
アルミニウム合金ホイールの塗装方法及びアルミニウム合金ホイール
【課題】4C/3B塗装を適用した場合であっても、耐水密着性に優れ、かつ、切削性にも優れた塗膜を付与できるアルミニウム合金ホイールの塗装方法、並びに、該塗装方法により塗装されたアルミニウム合金ホイールを提供する。
【解決手段】遊離フッ素イオン濃度、アルミニウムイオン濃度、pH等の値が特定の範囲内に調整されたジルコニウム及び/又はチタニウム系の化成処理液を用いてアルミニウム合金ホイールを化成処理することを特徴とする。
【解決手段】遊離フッ素イオン濃度、アルミニウムイオン濃度、pH等の値が特定の範囲内に調整されたジルコニウム及び/又はチタニウム系の化成処理液を用いてアルミニウム合金ホイールを化成処理することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム合金ホイールの塗装方法及びアルミニウム合金ホイールに関する。
【背景技術】
【0002】
近年、高級自動車用ホイールとして、軽量で外観に優れた光輝性を有するアルミニウム合金ホイールの市場ニーズが高まっている。アルミニウム合金は、アルミニウムと比較して耐食性及び機械強度等に優れるが、自動車用ホイールに用いられる場合には、保護と外観の向上を目的として金属の表面に化成皮膜を形成した後、塗膜を形成することが多い。
【0003】
従来、前記化成皮膜を形成する化成処理液として、優れた耐食性を付与するクロメート処理液が広く用いられていた。しかしながら、近年高まりつつある環境への配慮から、クロムを含まないノンクロメート化成処理液に対する需要が高まってきており、本発明者等は、この需要に応えるべく、先行技術として特許文献1を開示している。この先行技術は、ノンクロメート化成処理液を用いて化成皮膜を形成した金属表面に、プライマー塗料、ベース塗料及びクリヤ塗料を順次塗装して焼付乾燥させる、いわゆる3コート3ベーク(3C/3B)を前提としたものである。
【0004】
しかしながら、市場ではより一層の外観の向上が求められている。この市場ニーズに応えるためには、プライマー塗料及び第1ベース塗料を順次塗装して加熱した後、さらに第2ベース塗料及びクリヤ塗料を順次塗装して一度に加熱し、第2ベース塗膜及びクリヤ塗膜を形成する、いわゆる4コート3ベーク(4C/3B)による4層構造を有する塗膜を形成することが必要である。ところが、前記先行技術を4C/3Bに適用した場合には、塗膜の耐水密着性が著しく低下するという問題が生じていた。
【0005】
本発明者等は鋭意検討を重ねた結果、塗膜の耐水密着性低下の第一の原因が、化成皮膜中に含まれるアルミニウム化合物が加水分解し、体積膨張して化成皮膜を脆弱化させることであることを見出した。また、第二の原因が、塗膜の多層化に伴い、脆弱化した化成皮膜にかかる応力がさらに増大して化成皮膜が凝集破壊することであることを見出した。さらには、前記先行技術による塗膜は切削性に難があり、塗膜が応力変化に追随できないことも一因であると推察された。
【0006】
ところで、成形されたアルミニウム合金ホイールは、高温処理を行うと強度が低下してしまうことから、低温で硬化を行うことが好ましく、ホイールの塗装に用いられる低温硬化性粉体塗料として、β−ヒドロキシアルキルアミド硬化剤を含有してなる粉体塗料組成物が知られている(特許文献2参照)。しかしながら、この粉体塗料組成物においては、切削加工性、耐チッピング性の改善については検討されていない。
【特許文献1】特開2000−282251号公報
【特許文献2】特開2001−294804号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、4C/3B塗装を適用した場合であっても、耐水密着性に優れ、且つ、切削性にも優れた塗膜を付与できるアルミニウム合金ホイールの塗装方法、並びに、該塗装方法により塗装されたアルミニウム合金ホイールを提供することにある。
【課題を解決するための手段】
【0008】
(1) アルミニウム合金ホイールの塗装方法であって、ジルコニウムイオン及び/又はチタニウムイオンを金属元素換算合計で0.010g/L以上0.125g/L以下、リン酸イオンをリン元素換算で0.003g/L以上0.33g/L以下、アルミニウムイオンを金属元素換算で0.03g/L以上0.10g/L以下、全フッ素イオンをフッ素元素換算で0.01g/L以上0.5g/L以下、及び、遊離フッ素イオンをフッ素元素換算で0.003g/L以上0.015g/L以下含有し、且つ、pHが3.0以上3.8以下である化成処理液を、前記アルミニウム合金ホイールの表面に接触させて化成皮膜を形成する工程(1)と、前記化成皮膜上に粉体塗料を塗布して加熱硬化させることによりプライマー塗膜を形成する工程(2)と、を含むアルミニウム合金ホイールの塗装方法。
【0009】
(2) 前記プライマー塗膜上に第1ベース塗料を塗布して加熱硬化させることにより第1ベース塗膜を形成する工程(3)と、前記第1ベース塗膜上に第2ベース塗料及びクリヤ塗料を順次塗布して同時に加熱硬化させることにより、第2ベース塗膜及びクリヤ塗膜を同時に形成する工程(4)と、をさらに含む(1)記載のアルミニウム合金ホイールの塗装方法。
【0010】
(3) 前記粉体塗料として、カルボキシル基含有ポリエステル樹脂、β−ヒドロキシアルキルアミド硬化剤、及び、ポリカプロラクトンを含有する粉体塗料を用いる(1)又は(2)記載のアルミニウム合金ホイールの塗装方法。
【0011】
(4) (1)から(3)いずれか記載の塗装方法により塗装されたアルミニウム合金ホイール。
【発明の効果】
【0012】
本発明によれば、ノンクロメート系の化成処理であるにもかかわらず、耐チッピング性、切削加工性、耐水性、耐食性、及び、密着性に優れた塗膜を付与できるアルミニウム合金ホイールの塗装方法、並びにこの塗装方法により塗装されたアルミニウム合金ホイールを提供できる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施形態について詳細に説明する。
【0014】
本実施形態に係る塗装方法は、アルミニウム合金ホイールを、ジルコニウムイオン及び/又はチタニウムイオンを金属元素換算合計で0.010g/L以上0.125g/L以下、リン酸イオンをリン元素換算で0.003g/L以上0.33g/L以下、アルミニウムイオンを金属元素換算で0.03g/L以上0.10g/L以下、全フッ素イオンをフッ素元素換算で0.01g/L以上0.5g/L以下、及び、遊離フッ素イオンをフッ素元素換算で0.003g/L以上0.015g/L以下含んでなるpHが3.0以上3.8以下の化成処理液で化成処理した後、粉体塗料を塗装することを特徴とするアルミニウム合金ホイールの塗装方法である。
【0015】
ここで、金属元素換算とは、金属化合物の含有量に金属元素換算係数(金属化合物量を金属元素量に換算するための係数であり、具体的には、金属化合物中の金属元素の原子量を、金属化合物の分子量で割った値を意味する。)をかけることにより、目的の金属元素量を求めることである。また、本発明における遊離フッ素イオン濃度は、フッ素イオン感応電極で測定されるフッ素イオン濃度を意味する。
【0016】
<アルミニウム合金ホイール>
本実施形態における塗装対象物であるアルミニウム合金ホイールとしては、例えば、Al−Si−Mg系合金に分類されるAC4C合金やAC4CH合金といったアルミニウム合金基材が主として用いられる。これらのアルミニウム合金基材は、必要に応じて脱脂処理が施される。
【0017】
脱脂処理としては特に限定されず、通常のアルカリ脱脂洗浄の他、酸性処理溶液による酸洗浄が挙げられる。酸洗浄に用いられる酸性処理溶液としては、硫酸等の無機強酸及びエッチング促進成分である第二鉄イオン等を所定量含有し、pHが0.5〜2.0の酸性処理溶液が好適に用いられる。具体的には、この酸性処理溶液を浸漬法又はスプレー法により、処理温度30℃〜75℃、処理時間1分〜5分でアルミニウム合金基材に接触させて酸洗浄が施される。この酸洗浄により、アルミニウム合金基材の表面の酸化皮膜が効果的に除去されるとともに、表面に偏析しているアルミニウム合金中のMg、Si、Cu等の不純物が除去される。このため、酸洗浄が施された場合には、塗装塗膜の密着性がより向上する。なお、通常、酸洗浄が施されたアルミニウム合金ホイールは、後の化成処理工程への酸性処理溶液の持ち込みを回避するために水洗される。
【0018】
<化成処理工程(1)>
本実施形態に係る塗装方法においては、まず、アルミニウム合金ホイールの表面に対して、ノンクロメート化成処理液による処理が施される(化成処理工程(1))。上記ノンクロメート化成処理液は、クロム金属を含有しない処理液であり、ジルコニウム系処理液及び/又はチタニウム系処理液が挙げられる。上記ジルコニウム系処理液及び/又はチタニウム系処理液は、ジルコニウムイオン及び/又はチタニウムイオンを含む。
【0019】
[ジルコニウムイオン、チタニウムイオン]
上記ジルコニウムイオン及び/又はチタニウムイオンの含有量は、上記ノンクロメート化成処理液中、金属元素換算合計で0.010以上0.125g/L以下である。0.010g/L未満であると、形成される皮膜の質量が不足し、耐食性等の性能が不充分となる場合がある。0.125g/Lを超えると、形成される皮膜の質量が多すぎて皮膜が厚膜となり、アルミホイールの金属感が損なわれる場合がある。上記ジルコニウムイオン及び/又はチタニウムイオンのより好ましい含有量は、上記ノンクロメート化成処理液中、金属元素換算合計で0.015以上0.100g/L以下である。
【0020】
上記ノンクロメート化成処理液のジルコニウムイオンの供給源としては特に限定されず、例えば、フルオロジルコネート、フルオロジルコネート酸等の可溶性フルオロジルコネート;(NH4)2ZrF6;アルカリ金属フルオロジルコネート;フッ化ジルコニウム等を挙げることができる。
【0021】
上記ノンクロメート化成処理液のチタニウムイオンの供給源としては特に限定されず、例えば、フルオロチタネート、フルオロチタネート酸等の可溶性フルオロチタネート;(NH4)2TiF6;アルカリ金属フルオロチタネート;フッ化チタン等を挙げることができる。
【0022】
[リン酸イオン]
上記リン酸イオンの含有量は、上記ノンクロメート化成処理液中、リン元素換算で0.003g/L以上0.33g/L以下である。0.003g/L未満であると、塗装塗膜の密着性が低下する場合がある。0.33g/Lを超えると、塗装塗膜の耐食性が低下する場合がある。上記リン酸イオンのより好ましい含有量は、上記ノンクロメート化成処理液中、リン元素換算で0.005g/L以上0.15g/L以下である。
【0023】
上記リン酸イオン供給源としては特に限定されず、例えば、リン酸、リン酸アンモニウム、リン酸アルカリ金属塩等の酸性溶液に可溶なリン酸化合物等を挙げることができる。また、オルトリン酸を用いるのが望ましいが、メタリン酸、ピロリン酸、トリポリリン酸、次リン酸、又はこれらの塩を使用してもよい。
【0024】
[アルミニウムイオン]
アルミニウムイオンの含有量は、上記ノンクロメート化成処理液中、金属元素換算で0.03g/L以上0.10g/L以下である。0.03g/L未満であると、アルミニウム合金ホイール表面に形成される皮膜が不均一になりやすく、塗装塗膜の密着性及び耐食性が低下する場合がある。0.10g/Lを超えると、特に4C/3B塗装後の金属調光沢塗膜の耐水密着性が低下する場合がある。
【0025】
上記アルミニウムイオン供給源としては特に限定されず、例えば、硝酸アルミニウム、リン酸アルミニウム、アルミニウムの錯弗化物等を挙げることができる。
【0026】
[フッ素イオン]
上記ノンクロメート化成処理液中の全フッ素イオンの含有量(処理液中の全フッ素イオン濃度)は、フッ素元素換算で0.01g/L以上0.5g/L以下であることが好ましい。0.01g/L未満であると、アルミニウム合金ホイールの表面のエッチングが不充分となり、形成される皮膜の質量が不足する場合がある。0.5g/Lを超えると、アルミニウム合金ホイールの表面を過剰にエッチングすることになり、表面が霜に覆われたようなにぶい状態のものとなる場合がある。上記全フッ素イオンのより好ましい含有量は、0.015g/L以上0.45g/L以下である。
【0027】
上記全フッ素イオンの供給源としては、上記ノンクロメート化成処理液に可溶であり、アルミニウムと錯体を形成することができ、且つ、化成処理に対して反作用の効果を呈しないものであれば特に限定されない。例えば、フッ化水素酸、フッ化水素酸塩、フッ化硼素酸等を挙げることができる。なお、全フッ素イオンの供給源として、上述したジルコニウム又はチタニウムイオンの錯体を用いる場合には、生成する全フッ素イオンの量が不充分であるので、上記のフッ素化合物を併用することが望ましい。
【0028】
上記フッ素化合物の一部は、上記ノンクロメート化成処理液中で解離して遊離フッ素イオン(F−)を生じる。上記ノンクロメート化成処理液中の遊離フッ素イオン(F−)の含有量は、フッ素イオン感応電極で測定することにより求められ、具体的には0.003g/L以上0.015g/L以下である。0.003g/L未満であると、エッチングが不充分となる場合がある。0.015g/Lを超えると、塗装塗膜の密着性及び耐食性が低下する場合がある。上記遊離フッ素イオンのより好ましい含有量は、0.004g/L以上0.010g/L以下である。
【0029】
[pH]
上記ノンクロメート化成処理液のpHは、3.0以上3.8以下である。pHが3.0未満であると、特にアルミニウムイオン濃度が高い時に形成される皮膜の品質が低下し、塗装塗膜の密着性が低下する場合がある。pHが3.8を超えると、特にアルミニウムイオン濃度が低い時に皮膜形成が不充分となり、塗装塗膜の耐食性が低下する場合がある。より好ましいpHは、3.2以上3.6以下である。
【0030】
[処理方法]
上記ノンクロメート化成処理液による処理は、スプレー等の従来公知の方法によって行うことができ、皮膜量は10mg/m2〜40mg/m2であることが好ましく、より好ましくは20mg/m2〜30mg/m2である。10mg/m2未満であると耐食性が低下するおそれがあり、40mg/m2を超えると厚膜になりすぎて、アルミニウムの光輝性が損なわれるおそれがある。上記化成処理は、形成される皮膜量が上記範囲となるように行えばよい。化成処理条件は、例えば、処理温度40℃程度、処理時間45秒程度とすることができる。一般には、処理温度30℃以上50℃以下、処理時間0.5分以上3分以下で行うのが好ましい。
【0031】
上記ノンクロメート化成処理液による処理は、酸洗処理を施したアルミニウム合金ホイールに対して行うことが好ましい。上記酸洗処理は、第2鉄イオンを0.1g/L〜0.4g/L、及び、所定量の硫酸イオンを含有するpHが0.5〜2.0の処理液によって行うことが好ましい。
【0032】
上記第2鉄イオンの供給源としては特に限定されず、例えばFe2(SO4)3、Fe(NO3)3、Fe(ClO4)3等の水溶性第2鉄塩;FeSO4、Fe(NO3)2等の水溶性第1鉄塩等を挙げることができる。これらのうち、硫酸イオンを提供することができるFe2(SO4)3、FeSO4を用いることが好ましい。
【0033】
上記酸洗処理は、通常、処理温度30〜75℃で行われ、好ましくは35〜45℃で行われる。また、通常、処理時間は1〜5分であり、好ましくは3分程度である。上記酸洗処理の方法としては特に限定されず、例えば、浸漬法、スプレー法等を挙げることができる。上記酸洗処理が施されたアルミニウム合金ホイールは、化成処理前に水洗されることが好ましい。上記水洗の方法としては特に限定されず、一般に金属の表面処理に用いられている方法で行うことができる。上記酸洗処理前に界面活性剤による脱脂処理を行ってもよい。
【0034】
<プライマー塗膜形成工程(2)>
本実施形態においては、上記化成処理工程(1)を施した後、粉体塗料を塗布して加熱硬化させることにより、プライマー塗膜を形成するプライマー塗膜形成工程(2)を施す。プライマー塗膜形成工程(2)で使用する粉体塗料は、カルボキシル基含有ポリエステル樹脂、ポリカプロラクトン、及び、下記の一般式(1)で示されるβ−ヒドロキシアルキルアミド硬化剤を含有する粉体塗料であることが好ましい。このような粉体塗料を使用することによって、化成皮膜上にプライマー塗装を行った場合であっても、平滑性、切削加工性、及び、耐チッピング性に優れた塗膜を得ることができる。
【化1】

[一般式(1)中、R1は、水素原子、メチル基、又はエチル基を表し、R2は水素原子、炭素原子数1〜5のアルキル基、又はHOCH(R1)CH2−を表し、Aは2価の炭化水素基を表す。]
【0035】
上記粉体塗料において使用されるポリカプロラクトンは、塗膜に可撓性を付与できる樹脂である。このため、上記ポリカプロラクトンを使用することによって、アルミニウム合金ホイール上に形成された複層塗膜の物性、特に切削加工性が良好なものになると推測される。
【0036】
上記ポリカプロラクトンは、数平均分子量が10,000〜100,000であることが好ましい。数平均分子量が10,000未満であると、塗膜の耐ブロッキング性が低下する問題が生じやすい場合がある。一方、100,000を超えると、塗膜の平滑性が低下する場合がある。上記ポリカプロラクトンは、塗膜の物性に悪影響を与えない程度に多塩基酸、多価アルコール、ヒドロキシカルボン酸、ラクトン等によって変性したものであってもよい。
【0037】
上記ポリカプロラクトンは、市販のものを使用することもできる。市販のポリカプロラクトンとしては、例えば、プラクセルH1P、プラクセルH5、プラクセルH7(いずれもダイセル化学社製)等を挙げることができる。
【0038】
上記ポリカプロラクトンは、上記カルボキシル基含有ポリエステル樹脂100質量部に対して、1.0質量部〜20質量部となる割合で配合される。配合量が1.0質量部未満であると、充分に塗膜物性を改善することができない。一方、20質量部を超えると、粉体塗料の流動性若しくは搬送性が低下し、塗装が困難となるおそれがある。
【0039】
上記カルボキシル基含有ポリエステル樹脂は、樹脂固形分酸価が10〜100(mgKOH/g固形分;以下同様)であることが好ましく、より好ましくは15〜80、さらに好ましくは20〜60の範囲である。上記酸価が10未満であると、硬化性が低下して機械的物性が低下するおそれがある。一方、100を超えると、得られる塗膜の耐水性が低下するおそれがある。また、上記カルボキシル基含有ポリエステル樹脂は、軟化点が80〜150℃、好ましくは90〜130℃の範囲である。軟化点が80℃未満であると、耐ブロッキング性が低下するおそれがあり、150℃を超えると、得られる塗膜の平滑性が低下するおそれがある。
【0040】
上記カルボキシル基含有ポリエステル樹脂は、質量平均分子量が1,000〜150,000、好ましくは3,000〜70,000、さらに好ましくは4,000〜50,000の範囲である。上記質量平均分子量が1,000未満であると、得られる塗膜の性能及び物性が低下するおそれがある。一方、150,000を超えると、得られる塗膜の平滑性及び外観が低下するおそれがある。
【0041】
なお、本実施形態における樹脂固形分の酸価はJIS K 0070に準拠し、軟化点はJIS K 2207に準拠した方法により決定することができる。また、本実施形態における質量平均分子量及び数平均分子量は、ゲルパーミエーションクロマトグラフィ(GPC)を用いたスチレン換算法等の当業者によく知られた方法により決定することができる。
【0042】
上記カルボキシル基含有ポリエステル樹脂は、多価カルボン酸を主成分とした酸成分と、多価アルコールを主成分としたアルコール成分とを原料とし、通常の方法により縮重合することにより得ることができる。それぞれの成分及び縮重合の条件を選択することにより、上記の物性値及び特数値を有するカルボキシル基含有ポリエステル樹脂を得ることができる。
【0043】
上記酸成分としては、特に限定されず、例えば、テレフタル酸、イソフタル酸、フタル酸、トリメリット酸又はこれらの無水物、2,6−ナフタレンジカルボン酸、2,7−ナフタレンジカルボン酸等の芳香族ジカルボン酸類又はこれらの無水物、コハク酸、アジピン酸、アゼライン酸、セバチン酸、ドデカンジカルボン酸、1,4−シクロヘキサンジカルボン酸等の飽和脂肪族ジカルボン酸類又はこれらの無水物等を挙げることができる。その他に、γ−ブチロラクトン、ε−カプロラクトン等のラクトン類、これらに対応するヒドロキシカルボン酸類、p−オキシエトキシ安息香酸等の芳香族オキシモノカルボン酸類等を挙げることができる。上記酸成分は2種以上であってもよい。中でも、イソフタル酸とテレフタル酸が、耐久性、物性、価格の点から好ましい。全酸成分中に占めるテレフタル酸とイソフタル酸の合計の割合は好ましくは70モル%以上、より好ましくは75%モル以上、特に好ましくは80モル%以上である。ここで、全酸成分中に占めるテレフタル酸とイソフタル酸の合計割合を70モル%以上とすることを、テレフタル酸及びイソフタル酸を主原料として用いることを意味するものとする。
【0044】
上記テレフタル酸とイソフタル酸の合計含有量の上限については、上記カルボキシル基含有ポリエステル樹脂の調製に使用する酸成分の全量をテレフタル酸及び/又はイソフタル酸としてもよい。また、耐候性を特に向上させたい場合は、全酸成分中に占めるイソフタル酸の割合が70モル%以上であることが好ましく、より好ましくは80モル%以上、特に好ましくは90モル%以上である。ここで、全酸成分中に占めるイソフタル酸の割合を70モル%以上とすることを、イソフタル酸を主原料として用いることを意味するものとする。
【0045】
上記アルコール成分としては、特に限定されず、例えば、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,5−ヘキサンジオール、ジエチレングリコール、トリエチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ビスフェノールAアルキレンオキシド付加物、ビスフェノールSアルキレンオキシド付加物、1,2−プロパンジオール、ネオペンチルグリコール、1,2−ブタンジオール、1,3−ブタンジオール、1,2−ペンタンジオール、2,3−ペンタンジオール、1,4−ペンタンジオール、1,4−ヘキサンジオール、2,5−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、1,2−ドデカンジオール、1,2−オクタデカンジオール等のジオール、トリメチロールプロパン、グリセリン、ペンタエリスリトール等の3価以上の多価アルコール類等を挙げることができる。上記アルコール成分は2種以上であってもよい。
【0046】
上記β−ヒドロキシアルキルアミド硬化剤は、上述したように下記一般式(1)で表されるものである。
【化2】
[一般式(1)中、R1は、水素原子、メチル基、又はエチル基を表し、R2は水素原子、炭素原子数1〜5のアルキル基、又はHOCH(R1)CH2−を表し、Aは2価の炭化水素基を表す。]
【0047】
なお、一般式(1)中のR1としては水素原子又はメチル基が好ましく、R2としてはHOCH(R1)CH2−が好ましく、Aとしては炭素原子数2〜10、特に4〜8のアルキレン基が好ましい。
【0048】
上記硬化剤は、例えば、カルボン酸及び/又はカルボン酸エステルと、β−ヒドロキシアルキルアミンとを、ナトリウムやカリウム等のアルコキシドの触媒の存在下で反応させることにより得られる。
【0049】
ここで用いるカルボン酸やカルボン酸エステルとしては、例えばコハク酸、アジピン酸、グルタル酸、コハク酸ジメチル、コハク酸ジエチル、アジピン酸ジメチル等を挙げることができる。
【0050】
また、β−ヒドロキシアルキルアミンとしては、例えば、N−メチルエタノールアミン、ジエタノールアミン、N−メチルプロパノールアミン等を挙げることができる。上記β−ヒドロキシアルキルアミド硬化剤は、EMS−PRIMD社製「プリミド」シリーズ等の市販品を用いることもできる。
【0051】
上記粉体塗料は、さらにアクリル樹脂及び/又はエポキシ樹脂を含有することが好ましい。上記アクリル樹脂は、分子の末端又は側鎖にエポキシ基を有するビニル系共重合体であることが好ましい。上記エポキシ基含有ビニル系共重合体は、塗料の貯蔵安定性、得られる塗膜の機械的物性、耐水性等の点から、エポキシ当量が250〜1,500であることが好ましく、より好ましくは300〜1,000、さらに好ましくは400〜900である。エポキシ当量が250未満であると、固相反応が進みやすくなって貯蔵安定性が低下するおそれがある。一方、1,500を超えると、機械的物性、耐水性が低下するおそれがある。
【0052】
上記エポキシ基含有ビニル系共重合体は、エポキシ基を有するビニル系モノマーと、必要によりその他のビニル系モノマーとを共重合させることによって得られる。また、ビニル系共重合体にエポキシ基を導入することによっても得られる。
【0053】
上記エポキシ基を有するビニル系モノマーとしては、グリシジル(メタ)アクリレート、β−メチルグリシジル(メタ)アクリレートのような(メタ)アクリル酸の各種のグリシジルエステル類、3,4−エポキシシクロヘキシルアクリレート、3,4−エポキシシクロヘキシルメタアクリレートのような、各種脂環式エポキシ基含有ビニル系単量体類等を挙げることができる。上記その他のビニル系モノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、(メタ)アクリル酸エステル類、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、3−ヒドロキシブチル(メタ)アクリレート、4−ヒドロキシブチル(メタ)アクリレート等の水酸基含有(メタ)アクリレート類、エチレン、プロピレン、ブテン−1のような、各種のα−オレフィン類、スチレン、α−メチルスチレン、ビニルトルエンのような、各種の芳香族ビニル化合物類、酢酸ビニル、プロピオン酸ビニル、酪酸ビニルのようなビニルエステル類等が挙げられる。
【0054】
一方、上記エポキシ基含有ビニル系共重合体を、ビニル系共重合体にエポキシ基を導入して得る方法としては、例えば、イソシアネート基を有するビニル共重合体にグリシドールを反応させる方法等を挙げることができる。
【0055】
上記アクリル樹脂の軟化点は、80℃〜150℃であることが好ましい。この範囲外であると、耐ブロッキング性や塗膜の平滑性が低下するおそれがある。
【0056】
上記アクリル樹脂の数平均分子量は、塗膜の機械的物性や平滑性の点から300〜10,000であることが好ましく、より好ましくは1,000〜5,000の範囲内である。数平均分子量が300未満であると機械的物性が低下し、10,000を超えると平滑性が低下するおそれがある。
【0057】
上記エポキシ基含有ビニル系樹脂の市販品としては、例えば、ファインディックA229、ファインディックA241、ファインディックA244、ファインディックA249、ファインディックA261、ファインディックA260、ファインディックA266(以上、いずれも大日本インキ工業社製)、アルマテックスPD6300、アルマテックスPD6600、アルマテックスPD7210、アルマテックスPD7310、アルマテックス7610、アルマテックス7690(以上、いずれも三井化学社製)等を挙げることができる。
【0058】
上記エポキシ樹脂としては、例えば1分子内に平均1.1個以上のエポキシ基を有するものを挙げることができる。具体的には、ノボラック型フェノール樹脂とエピクロルヒドリンとの反応生成物、ビスフェノール型エポキシ樹脂(A型、B型、F型等)、ノボラック型フェノール樹脂とビスフェノール型エポキシ樹脂(A型、B型、F型等)とエピクロロヒドリンとの反応生成物、ノボラック型フェノール樹脂とビスフェノール型エポキシ樹脂(A型、B型、F型等)との反応生成物、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、ポリエチレングリコール、ポリプロピレングリコール、ネオペンチルグリコール及びグリセロール等のアルコール化合物とエピクロルヒドリンとの反応により得られるグリシジルエーテル類、コハク酸、アジピン酸、セバシン酸、フタル酸、テレフタル酸、ヘキサヒドロフタル酸及びトリメリット酸等のカルボン酸化合物とエピクロルヒドリンとの反応により得られるグリシジルエステル類、p−オキシ安息香酸やβ−オキシナフトエ酸等のヒドロキシカルボン酸とエピクロルヒドリンとの反応生成物、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシシクロヘキシルメチル(3,4−エポキシシクロヘキサン)カルボキシレート等の脂環式エポキシ化合物類、トリグリシジルイソシアヌレート(TGIC)及びその誘導体等が用いられる。上記エポキシ樹脂は、2種以上であってもよい。
【0059】
上記エポキシ樹脂のエポキシ当量としては、100〜4,000であることが好ましく、100〜2,000であることがさらに好ましい。エポキシ当量が100未満であると、塗料の貯蔵安定性が低下するおそれがある。一方、4,000を超えると、塗膜の耐水性が低下するおそれがある。なお、本実施形態におけるエポキシ当量はJIS K 7236により決定することができる。
【0060】
上記エポキシ樹脂の市販品の例としては、エポトートYD−128、エポトートYD−014、エポトートYD−019、ST−5080、ST−5100、ST−4100D(いずれも東都化成社製)、EHPA−3150(ダイセル化学工業社製)、アラルダイトCY−179(日本チバガイギー社製)、デナコールEX−711(ナガセ化成工業社製)、エポトートYDPN−639、エポトートYDCN−701(いずれも東都化成社製)、エピクロンN−680、エピクロンN−695、エピクロンHP−4032、エピクロンHP−7200H(いずれも大日本インキ化学工業社製)、アラルダイトPT−810、アラルダイトPT−910(日本チバガイギー社製)、TEPIC(日産化学工業社製)等を挙げることができる。
【0061】
上記粉体塗料における上記カルボキシル基含有ポリエステル樹脂、上記アクリル樹脂、上記エポキシ樹脂、及び上記硬化剤の各成分の含有割合は以下の通りである。
【0062】
上記アクリル樹脂は、塗膜の機械的物性、耐水性、平滑性、塗料の貯蔵安定性等の観点から、必要に応じて、上記カルボキシル基含有ポリエステル樹脂100質量部に対して、0.1〜10質量部、好ましくは1〜10質量部、さらに好ましくは2〜9質量部の範囲内で配合される。0.1質量部未満であると、塗膜の機械的物性が低下して耐水性が不良になる。一方、10質量部を超えると、塗膜の平滑性の低下や、塗料の貯蔵時にカルボキシル基とエポキシ基との反応が進行して塗料の貯蔵安定性が低下するおそれがある。
【0063】
上記エポキシ樹脂は、塗膜の耐水性、塗料の貯蔵安定性等の観点から、必要に応じて、上記カルボキシル基含有ポリエステル樹脂100質量部に対して、0.1〜10質量部、好ましくは1〜10質量部、さらに好ましくは2〜9質量部の範囲で配合される。0.1質量部未満であると、塗膜の耐水性が不良になる。一方、10質量部を超えると、塗料の貯蔵時にカルボキシル基とエポキシ基との反応が進行して塗料の貯蔵安定性が低下するおそれがある。
【0064】
上記β−ヒドロキシアルキルアミド硬化剤の水酸基の当量数と、上記カルボン酸含有ポリエステル樹脂のカルボキシル基の当量数との比は、0.5/1〜1.5/1であることが好ましく、0.7/1〜1.3/1であることがさらに好ましい。この範囲内にあれば硬化反応は正常に進行するが、0.5/1未満であると、硬化が不十分となり、塗膜の機械的物性及び耐水性が低下するおそれがある。1.5/1を超えると、塗膜の耐水性が低下するおそれがある。
【0065】
また、上記カルボキシル基含有ポリエステル樹脂の酸価が10〜45である場合には、上記当量比が0.9/1〜1.3/1であることが好ましい。この範囲内にあれば、硬化反応は過不足無く進行し、塗膜の機械的物性及び耐水性が良好となるため好ましい。
【0066】
一方、上記カルボキシル基含有ポリエステル樹脂の酸価を、通常の粉体塗料で採用されている酸価よりも高い45〜100として、低温硬化性を特に向上させようとした場合、上記当量比は0.7/1〜1.1/1であることが好ましい。この範囲外であると、塗膜の機械的物性及び耐水性が低下するおそれがある。
【0067】
上記粉体塗料は、必要に応じて表面調整剤、可塑剤、紫外線吸収剤、酸化防止剤、ワキ防止剤、帯電制御剤等の各種添加剤を含んでいてもよい。
【0068】
上記表面調整剤としては、適用性の点から、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート等の(メタ)アクリル酸のアルキルエステル類を原料として得られた、数平均分子量が300〜50,000、好ましくは1,000〜30,000で、ガラス転移温度が20℃未満、好ましくは0℃以下のアクリル重合体からなるものが好ましい。数平均分子量が上記範囲外である場合には、十分な表面調整機能を発揮できず、ヘコミ等の外観不良の防止が困難となる。また、ガラス転移温度が20℃以上である場合にも、十分な表面調整機能を発揮できないおそれがある。上記表面調整剤は、粉体塗料組成物中に0.01〜5質量%、好ましくは0.05〜3質量%、さらに好ましくは0.1〜2質量%の範囲内で配合される。0.01質量%未満であると、十分な表面調整機能を発揮できず、外観不良の確率が高くなる。一方、5質量%を超えると、塗料のブロッキング性が低下するおそれがある。
【0069】
このような表面調整剤の市販品として、例えば、アクロナール4F(BASF社製)、ポリフローS(共栄社化学社製)、レジフローLV(ESTRON CHEMICAL社製)等が挙げられ、シリカ担体アクリル重合体、例えば、モダフローIII(モンサント社製)等が好適に用いられる。また、表面調整剤であるアクリル重合体とエポキシ樹脂の混合物をエポキシ樹脂の使用量が上記範囲内になるようにして使用してもよい。
【0070】
上記粉体塗料は、顔料を添加しないクリヤ塗料であってもよく、顔料を添加するものであってもよい。上記顔料としては特に限定されず、例えば、二酸化チタン、ベンガラ、黄色酸化鉄、カーボンブラック、フタロシアニンブルー、フタロシアニングリーン、キナクリドン系顔料、アゾ系顔料等の着色顔料、タルク、シリカ、炭酸カルシウム、沈降性硫酸バリウム等の体質顔料等を挙げることができる。
【0071】
また、上記粉体塗料は、金属顔料を含有するものであってよい。金属顔料としては、例えば、アルミフレーク等のフレーク状顔料や、金属又は合金等の無着色若しくは着色された金属性光輝材等を挙げることができる。分散性に優れ、透明感の高い塗膜を形成することができるため、金属又は合金等の無着色若しくは着色された金属顔料及びその混合物が好ましく用いられる。金属としては、酸化アルミニウム、銅、亜鉛、鉄、ニッケル、スズ等が好ましく用いられる。
【0072】
上記粉体塗料の製造は、粉体塗料分野において従来公知の製造方法を用いて行うことができる。例えば、上記カルボキシル基含有ポリエステル樹脂、上記ポリカプロラクトン、及び、上記β−ヒドロキシアルキルアミド硬化剤を必須成分として、さらに上記アクリル樹脂、上記エポキシ樹脂、その他上記顔料及び上記各種添加剤等の原料を準備した後、スーパーミキサー、ヘンシエルミキサー等を使用して原料を予備的に混合し、コニーダー、エクストルーダー等の混練機を用いて原料を溶融混練する。この時の加熱温度は勿論焼付硬化温度より低くなければならないが、少なくとも原料の一部が溶融し全体を混練することができる温度でなければならない。一般に80℃〜120℃の範囲で溶融混練される。次いで、溶融物は冷却ロールや冷却コンベヤー等で冷却して固化され、粗粉砕及び微粉砕の工程を経て所望の粒径に粉砕される。
【0073】
上記粉体塗料組成物の体積平均粒子径は、25μm〜35μmであることが好ましい。25μm未満であると、粉体塗料の流動性低下により塗装作業性に問題が生じ、35μmを超えると、高外観の塗膜を得ることができない場合がある。上記体積平均粒子径は、リード・アンド・ノースロップ社製のマイクロトラック−II等の光散乱による粒径測定装置により測定することができる。
【0074】
上記粉体塗料を塗布する方法としては、特に限定されず、スプレー塗装法、静電粉体塗装法、流動浸漬法等の当業者間で周知の方法を用いることができるが、粘着効率の点から、静電粉体塗装法が好適に用いられる。本実施形態の粉体塗料組成物を塗布する際の塗装膜厚は、特に限定されないが、20μm〜300μmであることが好ましく、50μm〜150μmであることがさらに好ましい。
【0075】
上記粉体塗料の焼き付け条件としては、加熱温度は100℃〜230℃、好ましくは140℃〜200℃であり、さらに好ましくは150℃〜170℃である。加熱時間は、上記加熱温度に応じて適宜設定することができる。本実施形態の塗装方法は、このように比較的低温で硬化させて塗膜を形成することができるため、アルミニウム合金ホイールの塗装に特に適している。
【0076】
<第1ベース塗膜形成工程(3)>
本実施形態に係るアルミニウム合金ホイールの塗装方法は、上記プライマー塗膜形成工程(2)を経た後、プライマー塗膜上に第1ベース塗料を塗布して加熱硬化させ、第1ベース塗膜を形成する第1ベース塗膜形成工程(3)を有する。
【0077】
[第1ベース塗料]
第1ベース塗膜を形成するのに用いられる第1ベース塗料は、バインダー樹脂、顔料、添加剤、及び溶剤を含有する。バインダー樹脂としては、一般に塗膜形成樹脂として用いられている樹脂等を用いることができ、アクリル樹脂、塩ビ酢ビ共重合樹脂、ポリアミド樹脂、ウレタン樹脂、ポリエステル樹脂、メラミン樹脂等の樹脂が例示される。また、添加剤としては、ポリエチレンワックス、ポリプロピレンワックス等のワックス類や、可塑剤、分散剤、増粘剤、紫外線吸収剤、光安定化剤、酸化防止剤、硬化触媒等が例示される。
【0078】
溶剤としては、下地塗膜であるプライマー塗膜の種類等を考慮して適宜選択されるものであるが、例えば、トルエン、キシレン、n−ヘキサン、シクロヘキサン、酢酸メチル、酢酸エチル、酢酸イソプロピル、酢酸n−プロピル、酢酸n−ブチル、酢酸イソブチル、メタノール、エタノール、n−プロピルアルコール、イソプロピルアルコール、n−ブチルアルコール、イソブチルアルコール、第2ブチルアルコール、アセトン、メチルエチルケトン、メチルイソブチルケトン、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテルアセテート、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテルアセテート、ソルベッソ100やソルベッソ150(商品名、エッソ社製、芳香族系炭化水素溶剤)等の炭化水素系溶剤を挙げることができる。
【0079】
顔料としては、上記粉体塗料で用いられる着色顔料や体質顔料の他、光輝性顔料等の一般的な顔料が用いられる。
【0080】
上記第1ベース塗膜層の厚みは特に限定されるものではないが、好ましくは15μm〜50μmである。
【0081】
上記第1ベース塗料の市販品としては、日本ペイント社製アクリル系溶剤型塗料「スーパーラック5000AS70ベースブラック」を挙げることができる。
【0082】
<第2ベース塗膜及びクリヤ塗膜形成工程(4)>
本実施形態に係るアルミニウム合金ホイールの塗装方法は、上記第1ベース塗膜上に、第2ベース塗料及びクリヤ塗料を順次塗布して同時に加熱硬化させることにより、第2ベース塗膜及びクリヤ塗膜を同時に形成する、第2ベース塗膜及びクリヤ塗膜形成工程(4)を有する。
【0083】
[第2ベース塗料]
第2ベース塗料としては、光輝性顔料含有塗料が好ましく用いられる。この光輝性顔料含有塗料と第1ベース塗料との組み合わせによって、金属調光沢を有する塗膜外観を得ることができる。この第2ベース塗料は、光輝性顔料を必須成分としてさらに、バインダーとなる樹脂、添加剤、及び溶剤を含有することが好ましい。
【0084】
上記光輝性顔料含有塗料は、光輝性顔料、リン酸基含有化合物、溶剤、さらには必要に応じて、バインダーとなる樹脂、及び添加剤を添加して調製される。上記光輝性顔料含有塗料において、光輝性顔料の顔料重量濃度(PWC)は20%以上が好ましく、さらに好ましくは25%以上である。
【0085】
また、必要に応じて、上記光輝性顔料含有塗料を実質的に光輝性顔料と溶剤とから構成してもよい。前記塗料におけるPWCを高くすることにより、光輝性顔料の面状の配向を促進することができ、より良好な金属調光沢を付与することができる。しかしながら、PWCが高くなりすぎると、積層塗膜における密着性、即ち下地塗膜層及び上塗り塗膜層に対する密着性が低下する傾向にあるので、このような密着性を考慮すればPWCは30%以下であることが好ましい。なお、後述するように、光輝性顔料含有塗料中にシランカップリング剤を添加することにより、密着性を著しく向上させることができる。従って、シランカップリング剤を光輝性顔料含有塗料中に添加する場合には、より高い濃度で光輝性顔料を含有させることができる。
【0086】
ここで、本発明で用いられる光輝性顔料としては、蒸着金属膜を粉砕して金属片とした光輝性顔料であれば特に限定されるものではない。このような光輝性顔料は、一般に基材フィルム上に金属膜を蒸着させ、基材フィルムを剥離した後、蒸着金属膜を粉砕して金属片とすることにより得られる。蒸着金属膜の厚み、即ち粉砕して得られる金属片の厚みとしては、一般には100〜1,000Å程度が好ましい。また、粉砕の程度としては、粒径が約5μm〜約100μm程度となるように粉砕されることが好ましい。
【0087】
蒸着金属膜の材質としては、特に限定されるものではないが、例えば、アルミニウム、金、銀、銅、真鍮、チタン、クロム、ニッケル、ニッケルクロム、ステンレス等の金属膜が挙げられる。特に、本発明で好適に使用されるアルミニウム片は、水の付着により変色しやすいので、光輝性顔料として蒸着金属膜を粉砕したアルミニウム片を用いる場合、本発明が特に有用なものとなる。
【0088】
本発明で用いられる光輝性顔料は、蒸着金属膜を粉砕して金属片とした光輝性顔料であるので、非常に厚みが薄い金属片である。従って、面状に配向することにより、表面がフラットなメッキまたは金属表面のような光沢を有するメタリック塗膜層を形成することができる。従来のメタリック塗料に用いられているアルミニウムフレーク等の金属フレークは、金属粉や金属箔をボールミル等で粉砕して得られるものであるが、これらの金属フレークは比較的厚みが厚く、また表面に凹凸を有しているので、このような金属フレークを面状に配向しても、表面がフラットにならず、本発明のような金属調光沢を付与することはできない。
【0089】
上記光輝性顔料含有塗料に配合される溶剤としては、光輝性顔料製造の際に用いた剥離剤やトップコート剤、あるいは光輝性顔料含有塗料塗装の下地塗膜の種類等を考慮して適宜選択されるものであるが、例えば、トルエン、キシレン、n−ヘキサン、シクロヘキサン、酢酸メチル、酢酸エチル、酢酸イソプロピル、酢酸n−プロピル、酢酸n−ブチル、酢酸イソブチル、メタノール、エタノール、n−プロピルアルコール、イソプロピルアルコール、n−ブチルアルコール、イソブチルアルコール、第2ブチルアルコール、アセトン、メチルエチルケトン、メチルイソブチルケトン、プロピレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテルアセテート、プロピレングリコールモノエチルエーテル、プロピレングリコールモノエチルエーテルアセテート、エチレングリコールモノメチルエーテル、エチレングリコールモノメチルエーテルアセテート、エチレングリコールモノエチルエーテル、エチレングリコールモノエチルエーテルアセテート、及び、ソルベッソ100やソルベッソ150(商品名、エッソ社製、芳香族系炭化水素溶剤)等の炭化水素系溶剤を挙げることができる。また、光輝性顔料が金属粉ペーストのような市販品として入手される場合には、この金属粉ペースト中に含有されている溶剤が含まれていてもよい。
【0090】
上記光輝性顔料含有塗料においては、上述のように必要に応じてバインダーとなる樹脂や添加剤を添加することができる。バインダー樹脂としては、一般に塗膜形成樹脂として用いられている樹脂等を用いることができ、アクリル樹脂、塩ビ酢ビ共重合樹脂、ポリアミド樹脂、ウレタン樹脂、ポリエステル樹脂、メラミン樹脂等の樹脂が例示される。また添加剤としては、ポリエチレンワックス、ポリプロピレンワックス等のワックス類や、可塑剤、分散剤、増粘剤、紫外線吸収剤、光安定化剤、酸化防止剤、硬化触媒等が例示される。
【0091】
上記光輝性顔料含有塗料中のリン酸基含有化合物の含有量は、光輝性顔料(固形分)100質量部に対し、6〜170質量部(固形分)程度であることが好ましく、さらに好ましくは12〜110質量部(固形分)である。リン酸基含有化合物の含有量が少ない場合には、耐水性が悪くなる傾向にある。逆に、リン酸基含有化合物の含有量が多い場合には、塗膜の密着性が悪くなる傾向にある。
【0092】
上記リン酸基含有化合物としては、リン酸エステルとリン酸基含有アクリルポリマーとを併用することが好ましい。この場合、上記リン酸エステルの含有量は、光輝性顔料(固形分)100質量部に対し、1〜20質量部(固形分)程度であることが好ましく、さらに好ましくは2〜10質量部(固形分)である。また、上記リン酸基含有アクリルポリマーの含有量は、光輝性顔料(固形分)100質量部に対し、5〜150質量部(固形分)程度であることが好ましく、さらに好ましくは10〜100質量部(固形分)である。
【0093】
上記光輝性顔料含有塗料の塗布量としては、特に限定されるものではないが、光輝性顔料の塗布量が0.1〜10g/m2程度となるように塗布されることが好ましい。
【0094】
上記光輝性顔料含有塗料により形成される第2ベース塗膜層の厚みは、5μm以下であることが好ましく、さらに好ましくは2μm以下である。
【0095】
[クリヤ塗料]
上記クリヤ塗料としては特に限定されず、例えば、塗膜形成樹脂、硬化剤、及びその他の添加剤からなるものを挙げることができる。上記塗膜形成樹脂としては特に限定されず、例えば、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ウレタン樹脂等が挙げられ、これらはアミノ樹脂及び/又はブロックイソシアネート樹脂等の硬化剤と組み合わせて用いられる。上記クリヤ塗料は、水性塗料、溶剤塗料、粉体塗料等の任意の形態のものを使用することができる。
【0096】
上記クリヤ塗料により形成されるクリヤ塗膜の乾燥膜厚は、一般には15μm〜40μmの範囲内であることが好ましい。
【実施例】
【0097】
以下に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれら実施例のみに限定されるものではない。また実施例中、「部」は特に断りのない限り「質量部」を意味する。
【0098】
<表面処理>
アルミニウム合金ホイールに対して脱脂を行った後、水洗を行ってから、以下に示した条件で酸洗処理、水洗、化成処理、水洗、純水洗を行い、乾燥後、粉体塗料による塗装を行った。なお、水洗は水道水シャワーで行い、純水洗は純水シャワーで行った。各工程は、全てディップ方式で処理を行った。乾燥は、電気乾燥機で120℃、15分間行った。処理液は、以下の組成を有するものを使用した。
(A)脱脂処理液:2%(w/v)サーフクリーナー53NF(日本ペイント社製)、処理温度:50℃、処理時間:3分。
(B)酸洗処理液:3%(w/v)サーフクリーナー355A(日本ペイント社製;FeSO4・7H2O、0.81g/L、98%硫酸12.1g/L、pH0.9)、処理温度:40℃、処理時間:3分。
(C)化成処理液:表1記載の組成を有する化成処理液、処理温度:40℃、浸漬処理時間:45秒。
【0099】
<粉体塗料の製造>
[粉体塗料1]
ファインディックM8962(大日本インキ化学工業社製、カルボキシル基含有ポリエステル樹脂、Mn3,000、Mw8,000、酸価33、軟化点112℃)100質量部と、ファインディックA241(大日本インキ化学工業社製、エポキシ基含有ビニル系重合体、エポキシ当量600、軟化点109℃)5質量部と、プリミドXL552(EMS−PRIMD社製、β−ヒドロキシアルキルアミド硬化剤、水酸基当量84)5質量部と、アクロナール4F(BASF社製、アクリル重合体、Tgが−55℃、溶解性パラメータSPが9.3、数平均分子量が16,500の表面調整剤)0.5質量部と、エポトートYD−014(東都化成社製、エポキシ樹脂、エポキシ当量950)5質量部と、プラクセルH5(ダイセル化学社製、ポリカプロラクトン)5質量部と、ベンゾイン1質量部と、タイペークCR−90(石原産業社製、ルチル型二酸化チタン顔料)65質量部を原料として、混合機スーパーミキサー(日本スピンドル社製)を用いて約3分間混合し、さらに溶融混練機コニーダー(ブス社製)を用いて約110℃で溶融混練した。ここで、プリミドXL552は、以下の式で示される物質である。
【化3】
【0100】
その後、得られた溶融混練物を室温まで冷却した後、粉砕機アトマイザー(不二パウダル社製)を用いて粉砕し、得られた粉体を、気流分級機DS−2型(日本ニューマチック社製)を用いて分級し、微小粒子と粗大粒子を除去することによって、粉体塗料組成物を得た。その体積平均粒子径は35μmであった。β−ヒドロキシアルキルアミド硬化剤の水酸基の当量数と、カルボキシル基含有ポリエステル樹脂のカルボキシル基の当量数との比は、1.01/1であった。
【0101】
[粉体塗料2]
粉体塗料1の製造において、プラクセルH5(ダイセル化学社製、ポリカプロラクトン)5質量部を原料として利用しない他は前記粉体塗料1と同様条件、方法で溶融混練し冷却、粉砕、及び分級して粉体塗料組成物を得た。
【0102】
<実施例1、2>
[プライマー塗膜の形成]
実施例1では、上記表面処理がなされたアルミニウム合金ホイールに対して、表1に示す前処理(化成処理)1を実施した後、上記粉体塗料1を、コロナ放電式静電粉体塗装機(商品名「MXR−100VT−mini」旭サナック株式会社製)を用いて印加電圧80kVで、乾燥膜厚が100μmとなるように塗装した。その後、160℃で20分(被塗物保持時間)焼き付けた。また、実施例2では、実施例1で行った前処理(化成処理)1の代わりに、表1に示す前処理(化成処理)2を実施した以外は、実施例1と同様の処理を行った。
【0103】
[第1ベース塗膜の形成]
次いで、実施例1及び2それぞれにおいて、日本ペイント株式会社製アクリルメラミン塗料「スーパーラック5000AS70ベースブラック」を乾燥膜厚が20μmになるように塗装して10分間セッティングした後、140℃で20分間焼き付けた。
【0104】
[第2ベース塗膜及びクリヤ塗膜の形成]
次いで、実施例1及び2それぞれにおいて、十分に室温まで冷却した第1ベース塗膜を形成したアルミニウム合金ホイールに、日本ペイント株式会社製光輝性顔料含有塗料「スーパーラック5000スウォードシルバー」を乾燥膜厚が0.5μmになるように塗装した。その後、ウェット状態のまま、日本ペイント株式会社製アクリル系クリヤ塗料「スーパーラック5000AW−10」を乾燥膜厚が30μmになるように塗装し、10分間セッティングした後、140℃で20分間焼き付け、4C/3B塗装材を作成した。
【0105】
<比較例1、2>
比較例1では、実施例1で行った前処理(化成処理)1の代わりに、表1に示す前処理(化成処理)3を実施した以外は、実施例1と同様の処理、塗装を行い、4C/3B塗装材を作成した。また、比較例2では、実施例1で行った前処理(化成処理)1の代わりに、表1に示す前処理(化成処理)4を実施した以外は、実施例1と同様の処理、塗装を行い、4C/3B塗装材を作成した。
【0106】
<実施例3>
実施例3では、塗装前処理を実施例1と同様の条件で実施した後、実施例1と同様の条件でプライマー塗膜を形成した。次いで、日本ペイント株式会社製「スーパーラック5000AS70 11SV−14」を乾燥膜厚が20μmとなるように塗装し、140℃で20分間焼き付けて第1ベース塗膜を形成した。次いで、塗装アルミニウム合金ホイールの一部を切削加工した後、実施例1と同様の条件で前処理を実施した。その後、日本ペイント株式会社製「スーパーラック5000AC−1(T)」を乾燥膜厚が15μmとなるように塗装し、140℃で20分間焼付けてクリヤ塗膜を形成した。さらにその後、日本ペイント株式会社製「スーパーラック5000AW−10」を乾燥膜厚が30μmとなるように塗装し、140℃で20分間焼付けてさらに別のクリヤ塗膜を形成した。
【0107】
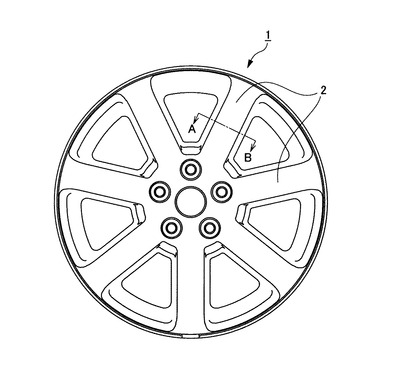
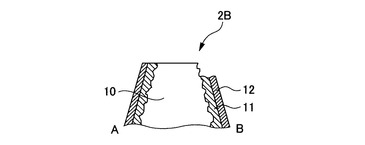
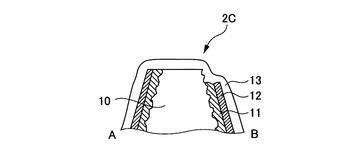
上記の実施例3の内容を、図面を用いて説明する。図1は、実施例3で用いたアルミニウム合金ホイール1の平面図であり、図2は、図1中で示すスポーク部2におけるAB断面図である。図2に示されるように、先ず、プライマー塗膜11、第1ベース塗膜12を形成した後、表面に形成されたこれら塗膜を、図3に示される切削面まで切削加工して削り取る。この時に、図4に示されるように、塗膜に欠けた部分が生じると、その部分も含めて図5のように2層のクリヤ塗膜13が形成される。この切削加工性が良ければ、上記のような塗膜のハガレが生じていない。
【0108】
<比較例3>
比較例3では、塗装前処理を表1に示す前処理(化成処理)4を用いる他は、実施例3と同様の条件で前処理を実施し、プライマー塗装の形成、スーパーラック5000AS70 11SV−14の塗装、塗装アルミニウム合金ホイールの一部を切削加工、塗装前処理、次いでスーパーラック5000AC−1(T)のクリヤ塗膜形成及びスーパーラック5000AW−10のクリヤ塗膜をさらに形成した。
【0109】
<比較例4>
比較例4では、塗装前処理を実施例3と同様の条件で実施した後、粉体塗料1の代わりに粉体塗料2を用いる他は、実施例3と同様の条件でプライマー塗膜を形成した。次いで、実施例3と同様の方法、条件でスーパーラック5000AS70 11SV−14を塗装し、塗装アルミニウム合金ホイールの一部を切削加工し、塗装前処理し、次いでスーパーラック5000AC−1(T)の塗膜を形成し、スーパーラック5000AW−10のクリヤ塗膜を形成した。
【0110】
<評価方法>
実施例1、2と比較例1、2については、アルミニウム合金ホイールに塗装して適当な大きさに切断したものについて、耐食性と耐水性を評価した(表2)。また、実施例3と比較例3、4については、切削性及び塗膜外観を評価した(表3)。これらの評価結果を表2と表3に示す。
【0111】
[塗膜外観]
以下に示す評価基準に従って、目視により塗装外観の評価を行った。
◎・・・切削加工されたアルミニウム素材の光沢があり金属感がある。
○・・・切削加工されたアルミニウム素材の光沢がややぼけるが金属感がある。
△・・・切削加工されたアルミニウム素材の光沢がうすれ、金属感がにぶくなる。
×・・・切削加工されたアルミニウム素材の光沢が消失、金属感がなくなる。
【0112】
[耐食性]
塩水噴霧試験用に適当な大きさに切断した各試験片の表面を、カッターナイフによりクロスカットした後、5質量%のNaCl水溶液を用いて、35℃で1200時間塩水噴霧を行った。塩水噴霧終了後、24時間放置後のクロスカット部の周辺2mm以内における腐食の度合いを測定し、以下に示す評価基準に従って評価した。
○・・・塗膜のフクレ、錆等の異常なし
△・・・2mm以内にフクレ、又は錆が発生
×・・・2mmを超えてフクレ、又は錆が発生
【0113】
[耐水性]
温水試験用に適当な大きさに切断した各試験片を、40℃の温水中に240時間浸漬させた後、カッターナイフにより2mmの間隔で縦横11本ずつ切れ目を入れた。次いで、その上にセロハンテープ(登録商標)を貼り付けて剥がし、100個のます目のうちの剥離した塗膜の碁盤目の数を測定し、以下に示す評価基準に従って評価した。
○・・・塗膜が剥がれる碁盤目が認められない
△・・・塗膜の一部が剥がれる碁盤目を確認
×・・・塗膜の全部が剥がれる碁盤目を確認
【0114】
[切削性]
意匠面のスポークを切削加工したときの縦横面の塗膜の剥がれ等の異常の有無を確認すべく、切削加工近傍の塗膜の状態を目視により観察し、以下の評価基準に従って評価した。
○・・・切削加工近傍部の塗膜に異常が認められない
×・・・切削加工近傍部の塗膜に剥がれが認められる
【0115】
【表1】
【0116】
【表2】
【0117】
【表3】
【図面の簡単な説明】
【0118】
【図1】アルミニウム合金ホイール1の平面図である。
【図2】図1のスポーク部2におけるAB断面図である。
【図3】切削加工性の評価を説明するための図面である。
【図4】切削加工性の評価を説明するための図面である。
【図5】切削加工性の評価を説明するための図面である。
【符号の説明】
【0119】
1 アルミニウム合金ホイール
2、2A、2B、2C スポーク部
10 アルミニウム素材
11 プライマー塗膜
12 第1ベース塗膜
13 2層クリヤ塗膜
【技術分野】
【0001】
本発明は、アルミニウム合金ホイールの塗装方法及びアルミニウム合金ホイールに関する。
【背景技術】
【0002】
近年、高級自動車用ホイールとして、軽量で外観に優れた光輝性を有するアルミニウム合金ホイールの市場ニーズが高まっている。アルミニウム合金は、アルミニウムと比較して耐食性及び機械強度等に優れるが、自動車用ホイールに用いられる場合には、保護と外観の向上を目的として金属の表面に化成皮膜を形成した後、塗膜を形成することが多い。
【0003】
従来、前記化成皮膜を形成する化成処理液として、優れた耐食性を付与するクロメート処理液が広く用いられていた。しかしながら、近年高まりつつある環境への配慮から、クロムを含まないノンクロメート化成処理液に対する需要が高まってきており、本発明者等は、この需要に応えるべく、先行技術として特許文献1を開示している。この先行技術は、ノンクロメート化成処理液を用いて化成皮膜を形成した金属表面に、プライマー塗料、ベース塗料及びクリヤ塗料を順次塗装して焼付乾燥させる、いわゆる3コート3ベーク(3C/3B)を前提としたものである。
【0004】
しかしながら、市場ではより一層の外観の向上が求められている。この市場ニーズに応えるためには、プライマー塗料及び第1ベース塗料を順次塗装して加熱した後、さらに第2ベース塗料及びクリヤ塗料を順次塗装して一度に加熱し、第2ベース塗膜及びクリヤ塗膜を形成する、いわゆる4コート3ベーク(4C/3B)による4層構造を有する塗膜を形成することが必要である。ところが、前記先行技術を4C/3Bに適用した場合には、塗膜の耐水密着性が著しく低下するという問題が生じていた。
【0005】
本発明者等は鋭意検討を重ねた結果、塗膜の耐水密着性低下の第一の原因が、化成皮膜中に含まれるアルミニウム化合物が加水分解し、体積膨張して化成皮膜を脆弱化させることであることを見出した。また、第二の原因が、塗膜の多層化に伴い、脆弱化した化成皮膜にかかる応力がさらに増大して化成皮膜が凝集破壊することであることを見出した。さらには、前記先行技術による塗膜は切削性に難があり、塗膜が応力変化に追随できないことも一因であると推察された。
【0006】
ところで、成形されたアルミニウム合金ホイールは、高温処理を行うと強度が低下してしまうことから、低温で硬化を行うことが好ましく、ホイールの塗装に用いられる低温硬化性粉体塗料として、β−ヒドロキシアルキルアミド硬化剤を含有してなる粉体塗料組成物が知られている(特許文献2参照)。しかしながら、この粉体塗料組成物においては、切削加工性、耐チッピング性の改善については検討されていない。
【特許文献1】特開2000−282251号公報
【特許文献2】特開2001−294804号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、4C/3B塗装を適用した場合であっても、耐水密着性に優れ、且つ、切削性にも優れた塗膜を付与できるアルミニウム合金ホイールの塗装方法、並びに、該塗装方法により塗装されたアルミニウム合金ホイールを提供することにある。
【課題を解決するための手段】
【0008】
(1) アルミニウム合金ホイールの塗装方法であって、ジルコニウムイオン及び/又はチタニウムイオンを金属元素換算合計で0.010g/L以上0.125g/L以下、リン酸イオンをリン元素換算で0.003g/L以上0.33g/L以下、アルミニウムイオンを金属元素換算で0.03g/L以上0.10g/L以下、全フッ素イオンをフッ素元素換算で0.01g/L以上0.5g/L以下、及び、遊離フッ素イオンをフッ素元素換算で0.003g/L以上0.015g/L以下含有し、且つ、pHが3.0以上3.8以下である化成処理液を、前記アルミニウム合金ホイールの表面に接触させて化成皮膜を形成する工程(1)と、前記化成皮膜上に粉体塗料を塗布して加熱硬化させることによりプライマー塗膜を形成する工程(2)と、を含むアルミニウム合金ホイールの塗装方法。
【0009】
(2) 前記プライマー塗膜上に第1ベース塗料を塗布して加熱硬化させることにより第1ベース塗膜を形成する工程(3)と、前記第1ベース塗膜上に第2ベース塗料及びクリヤ塗料を順次塗布して同時に加熱硬化させることにより、第2ベース塗膜及びクリヤ塗膜を同時に形成する工程(4)と、をさらに含む(1)記載のアルミニウム合金ホイールの塗装方法。
【0010】
(3) 前記粉体塗料として、カルボキシル基含有ポリエステル樹脂、β−ヒドロキシアルキルアミド硬化剤、及び、ポリカプロラクトンを含有する粉体塗料を用いる(1)又は(2)記載のアルミニウム合金ホイールの塗装方法。
【0011】
(4) (1)から(3)いずれか記載の塗装方法により塗装されたアルミニウム合金ホイール。
【発明の効果】
【0012】
本発明によれば、ノンクロメート系の化成処理であるにもかかわらず、耐チッピング性、切削加工性、耐水性、耐食性、及び、密着性に優れた塗膜を付与できるアルミニウム合金ホイールの塗装方法、並びにこの塗装方法により塗装されたアルミニウム合金ホイールを提供できる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施形態について詳細に説明する。
【0014】
本実施形態に係る塗装方法は、アルミニウム合金ホイールを、ジルコニウムイオン及び/又はチタニウムイオンを金属元素換算合計で0.010g/L以上0.125g/L以下、リン酸イオンをリン元素換算で0.003g/L以上0.33g/L以下、アルミニウムイオンを金属元素換算で0.03g/L以上0.10g/L以下、全フッ素イオンをフッ素元素換算で0.01g/L以上0.5g/L以下、及び、遊離フッ素イオンをフッ素元素換算で0.003g/L以上0.015g/L以下含んでなるpHが3.0以上3.8以下の化成処理液で化成処理した後、粉体塗料を塗装することを特徴とするアルミニウム合金ホイールの塗装方法である。
【0015】
ここで、金属元素換算とは、金属化合物の含有量に金属元素換算係数(金属化合物量を金属元素量に換算するための係数であり、具体的には、金属化合物中の金属元素の原子量を、金属化合物の分子量で割った値を意味する。)をかけることにより、目的の金属元素量を求めることである。また、本発明における遊離フッ素イオン濃度は、フッ素イオン感応電極で測定されるフッ素イオン濃度を意味する。
【0016】
<アルミニウム合金ホイール>
本実施形態における塗装対象物であるアルミニウム合金ホイールとしては、例えば、Al−Si−Mg系合金に分類されるAC4C合金やAC4CH合金といったアルミニウム合金基材が主として用いられる。これらのアルミニウム合金基材は、必要に応じて脱脂処理が施される。
【0017】
脱脂処理としては特に限定されず、通常のアルカリ脱脂洗浄の他、酸性処理溶液による酸洗浄が挙げられる。酸洗浄に用いられる酸性処理溶液としては、硫酸等の無機強酸及びエッチング促進成分である第二鉄イオン等を所定量含有し、pHが0.5〜2.0の酸性処理溶液が好適に用いられる。具体的には、この酸性処理溶液を浸漬法又はスプレー法により、処理温度30℃〜75℃、処理時間1分〜5分でアルミニウム合金基材に接触させて酸洗浄が施される。この酸洗浄により、アルミニウム合金基材の表面の酸化皮膜が効果的に除去されるとともに、表面に偏析しているアルミニウム合金中のMg、Si、Cu等の不純物が除去される。このため、酸洗浄が施された場合には、塗装塗膜の密着性がより向上する。なお、通常、酸洗浄が施されたアルミニウム合金ホイールは、後の化成処理工程への酸性処理溶液の持ち込みを回避するために水洗される。
【0018】
<化成処理工程(1)>
本実施形態に係る塗装方法においては、まず、アルミニウム合金ホイールの表面に対して、ノンクロメート化成処理液による処理が施される(化成処理工程(1))。上記ノンクロメート化成処理液は、クロム金属を含有しない処理液であり、ジルコニウム系処理液及び/又はチタニウム系処理液が挙げられる。上記ジルコニウム系処理液及び/又はチタニウム系処理液は、ジルコニウムイオン及び/又はチタニウムイオンを含む。
【0019】
[ジルコニウムイオン、チタニウムイオン]
上記ジルコニウムイオン及び/又はチタニウムイオンの含有量は、上記ノンクロメート化成処理液中、金属元素換算合計で0.010以上0.125g/L以下である。0.010g/L未満であると、形成される皮膜の質量が不足し、耐食性等の性能が不充分となる場合がある。0.125g/Lを超えると、形成される皮膜の質量が多すぎて皮膜が厚膜となり、アルミホイールの金属感が損なわれる場合がある。上記ジルコニウムイオン及び/又はチタニウムイオンのより好ましい含有量は、上記ノンクロメート化成処理液中、金属元素換算合計で0.015以上0.100g/L以下である。
【0020】
上記ノンクロメート化成処理液のジルコニウムイオンの供給源としては特に限定されず、例えば、フルオロジルコネート、フルオロジルコネート酸等の可溶性フルオロジルコネート;(NH4)2ZrF6;アルカリ金属フルオロジルコネート;フッ化ジルコニウム等を挙げることができる。
【0021】
上記ノンクロメート化成処理液のチタニウムイオンの供給源としては特に限定されず、例えば、フルオロチタネート、フルオロチタネート酸等の可溶性フルオロチタネート;(NH4)2TiF6;アルカリ金属フルオロチタネート;フッ化チタン等を挙げることができる。
【0022】
[リン酸イオン]
上記リン酸イオンの含有量は、上記ノンクロメート化成処理液中、リン元素換算で0.003g/L以上0.33g/L以下である。0.003g/L未満であると、塗装塗膜の密着性が低下する場合がある。0.33g/Lを超えると、塗装塗膜の耐食性が低下する場合がある。上記リン酸イオンのより好ましい含有量は、上記ノンクロメート化成処理液中、リン元素換算で0.005g/L以上0.15g/L以下である。
【0023】
上記リン酸イオン供給源としては特に限定されず、例えば、リン酸、リン酸アンモニウム、リン酸アルカリ金属塩等の酸性溶液に可溶なリン酸化合物等を挙げることができる。また、オルトリン酸を用いるのが望ましいが、メタリン酸、ピロリン酸、トリポリリン酸、次リン酸、又はこれらの塩を使用してもよい。
【0024】
[アルミニウムイオン]
アルミニウムイオンの含有量は、上記ノンクロメート化成処理液中、金属元素換算で0.03g/L以上0.10g/L以下である。0.03g/L未満であると、アルミニウム合金ホイール表面に形成される皮膜が不均一になりやすく、塗装塗膜の密着性及び耐食性が低下する場合がある。0.10g/Lを超えると、特に4C/3B塗装後の金属調光沢塗膜の耐水密着性が低下する場合がある。
【0025】
上記アルミニウムイオン供給源としては特に限定されず、例えば、硝酸アルミニウム、リン酸アルミニウム、アルミニウムの錯弗化物等を挙げることができる。
【0026】
[フッ素イオン]
上記ノンクロメート化成処理液中の全フッ素イオンの含有量(処理液中の全フッ素イオン濃度)は、フッ素元素換算で0.01g/L以上0.5g/L以下であることが好ましい。0.01g/L未満であると、アルミニウム合金ホイールの表面のエッチングが不充分となり、形成される皮膜の質量が不足する場合がある。0.5g/Lを超えると、アルミニウム合金ホイールの表面を過剰にエッチングすることになり、表面が霜に覆われたようなにぶい状態のものとなる場合がある。上記全フッ素イオンのより好ましい含有量は、0.015g/L以上0.45g/L以下である。
【0027】
上記全フッ素イオンの供給源としては、上記ノンクロメート化成処理液に可溶であり、アルミニウムと錯体を形成することができ、且つ、化成処理に対して反作用の効果を呈しないものであれば特に限定されない。例えば、フッ化水素酸、フッ化水素酸塩、フッ化硼素酸等を挙げることができる。なお、全フッ素イオンの供給源として、上述したジルコニウム又はチタニウムイオンの錯体を用いる場合には、生成する全フッ素イオンの量が不充分であるので、上記のフッ素化合物を併用することが望ましい。
【0028】
上記フッ素化合物の一部は、上記ノンクロメート化成処理液中で解離して遊離フッ素イオン(F−)を生じる。上記ノンクロメート化成処理液中の遊離フッ素イオン(F−)の含有量は、フッ素イオン感応電極で測定することにより求められ、具体的には0.003g/L以上0.015g/L以下である。0.003g/L未満であると、エッチングが不充分となる場合がある。0.015g/Lを超えると、塗装塗膜の密着性及び耐食性が低下する場合がある。上記遊離フッ素イオンのより好ましい含有量は、0.004g/L以上0.010g/L以下である。
【0029】
[pH]
上記ノンクロメート化成処理液のpHは、3.0以上3.8以下である。pHが3.0未満であると、特にアルミニウムイオン濃度が高い時に形成される皮膜の品質が低下し、塗装塗膜の密着性が低下する場合がある。pHが3.8を超えると、特にアルミニウムイオン濃度が低い時に皮膜形成が不充分となり、塗装塗膜の耐食性が低下する場合がある。より好ましいpHは、3.2以上3.6以下である。
【0030】
[処理方法]
上記ノンクロメート化成処理液による処理は、スプレー等の従来公知の方法によって行うことができ、皮膜量は10mg/m2〜40mg/m2であることが好ましく、より好ましくは20mg/m2〜30mg/m2である。10mg/m2未満であると耐食性が低下するおそれがあり、40mg/m2を超えると厚膜になりすぎて、アルミニウムの光輝性が損なわれるおそれがある。上記化成処理は、形成される皮膜量が上記範囲となるように行えばよい。化成処理条件は、例えば、処理温度40℃程度、処理時間45秒程度とすることができる。一般には、処理温度30℃以上50℃以下、処理時間0.5分以上3分以下で行うのが好ましい。
【0031】
上記ノンクロメート化成処理液による処理は、酸洗処理を施したアルミニウム合金ホイールに対して行うことが好ましい。上記酸洗処理は、第2鉄イオンを0.1g/L〜0.4g/L、及び、所定量の硫酸イオンを含有するpHが0.5〜2.0の処理液によって行うことが好ましい。
【0032】
上記第2鉄イオンの供給源としては特に限定されず、例えばFe2(SO4)3、Fe(NO3)3、Fe(ClO4)3等の水溶性第2鉄塩;FeSO4、Fe(NO3)2等の水溶性第1鉄塩等を挙げることができる。これらのうち、硫酸イオンを提供することができるFe2(SO4)3、FeSO4を用いることが好ましい。
【0033】
上記酸洗処理は、通常、処理温度30〜75℃で行われ、好ましくは35〜45℃で行われる。また、通常、処理時間は1〜5分であり、好ましくは3分程度である。上記酸洗処理の方法としては特に限定されず、例えば、浸漬法、スプレー法等を挙げることができる。上記酸洗処理が施されたアルミニウム合金ホイールは、化成処理前に水洗されることが好ましい。上記水洗の方法としては特に限定されず、一般に金属の表面処理に用いられている方法で行うことができる。上記酸洗処理前に界面活性剤による脱脂処理を行ってもよい。
【0034】
<プライマー塗膜形成工程(2)>
本実施形態においては、上記化成処理工程(1)を施した後、粉体塗料を塗布して加熱硬化させることにより、プライマー塗膜を形成するプライマー塗膜形成工程(2)を施す。プライマー塗膜形成工程(2)で使用する粉体塗料は、カルボキシル基含有ポリエステル樹脂、ポリカプロラクトン、及び、下記の一般式(1)で示されるβ−ヒドロキシアルキルアミド硬化剤を含有する粉体塗料であることが好ましい。このような粉体塗料を使用することによって、化成皮膜上にプライマー塗装を行った場合であっても、平滑性、切削加工性、及び、耐チッピング性に優れた塗膜を得ることができる。
【化1】
[一般式(1)中、R1は、水素原子、メチル基、又はエチル基を表し、R2は水素原子、炭素原子数1〜5のアルキル基、又はHOCH(R1)CH2−を表し、Aは2価の炭化水素基を表す。]
【0035】
上記粉体塗料において使用されるポリカプロラクトンは、塗膜に可撓性を付与できる樹脂である。このため、上記ポリカプロラクトンを使用することによって、アルミニウム合金ホイール上に形成された複層塗膜の物性、特に切削加工性が良好なものになると推測される。
【0036】
上記ポリカプロラクトンは、数平均分子量が10,000〜100,000であることが好ましい。数平均分子量が10,000未満であると、塗膜の耐ブロッキング性が低下する問題が生じやすい場合がある。一方、100,000を超えると、塗膜の平滑性が低下する場合がある。上記ポリカプロラクトンは、塗膜の物性に悪影響を与えない程度に多塩基酸、多価アルコール、ヒドロキシカルボン酸、ラクトン等によって変性したものであってもよい。
【0037】
上記ポリカプロラクトンは、市販のものを使用することもできる。市販のポリカプロラクトンとしては、例えば、プラクセルH1P、プラクセルH5、プラクセルH7(いずれもダイセル化学社製)等を挙げることができる。
【0038】
上記ポリカプロラクトンは、上記カルボキシル基含有ポリエステル樹脂100質量部に対して、1.0質量部〜20質量部となる割合で配合される。配合量が1.0質量部未満であると、充分に塗膜物性を改善することができない。一方、20質量部を超えると、粉体塗料の流動性若しくは搬送性が低下し、塗装が困難となるおそれがある。
【0039】
上記カルボキシル基含有ポリエステル樹脂は、樹脂固形分酸価が10〜100(mgKOH/g固形分;以下同様)であることが好ましく、より好ましくは15〜80、さらに好ましくは20〜60の範囲である。上記酸価が10未満であると、硬化性が低下して機械的物性が低下するおそれがある。一方、100を超えると、得られる塗膜の耐水性が低下するおそれがある。また、上記カルボキシル基含有ポリエステル樹脂は、軟化点が80〜150℃、好ましくは90〜130℃の範囲である。軟化点が80℃未満であると、耐ブロッキング性が低下するおそれがあり、150℃を超えると、得られる塗膜の平滑性が低下するおそれがある。
【0040】
上記カルボキシル基含有ポリエステル樹脂は、質量平均分子量が1,000〜150,000、好ましくは3,000〜70,000、さらに好ましくは4,000〜50,000の範囲である。上記質量平均分子量が1,000未満であると、得られる塗膜の性能及び物性が低下するおそれがある。一方、150,000を超えると、得られる塗膜の平滑性及び外観が低下するおそれがある。
【0041】
なお、本実施形態における樹脂固形分の酸価はJIS K 0070に準拠し、軟化点はJIS K 2207に準拠した方法により決定することができる。また、本実施形態における質量平均分子量及び数平均分子量は、ゲルパーミエーションクロマトグラフィ(GPC)を用いたスチレン換算法等の当業者によく知られた方法により決定することができる。
【0042】
上記カルボキシル基含有ポリエステル樹脂は、多価カルボン酸を主成分とした酸成分と、多価アルコールを主成分としたアルコール成分とを原料とし、通常の方法により縮重合することにより得ることができる。それぞれの成分及び縮重合の条件を選択することにより、上記の物性値及び特数値を有するカルボキシル基含有ポリエステル樹脂を得ることができる。
【0043】
上記酸成分としては、特に限定されず、例えば、テレフタル酸、イソフタル酸、フタル酸、トリメリット酸又はこれらの無水物、2,6−ナフタレンジカルボン酸、2,7−ナフタレンジカルボン酸等の芳香族ジカルボン酸類又はこれらの無水物、コハク酸、アジピン酸、アゼライン酸、セバチン酸、ドデカンジカルボン酸、1,4−シクロヘキサンジカルボン酸等の飽和脂肪族ジカルボン酸類又はこれらの無水物等を挙げることができる。その他に、γ−ブチロラクトン、ε−カプロラクトン等のラクトン類、これらに対応するヒドロキシカルボン酸類、p−オキシエトキシ安息香酸等の芳香族オキシモノカルボン酸類等を挙げることができる。上記酸成分は2種以上であってもよい。中でも、イソフタル酸とテレフタル酸が、耐久性、物性、価格の点から好ましい。全酸成分中に占めるテレフタル酸とイソフタル酸の合計の割合は好ましくは70モル%以上、より好ましくは75%モル以上、特に好ましくは80モル%以上である。ここで、全酸成分中に占めるテレフタル酸とイソフタル酸の合計割合を70モル%以上とすることを、テレフタル酸及びイソフタル酸を主原料として用いることを意味するものとする。
【0044】
上記テレフタル酸とイソフタル酸の合計含有量の上限については、上記カルボキシル基含有ポリエステル樹脂の調製に使用する酸成分の全量をテレフタル酸及び/又はイソフタル酸としてもよい。また、耐候性を特に向上させたい場合は、全酸成分中に占めるイソフタル酸の割合が70モル%以上であることが好ましく、より好ましくは80モル%以上、特に好ましくは90モル%以上である。ここで、全酸成分中に占めるイソフタル酸の割合を70モル%以上とすることを、イソフタル酸を主原料として用いることを意味するものとする。
【0045】
上記アルコール成分としては、特に限定されず、例えば、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,5−ヘキサンジオール、ジエチレングリコール、トリエチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ビスフェノールAアルキレンオキシド付加物、ビスフェノールSアルキレンオキシド付加物、1,2−プロパンジオール、ネオペンチルグリコール、1,2−ブタンジオール、1,3−ブタンジオール、1,2−ペンタンジオール、2,3−ペンタンジオール、1,4−ペンタンジオール、1,4−ヘキサンジオール、2,5−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、1,2−ドデカンジオール、1,2−オクタデカンジオール等のジオール、トリメチロールプロパン、グリセリン、ペンタエリスリトール等の3価以上の多価アルコール類等を挙げることができる。上記アルコール成分は2種以上であってもよい。
【0046】
上記β−ヒドロキシアルキルアミド硬化剤は、上述したように下記一般式(1)で表されるものである。
【化2】
[一般式(1)中、R1は、水素原子、メチル基、又はエチル基を表し、R2は水素原子、炭素原子数1〜5のアルキル基、又はHOCH(R1)CH2−を表し、Aは2価の炭化水素基を表す。]
【0047】
なお、一般式(1)中のR1としては水素原子又はメチル基が好ましく、R2としてはHOCH(R1)CH2−が好ましく、Aとしては炭素原子数2〜10、特に4〜8のアルキレン基が好ましい。
【0048】
上記硬化剤は、例えば、カルボン酸及び/又はカルボン酸エステルと、β−ヒドロキシアルキルアミンとを、ナトリウムやカリウム等のアルコキシドの触媒の存在下で反応させることにより得られる。
【0049】
ここで用いるカルボン酸やカルボン酸エステルとしては、例えばコハク酸、アジピン酸、グルタル酸、コハク酸ジメチル、コハク酸ジエチル、アジピン酸ジメチル等を挙げることができる。
【0050】
また、β−ヒドロキシアルキルアミンとしては、例えば、N−メチルエタノールアミン、ジエタノールアミン、N−メチルプロパノールアミン等を挙げることができる。上記β−ヒドロキシアルキルアミド硬化剤は、EMS−PRIMD社製「プリミド」シリーズ等の市販品を用いることもできる。
【0051】
上記粉体塗料は、さらにアクリル樹脂及び/又はエポキシ樹脂を含有することが好ましい。上記アクリル樹脂は、分子の末端又は側鎖にエポキシ基を有するビニル系共重合体であることが好ましい。上記エポキシ基含有ビニル系共重合体は、塗料の貯蔵安定性、得られる塗膜の機械的物性、耐水性等の点から、エポキシ当量が250〜1,500であることが好ましく、より好ましくは300〜1,000、さらに好ましくは400〜900である。エポキシ当量が250未満であると、固相反応が進みやすくなって貯蔵安定性が低下するおそれがある。一方、1,500を超えると、機械的物性、耐水性が低下するおそれがある。
【0052】
上記エポキシ基含有ビニル系共重合体は、エポキシ基を有するビニル系モノマーと、必要によりその他のビニル系モノマーとを共重合させることによって得られる。また、ビニル系共重合体にエポキシ基を導入することによっても得られる。
【0053】
上記エポキシ基を有するビニル系モノマーとしては、グリシジル(メタ)アクリレート、β−メチルグリシジル(メタ)アクリレートのような(メタ)アクリル酸の各種のグリシジルエステル類、3,4−エポキシシクロヘキシルアクリレート、3,4−エポキシシクロヘキシルメタアクリレートのような、各種脂環式エポキシ基含有ビニル系単量体類等を挙げることができる。上記その他のビニル系モノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、(メタ)アクリル酸エステル類、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、3−ヒドロキシブチル(メタ)アクリレート、4−ヒドロキシブチル(メタ)アクリレート等の水酸基含有(メタ)アクリレート類、エチレン、プロピレン、ブテン−1のような、各種のα−オレフィン類、スチレン、α−メチルスチレン、ビニルトルエンのような、各種の芳香族ビニル化合物類、酢酸ビニル、プロピオン酸ビニル、酪酸ビニルのようなビニルエステル類等が挙げられる。
【0054】
一方、上記エポキシ基含有ビニル系共重合体を、ビニル系共重合体にエポキシ基を導入して得る方法としては、例えば、イソシアネート基を有するビニル共重合体にグリシドールを反応させる方法等を挙げることができる。
【0055】
上記アクリル樹脂の軟化点は、80℃〜150℃であることが好ましい。この範囲外であると、耐ブロッキング性や塗膜の平滑性が低下するおそれがある。
【0056】
上記アクリル樹脂の数平均分子量は、塗膜の機械的物性や平滑性の点から300〜10,000であることが好ましく、より好ましくは1,000〜5,000の範囲内である。数平均分子量が300未満であると機械的物性が低下し、10,000を超えると平滑性が低下するおそれがある。
【0057】
上記エポキシ基含有ビニル系樹脂の市販品としては、例えば、ファインディックA229、ファインディックA241、ファインディックA244、ファインディックA249、ファインディックA261、ファインディックA260、ファインディックA266(以上、いずれも大日本インキ工業社製)、アルマテックスPD6300、アルマテックスPD6600、アルマテックスPD7210、アルマテックスPD7310、アルマテックス7610、アルマテックス7690(以上、いずれも三井化学社製)等を挙げることができる。
【0058】
上記エポキシ樹脂としては、例えば1分子内に平均1.1個以上のエポキシ基を有するものを挙げることができる。具体的には、ノボラック型フェノール樹脂とエピクロルヒドリンとの反応生成物、ビスフェノール型エポキシ樹脂(A型、B型、F型等)、ノボラック型フェノール樹脂とビスフェノール型エポキシ樹脂(A型、B型、F型等)とエピクロロヒドリンとの反応生成物、ノボラック型フェノール樹脂とビスフェノール型エポキシ樹脂(A型、B型、F型等)との反応生成物、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、ポリエチレングリコール、ポリプロピレングリコール、ネオペンチルグリコール及びグリセロール等のアルコール化合物とエピクロルヒドリンとの反応により得られるグリシジルエーテル類、コハク酸、アジピン酸、セバシン酸、フタル酸、テレフタル酸、ヘキサヒドロフタル酸及びトリメリット酸等のカルボン酸化合物とエピクロルヒドリンとの反応により得られるグリシジルエステル類、p−オキシ安息香酸やβ−オキシナフトエ酸等のヒドロキシカルボン酸とエピクロルヒドリンとの反応生成物、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシシクロヘキシルメチル(3,4−エポキシシクロヘキサン)カルボキシレート等の脂環式エポキシ化合物類、トリグリシジルイソシアヌレート(TGIC)及びその誘導体等が用いられる。上記エポキシ樹脂は、2種以上であってもよい。
【0059】
上記エポキシ樹脂のエポキシ当量としては、100〜4,000であることが好ましく、100〜2,000であることがさらに好ましい。エポキシ当量が100未満であると、塗料の貯蔵安定性が低下するおそれがある。一方、4,000を超えると、塗膜の耐水性が低下するおそれがある。なお、本実施形態におけるエポキシ当量はJIS K 7236により決定することができる。
【0060】
上記エポキシ樹脂の市販品の例としては、エポトートYD−128、エポトートYD−014、エポトートYD−019、ST−5080、ST−5100、ST−4100D(いずれも東都化成社製)、EHPA−3150(ダイセル化学工業社製)、アラルダイトCY−179(日本チバガイギー社製)、デナコールEX−711(ナガセ化成工業社製)、エポトートYDPN−639、エポトートYDCN−701(いずれも東都化成社製)、エピクロンN−680、エピクロンN−695、エピクロンHP−4032、エピクロンHP−7200H(いずれも大日本インキ化学工業社製)、アラルダイトPT−810、アラルダイトPT−910(日本チバガイギー社製)、TEPIC(日産化学工業社製)等を挙げることができる。
【0061】
上記粉体塗料における上記カルボキシル基含有ポリエステル樹脂、上記アクリル樹脂、上記エポキシ樹脂、及び上記硬化剤の各成分の含有割合は以下の通りである。
【0062】
上記アクリル樹脂は、塗膜の機械的物性、耐水性、平滑性、塗料の貯蔵安定性等の観点から、必要に応じて、上記カルボキシル基含有ポリエステル樹脂100質量部に対して、0.1〜10質量部、好ましくは1〜10質量部、さらに好ましくは2〜9質量部の範囲内で配合される。0.1質量部未満であると、塗膜の機械的物性が低下して耐水性が不良になる。一方、10質量部を超えると、塗膜の平滑性の低下や、塗料の貯蔵時にカルボキシル基とエポキシ基との反応が進行して塗料の貯蔵安定性が低下するおそれがある。
【0063】
上記エポキシ樹脂は、塗膜の耐水性、塗料の貯蔵安定性等の観点から、必要に応じて、上記カルボキシル基含有ポリエステル樹脂100質量部に対して、0.1〜10質量部、好ましくは1〜10質量部、さらに好ましくは2〜9質量部の範囲で配合される。0.1質量部未満であると、塗膜の耐水性が不良になる。一方、10質量部を超えると、塗料の貯蔵時にカルボキシル基とエポキシ基との反応が進行して塗料の貯蔵安定性が低下するおそれがある。
【0064】
上記β−ヒドロキシアルキルアミド硬化剤の水酸基の当量数と、上記カルボン酸含有ポリエステル樹脂のカルボキシル基の当量数との比は、0.5/1〜1.5/1であることが好ましく、0.7/1〜1.3/1であることがさらに好ましい。この範囲内にあれば硬化反応は正常に進行するが、0.5/1未満であると、硬化が不十分となり、塗膜の機械的物性及び耐水性が低下するおそれがある。1.5/1を超えると、塗膜の耐水性が低下するおそれがある。
【0065】
また、上記カルボキシル基含有ポリエステル樹脂の酸価が10〜45である場合には、上記当量比が0.9/1〜1.3/1であることが好ましい。この範囲内にあれば、硬化反応は過不足無く進行し、塗膜の機械的物性及び耐水性が良好となるため好ましい。
【0066】
一方、上記カルボキシル基含有ポリエステル樹脂の酸価を、通常の粉体塗料で採用されている酸価よりも高い45〜100として、低温硬化性を特に向上させようとした場合、上記当量比は0.7/1〜1.1/1であることが好ましい。この範囲外であると、塗膜の機械的物性及び耐水性が低下するおそれがある。
【0067】
上記粉体塗料は、必要に応じて表面調整剤、可塑剤、紫外線吸収剤、酸化防止剤、ワキ防止剤、帯電制御剤等の各種添加剤を含んでいてもよい。
【0068】
上記表面調整剤としては、適用性の点から、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート等の(メタ)アクリル酸のアルキルエステル類を原料として得られた、数平均分子量が300〜50,000、好ましくは1,000〜30,000で、ガラス転移温度が20℃未満、好ましくは0℃以下のアクリル重合体からなるものが好ましい。数平均分子量が上記範囲外である場合には、十分な表面調整機能を発揮できず、ヘコミ等の外観不良の防止が困難となる。また、ガラス転移温度が20℃以上である場合にも、十分な表面調整機能を発揮できないおそれがある。上記表面調整剤は、粉体塗料組成物中に0.01〜5質量%、好ましくは0.05〜3質量%、さらに好ましくは0.1〜2質量%の範囲内で配合される。0.01質量%未満であると、十分な表面調整機能を発揮できず、外観不良の確率が高くなる。一方、5質量%を超えると、塗料のブロッキング性が低下するおそれがある。
【0069】
このような表面調整剤の市販品として、例えば、アクロナール4F(BASF社製)、ポリフローS(共栄社化学社製)、レジフローLV(ESTRON CHEMICAL社製)等が挙げられ、シリカ担体アクリル重合体、例えば、モダフローIII(モンサント社製)等が好適に用いられる。また、表面調整剤であるアクリル重合体とエポキシ樹脂の混合物をエポキシ樹脂の使用量が上記範囲内になるようにして使用してもよい。
【0070】
上記粉体塗料は、顔料を添加しないクリヤ塗料であってもよく、顔料を添加するものであってもよい。上記顔料としては特に限定されず、例えば、二酸化チタン、ベンガラ、黄色酸化鉄、カーボンブラック、フタロシアニンブルー、フタロシアニングリーン、キナクリドン系顔料、アゾ系顔料等の着色顔料、タルク、シリカ、炭酸カルシウム、沈降性硫酸バリウム等の体質顔料等を挙げることができる。
【0071】
また、上記粉体塗料は、金属顔料を含有するものであってよい。金属顔料としては、例えば、アルミフレーク等のフレーク状顔料や、金属又は合金等の無着色若しくは着色された金属性光輝材等を挙げることができる。分散性に優れ、透明感の高い塗膜を形成することができるため、金属又は合金等の無着色若しくは着色された金属顔料及びその混合物が好ましく用いられる。金属としては、酸化アルミニウム、銅、亜鉛、鉄、ニッケル、スズ等が好ましく用いられる。
【0072】
上記粉体塗料の製造は、粉体塗料分野において従来公知の製造方法を用いて行うことができる。例えば、上記カルボキシル基含有ポリエステル樹脂、上記ポリカプロラクトン、及び、上記β−ヒドロキシアルキルアミド硬化剤を必須成分として、さらに上記アクリル樹脂、上記エポキシ樹脂、その他上記顔料及び上記各種添加剤等の原料を準備した後、スーパーミキサー、ヘンシエルミキサー等を使用して原料を予備的に混合し、コニーダー、エクストルーダー等の混練機を用いて原料を溶融混練する。この時の加熱温度は勿論焼付硬化温度より低くなければならないが、少なくとも原料の一部が溶融し全体を混練することができる温度でなければならない。一般に80℃〜120℃の範囲で溶融混練される。次いで、溶融物は冷却ロールや冷却コンベヤー等で冷却して固化され、粗粉砕及び微粉砕の工程を経て所望の粒径に粉砕される。
【0073】
上記粉体塗料組成物の体積平均粒子径は、25μm〜35μmであることが好ましい。25μm未満であると、粉体塗料の流動性低下により塗装作業性に問題が生じ、35μmを超えると、高外観の塗膜を得ることができない場合がある。上記体積平均粒子径は、リード・アンド・ノースロップ社製のマイクロトラック−II等の光散乱による粒径測定装置により測定することができる。
【0074】
上記粉体塗料を塗布する方法としては、特に限定されず、スプレー塗装法、静電粉体塗装法、流動浸漬法等の当業者間で周知の方法を用いることができるが、粘着効率の点から、静電粉体塗装法が好適に用いられる。本実施形態の粉体塗料組成物を塗布する際の塗装膜厚は、特に限定されないが、20μm〜300μmであることが好ましく、50μm〜150μmであることがさらに好ましい。
【0075】
上記粉体塗料の焼き付け条件としては、加熱温度は100℃〜230℃、好ましくは140℃〜200℃であり、さらに好ましくは150℃〜170℃である。加熱時間は、上記加熱温度に応じて適宜設定することができる。本実施形態の塗装方法は、このように比較的低温で硬化させて塗膜を形成することができるため、アルミニウム合金ホイールの塗装に特に適している。
【0076】
<第1ベース塗膜形成工程(3)>
本実施形態に係るアルミニウム合金ホイールの塗装方法は、上記プライマー塗膜形成工程(2)を経た後、プライマー塗膜上に第1ベース塗料を塗布して加熱硬化させ、第1ベース塗膜を形成する第1ベース塗膜形成工程(3)を有する。
【0077】
[第1ベース塗料]
第1ベース塗膜を形成するのに用いられる第1ベース塗料は、バインダー樹脂、顔料、添加剤、及び溶剤を含有する。バインダー樹脂としては、一般に塗膜形成樹脂として用いられている樹脂等を用いることができ、アクリル樹脂、塩ビ酢ビ共重合樹脂、ポリアミド樹脂、ウレタン樹脂、ポリエステル樹脂、メラミン樹脂等の樹脂が例示される。また、添加剤としては、ポリエチレンワックス、ポリプロピレンワックス等のワックス類や、可塑剤、分散剤、増粘剤、紫外線吸収剤、光安定化剤、酸化防止剤、硬化触媒等が例示される。
【0078】
溶剤としては、下地塗膜であるプライマー塗膜の種類等を考慮して適宜選択されるものであるが、例えば、トルエン、キシレン、n−ヘキサン、シクロヘキサン、酢酸メチル、酢酸エチル、酢酸イソプロピル、酢酸n−プロピル、酢酸n−ブチル、酢酸イソブチル、メタノール、エタノール、n−プロピルアルコール、イソプロピルアルコール、n−ブチルアルコール、イソブチルアルコール、第2ブチルアルコール、アセトン、メチルエチルケトン、メチルイソブチルケトン、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテルアセテート、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテルアセテート、ソルベッソ100やソルベッソ150(商品名、エッソ社製、芳香族系炭化水素溶剤)等の炭化水素系溶剤を挙げることができる。
【0079】
顔料としては、上記粉体塗料で用いられる着色顔料や体質顔料の他、光輝性顔料等の一般的な顔料が用いられる。
【0080】
上記第1ベース塗膜層の厚みは特に限定されるものではないが、好ましくは15μm〜50μmである。
【0081】
上記第1ベース塗料の市販品としては、日本ペイント社製アクリル系溶剤型塗料「スーパーラック5000AS70ベースブラック」を挙げることができる。
【0082】
<第2ベース塗膜及びクリヤ塗膜形成工程(4)>
本実施形態に係るアルミニウム合金ホイールの塗装方法は、上記第1ベース塗膜上に、第2ベース塗料及びクリヤ塗料を順次塗布して同時に加熱硬化させることにより、第2ベース塗膜及びクリヤ塗膜を同時に形成する、第2ベース塗膜及びクリヤ塗膜形成工程(4)を有する。
【0083】
[第2ベース塗料]
第2ベース塗料としては、光輝性顔料含有塗料が好ましく用いられる。この光輝性顔料含有塗料と第1ベース塗料との組み合わせによって、金属調光沢を有する塗膜外観を得ることができる。この第2ベース塗料は、光輝性顔料を必須成分としてさらに、バインダーとなる樹脂、添加剤、及び溶剤を含有することが好ましい。
【0084】
上記光輝性顔料含有塗料は、光輝性顔料、リン酸基含有化合物、溶剤、さらには必要に応じて、バインダーとなる樹脂、及び添加剤を添加して調製される。上記光輝性顔料含有塗料において、光輝性顔料の顔料重量濃度(PWC)は20%以上が好ましく、さらに好ましくは25%以上である。
【0085】
また、必要に応じて、上記光輝性顔料含有塗料を実質的に光輝性顔料と溶剤とから構成してもよい。前記塗料におけるPWCを高くすることにより、光輝性顔料の面状の配向を促進することができ、より良好な金属調光沢を付与することができる。しかしながら、PWCが高くなりすぎると、積層塗膜における密着性、即ち下地塗膜層及び上塗り塗膜層に対する密着性が低下する傾向にあるので、このような密着性を考慮すればPWCは30%以下であることが好ましい。なお、後述するように、光輝性顔料含有塗料中にシランカップリング剤を添加することにより、密着性を著しく向上させることができる。従って、シランカップリング剤を光輝性顔料含有塗料中に添加する場合には、より高い濃度で光輝性顔料を含有させることができる。
【0086】
ここで、本発明で用いられる光輝性顔料としては、蒸着金属膜を粉砕して金属片とした光輝性顔料であれば特に限定されるものではない。このような光輝性顔料は、一般に基材フィルム上に金属膜を蒸着させ、基材フィルムを剥離した後、蒸着金属膜を粉砕して金属片とすることにより得られる。蒸着金属膜の厚み、即ち粉砕して得られる金属片の厚みとしては、一般には100〜1,000Å程度が好ましい。また、粉砕の程度としては、粒径が約5μm〜約100μm程度となるように粉砕されることが好ましい。
【0087】
蒸着金属膜の材質としては、特に限定されるものではないが、例えば、アルミニウム、金、銀、銅、真鍮、チタン、クロム、ニッケル、ニッケルクロム、ステンレス等の金属膜が挙げられる。特に、本発明で好適に使用されるアルミニウム片は、水の付着により変色しやすいので、光輝性顔料として蒸着金属膜を粉砕したアルミニウム片を用いる場合、本発明が特に有用なものとなる。
【0088】
本発明で用いられる光輝性顔料は、蒸着金属膜を粉砕して金属片とした光輝性顔料であるので、非常に厚みが薄い金属片である。従って、面状に配向することにより、表面がフラットなメッキまたは金属表面のような光沢を有するメタリック塗膜層を形成することができる。従来のメタリック塗料に用いられているアルミニウムフレーク等の金属フレークは、金属粉や金属箔をボールミル等で粉砕して得られるものであるが、これらの金属フレークは比較的厚みが厚く、また表面に凹凸を有しているので、このような金属フレークを面状に配向しても、表面がフラットにならず、本発明のような金属調光沢を付与することはできない。
【0089】
上記光輝性顔料含有塗料に配合される溶剤としては、光輝性顔料製造の際に用いた剥離剤やトップコート剤、あるいは光輝性顔料含有塗料塗装の下地塗膜の種類等を考慮して適宜選択されるものであるが、例えば、トルエン、キシレン、n−ヘキサン、シクロヘキサン、酢酸メチル、酢酸エチル、酢酸イソプロピル、酢酸n−プロピル、酢酸n−ブチル、酢酸イソブチル、メタノール、エタノール、n−プロピルアルコール、イソプロピルアルコール、n−ブチルアルコール、イソブチルアルコール、第2ブチルアルコール、アセトン、メチルエチルケトン、メチルイソブチルケトン、プロピレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテルアセテート、プロピレングリコールモノエチルエーテル、プロピレングリコールモノエチルエーテルアセテート、エチレングリコールモノメチルエーテル、エチレングリコールモノメチルエーテルアセテート、エチレングリコールモノエチルエーテル、エチレングリコールモノエチルエーテルアセテート、及び、ソルベッソ100やソルベッソ150(商品名、エッソ社製、芳香族系炭化水素溶剤)等の炭化水素系溶剤を挙げることができる。また、光輝性顔料が金属粉ペーストのような市販品として入手される場合には、この金属粉ペースト中に含有されている溶剤が含まれていてもよい。
【0090】
上記光輝性顔料含有塗料においては、上述のように必要に応じてバインダーとなる樹脂や添加剤を添加することができる。バインダー樹脂としては、一般に塗膜形成樹脂として用いられている樹脂等を用いることができ、アクリル樹脂、塩ビ酢ビ共重合樹脂、ポリアミド樹脂、ウレタン樹脂、ポリエステル樹脂、メラミン樹脂等の樹脂が例示される。また添加剤としては、ポリエチレンワックス、ポリプロピレンワックス等のワックス類や、可塑剤、分散剤、増粘剤、紫外線吸収剤、光安定化剤、酸化防止剤、硬化触媒等が例示される。
【0091】
上記光輝性顔料含有塗料中のリン酸基含有化合物の含有量は、光輝性顔料(固形分)100質量部に対し、6〜170質量部(固形分)程度であることが好ましく、さらに好ましくは12〜110質量部(固形分)である。リン酸基含有化合物の含有量が少ない場合には、耐水性が悪くなる傾向にある。逆に、リン酸基含有化合物の含有量が多い場合には、塗膜の密着性が悪くなる傾向にある。
【0092】
上記リン酸基含有化合物としては、リン酸エステルとリン酸基含有アクリルポリマーとを併用することが好ましい。この場合、上記リン酸エステルの含有量は、光輝性顔料(固形分)100質量部に対し、1〜20質量部(固形分)程度であることが好ましく、さらに好ましくは2〜10質量部(固形分)である。また、上記リン酸基含有アクリルポリマーの含有量は、光輝性顔料(固形分)100質量部に対し、5〜150質量部(固形分)程度であることが好ましく、さらに好ましくは10〜100質量部(固形分)である。
【0093】
上記光輝性顔料含有塗料の塗布量としては、特に限定されるものではないが、光輝性顔料の塗布量が0.1〜10g/m2程度となるように塗布されることが好ましい。
【0094】
上記光輝性顔料含有塗料により形成される第2ベース塗膜層の厚みは、5μm以下であることが好ましく、さらに好ましくは2μm以下である。
【0095】
[クリヤ塗料]
上記クリヤ塗料としては特に限定されず、例えば、塗膜形成樹脂、硬化剤、及びその他の添加剤からなるものを挙げることができる。上記塗膜形成樹脂としては特に限定されず、例えば、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ウレタン樹脂等が挙げられ、これらはアミノ樹脂及び/又はブロックイソシアネート樹脂等の硬化剤と組み合わせて用いられる。上記クリヤ塗料は、水性塗料、溶剤塗料、粉体塗料等の任意の形態のものを使用することができる。
【0096】
上記クリヤ塗料により形成されるクリヤ塗膜の乾燥膜厚は、一般には15μm〜40μmの範囲内であることが好ましい。
【実施例】
【0097】
以下に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれら実施例のみに限定されるものではない。また実施例中、「部」は特に断りのない限り「質量部」を意味する。
【0098】
<表面処理>
アルミニウム合金ホイールに対して脱脂を行った後、水洗を行ってから、以下に示した条件で酸洗処理、水洗、化成処理、水洗、純水洗を行い、乾燥後、粉体塗料による塗装を行った。なお、水洗は水道水シャワーで行い、純水洗は純水シャワーで行った。各工程は、全てディップ方式で処理を行った。乾燥は、電気乾燥機で120℃、15分間行った。処理液は、以下の組成を有するものを使用した。
(A)脱脂処理液:2%(w/v)サーフクリーナー53NF(日本ペイント社製)、処理温度:50℃、処理時間:3分。
(B)酸洗処理液:3%(w/v)サーフクリーナー355A(日本ペイント社製;FeSO4・7H2O、0.81g/L、98%硫酸12.1g/L、pH0.9)、処理温度:40℃、処理時間:3分。
(C)化成処理液:表1記載の組成を有する化成処理液、処理温度:40℃、浸漬処理時間:45秒。
【0099】
<粉体塗料の製造>
[粉体塗料1]
ファインディックM8962(大日本インキ化学工業社製、カルボキシル基含有ポリエステル樹脂、Mn3,000、Mw8,000、酸価33、軟化点112℃)100質量部と、ファインディックA241(大日本インキ化学工業社製、エポキシ基含有ビニル系重合体、エポキシ当量600、軟化点109℃)5質量部と、プリミドXL552(EMS−PRIMD社製、β−ヒドロキシアルキルアミド硬化剤、水酸基当量84)5質量部と、アクロナール4F(BASF社製、アクリル重合体、Tgが−55℃、溶解性パラメータSPが9.3、数平均分子量が16,500の表面調整剤)0.5質量部と、エポトートYD−014(東都化成社製、エポキシ樹脂、エポキシ当量950)5質量部と、プラクセルH5(ダイセル化学社製、ポリカプロラクトン)5質量部と、ベンゾイン1質量部と、タイペークCR−90(石原産業社製、ルチル型二酸化チタン顔料)65質量部を原料として、混合機スーパーミキサー(日本スピンドル社製)を用いて約3分間混合し、さらに溶融混練機コニーダー(ブス社製)を用いて約110℃で溶融混練した。ここで、プリミドXL552は、以下の式で示される物質である。
【化3】
【0100】
その後、得られた溶融混練物を室温まで冷却した後、粉砕機アトマイザー(不二パウダル社製)を用いて粉砕し、得られた粉体を、気流分級機DS−2型(日本ニューマチック社製)を用いて分級し、微小粒子と粗大粒子を除去することによって、粉体塗料組成物を得た。その体積平均粒子径は35μmであった。β−ヒドロキシアルキルアミド硬化剤の水酸基の当量数と、カルボキシル基含有ポリエステル樹脂のカルボキシル基の当量数との比は、1.01/1であった。
【0101】
[粉体塗料2]
粉体塗料1の製造において、プラクセルH5(ダイセル化学社製、ポリカプロラクトン)5質量部を原料として利用しない他は前記粉体塗料1と同様条件、方法で溶融混練し冷却、粉砕、及び分級して粉体塗料組成物を得た。
【0102】
<実施例1、2>
[プライマー塗膜の形成]
実施例1では、上記表面処理がなされたアルミニウム合金ホイールに対して、表1に示す前処理(化成処理)1を実施した後、上記粉体塗料1を、コロナ放電式静電粉体塗装機(商品名「MXR−100VT−mini」旭サナック株式会社製)を用いて印加電圧80kVで、乾燥膜厚が100μmとなるように塗装した。その後、160℃で20分(被塗物保持時間)焼き付けた。また、実施例2では、実施例1で行った前処理(化成処理)1の代わりに、表1に示す前処理(化成処理)2を実施した以外は、実施例1と同様の処理を行った。
【0103】
[第1ベース塗膜の形成]
次いで、実施例1及び2それぞれにおいて、日本ペイント株式会社製アクリルメラミン塗料「スーパーラック5000AS70ベースブラック」を乾燥膜厚が20μmになるように塗装して10分間セッティングした後、140℃で20分間焼き付けた。
【0104】
[第2ベース塗膜及びクリヤ塗膜の形成]
次いで、実施例1及び2それぞれにおいて、十分に室温まで冷却した第1ベース塗膜を形成したアルミニウム合金ホイールに、日本ペイント株式会社製光輝性顔料含有塗料「スーパーラック5000スウォードシルバー」を乾燥膜厚が0.5μmになるように塗装した。その後、ウェット状態のまま、日本ペイント株式会社製アクリル系クリヤ塗料「スーパーラック5000AW−10」を乾燥膜厚が30μmになるように塗装し、10分間セッティングした後、140℃で20分間焼き付け、4C/3B塗装材を作成した。
【0105】
<比較例1、2>
比較例1では、実施例1で行った前処理(化成処理)1の代わりに、表1に示す前処理(化成処理)3を実施した以外は、実施例1と同様の処理、塗装を行い、4C/3B塗装材を作成した。また、比較例2では、実施例1で行った前処理(化成処理)1の代わりに、表1に示す前処理(化成処理)4を実施した以外は、実施例1と同様の処理、塗装を行い、4C/3B塗装材を作成した。
【0106】
<実施例3>
実施例3では、塗装前処理を実施例1と同様の条件で実施した後、実施例1と同様の条件でプライマー塗膜を形成した。次いで、日本ペイント株式会社製「スーパーラック5000AS70 11SV−14」を乾燥膜厚が20μmとなるように塗装し、140℃で20分間焼き付けて第1ベース塗膜を形成した。次いで、塗装アルミニウム合金ホイールの一部を切削加工した後、実施例1と同様の条件で前処理を実施した。その後、日本ペイント株式会社製「スーパーラック5000AC−1(T)」を乾燥膜厚が15μmとなるように塗装し、140℃で20分間焼付けてクリヤ塗膜を形成した。さらにその後、日本ペイント株式会社製「スーパーラック5000AW−10」を乾燥膜厚が30μmとなるように塗装し、140℃で20分間焼付けてさらに別のクリヤ塗膜を形成した。
【0107】
上記の実施例3の内容を、図面を用いて説明する。図1は、実施例3で用いたアルミニウム合金ホイール1の平面図であり、図2は、図1中で示すスポーク部2におけるAB断面図である。図2に示されるように、先ず、プライマー塗膜11、第1ベース塗膜12を形成した後、表面に形成されたこれら塗膜を、図3に示される切削面まで切削加工して削り取る。この時に、図4に示されるように、塗膜に欠けた部分が生じると、その部分も含めて図5のように2層のクリヤ塗膜13が形成される。この切削加工性が良ければ、上記のような塗膜のハガレが生じていない。
【0108】
<比較例3>
比較例3では、塗装前処理を表1に示す前処理(化成処理)4を用いる他は、実施例3と同様の条件で前処理を実施し、プライマー塗装の形成、スーパーラック5000AS70 11SV−14の塗装、塗装アルミニウム合金ホイールの一部を切削加工、塗装前処理、次いでスーパーラック5000AC−1(T)のクリヤ塗膜形成及びスーパーラック5000AW−10のクリヤ塗膜をさらに形成した。
【0109】
<比較例4>
比較例4では、塗装前処理を実施例3と同様の条件で実施した後、粉体塗料1の代わりに粉体塗料2を用いる他は、実施例3と同様の条件でプライマー塗膜を形成した。次いで、実施例3と同様の方法、条件でスーパーラック5000AS70 11SV−14を塗装し、塗装アルミニウム合金ホイールの一部を切削加工し、塗装前処理し、次いでスーパーラック5000AC−1(T)の塗膜を形成し、スーパーラック5000AW−10のクリヤ塗膜を形成した。
【0110】
<評価方法>
実施例1、2と比較例1、2については、アルミニウム合金ホイールに塗装して適当な大きさに切断したものについて、耐食性と耐水性を評価した(表2)。また、実施例3と比較例3、4については、切削性及び塗膜外観を評価した(表3)。これらの評価結果を表2と表3に示す。
【0111】
[塗膜外観]
以下に示す評価基準に従って、目視により塗装外観の評価を行った。
◎・・・切削加工されたアルミニウム素材の光沢があり金属感がある。
○・・・切削加工されたアルミニウム素材の光沢がややぼけるが金属感がある。
△・・・切削加工されたアルミニウム素材の光沢がうすれ、金属感がにぶくなる。
×・・・切削加工されたアルミニウム素材の光沢が消失、金属感がなくなる。
【0112】
[耐食性]
塩水噴霧試験用に適当な大きさに切断した各試験片の表面を、カッターナイフによりクロスカットした後、5質量%のNaCl水溶液を用いて、35℃で1200時間塩水噴霧を行った。塩水噴霧終了後、24時間放置後のクロスカット部の周辺2mm以内における腐食の度合いを測定し、以下に示す評価基準に従って評価した。
○・・・塗膜のフクレ、錆等の異常なし
△・・・2mm以内にフクレ、又は錆が発生
×・・・2mmを超えてフクレ、又は錆が発生
【0113】
[耐水性]
温水試験用に適当な大きさに切断した各試験片を、40℃の温水中に240時間浸漬させた後、カッターナイフにより2mmの間隔で縦横11本ずつ切れ目を入れた。次いで、その上にセロハンテープ(登録商標)を貼り付けて剥がし、100個のます目のうちの剥離した塗膜の碁盤目の数を測定し、以下に示す評価基準に従って評価した。
○・・・塗膜が剥がれる碁盤目が認められない
△・・・塗膜の一部が剥がれる碁盤目を確認
×・・・塗膜の全部が剥がれる碁盤目を確認
【0114】
[切削性]
意匠面のスポークを切削加工したときの縦横面の塗膜の剥がれ等の異常の有無を確認すべく、切削加工近傍の塗膜の状態を目視により観察し、以下の評価基準に従って評価した。
○・・・切削加工近傍部の塗膜に異常が認められない
×・・・切削加工近傍部の塗膜に剥がれが認められる
【0115】
【表1】
【0116】
【表2】
【0117】
【表3】
【図面の簡単な説明】
【0118】
【図1】アルミニウム合金ホイール1の平面図である。
【図2】図1のスポーク部2におけるAB断面図である。
【図3】切削加工性の評価を説明するための図面である。
【図4】切削加工性の評価を説明するための図面である。
【図5】切削加工性の評価を説明するための図面である。
【符号の説明】
【0119】
1 アルミニウム合金ホイール
2、2A、2B、2C スポーク部
10 アルミニウム素材
11 プライマー塗膜
12 第1ベース塗膜
13 2層クリヤ塗膜
【特許請求の範囲】
【請求項1】
アルミニウム合金ホイールの塗装方法であって、
ジルコニウムイオン及び/又はチタニウムイオンを金属元素換算合計で0.010g/L以上0.125g/L以下、リン酸イオンをリン元素換算で0.003g/L以上0.33g/L以下、アルミニウムイオンを金属元素換算で0.03g/L以上0.10g/L以下、全フッ素イオンをフッ素元素換算で0.01g/L以上0.5g/L以下、及び、遊離フッ素イオンをフッ素元素換算で0.003g/L以上0.015g/L以下含有し、且つ、pHが3.0以上3.8以下である化成処理液を、前記アルミニウム合金ホイールの表面に接触させて化成皮膜を形成する工程(1)と、
前記化成皮膜上にポリカプロラクトンを含有する粉体塗料を塗布して加熱硬化させることによりプライマー塗膜を形成する工程(2)と、を含むアルミニウム合金ホイールの塗装方法。
【請求項2】
前記プライマー塗膜上に第1ベース塗料を塗布して加熱硬化させることにより第1ベース塗膜を形成する工程(3)と、
前記第1ベース塗膜上に第2ベース塗料及びクリヤ塗料を順次塗布して同時に加熱硬化させることにより、第2ベース塗膜及びクリヤ塗膜を同時に形成する工程(4)と、をさらに含む請求項1記載のアルミニウム合金ホイールの塗装方法。
【請求項3】
請求項1又は2に記載の塗装方法により塗装されたアルミニウム合金ホイール。
【請求項1】
アルミニウム合金ホイールの塗装方法であって、
ジルコニウムイオン及び/又はチタニウムイオンを金属元素換算合計で0.010g/L以上0.125g/L以下、リン酸イオンをリン元素換算で0.003g/L以上0.33g/L以下、アルミニウムイオンを金属元素換算で0.03g/L以上0.10g/L以下、全フッ素イオンをフッ素元素換算で0.01g/L以上0.5g/L以下、及び、遊離フッ素イオンをフッ素元素換算で0.003g/L以上0.015g/L以下含有し、且つ、pHが3.0以上3.8以下である化成処理液を、前記アルミニウム合金ホイールの表面に接触させて化成皮膜を形成する工程(1)と、
前記化成皮膜上にポリカプロラクトンを含有する粉体塗料を塗布して加熱硬化させることによりプライマー塗膜を形成する工程(2)と、を含むアルミニウム合金ホイールの塗装方法。
【請求項2】
前記プライマー塗膜上に第1ベース塗料を塗布して加熱硬化させることにより第1ベース塗膜を形成する工程(3)と、
前記第1ベース塗膜上に第2ベース塗料及びクリヤ塗料を順次塗布して同時に加熱硬化させることにより、第2ベース塗膜及びクリヤ塗膜を同時に形成する工程(4)と、をさらに含む請求項1記載のアルミニウム合金ホイールの塗装方法。
【請求項3】
請求項1又は2に記載の塗装方法により塗装されたアルミニウム合金ホイール。
【図1】

【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−57640(P2009−57640A)
【公開日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願番号】特願2008−293943(P2008−293943)
【出願日】平成20年11月17日(2008.11.17)
【分割の表示】特願2006−265085(P2006−265085)の分割
【原出願日】平成18年9月28日(2006.9.28)
【出願人】(000110251)トピー工業株式会社 (255)
【出願人】(000230054)日本ペイント株式会社 (626)
【Fターム(参考)】
【公開日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願日】平成20年11月17日(2008.11.17)
【分割の表示】特願2006−265085(P2006−265085)の分割
【原出願日】平成18年9月28日(2006.9.28)
【出願人】(000110251)トピー工業株式会社 (255)
【出願人】(000230054)日本ペイント株式会社 (626)
【Fターム(参考)】
[ Back to top ]