
アルミニウム合金材およびアルミニウム合金ブレージングシート
【課題】150℃以上の高温下で使用可能な熱交換器用の、高温経時強度および耐食性に優れるアルミニウム合金ブレージングシート1の心材2として使用されるアルミニウム合金材を提供する。
【解決手段】Cu:1.5質量%を超え2.5質量%以下を含有し、さらに、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有し、残部がAlおよび不可避的不純物からなり、前記不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制されることを特徴とするアルミニウム合金材。
【解決手段】Cu:1.5質量%を超え2.5質量%以下を含有し、さらに、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有し、残部がAlおよび不可避的不純物からなり、前記不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制されることを特徴とするアルミニウム合金材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用の熱交換器等に使用されるブレージングシートの心材として使用されるアルミニウム合金材およびアルミニウム合金ブレージングシートに関する。
【背景技術】
【0002】
自動車に搭載されるコンデンサ、エバポレータ、インタークーラ等の熱交換器は、流体通路を有する形状にロール成形したチューブ材やプレス成形したプレート材と、コルゲート成形したフィン材とを交互に重ね合わせて組み合わされた状態でろう付けされることによって製造される。これらのチューブ材、プレート材、およびフィン材に成形される板材は、ろう付け用のアルミニウム合金板、またはアルミニウム合金を心材としてこれにろう材を積層したアルミニウム合金ブレージングシートからなる。
【0003】
従来のろう付け用のアルミニウム合金板やアルミニウム合金ブレージングシートの心材は、Al−Mn系合金が主流であった。そして、このようなアルミニウム合金の強度を向上させるため、0.1〜1.0質量%のCu、およびSi,Fe,Mgを添加したAl−Mn系合金を心材としたブレージングシート(特許文献1、特許文献2)が提案されている。また、さらなる強度向上のため、Cu添加量を、0.7質量%を超え2.5質量%以下として、さらにSi,Feを添加したAl−Mn系合金を心材としたブレージングシート(特許文献3)が提案されている。
【特許文献1】特開平4−202735号公報(第2頁右上欄第12行〜同頁左下欄第17行)
【特許文献2】特開平5−339666号公報(段落0005〜0013)
【特許文献3】特開平8−291353号公報(段落0010〜0015、段落0025)
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記従来技術のアルミニウム合金ブレージングシートから製造される熱交換器の使用温度は、概ね100℃以下である。しかしながら、近年、熱交換器は小型化、高性能化が要求され、熱交換器の使用条件は高圧化、高温化する方向にあるので、ろう付け用のアルミニウム合金板やアルミニウム合金ブレージングシート、それらの心材となるアルミニウム合金材については、150℃以上の高温経時における高強度化が要求されている。このような高温経時において、前記特許文献1,2のアルミニウム合金ブレージングシートは、強度が十分でなく使用に限界がある。一方、特許文献3のように、Cuを多量に含有するアルミニウム合金材は、耐食性が低下する虞がある。さらに、熱交換器は軽量化も要求されており、そのため、ろう付け用のアルミニウム合金板やアルミニウム合金ブレージングシートは薄肉化が進められており、それに伴って、さらなる強度向上および高耐食性が要求されている。
【0005】
本発明は、前記問題点に鑑みてなされたものであり、高温経時強度および耐食性に優れるアルミニウム合金ブレージングシートおよびその心材となるアルミニウム合金材を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、請求項1に係るアルミニウム合金材は、少なくとも片面にろう材を備えるアルミニウム合金ブレージングシートの心材として使用されるアルミニウム合金材であって、Cu:1.5質量%を超え2.5質量%以下を含有し、残部がAlおよび不可避的不純物からなり、前記不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制されることを特徴とする。
【0007】
このように、Cu濃度を従来技術より高い範囲に制限することにより、Cuの固溶、析出強化によるアルミニウム合金の強度向上効果が得られ、さらに、高温経時でのアルミニウム合金材の強度低下を小さくすることができ、耐食性を向上させることもできる。また、Si,Mnの濃度を制限することで、Cuの多量添加による耐食性の低下を防ぎ、高耐食性を維持できる。
【0008】
さらに、請求項2に係るアルミニウム合金材は、請求項1に記載のアルミニウム合金材において、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有することを特徴とする。
【0009】
このように、規定量のFe,Mg,Ni,Cr,Ti,Zr,V,Sn,Cd,Inを添加することで、アルミニウム合金材の強度をさらに向上させることができる。
【0010】
また、請求項3に係るアルミニウム合金ブレージングシートは、請求項1または請求項2に記載のアルミニウム合金材を心材とし、その片面または両面にアルミニウム合金からなるろう材を備えることを特徴とする。
【0011】
このように、片面または両面にろう材を備えたことにより、ろう材を備えていない板材とのろう付け接合が容易となる。
【0012】
また、請求項4に係るアルミニウム合金ブレージングシートは、請求項1または請求項2に記載のアルミニウム合金材を心材とし、その一面側にアルミニウム合金からなるろう材を備え、前記心材の他面側にアルミニウムまたはアルミニウム合金からなる犠牲陽極材を備えることを特徴とする。
【0013】
このように、片面にろう材を備えたことにより、ろう材を備えていない板材とのろう付け接合が容易となり、また、もう片面に犠牲陽極材を備えたことにより、この面の側からの耐食性が向上する。
【発明の効果】
【0014】
請求項1に係るアルミニウム合金材によれば、薄肉化しても、高強度および高耐食性を長期に亘って維持することができる。特に、150℃以上の高温経時において、熱交換器のプレート材やチューブ材等として十分な強度を有する。
【0015】
請求項2に係るアルミニウム合金材によれば、薄肉化しても、さらなる高強度および高耐食性を長期に亘って維持することができる。特に、150℃以上の高温経時において、熱交換器のプレート材やチューブ材等として十分な強度を有する。
【0016】
請求項3に係るアルミニウム合金ブレージングシートによれば、プレート材やチューブ材等に成形されて、ろう付けにより容易に熱交換器等に加工することができる。また、薄肉化しても、高強度および高耐食性を長期に亘って維持することができ、特に、150℃以上の高温経時において十分な強度を有する熱交換器とすることができる。
【0017】
請求項4に係るアルミニウム合金ブレージングシートによれば、プレート材やチューブ材等に成形されて、ろう付けにより容易に熱交換器等に加工することができる。また、薄肉化しても、高強度および高耐食性をさらに長期に亘って維持することができ、特に、150℃以上の高温経時において十分な強度を有する熱交換器とすることができる。
【発明を実施するための最良の形態】
【0018】
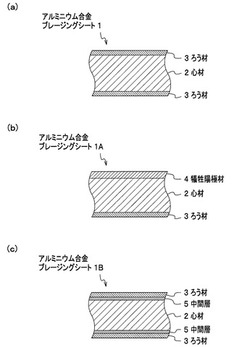
以下、本発明に係るアルミニウム合金材およびアルミニウム合金ブレージングシートを実現するための最良の形態について説明する。図1に、本発明に係るアルミニウム合金ブレージングシートの断面の構成を模式的に示す。
【0019】
本発明に係るアルミニウム合金材は、図1(a)に示すような、少なくとも片面にろう材3を備えるアルミニウム合金ブレージングシート1の心材2として使用されるアルミニウム合金材であって、必須成分として、Cu:1.5質量%を超え2.5質量%以下を含有し、残部がAlおよび不可避的不純物で構成されるものである。そして、不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制される。以下に、本発明に係るアルミニウム合金材を構成する各成分の含有量の数値範囲およびその数値範囲の限定理由について説明する。
【0020】
(Cu:1.5質量%を超え2.5質量%以下)
Cuは、アルミニウム合金中で固溶・析出強化してその強度を向上させる。また、Cuは、高温経時でのアルミニウム合金材の強度低下を抑制する効果を有する。さらに、Cuは電位を貴にする働きがあるため、アルミニウム合金ブレージングシート1の心材2とした場合、Cuを添加することで心材の電位をろう材3の電位よりも貴とすることができるので、ろう材3が心材2(アルミニウム合金材)を犠牲防食し、アルミニウム合金ブレージングシート1の耐食性を向上させる。Cuの含有量が1.5質量%以下では、これらの効果が不十分である。一方、Cuの含有量が2.5質量%を超えると、自己耐食性が低下し、アルミニウム合金材およびこのアルミニウム合金材を心材としたブレージングシートの耐食性を低下させる虞がある。したがって、Cuの含有量は、1.5質量%を超え2.5質量%以下とする。
【0021】
(Si:0.2質量%未満)
Siは、通常、不可避的不純物としてアルミニウム合金中に混入するものであり、アルミニウム合金中で固溶、析出強化してその強度を向上させるが、前記の多量のCuが共存する場合、単体SiやAl−Cu−Si系化合物として析出し、Siが0.2質量%以上になると、これらの析出物が粒界に析出して粒界腐食を発生させ、耐食性を低下させる。また、Cuと合わせてアルミニウム合金材の融点が低下する虞がある。したがって、Siは0.2質量%未満に規制する。
【0022】
(Mn:0.06質量%未満)
Mnは、アルミニウム合金中で金属間化合物として晶出、析出して分散強化に寄与するが、前記の多量のCuが共存する場合、Al−Mn−Cu系化合物を生成し、Mnが0.06質量%以上になると、この化合物が粒界に析出して粒界腐食を発生させ、耐食性を低下させる虞がある。したがって、Mnは0.06質量%未満に規制する。
【0023】
本発明に係るアルミニウム合金材は、さらに、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有してもよい。
【0024】
(Fe:0.05〜1.5質量%)
Feは、アルミニウム合金中で金属間化合物として晶出、析出して分散強化に寄与する。また、晶出、析出した金属間化合物は、再結晶の核となって再結晶を促進させるので、組織を微細化する効果を有し、アルミニウム合金材の成形加工性を向上させる。Feの含有量が0.05質量%未満では、これらの効果が十分に得られない。一方、Feの含有量が1.5質量%を超えると、金属間化合物が過剰に晶出、析出してアルミニウム合金材の成形加工性を低下させ、また、粗大な金属間化合物を生成して耐食性を低下させる虞がある。したがって、Feの含有量は0.05〜1.5質量%とする。
【0025】
(Mg:0.05〜0.6質量%)
Mgは、Cuと同様に、アルミニウム合金中で固溶、析出強化してその強度を向上させる。Mgの含有量が0.05質量%未満では、効果が十分に得られない。しかし一方で、Mgはフラックスろう付け性を低下させる作用があるため、Mgの含有量が0.6質量%を超えると、非腐食性フラックスを用いた雰囲気下でのろう付けの際、ろう材3までMgが拡散し、ろう付け性が著しく低下する。また、ろう付け前の部品(アルミニウム合金材)の伸びが低下して成形加工性が低下する場合がある。したがって、Mgの含有量は0.05〜0.6質量%とする。
【0026】
(Ni:0.05〜1.5質量%)
Niは、アルミニウム合金中で金属間化合物として存在して分散強化に寄与する。Niの含有量が0.05質量%未満では、効果が十分に得られない。一方、Niの含有量が1.5質量%を超えると、金属間化合物が過剰となりアルミニウム合金材の成形加工性を低下させ、また、粗大な金属間化合物を生成して耐食性を低下させる虞がある。したがって、Niの含有量は0.05〜1.5質量%とする。
【0027】
(Cr,Zr,V:各0.05〜0.3質量%)
Cr,Zr,Vは、それぞれアルミニウム合金中で微細な金属間化合物を生成して、その強度を向上させる。それぞれの含有量は、0.05質量%未満では効果が十分に得られず、一方、0.3質量%を超えると、粗大な金属間化合物を生成してアルミニウム合金材の成形加工性を低下させる虞がある。したがって、Cr,Zr,Vの含有量は各0.05〜0.3質量%とする。
【0028】
(Ti:0.05〜0.3質量%)
Tiは、アルミニウム合金中で微細な金属間化合物を生成して、その強度を向上させる。また、この金属間化合物は層状に分散する。Ti−Al系金属間化合物は電位が貴であるため、腐食形態が層状化し、深さ方向への腐食(孔食)に進展し難くなる効果がある。0.05質量%未満ではこれらの効果が小さい。一方、0.3質量%を超えると粗大な金属間化合物を生成して、成形加工性を低下させる虞がある。したがって、Tiの含有量は、0.05〜0.3質量%とする。
【0029】
(Sn,Cd,In:各0.01〜0.1質量%)
Sn,Cd,Inは、それぞれアルミニウム合金中で高温時におけるCuの析出を促進して強度向上に寄与する。それぞれの含有量が0.01質量%未満では、効果が十分に得られない。また、0.1質量%を超えると強度は飽和して、それ以上添加されてもさらなる強度向上効果は得られず、原材料費高となる。したがって、Sn,Cd,Inの含有量は各0.01〜0.1質量%とする。
【0030】
Fe,Mg,Ni,Cr,Ti,Zr,V,Sn,Cd,Inは、前記の規定含有量未満を不可避的不純物として含有してもよい。これらの元素をそれぞれの規定含有量未満含有していても、本発明に係るアルミニウム合金材の性能を何ら妨げるものではない。
【0031】
本発明に係るアルミニウム合金ブレージングシート1においては、前記の本発明に係るアルミニウム合金材からなる心材2の片面または両面にろう材3を備える。また、図1(b)に示すように、前記心材2の一方の面にろう材3を備え、他方の面には犠牲陽極材4を備えてもよい。このような、犠牲陽極材4を備えたアルミニウム合金ブレージングシート1Aで熱交換器を作製する際は、犠牲陽極材4を備えた面を腐食環境側となるように形成する。
【0032】
本発明に係るアルミニウム合金ブレージングシート1,1Aに備えるろう材3は、アルミニウム合金のろう付けにおいて通常用いられるアルミニウム合金を使用できる。このようなアルミニウム合金としては、例えば、Al−Si系合金、Al−Si−Zn系合金、Al−Si−Mg(Bi)系合金等を挙げることができる。
【0033】
本発明に係るアルミニウム合金ブレージングシート1Aに備える犠牲陽極材4は、アルミニウムまたはアルミニウム合金からなる公知の材料を使用することができる。アルミニウム合金としては、例えば、Al−Zn系合金、Al−Zn−Mg系合金、そしてこれらにMn,Si等を添加した合金等が挙げられる。
【0034】
さらに、本発明に係るアルミニウム合金ブレージングシート1Bにおいて、図1(c)に示すように、前記ろう材3の層と心材2との間に、アルミニウム合金からなる中間層5を挿入し、心材2にMgを含有する場合のろう材3へのMg拡散防止層としてもよい。このとき、前記犠牲陽極材4を中間層としてもよい。また、前記心材2の片面または両面に犠牲陽極材4を備えるろう付け用アルミニウム合金板(クラッド材)としてもよい。このようなろう材3を備えないアルミニウム合金板は、ろう材を備えるブレージングシートとのろう付け接合が可能である。
【0035】
本発明に係るアルミニウム合金ブレージングシート1(1A,1B)は、公知のクラッド材の製造方法により製造される。以下にその一例を説明する。
【0036】
まず、本発明に係るアルミニウム合金材の成分のアルミニウム合金を連続鋳造にて溶解、鋳造し、必要に応じて面削、均質化熱処理して、心材用鋳塊を得る。また、ろう材用鋳塊、そして必要に応じて犠牲陽極材用鋳塊を、前記の心材用鋳塊と同様の方法で得る。ろう材用鋳塊および犠牲陽極材用鋳塊は、熱間圧延または切断によってそれぞれ所定厚さにして、ろう材用アルミニウム合金板および犠牲陽極材用アルミニウム合金板を得る。なお、必要に応じて、心材用鋳塊も所定の厚さに熱間圧延または切断して心材用アルミニウム合金板としてもよい。
【0037】
次に、心材用鋳塊(または心材用アルミニウム合金板)に、ろう材用アルミニウム合金板を所定のクラッド率になるように重ね合わせ、400℃以上の温度で加熱した後、熱間圧延により圧着し、板材とする。または、心材用鋳塊(心材用アルミニウム合金板)の一面側にろう材用アルミニウム合金板を、他面側に犠牲陽極材用アルミニウム合金板をそれぞれ所定のクラッド率になるように重ね合わせ、前記と同様に熱間圧延により圧着し、板材とする。その後、必要に応じて粗鈍、冷間圧延、中間焼鈍、冷間圧延を行うことにより所定の板厚とする。なお、冷間圧延は、所望の板厚になるまで適宜中間焼鈍を挟んで繰り返す。さらに、最終の板厚とした冷間圧延の後、仕上げ焼鈍を実施してもよい。
【実施例】
【0038】
以上、本発明を実施するための最良の形態について述べてきたが、以下に、本発明の効果を確認した実施例を、本発明の要件を満たさない比較例と比較して具体的に説明する。なお、本発明はこの実施例に限定されるものではない。
【0039】
(供試材作製)
表1、表2、表3に示す組成を有する心材(アルミニウム合金材)用、ろう材(F)用、および犠牲陽極材(S)用のアルミニウム合金を作製し、連続鋳造にて溶解、鋳造した後、均質化熱処理、熱間圧延を施し、心材用アルミニウム合金板、ろう材用アルミニウム合金板および犠牲陽極材用アルミニウム合金板を得た。それぞれのアルミニウム合金板を表1に示す組合せで重ね合わせ、ろう材および犠牲陽極材の厚さをそれぞれ板厚全体の10%となるように熱間圧延にてクラッドし、冷間圧延にて板厚1.6mmとした。その後、仕上げ焼鈍によりO材に調質して表1に示す3層材(図1(a),(b)参照)を作製した。
【0040】
(成形加工性の評価)
作製した3層材からJIS Z2201に規定される5号試験片を切り出し、引張試験機にて常温で素材伸びを測定した。測定結果を表1に示す。成形加工性の合格基準は、素材伸びが26%以上とした。
【0041】
作製した3層材を、幅100mm×長さ200mmの短冊状に切り出し、その表面に市販の非腐食性のフラックスFL−7(森田化学工業株式会社製)5g/m2を塗布し、乾燥後、長手方向を垂直に吊り下げて、窒素雰囲気中、595℃で2分間保持することにより、ろう付け加熱を行い、ろう付け熱処理材を作製した。
【0042】
(高温経時強度の評価)
高温経時強度の評価は、ろう付け熱処理材からJIS Z2201に規定される5号試験片を切り出し、この試験片を180℃で300時間保持した後、引張試験機にて180℃で引張強度を測定することにより行った。測定結果を表1に示す。高温経時強度の合格基準は、引張強度が145MPa以上とした。
【0043】
(耐食性の評価)
耐食性の評価は、ろう付け熱処理材から60mm×70mmの試験片を切り出し、ろう材側の一面を試験面とし、50mm×60mmの試験面を空けて他の面および端面をシールテープにより覆い、ASTM G85に規定のSWAAT試験20日後の最大腐食深さを測定した。測定結果を表1に示す。耐食性の合格基準は、最大腐食深さが250μm以下とした。
【0044】
【表1】

【0045】
【表2】
【0046】
【表3】
【0047】
実施例1〜3は、心材におけるCu含有量が本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例34はCu含有量が不足しているため、高温経時強度が十分に得られなかった。一方、比較例35はCu含有量が過剰なため、耐食性が低下した。
【0048】
実施例2〜4は、心材におけるSi含有量が本発明の範囲内であるので、高温経時強度および耐食性が十分に高い。これに対して、比較例36はSi含有量が過剰なため、粒界腐食が発生して耐食性が低下した。
【0049】
実施例2,4は、心材におけるMn含有量が本発明の範囲内であるので、高温経時強度および耐食性が十分に高い。これに対して、比較例37はMn含有量が過剰なため、粒界腐食が発生して耐食性が低下した。
【0050】
実施例5,15,21,28,30は、心材におけるFe含有量が本発明の範囲内であるので、高温経時強度および成形加工性が十分に高い。これに対して、比較例38はFe含有量が過剰なため、成形加工性および耐食性が低下した。
【0051】
実施例6,16,22,27,30は、心材におけるMg含有量が本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例39はMg含有量が過剰なため、成形加工性および耐食性が低下し、また、ろう付け性が低下して、ろう付け熱処理材のろう材の表面が茶褐色を呈すると共に、ろう材の流動が不均一であった。
【0052】
実施例7,17,23,28,30は、心材におけるNi含有量が本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例40はNi含有量が過剰なため、成形加工性および耐食性が低下した。
【0053】
実施例8,10,11,16〜18,20,24〜26,28〜30は、心材におけるCr,Zr,V含有量がそれぞれ本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例41はCr含有量が、比較例43はZr含有量が、比較例44はV含有量が、それぞれ過剰なため、成形加工性が低下した。
【0054】
実施例9,15,19,25〜27,30は、心材におけるTi含有量が本発明の範囲内であるので、耐食性が十分に高い。これに対して、比較例42はTi含有量が過剰なため、成形加工性が低下した。
【0055】
実施例12〜14,18〜23,27〜30は、心材におけるSn,Cd,In含有量がそれぞれ本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例45はSn含有量が、比較例46はCd含有量が、比較例47はIn含有量が、それぞれ本発明の範囲を超え、原材料費高となったが、実施例12〜14と比較して高温経時強度、成形加工性、および耐食性のいずれについても効果の向上は見られなかった。
【0056】
実施例31〜33は、それぞれ実施例2,22,30の片面のろう材を犠牲陽極材に変えたものであり、実施例2,22,30と同様、本発明の範囲内であるので、高温経時強度、成形加工性、および耐食性のいずれについても十分に高い。
【図面の簡単な説明】
【0057】
【図1】本発明に係るアルミニウム合金ブレージングシートの構成を模式的に示す断面図であり、(a)は本発明の実施形態、(b)は本発明の別の実施形態、(c)は本発明のさらに別の実施形態である。
【符号の説明】
【0058】
1,1A,1B アルミニウム合金ブレージングシート
2 心材
3 ろう材
4 犠牲陽極材
5 中間層
【技術分野】
【0001】
本発明は、自動車用の熱交換器等に使用されるブレージングシートの心材として使用されるアルミニウム合金材およびアルミニウム合金ブレージングシートに関する。
【背景技術】
【0002】
自動車に搭載されるコンデンサ、エバポレータ、インタークーラ等の熱交換器は、流体通路を有する形状にロール成形したチューブ材やプレス成形したプレート材と、コルゲート成形したフィン材とを交互に重ね合わせて組み合わされた状態でろう付けされることによって製造される。これらのチューブ材、プレート材、およびフィン材に成形される板材は、ろう付け用のアルミニウム合金板、またはアルミニウム合金を心材としてこれにろう材を積層したアルミニウム合金ブレージングシートからなる。
【0003】
従来のろう付け用のアルミニウム合金板やアルミニウム合金ブレージングシートの心材は、Al−Mn系合金が主流であった。そして、このようなアルミニウム合金の強度を向上させるため、0.1〜1.0質量%のCu、およびSi,Fe,Mgを添加したAl−Mn系合金を心材としたブレージングシート(特許文献1、特許文献2)が提案されている。また、さらなる強度向上のため、Cu添加量を、0.7質量%を超え2.5質量%以下として、さらにSi,Feを添加したAl−Mn系合金を心材としたブレージングシート(特許文献3)が提案されている。
【特許文献1】特開平4−202735号公報(第2頁右上欄第12行〜同頁左下欄第17行)
【特許文献2】特開平5−339666号公報(段落0005〜0013)
【特許文献3】特開平8−291353号公報(段落0010〜0015、段落0025)
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記従来技術のアルミニウム合金ブレージングシートから製造される熱交換器の使用温度は、概ね100℃以下である。しかしながら、近年、熱交換器は小型化、高性能化が要求され、熱交換器の使用条件は高圧化、高温化する方向にあるので、ろう付け用のアルミニウム合金板やアルミニウム合金ブレージングシート、それらの心材となるアルミニウム合金材については、150℃以上の高温経時における高強度化が要求されている。このような高温経時において、前記特許文献1,2のアルミニウム合金ブレージングシートは、強度が十分でなく使用に限界がある。一方、特許文献3のように、Cuを多量に含有するアルミニウム合金材は、耐食性が低下する虞がある。さらに、熱交換器は軽量化も要求されており、そのため、ろう付け用のアルミニウム合金板やアルミニウム合金ブレージングシートは薄肉化が進められており、それに伴って、さらなる強度向上および高耐食性が要求されている。
【0005】
本発明は、前記問題点に鑑みてなされたものであり、高温経時強度および耐食性に優れるアルミニウム合金ブレージングシートおよびその心材となるアルミニウム合金材を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、請求項1に係るアルミニウム合金材は、少なくとも片面にろう材を備えるアルミニウム合金ブレージングシートの心材として使用されるアルミニウム合金材であって、Cu:1.5質量%を超え2.5質量%以下を含有し、残部がAlおよび不可避的不純物からなり、前記不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制されることを特徴とする。
【0007】
このように、Cu濃度を従来技術より高い範囲に制限することにより、Cuの固溶、析出強化によるアルミニウム合金の強度向上効果が得られ、さらに、高温経時でのアルミニウム合金材の強度低下を小さくすることができ、耐食性を向上させることもできる。また、Si,Mnの濃度を制限することで、Cuの多量添加による耐食性の低下を防ぎ、高耐食性を維持できる。
【0008】
さらに、請求項2に係るアルミニウム合金材は、請求項1に記載のアルミニウム合金材において、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有することを特徴とする。
【0009】
このように、規定量のFe,Mg,Ni,Cr,Ti,Zr,V,Sn,Cd,Inを添加することで、アルミニウム合金材の強度をさらに向上させることができる。
【0010】
また、請求項3に係るアルミニウム合金ブレージングシートは、請求項1または請求項2に記載のアルミニウム合金材を心材とし、その片面または両面にアルミニウム合金からなるろう材を備えることを特徴とする。
【0011】
このように、片面または両面にろう材を備えたことにより、ろう材を備えていない板材とのろう付け接合が容易となる。
【0012】
また、請求項4に係るアルミニウム合金ブレージングシートは、請求項1または請求項2に記載のアルミニウム合金材を心材とし、その一面側にアルミニウム合金からなるろう材を備え、前記心材の他面側にアルミニウムまたはアルミニウム合金からなる犠牲陽極材を備えることを特徴とする。
【0013】
このように、片面にろう材を備えたことにより、ろう材を備えていない板材とのろう付け接合が容易となり、また、もう片面に犠牲陽極材を備えたことにより、この面の側からの耐食性が向上する。
【発明の効果】
【0014】
請求項1に係るアルミニウム合金材によれば、薄肉化しても、高強度および高耐食性を長期に亘って維持することができる。特に、150℃以上の高温経時において、熱交換器のプレート材やチューブ材等として十分な強度を有する。
【0015】
請求項2に係るアルミニウム合金材によれば、薄肉化しても、さらなる高強度および高耐食性を長期に亘って維持することができる。特に、150℃以上の高温経時において、熱交換器のプレート材やチューブ材等として十分な強度を有する。
【0016】
請求項3に係るアルミニウム合金ブレージングシートによれば、プレート材やチューブ材等に成形されて、ろう付けにより容易に熱交換器等に加工することができる。また、薄肉化しても、高強度および高耐食性を長期に亘って維持することができ、特に、150℃以上の高温経時において十分な強度を有する熱交換器とすることができる。
【0017】
請求項4に係るアルミニウム合金ブレージングシートによれば、プレート材やチューブ材等に成形されて、ろう付けにより容易に熱交換器等に加工することができる。また、薄肉化しても、高強度および高耐食性をさらに長期に亘って維持することができ、特に、150℃以上の高温経時において十分な強度を有する熱交換器とすることができる。
【発明を実施するための最良の形態】
【0018】
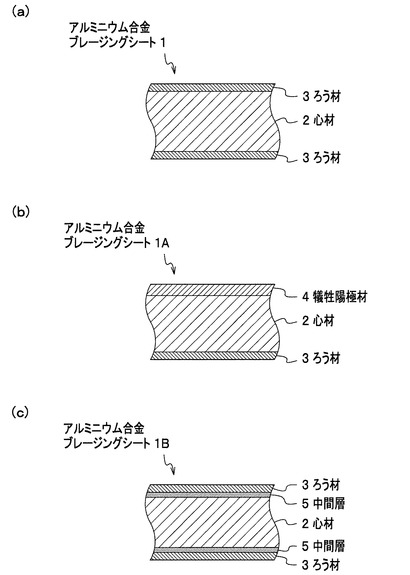
以下、本発明に係るアルミニウム合金材およびアルミニウム合金ブレージングシートを実現するための最良の形態について説明する。図1に、本発明に係るアルミニウム合金ブレージングシートの断面の構成を模式的に示す。
【0019】
本発明に係るアルミニウム合金材は、図1(a)に示すような、少なくとも片面にろう材3を備えるアルミニウム合金ブレージングシート1の心材2として使用されるアルミニウム合金材であって、必須成分として、Cu:1.5質量%を超え2.5質量%以下を含有し、残部がAlおよび不可避的不純物で構成されるものである。そして、不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制される。以下に、本発明に係るアルミニウム合金材を構成する各成分の含有量の数値範囲およびその数値範囲の限定理由について説明する。
【0020】
(Cu:1.5質量%を超え2.5質量%以下)
Cuは、アルミニウム合金中で固溶・析出強化してその強度を向上させる。また、Cuは、高温経時でのアルミニウム合金材の強度低下を抑制する効果を有する。さらに、Cuは電位を貴にする働きがあるため、アルミニウム合金ブレージングシート1の心材2とした場合、Cuを添加することで心材の電位をろう材3の電位よりも貴とすることができるので、ろう材3が心材2(アルミニウム合金材)を犠牲防食し、アルミニウム合金ブレージングシート1の耐食性を向上させる。Cuの含有量が1.5質量%以下では、これらの効果が不十分である。一方、Cuの含有量が2.5質量%を超えると、自己耐食性が低下し、アルミニウム合金材およびこのアルミニウム合金材を心材としたブレージングシートの耐食性を低下させる虞がある。したがって、Cuの含有量は、1.5質量%を超え2.5質量%以下とする。
【0021】
(Si:0.2質量%未満)
Siは、通常、不可避的不純物としてアルミニウム合金中に混入するものであり、アルミニウム合金中で固溶、析出強化してその強度を向上させるが、前記の多量のCuが共存する場合、単体SiやAl−Cu−Si系化合物として析出し、Siが0.2質量%以上になると、これらの析出物が粒界に析出して粒界腐食を発生させ、耐食性を低下させる。また、Cuと合わせてアルミニウム合金材の融点が低下する虞がある。したがって、Siは0.2質量%未満に規制する。
【0022】
(Mn:0.06質量%未満)
Mnは、アルミニウム合金中で金属間化合物として晶出、析出して分散強化に寄与するが、前記の多量のCuが共存する場合、Al−Mn−Cu系化合物を生成し、Mnが0.06質量%以上になると、この化合物が粒界に析出して粒界腐食を発生させ、耐食性を低下させる虞がある。したがって、Mnは0.06質量%未満に規制する。
【0023】
本発明に係るアルミニウム合金材は、さらに、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有してもよい。
【0024】
(Fe:0.05〜1.5質量%)
Feは、アルミニウム合金中で金属間化合物として晶出、析出して分散強化に寄与する。また、晶出、析出した金属間化合物は、再結晶の核となって再結晶を促進させるので、組織を微細化する効果を有し、アルミニウム合金材の成形加工性を向上させる。Feの含有量が0.05質量%未満では、これらの効果が十分に得られない。一方、Feの含有量が1.5質量%を超えると、金属間化合物が過剰に晶出、析出してアルミニウム合金材の成形加工性を低下させ、また、粗大な金属間化合物を生成して耐食性を低下させる虞がある。したがって、Feの含有量は0.05〜1.5質量%とする。
【0025】
(Mg:0.05〜0.6質量%)
Mgは、Cuと同様に、アルミニウム合金中で固溶、析出強化してその強度を向上させる。Mgの含有量が0.05質量%未満では、効果が十分に得られない。しかし一方で、Mgはフラックスろう付け性を低下させる作用があるため、Mgの含有量が0.6質量%を超えると、非腐食性フラックスを用いた雰囲気下でのろう付けの際、ろう材3までMgが拡散し、ろう付け性が著しく低下する。また、ろう付け前の部品(アルミニウム合金材)の伸びが低下して成形加工性が低下する場合がある。したがって、Mgの含有量は0.05〜0.6質量%とする。
【0026】
(Ni:0.05〜1.5質量%)
Niは、アルミニウム合金中で金属間化合物として存在して分散強化に寄与する。Niの含有量が0.05質量%未満では、効果が十分に得られない。一方、Niの含有量が1.5質量%を超えると、金属間化合物が過剰となりアルミニウム合金材の成形加工性を低下させ、また、粗大な金属間化合物を生成して耐食性を低下させる虞がある。したがって、Niの含有量は0.05〜1.5質量%とする。
【0027】
(Cr,Zr,V:各0.05〜0.3質量%)
Cr,Zr,Vは、それぞれアルミニウム合金中で微細な金属間化合物を生成して、その強度を向上させる。それぞれの含有量は、0.05質量%未満では効果が十分に得られず、一方、0.3質量%を超えると、粗大な金属間化合物を生成してアルミニウム合金材の成形加工性を低下させる虞がある。したがって、Cr,Zr,Vの含有量は各0.05〜0.3質量%とする。
【0028】
(Ti:0.05〜0.3質量%)
Tiは、アルミニウム合金中で微細な金属間化合物を生成して、その強度を向上させる。また、この金属間化合物は層状に分散する。Ti−Al系金属間化合物は電位が貴であるため、腐食形態が層状化し、深さ方向への腐食(孔食)に進展し難くなる効果がある。0.05質量%未満ではこれらの効果が小さい。一方、0.3質量%を超えると粗大な金属間化合物を生成して、成形加工性を低下させる虞がある。したがって、Tiの含有量は、0.05〜0.3質量%とする。
【0029】
(Sn,Cd,In:各0.01〜0.1質量%)
Sn,Cd,Inは、それぞれアルミニウム合金中で高温時におけるCuの析出を促進して強度向上に寄与する。それぞれの含有量が0.01質量%未満では、効果が十分に得られない。また、0.1質量%を超えると強度は飽和して、それ以上添加されてもさらなる強度向上効果は得られず、原材料費高となる。したがって、Sn,Cd,Inの含有量は各0.01〜0.1質量%とする。
【0030】
Fe,Mg,Ni,Cr,Ti,Zr,V,Sn,Cd,Inは、前記の規定含有量未満を不可避的不純物として含有してもよい。これらの元素をそれぞれの規定含有量未満含有していても、本発明に係るアルミニウム合金材の性能を何ら妨げるものではない。
【0031】
本発明に係るアルミニウム合金ブレージングシート1においては、前記の本発明に係るアルミニウム合金材からなる心材2の片面または両面にろう材3を備える。また、図1(b)に示すように、前記心材2の一方の面にろう材3を備え、他方の面には犠牲陽極材4を備えてもよい。このような、犠牲陽極材4を備えたアルミニウム合金ブレージングシート1Aで熱交換器を作製する際は、犠牲陽極材4を備えた面を腐食環境側となるように形成する。
【0032】
本発明に係るアルミニウム合金ブレージングシート1,1Aに備えるろう材3は、アルミニウム合金のろう付けにおいて通常用いられるアルミニウム合金を使用できる。このようなアルミニウム合金としては、例えば、Al−Si系合金、Al−Si−Zn系合金、Al−Si−Mg(Bi)系合金等を挙げることができる。
【0033】
本発明に係るアルミニウム合金ブレージングシート1Aに備える犠牲陽極材4は、アルミニウムまたはアルミニウム合金からなる公知の材料を使用することができる。アルミニウム合金としては、例えば、Al−Zn系合金、Al−Zn−Mg系合金、そしてこれらにMn,Si等を添加した合金等が挙げられる。
【0034】
さらに、本発明に係るアルミニウム合金ブレージングシート1Bにおいて、図1(c)に示すように、前記ろう材3の層と心材2との間に、アルミニウム合金からなる中間層5を挿入し、心材2にMgを含有する場合のろう材3へのMg拡散防止層としてもよい。このとき、前記犠牲陽極材4を中間層としてもよい。また、前記心材2の片面または両面に犠牲陽極材4を備えるろう付け用アルミニウム合金板(クラッド材)としてもよい。このようなろう材3を備えないアルミニウム合金板は、ろう材を備えるブレージングシートとのろう付け接合が可能である。
【0035】
本発明に係るアルミニウム合金ブレージングシート1(1A,1B)は、公知のクラッド材の製造方法により製造される。以下にその一例を説明する。
【0036】
まず、本発明に係るアルミニウム合金材の成分のアルミニウム合金を連続鋳造にて溶解、鋳造し、必要に応じて面削、均質化熱処理して、心材用鋳塊を得る。また、ろう材用鋳塊、そして必要に応じて犠牲陽極材用鋳塊を、前記の心材用鋳塊と同様の方法で得る。ろう材用鋳塊および犠牲陽極材用鋳塊は、熱間圧延または切断によってそれぞれ所定厚さにして、ろう材用アルミニウム合金板および犠牲陽極材用アルミニウム合金板を得る。なお、必要に応じて、心材用鋳塊も所定の厚さに熱間圧延または切断して心材用アルミニウム合金板としてもよい。
【0037】
次に、心材用鋳塊(または心材用アルミニウム合金板)に、ろう材用アルミニウム合金板を所定のクラッド率になるように重ね合わせ、400℃以上の温度で加熱した後、熱間圧延により圧着し、板材とする。または、心材用鋳塊(心材用アルミニウム合金板)の一面側にろう材用アルミニウム合金板を、他面側に犠牲陽極材用アルミニウム合金板をそれぞれ所定のクラッド率になるように重ね合わせ、前記と同様に熱間圧延により圧着し、板材とする。その後、必要に応じて粗鈍、冷間圧延、中間焼鈍、冷間圧延を行うことにより所定の板厚とする。なお、冷間圧延は、所望の板厚になるまで適宜中間焼鈍を挟んで繰り返す。さらに、最終の板厚とした冷間圧延の後、仕上げ焼鈍を実施してもよい。
【実施例】
【0038】
以上、本発明を実施するための最良の形態について述べてきたが、以下に、本発明の効果を確認した実施例を、本発明の要件を満たさない比較例と比較して具体的に説明する。なお、本発明はこの実施例に限定されるものではない。
【0039】
(供試材作製)
表1、表2、表3に示す組成を有する心材(アルミニウム合金材)用、ろう材(F)用、および犠牲陽極材(S)用のアルミニウム合金を作製し、連続鋳造にて溶解、鋳造した後、均質化熱処理、熱間圧延を施し、心材用アルミニウム合金板、ろう材用アルミニウム合金板および犠牲陽極材用アルミニウム合金板を得た。それぞれのアルミニウム合金板を表1に示す組合せで重ね合わせ、ろう材および犠牲陽極材の厚さをそれぞれ板厚全体の10%となるように熱間圧延にてクラッドし、冷間圧延にて板厚1.6mmとした。その後、仕上げ焼鈍によりO材に調質して表1に示す3層材(図1(a),(b)参照)を作製した。
【0040】
(成形加工性の評価)
作製した3層材からJIS Z2201に規定される5号試験片を切り出し、引張試験機にて常温で素材伸びを測定した。測定結果を表1に示す。成形加工性の合格基準は、素材伸びが26%以上とした。
【0041】
作製した3層材を、幅100mm×長さ200mmの短冊状に切り出し、その表面に市販の非腐食性のフラックスFL−7(森田化学工業株式会社製)5g/m2を塗布し、乾燥後、長手方向を垂直に吊り下げて、窒素雰囲気中、595℃で2分間保持することにより、ろう付け加熱を行い、ろう付け熱処理材を作製した。
【0042】
(高温経時強度の評価)
高温経時強度の評価は、ろう付け熱処理材からJIS Z2201に規定される5号試験片を切り出し、この試験片を180℃で300時間保持した後、引張試験機にて180℃で引張強度を測定することにより行った。測定結果を表1に示す。高温経時強度の合格基準は、引張強度が145MPa以上とした。
【0043】
(耐食性の評価)
耐食性の評価は、ろう付け熱処理材から60mm×70mmの試験片を切り出し、ろう材側の一面を試験面とし、50mm×60mmの試験面を空けて他の面および端面をシールテープにより覆い、ASTM G85に規定のSWAAT試験20日後の最大腐食深さを測定した。測定結果を表1に示す。耐食性の合格基準は、最大腐食深さが250μm以下とした。
【0044】
【表1】
【0045】
【表2】
【0046】
【表3】
【0047】
実施例1〜3は、心材におけるCu含有量が本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例34はCu含有量が不足しているため、高温経時強度が十分に得られなかった。一方、比較例35はCu含有量が過剰なため、耐食性が低下した。
【0048】
実施例2〜4は、心材におけるSi含有量が本発明の範囲内であるので、高温経時強度および耐食性が十分に高い。これに対して、比較例36はSi含有量が過剰なため、粒界腐食が発生して耐食性が低下した。
【0049】
実施例2,4は、心材におけるMn含有量が本発明の範囲内であるので、高温経時強度および耐食性が十分に高い。これに対して、比較例37はMn含有量が過剰なため、粒界腐食が発生して耐食性が低下した。
【0050】
実施例5,15,21,28,30は、心材におけるFe含有量が本発明の範囲内であるので、高温経時強度および成形加工性が十分に高い。これに対して、比較例38はFe含有量が過剰なため、成形加工性および耐食性が低下した。
【0051】
実施例6,16,22,27,30は、心材におけるMg含有量が本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例39はMg含有量が過剰なため、成形加工性および耐食性が低下し、また、ろう付け性が低下して、ろう付け熱処理材のろう材の表面が茶褐色を呈すると共に、ろう材の流動が不均一であった。
【0052】
実施例7,17,23,28,30は、心材におけるNi含有量が本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例40はNi含有量が過剰なため、成形加工性および耐食性が低下した。
【0053】
実施例8,10,11,16〜18,20,24〜26,28〜30は、心材におけるCr,Zr,V含有量がそれぞれ本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例41はCr含有量が、比較例43はZr含有量が、比較例44はV含有量が、それぞれ過剰なため、成形加工性が低下した。
【0054】
実施例9,15,19,25〜27,30は、心材におけるTi含有量が本発明の範囲内であるので、耐食性が十分に高い。これに対して、比較例42はTi含有量が過剰なため、成形加工性が低下した。
【0055】
実施例12〜14,18〜23,27〜30は、心材におけるSn,Cd,In含有量がそれぞれ本発明の範囲内であるので、高温経時強度が十分に高い。これに対して、比較例45はSn含有量が、比較例46はCd含有量が、比較例47はIn含有量が、それぞれ本発明の範囲を超え、原材料費高となったが、実施例12〜14と比較して高温経時強度、成形加工性、および耐食性のいずれについても効果の向上は見られなかった。
【0056】
実施例31〜33は、それぞれ実施例2,22,30の片面のろう材を犠牲陽極材に変えたものであり、実施例2,22,30と同様、本発明の範囲内であるので、高温経時強度、成形加工性、および耐食性のいずれについても十分に高い。
【図面の簡単な説明】
【0057】
【図1】本発明に係るアルミニウム合金ブレージングシートの構成を模式的に示す断面図であり、(a)は本発明の実施形態、(b)は本発明の別の実施形態、(c)は本発明のさらに別の実施形態である。
【符号の説明】
【0058】
1,1A,1B アルミニウム合金ブレージングシート
2 心材
3 ろう材
4 犠牲陽極材
5 中間層
【特許請求の範囲】
【請求項1】
少なくとも片面にろう材を備えるアルミニウム合金ブレージングシートの心材として使用されるアルミニウム合金材であって、
Cu:1.5質量%を超え2.5質量%以下を含有し、残部がAlおよび不可避的不純物からなり、
前記不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制されることを特徴とするアルミニウム合金材。
【請求項2】
前記アルミニウム合金材が、さらに、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有することを特徴とする請求項1に記載のアルミニウム合金材。
【請求項3】
請求項1または請求項2に記載のアルミニウム合金材を心材とし、その片面または両面にアルミニウム合金からなるろう材を備えることを特徴とするアルミニウム合金ブレージングシート。
【請求項4】
請求項1または請求項2に記載のアルミニウム合金材を心材とし、その一面側にアルミニウム合金からなるろう材を備え、前記心材の他面側にアルミニウムまたはアルミニウム合金からなる犠牲陽極材を備えることを特徴とするアルミニウム合金ブレージングシート。
【請求項1】
少なくとも片面にろう材を備えるアルミニウム合金ブレージングシートの心材として使用されるアルミニウム合金材であって、
Cu:1.5質量%を超え2.5質量%以下を含有し、残部がAlおよび不可避的不純物からなり、
前記不可避的不純物として、Si:0.2質量%未満、Mn:0.06質量%未満に規制されることを特徴とするアルミニウム合金材。
【請求項2】
前記アルミニウム合金材が、さらに、Fe:0.05〜1.5質量%、Mg:0.05〜0.6質量%、Ni:0.05〜1.5質量%、Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%、Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%のうち1種以上を含有することを特徴とする請求項1に記載のアルミニウム合金材。
【請求項3】
請求項1または請求項2に記載のアルミニウム合金材を心材とし、その片面または両面にアルミニウム合金からなるろう材を備えることを特徴とするアルミニウム合金ブレージングシート。
【請求項4】
請求項1または請求項2に記載のアルミニウム合金材を心材とし、その一面側にアルミニウム合金からなるろう材を備え、前記心材の他面側にアルミニウムまたはアルミニウム合金からなる犠牲陽極材を備えることを特徴とするアルミニウム合金ブレージングシート。
【図1】

【公開番号】特開2009−127122(P2009−127122A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−307294(P2007−307294)
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]