
アルミニウム合金ホイールのリサイクル方法
特定合金のアルミニウム合金ホイールの供給物を提供する工程;アルミニウム合金ホイールをX線分離に供して、不純物を除去する工程;アルミニウム合金ホイールを複数の断片へと寸断する工程;断片を磁気分離に供して、鉄含有量の少ない断片を生成する工程;および鉄含有量の少ない断片をショットブラストに供して、ショットブラスト断片を生成する工程を含むアルミニウム合金ホイールをリサイクルするための方法。任意の渦電流処理ステップを使用してもよい。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、アルミニウムをリサイクルするための方法および装置に関し、より詳細にはアルミニウム合金ホイールをリサイクルするための方法および装置に関する。
【背景技術】
【0002】
アルミニウムは比較的に低い密度および高い強度を有する。したがって、アルミニウム自体または他の金属との合金にしたアルミニウムは、軽量構造が可能になるため多くの用途に有用である。例えば、アルミニウムのこの特徴は、アルミニウムを飲料缶およびアルミニウム合金ホイールの両方にとって望ましいものとしている。この点に関するアルミニウム使用の増加およびその結果であるアルミニウムの需要増加に伴い、アルミニウム製の構造物が効率的にリサイクルされることもますます重要になりつつある。
【0003】
アルミニウムをリサイクルするために先行技術が考案されてきた。例えば特許文献1にはアルミニウム合金を他の材料から分離する方法および装置が開示されている。この発明は、磁気分離および後続する粉砕に依存している。しかし多くの理由から、この特許によって教示される工程および装置はアルミニウム合金ホイールをリサイクルするためには理想的ではない。すなわち、先行技術の方法および装置はいずれも、アルミニウム合金ホイール等の材料をリサイクルする単一資源アルミニウムには適していない。さらにこれら先行技術には、アルミニウム合金ホイール等のアルミニウム製品の表面上に存在するかもしれない不純物に対処する効果的な方法が教示されていない。
【0004】
アルミニウム製の自動車用ホイールは、高純度のアルミニウム合金から製造される。この合金は、多くの場合、アルミニウム協会合金番号A356.2製である。自動車用ホイールは、高純度のアルミニウム合金に加えて、塗料、クリアコート、クロムめっき、鉛の重り、真鍮、ゴム、真鍮の取付具、ステンレス鋼または鉄の挿入物などの物質も含むであろう。合金番号A356.2製の合金ホイールは、これら金属のいずれで汚染されすぎている状態で融解すると、融解物の組成は合金A356.2に対して要求される仕様からばらつき、また合金A356.2製の新しい合金ホイールを鋳造するための用途には適さないであろう。この結果、多くの場合アルミニウム合金のホイールはより価値の低い製品を製造するためにリサイクルされる。例えば、アルミニウム合金ホイールは多くの場合再融解され、二次合金、すなわち合金A356.1の生成に使用されるか、または種々のより純度の低いアルミニウム合金の生成のための鉄用希釈材として使用される。
【0005】
合金A356.1または鉄用希釈材の価値は、合金A356.2の価値よりも低い。したがって、このような態様でアルミニウム合金ホイールがリサイクルされる場合、結果として生じたリサイクル済材料は、アルミニウムホイールの最初の原料となる高純度のアルミニウム合金A356.2よりも価値が低いため、これらの含み価値は失われる。
【0006】
ホイール上の塗料およびクリアコートも、合金ホイールがリサイクルのために再融解される時、またはこれら不純物を除去するために最初に加熱される場合、不純物が再融解時に有毒な煙を放出する可能性があるため懸念事項となる。したがって、バグハウス等の追加の環境装置を必要とし、これによってリサイクルのコストが増大する。
【特許文献1】米国特許第5,133,505号明細書
【発明の開示】
【課題を解決するための手段】
【0007】
本発明の第一の態様によると、アルミニウム合金ホイールをリサイクルするための方法が提供される。この方法は(a)特定合金のアルミニウム合金ホイールの供給物を提供する工程;(b)アルミニウム合金ホイールをX線分離に供して、不純物を低減する工程;(c)アルミニウム合金ホイールを複数の断片へと寸断する工程;および(d)断片をショットブラストに供して、ショットブラスト断片を生成する工程:を含む。
【0008】
本発明の第二の態様によると、アルミニウム合金ホイールをリサイクルするための方法が提供される。この方法は(a)特定のアルミニウムの供給物を提供する工程;(b)アルミニウム合金をX線分離に供して不純物を除去する工程;(c)アルミニウム合金を複数の断片へと寸断する工程;および(d)断片をショットブラストに供して、ショットブラスト断片を生成する工程:を含む。
【0009】
本発明の第三の態様によると、アルミニウム合金ホイールをリサイクルするための方法が提供される。この方法は(a)特定合金のアルミニウム合金ホイールの供給物を提供する工程;(b)アルミニウム合金ホイールを複数の断片へと寸断する工程;および(c)断片をショットブラストに供して、ショットブラスト断片を生成する工程:を含む。
【発明を実施するための最良の形態】
【0010】
本発明のこれらおよび他の利点は以下の図面を参照することによって、本発明の好ましい態様の以下の詳細な説明に関連してより完全におよび完結に理解されるであろう。
【0011】
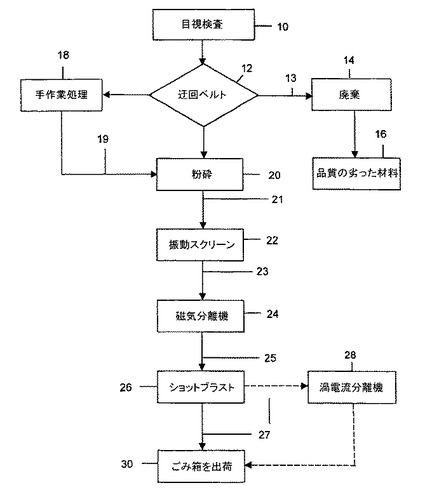
図1を参照すると、フローチャートには本発明の一態様によるアルミニウム合金ホイールをリサイクルするための方法が示されている。合金ホイールは、現在または将来に車両用ホイールの製造のために使用される任意のアルミニウム合金製であって差し支えない。車両は自動車、トラック、オートバイであってもよく、好ましくは自動車である。
【0012】
合金の組成を保存するために、同時に処理されるホイールは好ましくは同一の合金製である。現在、合金356.2は典型的には合金の自動車用ホイールを製造するために使用され、したがって、この工程に対する供給材料として合金A356.2製のホイールのみを提供することが好ましい。しかし、合金ホイールを製造するために異なる合金が使用される場合は、ホイールを同一合金から構成されるパイル(山)へと分類してもよく、各パイルを別々にリサイクルしてもよいことが、当業者には理解されるであろう。
【0013】
この方法はステップ10から始まり、この間、リサイクルのために受領したホイールを、目視検査、および分類する。目視検査ステーションでは、目視検査ステーションでの供給物の分類にもとづいて材料を下流ステーションに輸送するために、複数の輸送手段、好ましくはドライブベルトまたはコンベヤベルト12を使用する。材料の取り扱い技術において公知である、合金ホイールと類似の質量のホイールを移動させる任意の手段を使用してもよい。目視検査ステップ10では、ホイールの受入供給物は、廃棄領域14、手作業処理領域18へと分別してもよく、または即時処理に適しておりシュレッダ20へと送ってもよい。
【0014】
リサイクルのために受領したホイールは、電池として存在する鉛、真鍮、ステンレス鋼または鉄等、もしくは自動車解体業者からホイールとともに受領する他の材料として存在する異物、またはリサイクルできる木および厚紙等のごみ等、不純物13が十分に除去されているかを決定するために検査される。これら不純物はリサイクルされた生成物の化学反応に影響する可能性があり、したがって除去される。
【0015】
クロムホイールは、クロムで被覆されている。リサイクル済の合金が融解する際に存在するクロムが多すぎる場合、融解したリサイクル済の合金は要求される合金仕様を満たさないであろう。したがってクロムホイールは好ましくはこの段階で除去し、また将来加工するために保管してもよく、または他の用途のために出荷してもよい。2、3個のクロムホイールの含有であれば、一般に、融解したリサイクル済の合金の組成には影響を及ぼさないことが理解されるであろう。しかし、この段階ですべてのクロムホイールを除去することが好ましい。このようなホイールは手作業処理領域18へと送ってもよく、ここで例えば、クロムめっきされたホイールを保管領域へと手作業で除去する作業者によって分別される。または、クロムホイールを分別保管領域へと輸送するために、図示されていない迂回ベルト12が目視検査領域10に備えられてもよい。例えば合金356.2製のクロムめっきされていないアルミニウム合金ホイールが処理されていない時は、クロムめっきされた各ホイールを別々に工程の残りを通って流すことができる。
【0016】
トラック用ホイールおよびオートバイ用ホイールは典型的には異なる合金から構成されている。もしそうであれば、これらホイールの存在によってリサイクル済の融解した合金の組成が変化するため、これらホイールを除去することが好ましい。これらホイールがアルミニウム合金製である場合、ホイールを保管し、異なるリサイクル済の合金を製造するために後日、本装置によって処理してもよい。例えば、オートバイ用ホイールはそれ自体のための後の処理のために第1の領域で分離および保管し、トラック用ホイールはそれ自体のための後の処理のために第2の領域で分離および保管してもよい。それぞれが何らかの合金から成るホイールを含有する複数のパイルを製造するために、これら分離ステップを実施してもよい。これらホイールは手作業処理領域18へと送ってもよく、ここでホイールを、例えばこれらホイールを保管領域へと手作業で除去する作業者によって分別する。または、これらホイールを1つまたはそれ以上の分別保管領域へと輸送するために、図示されていない迂回ベルト12が目視検査領域10に備えられてもよい。これらホイールは、他のアルミニウム合金ホイールが処理されていない時に、工程の残りを介して別々に流してもよい。他のアルミニウム合金ホイールが処理されていない時は、これらホイールを、別々に工程の残りを通して流すことができる。
【0017】
不純物13は、例えば迂回ベルト12の上に載置することによって除去し、また別の領域に保管し(ステップ14)、ここで次にステップ16で収集してもよい。さらに、リサイクルに適さない任意のホイールは(例えばホイールがアルミニウム合金製でない)、廃棄領域14に迂回してもよい。
【0018】
一部のホイールは、即時処理が適さなくなるレベルの不純物を有しているかもしれない。過剰な不純物は、リサイクル用のホイールを作成するために、手作業処理領域18においてホイールから除去してもよい。ホイールはひとたび処理されると、輸送ベルト19等によってシュレッダ20に輸送してもよい。
【0019】
粉砕ステップにおいて、リサイクル済ホイールを、ホイールを磁気分離機24に対する原料供給物に適した大きさへの粉砕に適したシュレッダ20へと供給する。当業で公知の任意のシュレッダを使用してもよい。例えば、アルミニウム合金の自動車用ホイールは、米国オレゴン州ウィルソンビルSWフリーマンドライブ9760(97070−9286)にあるSSI シュレッディングシステムズ社(SSI Shredding Systems Inc.)等の従来の粉砕装置のホッパー貨車へと供給してもよい。この粉砕装置はカッターを収容するカッター箱を含み、カッターは互いに反対方向に水平に回転する平行な軸の上に取り付けられている。供給ホッパーはカッター箱の上方に配置されている。供給ホッパー内に載置されたアルミニウム合金の自動車用ホイールは、重力のために、適切な場所へと下向きに供給され、ここでホイールはカッターと噛み合い、小片すなわち粉砕された製品21へと破断または切断される。好ましくは、アルミニウム合金のホイールは長さ2インチから3インチの断片、より好ましくは約2インチ(約5cm)の断片へと切断される。ホイールがこの大きさの断片へと破砕される場合、リサイクル中の合金の仕様から外れた融解したリサイクル済のアルミニウムの組成を変更しないよう、バルブステム等の不純物をバラバラにし、その結果これら不純物を十分な比率で磁気分離機24、および必要に応じて渦電流分離機28によって除去することができる。
【0020】
2インチ(約5cm)のアルミニウム断片を生成することに加えて、粉砕工程は細粉および汚れを生成する。破砕工程のこれらの副生成物を、スクリーニング等によって2インチ(約5cm)のアルミニウム断片から分離することが好ましい。こうして粉砕ステップの後、粉砕された生成物を振動スクリーン22に供給して、このような材料のない処理済の粉砕済生成物を生成することができる。この振動スクリーンは、細粉および汚れは通過させるが粉砕済生成物は最上部に保持する寸法とされた複数の開口部を有する。例えば、それら複数の開口部における各開口部は2インチ(約5cm)のアルミニウム断片よりも小さく、これら断片を振動スクリーン上に保持する一方で細粉および汚れの通過を許容してもよい。振動スクリーンを通過する細粉および汚れは、融解または代替的な工程によって回収することが好ましい。例えば、細粉は典型的にはアルミニウム含有量が多いため、リサイクルのために融解することが好ましい。
【0021】
磁気分離ステップにおいて、粉砕されたアルミニウム合金を磁気分離機24に供給し、この磁気分離機は粉砕された断片から鉄材料を除去することによって、鉄含有量の少ない粉砕済生成物25を粉砕する。このような磁気分離機は、例えば作動半径180°を有する磁気ドラムであってもよい。2インチ(約5cm)のアルミニウム合金断片をドラムに供給する。鉄含有量がそれほどないこれら断片は、磁気ドラムを通過するが、一方かなりの鉄含有量を有する断片は磁化されたドラムの各側に付着することによって、さらなる処理からは除去することができる。鉄含有量をそれほど有さない断片としては、鉄または鉄鋼製の座金等の取付具および挿入具が挙げられるであろう。
【0022】
必要に応じて、粉砕済生成物に鉄材料が概ね存在しない場合は、磁気分離ステップを省略してもよい。これは、鉄含有量がそれほどないアルミニウム合金ホイールのみが処理されるよう、事前にアルミニウム合金ホイールを仕分けすることによって保証される。
【0023】
鉄含有量が少ない粉砕済生成物25はショットブラスト装置26へと供給する。このショットブラストステップでは、アルミニウム合金断片は、鉄含有量の少ない粉砕済生成物25の大きさの断片の処理に適した任意のショットブラスト装置へと供給される。例えば該装置は、カナダオンタリオ州バーリントンコーポレートドライブ1219(L7L 5V5)にあるBCPホイーラブレーター(BCP Wheelabrator)社より入手可能な、小断片の吹き付け洗浄に適したモデル(FB−4/28/E/MR)フレックスベルト(Flexbelt)(商標)システム等の遠心分離ブラスト装置であってもよい。同じくBCPホイーラブレーター社から入手可能な0.5インチ以上の3330の鉄鋼ショットを使用することが好ましい。
【0024】
本モデルFB−4/28/E/MR遠心分離ブラスト装置は、所定経路に沿って移動するエンドレスチェーン間を横方向に延びる複数の群から構成される運搬手段を完全に囲繞するハウジングを含む。このハウジングは、1個の入口チャンバ、2個のブラストチャンバおよび1個の振動チャンバを含む4個の区画に分割されている。ブラストチャンバ中の一群は、ブラスト耐性のあるマンガン製の棒から成るが、一方振動および出口チャンバはより安価な軽量の材料から成ってもよい。
【0025】
ブラストチャンバ内には、アルミニウム断片に向けてその表面を洗浄するために研磨材が発射される。これら表面への研磨材の衝撃が、表面から破片を除去する。破片は次に振動チャンバにおいてシステムから除去され、および使用済み研磨材はブラストホイールへ再循環される。吹き付けによって除去された破片は、塗料、クリアコートおよびゴム等の有機化合物、ならびに銅およびクロムを含む。
【0026】
吹き付け洗浄ステップの後、洗浄されたアルミニウム断片27を収集し、後に、ステップ30における他の製造作業のホイールに対する供給材料として使用するために出荷してもよい。または、渦電流分離機28を使用して洗浄済のアルミニウム断片27をさらに処理してもよい。
【0027】
渦電流分離機28は、電磁誘導された渦電流を使用して、電磁石と渦電流が誘導される供給材料との間に反発力を生成することによって、材料の密度および電気伝導度に応じて材料を分離する。当業において公知の任意のこのような装置を使用してもよい。典型的には渦電流分離機において、分離機内のインダクタ内で急速に変化する電流が磁場を生成する。この磁場の磁束は、結果として発生した磁場に存在する導電性材料によって切断される。磁束は経時的に変化し、および磁場内の導電性材料はこのような時変磁束と関連付けることができないため、電流が導電性材料に誘導され、その結果該導電性材料を通過する正味ゼロの磁束を生成する。この後者の電流は、渦電流と呼ばれ、自己に関連する磁場を有する。この磁場は第1の磁場に対して反発力を加える。このようにして、電磁石が適所に固定されると、渦電流が誘導された材料は電磁石とは反発するが、一方、他方の相対的に非導電性の材料は自由に移動する。反発力は渦電流の値に正比例し、渦電流は材料の導電性に依存して変化する。当然ながらこの反発力の影響は、反発力が作用する断片の密度に依存する。
【0028】
この任意のステップでは、洗浄済のアルミニウム断片27は、強い一方向性の磁場を通過する。これら断片の移動方向は好ましくは磁場の方向に対して約90°である。上述のように、導電性の高いこれら断片は、導電性の低い断片よりも大きな度合いで反発する。密度の低い断片は、密度の高い断片と比べて生成される反発力に対して大きな度合いで反応する。このように複数の断片は、その相対的な導電性および密度にもとづいて分離されるであろう。
【0029】
洗浄済のアルミニウム断片27は、他の材料の存在を理由に、密度および導電性が異なる可能性がある。例えばアルミニウム合金ホイールは、2、3例を挙げると、鉛の重り、真鍮製取付具またはステンレス鋼製取付具を含む可能性がある。洗浄済のアルミニウム断片27は、鉛の重り、真鍮製取付具またはステンレス鋼製取付具を含む可能性があり、したがって、これら材料を顕著な量で含有しない洗浄済のアルミニウム断片27とは、平均密度および導電性とも異なる。顕著な量の鉛、真鍮またはステンレス鋼を含有しない後者の洗浄済のアルミニウム断片27は、渦電流分離機によって分離され、およびステップ30へと送られる。
【0030】
クロムめっきされていないアルミニウム合金ホイールが処理中でない場合、次にクロムめっきホイールまたは他の合金の材料を処理してもよい。このステップは上述のものと概ね同じである;しかし、最終生成物は異なる組成の合金を含んでいる。
【0031】
典型的なクロムめっきアルミニウム合金の場合、化合物のアルミニウム以外の組成は以下のとおりである:
銅 3.5%
マグネシウム 0.35%
ケイ素 7.0%
クロム 0.50%
鉄 0.16〜0.20%
ニッケル 3.0%
チタン 0.15%
ショットブラスト洗浄の後、上述のクロムめっきアルミニウム合金ホイールの標本を解析した。化合物のアルミニウム以外の組成は以下のとおりである:
銅 0.60%
マグネシウム 0.28%
ケイ素 7.0%
クロム 0.09〜0.17%
鉄 0.20%
ニッケル 3.0%
チタン 0.15%
上述の解析より、吹き付けによって大部分の銅およびクロムを除去したが、ケイ素、鉄、ニッケルまたはチタン(珪素、鉄、チタンは金属へと合金化されている)のいずれも除去できなかったことは明らかである。しかし結果として得られる生成物は、銅を0.06%およびニッケルを3.0%ならびに非常に少量のクロムを含む比較的価値の高いアルミニウム合金である。この生成物はピストン合金メーカーに販売することができ、非常に良好なニッケル添加剤を提供する。このように、この工程はクロムめっきホイールに適用される場合、多くの商業的用途に適した価値の高いリサイクル済の合金を生成する。
【0032】
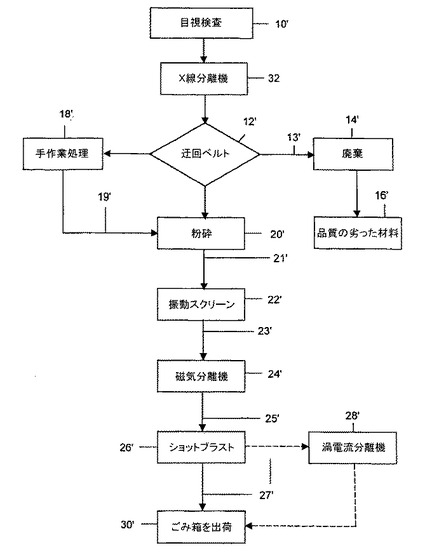
図2を参照すると、本発明の別の態様によるアルミニウム合金をリサイクルするための方法がフローチャートに示されている。図1の方法と同じように、合金ホイールは、車両用のホイールの製造に現在または将来使用される任意のアルミニウム合金製であってよい。車両は例えば自動車、トラック、またはオートバイであってよい。好ましくは、車両は自動車である。明確さのため、図1に関連して上述した要素と類似の要素は、同一の参照番号にアポストロフィーを付けて指示している。簡潔さのために図2に関しては、図1の説明は繰り返さない。
【0033】
図示するように図2の方法は、ステップ10’の後に付加的なステップを含み、ホイールはX線分離ステップ32に供される。この目的のために、ホイールに対して電磁放射を発するために、X線管または放射性同位体源等の高エネルギー放射源が配置される。この電磁放射が各ホイールに当たると、各ホイールはホイールを構成する金属を表す蛍光を発光する。次にこの蛍光は比例計数管またはSi(Li)検出器等の検出器によって検出されるであろう。検出器が受信する蛍光の種類に基づいて、各ホイールの組成を決定することができる。
【0034】
ホイールが、顕著な量の鉛、真鍮、ステンレス鋼またはその他不純物を有すると決定される場合、このホイールは、例えばホイールをコンベヤからごみ箱へと払い落とすレバーアーム等の適切な機械的手段によって除去されることによって、またはホイールをゴミ箱へと落とすコンベヤ上にある落とし戸を開放することによって、残りのホイールから分離される。ステップ10の目視検査に関連した上述の工程と類似して、受領するホイールの供給は、X線分離工程32中に入手した情報に基づいて、拒絶領域14’および手作業処理領域18’へと分別されてもよく、または即時処理に適しておりシュレッダ10’へと送られてもよい。
【0035】
好ましくは図2に示すように、X線分離ステップ32は迂回ベルト12’の前に発生する。必要に応じて、この工程は、目視検査工程10’を補足し、またはある程度置き換えて使用してもよい。しかし状況に応じて、磁気分離ステップ24’を置き換えるべくX線分離ステップを使用してもよく、または磁気分離ステップ24’のすぐ上流または下流で発生してもよい。X線分離技術の記載に関して(1)1989年7月18日発行の米国特許第4,848,590号(Kelly);(2)1998年4月14日発行の米国特許第5,738,224号(Sommer,Jr.ら)および(3)1982年3月2日発行の米国特許第4,317,521号(Clerkら)の各明細書を参照することができる。
【0036】
発明の他の変形および修正が可能である。例えばアルミニウム合金は、粉砕される以外の多くの異なる方法で断片へと変換してもよい。例えば、アルミニウム合金ホイールは、粉砕するのではなく押し潰してもよい。しかし、押し潰した後に他の成分を分離することはより困難であるため、押し潰すことはより高くつくであろう。さらに、押しつぶすことによってより価値の低い細粉を生成するであろう。上記は、アルミニウム合金ホイールに適用される本発明の態様を記載したが、当業者は、本方法が、他のアルミニウム構成部品のリサイクルにも、事前にこのような構成部品が断片化されているかいなかにかかわらず適用されることを理解するであろう。例えば、発明の態様による方法はアルミニウム製の窓またはドアの屑のリサイクルにも適用されるであろう。このような修正または変形はすべて、本明細書に添付される請求項によって定義される発明の領域および範囲内にあると考えられている。
【図面の簡単な説明】
【0037】
【図1】本発明の好ましい態様によるアルミニウム合金の自動車用ホイールをリサイクルするための方法を示すフローチャート
【図2】本発明の別の態様によるアルミニウム合金の自動車用ホイールをリサイクルするための方法を示すフローチャート
【技術分野】
【0001】
本出願は、アルミニウムをリサイクルするための方法および装置に関し、より詳細にはアルミニウム合金ホイールをリサイクルするための方法および装置に関する。
【背景技術】
【0002】
アルミニウムは比較的に低い密度および高い強度を有する。したがって、アルミニウム自体または他の金属との合金にしたアルミニウムは、軽量構造が可能になるため多くの用途に有用である。例えば、アルミニウムのこの特徴は、アルミニウムを飲料缶およびアルミニウム合金ホイールの両方にとって望ましいものとしている。この点に関するアルミニウム使用の増加およびその結果であるアルミニウムの需要増加に伴い、アルミニウム製の構造物が効率的にリサイクルされることもますます重要になりつつある。
【0003】
アルミニウムをリサイクルするために先行技術が考案されてきた。例えば特許文献1にはアルミニウム合金を他の材料から分離する方法および装置が開示されている。この発明は、磁気分離および後続する粉砕に依存している。しかし多くの理由から、この特許によって教示される工程および装置はアルミニウム合金ホイールをリサイクルするためには理想的ではない。すなわち、先行技術の方法および装置はいずれも、アルミニウム合金ホイール等の材料をリサイクルする単一資源アルミニウムには適していない。さらにこれら先行技術には、アルミニウム合金ホイール等のアルミニウム製品の表面上に存在するかもしれない不純物に対処する効果的な方法が教示されていない。
【0004】
アルミニウム製の自動車用ホイールは、高純度のアルミニウム合金から製造される。この合金は、多くの場合、アルミニウム協会合金番号A356.2製である。自動車用ホイールは、高純度のアルミニウム合金に加えて、塗料、クリアコート、クロムめっき、鉛の重り、真鍮、ゴム、真鍮の取付具、ステンレス鋼または鉄の挿入物などの物質も含むであろう。合金番号A356.2製の合金ホイールは、これら金属のいずれで汚染されすぎている状態で融解すると、融解物の組成は合金A356.2に対して要求される仕様からばらつき、また合金A356.2製の新しい合金ホイールを鋳造するための用途には適さないであろう。この結果、多くの場合アルミニウム合金のホイールはより価値の低い製品を製造するためにリサイクルされる。例えば、アルミニウム合金ホイールは多くの場合再融解され、二次合金、すなわち合金A356.1の生成に使用されるか、または種々のより純度の低いアルミニウム合金の生成のための鉄用希釈材として使用される。
【0005】
合金A356.1または鉄用希釈材の価値は、合金A356.2の価値よりも低い。したがって、このような態様でアルミニウム合金ホイールがリサイクルされる場合、結果として生じたリサイクル済材料は、アルミニウムホイールの最初の原料となる高純度のアルミニウム合金A356.2よりも価値が低いため、これらの含み価値は失われる。
【0006】
ホイール上の塗料およびクリアコートも、合金ホイールがリサイクルのために再融解される時、またはこれら不純物を除去するために最初に加熱される場合、不純物が再融解時に有毒な煙を放出する可能性があるため懸念事項となる。したがって、バグハウス等の追加の環境装置を必要とし、これによってリサイクルのコストが増大する。
【特許文献1】米国特許第5,133,505号明細書
【発明の開示】
【課題を解決するための手段】
【0007】
本発明の第一の態様によると、アルミニウム合金ホイールをリサイクルするための方法が提供される。この方法は(a)特定合金のアルミニウム合金ホイールの供給物を提供する工程;(b)アルミニウム合金ホイールをX線分離に供して、不純物を低減する工程;(c)アルミニウム合金ホイールを複数の断片へと寸断する工程;および(d)断片をショットブラストに供して、ショットブラスト断片を生成する工程:を含む。
【0008】
本発明の第二の態様によると、アルミニウム合金ホイールをリサイクルするための方法が提供される。この方法は(a)特定のアルミニウムの供給物を提供する工程;(b)アルミニウム合金をX線分離に供して不純物を除去する工程;(c)アルミニウム合金を複数の断片へと寸断する工程;および(d)断片をショットブラストに供して、ショットブラスト断片を生成する工程:を含む。
【0009】
本発明の第三の態様によると、アルミニウム合金ホイールをリサイクルするための方法が提供される。この方法は(a)特定合金のアルミニウム合金ホイールの供給物を提供する工程;(b)アルミニウム合金ホイールを複数の断片へと寸断する工程;および(c)断片をショットブラストに供して、ショットブラスト断片を生成する工程:を含む。
【発明を実施するための最良の形態】
【0010】
本発明のこれらおよび他の利点は以下の図面を参照することによって、本発明の好ましい態様の以下の詳細な説明に関連してより完全におよび完結に理解されるであろう。
【0011】
図1を参照すると、フローチャートには本発明の一態様によるアルミニウム合金ホイールをリサイクルするための方法が示されている。合金ホイールは、現在または将来に車両用ホイールの製造のために使用される任意のアルミニウム合金製であって差し支えない。車両は自動車、トラック、オートバイであってもよく、好ましくは自動車である。
【0012】
合金の組成を保存するために、同時に処理されるホイールは好ましくは同一の合金製である。現在、合金356.2は典型的には合金の自動車用ホイールを製造するために使用され、したがって、この工程に対する供給材料として合金A356.2製のホイールのみを提供することが好ましい。しかし、合金ホイールを製造するために異なる合金が使用される場合は、ホイールを同一合金から構成されるパイル(山)へと分類してもよく、各パイルを別々にリサイクルしてもよいことが、当業者には理解されるであろう。
【0013】
この方法はステップ10から始まり、この間、リサイクルのために受領したホイールを、目視検査、および分類する。目視検査ステーションでは、目視検査ステーションでの供給物の分類にもとづいて材料を下流ステーションに輸送するために、複数の輸送手段、好ましくはドライブベルトまたはコンベヤベルト12を使用する。材料の取り扱い技術において公知である、合金ホイールと類似の質量のホイールを移動させる任意の手段を使用してもよい。目視検査ステップ10では、ホイールの受入供給物は、廃棄領域14、手作業処理領域18へと分別してもよく、または即時処理に適しておりシュレッダ20へと送ってもよい。
【0014】
リサイクルのために受領したホイールは、電池として存在する鉛、真鍮、ステンレス鋼または鉄等、もしくは自動車解体業者からホイールとともに受領する他の材料として存在する異物、またはリサイクルできる木および厚紙等のごみ等、不純物13が十分に除去されているかを決定するために検査される。これら不純物はリサイクルされた生成物の化学反応に影響する可能性があり、したがって除去される。
【0015】
クロムホイールは、クロムで被覆されている。リサイクル済の合金が融解する際に存在するクロムが多すぎる場合、融解したリサイクル済の合金は要求される合金仕様を満たさないであろう。したがってクロムホイールは好ましくはこの段階で除去し、また将来加工するために保管してもよく、または他の用途のために出荷してもよい。2、3個のクロムホイールの含有であれば、一般に、融解したリサイクル済の合金の組成には影響を及ぼさないことが理解されるであろう。しかし、この段階ですべてのクロムホイールを除去することが好ましい。このようなホイールは手作業処理領域18へと送ってもよく、ここで例えば、クロムめっきされたホイールを保管領域へと手作業で除去する作業者によって分別される。または、クロムホイールを分別保管領域へと輸送するために、図示されていない迂回ベルト12が目視検査領域10に備えられてもよい。例えば合金356.2製のクロムめっきされていないアルミニウム合金ホイールが処理されていない時は、クロムめっきされた各ホイールを別々に工程の残りを通って流すことができる。
【0016】
トラック用ホイールおよびオートバイ用ホイールは典型的には異なる合金から構成されている。もしそうであれば、これらホイールの存在によってリサイクル済の融解した合金の組成が変化するため、これらホイールを除去することが好ましい。これらホイールがアルミニウム合金製である場合、ホイールを保管し、異なるリサイクル済の合金を製造するために後日、本装置によって処理してもよい。例えば、オートバイ用ホイールはそれ自体のための後の処理のために第1の領域で分離および保管し、トラック用ホイールはそれ自体のための後の処理のために第2の領域で分離および保管してもよい。それぞれが何らかの合金から成るホイールを含有する複数のパイルを製造するために、これら分離ステップを実施してもよい。これらホイールは手作業処理領域18へと送ってもよく、ここでホイールを、例えばこれらホイールを保管領域へと手作業で除去する作業者によって分別する。または、これらホイールを1つまたはそれ以上の分別保管領域へと輸送するために、図示されていない迂回ベルト12が目視検査領域10に備えられてもよい。これらホイールは、他のアルミニウム合金ホイールが処理されていない時に、工程の残りを介して別々に流してもよい。他のアルミニウム合金ホイールが処理されていない時は、これらホイールを、別々に工程の残りを通して流すことができる。
【0017】
不純物13は、例えば迂回ベルト12の上に載置することによって除去し、また別の領域に保管し(ステップ14)、ここで次にステップ16で収集してもよい。さらに、リサイクルに適さない任意のホイールは(例えばホイールがアルミニウム合金製でない)、廃棄領域14に迂回してもよい。
【0018】
一部のホイールは、即時処理が適さなくなるレベルの不純物を有しているかもしれない。過剰な不純物は、リサイクル用のホイールを作成するために、手作業処理領域18においてホイールから除去してもよい。ホイールはひとたび処理されると、輸送ベルト19等によってシュレッダ20に輸送してもよい。
【0019】
粉砕ステップにおいて、リサイクル済ホイールを、ホイールを磁気分離機24に対する原料供給物に適した大きさへの粉砕に適したシュレッダ20へと供給する。当業で公知の任意のシュレッダを使用してもよい。例えば、アルミニウム合金の自動車用ホイールは、米国オレゴン州ウィルソンビルSWフリーマンドライブ9760(97070−9286)にあるSSI シュレッディングシステムズ社(SSI Shredding Systems Inc.)等の従来の粉砕装置のホッパー貨車へと供給してもよい。この粉砕装置はカッターを収容するカッター箱を含み、カッターは互いに反対方向に水平に回転する平行な軸の上に取り付けられている。供給ホッパーはカッター箱の上方に配置されている。供給ホッパー内に載置されたアルミニウム合金の自動車用ホイールは、重力のために、適切な場所へと下向きに供給され、ここでホイールはカッターと噛み合い、小片すなわち粉砕された製品21へと破断または切断される。好ましくは、アルミニウム合金のホイールは長さ2インチから3インチの断片、より好ましくは約2インチ(約5cm)の断片へと切断される。ホイールがこの大きさの断片へと破砕される場合、リサイクル中の合金の仕様から外れた融解したリサイクル済のアルミニウムの組成を変更しないよう、バルブステム等の不純物をバラバラにし、その結果これら不純物を十分な比率で磁気分離機24、および必要に応じて渦電流分離機28によって除去することができる。
【0020】
2インチ(約5cm)のアルミニウム断片を生成することに加えて、粉砕工程は細粉および汚れを生成する。破砕工程のこれらの副生成物を、スクリーニング等によって2インチ(約5cm)のアルミニウム断片から分離することが好ましい。こうして粉砕ステップの後、粉砕された生成物を振動スクリーン22に供給して、このような材料のない処理済の粉砕済生成物を生成することができる。この振動スクリーンは、細粉および汚れは通過させるが粉砕済生成物は最上部に保持する寸法とされた複数の開口部を有する。例えば、それら複数の開口部における各開口部は2インチ(約5cm)のアルミニウム断片よりも小さく、これら断片を振動スクリーン上に保持する一方で細粉および汚れの通過を許容してもよい。振動スクリーンを通過する細粉および汚れは、融解または代替的な工程によって回収することが好ましい。例えば、細粉は典型的にはアルミニウム含有量が多いため、リサイクルのために融解することが好ましい。
【0021】
磁気分離ステップにおいて、粉砕されたアルミニウム合金を磁気分離機24に供給し、この磁気分離機は粉砕された断片から鉄材料を除去することによって、鉄含有量の少ない粉砕済生成物25を粉砕する。このような磁気分離機は、例えば作動半径180°を有する磁気ドラムであってもよい。2インチ(約5cm)のアルミニウム合金断片をドラムに供給する。鉄含有量がそれほどないこれら断片は、磁気ドラムを通過するが、一方かなりの鉄含有量を有する断片は磁化されたドラムの各側に付着することによって、さらなる処理からは除去することができる。鉄含有量をそれほど有さない断片としては、鉄または鉄鋼製の座金等の取付具および挿入具が挙げられるであろう。
【0022】
必要に応じて、粉砕済生成物に鉄材料が概ね存在しない場合は、磁気分離ステップを省略してもよい。これは、鉄含有量がそれほどないアルミニウム合金ホイールのみが処理されるよう、事前にアルミニウム合金ホイールを仕分けすることによって保証される。
【0023】
鉄含有量が少ない粉砕済生成物25はショットブラスト装置26へと供給する。このショットブラストステップでは、アルミニウム合金断片は、鉄含有量の少ない粉砕済生成物25の大きさの断片の処理に適した任意のショットブラスト装置へと供給される。例えば該装置は、カナダオンタリオ州バーリントンコーポレートドライブ1219(L7L 5V5)にあるBCPホイーラブレーター(BCP Wheelabrator)社より入手可能な、小断片の吹き付け洗浄に適したモデル(FB−4/28/E/MR)フレックスベルト(Flexbelt)(商標)システム等の遠心分離ブラスト装置であってもよい。同じくBCPホイーラブレーター社から入手可能な0.5インチ以上の3330の鉄鋼ショットを使用することが好ましい。
【0024】
本モデルFB−4/28/E/MR遠心分離ブラスト装置は、所定経路に沿って移動するエンドレスチェーン間を横方向に延びる複数の群から構成される運搬手段を完全に囲繞するハウジングを含む。このハウジングは、1個の入口チャンバ、2個のブラストチャンバおよび1個の振動チャンバを含む4個の区画に分割されている。ブラストチャンバ中の一群は、ブラスト耐性のあるマンガン製の棒から成るが、一方振動および出口チャンバはより安価な軽量の材料から成ってもよい。
【0025】
ブラストチャンバ内には、アルミニウム断片に向けてその表面を洗浄するために研磨材が発射される。これら表面への研磨材の衝撃が、表面から破片を除去する。破片は次に振動チャンバにおいてシステムから除去され、および使用済み研磨材はブラストホイールへ再循環される。吹き付けによって除去された破片は、塗料、クリアコートおよびゴム等の有機化合物、ならびに銅およびクロムを含む。
【0026】
吹き付け洗浄ステップの後、洗浄されたアルミニウム断片27を収集し、後に、ステップ30における他の製造作業のホイールに対する供給材料として使用するために出荷してもよい。または、渦電流分離機28を使用して洗浄済のアルミニウム断片27をさらに処理してもよい。
【0027】
渦電流分離機28は、電磁誘導された渦電流を使用して、電磁石と渦電流が誘導される供給材料との間に反発力を生成することによって、材料の密度および電気伝導度に応じて材料を分離する。当業において公知の任意のこのような装置を使用してもよい。典型的には渦電流分離機において、分離機内のインダクタ内で急速に変化する電流が磁場を生成する。この磁場の磁束は、結果として発生した磁場に存在する導電性材料によって切断される。磁束は経時的に変化し、および磁場内の導電性材料はこのような時変磁束と関連付けることができないため、電流が導電性材料に誘導され、その結果該導電性材料を通過する正味ゼロの磁束を生成する。この後者の電流は、渦電流と呼ばれ、自己に関連する磁場を有する。この磁場は第1の磁場に対して反発力を加える。このようにして、電磁石が適所に固定されると、渦電流が誘導された材料は電磁石とは反発するが、一方、他方の相対的に非導電性の材料は自由に移動する。反発力は渦電流の値に正比例し、渦電流は材料の導電性に依存して変化する。当然ながらこの反発力の影響は、反発力が作用する断片の密度に依存する。
【0028】
この任意のステップでは、洗浄済のアルミニウム断片27は、強い一方向性の磁場を通過する。これら断片の移動方向は好ましくは磁場の方向に対して約90°である。上述のように、導電性の高いこれら断片は、導電性の低い断片よりも大きな度合いで反発する。密度の低い断片は、密度の高い断片と比べて生成される反発力に対して大きな度合いで反応する。このように複数の断片は、その相対的な導電性および密度にもとづいて分離されるであろう。
【0029】
洗浄済のアルミニウム断片27は、他の材料の存在を理由に、密度および導電性が異なる可能性がある。例えばアルミニウム合金ホイールは、2、3例を挙げると、鉛の重り、真鍮製取付具またはステンレス鋼製取付具を含む可能性がある。洗浄済のアルミニウム断片27は、鉛の重り、真鍮製取付具またはステンレス鋼製取付具を含む可能性があり、したがって、これら材料を顕著な量で含有しない洗浄済のアルミニウム断片27とは、平均密度および導電性とも異なる。顕著な量の鉛、真鍮またはステンレス鋼を含有しない後者の洗浄済のアルミニウム断片27は、渦電流分離機によって分離され、およびステップ30へと送られる。
【0030】
クロムめっきされていないアルミニウム合金ホイールが処理中でない場合、次にクロムめっきホイールまたは他の合金の材料を処理してもよい。このステップは上述のものと概ね同じである;しかし、最終生成物は異なる組成の合金を含んでいる。
【0031】
典型的なクロムめっきアルミニウム合金の場合、化合物のアルミニウム以外の組成は以下のとおりである:
銅 3.5%
マグネシウム 0.35%
ケイ素 7.0%
クロム 0.50%
鉄 0.16〜0.20%
ニッケル 3.0%
チタン 0.15%
ショットブラスト洗浄の後、上述のクロムめっきアルミニウム合金ホイールの標本を解析した。化合物のアルミニウム以外の組成は以下のとおりである:
銅 0.60%
マグネシウム 0.28%
ケイ素 7.0%
クロム 0.09〜0.17%
鉄 0.20%
ニッケル 3.0%
チタン 0.15%
上述の解析より、吹き付けによって大部分の銅およびクロムを除去したが、ケイ素、鉄、ニッケルまたはチタン(珪素、鉄、チタンは金属へと合金化されている)のいずれも除去できなかったことは明らかである。しかし結果として得られる生成物は、銅を0.06%およびニッケルを3.0%ならびに非常に少量のクロムを含む比較的価値の高いアルミニウム合金である。この生成物はピストン合金メーカーに販売することができ、非常に良好なニッケル添加剤を提供する。このように、この工程はクロムめっきホイールに適用される場合、多くの商業的用途に適した価値の高いリサイクル済の合金を生成する。
【0032】
図2を参照すると、本発明の別の態様によるアルミニウム合金をリサイクルするための方法がフローチャートに示されている。図1の方法と同じように、合金ホイールは、車両用のホイールの製造に現在または将来使用される任意のアルミニウム合金製であってよい。車両は例えば自動車、トラック、またはオートバイであってよい。好ましくは、車両は自動車である。明確さのため、図1に関連して上述した要素と類似の要素は、同一の参照番号にアポストロフィーを付けて指示している。簡潔さのために図2に関しては、図1の説明は繰り返さない。
【0033】
図示するように図2の方法は、ステップ10’の後に付加的なステップを含み、ホイールはX線分離ステップ32に供される。この目的のために、ホイールに対して電磁放射を発するために、X線管または放射性同位体源等の高エネルギー放射源が配置される。この電磁放射が各ホイールに当たると、各ホイールはホイールを構成する金属を表す蛍光を発光する。次にこの蛍光は比例計数管またはSi(Li)検出器等の検出器によって検出されるであろう。検出器が受信する蛍光の種類に基づいて、各ホイールの組成を決定することができる。
【0034】
ホイールが、顕著な量の鉛、真鍮、ステンレス鋼またはその他不純物を有すると決定される場合、このホイールは、例えばホイールをコンベヤからごみ箱へと払い落とすレバーアーム等の適切な機械的手段によって除去されることによって、またはホイールをゴミ箱へと落とすコンベヤ上にある落とし戸を開放することによって、残りのホイールから分離される。ステップ10の目視検査に関連した上述の工程と類似して、受領するホイールの供給は、X線分離工程32中に入手した情報に基づいて、拒絶領域14’および手作業処理領域18’へと分別されてもよく、または即時処理に適しておりシュレッダ10’へと送られてもよい。
【0035】
好ましくは図2に示すように、X線分離ステップ32は迂回ベルト12’の前に発生する。必要に応じて、この工程は、目視検査工程10’を補足し、またはある程度置き換えて使用してもよい。しかし状況に応じて、磁気分離ステップ24’を置き換えるべくX線分離ステップを使用してもよく、または磁気分離ステップ24’のすぐ上流または下流で発生してもよい。X線分離技術の記載に関して(1)1989年7月18日発行の米国特許第4,848,590号(Kelly);(2)1998年4月14日発行の米国特許第5,738,224号(Sommer,Jr.ら)および(3)1982年3月2日発行の米国特許第4,317,521号(Clerkら)の各明細書を参照することができる。
【0036】
発明の他の変形および修正が可能である。例えばアルミニウム合金は、粉砕される以外の多くの異なる方法で断片へと変換してもよい。例えば、アルミニウム合金ホイールは、粉砕するのではなく押し潰してもよい。しかし、押し潰した後に他の成分を分離することはより困難であるため、押し潰すことはより高くつくであろう。さらに、押しつぶすことによってより価値の低い細粉を生成するであろう。上記は、アルミニウム合金ホイールに適用される本発明の態様を記載したが、当業者は、本方法が、他のアルミニウム構成部品のリサイクルにも、事前にこのような構成部品が断片化されているかいなかにかかわらず適用されることを理解するであろう。例えば、発明の態様による方法はアルミニウム製の窓またはドアの屑のリサイクルにも適用されるであろう。このような修正または変形はすべて、本明細書に添付される請求項によって定義される発明の領域および範囲内にあると考えられている。
【図面の簡単な説明】
【0037】
【図1】本発明の好ましい態様によるアルミニウム合金の自動車用ホイールをリサイクルするための方法を示すフローチャート
【図2】本発明の別の態様によるアルミニウム合金の自動車用ホイールをリサイクルするための方法を示すフローチャート
【特許請求の範囲】
【請求項1】
a)特定合金のアルミニウム合金ホイールの供給物を提供する工程、
b)アルミニウム合金ホイールをX線分離に供して、不純物を除去する工程、
c)アルミニウム合金ホイールを複数の断片へと寸断する工程、および
d)断片をショットブラストに供して、ショットブラスト断片を生成する工程、
を有してなる、アルミニウム合金ホイールをリサイクルするための方法。
【請求項2】
工程(c)が
断片を高エネルギー放射に曝露する工程、
断片から放出された蛍光を検出する工程、
検出された蛍光にもとづいて、不純物を分離する工程、
を含むことを特徴とする請求項1記載の方法。
【請求項3】
断片を磁気分離に供して、鉄含有量の少ない断片を生成することをさらに含むことを特徴とする請求項1記載の方法。
【請求項4】
アルミニウム合金ホイールを複数の断片へと寸断する工程が、アルミニウム合金ホイールを複数の断片へと粉砕することを含むことを特徴とする請求項1記載の方法。
【請求項5】
粉砕する工程が汚れおよび細粉のうち少なくとも一つを生成するとともに、前記方法が複数の断片から汚れおよび細粉を分離する工程を含むことを特徴とする請求項4記載の方法。
【請求項6】
複数の断片からの汚れおよび細粉をスクリーニングによって除去することを特徴とする請求項5記載の方法。
【請求項7】
アルミニウム合金製の構成部品の製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項8】
アルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項9】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項10】
ショットブラスト断片を渦電流分離へと供して、さらに処理されたアルミニウム合金断片を生成する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項11】
アルミニウム合金製の構成部品の製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項10記載の方法。
【請求項12】
アルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項10記載の方法。
【請求項13】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項10記載の方法。
【請求項14】
アルミニウム合金ホイールの供給物からクロムめっきアルミニウム合金ホイールを除去する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項15】
アルミニウム合金ホイールから特定合金製でないホイールおよびクロムめっきホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項16】
クロムめっきアルミニウム合金ホイールを工程(b)から(d)へと別々に供する工程をさらに含むことを特徴とする請求項15記載の方法。
【請求項17】
特定合金がアルミニウム合金の自動車用ホイールに使用される合金であるとともに、前記方法が、アルミニウム合金ホイールクロムからめっきホイール、オートバイ用ホイールおよびトラック用ホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項18】
a)特定のアルミニウムの供給物を提供する工程、
b)アルミニウム合金をX線分離に供して、不純物を除去する工程、
c)アルミニウム合金を複数の断片へと寸断する工程、および
d)断片をショットブラストに供して、ショットブラスト断片を生成する工程、
を有してなる、特定のアルミニウム合金をリサイクルするための方法。
【請求項19】
工程(c)が
断片を高エネルギー放射に曝露する工程、
断片から放出された蛍光を検出する工程、
検出された蛍光にもとづいて、不純物を分離する工程、
を含むことを特徴とする請求項18記載の方法。
【請求項20】
断片を磁気分離に供して、鉄含有量の少ない断片を生成する工程をさらに含むことを特徴とする請求項18記載の方法。
【請求項21】
アルミニウム合金を複数の断片へと寸断する工程が、アルミニウム合金を複数の断片へと粉砕する工程を含むことを特徴とする請求項18記載の方法。
【請求項22】
粉砕する工程が汚れおよび細粉のうち少なくとも一つを生成するとともに、前記方法が複数の断片から汚れおよび細粉を分離する工程を含むことを特徴とする請求項21記載の方法。
【請求項23】
複数の断片からの汚れおよび細粉をスクリーニングによって除去することを特徴とする請求項22記載の方法。
【請求項24】
ショットブラスト断片を収集し、およびアルミニウム合金構成部品を製造するための特定のアルミニウムの原料としてショットブラスト断片を使用する工程をさらに含むことを特徴とする請求項18記載の方法。
【請求項25】
ショットブラスト断片を渦電流分離へと供して、さらに処理されたアルミニウム合金断片を生成する工程をさらに含むことを特徴とする請求項18記載の方法。
【請求項26】
さらに処理されたアルミニウム合金断片を収集し、およびアルミニウム合金構成部品を製造するための特定のアルミニウムの原料としてさらに処理されたアルミニウム合金断片を使用する工程をさらに含むことを特徴とする請求項25記載の方法。
【請求項27】
a)特定合金のアルミニウム合金ホイールの供給物を提供する工程、
b)アルミニウム合金ホイールを複数の断片へと寸断する工程、および
c)断片をショットブラストに供して、ショットブラスト断片を生成する工程、
を有してなる、アルミニウム合金ホイールをリサイクルするための方法。
【請求項28】
アルミニウム合金ホイールを複数の断片へと寸断する工程が、アルミニウム合金ホイールを複数の断片へと粉砕する工程を含むことを特徴とする請求項27記載の方法。
【請求項29】
粉砕する工程が汚れおよび細粉のうち少なくとも一つを生成するとともに、前記方法は複数の断片から汚れおよび細粉を分離する工程を含むことを特徴とする請求項28記載の方法。
【請求項30】
複数の断片からの汚れおよび細粉をスクリーニングによって除去することを特徴とする請求項29記載の方法。
【請求項31】
アルミニウム合金製の構成部品の製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項32】
アルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項33】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項34】
ショットブラスト断片を渦電流分離へと供して、さらに処理されたアルミニウム合金断片を生成する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項35】
アルミニウム合金製の構成部品の製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項34記載の方法。
【請求項36】
アルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項34記載の方法。
【請求項37】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項38】
アルミニウム合金ホイールの供給物からクロムめっきアルミニウム合金ホイールを除去する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項39】
アルミニウム合金ホイールから、クロムめっきホイールおよび特定合金製でないホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項40】
クロムめっきアルミニウム合金ホイールを工程(b)および(c)へと別々に供する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項41】
特定合金がアルミニウム合金の自動車用ホイールに使用される合金であるとともに、前記方法が、アルミニウム合金ホイールの供給物から、クロムめっきホイール、オートバイ用ホイールおよびトラック用ホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項1】
a)特定合金のアルミニウム合金ホイールの供給物を提供する工程、
b)アルミニウム合金ホイールをX線分離に供して、不純物を除去する工程、
c)アルミニウム合金ホイールを複数の断片へと寸断する工程、および
d)断片をショットブラストに供して、ショットブラスト断片を生成する工程、
を有してなる、アルミニウム合金ホイールをリサイクルするための方法。
【請求項2】
工程(c)が
断片を高エネルギー放射に曝露する工程、
断片から放出された蛍光を検出する工程、
検出された蛍光にもとづいて、不純物を分離する工程、
を含むことを特徴とする請求項1記載の方法。
【請求項3】
断片を磁気分離に供して、鉄含有量の少ない断片を生成することをさらに含むことを特徴とする請求項1記載の方法。
【請求項4】
アルミニウム合金ホイールを複数の断片へと寸断する工程が、アルミニウム合金ホイールを複数の断片へと粉砕することを含むことを特徴とする請求項1記載の方法。
【請求項5】
粉砕する工程が汚れおよび細粉のうち少なくとも一つを生成するとともに、前記方法が複数の断片から汚れおよび細粉を分離する工程を含むことを特徴とする請求項4記載の方法。
【請求項6】
複数の断片からの汚れおよび細粉をスクリーニングによって除去することを特徴とする請求項5記載の方法。
【請求項7】
アルミニウム合金製の構成部品の製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項8】
アルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項9】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項10】
ショットブラスト断片を渦電流分離へと供して、さらに処理されたアルミニウム合金断片を生成する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項11】
アルミニウム合金製の構成部品の製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項10記載の方法。
【請求項12】
アルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項10記載の方法。
【請求項13】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項10記載の方法。
【請求項14】
アルミニウム合金ホイールの供給物からクロムめっきアルミニウム合金ホイールを除去する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項15】
アルミニウム合金ホイールから特定合金製でないホイールおよびクロムめっきホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項16】
クロムめっきアルミニウム合金ホイールを工程(b)から(d)へと別々に供する工程をさらに含むことを特徴とする請求項15記載の方法。
【請求項17】
特定合金がアルミニウム合金の自動車用ホイールに使用される合金であるとともに、前記方法が、アルミニウム合金ホイールクロムからめっきホイール、オートバイ用ホイールおよびトラック用ホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項1記載の方法。
【請求項18】
a)特定のアルミニウムの供給物を提供する工程、
b)アルミニウム合金をX線分離に供して、不純物を除去する工程、
c)アルミニウム合金を複数の断片へと寸断する工程、および
d)断片をショットブラストに供して、ショットブラスト断片を生成する工程、
を有してなる、特定のアルミニウム合金をリサイクルするための方法。
【請求項19】
工程(c)が
断片を高エネルギー放射に曝露する工程、
断片から放出された蛍光を検出する工程、
検出された蛍光にもとづいて、不純物を分離する工程、
を含むことを特徴とする請求項18記載の方法。
【請求項20】
断片を磁気分離に供して、鉄含有量の少ない断片を生成する工程をさらに含むことを特徴とする請求項18記載の方法。
【請求項21】
アルミニウム合金を複数の断片へと寸断する工程が、アルミニウム合金を複数の断片へと粉砕する工程を含むことを特徴とする請求項18記載の方法。
【請求項22】
粉砕する工程が汚れおよび細粉のうち少なくとも一つを生成するとともに、前記方法が複数の断片から汚れおよび細粉を分離する工程を含むことを特徴とする請求項21記載の方法。
【請求項23】
複数の断片からの汚れおよび細粉をスクリーニングによって除去することを特徴とする請求項22記載の方法。
【請求項24】
ショットブラスト断片を収集し、およびアルミニウム合金構成部品を製造するための特定のアルミニウムの原料としてショットブラスト断片を使用する工程をさらに含むことを特徴とする請求項18記載の方法。
【請求項25】
ショットブラスト断片を渦電流分離へと供して、さらに処理されたアルミニウム合金断片を生成する工程をさらに含むことを特徴とする請求項18記載の方法。
【請求項26】
さらに処理されたアルミニウム合金断片を収集し、およびアルミニウム合金構成部品を製造するための特定のアルミニウムの原料としてさらに処理されたアルミニウム合金断片を使用する工程をさらに含むことを特徴とする請求項25記載の方法。
【請求項27】
a)特定合金のアルミニウム合金ホイールの供給物を提供する工程、
b)アルミニウム合金ホイールを複数の断片へと寸断する工程、および
c)断片をショットブラストに供して、ショットブラスト断片を生成する工程、
を有してなる、アルミニウム合金ホイールをリサイクルするための方法。
【請求項28】
アルミニウム合金ホイールを複数の断片へと寸断する工程が、アルミニウム合金ホイールを複数の断片へと粉砕する工程を含むことを特徴とする請求項27記載の方法。
【請求項29】
粉砕する工程が汚れおよび細粉のうち少なくとも一つを生成するとともに、前記方法は複数の断片から汚れおよび細粉を分離する工程を含むことを特徴とする請求項28記載の方法。
【請求項30】
複数の断片からの汚れおよび細粉をスクリーニングによって除去することを特徴とする請求項29記載の方法。
【請求項31】
アルミニウム合金製の構成部品の製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項32】
アルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項33】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにショットブラスト断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項34】
ショットブラスト断片を渦電流分離へと供して、さらに処理されたアルミニウム合金断片を生成する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項35】
アルミニウム合金製の構成部品の製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項34記載の方法。
【請求項36】
アルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項34記載の方法。
【請求項37】
ホイールが合金A356.2製であるとともに、前記方法が合金A356.2製のアルミニウム合金ホイールの製造に使用するためにさらに処理されたアルミニウム合金断片を収集する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項38】
アルミニウム合金ホイールの供給物からクロムめっきアルミニウム合金ホイールを除去する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項39】
アルミニウム合金ホイールから、クロムめっきホイールおよび特定合金製でないホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項40】
クロムめっきアルミニウム合金ホイールを工程(b)および(c)へと別々に供する工程をさらに含むことを特徴とする請求項27記載の方法。
【請求項41】
特定合金がアルミニウム合金の自動車用ホイールに使用される合金であるとともに、前記方法が、アルミニウム合金ホイールの供給物から、クロムめっきホイール、オートバイ用ホイールおよびトラック用ホイールを除去することによって、特定合金のアルミニウム合金ホイールの供給物を作成する工程をさらに含むことを特徴とする請求項27記載の方法。
【図1】

【図2】
【図2】
【公表番号】特表2007−504936(P2007−504936A)
【公表日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2006−525588(P2006−525588)
【出願日】平成16年9月8日(2004.9.8)
【国際出願番号】PCT/CA2004/001646
【国際公開番号】WO2005/023429
【国際公開日】平成17年3月17日(2005.3.17)
【出願人】(506081725)ハウス オブ メタルズ カンパニー リミテッド (1)
【氏名又は名称原語表記】HOUSE OF METALS COMPANY LIMITED
【Fターム(参考)】
【公表日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成16年9月8日(2004.9.8)
【国際出願番号】PCT/CA2004/001646
【国際公開番号】WO2005/023429
【国際公開日】平成17年3月17日(2005.3.17)
【出願人】(506081725)ハウス オブ メタルズ カンパニー リミテッド (1)
【氏名又は名称原語表記】HOUSE OF METALS COMPANY LIMITED
【Fターム(参考)】
[ Back to top ]