
アルミニウム合金用溶接材料及び溶接方法
【課題】例えば、MIG溶接に適用することができ、継手強度が高く、靭性の高い溶接部を備えたアルミニウム合金材の溶接継手を得ることができるアルミニウム又はアルミニウム合金用溶接材料と、このような溶接材料を使用したアルミニウム又はアルミニウム合金の溶接方法を提供する。
【解決手段】Siを質量比で4.5〜13.0%の範囲で含有するAl−Si系溶接材料中に、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で添加する。
【解決手段】Siを質量比で4.5〜13.0%の範囲で含有するAl−Si系溶接材料中に、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で添加する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム合金材料の溶接に使用される溶接材料と、このような溶接材料を使用した溶接方法に係わり、特に継手強度が高く、靭性に優れた溶接部を得ることができるアルミニウム合金用溶接材料に関するものである。
【背景技術】
【0002】
近年、自動車や鉄道車両、あるいは船舶などにおいては、燃費の向上及び高速化が求められており、その方策として、従来の鉄鋼材料に代わって、車体、船体へのアルミニウム合金材料の適用が拡大しており、このような車体や船体の組立には、主としてアーク溶接などによる溶融溶接方法が用いられている。
このようなアルミニウム合金の溶接には、例えばJIS Z3232に規定されているA4043(4.5〜6%Si)やA4047(11.0〜13.0%Si)などのいわゆる4000系合金の溶接材料が用いられているが、このようなAl−Si系溶接材料では、溶接部の強度及び靭性が低くなる傾向があることから、溶接条件、例えば溶接電流、溶接電圧、溶接速度などを最適化することによって、継手強度の向上が行なわれてきた(例えば、特許文献1参照)。
【特許文献1】特開平9‐200380号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、溶接条件の最適化だけでは、向上幅にも自ずから限度があり、上記のようなAl−Si系溶接材料は、強度及び靭性を要求される溶接部には実用的ではないという問題点があった。
なお、Al−Si系(4000系)溶接材料に代えて、Al−Mg系の5000系材料を適用することによって、強度や靭性が向上するものの、応力腐食割れ感受性及び粒界腐食感受性が高いことから、5000系溶接材料を使用することはできない。
【0004】
本発明は、従来のAl−Si系溶接材料における上記のような課題に鑑みてなされたものであって、例えばMIG溶接によってアルミニウム合金材を溶接した場合の継手強度が高く、靭性の高い溶接部を得ることができるアルミニウム又はアルミニウム合金用溶接材料と、このような溶接材料を使用したアルミニウム合金の溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
本発明者らは、上記目的を達成するために、溶接施工条件と共に、Al−Si系溶接材料への合金元素添加などについて鋭意検討を繰り返した結果、Al−Si系溶接材料中に微量のSrを添加することによって、Al−Si共晶組織におけるSi粒子を微細化することができ、もって溶接継手の強度や溶接部の靭性が向上することを見出し、本発明を完成するに到った。
【0006】
本発明は上記知見に基づくものであって、本発明のアルミニウム合金用溶接材料は、質量比で、Siを4.5〜13.0%の範囲、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で含有すると共に、これ以外の残部がAl及び不可避不純物から成ることを特徴としており、本発明のアルミニウム合金の溶接方法においては、本発明の溶接材料、すなわち上記範囲のSi及びSrを含有する溶接材料を用いて溶接することを特徴としている。
【発明の効果】
【0007】
本発明によれば、Al−Si系溶接材料に微量のSrを添加するようにしているので、このようなアルミニウム合金用溶接材料を電極ワイヤとしてMIG溶接に適用したり、溶加材としてTIG溶接や酸素‐アセチレン溶接などに適用したりすることによって、Al−Si系合金から成る溶接金属中に晶出する共晶Si粒子を微細化することができ、高強度、高靭性を備えた溶接継手を形成することができるという極めて優れた効果がもたらされる。
【発明を実施するための最良の形態】
【0008】
以下、各種合金成分の限定理由と共に、本発明の実施の形態について、具体的に説明する。なお、本明細書において、「%」は、特記しない限り、質量百分率を意味するものとする。
【0009】
本発明のアルミニウム合金用溶接材料は、上記したように、4.5〜13.0%のSiと、10〜400ppmのSrを含有するものである(残部、実質的にAl)が、これら合金成分の限定理由について、以下に説明する。
【0010】
Si:4.5〜13.0%
Al合金中において、Siは、溶接時における溶融金属の湯流れ性の向上、及び継手強度の向上に有効な成分元素であるが、溶接材料中のSi含有量が4.5%未満の場合には、このような効果が小さく、逆にSi含有量が13%を超えた場合には、共晶Siの晶出量の増加や、あるいは初晶Siの晶出によって(Al−Si合金における共晶点:11.6%Si)、靭性が低下することから、4.5〜13.0%の範囲とすることが必要である。
【0011】
Sr:10〜400ppm
Srは、Al−Si系合金中に晶出する共晶Si粒子を微細化し、伸びや靭性、継手強度の向上に寄与する元素であるが、溶接材料中のSr含有量が10ppmに満たない場合には、このような効果が実質的に得られず、逆に溶接材料中のSr含有量が400ppmを超えた場合には、Alとの金属間化合物を形成して靭性が低下するため、Sr無添加の場合と同等の継手強度となってしまうことから、溶接材料中のSr含有量を10〜400ppmの範囲とする必要がある。
なお、Sr含有量については、150〜400ppmの範囲内とすることがさらに望ましく、このような範囲とすることによって、例えばMIG溶接による継手強度をより確実に向上させることができるようになる。
【0012】
また、上記Si及びSr以外の成分元素としては、例えばJIS Z3232に、A4043あるいはA4047として規定されているように、0.8%以下のFe、0.30%以下のCu、0.15%以下のMn、0.10%以下のMg、0.20%以下のZn、0.20%以下のTi等が許容され、これらの元素が本発明の「不可避不純物」に相当する。
【0013】
本発明のアルミニウム合金用溶接材料の具体的形態としては、例えば棒状のもの、連続したワイヤ状、あるいは粉末状、粒状のものとして各種の溶接に使用することが考えられる。
【0014】
すなわち、適当な長さ(例えば、1000mm)の棒状(例えば、1.6〜6.0mm径)とすることによって、酸素‐アセチレン溶接や、手動のTIG溶接(tungsten inert gas welding)などに溶加材(filler matal)として適用することができる。
【0015】
また、例えば、0.6〜6.4mm径程度の連続したワイヤをリールやスプールに整列巻きすることによって、MIG溶接(metal inert gas welding)における消耗電極ワイヤとして、あるいはTIG溶接の溶加材として、自動、半自動溶接に適用することができる。
また、電子ビーム溶接や、レーザ溶接などにおいて、溶加材としても使用することができる。
【0016】
さらには、粉末状や粒状(ワイヤをその径程度の長さに切断したものでもよい)にした当該溶接材料を溶接ラインに沿ってあらかじめ散布しておいたり、ノズルから溶融プール内に連続的に供給したりすることによって、溶加材として上記のような各種溶接方法に適用することも可能である。
【0017】
本発明のアルミニウム合金用溶接材料は、主に、JIS H4100に6000系として規定されるAl−Mg−Si系合金に適用することができる。
上記6000系アルミニウム合金は、機械的強度、耐食性共に良好で、構造用材料として広く用いられており、アルミサッシに多量に用いられている6063合金、鉄道車両や自動車用部材、陸上構造物、船舶などに使用されている6N01合金、少量のCuを添加して構造用鋼材に匹敵するほどの耐力を有する6061合金に適用することが可能である。なお、Al−Mg系合金へ適用した場合には、継手強度の上昇効果は認められなかった。
【実施例】
【0018】
以下、本発明を実施例に基づいて具体的に説明するが、本発明は、これら実施例によって何ら限定されるものではない。
【0019】
(溶接用ワイヤの作製)
表1に示すように、JIS Z3232に規定されるA4047WY及びA4043WYに相当する化学成分を有し、Sr含有量をそれぞれ変化させた6種類のアルミニウム合金を溶解してインゴットとしたのち、1.2mm径のワイヤ状アルミニウム合金用溶接材料を試作した。
【0020】
【表1】

【0021】
(重ね隅肉溶接継手の作製)
次に、上記表1に示した各溶接用ワイヤを用いて、JIS H4100に規定される6063合金から成る厚さ2.mmの板材(T1材)の重ね隅肉溶接継手を下記条件による交流パルスMIG溶接によって作製した。
溶接方法:自動MIG溶接(交流パルス法)
溶接電流:140A
溶接電圧:18V
溶接速度:0.75m/min
シールドガス:アルゴン
シールドガス流量:25L/min
溶接長:300mm
重ね代:40mm
【0022】
(継手強度)
上記により得られた各重ね隅肉溶接継手から、幅40mmの継手引張り試験片をそれぞれ採取し、引張試験によって継手強度を評価した。
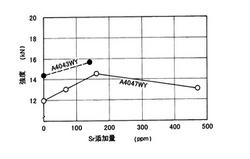
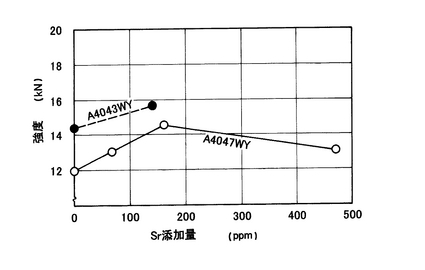
図1は、継手強度試験結果をSr含有量を横軸にとって整理したものであって、この図から明らかなように、Sr添加量の増加に伴って継手強度が向上し、Srを160ppm添加した溶接材料(実施例2)において、Srを添加しない従来材料(比較例1)に較べて継手強度が約21%向上することが確認された。
【0023】
このように、所定量のSrを含有する実施例1〜4の溶接材料を使用することによって、高強度な溶接継手部を形成することが可能であり、溶接構造物全体の特性を向上させることができ、軽量化が要求される種々の分野においてアルミニウム合金材の適用範囲を拡げることができる。
【図面の簡単な説明】
【0024】
【図1】重ね隅肉溶接継手の継手強度に及ぼす溶接材料中のSr含有量との関係を示すグラフである。
【技術分野】
【0001】
本発明は、アルミニウム合金材料の溶接に使用される溶接材料と、このような溶接材料を使用した溶接方法に係わり、特に継手強度が高く、靭性に優れた溶接部を得ることができるアルミニウム合金用溶接材料に関するものである。
【背景技術】
【0002】
近年、自動車や鉄道車両、あるいは船舶などにおいては、燃費の向上及び高速化が求められており、その方策として、従来の鉄鋼材料に代わって、車体、船体へのアルミニウム合金材料の適用が拡大しており、このような車体や船体の組立には、主としてアーク溶接などによる溶融溶接方法が用いられている。
このようなアルミニウム合金の溶接には、例えばJIS Z3232に規定されているA4043(4.5〜6%Si)やA4047(11.0〜13.0%Si)などのいわゆる4000系合金の溶接材料が用いられているが、このようなAl−Si系溶接材料では、溶接部の強度及び靭性が低くなる傾向があることから、溶接条件、例えば溶接電流、溶接電圧、溶接速度などを最適化することによって、継手強度の向上が行なわれてきた(例えば、特許文献1参照)。
【特許文献1】特開平9‐200380号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、溶接条件の最適化だけでは、向上幅にも自ずから限度があり、上記のようなAl−Si系溶接材料は、強度及び靭性を要求される溶接部には実用的ではないという問題点があった。
なお、Al−Si系(4000系)溶接材料に代えて、Al−Mg系の5000系材料を適用することによって、強度や靭性が向上するものの、応力腐食割れ感受性及び粒界腐食感受性が高いことから、5000系溶接材料を使用することはできない。
【0004】
本発明は、従来のAl−Si系溶接材料における上記のような課題に鑑みてなされたものであって、例えばMIG溶接によってアルミニウム合金材を溶接した場合の継手強度が高く、靭性の高い溶接部を得ることができるアルミニウム又はアルミニウム合金用溶接材料と、このような溶接材料を使用したアルミニウム合金の溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
本発明者らは、上記目的を達成するために、溶接施工条件と共に、Al−Si系溶接材料への合金元素添加などについて鋭意検討を繰り返した結果、Al−Si系溶接材料中に微量のSrを添加することによって、Al−Si共晶組織におけるSi粒子を微細化することができ、もって溶接継手の強度や溶接部の靭性が向上することを見出し、本発明を完成するに到った。
【0006】
本発明は上記知見に基づくものであって、本発明のアルミニウム合金用溶接材料は、質量比で、Siを4.5〜13.0%の範囲、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で含有すると共に、これ以外の残部がAl及び不可避不純物から成ることを特徴としており、本発明のアルミニウム合金の溶接方法においては、本発明の溶接材料、すなわち上記範囲のSi及びSrを含有する溶接材料を用いて溶接することを特徴としている。
【発明の効果】
【0007】
本発明によれば、Al−Si系溶接材料に微量のSrを添加するようにしているので、このようなアルミニウム合金用溶接材料を電極ワイヤとしてMIG溶接に適用したり、溶加材としてTIG溶接や酸素‐アセチレン溶接などに適用したりすることによって、Al−Si系合金から成る溶接金属中に晶出する共晶Si粒子を微細化することができ、高強度、高靭性を備えた溶接継手を形成することができるという極めて優れた効果がもたらされる。
【発明を実施するための最良の形態】
【0008】
以下、各種合金成分の限定理由と共に、本発明の実施の形態について、具体的に説明する。なお、本明細書において、「%」は、特記しない限り、質量百分率を意味するものとする。
【0009】
本発明のアルミニウム合金用溶接材料は、上記したように、4.5〜13.0%のSiと、10〜400ppmのSrを含有するものである(残部、実質的にAl)が、これら合金成分の限定理由について、以下に説明する。
【0010】
Si:4.5〜13.0%
Al合金中において、Siは、溶接時における溶融金属の湯流れ性の向上、及び継手強度の向上に有効な成分元素であるが、溶接材料中のSi含有量が4.5%未満の場合には、このような効果が小さく、逆にSi含有量が13%を超えた場合には、共晶Siの晶出量の増加や、あるいは初晶Siの晶出によって(Al−Si合金における共晶点:11.6%Si)、靭性が低下することから、4.5〜13.0%の範囲とすることが必要である。
【0011】
Sr:10〜400ppm
Srは、Al−Si系合金中に晶出する共晶Si粒子を微細化し、伸びや靭性、継手強度の向上に寄与する元素であるが、溶接材料中のSr含有量が10ppmに満たない場合には、このような効果が実質的に得られず、逆に溶接材料中のSr含有量が400ppmを超えた場合には、Alとの金属間化合物を形成して靭性が低下するため、Sr無添加の場合と同等の継手強度となってしまうことから、溶接材料中のSr含有量を10〜400ppmの範囲とする必要がある。
なお、Sr含有量については、150〜400ppmの範囲内とすることがさらに望ましく、このような範囲とすることによって、例えばMIG溶接による継手強度をより確実に向上させることができるようになる。
【0012】
また、上記Si及びSr以外の成分元素としては、例えばJIS Z3232に、A4043あるいはA4047として規定されているように、0.8%以下のFe、0.30%以下のCu、0.15%以下のMn、0.10%以下のMg、0.20%以下のZn、0.20%以下のTi等が許容され、これらの元素が本発明の「不可避不純物」に相当する。
【0013】
本発明のアルミニウム合金用溶接材料の具体的形態としては、例えば棒状のもの、連続したワイヤ状、あるいは粉末状、粒状のものとして各種の溶接に使用することが考えられる。
【0014】
すなわち、適当な長さ(例えば、1000mm)の棒状(例えば、1.6〜6.0mm径)とすることによって、酸素‐アセチレン溶接や、手動のTIG溶接(tungsten inert gas welding)などに溶加材(filler matal)として適用することができる。
【0015】
また、例えば、0.6〜6.4mm径程度の連続したワイヤをリールやスプールに整列巻きすることによって、MIG溶接(metal inert gas welding)における消耗電極ワイヤとして、あるいはTIG溶接の溶加材として、自動、半自動溶接に適用することができる。
また、電子ビーム溶接や、レーザ溶接などにおいて、溶加材としても使用することができる。
【0016】
さらには、粉末状や粒状(ワイヤをその径程度の長さに切断したものでもよい)にした当該溶接材料を溶接ラインに沿ってあらかじめ散布しておいたり、ノズルから溶融プール内に連続的に供給したりすることによって、溶加材として上記のような各種溶接方法に適用することも可能である。
【0017】
本発明のアルミニウム合金用溶接材料は、主に、JIS H4100に6000系として規定されるAl−Mg−Si系合金に適用することができる。
上記6000系アルミニウム合金は、機械的強度、耐食性共に良好で、構造用材料として広く用いられており、アルミサッシに多量に用いられている6063合金、鉄道車両や自動車用部材、陸上構造物、船舶などに使用されている6N01合金、少量のCuを添加して構造用鋼材に匹敵するほどの耐力を有する6061合金に適用することが可能である。なお、Al−Mg系合金へ適用した場合には、継手強度の上昇効果は認められなかった。
【実施例】
【0018】
以下、本発明を実施例に基づいて具体的に説明するが、本発明は、これら実施例によって何ら限定されるものではない。
【0019】
(溶接用ワイヤの作製)
表1に示すように、JIS Z3232に規定されるA4047WY及びA4043WYに相当する化学成分を有し、Sr含有量をそれぞれ変化させた6種類のアルミニウム合金を溶解してインゴットとしたのち、1.2mm径のワイヤ状アルミニウム合金用溶接材料を試作した。
【0020】
【表1】
【0021】
(重ね隅肉溶接継手の作製)
次に、上記表1に示した各溶接用ワイヤを用いて、JIS H4100に規定される6063合金から成る厚さ2.mmの板材(T1材)の重ね隅肉溶接継手を下記条件による交流パルスMIG溶接によって作製した。
溶接方法:自動MIG溶接(交流パルス法)
溶接電流:140A
溶接電圧:18V
溶接速度:0.75m/min
シールドガス:アルゴン
シールドガス流量:25L/min
溶接長:300mm
重ね代:40mm
【0022】
(継手強度)
上記により得られた各重ね隅肉溶接継手から、幅40mmの継手引張り試験片をそれぞれ採取し、引張試験によって継手強度を評価した。
図1は、継手強度試験結果をSr含有量を横軸にとって整理したものであって、この図から明らかなように、Sr添加量の増加に伴って継手強度が向上し、Srを160ppm添加した溶接材料(実施例2)において、Srを添加しない従来材料(比較例1)に較べて継手強度が約21%向上することが確認された。
【0023】
このように、所定量のSrを含有する実施例1〜4の溶接材料を使用することによって、高強度な溶接継手部を形成することが可能であり、溶接構造物全体の特性を向上させることができ、軽量化が要求される種々の分野においてアルミニウム合金材の適用範囲を拡げることができる。
【図面の簡単な説明】
【0024】
【図1】重ね隅肉溶接継手の継手強度に及ぼす溶接材料中のSr含有量との関係を示すグラフである。
【特許請求の範囲】
【請求項1】
質量比で、4.5〜13.0%のSiと共に、10〜400ppmのSrを含有し、残部Al及び不可避不純物から成ることを特徴とするアルミニウム合金用溶接材料。
【請求項2】
Sr含有量が150〜250ppmであることを特徴とする請求項1に記載のアルミニウム合金用溶接材料。
【請求項3】
請求項1又は2に記載の溶接材料を用いることを特徴とするアルミニウム合金の溶接方法。
【請求項1】
質量比で、4.5〜13.0%のSiと共に、10〜400ppmのSrを含有し、残部Al及び不可避不純物から成ることを特徴とするアルミニウム合金用溶接材料。
【請求項2】
Sr含有量が150〜250ppmであることを特徴とする請求項1に記載のアルミニウム合金用溶接材料。
【請求項3】
請求項1又は2に記載の溶接材料を用いることを特徴とするアルミニウム合金の溶接方法。
【図1】

【公開番号】特開2006−218491(P2006−218491A)
【公開日】平成18年8月24日(2006.8.24)
【国際特許分類】
【出願番号】特願2005−32677(P2005−32677)
【出願日】平成17年2月9日(2005.2.9)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(597128716)日軽産業株式会社 (9)
【Fターム(参考)】
【公開日】平成18年8月24日(2006.8.24)
【国際特許分類】
【出願日】平成17年2月9日(2005.2.9)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(597128716)日軽産業株式会社 (9)
【Fターム(参考)】
[ Back to top ]