
アルミニウム合金発泡体

【課題】 高張力鋼板製の衝撃エネルギ吸収部材に代替できるアルミニウム合金発泡体を提供することである。
【解決手段】 Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金を発泡させてなり、このアルミニウム合金発泡体の、発泡の平均粒径を5mm以下、相対密度を0.1以上とするとともに、発泡粒径の均一性の指標として、発泡の高輝度X線源を用いた透過粒径測定における標準偏差を2.0mm以下とし、アルミニウム合金発泡体のプラトー応力を4MPa以上とする。
【解決手段】 Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金を発泡させてなり、このアルミニウム合金発泡体の、発泡の平均粒径を5mm以下、相対密度を0.1以上とするとともに、発泡粒径の均一性の指標として、発泡の高輝度X線源を用いた透過粒径測定における標準偏差を2.0mm以下とし、アルミニウム合金発泡体のプラトー応力を4MPa以上とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、自動車の構造部材など、衝突時に圧縮の衝撃荷重を受けた際に変形して衝撃エネルギを吸収する、衝撃エネルギ吸収部材として用いられるアルミニウム合金発泡体に関するものである。
【背景技術】
【0002】
上記したような衝撃エネルギ吸収部材(クラッシュボックス)として、通常、自動車の構造部材には、閉断面を有する鋼製の中空部材が汎用されている。鋼製の中空部材は、軸方向や断面方向の圧縮の衝撃入力を受けると潰れ変形して、その衝撃エネルギを吸収する。この際、限られた変形量で、より大きなエネルギを吸収可能とするには、部材の寸法や肉厚を大きくすることが有効である。しかし、これは鋼製中空部材の体積や重量の増加を招いてしまい、燃費が悪化したり車両同士の衝突時における相手車両に与えるダメージが大きくなったりして好ましくない。また、軟鋼板に代わって、高強度鋼板(ハイテン)を使用して、鋼製中空部材の体積や重量の増加を抑制することも実際に行なわれているが、高強度鋼板は成形性が劣るため、部材形状が制約を受けることや、成形工程が増加することといった不都合がある。
【0003】
これに対して、近年では、これら衝撃エネルギ吸収部材として、リサイクル性の良好な発泡アルミニウムなどの発泡金属が注目されている。このクラッシュボックスは、発泡アルミニウムを角柱状の形状としたものである。そして、この角柱軸芯方向を衝突方向に一致させるように配置し、衝突時に圧縮応力を受けて圧壊することにより衝突エネルギを吸収し、乗員や構造体への衝撃を減少させるようにしたものである。
【0004】
このような発泡アルミニウムを用いたクラッシュボックスへの適用例としては、自動車車体のサイドメンバなどの構造部材として、断面形状が略円形状あるいは多角形状をなす鋼製の管体の中空部に、発泡アルミニウムを充填したものが知られている(特許文献1、2、3、4、5参照)。
【0005】
これは、一定の反力を示しつつ圧縮変形する発泡アルミニウムの特性を利用したものであって、管体の圧縮変形を制御することによって、衝撃エネルギの吸収能を高めることが可能になる。
【0006】
更に、発泡アルミニウム自体の衝撃エネルギ吸収能を高めるために、アルミニウム組成として、重量%で、Cu:0.1〜7%、Ca:0.2〜5%、Zn:0.1〜10%、Mg:0.1〜20%、Ti:0.1〜5%からなる群の1種又は2種以上を含み、残部がアルミニウム及び不可避的不純物からなるアルミニウム合金が、相対密度が0.20以下、平均気泡粒径が3.7mm以下とともに提案されている(特許文献6、7参照)。
【特許文献1】特開平8−164869号公報 (特許請求の範囲、図1)
【特許文献2】特開平11−59298号公報 (特許請求の範囲、図1)
【特許文献3】特開2003−19977号公報 (特許請求の範囲、図1)
【特許文献4】特開2003−28224号公報 (特許請求の範囲、図1)
【特許文献5】特開2004−108541号公報 (特許請求の範囲、図1)
【特許文献6】特開平11−302765号公報 (特許請求の範囲、図1)
【特許文献7】特開2000−328155号公報 (特許請求の範囲、図1)
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところが、上記したような鋼製の管体や中空部材の中空部に発泡アルミニウムを充填したタイプのクラッシュボックスは、その皮材としての鋼製の管体や中空部材によって、初期瞬間応力、即ち、荷重−変位関係(特性)における最大荷重が高くなるとともに、プラトー応力(圧縮変形の際の圧縮応力)の安定性にも欠けるという問題がある。このため、実際問題として、発泡アルミニウム自体の衝撃エネルギ吸収性を活かし得ていない。
【0008】
また、発泡アルミニウム単体としてのクラッシュボックスを想定した場合、上記したような従来技術の各発泡アルミニウムでは、プラトー応力が不足している。例えば、前記特許文献6、7のような、特定アルミニウム合金組成と、微細気泡および特定相対密度からなる、発泡アルミニウムでも、圧縮試験におけるプラトー応力は、その図面などで示している通り、2MPa程度しかない。
【0009】
即ち、前記したような従来の発泡アルミニウムでは、近年益々高くなっている、衝撃エネルギ吸収部材としての上記要求エネルギ吸収量に対応できていない。このため、発泡アルミニウム製構造部材は、軽量化の利点があっても、自動車などの高張力鋼板製の構造部材には代替できていない。
【0010】
例えば、近年の自動車の衝突安全基準としては、従来の5mile/h 程度の低速衝突から、16km/h、64km/hなどの中高速衝突に対応できる車体前面構造が求められるようになっている。即ち、このような中高速衝突でも、低速衝突時と同様に、自動車車体の左右のサイドメンバなどの構造部材が、軸方向の圧壊変形による衝突エネルギ吸収ができる設計が必要になってきている。
【0011】
これに対して、現在、一般的に使用されている440MPa級高張力鋼板製のクラッシュボックスでは、クラッシュボックスが50%変形するまでに6.0kJ/kg程度のエネルギー吸収量がある。このため、発泡アルミニウムが、このような高張力鋼板製のクラッシュボックスに代替できるようにするためには、発泡アルミニウム単体クラッシュボックスとして、高張力鋼板製クラッシュボックスと同等の体積を有することを前提に、高張力鋼板製クラッシュボックスと同等か、それ以上のエネルギー吸収量が必要である。なお、高張力鋼板製クラッシュボックスと同等の体積を有しなければ、発泡アルミニウムを高張力鋼板製クラッシュボックスに代替する軽量化の利点が生じない。
【0012】
前記した440MPa級高張力鋼板製のクラッシュボックスの、50%変形までの6.0kJ/kg程度のエネルギー吸収量の性能を、圧縮試験における圧縮応力(プラトー応力)としてみた場合、発泡アルミニウム単体としてプラトー応力が4MPa以上必要である。
【0013】
本発明はこのような課題を解決するためになされたものであって、高張力鋼板製の衝撃エネルギ吸収部材に代替できるアルミニウム合金発泡体を提供することである。
【課題を解決するための手段】
【0014】
この目的を達成するために、本発明のアルミニウム合金発泡体の要旨は、エネルギ吸収部材として用いられるアルミニウム合金発泡体であって、質量%で、Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金を発泡させてなり、発泡の平均粒径が5mm以下、相対密度が0.1以上であるとともに、発泡粒径の均一性の指標として、発泡の高輝度X線源を用いた透過粒径測定における標準偏差が2.0mm以下であり、アルミニウム合金発泡体のプラトー応力が4MPa以上であることとする。
【発明の効果】
【0015】
本発明者らは、前記した従来のアルミニウム合金発泡体(以下、発泡アルミニウムとも言う)のプラトー応力が低いのは、発泡粒径(気泡の粒径)の均一性が低いためであることを知見した。前記特許文献6、7のような、特定アルミニウム合金組成と微細気泡および特定相対密度からなるアルミニウム合金発泡体は、発泡粒径の均一性が低いために、プラトー応力が2MPa程度と低くなる。
【0016】
このように、発泡粒径(気泡の粒径)の均一性とアルミニウム合金発泡体の圧縮応力とは相関しており、アルミニウム合金発泡体の発泡粒径の均一性を高めるほど、アルミニウム合金発泡体のプラトー応力(圧縮試験における圧縮応力)を高めることができる。即ち、アルミニウム合金発泡体の発泡粒径の均一性を高めるほど、アルミニウム合金発泡体単体製クラッシュボックスのエネルギ吸収量と、初期最大瞬間応力とを高めることができる。
【0017】
因みに、通常の発泡アルミニウムの製法では、発泡粒径を平均粒径として微細化させても、必然的に、比較的大きな発泡と比較的小さな発泡とが混在して、不均一に生じる。このため、従来の実際に製造された発泡アルミニウムは、比較的大きな発泡と比較的小さな発泡とが混在する、発泡粒径の均一性が、本発明に比して、必然的に低いものとならざるを得ない。
【0018】
このため、本発明のように、特定合金組成からなる発泡アルミニウムの発泡粒径を、平均粒径として微細気泡化した上で、上記発泡粒径の大小の差が少ない、均一性を有する発泡とするためには、後述する通り、特別な製造方法が必要である。
【0019】
また、従来において、発泡アルミニウムのプラトー応力と、発泡粒径(気泡の粒径)の均一性との関係が認識されていなかったのは、測定方法の限界にもよる。通常、発泡粒径の均一性を測定、評価するためには、発泡アルミニウムの断面を観察して、各発泡の粒径を測定する、断面測定法が用いられる。しかし、この方法により、発泡アルミニウムの断面を観察する場合は、実際の発泡アルミニウムの断面との誤差乃至乖離が避け難い。
【0020】
即ち、断面測定法により発泡アルミニウムの断面を観察するためには、発泡アルミニウム試料を切断する必要があり、この際に、各発泡を互いに仕切るセル(壁)が数多く破壊される。このため、このまま測定しては、実際の発泡アルミニウムの発泡粒径に比して、誤差が大きくなるので、破壊されたセル(壁)と、元の破壊される前のセルとを想定(想像)して補正する。しかし、これとて、実際に試料切断により破壊されたセルか、元々セルが無い空間(大きな発泡)かは、明確な判別が難しい。したがって、このような補正を行なう場合と行なわない場合とでの差は著しく大きくなる。そして、このような補正を行なう場合と行なわない場合とのいずれが事実に近いのかも判別し難い。したがって、前記した通り、実際の発泡アルミニウムの断面との誤差乃至乖離が避け難い。
【0021】
これに対して、本発明では、発泡粒径の均一性の指標として、新たに、高輝度X線源を用いた透過粒径測定における標準偏差を用いる。高輝度X線源を用いた場合、X線による発泡の透過観察のため、上記断面測定法のように発泡アルミニウムの断面を切断して観察する必要がない。このため、非破壊で、発泡アルミニウム試料の発泡粒径の均一性を測定、評価できる。
【0022】
本発明では、更に、この高輝度X線源を用いた透過粒径測定における、発泡の標準偏差と、発泡アルミニウムの圧縮試験における圧縮応力(プラトー応力)との関係を、定量的に把握した。そして、発泡アルミニウムのプラトー応力を4MPa以上とするためには、発泡の標準偏差を2.0mm以下とする必要があることを特定した。
【0023】
このように、本発明によれば、高張力鋼板製の構造部材に代替可能な、高い衝撃エネルギ吸収量を達成できる、アルミニウム合金発泡体を提供できる。
【発明を実施するための最良の形態】
【0024】
(発泡の平均粒径)
本発明では、前提的な要件として、アルミニウム合金発泡体の発泡径(気泡径、あるいは気泡粒径)を制御し、平均粒径を5mm以下とする。発泡の平均粒径を5mm以下とすることにより、発泡粒径の均一性が保障される。アルミニウム合金発泡体の発泡の平均粒径が5mmを超えた場合、発泡粒径を均一とすることが困難となるとともに、圧縮強度や衝撃吸収特性が低下する。
【0025】
発泡の平均粒径は、発泡粒径の均一性と同様に、後述する発泡の高輝度X線源を用いた透過粒径測定法によって測定でき、視野内の粒径を平均化して求められる。発泡の平均粒径の測定は、1試料につき3箇所行い、その平均をとる。
【0026】
(発泡粒径の均一性)
本発明では、発泡粒径の均一性の指標として、アルミニウム合金発泡体の発泡の高輝度X線源を用いた透過粒径測定における標準偏差を2.0mm以下と規定する。この標準偏差が2.0mmを超えた場合、アルミニウム合金発泡体のプラトー応力を4MPa以上とすることができない。
【0027】
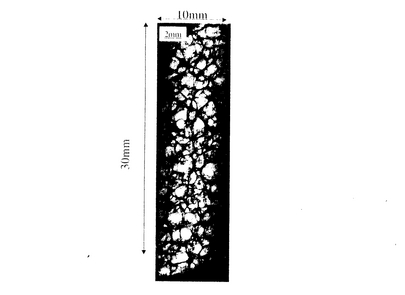
透過粒径測定における高輝度X線源はSPring8の産業界ビームラインBL16B2などを用いる。そして、粒径測定のための撮影視野面積が必要なため、パノラマ撮影を行なうことが好ましい。発泡の平均粒径が5mm以下であれば、このパノラマ撮影により、10×30mm程度の視野と、十分な測定発泡セル数が確保できる。このパノラマ撮影映像を、トレース法と画像解析ソフトを用いて、円換算の発泡粒径を決定し、発泡粒径の標準偏差を求める。図1に、実際に撮影したアルミニウム合金発泡体の発泡(10×30mm程度の視野)のパノラマ撮影映像を、図面代用写真として示す。
【0028】
(プラトー応力)
本発明では、アルミニウム合金発泡体のプラトー応力(圧縮試験における圧縮応力)を4MPa以上と規定する。プラトー応力が4MPa未満では、高張力鋼板製クラッシュボックスと同等の体積を有することを前提に、高張力鋼板製クラッシュボックスと同等か、それ以上のエネルギ吸収量が確保できない。具体的には、クラッシュボックスが50%変形するまでに、6.0kJ/kg程度のエネルギ吸収量が確保できない。
【0029】
(発泡セル壁の平均硬さ)
このような、アルミニウム合金発泡体のプラトー応力を確実に得るためには、上記発泡粒径の微細化や、発泡粒径の均一性とともに、発泡のセル壁の平均硬さを60Hv以上と硬くすることが好ましい。発泡のセル壁の平均硬さを60Hv未満では、上記発泡粒径の微細化や、発泡粒径の均一性を果たしても、アルミニウム合金発泡体の前記プラトー応力が得られない可能性がある。
【0030】
(発泡体の相対密度)
更に、アルミニウム合金発泡体のプラトー応力を得るための条件として、上記発泡粒径の微細化や、発泡粒径の均一性とともに、発泡体(発泡)の相対密度を0.1以上とすることが好ましい。発泡体の相対密度が0.1未満では、上記発泡粒径の微細化や、発泡粒径の均一性を果たしても、アルミニウム合金発泡体の前記プラトー応力が得られない可能性がある。発泡体の相対密度の上限は特に規定しないが、相対密度が高いほど重量が大きくなり、自動車などの軽量化に対する寄与が小さくなる。用途によっては、軽量化効果よりも変形応力が高い方が要求される場合もあるので、1.0以下が好ましい。なお、この発泡体の相対密度は、合金組成や製造条件、設備条件などに応じて、発泡剤(TiH2 )の添加量を調整して制御する。相対密度は、発泡体から50×50×50mm(125cm3 )の試料を切り出し、この試料の重量を測定して、水の相当体積125cm3 =125gで割って求める。
【0031】
(発泡用アルミニウム合金組成)
アルミニウム合金発泡体の、エネルギ吸収部材として必要強度やエネルギ吸収能などの特性を満たすとともに、発泡の均一性にも関わる、発泡用アルミニウム合金組成を以下に説明する。本発明において、発泡用アルミニウム合金の組成は、前記プラトー応力など、発泡体としての必要特性を満たすために、質量%で、Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるものとする。
【0032】
(Zn)
Znは、Mgと共存した際に強度向上に有効な元素でもあるが、凝固収縮する作用があり、セル壁の一部に膜厚の薄い部分を形成させ、圧縮変形能を高める作用がある。この作用を発揮させるためには、1.0%以上の含有が必要である。しかし、20.0%を超えて過度に含有すると、発泡アルミニウムの気泡粒径の安定化を阻害し、気泡が粗くなってしまい、圧縮強度を低下させる。従って、Znの含有量は1.0〜20.0%の範囲とする。
【0033】
(Ca)
Caは、発泡アルミニウムの製造時におけるアルミニウム合金溶湯の粘性を増加させ、かつ気泡を安定化させて、発泡体を均質にするとともに、発泡の微細化、均一性を達成するための、発泡作用を有する。その効果を得るためには、少なくとも0.1%以上の含有が必要である。一方、5.0%を超えて過度に含有すると、溶湯の粘性を過度に高め、溶湯の流動性を著しく低下させ、発泡剤の分散が困難となり、却って、発泡の微細化、均一性が阻害され、圧縮強度を低下させる。従って、Caの含有量は0.1〜5.0%の範囲とする。
【0034】
(Mg)
Mgは、強度向上に有効な元素であり、また、上記した通り、Znと共同して発泡アルミニウムの製造時に、溶湯の粘性を増加させ、かつ気泡を安定化させて、発泡体を均質にする作用を有する。その効果を得るためには、Mgを少なくとも0.1%以上含有する必要がある。一方、5.0%を超えて過度に含有すると、溶湯の粘性を過度に高め、溶湯の流動性を著しく低下させ、発泡剤の分散が困難となり、却って、発泡の微細化、均一性が阻害され、圧縮強度を低下させる。したがって、Mg含有量は0.1〜5.0%の範囲とする。
【0035】
(Ti)
Tiは、発泡アルミニウムの強度向上に有効な元素である。その効果を引き出すためには、少なくとも0.1%以上の含有が必要である。一方、5.0%を超えて過度に含有すると、溶湯の流動性を低下させ、晶出することにより、アルミニウムを脆くする。したがって、Tiの含有量は0.1〜5.0%の範囲とする。
【0036】
なお、Cuは発泡過程での発泡粒径の均一性を阻害する可能性がある。このため、本発明ではCuは不純物であり、Cu含有量は極力少ない方が好ましい。また、この他の元素も不純物であり、含有量が極力少ない方が好ましい。ただ、この他の元素の含有量を下げるための溶解、精錬など、発泡アルミニウム製造上のコストの問題もあり、発泡アルミニウムの特性を低下させない、通常の発泡アルミニウムにおける不純物量範囲、不純物レベルでの含有は許容する。
【0037】
(製造条件)
次に、本発明発泡アルミニウムを製造するための、好ましい製造条件について以下に説明する。本発明では、発泡アルミニウムの製造工程自体は、従来と同様である。但し、前記した通り、特定合金組成からなる発泡アルミニウムの発泡粒径を、平均粒径として微細気泡化した上で、上記発泡粒径の大小の差が少ない、均一性を有する発泡とするためには、後述する通り、特に、炉から鋳型を出した後に(発泡完了後に)強制空冷にて急冷することが必要である。
【0038】
先ず、溶解炉内で、工業用純アルミニウムに対し、上記Zn:1.0〜20.0%、Mg:0.1〜5.0%などの合金成分元素と、カルシウム0.1〜5.0%を添加し、大気中で溶湯を例えば約5分程度攪拌して増粘させる。
【0039】
そして、この増粘後の溶湯を600〜700℃の大気溶解炉中の鋳型に注湯した後、水素化チタンを所定量添加する。その後、例えば1〜10分間攪拌した後、攪拌機を取り除き、鋳型を前記温度範囲の大気溶解炉内で、1〜10分間程度保持して発泡を完了させる。
【0040】
この保持後に、炉から鋳型を出し、強制空冷にて急冷する。この際の冷却速度は0.2℃/sec以上とすることが好ましい。従来は、炉から鋳型を出した後、放冷乃至緩冷するため、冷却速度は0.2℃/sec未満となって、実際に製造された発泡アルミニウムは、比較的大きな発泡と比較的小さな発泡とが混在するものとなり、発泡粒径の均一性が、本発明に比して、必然的に低くなる。
【0041】
この急冷の際、室温まで急冷するか、または、約100〜200℃の範囲まで急冷した後、約100〜200℃の範囲で10分以上保持する熱処理を行なう。後者の熱処理の方が、前者の室温までの急冷よりも、発泡のセル壁の平均硬さを60Hv以上と、確実に硬くすることができる。
【0042】
このような冷却後に、鋳型から発泡体を取り出し、機械加工して、角柱や角形など、所望形状の製品アルミニウム合金発泡体とする。
【実施例】
【0043】
以下に本発明の実施例を説明する。表2に示す発泡後の冷却速度や冷却停止温度を変えて、表1に示す各化学成分組成のアルミニウム合金発泡体を製造し、圧縮強度特性を評価した。
【0044】
具体的には、先ず、溶解炉内で、工業用純アルミニウムに対し、Zn、Mg、Caなどの合金成分元素を添加し、大気中で溶湯を約5分程度攪拌して増粘させた。そして、この増粘後の溶湯を、約700℃の大気溶解炉中の鋳型に注湯した後、水素化チタンをTiとして0.1〜5.0%程度添加した。その後、約2分間攪拌した後、攪拌機を取り除き、鋳型を前記約700℃の大気溶解炉内で、約4分間程度保持して発泡を完了させた。
【0045】
この保持後に、炉から鋳型を出し、強制空冷して急冷した。表2に各冷却速度を示す。この急冷の際、室温まで急冷するか、または、表2に示す冷却停止温度で、所定時間保持する熱処理を行なった。このような冷却後に、鋳型から発泡体を取り出し、製品アルミニウム合金発泡体とした。
【0046】
これらアルミニウム合金発泡体から、機械加工にて、高さ50mm×幅50mm×長さ10mmの試験片を切り出し、発泡の平均粒径と発泡粒径の標準偏差(均一性)とを、前記した、高輝度X線源を用いた透過粒径測定法によって測定、評価した。この際、通常の発泡アルミニウムの断面を観察して各発泡の粒径を測定する、断面測定法による発泡の平均粒径も参考までに求めた。
また、これらアルミニウム合金発泡体の相対密度を前記した方法で求めた。そして、発泡セル壁の硬さも、マイクロビッカース硬度計にて、50gの荷重を加えて5箇所行い、それらの平均値として求めた。
【0047】
更に、前記アルミニウム合金発泡体から、機械加工にて、高さ50mm×幅50mm×長さ50mmの試験片を切り出し、圧縮試験機を用いて長手方向に圧縮した際のプラトー応力を求めた。これらの結果も表2に示す。
【0048】
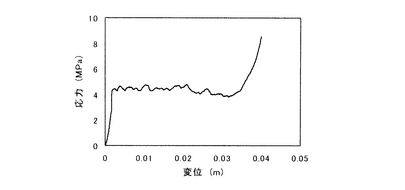
表1、2から明らかな通り、本発明組成内のアルミニウム合金A〜Dである発明例1〜6は、発泡の平均粒径が5mm以下であるとともに、発泡粒径の均一性の指標としての高輝度X線源を用いた透過粒径測定における標準偏差が2.0mm以下である。また、発泡体の相対密度も0.1以上である。この結果、発明例1〜6は、アルミニウム合金発泡体のプラトー応力が4MPa以上である。因みに、発明例1のプラトー応力−変位特性を図2に示す。
【0049】
ただ、同じ合金AとB同士の比較において、室温まで急冷した発明例1は発泡のセル壁の平均硬さが50HV程度であり、表2に示す冷却停止温度で所定時間保持する熱処理を行なった発明例2の発泡のセル壁の平均硬さ76HVに比して、発泡のセル壁の平均硬さが比較的低い。このため、圧縮試験における圧縮応力も発明例2に比して比較的低い。また、同様に、室温まで急冷した発明例3は発泡のセル壁の平均硬さが55HV程度であり、表2に示す冷却停止温度で所定時間保持する熱処理を行なった発明例4の発泡のセル壁の平均硬さ73HVに比して、発泡のセル壁の平均硬さが比較的低い。このため、圧縮試験における圧縮応力も発明例4に比して比較的低い。
【0050】
これに対して、比較例7は、本発明組成内のアルミニウム合金Aであるが、従来同様、発泡後に発泡体を急冷ではなく、室温まで放冷している。このため、発泡粒径の標準偏差が2.0mmを超え、圧縮応力が4MPa未満と低い。
【0051】
比較例8〜15は、発明例のように急冷後、所定冷却停止温度で所定時間保持する熱処理を行なっているが、表1におけるE〜Lまでの合金組成を用いており、Zn、Ca、Ti、Mgの含有量が、各々、本発明組成の下限、上限に外れている。このため、表2に示す冷却停止温度で所定時間保持する熱処理を行なっているにもかかわらず、発泡粒径の標準偏差が2.0mmを超え、圧縮応力が4MPa未満と低い。
【0052】
また、前記通常の断面測定法による発泡の平均粒径では、本発明の発泡粒径の標準偏差に比して、発明例と比較例とに、圧縮応力に対応した明確な相関関係が認められないことが分かる。以上の結果から、本発明アルミニウム合金発泡体における各要件の意義と好ましい製造条件の意義とが裏付けられる。
【0053】
【表1】

【0054】
【表2】
【産業上の利用可能性】
【0055】
以上説明したように、本発明によれば、高張力鋼板製の衝撃エネルギ吸収部材に代替できるアルミニウム合金発泡体を提供することができる。この結果、自動車の構造部材など、衝突時に圧縮の衝撃荷重を受けた際に変形して衝撃エネルギを吸収する、衝撃エネルギ吸収部材に適用することができる。
【図面の簡単な説明】
【0056】
【図1】本発明アルミニウム合金発泡体の発泡の映像を示す、図面代用写真である。
【図2】本発明アルミニウム合金発泡体の応力−変位特性を示す、説明図である。
【技術分野】
【0001】
本発明は、例えば、自動車の構造部材など、衝突時に圧縮の衝撃荷重を受けた際に変形して衝撃エネルギを吸収する、衝撃エネルギ吸収部材として用いられるアルミニウム合金発泡体に関するものである。
【背景技術】
【0002】
上記したような衝撃エネルギ吸収部材(クラッシュボックス)として、通常、自動車の構造部材には、閉断面を有する鋼製の中空部材が汎用されている。鋼製の中空部材は、軸方向や断面方向の圧縮の衝撃入力を受けると潰れ変形して、その衝撃エネルギを吸収する。この際、限られた変形量で、より大きなエネルギを吸収可能とするには、部材の寸法や肉厚を大きくすることが有効である。しかし、これは鋼製中空部材の体積や重量の増加を招いてしまい、燃費が悪化したり車両同士の衝突時における相手車両に与えるダメージが大きくなったりして好ましくない。また、軟鋼板に代わって、高強度鋼板(ハイテン)を使用して、鋼製中空部材の体積や重量の増加を抑制することも実際に行なわれているが、高強度鋼板は成形性が劣るため、部材形状が制約を受けることや、成形工程が増加することといった不都合がある。
【0003】
これに対して、近年では、これら衝撃エネルギ吸収部材として、リサイクル性の良好な発泡アルミニウムなどの発泡金属が注目されている。このクラッシュボックスは、発泡アルミニウムを角柱状の形状としたものである。そして、この角柱軸芯方向を衝突方向に一致させるように配置し、衝突時に圧縮応力を受けて圧壊することにより衝突エネルギを吸収し、乗員や構造体への衝撃を減少させるようにしたものである。
【0004】
このような発泡アルミニウムを用いたクラッシュボックスへの適用例としては、自動車車体のサイドメンバなどの構造部材として、断面形状が略円形状あるいは多角形状をなす鋼製の管体の中空部に、発泡アルミニウムを充填したものが知られている(特許文献1、2、3、4、5参照)。
【0005】
これは、一定の反力を示しつつ圧縮変形する発泡アルミニウムの特性を利用したものであって、管体の圧縮変形を制御することによって、衝撃エネルギの吸収能を高めることが可能になる。
【0006】
更に、発泡アルミニウム自体の衝撃エネルギ吸収能を高めるために、アルミニウム組成として、重量%で、Cu:0.1〜7%、Ca:0.2〜5%、Zn:0.1〜10%、Mg:0.1〜20%、Ti:0.1〜5%からなる群の1種又は2種以上を含み、残部がアルミニウム及び不可避的不純物からなるアルミニウム合金が、相対密度が0.20以下、平均気泡粒径が3.7mm以下とともに提案されている(特許文献6、7参照)。
【特許文献1】特開平8−164869号公報 (特許請求の範囲、図1)
【特許文献2】特開平11−59298号公報 (特許請求の範囲、図1)
【特許文献3】特開2003−19977号公報 (特許請求の範囲、図1)
【特許文献4】特開2003−28224号公報 (特許請求の範囲、図1)
【特許文献5】特開2004−108541号公報 (特許請求の範囲、図1)
【特許文献6】特開平11−302765号公報 (特許請求の範囲、図1)
【特許文献7】特開2000−328155号公報 (特許請求の範囲、図1)
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところが、上記したような鋼製の管体や中空部材の中空部に発泡アルミニウムを充填したタイプのクラッシュボックスは、その皮材としての鋼製の管体や中空部材によって、初期瞬間応力、即ち、荷重−変位関係(特性)における最大荷重が高くなるとともに、プラトー応力(圧縮変形の際の圧縮応力)の安定性にも欠けるという問題がある。このため、実際問題として、発泡アルミニウム自体の衝撃エネルギ吸収性を活かし得ていない。
【0008】
また、発泡アルミニウム単体としてのクラッシュボックスを想定した場合、上記したような従来技術の各発泡アルミニウムでは、プラトー応力が不足している。例えば、前記特許文献6、7のような、特定アルミニウム合金組成と、微細気泡および特定相対密度からなる、発泡アルミニウムでも、圧縮試験におけるプラトー応力は、その図面などで示している通り、2MPa程度しかない。
【0009】
即ち、前記したような従来の発泡アルミニウムでは、近年益々高くなっている、衝撃エネルギ吸収部材としての上記要求エネルギ吸収量に対応できていない。このため、発泡アルミニウム製構造部材は、軽量化の利点があっても、自動車などの高張力鋼板製の構造部材には代替できていない。
【0010】
例えば、近年の自動車の衝突安全基準としては、従来の5mile/h 程度の低速衝突から、16km/h、64km/hなどの中高速衝突に対応できる車体前面構造が求められるようになっている。即ち、このような中高速衝突でも、低速衝突時と同様に、自動車車体の左右のサイドメンバなどの構造部材が、軸方向の圧壊変形による衝突エネルギ吸収ができる設計が必要になってきている。
【0011】
これに対して、現在、一般的に使用されている440MPa級高張力鋼板製のクラッシュボックスでは、クラッシュボックスが50%変形するまでに6.0kJ/kg程度のエネルギー吸収量がある。このため、発泡アルミニウムが、このような高張力鋼板製のクラッシュボックスに代替できるようにするためには、発泡アルミニウム単体クラッシュボックスとして、高張力鋼板製クラッシュボックスと同等の体積を有することを前提に、高張力鋼板製クラッシュボックスと同等か、それ以上のエネルギー吸収量が必要である。なお、高張力鋼板製クラッシュボックスと同等の体積を有しなければ、発泡アルミニウムを高張力鋼板製クラッシュボックスに代替する軽量化の利点が生じない。
【0012】
前記した440MPa級高張力鋼板製のクラッシュボックスの、50%変形までの6.0kJ/kg程度のエネルギー吸収量の性能を、圧縮試験における圧縮応力(プラトー応力)としてみた場合、発泡アルミニウム単体としてプラトー応力が4MPa以上必要である。
【0013】
本発明はこのような課題を解決するためになされたものであって、高張力鋼板製の衝撃エネルギ吸収部材に代替できるアルミニウム合金発泡体を提供することである。
【課題を解決するための手段】
【0014】
この目的を達成するために、本発明のアルミニウム合金発泡体の要旨は、エネルギ吸収部材として用いられるアルミニウム合金発泡体であって、質量%で、Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金を発泡させてなり、発泡の平均粒径が5mm以下、相対密度が0.1以上であるとともに、発泡粒径の均一性の指標として、発泡の高輝度X線源を用いた透過粒径測定における標準偏差が2.0mm以下であり、アルミニウム合金発泡体のプラトー応力が4MPa以上であることとする。
【発明の効果】
【0015】
本発明者らは、前記した従来のアルミニウム合金発泡体(以下、発泡アルミニウムとも言う)のプラトー応力が低いのは、発泡粒径(気泡の粒径)の均一性が低いためであることを知見した。前記特許文献6、7のような、特定アルミニウム合金組成と微細気泡および特定相対密度からなるアルミニウム合金発泡体は、発泡粒径の均一性が低いために、プラトー応力が2MPa程度と低くなる。
【0016】
このように、発泡粒径(気泡の粒径)の均一性とアルミニウム合金発泡体の圧縮応力とは相関しており、アルミニウム合金発泡体の発泡粒径の均一性を高めるほど、アルミニウム合金発泡体のプラトー応力(圧縮試験における圧縮応力)を高めることができる。即ち、アルミニウム合金発泡体の発泡粒径の均一性を高めるほど、アルミニウム合金発泡体単体製クラッシュボックスのエネルギ吸収量と、初期最大瞬間応力とを高めることができる。
【0017】
因みに、通常の発泡アルミニウムの製法では、発泡粒径を平均粒径として微細化させても、必然的に、比較的大きな発泡と比較的小さな発泡とが混在して、不均一に生じる。このため、従来の実際に製造された発泡アルミニウムは、比較的大きな発泡と比較的小さな発泡とが混在する、発泡粒径の均一性が、本発明に比して、必然的に低いものとならざるを得ない。
【0018】
このため、本発明のように、特定合金組成からなる発泡アルミニウムの発泡粒径を、平均粒径として微細気泡化した上で、上記発泡粒径の大小の差が少ない、均一性を有する発泡とするためには、後述する通り、特別な製造方法が必要である。
【0019】
また、従来において、発泡アルミニウムのプラトー応力と、発泡粒径(気泡の粒径)の均一性との関係が認識されていなかったのは、測定方法の限界にもよる。通常、発泡粒径の均一性を測定、評価するためには、発泡アルミニウムの断面を観察して、各発泡の粒径を測定する、断面測定法が用いられる。しかし、この方法により、発泡アルミニウムの断面を観察する場合は、実際の発泡アルミニウムの断面との誤差乃至乖離が避け難い。
【0020】
即ち、断面測定法により発泡アルミニウムの断面を観察するためには、発泡アルミニウム試料を切断する必要があり、この際に、各発泡を互いに仕切るセル(壁)が数多く破壊される。このため、このまま測定しては、実際の発泡アルミニウムの発泡粒径に比して、誤差が大きくなるので、破壊されたセル(壁)と、元の破壊される前のセルとを想定(想像)して補正する。しかし、これとて、実際に試料切断により破壊されたセルか、元々セルが無い空間(大きな発泡)かは、明確な判別が難しい。したがって、このような補正を行なう場合と行なわない場合とでの差は著しく大きくなる。そして、このような補正を行なう場合と行なわない場合とのいずれが事実に近いのかも判別し難い。したがって、前記した通り、実際の発泡アルミニウムの断面との誤差乃至乖離が避け難い。
【0021】
これに対して、本発明では、発泡粒径の均一性の指標として、新たに、高輝度X線源を用いた透過粒径測定における標準偏差を用いる。高輝度X線源を用いた場合、X線による発泡の透過観察のため、上記断面測定法のように発泡アルミニウムの断面を切断して観察する必要がない。このため、非破壊で、発泡アルミニウム試料の発泡粒径の均一性を測定、評価できる。
【0022】
本発明では、更に、この高輝度X線源を用いた透過粒径測定における、発泡の標準偏差と、発泡アルミニウムの圧縮試験における圧縮応力(プラトー応力)との関係を、定量的に把握した。そして、発泡アルミニウムのプラトー応力を4MPa以上とするためには、発泡の標準偏差を2.0mm以下とする必要があることを特定した。
【0023】
このように、本発明によれば、高張力鋼板製の構造部材に代替可能な、高い衝撃エネルギ吸収量を達成できる、アルミニウム合金発泡体を提供できる。
【発明を実施するための最良の形態】
【0024】
(発泡の平均粒径)
本発明では、前提的な要件として、アルミニウム合金発泡体の発泡径(気泡径、あるいは気泡粒径)を制御し、平均粒径を5mm以下とする。発泡の平均粒径を5mm以下とすることにより、発泡粒径の均一性が保障される。アルミニウム合金発泡体の発泡の平均粒径が5mmを超えた場合、発泡粒径を均一とすることが困難となるとともに、圧縮強度や衝撃吸収特性が低下する。
【0025】
発泡の平均粒径は、発泡粒径の均一性と同様に、後述する発泡の高輝度X線源を用いた透過粒径測定法によって測定でき、視野内の粒径を平均化して求められる。発泡の平均粒径の測定は、1試料につき3箇所行い、その平均をとる。
【0026】
(発泡粒径の均一性)
本発明では、発泡粒径の均一性の指標として、アルミニウム合金発泡体の発泡の高輝度X線源を用いた透過粒径測定における標準偏差を2.0mm以下と規定する。この標準偏差が2.0mmを超えた場合、アルミニウム合金発泡体のプラトー応力を4MPa以上とすることができない。
【0027】
透過粒径測定における高輝度X線源はSPring8の産業界ビームラインBL16B2などを用いる。そして、粒径測定のための撮影視野面積が必要なため、パノラマ撮影を行なうことが好ましい。発泡の平均粒径が5mm以下であれば、このパノラマ撮影により、10×30mm程度の視野と、十分な測定発泡セル数が確保できる。このパノラマ撮影映像を、トレース法と画像解析ソフトを用いて、円換算の発泡粒径を決定し、発泡粒径の標準偏差を求める。図1に、実際に撮影したアルミニウム合金発泡体の発泡(10×30mm程度の視野)のパノラマ撮影映像を、図面代用写真として示す。
【0028】
(プラトー応力)
本発明では、アルミニウム合金発泡体のプラトー応力(圧縮試験における圧縮応力)を4MPa以上と規定する。プラトー応力が4MPa未満では、高張力鋼板製クラッシュボックスと同等の体積を有することを前提に、高張力鋼板製クラッシュボックスと同等か、それ以上のエネルギ吸収量が確保できない。具体的には、クラッシュボックスが50%変形するまでに、6.0kJ/kg程度のエネルギ吸収量が確保できない。
【0029】
(発泡セル壁の平均硬さ)
このような、アルミニウム合金発泡体のプラトー応力を確実に得るためには、上記発泡粒径の微細化や、発泡粒径の均一性とともに、発泡のセル壁の平均硬さを60Hv以上と硬くすることが好ましい。発泡のセル壁の平均硬さを60Hv未満では、上記発泡粒径の微細化や、発泡粒径の均一性を果たしても、アルミニウム合金発泡体の前記プラトー応力が得られない可能性がある。
【0030】
(発泡体の相対密度)
更に、アルミニウム合金発泡体のプラトー応力を得るための条件として、上記発泡粒径の微細化や、発泡粒径の均一性とともに、発泡体(発泡)の相対密度を0.1以上とすることが好ましい。発泡体の相対密度が0.1未満では、上記発泡粒径の微細化や、発泡粒径の均一性を果たしても、アルミニウム合金発泡体の前記プラトー応力が得られない可能性がある。発泡体の相対密度の上限は特に規定しないが、相対密度が高いほど重量が大きくなり、自動車などの軽量化に対する寄与が小さくなる。用途によっては、軽量化効果よりも変形応力が高い方が要求される場合もあるので、1.0以下が好ましい。なお、この発泡体の相対密度は、合金組成や製造条件、設備条件などに応じて、発泡剤(TiH2 )の添加量を調整して制御する。相対密度は、発泡体から50×50×50mm(125cm3 )の試料を切り出し、この試料の重量を測定して、水の相当体積125cm3 =125gで割って求める。
【0031】
(発泡用アルミニウム合金組成)
アルミニウム合金発泡体の、エネルギ吸収部材として必要強度やエネルギ吸収能などの特性を満たすとともに、発泡の均一性にも関わる、発泡用アルミニウム合金組成を以下に説明する。本発明において、発泡用アルミニウム合金の組成は、前記プラトー応力など、発泡体としての必要特性を満たすために、質量%で、Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるものとする。
【0032】
(Zn)
Znは、Mgと共存した際に強度向上に有効な元素でもあるが、凝固収縮する作用があり、セル壁の一部に膜厚の薄い部分を形成させ、圧縮変形能を高める作用がある。この作用を発揮させるためには、1.0%以上の含有が必要である。しかし、20.0%を超えて過度に含有すると、発泡アルミニウムの気泡粒径の安定化を阻害し、気泡が粗くなってしまい、圧縮強度を低下させる。従って、Znの含有量は1.0〜20.0%の範囲とする。
【0033】
(Ca)
Caは、発泡アルミニウムの製造時におけるアルミニウム合金溶湯の粘性を増加させ、かつ気泡を安定化させて、発泡体を均質にするとともに、発泡の微細化、均一性を達成するための、発泡作用を有する。その効果を得るためには、少なくとも0.1%以上の含有が必要である。一方、5.0%を超えて過度に含有すると、溶湯の粘性を過度に高め、溶湯の流動性を著しく低下させ、発泡剤の分散が困難となり、却って、発泡の微細化、均一性が阻害され、圧縮強度を低下させる。従って、Caの含有量は0.1〜5.0%の範囲とする。
【0034】
(Mg)
Mgは、強度向上に有効な元素であり、また、上記した通り、Znと共同して発泡アルミニウムの製造時に、溶湯の粘性を増加させ、かつ気泡を安定化させて、発泡体を均質にする作用を有する。その効果を得るためには、Mgを少なくとも0.1%以上含有する必要がある。一方、5.0%を超えて過度に含有すると、溶湯の粘性を過度に高め、溶湯の流動性を著しく低下させ、発泡剤の分散が困難となり、却って、発泡の微細化、均一性が阻害され、圧縮強度を低下させる。したがって、Mg含有量は0.1〜5.0%の範囲とする。
【0035】
(Ti)
Tiは、発泡アルミニウムの強度向上に有効な元素である。その効果を引き出すためには、少なくとも0.1%以上の含有が必要である。一方、5.0%を超えて過度に含有すると、溶湯の流動性を低下させ、晶出することにより、アルミニウムを脆くする。したがって、Tiの含有量は0.1〜5.0%の範囲とする。
【0036】
なお、Cuは発泡過程での発泡粒径の均一性を阻害する可能性がある。このため、本発明ではCuは不純物であり、Cu含有量は極力少ない方が好ましい。また、この他の元素も不純物であり、含有量が極力少ない方が好ましい。ただ、この他の元素の含有量を下げるための溶解、精錬など、発泡アルミニウム製造上のコストの問題もあり、発泡アルミニウムの特性を低下させない、通常の発泡アルミニウムにおける不純物量範囲、不純物レベルでの含有は許容する。
【0037】
(製造条件)
次に、本発明発泡アルミニウムを製造するための、好ましい製造条件について以下に説明する。本発明では、発泡アルミニウムの製造工程自体は、従来と同様である。但し、前記した通り、特定合金組成からなる発泡アルミニウムの発泡粒径を、平均粒径として微細気泡化した上で、上記発泡粒径の大小の差が少ない、均一性を有する発泡とするためには、後述する通り、特に、炉から鋳型を出した後に(発泡完了後に)強制空冷にて急冷することが必要である。
【0038】
先ず、溶解炉内で、工業用純アルミニウムに対し、上記Zn:1.0〜20.0%、Mg:0.1〜5.0%などの合金成分元素と、カルシウム0.1〜5.0%を添加し、大気中で溶湯を例えば約5分程度攪拌して増粘させる。
【0039】
そして、この増粘後の溶湯を600〜700℃の大気溶解炉中の鋳型に注湯した後、水素化チタンを所定量添加する。その後、例えば1〜10分間攪拌した後、攪拌機を取り除き、鋳型を前記温度範囲の大気溶解炉内で、1〜10分間程度保持して発泡を完了させる。
【0040】
この保持後に、炉から鋳型を出し、強制空冷にて急冷する。この際の冷却速度は0.2℃/sec以上とすることが好ましい。従来は、炉から鋳型を出した後、放冷乃至緩冷するため、冷却速度は0.2℃/sec未満となって、実際に製造された発泡アルミニウムは、比較的大きな発泡と比較的小さな発泡とが混在するものとなり、発泡粒径の均一性が、本発明に比して、必然的に低くなる。
【0041】
この急冷の際、室温まで急冷するか、または、約100〜200℃の範囲まで急冷した後、約100〜200℃の範囲で10分以上保持する熱処理を行なう。後者の熱処理の方が、前者の室温までの急冷よりも、発泡のセル壁の平均硬さを60Hv以上と、確実に硬くすることができる。
【0042】
このような冷却後に、鋳型から発泡体を取り出し、機械加工して、角柱や角形など、所望形状の製品アルミニウム合金発泡体とする。
【実施例】
【0043】
以下に本発明の実施例を説明する。表2に示す発泡後の冷却速度や冷却停止温度を変えて、表1に示す各化学成分組成のアルミニウム合金発泡体を製造し、圧縮強度特性を評価した。
【0044】
具体的には、先ず、溶解炉内で、工業用純アルミニウムに対し、Zn、Mg、Caなどの合金成分元素を添加し、大気中で溶湯を約5分程度攪拌して増粘させた。そして、この増粘後の溶湯を、約700℃の大気溶解炉中の鋳型に注湯した後、水素化チタンをTiとして0.1〜5.0%程度添加した。その後、約2分間攪拌した後、攪拌機を取り除き、鋳型を前記約700℃の大気溶解炉内で、約4分間程度保持して発泡を完了させた。
【0045】
この保持後に、炉から鋳型を出し、強制空冷して急冷した。表2に各冷却速度を示す。この急冷の際、室温まで急冷するか、または、表2に示す冷却停止温度で、所定時間保持する熱処理を行なった。このような冷却後に、鋳型から発泡体を取り出し、製品アルミニウム合金発泡体とした。
【0046】
これらアルミニウム合金発泡体から、機械加工にて、高さ50mm×幅50mm×長さ10mmの試験片を切り出し、発泡の平均粒径と発泡粒径の標準偏差(均一性)とを、前記した、高輝度X線源を用いた透過粒径測定法によって測定、評価した。この際、通常の発泡アルミニウムの断面を観察して各発泡の粒径を測定する、断面測定法による発泡の平均粒径も参考までに求めた。
また、これらアルミニウム合金発泡体の相対密度を前記した方法で求めた。そして、発泡セル壁の硬さも、マイクロビッカース硬度計にて、50gの荷重を加えて5箇所行い、それらの平均値として求めた。
【0047】
更に、前記アルミニウム合金発泡体から、機械加工にて、高さ50mm×幅50mm×長さ50mmの試験片を切り出し、圧縮試験機を用いて長手方向に圧縮した際のプラトー応力を求めた。これらの結果も表2に示す。
【0048】
表1、2から明らかな通り、本発明組成内のアルミニウム合金A〜Dである発明例1〜6は、発泡の平均粒径が5mm以下であるとともに、発泡粒径の均一性の指標としての高輝度X線源を用いた透過粒径測定における標準偏差が2.0mm以下である。また、発泡体の相対密度も0.1以上である。この結果、発明例1〜6は、アルミニウム合金発泡体のプラトー応力が4MPa以上である。因みに、発明例1のプラトー応力−変位特性を図2に示す。
【0049】
ただ、同じ合金AとB同士の比較において、室温まで急冷した発明例1は発泡のセル壁の平均硬さが50HV程度であり、表2に示す冷却停止温度で所定時間保持する熱処理を行なった発明例2の発泡のセル壁の平均硬さ76HVに比して、発泡のセル壁の平均硬さが比較的低い。このため、圧縮試験における圧縮応力も発明例2に比して比較的低い。また、同様に、室温まで急冷した発明例3は発泡のセル壁の平均硬さが55HV程度であり、表2に示す冷却停止温度で所定時間保持する熱処理を行なった発明例4の発泡のセル壁の平均硬さ73HVに比して、発泡のセル壁の平均硬さが比較的低い。このため、圧縮試験における圧縮応力も発明例4に比して比較的低い。
【0050】
これに対して、比較例7は、本発明組成内のアルミニウム合金Aであるが、従来同様、発泡後に発泡体を急冷ではなく、室温まで放冷している。このため、発泡粒径の標準偏差が2.0mmを超え、圧縮応力が4MPa未満と低い。
【0051】
比較例8〜15は、発明例のように急冷後、所定冷却停止温度で所定時間保持する熱処理を行なっているが、表1におけるE〜Lまでの合金組成を用いており、Zn、Ca、Ti、Mgの含有量が、各々、本発明組成の下限、上限に外れている。このため、表2に示す冷却停止温度で所定時間保持する熱処理を行なっているにもかかわらず、発泡粒径の標準偏差が2.0mmを超え、圧縮応力が4MPa未満と低い。
【0052】
また、前記通常の断面測定法による発泡の平均粒径では、本発明の発泡粒径の標準偏差に比して、発明例と比較例とに、圧縮応力に対応した明確な相関関係が認められないことが分かる。以上の結果から、本発明アルミニウム合金発泡体における各要件の意義と好ましい製造条件の意義とが裏付けられる。
【0053】
【表1】
【0054】
【表2】
【産業上の利用可能性】
【0055】
以上説明したように、本発明によれば、高張力鋼板製の衝撃エネルギ吸収部材に代替できるアルミニウム合金発泡体を提供することができる。この結果、自動車の構造部材など、衝突時に圧縮の衝撃荷重を受けた際に変形して衝撃エネルギを吸収する、衝撃エネルギ吸収部材に適用することができる。
【図面の簡単な説明】
【0056】
【図1】本発明アルミニウム合金発泡体の発泡の映像を示す、図面代用写真である。
【図2】本発明アルミニウム合金発泡体の応力−変位特性を示す、説明図である。
【特許請求の範囲】
【請求項1】
エネルギ吸収部材として用いられるアルミニウム合金発泡体であって、質量%で、Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金を発泡させてなり、発泡の平均粒径が5mm以下、相対密度が0.1以上であるとともに、発泡粒径の均一性の指標として、発泡の高輝度X線源を用いた透過粒径測定における標準偏差が2.0mm以下であり、アルミニウム合金発泡体のプラトー応力が4MPa以上であることを特徴とするアルミニウム合金発泡体。
【請求項2】
前記発泡のセル壁の平均硬さが60Hv以上である請求項1に記載のアルミニウム合金発泡体。
【請求項3】
前記アルミニウム合金発泡体が単体としてエネルギ吸収部材に用いられる請求項1または2に記載のアルミニウム合金発泡体。
【請求項1】
エネルギ吸収部材として用いられるアルミニウム合金発泡体であって、質量%で、Zn:1.0〜20.0%、Ca:0.1〜5.0%、Ti:0.1〜5.0%、Mg:0.1〜5.0%を各々含有し、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金を発泡させてなり、発泡の平均粒径が5mm以下、相対密度が0.1以上であるとともに、発泡粒径の均一性の指標として、発泡の高輝度X線源を用いた透過粒径測定における標準偏差が2.0mm以下であり、アルミニウム合金発泡体のプラトー応力が4MPa以上であることを特徴とするアルミニウム合金発泡体。
【請求項2】
前記発泡のセル壁の平均硬さが60Hv以上である請求項1に記載のアルミニウム合金発泡体。
【請求項3】
前記アルミニウム合金発泡体が単体としてエネルギ吸収部材に用いられる請求項1または2に記載のアルミニウム合金発泡体。
【図1】

【図2】
【図2】
【公開番号】特開2006−77316(P2006−77316A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−265600(P2004−265600)
【出願日】平成16年9月13日(2004.9.13)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年3月30日 社団法人日本金属学会発行の「日本金属学会講演概要」に発表
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願〔平成16年度 経済産業省 新エネルギー・産業技術総合開発機構(NEDO)からの委託研究、産業活力再生特別措置法第30条の適用を受けるもの〕
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(000192626)神鋼鋼線工業株式会社 (44)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月13日(2004.9.13)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年3月30日 社団法人日本金属学会発行の「日本金属学会講演概要」に発表
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願〔平成16年度 経済産業省 新エネルギー・産業技術総合開発機構(NEDO)からの委託研究、産業活力再生特別措置法第30条の適用を受けるもの〕
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(000192626)神鋼鋼線工業株式会社 (44)
[ Back to top ]