ5のアルミニウムパイプ4を挿入する部分の内径は、挿入するアルミニウムパイプ4の外径より0.05〜0.15mm程度大きくすることにより、アルミニウムパイプ4の挿入性と溶接時の信頼性向上が両立できる。
【0033】
なお、アルミニウムアキュームレータ5の端面は溶接時のアルミニウム量確保のため、内外とも面取りを設けず、角は内外とも略直角とするのが望ましい。
【0034】
また、アルミニウムアキュームレータ5のアルミパイプニウム4の挿入部分外面を変形させる、あるいはディンプルなどの窪みを設けるなどして、より強固に固定してもよい。
【0035】
次に重ね合わせたつなぎ部7の外周を溶接する。この重ね合わせ構造とビーディング加工部3aにより溶接部に充分なアルミニウム量が確保できることと、つなぎ部7が形状的に安定することから、自動溶接等も可能とし、より安定した溶接が行え溶接品質の向上が図れる。また、それは溶接手直し低減や再生産低減などの効果にもつながり生産性向上が可能となる。また、溶接不良が原因での冷媒漏れも低減することができることから、イソブタンやプロパンなどの可燃性冷媒を使用する場合の冷媒漏れによる発火の危険性も低減することができる。
【産業上の利用可能性】
【0036】
以上のように、本発明にかかるアルミニウムアキュームレータ溶接構造および溶接方法は、溶接不良を充分低減でき生産性を向上させることができるため、アルミニウムを主体とした冷凍冷蔵および空調用、自動車用、給湯器用の熱交換器等の用途にも適用できる。
【図面の簡単な説明】
【0037】
【図1】本発明の実施の形態1におけるアルミニウムアキュームレータ溶接構造断面図
【図2】従来のアルミニウムパイプ溶接構造断面図
【符号の説明】
【0038】
1 アルミニウムアキュームレータ溶接構造
3a ビーディング加工部
3c 縮管加工部
4 アルミニウムパイプ
5 アルミニウムアキュームレータ
6 金属パイプ
7 つなぎ部
9 カシメ部
【技術分野】
【0001】
本発明は、アルミニウムアキュームレータの溶接構造および溶接方法ならびにアルミニウムアキュームレータの溶接構造を備えた熱交換器に関するものである。
【背景技術】
【0002】
一般に、家庭用冷蔵庫などに使用される熱交換器において、アルミニウムアキュームレータとアルミニウムパイプの溶接構造はアルミニウムアキュームレータとアルミニウムパイプのつなぎ部の内周にステンレススリーブを挿入してつなぎ部の外周を溶接するアキュームレータ溶接構造が知られているが、近年、冷蔵庫などの家電製品においては使用冷媒に可燃性冷媒が用いられていることから、内部機能部品である熱交換器においても、溶接部の漏れに対する溶接信頼性向上が求められている。また、一層の低コスト化が図られていることから熱交換器においても生産性が高く低コストな製品が求められている。しかしながら、アルミニウム溶接部は漏れなどの溶接不良が多く発生しやすい構造であることと、それが原因で溶接手直しや再生産が多くなり生産性が悪くなることから低コスト化が困難である。
【0003】
以上のことから、溶接不良が少なく生産性の高い溶接構造および溶接方法が求められている。
【0004】
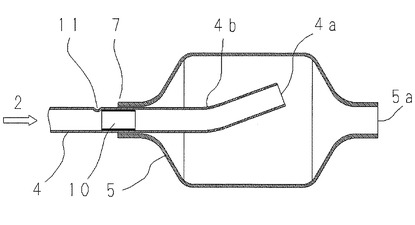
図2は、特許文献1に記載された従来のアルミニウムパイプ溶接構造断面図である。
【0005】
図2に示すように、内部を冷媒2が流動するアルミニウムパイプ4と、アルミニウムアキュームレータ5と、溶接時のアルミニウム溶け込み防止用のステンレススリーブ10とから構成されており、アルミニウムパイプ4の一部には凹み部11が設けられ、この凹み部11の位置までステンレススリーブ10が挿入されている。なお、液冷媒が直接圧縮機への戻ることによる圧縮機故障を防止するということから、アルミニウムパイプ出口4aはアルミニウムアキュームレータ出口5aに直接向かない様にアルミパイプ4は曲げられて、曲げ加工部4bを有している。次にアルミニウムパイプ4はアルミニウムアキュームレータ5へ挿入されたあと、アルミニウムパイプ4とアルミニウムアキュームレータの重なり合うつなぎ部7の外周を溶接したアルミニウムパイプ溶接構造である。
【特許文献1】特開2002−188765号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来の構成では、アルミニウムアキュームレータ5へアルミニウムパイプ4を挿入するという構造において、挿入するアルミニウムパイプ4には液冷媒の直接的な戻り防止のため曲げ加工部4bを設けていることから、アルミニウムパイプ4をアルミニウムアキュームレータ5へ挿入する際、アルミニウムアキュームレータ5の端部内径はアルミニウムパイプ4の挿入性を考慮して、アルミニウムパイプ4の外径より充分に広くしなくてはならない。そのため、溶接時にアルミニウムパイプ4とアルミニウムアキュームレータ5との挿入部のクリアランスが大きくなり、溶接に適したクリアランスが確保できないということと、溶接時にアルミパイプ4が動きやすくなりズレが生じ易いということから溶接不良が多くなるという課題があった。
【0007】
さらに、アルミニウムパイプ4にズレが生じやすくアルミニウムパイプ4の位置を固定することが困難であるということは、アルミニウムパイプ4のアルミニウムアキュームレータ5の内部寸法精度が悪くなるということから、液冷媒の圧縮機への直接の戻り防止目的で設けているアルミニウムパイプ4の曲げ形状を維持するのが困難となり、アルミニウムパイプ4の先端4aの位置にバラツキが生じて冷媒の流れが安定しないという課題があった。
【0008】
また、アルミパイプ4の挿入位置を決めるためには、挿入位置決め治工具の使用が不可欠であり、治工具取付けやアルミニウムパイプ4の挿入に時間が掛かるということやステンレススリーブ10をアルミニウムパイプ4へ深く挿入したあとに曲げ加工部4bを設けなければならないなど、生産工程や生産工数が必要となるということから製品の生産性向上が困難という課題があった。
【0009】
本発明は、上記従来の課題を解決するもので、溶接部の溶接不良の発生を充分に抑制するとともに、生産性が高いアルミニウムアキュームレータ溶接構造を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記従来の課題を解決するために、本発明のアルミニウムアキュームレータの溶接構造は、ビーディング加工部を有したアルミニウムパイプと、アルミニウムアキュームレータと、縮管加工部を有した金属パイプの三部品で構成され、金属パイプの縮管加工部をアルミニウムパイプに挿入させた後、アルミニウムパイプをビーディング加工部位置までアルミニウムアキュームレータに挿入して溶接したものである。
【0011】
これにより、アルミニウムアキュームレータ内の金属パイプ内径をアルミニウムパイプ内径以上にすることができ、アルミニウムアキュームレータ内の金属パイプにて冷媒の管内流速を低減できることで冷媒液の直接的な戻りによる圧縮機故障防止が可能となる。
【0012】
また、アルミニウムパイプとアルミニウムアキュームレータのクリアランスを溶接に適した最低限のクリアランスを確保できるようになることと、溶接時にビーディング加工部が溶けることで溶接に充分なアルミニウム溶け込み量を確保できることから溶接不良低減が可能となる。
【0013】
また、縮管加工部およびビーディング加工部にてそれぞれのパイプの挿入位置が決まるため、挿入作業性が向上し生産性向上が可能となる。
【発明の効果】
【0014】
本発明は、溶接不良を充分低減できるとともに、生産性が高いアルミニウムアキュームレータ溶接構造を提供することができる。
【発明を実施するための最良の形態】
【0015】
請求項1に記載の発明は、ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプへ挿入され、前記アルミニウムパイプは前記アルミニウムパイプの前記ビーディング加工部まで前記アルミニウムアキュームレータへ挿入され、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータの溶接構造であり、アルミニウムパイプとアルミニウムアキュームレータのクリアランスを最低限にでき溶接に適したクリアランスを確保することが可能となり、アルミニウムパイプのズレも防止できることから溶接不良の低減が可能となる。また、アルミニウムパイプのビーディング加工部により溶接部に充分なアルミニウム量が確保できるためさらに溶接不良の低減が可能となる。また、縮管加工部およびビーディング加工部にて挿入位置が決まるため、治工具等が不要となることから挿入作業性が向上し生産性が高くできる。
【0016】
請求項2に記載の発明は、請求項1に記載の発明において、前記金属パイプは、直管形状としたものであり、曲げ加工を行わないことで低コスト化が図れる。
【0017】
請求項3に記載の発明は、請求項1に記載の発明において、前記金属パイプの内径は、前記アルミニウムパイプの内径以上としたものであり、前記金属パイプの内部を流動する冷媒の流速をアルミニウムパイプの内部を流動する冷媒の流速に比べ低下できることから、液冷媒の直接的な戻りによる圧縮機故障防止が可能となる。
【0018】
請求項4に記載の発明は、請求項1から請求項3のいずれか一項に記載の発明において、前記金属パイプは、ステンレスパイプとしたものであり、高耐熱性および高耐食性を有することが可能となる。
【0019】
請求項5に記載の発明は、請求項1から請求項3のいずれか一項に記載の発明において、前記金属パイプは、銅パイプとしたものであり、低コスト化が可能となる。
【0020】
請求項6に記載の発明は、請求項1に記載の発明において、前記アルミニウムパイプ外面には、前記金属パイプを固定するカシメ部を設けたものであり、より堅固に金属パイプを固定できることから、金属パイプのガタツキやズレの防止が可能となり、溶接不良の低減が可能となる。
【0021】
請求項7に記載の発明は、請求項1に記載の発明において、前記アルミニウムアキュームレータ端面の角は、内外とも略直角としたものであり、溶接部に充分なアルミニウム量が確保できることで、さらなる溶接不良の低減が可能となる。
【0022】
請求項8に記載の発明は、請求項1から請求項7のいずれか一項に記載のアルミニウムアキュームレータの溶接構造を備えた熱交換器であり、溶接不良の低減が可能で生産コスト低減が図れる熱交換器を提供できる。
【0023】
請求項9に記載の発明は、ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプに挿入された後、前記アルミニウムパイプはビーディング加工部まで前記アルミニウムアキュームレータ端部へ挿入されて、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータ溶接方法であり、アルミニウムパイプとアルミニウムアキュームレータのクリアランスを最低限にでき溶接に適したクリアランスを確保することが可能となり、アルミパイプのズレも防止できることから溶接不良の低減が可能となる。また、アルミパイプのビーディング加工部により溶接部に充分なアルミニウム量が確保できるためさらに溶接不良の低減が可能となる。また、ビーディング加工部にて挿入位置が決まるため、治工具等が不要となることから挿入作業性が向上し生産性が高くできる。
【0024】
以下、本発明の実施の形態について、図面を参照しながら説明する。従来と同一構成については、同一符号を付して詳細な説明を省略する。なお、この実施の形態によってこの発明が限定されるものではない。
【0025】
(実施の形態1)
図1は、本発明の実施の形態1におけるアルミニウムアキュームレータ溶接構造断面図である。図1においてアルミニウムアキュームレータ溶接構造1は、例えば冷蔵庫の冷凍システム内で使用されるアキュームレータの入口で使用され、内部を冷媒2が流動する伝熱管であるビーディング加工部3aを有したアルミニウムパイプ4と、熱交換器(図示せず)の熱負荷により液冷媒が直接圧縮機(図示せず)へ直接流れないように液冷媒を貯留してガス化した後に圧縮機へ送り込む役割をもつアルミニウムアキュームレータ5と、アルミニウムアキュームレータ5内へ挿入される縮管加工部3cを有した金属パイプ6と、から構成されている。ここでいうアルミニウムとは純アルミニウムのほかにアルミニウム合金を含むものとする。また、金属パイプ6は、溶接時にアルミニウムパイプ4の内部へのアルミニウム溶け込みによるアルミニウムパイプ詰り防止用のスリーブも兼ねた構造となっており、金属パイプ6に使用する材料は、耐熱性を考慮してステンレスパイプを用いるか、もしくは溶接工程自動化や溶接部手直し低減などによって溶接時間や回数が短縮出来る場合には安価な銅パイプを用いてもよい。
【0026】
なお、ステンレスパイプを用いる場合は、腐食の観点からオーステナイト系ステンレスを使用することが望ましく、銅パイプを用いる場合は、純銅のほか、合金を用いてもよい。
【0027】
以上のように構成されたアルミニウムアキュームレータ溶接構造1について、以下その構造、作用を説明する。
【0028】
まず、アルミニウムパイプ4の内周に金属パイプ6の縮管加工部3cを挿入する。このとき縮管加工部3cがアルミニウムパイプ4の端面と一致する位置まで挿入する。金属パイプ6のアルミニウムパイプ4への挿入部外径、すなわち縮管加工部3cの外径は、挿入するアルミニウムパイプ4の内径より0.2〜0.8mm程度小さくすることで、アルミニウム溶け込み防止として溶接に適当なクリアランスを確保でき溶接不良低減につながる。
【0029】
また、金属パイプ6のガタツキやズレも防止できるとともに金属パイプ6の挿入性を確保できることから作業時間が低減でき生産性向上が可能となる。なお、挿入後アルミニウムパイプ4の外面を変形させる、あるいはディンプルなどの窪みを設けるなど、すなわち、カシメ部9を設け、より強固に固定してもよい。
【0030】
また、金属パイプ6の縮管加工部3c以外の外径をアルミパイプ4の外径とほぼ同径とし、かつ、金属パイプ4の肉厚をアルミニウムパイプ4の肉厚より薄くすることで、金属パイプ6の内径をアルミニウムパイプ4の内径以上とすることができるため、アルミニウムパイプ4の内部を流動する冷媒2の流速を金属パイプ6にて低下させることができる。
【0031】
これにより、液冷媒の直接圧縮機への戻り防止のために金属パイプ6に曲げ形状を加えるなどの必要がなく、液冷媒が圧縮機へ直接戻って引き起こされる圧縮機故障の防止ができる。
【0032】
すなわち、金属パイプ6が直管であるためアルミアキュームレータ5への挿入が容易となるとともに金属パイプ6の加工コストが低減でき、金属パイプ6の低コスト化が可能となる。 次に金属パイプ6を挿入したアルミニウムパイプ4のビーディング加工部3aをアルミニウムアキュームレータ5の端面と一致するまで挿入し、アルミニウムパイプ4とアルミニウムアキュームレータ5と金属パイプ6とを重ね合わせる。アルミニウムアキュームレータ5のアルミニウムパイプ4を挿入する部分の内径は、挿入するアルミニウムパイプ4の外径より0.05〜0.15mm程度大きくすることにより、アルミニウムパイプ4の挿入性と溶接時の信頼性向上が両立できる。
【0033】
なお、アルミニウムアキュームレータ5の端面は溶接時のアルミニウム量確保のため、内外とも面取りを設けず、角は内外とも略直角とするのが望ましい。
【0034】
また、アルミニウムアキュームレータ5のアルミパイプニウム4の挿入部分外面を変形させる、あるいはディンプルなどの窪みを設けるなどして、より強固に固定してもよい。
【0035】
次に重ね合わせたつなぎ部7の外周を溶接する。この重ね合わせ構造とビーディング加工部3aにより溶接部に充分なアルミニウム量が確保できることと、つなぎ部7が形状的に安定することから、自動溶接等も可能とし、より安定した溶接が行え溶接品質の向上が図れる。また、それは溶接手直し低減や再生産低減などの効果にもつながり生産性向上が可能となる。また、溶接不良が原因での冷媒漏れも低減することができることから、イソブタンやプロパンなどの可燃性冷媒を使用する場合の冷媒漏れによる発火の危険性も低減することができる。
【産業上の利用可能性】
【0036】
以上のように、本発明にかかるアルミニウムアキュームレータ溶接構造および溶接方法は、溶接不良を充分低減でき生産性を向上させることができるため、アルミニウムを主体とした冷凍冷蔵および空調用、自動車用、給湯器用の熱交換器等の用途にも適用できる。
【図面の簡単な説明】
【0037】
【図1】本発明の実施の形態1におけるアルミニウムアキュームレータ溶接構造断面図
【図2】従来のアルミニウムパイプ溶接構造断面図
【符号の説明】
【0038】
1 アルミニウムアキュームレータ溶接構造
3a ビーディング加工部
3c 縮管加工部
4 アルミニウムパイプ
5 アルミニウムアキュームレータ
6 金属パイプ
7 つなぎ部
9 カシメ部
【特許請求の範囲】
【請求項1】
ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプへ挿入され、前記アルミニウムパイプは前記アルミニウムパイプの前記ビーディング加工部まで前記アルミニウムアキュームレータへ挿入され、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータの溶接構造。
【請求項2】
前記金属パイプは、直管形状としたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項3】
前記金属パイプの内径は、前記アルミニウムパイプの内径以上としたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項4】
前記金属パイプは、ステンレスパイプとしたことを特徴とした請求項1から請求項3のいずれか一項に記載のアルミニウムアキュームレータの溶接構造。
【請求項5】
前記金属パイプは、銅パイプとしたことを特徴とした請求項1から請求項3のいずれか一項に記載のアルミニウムアキュームレータの溶接構造。
【請求項6】
前記アルミニウムパイプ外面には、前記金属パイプを固定するカシメ部を設けたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項7】
前記アルミニウムアキュームレータ端面の角は、内外とも略直角としたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項8】
請求項1から請求項7のいずれか一項に記載のアルミニウムアキュームレータの溶接構造を備えた熱交換器。
【請求項9】
ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプに挿入された後、前記アルミニウムパイプはビーディング加工部まで前記アルミニウムアキュームレータ端部へ挿入されて、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータ溶接方法。
【請求項1】
ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプへ挿入され、前記アルミニウムパイプは前記アルミニウムパイプの前記ビーディング加工部まで前記アルミニウムアキュームレータへ挿入され、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータの溶接構造。
【請求項2】
前記金属パイプは、直管形状としたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項3】
前記金属パイプの内径は、前記アルミニウムパイプの内径以上としたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項4】
前記金属パイプは、ステンレスパイプとしたことを特徴とした請求項1から請求項3のいずれか一項に記載のアルミニウムアキュームレータの溶接構造。
【請求項5】
前記金属パイプは、銅パイプとしたことを特徴とした請求項1から請求項3のいずれか一項に記載のアルミニウムアキュームレータの溶接構造。
【請求項6】
前記アルミニウムパイプ外面には、前記金属パイプを固定するカシメ部を設けたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項7】
前記アルミニウムアキュームレータ端面の角は、内外とも略直角としたことを特徴とした請求項1に記載のアルミニウムアキュームレータの溶接構造。
【請求項8】
請求項1から請求項7のいずれか一項に記載のアルミニウムアキュームレータの溶接構造を備えた熱交換器。
【請求項9】
ビーディング加工部を有したアルミニウムパイプと、アルミニウム管両端を絞り加工して成形されたアルミニウムアキュームレータと、縮管加工部を有した金属パイプと、から構成され、前記金属パイプの前記縮管加工部は前記アルミニウムパイプに挿入された後、前記アルミニウムパイプはビーディング加工部まで前記アルミニウムアキュームレータ端部へ挿入されて、前記アルミニウムパイプと前記アルミニウムアキュームレータと前記金属パイプを重なり合うつなぎ部で溶接したアルミニウムアキュームレータ溶接方法。
【図1】


【図2】
【図2】
【公開番号】特開2007−93035(P2007−93035A)
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2005−279714(P2005−279714)
【出願日】平成17年9月27日(2005.9.27)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成17年9月27日(2005.9.27)
【出願人】(000005821)松下電器産業株式会社 (73,050)
[ Back to top ]