
アルミニウム合金ろう材ワイヤーとその製造方法およびこれを用いたアルミニウム合金製熱交換器の製造方法

【構成】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするアルミニウム合金ろう材ワイヤー。
【効果】 本発明のろう材ワイヤーは、低融点のろう材として使用するに際して優れた特徴を有するものであり、本発明の製造方法により製造可能である。また、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、ろう付温度が上がらない部分に本発明ろう材ワイヤーを置きろうとして使用することで熱交換器の生産性が増す。
【効果】 本発明のろう材ワイヤーは、低融点のろう材として使用するに際して優れた特徴を有するものであり、本発明の製造方法により製造可能である。また、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、ろう付温度が上がらない部分に本発明ろう材ワイヤーを置きろうとして使用することで熱交換器の生産性が増す。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、アルミニウム合金ろう材ワイヤーと該アルミニウム合金ろう材ワイヤーの製造方法およびこのワイヤーを用いたアルミニウム合金製熱交換器の製造方法に関するものであり、ろう付工法により製造するアルミニウム合金製熱交換器の生産性を上げるものである。
【0002】
【従来の技術及び発明が解決しようとする課題】ラジエーター等の熱交換器は例えば図1に示すように、熱間または温間で管状に押し出し成形した管材(1)を蛇行状に折り曲げ、管材の間にブレージングシートからなるコルゲートフィン(2)を取付けたものである。ここで(3)はコネクターを示す。管材にはJIS3003合金(Al−0.15wt%Cu− 1.1wt%Mn)等が用いられ、フィンにはJIS3003合金やそれに犠牲効果を与える目的でZn等を含有した合金を芯材とし、JIS4045合金(Al−10wt%Si)やJIS4343合金(Al− 7.5wt%Si)等のろう材を両面にクラッドしている。
【0003】これらは、いずれも 600℃付近の温度に加熱してろう付けするブレージングにより組み立てられるが、ブレージング工法としては、フラックスブレージング法、非腐食性のフラックスを用いたノコロックブレージング法等が行われる。
【0004】ところで、ろう付中に熱交換器に生じる欠陥に、ろう付加熱中のフィンの潰れやろうの拡散によるチューブ等へのエロージョンがある。これらに対処するために、ろう付温度の上限が定められている。しかし、実際に熱交換器をろう付で製造する場合には、炉内の温度分布や熱交換器部材の熱容量の違いにより、一様に加熱されない。そのため、熱交換器の場所によってはろうが十分に流れずろう付性が極端に低下し、これがフィンと冷媒通路構成部材との間で起こると、熱特性が低下してしまう。
【0005】
【課題を解決するための手段】本発明はこれに鑑み、ろう付工法で製造する熱交換器に生じる不具合を無くし、生産性を向上させるためのアルミニウム合金ろう材ワイヤー、そのワイヤーの製造方法およびそれを用いたアルミニウム合金製熱交換器の製造方法について開発したものである。
【0006】すなわち、本発明のアルミニウム合金ろう材ワイヤーは、 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、またはさらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするものである。
【0007】また本発明のアルミニウム合金ろう材ワイヤーの製造方法は、 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、またはこれにさらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部Alと不可避的不純物からなるアルミニウム合金を、コンフォーム法により3mm以下の線径のワイヤーに押し出し、またはコンフォーム法により4mm以下の線径のワイヤーに押し出した後に3mm以下の線径まで線引きすることを特徴とするものである。
【0008】また本発明のアルミニウム合金製熱交換器の製造方法は、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、接合部位のうち該ブレージングシートにクラッドされているろう材の溶融温度に達しない接合部位に上記のアルミニウム合金ろう材ワイヤーを置きろうとして使用することを特徴とするものである。
【0009】
【作用】まず、本発明の考え方について説明する。アルミニウム合金製熱交換器を上記のようにブレージング工法にて製造する場合、その加熱は通常 600℃付近の温度で行われる。この 600℃という温度はアルミニウム合金にとってかなりの高温であるため、温度が少しでも高くなると、ろうが母材に拡散するエロージョンが生じるため、上限温度が厳しく管理されてろう付されている。
【0010】しかし、実際に熱交換器をろう付で製造する場合には、炉内の温度分布や熱交換器部材の熱容量の違いにより、一様に加熱されない。このため炉温は、熱交換器の部位のうち最も高く温度が上がる場所でエロージョンが生じないように設定されているので、熱交換器の場所によってはろう付温度まで上がらず、ろうが十分に流れずにろう付性が極端に低下してしまう。
【0011】本発明者らは、これらの問題を解決するために鋭意検討を行い、通常のろう付温度まで上がらない接合部位に低融点のろう合金を置きろうとして使用すればこのような問題点を解決できると考え、低融点のアルミニウム合金ろう材板を実験室的に製造し、ろう付の実験を行ったところ、上記の不具合は無くなり、生産性の向上が可能になることを見出した。
【0012】ここで、本発明のろう材ワイヤーの合金組成は 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 8.0wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%越え 1.2wt%以下のFeを含有し、残部アルミニウムと不可避的不純物からなることを特徴とするアルミニウム合金、またはこれに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を添加したアルミニウム合金である。以下にその限定理由を説明する。
【0013】Siは合金の融点を下げるが、その量が 7.0wt%以下では十分に融点が低下せず、低温部でろう付できない。さらに、その量が12.0wt%を越えると逆に融点が上がるため、低温部でろう付できなくなる。
【0014】Cuは合金の融点を下げ、ろう流れ性を向上する。ここで、Cuの量が 0.3wt%以下では融点の低下が十分でなく、その量が 4.5wt%を越えるとろうの電位が貴になりすぎて、冷媒通路構成部材が優先的に腐食するようになって、耐食性が低下する上に、合金の加工性が低下し、後述する本発明の方法を用いてもワイヤー形状とするのに不適当となる。したがって、Cuは 0.3wt%を越え 4.5wt%以下とするが、特に 0.4〜1.0 wt%で耐食性の点で安定した特性を示し、 1.0〜 3.5wt%でろう流れ性の点で安定した特性を示す。
【0015】Znの添加は合金の融点を下げる。さらに、本発明のようにCuを添加したろう合金では、ろうの電位が冷媒通路構成部材の電位により貴になり、外部腐食により耐食性が低下してしまう。ところがZnの添加はろうの電位を下げ、ろうの電位を芯合金の電位に近づけ、耐食性を向上させる。しかし、その量が 0.5wt%以下では効果が十分でなく、その量が 6.0wt%を越えるとろうの自己耐食性が低下する。
【0016】Feはろうが溶融後凝固するときの結晶粒を微細化し、フィレットの強度を高める働きを有するが、その量が0.05wt%以下では十分に効果を発揮しない。さらに、先に述べたように、Feは凝固時に金属間化合物を形成し、これが腐食の起点となる。Fe量が増えるとMnと化合物を作らないFeが生じる。そのため、Fe量は結晶粒の微細化効果と腐食性とのバランスからその上限を 1.2wt%と定めるが、特に0.05wt%〜 0.5wt%で安定した特性を示す。
【0017】InおよびSnはろうの電位を卑にし冷媒通路構成部材の耐食性を向上させる。すなわちZnの効果を助ける意味で添加する。そしてその量が 0.3wt%を越えると合金の圧延加工性が低下してしまう。またこれら元素の添加量の下限値は特に規定しないが、上記作用を有効とするためにそれぞれ 0.002wt%以上が望ましい。
【0018】不可避的不純物とし、他の元素もそれぞれ0.30wt%以下であれば含有してもよいが、0.05wt%以下が望ましい。
【0019】以上が、本発明の低温ろう付用のアルミニウム合金ろう材ワイヤーの組成であるが、さらに本発明では直径3mm以下のワイヤーとすることを特徴とする。すなわち本発明のろう材ワイヤーは、熱交換器のろう付加熱時の低温部に置きろうとして使用するためのものであり、ワイヤーとして適当な長さに切ったり、曲げたりして使用するためである。そしてこのような使用法では、ろう合金ワイヤーの加工は手作業のため、加工性(柔らかさ)が必要であるが、径が3mmを越える場合、本発明合金は固いため簡単に曲げ加工ができない。従って通常は2mm以下が望ましい。また径の下限は特に定めないが、製造方法の限界から、 0.3mm程度が下限となる。
【0020】さて、最近提案されているろう合金として、特開平6−182582号公報に開示のものがある。このろう材合金組成は一部本発明と重複しているが、特開平6−182582号公報のものは板用の合金であり、ワイヤーという用途は記載されておらず、ワイヤーを製造するための問題点も記載されていない。これは、従来のろう付用ワイヤーを製造する技術では、本発明の組成範囲の合金を熱交換器の製造に際して好適に用いられる線径3mm以下のワイヤーに製造することが難しかったからである。
【0021】すなわち、従来のアルミニウム合金ろう材ワイヤーの製造技術では、合金鋳塊をDC鋳造後、直接または間接押し出しにより、10mm程度の線材を得、これを引き抜きにより、所定の太さにしていた。しかし、アルミニウム合金ろう材は通常Siを多量に含有しているため、Si系の金属間化合物を内部に多量に有している。そこでこの金属間化合物を起点として、引き抜き時に割れを生じ、破断に至っていたのである。そして、通常のJIS4045等のろう合金であればなんとか加工できるのであるが、本発明のようにCuおよびZnを必須元素として含んでいると上記金属間化合物周辺のマトリックスの金属の延性が低下するので、金属間化合物周囲から割れが生じて引き抜き途中で割れてしまうのである。
【0022】本発明は係る問題を解決して製造可能になったワイヤーである。以下にその製造方法について説明する。本発明のワイヤーの製造方法はコンフォーム法により、直径3mm以下の径まで押し出し、または、4mm以下の径まで押し出した3mm以下の径まで線引きすることを特徴とする。
【0023】コンフォームにて製造するための素線(フィードストック)は、押し出しにより製造したものでも、プロペチル等の直接鋳造法により製造したものでもよいが、コンフォーム後に線引きする場合、金属間化合物が微細になる点で後者の方が優れる。通常フィードストックの径は6〜20mm程度である。
【0024】コンフォーム法で線の破断が生じないのは、コンフォームは押し出し加工であるので引張られないこと、強加工を一度に受けるので、金属間化合物が分断されやすいこと、加工時の発熱により熱間加工となるのでマトリックスのアルミニウム合金の延性が増すためである。
【0025】コンフォームにより、直接本発明のワイヤー径である3mmまで押し出すことが成形性および経済性の点から望ましい。表面品質等の問題で引き抜き加工が必要な場合でも4mm以下の径までコンフォームで押し出すことが必要である。コンフォーム加工により割れの起点となる金属間化合物が減るとはいえ、4mmを越える径の場合その後の3mm以下の径への線引き中に破断を生じることがある。
【0026】本発明のろう材ワイヤーの用途としては、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、接合部位のうち所定のろう付温度まで上がらない部位に置きろうとして使用するものである。ここでいうアルミニウム合金製熱交換器は、ラジエーター、コンデンサー、ヒーター、エバポレーター等が上げられるがこれに限定するものではない。このような使用法によれば熱交換器の生産性は非常に向上する。
【0027】
【実施例】以下に実施例により本発明を具体的に説明する。
【0028】(実施例1)表1の合金組成のろう材合金線(径12mm)を直接鋳造圧延法により製造した。これら13種類の組成の合金線について以下の工程に従ってろう材ワイヤーを製造した。すなわち線引きして9mm、5mm、 3.5mm、 2.5mm、 1.8mmの径の時にそれぞれ焼鈍を行い最終的に 1.5mm径のろう材ワイヤーとする従来工程、6mm径までコンフォーム押し出し後、線引きして 3.5mm、 2.5mm、 1.8mmの径のときにそれぞれ焼鈍を行い最終的に 1.5mm径まで線引きする比較工程、コンフォーム押し出しにより直接 1.5mm径のろう材ワイヤーとする本発明工程I、および径2mmまでコンフォーム押し出し後 1.5mm径まで線引きする本発明工程IIによってそれぞれろう材ワイヤーの製造を行った。
【0029】
【表1】

【0030】この結果、従来工程では通常の従来例のろう合金であるJIS4045合金(合金No.13)のワイヤーは製造することができたが、他の合金No.1〜No.12ではいずれも5mm径から 3.5mm径の線引きの際に断線が生じ、 1.5mm径の線を製造することができなかった。また比較工程では通常の従来例合金であるNo.13、Siの添加量が少ない比較例合金であるNo.10、Cu、Znの添加量が少ない比較例合金であるNo.11でのワイヤーの製造はできたが、他の合金(No.1〜9および12)では 3.5mm径から2.5mm 径の線引きの際に断線が生じ、 1.5mm径のワイヤーの製造はできなかった。対して、本発明工程I及びIIによれば、比較例の合金No.12以外の合金はいずれも 1.5mm径のワイヤーを製造することができた。なお合金No.12はSiの量が本発明の範囲を外れているためである。
【0031】(実施例2)実施例1で本発明工程Iにより製造した 1.5mm径の各種ろう材合金組成のワイヤーを図1の熱交換器のチューブ(JIS3003合金押し出し材)とコネクター(JIS3003合金製)とのろう付部にそれぞれ置きろうとして使用した。すなわち、図2に示すようにろう付前の組立の際に、コネクター(3)にチューブ(1)をさし込んである周囲にワイヤー(4)をリング状にして置いた。なおこの部分は通常のろう付加熱の場合温度が十分に上らないのでろう付性が劣っている部位である。他の条件は通常通りである。フラックスは通常使用されているフッ化物系のものを使用し、ろう付は炉温605 ℃のろう付炉中に3分間放置して行った。各ろう材合金について、10台の熱交換器を製造し、それぞれの熱交換器にHeガスを充填して、上記のチューブとコネクターとのろう付部位での漏れ不良の発生を調べた。結果を表2に示す。
【0032】
【表2】
【0033】本発明例の合金(No.1〜9)では漏れ不良の生じた熱交換器は1台もない。対して、本発明の合金組成範囲を外れている比較例合金No.10、11および従来例合金No.13では漏れ不良の発生している熱交換器がある。
【0034】
【発明の効果】以上のように本発明のろう材ワイヤーは、低融点のろう材として使用するに際して優れた特徴を有するものであり、本発明の製造方法により製造可能である。また、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、ろう付温度が上がらない接合部位に本発明ろう材ワイヤーを置きろうとして使用することで熱交換器の生産性が増す。
【図面の簡単な説明】
【図1】サーペンタインタイプのエバポレーターを示す斜視図である。
【図2】本発明ろう材の使用状態を説明する要部拡大斜視図である。
【符号の説明】
1 偏平チューブ
2 フィン
3 コネクター
4 ろう材ワイヤー
【0001】
【産業上の利用分野】本発明は、アルミニウム合金ろう材ワイヤーと該アルミニウム合金ろう材ワイヤーの製造方法およびこのワイヤーを用いたアルミニウム合金製熱交換器の製造方法に関するものであり、ろう付工法により製造するアルミニウム合金製熱交換器の生産性を上げるものである。
【0002】
【従来の技術及び発明が解決しようとする課題】ラジエーター等の熱交換器は例えば図1に示すように、熱間または温間で管状に押し出し成形した管材(1)を蛇行状に折り曲げ、管材の間にブレージングシートからなるコルゲートフィン(2)を取付けたものである。ここで(3)はコネクターを示す。管材にはJIS3003合金(Al−0.15wt%Cu− 1.1wt%Mn)等が用いられ、フィンにはJIS3003合金やそれに犠牲効果を与える目的でZn等を含有した合金を芯材とし、JIS4045合金(Al−10wt%Si)やJIS4343合金(Al− 7.5wt%Si)等のろう材を両面にクラッドしている。
【0003】これらは、いずれも 600℃付近の温度に加熱してろう付けするブレージングにより組み立てられるが、ブレージング工法としては、フラックスブレージング法、非腐食性のフラックスを用いたノコロックブレージング法等が行われる。
【0004】ところで、ろう付中に熱交換器に生じる欠陥に、ろう付加熱中のフィンの潰れやろうの拡散によるチューブ等へのエロージョンがある。これらに対処するために、ろう付温度の上限が定められている。しかし、実際に熱交換器をろう付で製造する場合には、炉内の温度分布や熱交換器部材の熱容量の違いにより、一様に加熱されない。そのため、熱交換器の場所によってはろうが十分に流れずろう付性が極端に低下し、これがフィンと冷媒通路構成部材との間で起こると、熱特性が低下してしまう。
【0005】
【課題を解決するための手段】本発明はこれに鑑み、ろう付工法で製造する熱交換器に生じる不具合を無くし、生産性を向上させるためのアルミニウム合金ろう材ワイヤー、そのワイヤーの製造方法およびそれを用いたアルミニウム合金製熱交換器の製造方法について開発したものである。
【0006】すなわち、本発明のアルミニウム合金ろう材ワイヤーは、 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、またはさらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするものである。
【0007】また本発明のアルミニウム合金ろう材ワイヤーの製造方法は、 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、またはこれにさらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部Alと不可避的不純物からなるアルミニウム合金を、コンフォーム法により3mm以下の線径のワイヤーに押し出し、またはコンフォーム法により4mm以下の線径のワイヤーに押し出した後に3mm以下の線径まで線引きすることを特徴とするものである。
【0008】また本発明のアルミニウム合金製熱交換器の製造方法は、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、接合部位のうち該ブレージングシートにクラッドされているろう材の溶融温度に達しない接合部位に上記のアルミニウム合金ろう材ワイヤーを置きろうとして使用することを特徴とするものである。
【0009】
【作用】まず、本発明の考え方について説明する。アルミニウム合金製熱交換器を上記のようにブレージング工法にて製造する場合、その加熱は通常 600℃付近の温度で行われる。この 600℃という温度はアルミニウム合金にとってかなりの高温であるため、温度が少しでも高くなると、ろうが母材に拡散するエロージョンが生じるため、上限温度が厳しく管理されてろう付されている。
【0010】しかし、実際に熱交換器をろう付で製造する場合には、炉内の温度分布や熱交換器部材の熱容量の違いにより、一様に加熱されない。このため炉温は、熱交換器の部位のうち最も高く温度が上がる場所でエロージョンが生じないように設定されているので、熱交換器の場所によってはろう付温度まで上がらず、ろうが十分に流れずにろう付性が極端に低下してしまう。
【0011】本発明者らは、これらの問題を解決するために鋭意検討を行い、通常のろう付温度まで上がらない接合部位に低融点のろう合金を置きろうとして使用すればこのような問題点を解決できると考え、低融点のアルミニウム合金ろう材板を実験室的に製造し、ろう付の実験を行ったところ、上記の不具合は無くなり、生産性の向上が可能になることを見出した。
【0012】ここで、本発明のろう材ワイヤーの合金組成は 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 8.0wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%越え 1.2wt%以下のFeを含有し、残部アルミニウムと不可避的不純物からなることを特徴とするアルミニウム合金、またはこれに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を添加したアルミニウム合金である。以下にその限定理由を説明する。
【0013】Siは合金の融点を下げるが、その量が 7.0wt%以下では十分に融点が低下せず、低温部でろう付できない。さらに、その量が12.0wt%を越えると逆に融点が上がるため、低温部でろう付できなくなる。
【0014】Cuは合金の融点を下げ、ろう流れ性を向上する。ここで、Cuの量が 0.3wt%以下では融点の低下が十分でなく、その量が 4.5wt%を越えるとろうの電位が貴になりすぎて、冷媒通路構成部材が優先的に腐食するようになって、耐食性が低下する上に、合金の加工性が低下し、後述する本発明の方法を用いてもワイヤー形状とするのに不適当となる。したがって、Cuは 0.3wt%を越え 4.5wt%以下とするが、特に 0.4〜1.0 wt%で耐食性の点で安定した特性を示し、 1.0〜 3.5wt%でろう流れ性の点で安定した特性を示す。
【0015】Znの添加は合金の融点を下げる。さらに、本発明のようにCuを添加したろう合金では、ろうの電位が冷媒通路構成部材の電位により貴になり、外部腐食により耐食性が低下してしまう。ところがZnの添加はろうの電位を下げ、ろうの電位を芯合金の電位に近づけ、耐食性を向上させる。しかし、その量が 0.5wt%以下では効果が十分でなく、その量が 6.0wt%を越えるとろうの自己耐食性が低下する。
【0016】Feはろうが溶融後凝固するときの結晶粒を微細化し、フィレットの強度を高める働きを有するが、その量が0.05wt%以下では十分に効果を発揮しない。さらに、先に述べたように、Feは凝固時に金属間化合物を形成し、これが腐食の起点となる。Fe量が増えるとMnと化合物を作らないFeが生じる。そのため、Fe量は結晶粒の微細化効果と腐食性とのバランスからその上限を 1.2wt%と定めるが、特に0.05wt%〜 0.5wt%で安定した特性を示す。
【0017】InおよびSnはろうの電位を卑にし冷媒通路構成部材の耐食性を向上させる。すなわちZnの効果を助ける意味で添加する。そしてその量が 0.3wt%を越えると合金の圧延加工性が低下してしまう。またこれら元素の添加量の下限値は特に規定しないが、上記作用を有効とするためにそれぞれ 0.002wt%以上が望ましい。
【0018】不可避的不純物とし、他の元素もそれぞれ0.30wt%以下であれば含有してもよいが、0.05wt%以下が望ましい。
【0019】以上が、本発明の低温ろう付用のアルミニウム合金ろう材ワイヤーの組成であるが、さらに本発明では直径3mm以下のワイヤーとすることを特徴とする。すなわち本発明のろう材ワイヤーは、熱交換器のろう付加熱時の低温部に置きろうとして使用するためのものであり、ワイヤーとして適当な長さに切ったり、曲げたりして使用するためである。そしてこのような使用法では、ろう合金ワイヤーの加工は手作業のため、加工性(柔らかさ)が必要であるが、径が3mmを越える場合、本発明合金は固いため簡単に曲げ加工ができない。従って通常は2mm以下が望ましい。また径の下限は特に定めないが、製造方法の限界から、 0.3mm程度が下限となる。
【0020】さて、最近提案されているろう合金として、特開平6−182582号公報に開示のものがある。このろう材合金組成は一部本発明と重複しているが、特開平6−182582号公報のものは板用の合金であり、ワイヤーという用途は記載されておらず、ワイヤーを製造するための問題点も記載されていない。これは、従来のろう付用ワイヤーを製造する技術では、本発明の組成範囲の合金を熱交換器の製造に際して好適に用いられる線径3mm以下のワイヤーに製造することが難しかったからである。
【0021】すなわち、従来のアルミニウム合金ろう材ワイヤーの製造技術では、合金鋳塊をDC鋳造後、直接または間接押し出しにより、10mm程度の線材を得、これを引き抜きにより、所定の太さにしていた。しかし、アルミニウム合金ろう材は通常Siを多量に含有しているため、Si系の金属間化合物を内部に多量に有している。そこでこの金属間化合物を起点として、引き抜き時に割れを生じ、破断に至っていたのである。そして、通常のJIS4045等のろう合金であればなんとか加工できるのであるが、本発明のようにCuおよびZnを必須元素として含んでいると上記金属間化合物周辺のマトリックスの金属の延性が低下するので、金属間化合物周囲から割れが生じて引き抜き途中で割れてしまうのである。
【0022】本発明は係る問題を解決して製造可能になったワイヤーである。以下にその製造方法について説明する。本発明のワイヤーの製造方法はコンフォーム法により、直径3mm以下の径まで押し出し、または、4mm以下の径まで押し出した3mm以下の径まで線引きすることを特徴とする。
【0023】コンフォームにて製造するための素線(フィードストック)は、押し出しにより製造したものでも、プロペチル等の直接鋳造法により製造したものでもよいが、コンフォーム後に線引きする場合、金属間化合物が微細になる点で後者の方が優れる。通常フィードストックの径は6〜20mm程度である。
【0024】コンフォーム法で線の破断が生じないのは、コンフォームは押し出し加工であるので引張られないこと、強加工を一度に受けるので、金属間化合物が分断されやすいこと、加工時の発熱により熱間加工となるのでマトリックスのアルミニウム合金の延性が増すためである。
【0025】コンフォームにより、直接本発明のワイヤー径である3mmまで押し出すことが成形性および経済性の点から望ましい。表面品質等の問題で引き抜き加工が必要な場合でも4mm以下の径までコンフォームで押し出すことが必要である。コンフォーム加工により割れの起点となる金属間化合物が減るとはいえ、4mmを越える径の場合その後の3mm以下の径への線引き中に破断を生じることがある。
【0026】本発明のろう材ワイヤーの用途としては、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、接合部位のうち所定のろう付温度まで上がらない部位に置きろうとして使用するものである。ここでいうアルミニウム合金製熱交換器は、ラジエーター、コンデンサー、ヒーター、エバポレーター等が上げられるがこれに限定するものではない。このような使用法によれば熱交換器の生産性は非常に向上する。
【0027】
【実施例】以下に実施例により本発明を具体的に説明する。
【0028】(実施例1)表1の合金組成のろう材合金線(径12mm)を直接鋳造圧延法により製造した。これら13種類の組成の合金線について以下の工程に従ってろう材ワイヤーを製造した。すなわち線引きして9mm、5mm、 3.5mm、 2.5mm、 1.8mmの径の時にそれぞれ焼鈍を行い最終的に 1.5mm径のろう材ワイヤーとする従来工程、6mm径までコンフォーム押し出し後、線引きして 3.5mm、 2.5mm、 1.8mmの径のときにそれぞれ焼鈍を行い最終的に 1.5mm径まで線引きする比較工程、コンフォーム押し出しにより直接 1.5mm径のろう材ワイヤーとする本発明工程I、および径2mmまでコンフォーム押し出し後 1.5mm径まで線引きする本発明工程IIによってそれぞれろう材ワイヤーの製造を行った。
【0029】
【表1】
【0030】この結果、従来工程では通常の従来例のろう合金であるJIS4045合金(合金No.13)のワイヤーは製造することができたが、他の合金No.1〜No.12ではいずれも5mm径から 3.5mm径の線引きの際に断線が生じ、 1.5mm径の線を製造することができなかった。また比較工程では通常の従来例合金であるNo.13、Siの添加量が少ない比較例合金であるNo.10、Cu、Znの添加量が少ない比較例合金であるNo.11でのワイヤーの製造はできたが、他の合金(No.1〜9および12)では 3.5mm径から2.5mm 径の線引きの際に断線が生じ、 1.5mm径のワイヤーの製造はできなかった。対して、本発明工程I及びIIによれば、比較例の合金No.12以外の合金はいずれも 1.5mm径のワイヤーを製造することができた。なお合金No.12はSiの量が本発明の範囲を外れているためである。
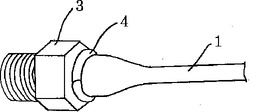
【0031】(実施例2)実施例1で本発明工程Iにより製造した 1.5mm径の各種ろう材合金組成のワイヤーを図1の熱交換器のチューブ(JIS3003合金押し出し材)とコネクター(JIS3003合金製)とのろう付部にそれぞれ置きろうとして使用した。すなわち、図2に示すようにろう付前の組立の際に、コネクター(3)にチューブ(1)をさし込んである周囲にワイヤー(4)をリング状にして置いた。なおこの部分は通常のろう付加熱の場合温度が十分に上らないのでろう付性が劣っている部位である。他の条件は通常通りである。フラックスは通常使用されているフッ化物系のものを使用し、ろう付は炉温605 ℃のろう付炉中に3分間放置して行った。各ろう材合金について、10台の熱交換器を製造し、それぞれの熱交換器にHeガスを充填して、上記のチューブとコネクターとのろう付部位での漏れ不良の発生を調べた。結果を表2に示す。
【0032】
【表2】
【0033】本発明例の合金(No.1〜9)では漏れ不良の生じた熱交換器は1台もない。対して、本発明の合金組成範囲を外れている比較例合金No.10、11および従来例合金No.13では漏れ不良の発生している熱交換器がある。
【0034】
【発明の効果】以上のように本発明のろう材ワイヤーは、低融点のろう材として使用するに際して優れた特徴を有するものであり、本発明の製造方法により製造可能である。また、アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、ろう付温度が上がらない接合部位に本発明ろう材ワイヤーを置きろうとして使用することで熱交換器の生産性が増す。
【図面の簡単な説明】
【図1】サーペンタインタイプのエバポレーターを示す斜視図である。
【図2】本発明ろう材の使用状態を説明する要部拡大斜視図である。
【符号の説明】
1 偏平チューブ
2 フィン
3 コネクター
4 ろう材ワイヤー
【特許請求の範囲】
【請求項1】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするアルミニウム合金ろう材ワイヤー。
【請求項2】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、さらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするアルミニウム合金ろう材ワイヤー。
【請求項3】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、またはこれにさらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部Alと不可避的不純物からなるアルミニウム合金を、コンフォーム法により3mm以下の線径のワイヤーに押し出し、またはコンフォーム法により4mm以下の線径のワイヤーに押し出した後に3mm以下の線径まで線引きすることを特徴とするアルミニウム合金ろう材ワイヤーの製造方法。
【請求項4】 アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、接合部位のうち該ブレージングシートにクラッドされているろう材の溶融温度に達しない部位に請求項1または2記載のアルミニウム合金ろう材ワイヤーを置きろうとして使用することを特徴とするアルミニウム合金製熱交換器の製造方法。
【請求項1】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするアルミニウム合金ろう材ワイヤー。
【請求項2】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、さらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部アルミニウムと不可避的不純物からなり線径3mm以下であることを特徴とするアルミニウム合金ろう材ワイヤー。
【請求項3】 7.0wt%を越え12.0wt%以下のSi、 0.3wt%を越え 4.5wt%以下のCu、 0.5wt%を越え 8.0wt%以下のZn、0.05wt%を越え 1.2wt%以下のFeを含有し、またはこれにさらに 0.3wt%以下のIn、 0.3wt%以下のSnのうち1種または2種を含有し、残部Alと不可避的不純物からなるアルミニウム合金を、コンフォーム法により3mm以下の線径のワイヤーに押し出し、またはコンフォーム法により4mm以下の線径のワイヤーに押し出した後に3mm以下の線径まで線引きすることを特徴とするアルミニウム合金ろう材ワイヤーの製造方法。
【請求項4】 アルミニウム合金製熱交換器をブレージングシートを用いたろう付法により製造するにあたり、接合部位のうち該ブレージングシートにクラッドされているろう材の溶融温度に達しない部位に請求項1または2記載のアルミニウム合金ろう材ワイヤーを置きろうとして使用することを特徴とするアルミニウム合金製熱交換器の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開平9−1386
【公開日】平成9年(1997)1月7日
【国際特許分類】
【出願番号】特願平7−174380
【出願日】平成7年(1995)6月16日
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(000004260)株式会社デンソー (27,639)
【公開日】平成9年(1997)1月7日
【国際特許分類】
【出願日】平成7年(1995)6月16日
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(000004260)株式会社デンソー (27,639)
[ Back to top ]