
アルミニウム化粧部材
【課題】アルミ型材と化粧シートとの密着性を損なうことなく、耐久性に優れたアルミニウム化粧部材を提供すること。
【解決手段】アルミニウム合金製基材上に陽極酸化皮膜を設け、その上にアクリル・メラミン系熱硬化性樹脂塗膜を設け、その上にウレタン樹脂系接着剤を介して、化粧フィルムを貼り合わせてなるアルミニウム化粧部材において、前記ウレタン樹脂系接着剤が、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であることを特徴とするアルミニウム化粧部材。
【解決手段】アルミニウム合金製基材上に陽極酸化皮膜を設け、その上にアクリル・メラミン系熱硬化性樹脂塗膜を設け、その上にウレタン樹脂系接着剤を介して、化粧フィルムを貼り合わせてなるアルミニウム化粧部材において、前記ウレタン樹脂系接着剤が、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であることを特徴とするアルミニウム化粧部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、住宅、アパート、学校、ビルディング等に使用する建築部材であって、アルミニウム合金型材(以下アルミ型材とする。)に化粧シートを貼着したアルミニウム化粧部材に関する。
【背景技術】
【0002】
前記アルミ型材は、一般にアルミ合金製基材に陽極酸化皮膜を形成し、その上にアクリル・メラミン系熱硬化性樹脂塗膜を形成するという表面処理が行われている。この表面のアクリル・メラミン系熱硬化性樹脂塗膜上に、溶剤型接着剤を介して化粧シート等を貼着することは、接着強度を確保しえず、密着不良を招くため従来不可能と考えられていた。
【0003】
例えば、実公昭57−25985号公報では、アルミ型材表面のアクリル・メラミン系熱硬化性樹脂塗膜をワイヤーブラシで除去して、接着強度を向上させることが提案されている。或いは、特開昭59−123656号公報では、アクリル・メラミン系熱硬化性樹脂塗膜が密着不良の原因となることが指摘され、沸騰水又は水蒸気封孔による耐食性向上措置を施したアクリル・メラミン系熱硬化性樹脂塗膜が未塗装の陽極酸化皮膜に上に化粧シートを貼着する方法が提案されている。
【0004】
このように、従来、アルミ型材へ化粧シートを貼着するには、アクリル・メラミン系熱硬化性樹脂塗膜のない未塗装陽極酸化皮膜をべースとするか、或いは、既に存在するアクリル・メラミン系熱硬化性樹脂塗膜を機械的或いは化学的に除去して、陽極酸化皮膜を露出させ、これをベースとする方法によるしかなく、従って、例えば、表面処理済アルミ型材のままのものと、化粧シート貼着品を同一セクションのアルミ型材で得ようとするとき、各別に生産ロットを設定するか、陽極酸化皮膜形成工程或いはアクリル・メラミン系熱硬化性樹脂塗膜形成工程後のストックを持たないとならなかった。また、アクリル・メラミン系熱硬化性樹脂塗膜のない部分は、耐候性,耐腐食性,耐傷性等の耐久性に乏しく化粧シートの貼られていない部分が、外装用途で、アルミ型材が外にむき出しになる部分(化粧シートの貼られていない部分)が発生した場合、むき出しになった部分での表面劣化,錆等の問題があった。
【0005】
また、アクリル・メラミン系熱硬化性樹脂塗膜を除去することなく、該アクリル・メラミン系熱硬化性樹脂塗膜上に、酢酸メチル又は塩化メチレン溶剤濃度を10w%以上50w%以下に規制したポリウレタン系又はウレタンゴム系の溶剤型接着剤を用い、これにより化粧シートを貼着せしめることを特徴とする方法も考えられている。(特開昭62−161527)但し、使用環境によってはアルミニウム合金製基材とアクリル・メラミン系熱硬化性樹脂塗膜との密着性が低下することもあった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実公昭57−25985号公報
【特許文献2】特開昭59−123656号公報
【特許文献3】特開昭62−161527号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような問題を解決するためになされたものであり、すなわちその課題とするところは、アルミ型材と化粧シートとの密着性を損なうことなく、耐久性に優れたアルミニウム化粧部材を提供することにある。
【課題を解決するための手段】
【0008】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、アルミニウム合金製基材上に陽極酸化皮膜を設け、その上にアクリル・メラミン系熱硬化性樹脂塗膜を設け、その上にウレタン樹脂系接着剤を介して、化粧フィルムを貼り合わせてなるアルミニウム化粧部材において、前記ウレタン樹脂系接着剤が、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であることを特徴とするアルミニウム化粧部材である。
【発明の効果】
【0009】
請求項1記載の発明により、100%の伸びを与えた時における引張強さを110N/cm2以下とすることにより、アルミ型剤と化粧シート間の接着剤凝集破壊による密着力低下を防止し、60N/cm2以上とすることにより、アルミニウム合金製基材上アクリル・メラミン系塗膜と接着剤層の追従密着性を緩和させることにより、アルミニウム合金製基材からのアクリル・メラミン系塗膜の剥離が発生しづらくさせる。
【図面の簡単な説明】
【0010】
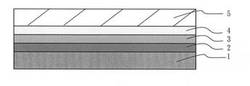
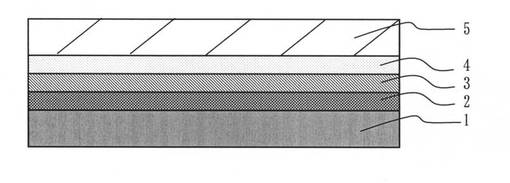
【図1】本発明のアルミニウム化粧部材の一実施例の断面の構造を示す説明図である。
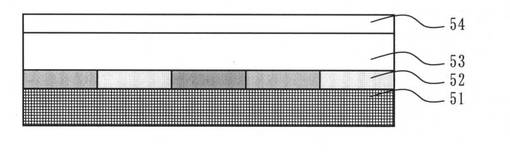
【図2】本発明のアルミニウム化粧部材の一実施例に用いた化粧シートの断面の構造を示す説明図である。
【発明を実施するための形態】
【0011】
以下、本発明を図面に基づき詳細に説明する。図1に本発明のアルミニウム化粧部材の一実施例の断面の構造を示す。本発明のアルミニウム化粧部材は、アルミニウム合金製基材1上に陽極酸化皮膜2とアクリル・メラミン系熱硬化性塗膜3と接着剤層4と化粧シート5とを設けてなる。
【0012】
本発明における、アルミニウム合金製基材1としては、通常、建材用等に使用されているものと特に異なるものではない。すなわち、アルミニウム単体あるいはケイ素、マグネシウム、銅、ニッケル、亜鉛、クロム、ビスマス、鉄、チタン、マンガンなどの金属の1種または2種以上を含有し、残部が主成分のアルミニウムからなるアルミニウム合金の形成材が用いられる。
【0013】
本発明における陽極酸化皮膜2としては、封孔処理を行っていない多孔質状態を形成するものとする。通常は更にスチーム処理等により封孔処理を行いその耐食性を改善する。本発明では後述するように更にアクリル・メラミン系熱硬化性塗膜の塗装を行う為、塗膜を有したまま、これを除去することなく、即ちそのままの状態で化粧シートの貼着を行うベースとして使われる。もとより、塗膜上の塵、汚れ或いは塗膜の劣化はそれ自体密着不良の原因となるため、長期問屋外に保存されたアルミ型材等については、塗膜表面の清浄化を行うことが必要であり、また、場合により、粗面化による劣化部分の除去が必要になるときがある。
【0014】
本発明におけるアクリル・メラミン系熱硬化性樹脂塗膜3としては、公知のものが使用可能であり、特に限定するものではない。層厚として7〜12μmが好適である。
【0015】
本発明における接着剤層4にはウレタン樹脂系接着剤を用い、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であるものを用いる。このようなウレタン樹脂系接着剤としては、前記アルミニウム合金製基材1と後述する化粧シート5の双方に良好な接着強度性能を示すポリウレタン系又はウレタンゴム系の接着剤が用いられる。前記目的の接着強度を共に満足するものは、他にエポキシ樹脂が挙げられるが、耐衝撃性が劣るため、建材用等に用いられる本発明においては望ましくない。
【0016】
前記ウレタン樹脂系接着剤の溶剤としては、通常使用される酢酸エチルを主にしたものが使用される。これら酢酸エチル溶剤は、一般には、接着剤中に50w%から70w%程度含まれている。これは、接着剤の粘度を低く抑えて、コート作業をスムーズ且つ均一に行うためである。これは、塗膜中に僅かであるが分散状に残存すると見られる塗膜熱硬化処理時の未架橋の官能基、即ち、ヒドロキシル基(−OH)、カルボキシル基(−COOH)、アミド基(−CONH2)と、接着剤成分中のイソンアネート基が反応結合し、もって、極めて強固な接着強度が得られるだめと推定される。以上より、本発明に用いるウレタン樹脂系接着剤としては、イソシアネート基を用いる2液ウレタン硬化型接着剤が最適である。
【0017】
前記接着剤層4を設ける方法としては、グラビアコート、ロールコート、ナイフコート、フローコート、キスコート、スプレーコート、かげ流しコート等による塗布が通常用いることが出来るが、一般に化粧シートとの密着性を考慮すると乾燥の早いグラビアコート、ロールコート、ナイフコートが望ましい。塗布量は、20〜30g/m2(ドライ)%程度が適当である。
【0018】
図2に本発明における化粧シート5の一実施例の断面の構造を示す。着色熱可塑性樹脂層51の上に、印刷模様52、透明熱可塑性樹脂層53、表面保護層54を少なくともこの順に設けてなる。
【0019】
着色熱可塑性樹脂層51および透明熱可塑性樹脂層53を構成する熱可塑性樹脂としては、ポリ塩化ビニル、アクリル樹脂、ポリエステル、ポリカーボネート、ポリアクリレート、ナイロン、ポリエチレン、ポリプロピレン、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリフッ化エチレン、ポリテトラフロロエチレン、テトラフロロエチレン−エチレン共重合体等が用いられる。特に耐候性を要求される場合には、少なくとも本発明の模様付アルミ材の表面層を構成する透明熱可塑性樹脂フィルムの樹脂としては、アクリル樹脂、ポリアクリレートまたはフッ素系樹脂を使用するのが好ましい。またフッ素系樹脂フィルムは、耐汚染性が優れる点でも表層フィルムとして好ましい。紫外線遮蔽効果の良いポリアクリレートフィルム上に表層として耐溶剤性の良いフッ素樹脂フィルムを貼付したフィルムが特に好ましく用いられる。これら熱可塑性樹脂は、必要に応じて可塑剤、艶消し剤、紫外線吸収剤等を配合した後、カレンダー法、押出し法、キャスティング法等によりフィルム化される。複層フィルムを得る場合には熱ラミネート、接着剤ラミネート、押出しラミネート等の任意の貼合せ法が選択できる。積層フィルムを構成する単位フィルムは、同種樹脂からなるものでも異種樹脂からなるものでもよい。また特に図示しないが、積層樹脂フィルムには、艶消しあるいは意匠効果付与のためにエンボス加工を施すことができる。このようなエンボス加工は、必要な場合、上記ラミネートと同時に行うこともできる。
【0020】
着色熱可塑性樹脂層51および透明熱可塑性樹脂層53の厚みは、使用されるラミネート方法によっても異なるが、一般に50〜300μ、特に60〜120μの範囲と刷ることが望ましい。複層フィルムの場合の各層の厚みは、使用状況に応じて任意に決定できる。
【0021】
印刷模様52を設ける方法としては、前記着色熱可塑性樹脂層51および透明熱可塑性樹脂層53を構成する樹脂フィルムに、グラビア印刷、オフセット印刷、凸版印刷、グラビアオフセット印刷、シルクスクリーン印刷、凹版印刷、ジェットプリンティング、静電印刷等の任意の印刷方式をもって印刷することで可能となる。また使用されるインキのビヒクルとしては、アクリル樹脂、すなわちメタクリル酸メチル、メタクリル酸エチル、アクリル酸エチル、アクリル酸ブチルなどのアクリル系モノマーの単独または共重合体樹脂;酢酸ビニル、塩化ビニル等の単独または共重合体樹脂;ポリエステル樹脂、ポリウレタン樹脂、ブチラール樹脂、ポリアミド樹脂、あるいはこれら樹脂の変性物などを単独で、または混合して使用することができる。特に耐候性を必要とする場合のビヒクルとしては、アクリル樹脂を主体とし、必要に応じてフィルムとの密着性、後加工適性、印刷適性を考慮して他成分を混入したものを用いることが望ましい。このようなビヒクルに、顔料、可塑剤、滑剤、ブロッキング防止剤、沈殿防止剤、安定剤、紫外線吸収剤等を混合し、溶剤を加えてインキ化する。
【0022】
表面保護層54としては、2液硬化型のポリオールとイソシアネートを使用することができる。あるいは電子線または紫外線等の電離放射線の照射により架橋反応する性質を有する、電離放射線硬化性樹脂が使用可能である。具体的には(メタ)アクリロイル基等の重合性不飽和結合を有するプレポリマー、オリゴマー及び/またはモノマーを主成分とし、必要に応じて重合開始剤や増感剤等の添加剤を添加してなる組成物を使用することができる。前記重合性不飽和結合を有するプレポリマー及び/またはプレポリマーとしては、例えばメラミン(メタ)アクリレート、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート等を挙げることができる。また、モノマーとしては、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、エチルヘキシル(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、グリシジル(メタ)アクリレート等の単官能モノマーや、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ポリエチレングリコールジアクリレート、プロピレングリコールジアクリレート、ブタンジオールジアクリレート、ヘキサンジオールジアクリレート等の2官能モノマー、トリメチロールプロパントリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等の多官能モノマー等を挙げることができる。
【0023】
表面保護層54の厚みは、本発明において特に限定されるものではないが、薄すぎると効果に乏しく、厚すぎると可撓性が低下して割れ易くなるので、一般的には1〜20μ程度が好適であり、中でも3〜10μ程度が最も好適である。なお、この表面保護層54は、艶調整層としての機能を兼ねて設けることができ、必要に応じて例えば紫外線吸収剤、光安定剤、熱安定剤、酸化防止剤、着色剤、充填剤、難燃剤、抗菌剤、防黴剤、帯電防止剤、滑剤、減摩剤、艶調整剤等の添加剤を適宜添加することもできる。或いは、必要に応じて、表面保護層54上に別途、艶調整層(図示しない)の機能を備えた層を設けることも差し支えない。なお、表面保護層54は透明乃至半透明とされるのが通例である。
【実施例1】
【0024】
アルミニウム単体からなる金属製基材上に、封孔処理を行っていない多孔質状態の陽極酸化皮膜10μを設け、この上にアクリル・メラミン系熱硬化性樹脂塗膜14μを設けたアルミ型材を作成した。
【0025】
一方、着色熱可塑性樹脂層として厚さ150μの着色ポリプロピレン樹脂シートを用い、これに印刷模様として木目印刷をグラビア印刷により施し、その上から透明熱可塑性樹脂層として厚さ50μの透明アクリル系樹脂フィルム(三菱レイヨン製「HBS006」)を熱ラミネートし、化粧シートを得た。
【0026】
前記アルミ型材と着色熱可塑性樹脂層の間の接着剤層として、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが109N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5255」、硬化剤「U−5」、配合比100:3)を使用し、前記着色熱可塑性樹脂層上に直接25g/m2(ドライ)の塗布量にて塗布し、前記アルミ型材に貼着し、アルミニウム化粧部材を作製した。
【実施例2】
【0027】
前記接着剤層として、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが66N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5255」、硬化剤「U−75」、配合比100:3)を使用した以外は実施例1と同様にしてアルミニウム化粧部材を作製した。
【0028】
<比較例1>
前記接着剤層として、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが16N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5211」、硬化剤「U−75」、配合比100:3)を使用した以外は実施例1と同様にしてアルミニウム化粧部材を作製した。
【0029】
<比較例2>
前記接着剤層としてJIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが137N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5255」、硬化剤「U−5」、配合比100:10)を使用した以外は実施例1と同様にしてアルミニウム化粧部材を作製した。
【0030】
<評価試験>
(1)剥離試験
化粧シートの端部を人為的にアルミ型材より剥離し、これを180度方向に折曲させ、常温で引張試験器により引張速度200mm/分で引張り荷重を加えて、剥離時の荷重を測定した。
(2)40℃90%耐湿試験
40℃90%恒温恒湿槽中に、アルミニウム化粧部材を192時間放置する。
恒温恒湿層から取り出し直後、及び常温にて1週間乾燥後、化粧シートの端部を人為的にアルミ型材より剥離し、これを180度方向に折曲させ、常温で引張試験器により引張速度200mm/分で引張り荷重を加えて、剥離時の荷重を測定した。以下の結果を表1に記す。
【0031】
【表1】

【産業上の利用可能性】
【0032】
本発明のアルミニウム化粧部材は住宅、アパート、学校、ビルディング等に使用する建築部材として利用可能である。
【符号の説明】
【0033】
1…アルミニウム合金製基材
2…陽極酸化皮膜
3…アクリル・メラミン系熱硬化性塗膜
4…接着剤層
5…化粧シート
51…着色熱可塑性樹脂層
52…印刷模様
53…透明熱可塑性樹脂層
54…表面保護層
【技術分野】
【0001】
本発明は、住宅、アパート、学校、ビルディング等に使用する建築部材であって、アルミニウム合金型材(以下アルミ型材とする。)に化粧シートを貼着したアルミニウム化粧部材に関する。
【背景技術】
【0002】
前記アルミ型材は、一般にアルミ合金製基材に陽極酸化皮膜を形成し、その上にアクリル・メラミン系熱硬化性樹脂塗膜を形成するという表面処理が行われている。この表面のアクリル・メラミン系熱硬化性樹脂塗膜上に、溶剤型接着剤を介して化粧シート等を貼着することは、接着強度を確保しえず、密着不良を招くため従来不可能と考えられていた。
【0003】
例えば、実公昭57−25985号公報では、アルミ型材表面のアクリル・メラミン系熱硬化性樹脂塗膜をワイヤーブラシで除去して、接着強度を向上させることが提案されている。或いは、特開昭59−123656号公報では、アクリル・メラミン系熱硬化性樹脂塗膜が密着不良の原因となることが指摘され、沸騰水又は水蒸気封孔による耐食性向上措置を施したアクリル・メラミン系熱硬化性樹脂塗膜が未塗装の陽極酸化皮膜に上に化粧シートを貼着する方法が提案されている。
【0004】
このように、従来、アルミ型材へ化粧シートを貼着するには、アクリル・メラミン系熱硬化性樹脂塗膜のない未塗装陽極酸化皮膜をべースとするか、或いは、既に存在するアクリル・メラミン系熱硬化性樹脂塗膜を機械的或いは化学的に除去して、陽極酸化皮膜を露出させ、これをベースとする方法によるしかなく、従って、例えば、表面処理済アルミ型材のままのものと、化粧シート貼着品を同一セクションのアルミ型材で得ようとするとき、各別に生産ロットを設定するか、陽極酸化皮膜形成工程或いはアクリル・メラミン系熱硬化性樹脂塗膜形成工程後のストックを持たないとならなかった。また、アクリル・メラミン系熱硬化性樹脂塗膜のない部分は、耐候性,耐腐食性,耐傷性等の耐久性に乏しく化粧シートの貼られていない部分が、外装用途で、アルミ型材が外にむき出しになる部分(化粧シートの貼られていない部分)が発生した場合、むき出しになった部分での表面劣化,錆等の問題があった。
【0005】
また、アクリル・メラミン系熱硬化性樹脂塗膜を除去することなく、該アクリル・メラミン系熱硬化性樹脂塗膜上に、酢酸メチル又は塩化メチレン溶剤濃度を10w%以上50w%以下に規制したポリウレタン系又はウレタンゴム系の溶剤型接着剤を用い、これにより化粧シートを貼着せしめることを特徴とする方法も考えられている。(特開昭62−161527)但し、使用環境によってはアルミニウム合金製基材とアクリル・メラミン系熱硬化性樹脂塗膜との密着性が低下することもあった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実公昭57−25985号公報
【特許文献2】特開昭59−123656号公報
【特許文献3】特開昭62−161527号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような問題を解決するためになされたものであり、すなわちその課題とするところは、アルミ型材と化粧シートとの密着性を損なうことなく、耐久性に優れたアルミニウム化粧部材を提供することにある。
【課題を解決するための手段】
【0008】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、アルミニウム合金製基材上に陽極酸化皮膜を設け、その上にアクリル・メラミン系熱硬化性樹脂塗膜を設け、その上にウレタン樹脂系接着剤を介して、化粧フィルムを貼り合わせてなるアルミニウム化粧部材において、前記ウレタン樹脂系接着剤が、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であることを特徴とするアルミニウム化粧部材である。
【発明の効果】
【0009】
請求項1記載の発明により、100%の伸びを与えた時における引張強さを110N/cm2以下とすることにより、アルミ型剤と化粧シート間の接着剤凝集破壊による密着力低下を防止し、60N/cm2以上とすることにより、アルミニウム合金製基材上アクリル・メラミン系塗膜と接着剤層の追従密着性を緩和させることにより、アルミニウム合金製基材からのアクリル・メラミン系塗膜の剥離が発生しづらくさせる。
【図面の簡単な説明】
【0010】
【図1】本発明のアルミニウム化粧部材の一実施例の断面の構造を示す説明図である。
【図2】本発明のアルミニウム化粧部材の一実施例に用いた化粧シートの断面の構造を示す説明図である。
【発明を実施するための形態】
【0011】
以下、本発明を図面に基づき詳細に説明する。図1に本発明のアルミニウム化粧部材の一実施例の断面の構造を示す。本発明のアルミニウム化粧部材は、アルミニウム合金製基材1上に陽極酸化皮膜2とアクリル・メラミン系熱硬化性塗膜3と接着剤層4と化粧シート5とを設けてなる。
【0012】
本発明における、アルミニウム合金製基材1としては、通常、建材用等に使用されているものと特に異なるものではない。すなわち、アルミニウム単体あるいはケイ素、マグネシウム、銅、ニッケル、亜鉛、クロム、ビスマス、鉄、チタン、マンガンなどの金属の1種または2種以上を含有し、残部が主成分のアルミニウムからなるアルミニウム合金の形成材が用いられる。
【0013】
本発明における陽極酸化皮膜2としては、封孔処理を行っていない多孔質状態を形成するものとする。通常は更にスチーム処理等により封孔処理を行いその耐食性を改善する。本発明では後述するように更にアクリル・メラミン系熱硬化性塗膜の塗装を行う為、塗膜を有したまま、これを除去することなく、即ちそのままの状態で化粧シートの貼着を行うベースとして使われる。もとより、塗膜上の塵、汚れ或いは塗膜の劣化はそれ自体密着不良の原因となるため、長期問屋外に保存されたアルミ型材等については、塗膜表面の清浄化を行うことが必要であり、また、場合により、粗面化による劣化部分の除去が必要になるときがある。
【0014】
本発明におけるアクリル・メラミン系熱硬化性樹脂塗膜3としては、公知のものが使用可能であり、特に限定するものではない。層厚として7〜12μmが好適である。
【0015】
本発明における接着剤層4にはウレタン樹脂系接着剤を用い、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であるものを用いる。このようなウレタン樹脂系接着剤としては、前記アルミニウム合金製基材1と後述する化粧シート5の双方に良好な接着強度性能を示すポリウレタン系又はウレタンゴム系の接着剤が用いられる。前記目的の接着強度を共に満足するものは、他にエポキシ樹脂が挙げられるが、耐衝撃性が劣るため、建材用等に用いられる本発明においては望ましくない。
【0016】
前記ウレタン樹脂系接着剤の溶剤としては、通常使用される酢酸エチルを主にしたものが使用される。これら酢酸エチル溶剤は、一般には、接着剤中に50w%から70w%程度含まれている。これは、接着剤の粘度を低く抑えて、コート作業をスムーズ且つ均一に行うためである。これは、塗膜中に僅かであるが分散状に残存すると見られる塗膜熱硬化処理時の未架橋の官能基、即ち、ヒドロキシル基(−OH)、カルボキシル基(−COOH)、アミド基(−CONH2)と、接着剤成分中のイソンアネート基が反応結合し、もって、極めて強固な接着強度が得られるだめと推定される。以上より、本発明に用いるウレタン樹脂系接着剤としては、イソシアネート基を用いる2液ウレタン硬化型接着剤が最適である。
【0017】
前記接着剤層4を設ける方法としては、グラビアコート、ロールコート、ナイフコート、フローコート、キスコート、スプレーコート、かげ流しコート等による塗布が通常用いることが出来るが、一般に化粧シートとの密着性を考慮すると乾燥の早いグラビアコート、ロールコート、ナイフコートが望ましい。塗布量は、20〜30g/m2(ドライ)%程度が適当である。
【0018】
図2に本発明における化粧シート5の一実施例の断面の構造を示す。着色熱可塑性樹脂層51の上に、印刷模様52、透明熱可塑性樹脂層53、表面保護層54を少なくともこの順に設けてなる。
【0019】
着色熱可塑性樹脂層51および透明熱可塑性樹脂層53を構成する熱可塑性樹脂としては、ポリ塩化ビニル、アクリル樹脂、ポリエステル、ポリカーボネート、ポリアクリレート、ナイロン、ポリエチレン、ポリプロピレン、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリフッ化エチレン、ポリテトラフロロエチレン、テトラフロロエチレン−エチレン共重合体等が用いられる。特に耐候性を要求される場合には、少なくとも本発明の模様付アルミ材の表面層を構成する透明熱可塑性樹脂フィルムの樹脂としては、アクリル樹脂、ポリアクリレートまたはフッ素系樹脂を使用するのが好ましい。またフッ素系樹脂フィルムは、耐汚染性が優れる点でも表層フィルムとして好ましい。紫外線遮蔽効果の良いポリアクリレートフィルム上に表層として耐溶剤性の良いフッ素樹脂フィルムを貼付したフィルムが特に好ましく用いられる。これら熱可塑性樹脂は、必要に応じて可塑剤、艶消し剤、紫外線吸収剤等を配合した後、カレンダー法、押出し法、キャスティング法等によりフィルム化される。複層フィルムを得る場合には熱ラミネート、接着剤ラミネート、押出しラミネート等の任意の貼合せ法が選択できる。積層フィルムを構成する単位フィルムは、同種樹脂からなるものでも異種樹脂からなるものでもよい。また特に図示しないが、積層樹脂フィルムには、艶消しあるいは意匠効果付与のためにエンボス加工を施すことができる。このようなエンボス加工は、必要な場合、上記ラミネートと同時に行うこともできる。
【0020】
着色熱可塑性樹脂層51および透明熱可塑性樹脂層53の厚みは、使用されるラミネート方法によっても異なるが、一般に50〜300μ、特に60〜120μの範囲と刷ることが望ましい。複層フィルムの場合の各層の厚みは、使用状況に応じて任意に決定できる。
【0021】
印刷模様52を設ける方法としては、前記着色熱可塑性樹脂層51および透明熱可塑性樹脂層53を構成する樹脂フィルムに、グラビア印刷、オフセット印刷、凸版印刷、グラビアオフセット印刷、シルクスクリーン印刷、凹版印刷、ジェットプリンティング、静電印刷等の任意の印刷方式をもって印刷することで可能となる。また使用されるインキのビヒクルとしては、アクリル樹脂、すなわちメタクリル酸メチル、メタクリル酸エチル、アクリル酸エチル、アクリル酸ブチルなどのアクリル系モノマーの単独または共重合体樹脂;酢酸ビニル、塩化ビニル等の単独または共重合体樹脂;ポリエステル樹脂、ポリウレタン樹脂、ブチラール樹脂、ポリアミド樹脂、あるいはこれら樹脂の変性物などを単独で、または混合して使用することができる。特に耐候性を必要とする場合のビヒクルとしては、アクリル樹脂を主体とし、必要に応じてフィルムとの密着性、後加工適性、印刷適性を考慮して他成分を混入したものを用いることが望ましい。このようなビヒクルに、顔料、可塑剤、滑剤、ブロッキング防止剤、沈殿防止剤、安定剤、紫外線吸収剤等を混合し、溶剤を加えてインキ化する。
【0022】
表面保護層54としては、2液硬化型のポリオールとイソシアネートを使用することができる。あるいは電子線または紫外線等の電離放射線の照射により架橋反応する性質を有する、電離放射線硬化性樹脂が使用可能である。具体的には(メタ)アクリロイル基等の重合性不飽和結合を有するプレポリマー、オリゴマー及び/またはモノマーを主成分とし、必要に応じて重合開始剤や増感剤等の添加剤を添加してなる組成物を使用することができる。前記重合性不飽和結合を有するプレポリマー及び/またはプレポリマーとしては、例えばメラミン(メタ)アクリレート、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート等を挙げることができる。また、モノマーとしては、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、エチルヘキシル(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、グリシジル(メタ)アクリレート等の単官能モノマーや、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ポリエチレングリコールジアクリレート、プロピレングリコールジアクリレート、ブタンジオールジアクリレート、ヘキサンジオールジアクリレート等の2官能モノマー、トリメチロールプロパントリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等の多官能モノマー等を挙げることができる。
【0023】
表面保護層54の厚みは、本発明において特に限定されるものではないが、薄すぎると効果に乏しく、厚すぎると可撓性が低下して割れ易くなるので、一般的には1〜20μ程度が好適であり、中でも3〜10μ程度が最も好適である。なお、この表面保護層54は、艶調整層としての機能を兼ねて設けることができ、必要に応じて例えば紫外線吸収剤、光安定剤、熱安定剤、酸化防止剤、着色剤、充填剤、難燃剤、抗菌剤、防黴剤、帯電防止剤、滑剤、減摩剤、艶調整剤等の添加剤を適宜添加することもできる。或いは、必要に応じて、表面保護層54上に別途、艶調整層(図示しない)の機能を備えた層を設けることも差し支えない。なお、表面保護層54は透明乃至半透明とされるのが通例である。
【実施例1】
【0024】
アルミニウム単体からなる金属製基材上に、封孔処理を行っていない多孔質状態の陽極酸化皮膜10μを設け、この上にアクリル・メラミン系熱硬化性樹脂塗膜14μを設けたアルミ型材を作成した。
【0025】
一方、着色熱可塑性樹脂層として厚さ150μの着色ポリプロピレン樹脂シートを用い、これに印刷模様として木目印刷をグラビア印刷により施し、その上から透明熱可塑性樹脂層として厚さ50μの透明アクリル系樹脂フィルム(三菱レイヨン製「HBS006」)を熱ラミネートし、化粧シートを得た。
【0026】
前記アルミ型材と着色熱可塑性樹脂層の間の接着剤層として、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが109N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5255」、硬化剤「U−5」、配合比100:3)を使用し、前記着色熱可塑性樹脂層上に直接25g/m2(ドライ)の塗布量にて塗布し、前記アルミ型材に貼着し、アルミニウム化粧部材を作製した。
【実施例2】
【0027】
前記接着剤層として、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが66N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5255」、硬化剤「U−75」、配合比100:3)を使用した以外は実施例1と同様にしてアルミニウム化粧部材を作製した。
【0028】
<比較例1>
前記接着剤層として、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが16N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5211」、硬化剤「U−75」、配合比100:3)を使用した以外は実施例1と同様にしてアルミニウム化粧部材を作製した。
【0029】
<比較例2>
前記接着剤層としてJIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが137N/cm2であるノーテープ工業(株)製ポリウレタン系2液型接着剤(主剤「No5255」、硬化剤「U−5」、配合比100:10)を使用した以外は実施例1と同様にしてアルミニウム化粧部材を作製した。
【0030】
<評価試験>
(1)剥離試験
化粧シートの端部を人為的にアルミ型材より剥離し、これを180度方向に折曲させ、常温で引張試験器により引張速度200mm/分で引張り荷重を加えて、剥離時の荷重を測定した。
(2)40℃90%耐湿試験
40℃90%恒温恒湿槽中に、アルミニウム化粧部材を192時間放置する。
恒温恒湿層から取り出し直後、及び常温にて1週間乾燥後、化粧シートの端部を人為的にアルミ型材より剥離し、これを180度方向に折曲させ、常温で引張試験器により引張速度200mm/分で引張り荷重を加えて、剥離時の荷重を測定した。以下の結果を表1に記す。
【0031】
【表1】
【産業上の利用可能性】
【0032】
本発明のアルミニウム化粧部材は住宅、アパート、学校、ビルディング等に使用する建築部材として利用可能である。
【符号の説明】
【0033】
1…アルミニウム合金製基材
2…陽極酸化皮膜
3…アクリル・メラミン系熱硬化性塗膜
4…接着剤層
5…化粧シート
51…着色熱可塑性樹脂層
52…印刷模様
53…透明熱可塑性樹脂層
54…表面保護層
【特許請求の範囲】
【請求項1】
アルミニウム合金製基材上に陽極酸化皮膜を設け、その上にアクリル・メラミン系熱硬化性樹脂塗膜を設け、その上にウレタン樹脂系接着剤を介して、化粧フィルムを貼り合わせてなるアルミニウム化粧部材において、前記ウレタン樹脂系接着剤が、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であることを特徴とするアルミニウム化粧部材。
【請求項1】
アルミニウム合金製基材上に陽極酸化皮膜を設け、その上にアクリル・メラミン系熱硬化性樹脂塗膜を設け、その上にウレタン樹脂系接着剤を介して、化粧フィルムを貼り合わせてなるアルミニウム化粧部材において、前記ウレタン樹脂系接着剤が、JIS K7113規格に準じて測定する100%の伸びを与えた時における引張強さが60N/cm2以上110N/cm2以下であることを特徴とするアルミニウム化粧部材。
【図1】

【図2】
【図2】
【公開番号】特開2010−253858(P2010−253858A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−108569(P2009−108569)
【出願日】平成21年4月28日(2009.4.28)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月28日(2009.4.28)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]