
アルミニウム合金線
【課題】耐食性に優れるアルミニウム合金線、アルミニウム合金撚り線、この合金撚り線を導体とする絶縁電線、この絶縁電線を具える端子付き電線を提供する。
【解決手段】自動車用電線の導体に用いられるアルミニウム合金線であって、銅や銅合金からなる端子部材が取り付けられる合金線の端部の外面に被覆層を具える。被覆層の最外層は、亜鉛又は亜鉛合金から構成される。アルミニウム合金と銅や銅合金との間では電池が形成されることで、アルミニウム合金が腐食する。しかし、アルミニウム合金の表面に亜鉛層や亜鉛合金層を具えることで、亜鉛などが先に腐食し、アルミニウム合金の腐食の進行を遅延することができる。従って、本発明のアルミニウム合金線は、耐食性に優れる。
【解決手段】自動車用電線の導体に用いられるアルミニウム合金線であって、銅や銅合金からなる端子部材が取り付けられる合金線の端部の外面に被覆層を具える。被覆層の最外層は、亜鉛又は亜鉛合金から構成される。アルミニウム合金と銅や銅合金との間では電池が形成されることで、アルミニウム合金が腐食する。しかし、アルミニウム合金の表面に亜鉛層や亜鉛合金層を具えることで、亜鉛などが先に腐食し、アルミニウム合金の腐食の進行を遅延することができる。従って、本発明のアルミニウム合金線は、耐食性に優れる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電線の導体に用いられるアルミニウム合金線及びアルミニウム合金撚り線、この合金線などを導体とする絶縁電線、この絶縁電線と端子部材とを具える端子付き電線に関するものである。特に、耐食性に優れるアルミニウム合金線及び端子付き電線に関するものである。
【背景技術】
【0002】
従来、自動車や飛行機などの搬送機器、ロボットなどの産業機器の電線は、その端部において、絶縁層を除去して導体を露出させ、この導体部分に端子を取り付けて利用されている。電線の導体や端子の構成材料は、導電性に優れた銅や銅合金といった銅系材料が主流である。
【0003】
昨今、自動車の高性能化や高機能化が急速に進められてきており、車載される各種電気機器、制御機器などの増加に伴い、これらの機器に使用される電線も増加傾向にある。一方、近年、環境保全のため、自動車や飛行機などの燃費の向上が望まれている。軽量化すると、燃費を向上できる。そこで、電線の軽量化のために、比重が銅の約1/3であるアルミニウムやその合金を導体に用いることが検討されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005-108608号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
アルミニウム合金線を導体とした電線に対して、耐食性を向上することが望まれている。
【0006】
上述のように端子は、銅や銅合金からなるものが多い。そのため、導体の構成材料がアルミニウム合金である場合、導体の構成材料と端子の構成材料とが異種の金属であることから、アルミニウム合金からなる導体と銅などからなる端子との間で電池が形成され、アルミニウム合金が腐食する。
【0007】
特許文献1では、上記電食を低減するために、端子において導体が溶接される箇所を除く部分に錫メッキを施すことを提案している。しかし、特許文献1では、導体に対して、耐食性を向上するための構成が検討されていない。
【0008】
そこで、本発明の目的は、自動車用電線の導体に好適であり、耐食性に優れるアルミニウム合金線、及びアルミニウム合金撚り線を提供することにある。また、本発明の他の目的は、上記合金線や撚り線を導体とした耐食性に優れる絶縁電線、及び端子付き電線を提供することにある。
【課題を解決するための手段】
【0009】
導体を構成するアルミニウム合金に代わって腐食する犠牲部材を導体に具えることで、アルミニウム合金自体の腐食の進行を効果的に遅らせることができる。そこで、本発明は、アルミニウム合金線の表面に、犠牲腐食層を具えることを提案する。
【0010】
本発明のアルミニウム合金線(以下、Al合金線と呼ぶ)は、自動車用電線の導体に用いられるものであり、このAl合金線の外面の少なくとも一部に被覆層を具える。この被覆層の最外層は、亜鉛又は亜鉛合金から構成されている。
【0011】
本発明Al合金線は、異種の金属、特に、アルミニウムよりも貴な銅や銅合金といった金属からなる端子部材が接続されても、Al合金線の外面(表面)の少なくとも一部に具える亜鉛層又は亜鉛合金層が、Al合金よりも先に腐食する。従って、本発明Al合金線は、上記亜鉛層や亜鉛合金層の存在により、Al合金自体の腐食の進行を抑えることができる。そのため、本発明Al合金線は、耐食性に優れることが望まれる自動車用電線の導体に好適に利用することができる。以下、本発明をより詳細に説明する。
【0012】
[Al合金線及びAl合金撚り線]
《組成》
本発明Al合金線を構成するAl合金は、添加元素を含有し、残部がAl及び不可避的不純物からなる種々の組成のものが利用できる。添加元素は、例えば、Fe、Mg、Si、Cu、Zn、Ni、Mn、Ag、Cr及びZrから選択される1種以上が挙げられる。添加元素の好ましい合計含有量は0.005質量%以上5.0質量%以下、より好ましくは0.1質量%以上2.0質量%以下である。各元素の好ましい含有量は、質量%で、Fe:0.005%以上2.2%以下、Mg:0.05%以上1.0%以下、Mn,Ni,Zr,Zn,Cr及びAg:合計で0.005%以上0.2%以下、Cu:0.05%以上0.5%以下、Si:0.04%以上1.0%以下である。これらの添加元素は、1種でも2種以上を組み合わせて含有していてもよい。このような合金として、例えば、Al-Fe合金、Al-Fe-Mg合金、Al-Fe-Si合金、Al-Fe-Mg-(Mn,Ni,Zr,Ag)合金、Al-Fe-Cu合金、Al-Fe-Cu-(Mg,Si)合金、Al-Mg-Si-Cu合金などが挙げられる。
【0013】
Al合金の具体的な組成として、例えば、以下の(1)〜(6)が挙げられる。
(1) 質量%で、Feを0.90%以上1.20%以下、Mgを0.10%以上0.25%以下含有し、残部がAl及び不可避的不純物。
(2) 質量%で、Feを1.01%以上2.2%以下、Mgを0.05%以上0.5%以下、Mn,Ni,Zr,及びAgから選択される1種以上の元素を合計で0.005%以上0.2%以下含有し、残部がAl及び不可避的不純物。
(3) 質量%で、Feを1.01%以上2.2%以下、Cuを0.05%以上0.5%以下含有し、残部がAl及び不可避的不純物。
(4) 質量%で、Feを1.0%以上2.2%以下、Cuを0.05%以上0.5%以下含有し、更にMgを0.1%以上0.5%以下及びSiを0.04%以上0.3%以下の少なくとも1種を含有し、残部がAl及び不可避的不純物。
(5) 質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不可避的不純物。
(6) 質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不可避的不純物。但し、Mg及びSiの質量比Mg/Siが0.8≦Mg/Si≦2.7を満たす。
【0014】
Feは、強度に優れるAl合金線が得られ、含有量が高いほどAl合金の強度が高まるが、導電率や靭性が低下し易く、伸線加工時などで断線が生じ易くなるため、Fe:2.2質量%以下が好ましい。Mn,Ni,Zr,Crは、導電率の低下が大きいものの、強度の向上効果が高い元素であり、Ag,Znは、導電率の低下が少なく、強度の向上効果をある程度有する。Cuは、導電率の低下が少なく、強度を向上することができる。Mgは、導電率の低下が大きいものの、強度の向上効果が高く、特にSiと同時に含有することで、強度をより向上できる。また、MgとSiを含有する場合に時効を行うと、時効硬化による強度の向上が期待できる。
【0015】
更に、上記Al合金は、Ti及びBの少なくとも一方を含有すると、鋳造時のAl合金の結晶組織を微細にする効果があり、微細な結晶組織による強度の向上が期待できる。この微細化効果を十分に得るには、質量割合で、Tiを100ppm以上500ppm以下、Bを10ppm以上50ppm以下含有することが好ましい。
【0016】
《特性》
上記組成のAl合金から構成されると共に後述するように伸線後に適宜軟化処理を施すことで、導電率:58%IACS以上、伸び:10%以上といった導電性及び靭性に優れるAl合金線とすることができる。添加元素の種類や量、軟化条件にもよるが、本発明Al合金線は、導電率:59%IACS以上、伸び:25%以上を満たすこともできる。靭性に優れることで、導体における端子部材との境界近傍で導体が破断し難く、本発明Al合金線は、端子付き電線の導体に好適に利用することができる。また、本発明Al合金線は、引張強さが110MPa以上200MPa以下であると、高靭性と高強度とを両立することができて好ましい。添加元素(種類や含有量)、製造条件(伸線加工時の加工度(断面減少率)、軟化条件など)を適宜調整することで、導電率、伸び、引張強さが上記特定の範囲を満たすAl合金線が得られる。
【0017】
《断面積》
本発明Al合金線は、伸線加工時の加工度を適宜調整することで断面積を変化させることができる。後述するように断面積が小さい場合にAl合金自体の腐食の遅延効果が大きい。自動車用電線の導体では、パワーケーブル用導体が最も大きな断面積を有しており、100mm2(100sq)程度である。一方、信号線用導体では、断面積が50mm2以下のものが多い。従って、本発明Al合金線や撚り線、圧縮線材を用いた導体の断面積が8mm2(8sq)以下(例えば、Al合金線の断面形状を円形状とする場合、線径(直径)が3.2mm以下)、更には断面積が3mm2(3sq)以下、取り分け断面積が1mm2(1sq)以下の場合、被覆層が存在することによるAl合金自体の腐食の遅延効果が顕著である。
【0018】
《断面形状》
本発明Al合金線は、伸線加工時のダイス形状によって種々の断面形状を有することができる。断面円形状が代表的であり、その他、楕円形状、矩形や六角形などの多角形状などの断面形状が挙げられる。形状は特に問わない。
【0019】
《線材の形態》
<単線>
上記本発明Al合金線は、単線のまま利用することができる。
<撚り線>
上記本発明Al合金線を複数用意して撚り合わせた撚り線とすることもできる。細径のAl合金線(単線)であっても撚り合わせることで、強度の高い線材とすることができる。撚り合わせ本数は、特に問わない。例えば、7,11,19,37本が挙げられる。また、本発明Al合金撚り線は、撚り合わせた後、圧縮成形した圧縮線材とすると、単に撚り合わせた状態よりも線径が小さい線材とすることができる。
【0020】
[被覆層]
《組成》
本発明Al合金線の外面に具える被覆層は、少なくとも最外層が亜鉛(Zn)又は亜鉛合金からなる。Znは、Al及び銅よりも腐食し易く、Al合金の表面に存在させることで、Zn自体が腐食することで、内側のAl合金の腐食を遅らせることができる。亜鉛合金は、Zn-Al合金が挙げられる。亜鉛合金層を具えるAl合金線は、亜鉛層を具えるAl合金線よりもAl合金の腐食を遅延できる傾向にある。
【0021】
被覆層は、亜鉛又は亜鉛合金のみからなる単層でもよいし、亜鉛と亜鉛合金との多層構造でもよい。また、最外層を亜鉛又は亜鉛合金からなる層とし、中間に、錫、錫合金、ニッケル、ニッケル合金、銅、及び銅合金から選択される1種の金属からなる中間層を具えていてもよい。
【0022】
なお、上記Al合金線の外面に上記金属による被覆層に加えて樹脂層を具えることでも、Al合金の露出部分を無くすことができるため、電食を低減できる。例えば、Al合金線の周面に上記被覆層を具え、端面に樹脂層を具える構成とすることができる。或いは、上記被覆層を具えていないAl合金線であっても、端子部材の表面においてAl合金線と直接接触しない箇所の少なくとも一部、好ましくは当該箇所の全域に錫、錫合金、亜鉛、及び亜鉛合金から選択される少なくとも1種の金属からなる耐食層を設けたり、Al合金線の端部と端子部材との間に上記金属からなる薄板を存在させたり、Al合金線の端部を上記金属からなる有底筒状体で覆ってもよい。上記被覆層を具えるAl合金線に対して、更に、表面に上記耐食層を具える端子部材を利用すると、Al合金線の電食をより効果的に低減することができる。
【0023】
《厚さ》
被覆層の厚さ(多層の場合、合計厚さ)は、0超15μm以下といった非常に薄くても、被覆層を具えたことによる耐食性の向上に十分に効果がある。15μm超と厚いと、端子部材を取り付ける際に被覆層が剥離し易くなり、被覆層が薄過ぎるとピンホールが出来易くなる。好ましい厚さは、0μm超10μm以下であり、多層の場合、各層の好ましい厚さは、0μm超5μm以下である。
【0024】
《被覆領域》
上記被覆層は、Al合金線の外面の少なくとも一部、特に、端子部材が取り付けられるAl合金線の端部においてその周方向の領域の少なくとも一部に設けられていることが好ましい。Al合金線を絶縁電線の導体として利用する場合、絶縁電線の端部は絶縁層が除去され、露出されたAl合金線(導体)に端子部材が取り付けられる。この露出箇所のうち、端子部材で覆われる箇所(端子部材に直接接触する箇所)は、Al合金線が大気(特に、大気中の水分の溶存酸素など)に接触し難いことから、Al合金線が腐食し難い。一方、上記露出箇所のうち、端子部材に覆われず、かつ絶縁層にも覆われていない端子部材近傍の箇所(以下、導体露出箇所と呼ぶ)は、Al合金が腐食し易い。そのため、Al合金線の端部において、少なくとも導体露出箇所となり得る領域は、上記被覆層を具えることが好ましく、当該端部においてその周方向の全域に上記被覆層を具えていてもよい。他方、Al合金線において端子部材が取り付けられず、端子部材から十分に離れた箇所は、通常、絶縁層で覆われるため、上記被覆層が無くてもよい。また、端子部材が取り付けられるAl合金線の端部において、その周方向だけでなく、端面にも上記被覆層が設けられていると、Al合金の露出部分を無くすことができるため、電食の低減効果を更に高められる。
【0025】
《形成方法》
被覆層を構成する亜鉛層は、例えば、ジンケート処理やダブルジンケート処理を行った後、めっき法、CVD法やPVD法といった蒸着法などの種々の形成方法を利用して形成することができる。電気めっきや溶融めっきといっためっき法は、所望の厚さの亜鉛層を容易に形成することができる。また、亜鉛合金層は、例えば、めっき法などにより亜鉛層を形成した後、熱処理を施して、母材のAlを被覆層に拡散させることで形成することができる。上述した中間層の形成には、めっき法や上記蒸着法などが利用できる。被覆層の形成時期は、後述する。
【0026】
[絶縁電線]
上記Al合金線(単線)やAl合金撚り線、圧縮線材は、電線用導体に好適に利用することができる。用途に応じて、このまま導体として使用することもできるし、この導体の外周に絶縁材料により形成した絶縁層を具える絶縁電線として使用することもできる。絶縁材料は、適宜選択することができる。例えば、ポリ塩化ビニル(PVC)やノンハロゲン樹脂、難燃性に優れる材料などが挙げられる。絶縁層の厚さは、所望の絶縁強度を考慮して適宜選択することができ、特に限定されない。
【0027】
[端子付き電線]
Al合金線やAl合金撚り線、圧縮線材を導体とした絶縁電線であって、例えば、導体の全周(端面を含んでもよい)に亘って上記被覆層を具える場合、この絶縁電線の端部において絶縁層を剥がして導体部分を露出させ、この露出させた導体部分に、外部機器などの接続対象に接続できるように端子部材を取り付けることで、本発明端子付き電線が得られる。或いは、Al合金線やAl合金撚り線、圧縮線材であって、その外周に上記亜鉛などの被覆層を具えていないものを導体とした絶縁電線の場合、この絶縁電線の端部において絶縁層を剥がして、導体部分を露出させ、この露出させた導体部分に上記被覆層を設けてから端子部材を取り付けることで、或いは露出させた導体部分に端子部材を取り付けてから、端子部材に覆われずに露出されている導体露出箇所を覆うように上記被覆層を設けることで、本発明端子付き電線が得られる。
【0028】
上記端子付き電線は、複数の絶縁電線に対して一つの端子部材を共有するような電線群を含んでいてもよい。複数の絶縁電線は、結束具などにより一纏まりに束ねることで、ハンドリング性に優れる。このような端子付き電線は、軽量化が望まれている種々の分野、特に、燃費の向上のために更なる軽量化が望まれている自動車に好適に利用することができる。端子部材は、電線の端部にかしめる(圧着する)ことで装着される圧着端子を好適に利用することができる。
【0029】
[製造方法]
上記被覆層を具える本発明Al合金線は、例えば、鋳造→熱間圧延→(ビレット鋳造材の場合:均質化処理)→冷間伸線加工→(適宜、軟化処理)→被覆層形成という工程により形成することができる。
【0030】
鋳造は、ビレット鋳造でもよいが、急冷凝固により結晶粒や晶析出物を微細化して微細組織を有する鋳造材が得られる連続鋳造が好ましい。連続鋳造により、結晶の微細化による強度の向上や、微細な晶析出物の分散による靭性の向上を図ることができる。急冷には、水冷銅鋳型や強制水冷機構などを利用するとよい。冷却速度は、600〜700℃において20℃/sec以上が好ましい。
【0031】
TiやBを添加する場合、溶湯を鋳型に注湯する直前に添加すると、Tiなどの局所的な沈降を抑制して、Tiなどが均等に混合された鋳造材を製造することができて好ましい。
【0032】
上記鋳造工程と圧延工程とは、連続的に行うと、鋳造材に蓄積される熱を利用して熱間圧延を容易に行えて、エネルギー効率がよい上に、バッチ式の鋳造方法と比較して、鋳造圧延材の生産性に優れる。
【0033】
伸線加工工程において、加工度は、所望の線径に応じて適宜選択することができる。得られた伸線材は、所望の本数を用意して撚り合わせ、撚り線とすることもできる。
【0034】
軟化処理は、結晶組織の微細化、及び加工硬化によって高めた線材の強度を極端に低下させることなく軟化して、線材の靭性を高めるために行う。軟化処理の条件は、適宜選択するとよく、例えば、処理後の線材(単線材又は撚り線)の伸びが10%以上となるような条件により行う。軟化処理には、連続処理又はバッチ処理のいずれも利用できる。
【0035】
撚り線は、複数の伸線材又は軟材を撚り合わせることで得られ、圧縮線材は、この撚り線を圧縮成形することで得られる。撚り線や圧縮線材の場合、上記軟化処理は、撚り合わせ前の線材のみに施してもよいし、撚り合わせ前後の双方で行ってもよいし、撚り合わせ前の伸線材に施さず、撚り線や圧縮線材にのみ施してもよい。
【0036】
伸線材や軟材、これらを撚り合わせた撚り線、圧縮線材に被覆層を形成することで、本発明Al合金線やAl合金撚り線が得られる。被覆層は、伸線材などの全長に亘って形成してもよいし、上述のように端子部材が取り付けられる端部のみに形成してもよい。撚り線や圧縮線材の場合、撚り合わされた状態で被覆層を形成してもよいが、撚り合わせる前の線材(伸線材、軟材)に被覆層を形成しておくと、撚り合せた線材間に被覆層が存在することにより、Al合金線の電食の低減効果を高められる。また、長尺な伸線材や軟材、これらを撚り合わせた撚り線、圧縮線材を切断して、所定長のAl合金線やAl合金撚り線を作製する場合、Al合金線やAl合金線の端面に被覆層を有していないものが得られる。この場合、別途、端面に被覆層を設けてもよい。軟化処理を行う場合であって、軟化処理時の加熱温度よりも融点が低い材料からなる被覆層を具えるときには、軟化処理後に被覆層を形成する。軟化処理時の加熱温度よりも融点が高い材料からなる被覆層を具えるときには、軟化処理の前後のいずれでも、被覆層を形成することができる。
【発明の効果】
【0037】
本発明Al合金線、本発明Al合金撚り線、本発明絶縁電線、及び本発明端子付き電線は、耐食性に優れる。
【図面の簡単な説明】
【0038】
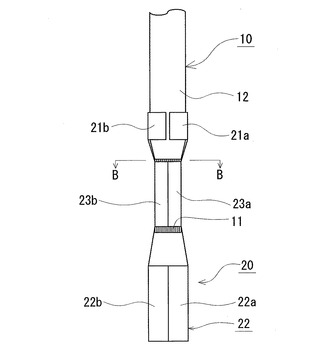
【図1】端子付き電線の概略を示す部分構成図である。
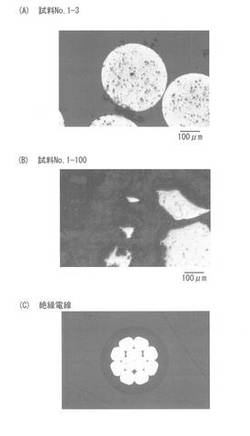
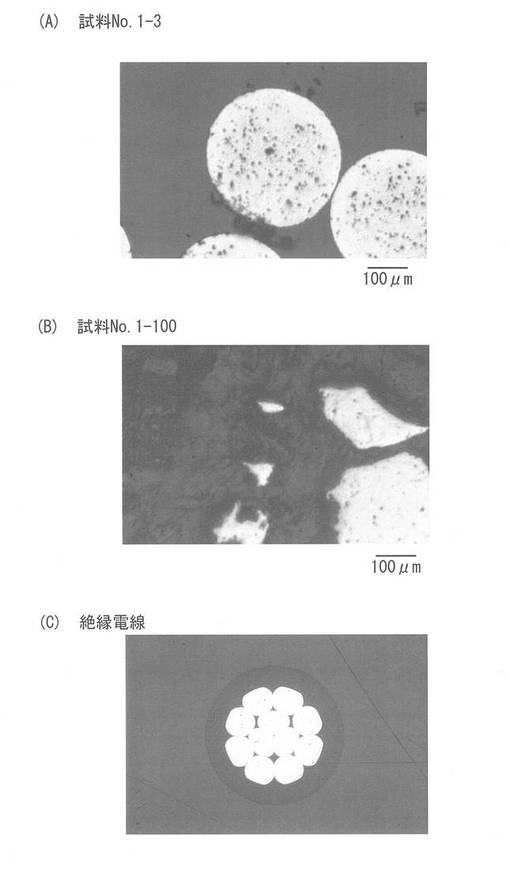
【図2】端子付き電線の腐食状況を説明する顕微鏡写真(25倍)であり、(A)は、試料No.1-3のB-B断面における部分拡大写真、(B)は、試料No.1-100のB-B断面における部分拡大写真、(C)は絶縁電線の断面写真を示す。
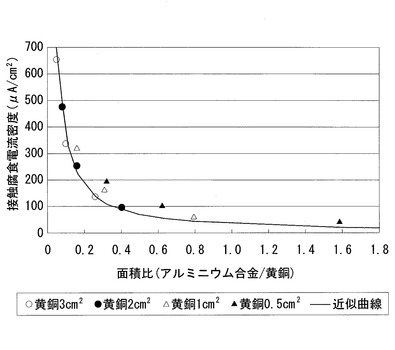
【図3】黄銅に対するアルミニウム合金の面積比と、腐食電流密度との関係を示すグラフである。
【発明を実施するための形態】
【0039】
(試験例1)
Al合金線を導体とする絶縁電線の端部に圧着端子を取り付けた端子付き電線を作製して腐食試験を行い、耐食性を評価した。
【0040】
試料のうち、電線は、鋳造→圧延→伸線→軟化→被覆層の形成→撚り線→絶縁層の形成という手順で作製した。具体的には、ベースとして純アルミニウム(99.7質量%以上Al)を用意して溶解し、得られた溶湯(溶融アルミニウム)に表1に示す添加元素を表1に示す含有量となるように投入して、Al合金溶湯を作製する。成分調整を行ったAl合金溶湯は、適宜、水素ガス除去処理や、異物除去処理を行うことが望ましい。
【0041】
ベルト-ホイール式の連続鋳造圧延機を用いて、用意したAl合金溶湯に鋳造及び熱間圧延を連続的に施し、φ9.5mmのワイヤーロッド(連続鋳造圧延材)を作製する。
【0042】
上記ワイヤーロッドに冷間伸線加工を施して、線径φ0.3mmの伸線材を作製し、得られた伸線材に350℃×3時間の軟化処理(バッチ処理、還元ガス雰囲気)を施して軟材を作製する。なお、得られた軟材の導電率、伸び、引張強さを調べたところ、いずれの軟材も、導電率:58%IACS以上、伸び:10%以上、引張強さ:110〜200MPaであった。
【0043】
上記軟材に公知のジンケート処理又はダブルジンケート処理を行った後、公知の電気めっき法により、亜鉛からなる被覆層を施し、軟材の全周面及び端面に被覆層を有する被覆線材を作製する。一部の試料には、上記めっき後、熱処理(365℃×30H)を施し、Zn中にAlが拡散した亜鉛合金層を被覆層とする被覆線材を作製した。試料No.1-8の被覆線材は、上記軟材に、公知の電気めっき法により、ニッケルからなる中間層(厚さ2μm)、亜鉛からなる最外層(厚さ3μm)を順に形成した後、上記熱処理を施して作製した。表1に示す被覆層において()内は、光学顕微鏡の観察像を利用して測定した厚さを示し、「-」は、被覆層を有していないことを示す。なお、ジンケート処理、ダブルジンケート処理による最内層は、せいぜい数十ナノオーダーの厚さであり、この厚さは、例えば、TEM(透過型電子顕微鏡)による観察像を利用して測定することができる。
【0044】
【表1】

【0045】
上記被覆線材を複数本撚り合わせて、撚り線を作製する。ここでは、内側3本、外側8本の合計11本の被覆線材を撚り合わせた。
【0046】
得られた撚り線(断面積:約0.77mm2)の外周に、絶縁材料(ここでは、ハロゲンフリー絶縁材料)により、絶縁層(厚さ0.2mm)を形成して、絶縁電線を作製する。この絶縁電線の端部に圧着端子を取り付けて、図1に示す端子付き電線を作製する。
【0047】
端子付き電線10は、複数のAl合金線を撚り合わせてなる導体11と、導体11の外周を覆う絶縁層12とを具え、一端側の絶縁層12が剥ぎ取られて露出された導体11に端子部材(圧着端子)20が取り付けられている。端子部材20は、銅合金板の両縁側に適宜切り込みを入れてできた切片を折り曲げて形成したものであり、一端側の両切片22a,22bの縁が接するように二つ折りにされてなる平坦な雄端子部22を有する。また、電線10の絶縁層12部分を挟持するように、端子部材20の他端側の両切片21a,21bが折り曲げられている。端子部材20において上記絶縁層部分の挟持箇所と雄端子部22との間の中間部には、絶縁層12から露出された導体11が縦添えされ、この導体11を挟持するように両切片23a,23bが折り曲げられている。従って、露出された導体11の大部分は、切片23a,23bに覆われており、端面及びその近傍が切片23a,23bから露出した状態である。試料No.1-1〜1-7は、この露出部分に被覆層を具えており、Al合金の露出が実質的にゼロになっている。
【0048】
耐食性は、以下のように評価した。耐食性の試験として、塩水噴霧試験が知られているが、この試験の試料のように、異種金属で構成され、電食が生じ得る試料に塩水噴霧試験を適用すると、電食による試料の損傷が大き過ぎて、耐食性の評価が実質的にできない。そこで、このような電食が生じ得る試料に対して耐食性を適切に評価するために、腐食の進行が比較的緩やかに行われる環境を模擬した、以下の試験方法を採用した。
【0049】
まず、NaCl(電解質)を超純水(溶媒)に溶かして、濃度が26質量%の中性水溶液(200g)を作製する。また、平均粒径が100μm程度のシリカ(SiO2)の粉末:100gを用意する。用いた電解質、溶媒、シリカ粉末はいずれも市販品である。
【0050】
用意したシリカの粉末を濾紙上に載せ、用意した上記水溶液(26%NaCl)をシリカの粉末の上から滴下した後、150℃に加熱した恒温槽中に入れて乾燥し、NaClが付着した粉末を得る(Cl-付着量:35000ppm)。得られた粉末を試料の一部が目視により確認できる程度に、試料(特に、電線と端子部材との接合部分)に満遍なく振り掛けて(厚さ1mm以下)、60℃、95%RHに設定した恒温恒湿槽に入れ、6日間(144時間)保持する。6日後、恒温恒湿槽から試料を取り出し、腐食状況を調べた。具体的には、図1において、絶縁層12が除去されて導体11が露出された部分であって、切片23a,23bで挟持されている箇所付近を切断し(B-B切断)、この断面を観察して、残存率(%)={(残存しているAl合金線の面積)/(作製したAl合金線の面積)}×100を求め、この残存率により耐食性を評価する。面積は、断面写真に画像処理などを施すことで容易に求められる。上記残存率が高いほど、耐食性が高いと言える。その結果を表2に示す。なお、塩水噴霧試験を行ったところ、残存するAl合金線の面積の測定が困難なほど、試料の損傷が酷かった。
【0051】
【表2】
【0052】
表2に示すように、最外層に亜鉛又は亜鉛合金からなる被覆層を具えるAl合金線を導体とした試料は、残存率が高く、耐食性に優れることが分かる。図2(A)は、試料No.1-3のB-B断面の顕微鏡写真、図2(B)は、試料No.1-100のB-B断面の顕微鏡写真、図2(C)は、被覆電線の断面の顕微鏡写真である。図2(A)〜(C)において、白っぽい領域がAl合金からなる部分であり、図2(A),(B)は、導体の一部を示す。なお、図2(C)の写真は、軟材を撚り合せた後、断面外形が円形状となるように圧縮加工を施した圧縮線材を導体とした被覆電線を示す。図2(B)に示すように、上記被覆層を具えていない試料No.1-100は、Al合金線が腐食して欠損し、外形が崩れており、耐食性に劣ることが分かる。これに対して、上記被覆層を具えている試料No.1-3は、Al合金線が十分に残っており、耐食性に優れることが分かる。
【0053】
また、表2に示すように、被覆層が亜鉛合金からなる場合(熱処理を施した場合)、耐食性により優れていた。
【0054】
更に、全周面にのみ被覆層を具え、端面に被覆層を具えない被覆線材を作製し、この被覆線材を用いて上述のように端子付き電線を作製して、上述のNaClが付着した粉末を用いた腐食試験を行い、耐食性を評価した。その結果、線材の端面にも被覆層を具える試料の方が、耐食性に優れていることを確認した。
【0055】
(試験例2)
導体が同一組成のAl合金線からなり、導体断面積が異なる絶縁電線を複数用意し、これらの絶縁電線を用いて、試験例1と同様にして端子付き電線を作製し、試験例1と同様にして耐食性を評価した。その結果を表3に示す。
【0056】
この試験では、表3に示す電線サイズを有する導体であって、導体を構成するAl合金線として被覆層を具えるものを用いた絶縁電線の試料No.2-1,2-2,2-3と、被覆層を具えていないものを用いた絶縁電線の試料No.2-110,2-120,2-130,2-200とを作製して、耐食性を比較した。導体は、試験例1と同様にして種々の線径の軟材を用意し、適宜な本数を撚り合わせた後、圧縮加工することで作製した圧縮線材を利用した。例えば、試料No.2-1の導体は、試験例1と同様にして線径φ0.3mmの軟材に被覆層を形成したものを合計11本撚り合せた後、試料No.2-200の導体は、試験例1と同様にして線径φ0.32mmの軟材を用意し、この軟材を合計128本撚り合わせた後、圧縮加工することで作製した圧縮線材を利用した。被覆層は、試験例1と同様に形成し、熱処理を施したものとした。
【0057】
【表3】
【0058】
この試験結果により、Al合金線を導体とし、この導体の端部に端子部材が取り付けられた端子付き電線では、導体の断面積が大きければ、具体的には8mm2超であれば、最外層に亜鉛又は亜鉛合金からなる被覆層を具えていなくても、ある程度耐食性が高いことが分かる。一方、導体の断面積が8mm2以下である場合、最外層に亜鉛又は亜鉛合金からなる被覆層を具えることで、耐食性を高められることが分かる。このような結果になったのは、太いAl合金線では、銅や銅合金からなる端子部材が取り付けられる端部において、銅や銅合金の露出面積に対するAl合金の露出面積の比(以下、Al露出比と呼ぶ)が相対的に大きくなることから、電食が生じ難くなり、細いAl合金線では、Al露出比が小さくなる(銅などの露出面積が多くなる)ことから、電食が比較的進行し易くなったためであると考えられる。
【0059】
面積が異なる複数の黄銅板及びアルミニウム合金板(1.05質量%Fe-0.15質量%Mg-Al)を用意し、両板の一端を導線で繋ぐと共に、両板を0.5質量%濃度のNaCl水溶液に含浸する。この状態で、上記導線に電流計を取り付けて腐食電流を測定する。測定した電流値をアルミニウム合金板の面積で除して電流密度を求めた。図3に、黄銅に対するアルミニウム合金の面積比(Al露出比)と上記電流密度との関係を示す。図3から、面積比(Al露出比)が大きいほど、即ち、銅合金に対してアルミニウム合金の露出面積が大きいほど、電流密度が小さくなっていることが分かる。また、図3から、この面積比と電流密度との関係は比例的な関係ではなく、当該面積比が小さくなると電流密度が急激に大きくなることが分かる。この結果からも、特に、8mm2以下といった細いAl合金線の外面に上記亜鉛などからなる被覆層を具えることで、Al合金線の電食をより効果的に低減することができると言える。
【0060】
なお、上述した実施形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、Al合金線の組成、被覆層の組成及び厚さ、端子部材の組成を適宜変化させてもよい。また、撚り合わせる線材の大きさや形状、撚り本数を変更してもよい。
【産業上の利用可能性】
【0061】
本発明端子付き電線は、耐食性に優れる上に、軽量であることから、例えば、自動車の他、飛行機などの輸送機器、ロボットなどの産業機器の配線に好適に利用することができる。本発明絶縁電線は、上記本発明端子付き電線の構成材料に好適に利用することができる。本発明アルミニウム合金線及び本発明アルミニウム撚り線は、上記本発明絶縁電線の導体に好適に利用することができる。
【符号の説明】
【0062】
10 端子付き電線 11 導体 12 絶縁層 20 端子部材
21a,21b,22a,22b,23a,23b 切片 22 雄端子部
【技術分野】
【0001】
本発明は、電線の導体に用いられるアルミニウム合金線及びアルミニウム合金撚り線、この合金線などを導体とする絶縁電線、この絶縁電線と端子部材とを具える端子付き電線に関するものである。特に、耐食性に優れるアルミニウム合金線及び端子付き電線に関するものである。
【背景技術】
【0002】
従来、自動車や飛行機などの搬送機器、ロボットなどの産業機器の電線は、その端部において、絶縁層を除去して導体を露出させ、この導体部分に端子を取り付けて利用されている。電線の導体や端子の構成材料は、導電性に優れた銅や銅合金といった銅系材料が主流である。
【0003】
昨今、自動車の高性能化や高機能化が急速に進められてきており、車載される各種電気機器、制御機器などの増加に伴い、これらの機器に使用される電線も増加傾向にある。一方、近年、環境保全のため、自動車や飛行機などの燃費の向上が望まれている。軽量化すると、燃費を向上できる。そこで、電線の軽量化のために、比重が銅の約1/3であるアルミニウムやその合金を導体に用いることが検討されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005-108608号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
アルミニウム合金線を導体とした電線に対して、耐食性を向上することが望まれている。
【0006】
上述のように端子は、銅や銅合金からなるものが多い。そのため、導体の構成材料がアルミニウム合金である場合、導体の構成材料と端子の構成材料とが異種の金属であることから、アルミニウム合金からなる導体と銅などからなる端子との間で電池が形成され、アルミニウム合金が腐食する。
【0007】
特許文献1では、上記電食を低減するために、端子において導体が溶接される箇所を除く部分に錫メッキを施すことを提案している。しかし、特許文献1では、導体に対して、耐食性を向上するための構成が検討されていない。
【0008】
そこで、本発明の目的は、自動車用電線の導体に好適であり、耐食性に優れるアルミニウム合金線、及びアルミニウム合金撚り線を提供することにある。また、本発明の他の目的は、上記合金線や撚り線を導体とした耐食性に優れる絶縁電線、及び端子付き電線を提供することにある。
【課題を解決するための手段】
【0009】
導体を構成するアルミニウム合金に代わって腐食する犠牲部材を導体に具えることで、アルミニウム合金自体の腐食の進行を効果的に遅らせることができる。そこで、本発明は、アルミニウム合金線の表面に、犠牲腐食層を具えることを提案する。
【0010】
本発明のアルミニウム合金線(以下、Al合金線と呼ぶ)は、自動車用電線の導体に用いられるものであり、このAl合金線の外面の少なくとも一部に被覆層を具える。この被覆層の最外層は、亜鉛又は亜鉛合金から構成されている。
【0011】
本発明Al合金線は、異種の金属、特に、アルミニウムよりも貴な銅や銅合金といった金属からなる端子部材が接続されても、Al合金線の外面(表面)の少なくとも一部に具える亜鉛層又は亜鉛合金層が、Al合金よりも先に腐食する。従って、本発明Al合金線は、上記亜鉛層や亜鉛合金層の存在により、Al合金自体の腐食の進行を抑えることができる。そのため、本発明Al合金線は、耐食性に優れることが望まれる自動車用電線の導体に好適に利用することができる。以下、本発明をより詳細に説明する。
【0012】
[Al合金線及びAl合金撚り線]
《組成》
本発明Al合金線を構成するAl合金は、添加元素を含有し、残部がAl及び不可避的不純物からなる種々の組成のものが利用できる。添加元素は、例えば、Fe、Mg、Si、Cu、Zn、Ni、Mn、Ag、Cr及びZrから選択される1種以上が挙げられる。添加元素の好ましい合計含有量は0.005質量%以上5.0質量%以下、より好ましくは0.1質量%以上2.0質量%以下である。各元素の好ましい含有量は、質量%で、Fe:0.005%以上2.2%以下、Mg:0.05%以上1.0%以下、Mn,Ni,Zr,Zn,Cr及びAg:合計で0.005%以上0.2%以下、Cu:0.05%以上0.5%以下、Si:0.04%以上1.0%以下である。これらの添加元素は、1種でも2種以上を組み合わせて含有していてもよい。このような合金として、例えば、Al-Fe合金、Al-Fe-Mg合金、Al-Fe-Si合金、Al-Fe-Mg-(Mn,Ni,Zr,Ag)合金、Al-Fe-Cu合金、Al-Fe-Cu-(Mg,Si)合金、Al-Mg-Si-Cu合金などが挙げられる。
【0013】
Al合金の具体的な組成として、例えば、以下の(1)〜(6)が挙げられる。
(1) 質量%で、Feを0.90%以上1.20%以下、Mgを0.10%以上0.25%以下含有し、残部がAl及び不可避的不純物。
(2) 質量%で、Feを1.01%以上2.2%以下、Mgを0.05%以上0.5%以下、Mn,Ni,Zr,及びAgから選択される1種以上の元素を合計で0.005%以上0.2%以下含有し、残部がAl及び不可避的不純物。
(3) 質量%で、Feを1.01%以上2.2%以下、Cuを0.05%以上0.5%以下含有し、残部がAl及び不可避的不純物。
(4) 質量%で、Feを1.0%以上2.2%以下、Cuを0.05%以上0.5%以下含有し、更にMgを0.1%以上0.5%以下及びSiを0.04%以上0.3%以下の少なくとも1種を含有し、残部がAl及び不可避的不純物。
(5) 質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不可避的不純物。
(6) 質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不可避的不純物。但し、Mg及びSiの質量比Mg/Siが0.8≦Mg/Si≦2.7を満たす。
【0014】
Feは、強度に優れるAl合金線が得られ、含有量が高いほどAl合金の強度が高まるが、導電率や靭性が低下し易く、伸線加工時などで断線が生じ易くなるため、Fe:2.2質量%以下が好ましい。Mn,Ni,Zr,Crは、導電率の低下が大きいものの、強度の向上効果が高い元素であり、Ag,Znは、導電率の低下が少なく、強度の向上効果をある程度有する。Cuは、導電率の低下が少なく、強度を向上することができる。Mgは、導電率の低下が大きいものの、強度の向上効果が高く、特にSiと同時に含有することで、強度をより向上できる。また、MgとSiを含有する場合に時効を行うと、時効硬化による強度の向上が期待できる。
【0015】
更に、上記Al合金は、Ti及びBの少なくとも一方を含有すると、鋳造時のAl合金の結晶組織を微細にする効果があり、微細な結晶組織による強度の向上が期待できる。この微細化効果を十分に得るには、質量割合で、Tiを100ppm以上500ppm以下、Bを10ppm以上50ppm以下含有することが好ましい。
【0016】
《特性》
上記組成のAl合金から構成されると共に後述するように伸線後に適宜軟化処理を施すことで、導電率:58%IACS以上、伸び:10%以上といった導電性及び靭性に優れるAl合金線とすることができる。添加元素の種類や量、軟化条件にもよるが、本発明Al合金線は、導電率:59%IACS以上、伸び:25%以上を満たすこともできる。靭性に優れることで、導体における端子部材との境界近傍で導体が破断し難く、本発明Al合金線は、端子付き電線の導体に好適に利用することができる。また、本発明Al合金線は、引張強さが110MPa以上200MPa以下であると、高靭性と高強度とを両立することができて好ましい。添加元素(種類や含有量)、製造条件(伸線加工時の加工度(断面減少率)、軟化条件など)を適宜調整することで、導電率、伸び、引張強さが上記特定の範囲を満たすAl合金線が得られる。
【0017】
《断面積》
本発明Al合金線は、伸線加工時の加工度を適宜調整することで断面積を変化させることができる。後述するように断面積が小さい場合にAl合金自体の腐食の遅延効果が大きい。自動車用電線の導体では、パワーケーブル用導体が最も大きな断面積を有しており、100mm2(100sq)程度である。一方、信号線用導体では、断面積が50mm2以下のものが多い。従って、本発明Al合金線や撚り線、圧縮線材を用いた導体の断面積が8mm2(8sq)以下(例えば、Al合金線の断面形状を円形状とする場合、線径(直径)が3.2mm以下)、更には断面積が3mm2(3sq)以下、取り分け断面積が1mm2(1sq)以下の場合、被覆層が存在することによるAl合金自体の腐食の遅延効果が顕著である。
【0018】
《断面形状》
本発明Al合金線は、伸線加工時のダイス形状によって種々の断面形状を有することができる。断面円形状が代表的であり、その他、楕円形状、矩形や六角形などの多角形状などの断面形状が挙げられる。形状は特に問わない。
【0019】
《線材の形態》
<単線>
上記本発明Al合金線は、単線のまま利用することができる。
<撚り線>
上記本発明Al合金線を複数用意して撚り合わせた撚り線とすることもできる。細径のAl合金線(単線)であっても撚り合わせることで、強度の高い線材とすることができる。撚り合わせ本数は、特に問わない。例えば、7,11,19,37本が挙げられる。また、本発明Al合金撚り線は、撚り合わせた後、圧縮成形した圧縮線材とすると、単に撚り合わせた状態よりも線径が小さい線材とすることができる。
【0020】
[被覆層]
《組成》
本発明Al合金線の外面に具える被覆層は、少なくとも最外層が亜鉛(Zn)又は亜鉛合金からなる。Znは、Al及び銅よりも腐食し易く、Al合金の表面に存在させることで、Zn自体が腐食することで、内側のAl合金の腐食を遅らせることができる。亜鉛合金は、Zn-Al合金が挙げられる。亜鉛合金層を具えるAl合金線は、亜鉛層を具えるAl合金線よりもAl合金の腐食を遅延できる傾向にある。
【0021】
被覆層は、亜鉛又は亜鉛合金のみからなる単層でもよいし、亜鉛と亜鉛合金との多層構造でもよい。また、最外層を亜鉛又は亜鉛合金からなる層とし、中間に、錫、錫合金、ニッケル、ニッケル合金、銅、及び銅合金から選択される1種の金属からなる中間層を具えていてもよい。
【0022】
なお、上記Al合金線の外面に上記金属による被覆層に加えて樹脂層を具えることでも、Al合金の露出部分を無くすことができるため、電食を低減できる。例えば、Al合金線の周面に上記被覆層を具え、端面に樹脂層を具える構成とすることができる。或いは、上記被覆層を具えていないAl合金線であっても、端子部材の表面においてAl合金線と直接接触しない箇所の少なくとも一部、好ましくは当該箇所の全域に錫、錫合金、亜鉛、及び亜鉛合金から選択される少なくとも1種の金属からなる耐食層を設けたり、Al合金線の端部と端子部材との間に上記金属からなる薄板を存在させたり、Al合金線の端部を上記金属からなる有底筒状体で覆ってもよい。上記被覆層を具えるAl合金線に対して、更に、表面に上記耐食層を具える端子部材を利用すると、Al合金線の電食をより効果的に低減することができる。
【0023】
《厚さ》
被覆層の厚さ(多層の場合、合計厚さ)は、0超15μm以下といった非常に薄くても、被覆層を具えたことによる耐食性の向上に十分に効果がある。15μm超と厚いと、端子部材を取り付ける際に被覆層が剥離し易くなり、被覆層が薄過ぎるとピンホールが出来易くなる。好ましい厚さは、0μm超10μm以下であり、多層の場合、各層の好ましい厚さは、0μm超5μm以下である。
【0024】
《被覆領域》
上記被覆層は、Al合金線の外面の少なくとも一部、特に、端子部材が取り付けられるAl合金線の端部においてその周方向の領域の少なくとも一部に設けられていることが好ましい。Al合金線を絶縁電線の導体として利用する場合、絶縁電線の端部は絶縁層が除去され、露出されたAl合金線(導体)に端子部材が取り付けられる。この露出箇所のうち、端子部材で覆われる箇所(端子部材に直接接触する箇所)は、Al合金線が大気(特に、大気中の水分の溶存酸素など)に接触し難いことから、Al合金線が腐食し難い。一方、上記露出箇所のうち、端子部材に覆われず、かつ絶縁層にも覆われていない端子部材近傍の箇所(以下、導体露出箇所と呼ぶ)は、Al合金が腐食し易い。そのため、Al合金線の端部において、少なくとも導体露出箇所となり得る領域は、上記被覆層を具えることが好ましく、当該端部においてその周方向の全域に上記被覆層を具えていてもよい。他方、Al合金線において端子部材が取り付けられず、端子部材から十分に離れた箇所は、通常、絶縁層で覆われるため、上記被覆層が無くてもよい。また、端子部材が取り付けられるAl合金線の端部において、その周方向だけでなく、端面にも上記被覆層が設けられていると、Al合金の露出部分を無くすことができるため、電食の低減効果を更に高められる。
【0025】
《形成方法》
被覆層を構成する亜鉛層は、例えば、ジンケート処理やダブルジンケート処理を行った後、めっき法、CVD法やPVD法といった蒸着法などの種々の形成方法を利用して形成することができる。電気めっきや溶融めっきといっためっき法は、所望の厚さの亜鉛層を容易に形成することができる。また、亜鉛合金層は、例えば、めっき法などにより亜鉛層を形成した後、熱処理を施して、母材のAlを被覆層に拡散させることで形成することができる。上述した中間層の形成には、めっき法や上記蒸着法などが利用できる。被覆層の形成時期は、後述する。
【0026】
[絶縁電線]
上記Al合金線(単線)やAl合金撚り線、圧縮線材は、電線用導体に好適に利用することができる。用途に応じて、このまま導体として使用することもできるし、この導体の外周に絶縁材料により形成した絶縁層を具える絶縁電線として使用することもできる。絶縁材料は、適宜選択することができる。例えば、ポリ塩化ビニル(PVC)やノンハロゲン樹脂、難燃性に優れる材料などが挙げられる。絶縁層の厚さは、所望の絶縁強度を考慮して適宜選択することができ、特に限定されない。
【0027】
[端子付き電線]
Al合金線やAl合金撚り線、圧縮線材を導体とした絶縁電線であって、例えば、導体の全周(端面を含んでもよい)に亘って上記被覆層を具える場合、この絶縁電線の端部において絶縁層を剥がして導体部分を露出させ、この露出させた導体部分に、外部機器などの接続対象に接続できるように端子部材を取り付けることで、本発明端子付き電線が得られる。或いは、Al合金線やAl合金撚り線、圧縮線材であって、その外周に上記亜鉛などの被覆層を具えていないものを導体とした絶縁電線の場合、この絶縁電線の端部において絶縁層を剥がして、導体部分を露出させ、この露出させた導体部分に上記被覆層を設けてから端子部材を取り付けることで、或いは露出させた導体部分に端子部材を取り付けてから、端子部材に覆われずに露出されている導体露出箇所を覆うように上記被覆層を設けることで、本発明端子付き電線が得られる。
【0028】
上記端子付き電線は、複数の絶縁電線に対して一つの端子部材を共有するような電線群を含んでいてもよい。複数の絶縁電線は、結束具などにより一纏まりに束ねることで、ハンドリング性に優れる。このような端子付き電線は、軽量化が望まれている種々の分野、特に、燃費の向上のために更なる軽量化が望まれている自動車に好適に利用することができる。端子部材は、電線の端部にかしめる(圧着する)ことで装着される圧着端子を好適に利用することができる。
【0029】
[製造方法]
上記被覆層を具える本発明Al合金線は、例えば、鋳造→熱間圧延→(ビレット鋳造材の場合:均質化処理)→冷間伸線加工→(適宜、軟化処理)→被覆層形成という工程により形成することができる。
【0030】
鋳造は、ビレット鋳造でもよいが、急冷凝固により結晶粒や晶析出物を微細化して微細組織を有する鋳造材が得られる連続鋳造が好ましい。連続鋳造により、結晶の微細化による強度の向上や、微細な晶析出物の分散による靭性の向上を図ることができる。急冷には、水冷銅鋳型や強制水冷機構などを利用するとよい。冷却速度は、600〜700℃において20℃/sec以上が好ましい。
【0031】
TiやBを添加する場合、溶湯を鋳型に注湯する直前に添加すると、Tiなどの局所的な沈降を抑制して、Tiなどが均等に混合された鋳造材を製造することができて好ましい。
【0032】
上記鋳造工程と圧延工程とは、連続的に行うと、鋳造材に蓄積される熱を利用して熱間圧延を容易に行えて、エネルギー効率がよい上に、バッチ式の鋳造方法と比較して、鋳造圧延材の生産性に優れる。
【0033】
伸線加工工程において、加工度は、所望の線径に応じて適宜選択することができる。得られた伸線材は、所望の本数を用意して撚り合わせ、撚り線とすることもできる。
【0034】
軟化処理は、結晶組織の微細化、及び加工硬化によって高めた線材の強度を極端に低下させることなく軟化して、線材の靭性を高めるために行う。軟化処理の条件は、適宜選択するとよく、例えば、処理後の線材(単線材又は撚り線)の伸びが10%以上となるような条件により行う。軟化処理には、連続処理又はバッチ処理のいずれも利用できる。
【0035】
撚り線は、複数の伸線材又は軟材を撚り合わせることで得られ、圧縮線材は、この撚り線を圧縮成形することで得られる。撚り線や圧縮線材の場合、上記軟化処理は、撚り合わせ前の線材のみに施してもよいし、撚り合わせ前後の双方で行ってもよいし、撚り合わせ前の伸線材に施さず、撚り線や圧縮線材にのみ施してもよい。
【0036】
伸線材や軟材、これらを撚り合わせた撚り線、圧縮線材に被覆層を形成することで、本発明Al合金線やAl合金撚り線が得られる。被覆層は、伸線材などの全長に亘って形成してもよいし、上述のように端子部材が取り付けられる端部のみに形成してもよい。撚り線や圧縮線材の場合、撚り合わされた状態で被覆層を形成してもよいが、撚り合わせる前の線材(伸線材、軟材)に被覆層を形成しておくと、撚り合せた線材間に被覆層が存在することにより、Al合金線の電食の低減効果を高められる。また、長尺な伸線材や軟材、これらを撚り合わせた撚り線、圧縮線材を切断して、所定長のAl合金線やAl合金撚り線を作製する場合、Al合金線やAl合金線の端面に被覆層を有していないものが得られる。この場合、別途、端面に被覆層を設けてもよい。軟化処理を行う場合であって、軟化処理時の加熱温度よりも融点が低い材料からなる被覆層を具えるときには、軟化処理後に被覆層を形成する。軟化処理時の加熱温度よりも融点が高い材料からなる被覆層を具えるときには、軟化処理の前後のいずれでも、被覆層を形成することができる。
【発明の効果】
【0037】
本発明Al合金線、本発明Al合金撚り線、本発明絶縁電線、及び本発明端子付き電線は、耐食性に優れる。
【図面の簡単な説明】
【0038】
【図1】端子付き電線の概略を示す部分構成図である。
【図2】端子付き電線の腐食状況を説明する顕微鏡写真(25倍)であり、(A)は、試料No.1-3のB-B断面における部分拡大写真、(B)は、試料No.1-100のB-B断面における部分拡大写真、(C)は絶縁電線の断面写真を示す。
【図3】黄銅に対するアルミニウム合金の面積比と、腐食電流密度との関係を示すグラフである。
【発明を実施するための形態】
【0039】
(試験例1)
Al合金線を導体とする絶縁電線の端部に圧着端子を取り付けた端子付き電線を作製して腐食試験を行い、耐食性を評価した。
【0040】
試料のうち、電線は、鋳造→圧延→伸線→軟化→被覆層の形成→撚り線→絶縁層の形成という手順で作製した。具体的には、ベースとして純アルミニウム(99.7質量%以上Al)を用意して溶解し、得られた溶湯(溶融アルミニウム)に表1に示す添加元素を表1に示す含有量となるように投入して、Al合金溶湯を作製する。成分調整を行ったAl合金溶湯は、適宜、水素ガス除去処理や、異物除去処理を行うことが望ましい。
【0041】
ベルト-ホイール式の連続鋳造圧延機を用いて、用意したAl合金溶湯に鋳造及び熱間圧延を連続的に施し、φ9.5mmのワイヤーロッド(連続鋳造圧延材)を作製する。
【0042】
上記ワイヤーロッドに冷間伸線加工を施して、線径φ0.3mmの伸線材を作製し、得られた伸線材に350℃×3時間の軟化処理(バッチ処理、還元ガス雰囲気)を施して軟材を作製する。なお、得られた軟材の導電率、伸び、引張強さを調べたところ、いずれの軟材も、導電率:58%IACS以上、伸び:10%以上、引張強さ:110〜200MPaであった。
【0043】
上記軟材に公知のジンケート処理又はダブルジンケート処理を行った後、公知の電気めっき法により、亜鉛からなる被覆層を施し、軟材の全周面及び端面に被覆層を有する被覆線材を作製する。一部の試料には、上記めっき後、熱処理(365℃×30H)を施し、Zn中にAlが拡散した亜鉛合金層を被覆層とする被覆線材を作製した。試料No.1-8の被覆線材は、上記軟材に、公知の電気めっき法により、ニッケルからなる中間層(厚さ2μm)、亜鉛からなる最外層(厚さ3μm)を順に形成した後、上記熱処理を施して作製した。表1に示す被覆層において()内は、光学顕微鏡の観察像を利用して測定した厚さを示し、「-」は、被覆層を有していないことを示す。なお、ジンケート処理、ダブルジンケート処理による最内層は、せいぜい数十ナノオーダーの厚さであり、この厚さは、例えば、TEM(透過型電子顕微鏡)による観察像を利用して測定することができる。
【0044】
【表1】
【0045】
上記被覆線材を複数本撚り合わせて、撚り線を作製する。ここでは、内側3本、外側8本の合計11本の被覆線材を撚り合わせた。
【0046】
得られた撚り線(断面積:約0.77mm2)の外周に、絶縁材料(ここでは、ハロゲンフリー絶縁材料)により、絶縁層(厚さ0.2mm)を形成して、絶縁電線を作製する。この絶縁電線の端部に圧着端子を取り付けて、図1に示す端子付き電線を作製する。
【0047】
端子付き電線10は、複数のAl合金線を撚り合わせてなる導体11と、導体11の外周を覆う絶縁層12とを具え、一端側の絶縁層12が剥ぎ取られて露出された導体11に端子部材(圧着端子)20が取り付けられている。端子部材20は、銅合金板の両縁側に適宜切り込みを入れてできた切片を折り曲げて形成したものであり、一端側の両切片22a,22bの縁が接するように二つ折りにされてなる平坦な雄端子部22を有する。また、電線10の絶縁層12部分を挟持するように、端子部材20の他端側の両切片21a,21bが折り曲げられている。端子部材20において上記絶縁層部分の挟持箇所と雄端子部22との間の中間部には、絶縁層12から露出された導体11が縦添えされ、この導体11を挟持するように両切片23a,23bが折り曲げられている。従って、露出された導体11の大部分は、切片23a,23bに覆われており、端面及びその近傍が切片23a,23bから露出した状態である。試料No.1-1〜1-7は、この露出部分に被覆層を具えており、Al合金の露出が実質的にゼロになっている。
【0048】
耐食性は、以下のように評価した。耐食性の試験として、塩水噴霧試験が知られているが、この試験の試料のように、異種金属で構成され、電食が生じ得る試料に塩水噴霧試験を適用すると、電食による試料の損傷が大き過ぎて、耐食性の評価が実質的にできない。そこで、このような電食が生じ得る試料に対して耐食性を適切に評価するために、腐食の進行が比較的緩やかに行われる環境を模擬した、以下の試験方法を採用した。
【0049】
まず、NaCl(電解質)を超純水(溶媒)に溶かして、濃度が26質量%の中性水溶液(200g)を作製する。また、平均粒径が100μm程度のシリカ(SiO2)の粉末:100gを用意する。用いた電解質、溶媒、シリカ粉末はいずれも市販品である。
【0050】
用意したシリカの粉末を濾紙上に載せ、用意した上記水溶液(26%NaCl)をシリカの粉末の上から滴下した後、150℃に加熱した恒温槽中に入れて乾燥し、NaClが付着した粉末を得る(Cl-付着量:35000ppm)。得られた粉末を試料の一部が目視により確認できる程度に、試料(特に、電線と端子部材との接合部分)に満遍なく振り掛けて(厚さ1mm以下)、60℃、95%RHに設定した恒温恒湿槽に入れ、6日間(144時間)保持する。6日後、恒温恒湿槽から試料を取り出し、腐食状況を調べた。具体的には、図1において、絶縁層12が除去されて導体11が露出された部分であって、切片23a,23bで挟持されている箇所付近を切断し(B-B切断)、この断面を観察して、残存率(%)={(残存しているAl合金線の面積)/(作製したAl合金線の面積)}×100を求め、この残存率により耐食性を評価する。面積は、断面写真に画像処理などを施すことで容易に求められる。上記残存率が高いほど、耐食性が高いと言える。その結果を表2に示す。なお、塩水噴霧試験を行ったところ、残存するAl合金線の面積の測定が困難なほど、試料の損傷が酷かった。
【0051】
【表2】
【0052】
表2に示すように、最外層に亜鉛又は亜鉛合金からなる被覆層を具えるAl合金線を導体とした試料は、残存率が高く、耐食性に優れることが分かる。図2(A)は、試料No.1-3のB-B断面の顕微鏡写真、図2(B)は、試料No.1-100のB-B断面の顕微鏡写真、図2(C)は、被覆電線の断面の顕微鏡写真である。図2(A)〜(C)において、白っぽい領域がAl合金からなる部分であり、図2(A),(B)は、導体の一部を示す。なお、図2(C)の写真は、軟材を撚り合せた後、断面外形が円形状となるように圧縮加工を施した圧縮線材を導体とした被覆電線を示す。図2(B)に示すように、上記被覆層を具えていない試料No.1-100は、Al合金線が腐食して欠損し、外形が崩れており、耐食性に劣ることが分かる。これに対して、上記被覆層を具えている試料No.1-3は、Al合金線が十分に残っており、耐食性に優れることが分かる。
【0053】
また、表2に示すように、被覆層が亜鉛合金からなる場合(熱処理を施した場合)、耐食性により優れていた。
【0054】
更に、全周面にのみ被覆層を具え、端面に被覆層を具えない被覆線材を作製し、この被覆線材を用いて上述のように端子付き電線を作製して、上述のNaClが付着した粉末を用いた腐食試験を行い、耐食性を評価した。その結果、線材の端面にも被覆層を具える試料の方が、耐食性に優れていることを確認した。
【0055】
(試験例2)
導体が同一組成のAl合金線からなり、導体断面積が異なる絶縁電線を複数用意し、これらの絶縁電線を用いて、試験例1と同様にして端子付き電線を作製し、試験例1と同様にして耐食性を評価した。その結果を表3に示す。
【0056】
この試験では、表3に示す電線サイズを有する導体であって、導体を構成するAl合金線として被覆層を具えるものを用いた絶縁電線の試料No.2-1,2-2,2-3と、被覆層を具えていないものを用いた絶縁電線の試料No.2-110,2-120,2-130,2-200とを作製して、耐食性を比較した。導体は、試験例1と同様にして種々の線径の軟材を用意し、適宜な本数を撚り合わせた後、圧縮加工することで作製した圧縮線材を利用した。例えば、試料No.2-1の導体は、試験例1と同様にして線径φ0.3mmの軟材に被覆層を形成したものを合計11本撚り合せた後、試料No.2-200の導体は、試験例1と同様にして線径φ0.32mmの軟材を用意し、この軟材を合計128本撚り合わせた後、圧縮加工することで作製した圧縮線材を利用した。被覆層は、試験例1と同様に形成し、熱処理を施したものとした。
【0057】
【表3】
【0058】
この試験結果により、Al合金線を導体とし、この導体の端部に端子部材が取り付けられた端子付き電線では、導体の断面積が大きければ、具体的には8mm2超であれば、最外層に亜鉛又は亜鉛合金からなる被覆層を具えていなくても、ある程度耐食性が高いことが分かる。一方、導体の断面積が8mm2以下である場合、最外層に亜鉛又は亜鉛合金からなる被覆層を具えることで、耐食性を高められることが分かる。このような結果になったのは、太いAl合金線では、銅や銅合金からなる端子部材が取り付けられる端部において、銅や銅合金の露出面積に対するAl合金の露出面積の比(以下、Al露出比と呼ぶ)が相対的に大きくなることから、電食が生じ難くなり、細いAl合金線では、Al露出比が小さくなる(銅などの露出面積が多くなる)ことから、電食が比較的進行し易くなったためであると考えられる。
【0059】
面積が異なる複数の黄銅板及びアルミニウム合金板(1.05質量%Fe-0.15質量%Mg-Al)を用意し、両板の一端を導線で繋ぐと共に、両板を0.5質量%濃度のNaCl水溶液に含浸する。この状態で、上記導線に電流計を取り付けて腐食電流を測定する。測定した電流値をアルミニウム合金板の面積で除して電流密度を求めた。図3に、黄銅に対するアルミニウム合金の面積比(Al露出比)と上記電流密度との関係を示す。図3から、面積比(Al露出比)が大きいほど、即ち、銅合金に対してアルミニウム合金の露出面積が大きいほど、電流密度が小さくなっていることが分かる。また、図3から、この面積比と電流密度との関係は比例的な関係ではなく、当該面積比が小さくなると電流密度が急激に大きくなることが分かる。この結果からも、特に、8mm2以下といった細いAl合金線の外面に上記亜鉛などからなる被覆層を具えることで、Al合金線の電食をより効果的に低減することができると言える。
【0060】
なお、上述した実施形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、Al合金線の組成、被覆層の組成及び厚さ、端子部材の組成を適宜変化させてもよい。また、撚り合わせる線材の大きさや形状、撚り本数を変更してもよい。
【産業上の利用可能性】
【0061】
本発明端子付き電線は、耐食性に優れる上に、軽量であることから、例えば、自動車の他、飛行機などの輸送機器、ロボットなどの産業機器の配線に好適に利用することができる。本発明絶縁電線は、上記本発明端子付き電線の構成材料に好適に利用することができる。本発明アルミニウム合金線及び本発明アルミニウム撚り線は、上記本発明絶縁電線の導体に好適に利用することができる。
【符号の説明】
【0062】
10 端子付き電線 11 導体 12 絶縁層 20 端子部材
21a,21b,22a,22b,23a,23b 切片 22 雄端子部
【特許請求の範囲】
【請求項1】
自動車用電線の導体に用いられるアルミニウム合金線であって、
前記合金線の外面の少なくとも一部に被覆層を具えており、
前記被覆層の最外層が亜鉛又は亜鉛合金から構成されていることを特徴とするアルミニウム合金線。
【請求項2】
前記合金線の周面の少なくとも一部及び端面に前記被覆層を具えることを特徴とする請求項1に記載のアルミニウム合金線。
【請求項3】
請求項1又は2に記載の複数のアルミニウム合金線を撚り合わせてなることを特徴とするアルミニウム合金撚り線。
【請求項4】
アルミニウム合金からなる導体と、この導体の外周に絶縁層を具える絶縁電線であって、
前記導体は、請求項1〜3のいずれか1項に記載のアルミニウム合金線、複数の当該アルミニウム合金線を撚り合わせた撚り線、及び撚り線を圧縮成形した圧縮線材のいずれかであることを特徴とする絶縁電線。
【請求項5】
前記導体の断面積が8mm2以下であることを特徴とする請求項4に記載の絶縁電線。
【請求項6】
前記絶縁電線の端部は、前記絶縁層が除去されて導体が露出されており、この露出された導体の外面の少なくとも一部に前記被覆層を具えることを特徴とする請求項4又は5に記載の絶縁電線。
【請求項7】
請求項6に記載の絶縁電線と、この絶縁電線の端部に取り付けられた、銅又は銅合金から構成される端子部材とを具え、
前記絶縁電線において絶縁層が除去されて導体が露出された箇所であって、端子部材に覆われていない箇所の外面の少なくとも一部に前記被覆層を具えることを特徴とする端子付き電線。
【請求項1】
自動車用電線の導体に用いられるアルミニウム合金線であって、
前記合金線の外面の少なくとも一部に被覆層を具えており、
前記被覆層の最外層が亜鉛又は亜鉛合金から構成されていることを特徴とするアルミニウム合金線。
【請求項2】
前記合金線の周面の少なくとも一部及び端面に前記被覆層を具えることを特徴とする請求項1に記載のアルミニウム合金線。
【請求項3】
請求項1又は2に記載の複数のアルミニウム合金線を撚り合わせてなることを特徴とするアルミニウム合金撚り線。
【請求項4】
アルミニウム合金からなる導体と、この導体の外周に絶縁層を具える絶縁電線であって、
前記導体は、請求項1〜3のいずれか1項に記載のアルミニウム合金線、複数の当該アルミニウム合金線を撚り合わせた撚り線、及び撚り線を圧縮成形した圧縮線材のいずれかであることを特徴とする絶縁電線。
【請求項5】
前記導体の断面積が8mm2以下であることを特徴とする請求項4に記載の絶縁電線。
【請求項6】
前記絶縁電線の端部は、前記絶縁層が除去されて導体が露出されており、この露出された導体の外面の少なくとも一部に前記被覆層を具えることを特徴とする請求項4又は5に記載の絶縁電線。
【請求項7】
請求項6に記載の絶縁電線と、この絶縁電線の端部に取り付けられた、銅又は銅合金から構成される端子部材とを具え、
前記絶縁電線において絶縁層が除去されて導体が露出された箇所であって、端子部材に覆われていない箇所の外面の少なくとも一部に前記被覆層を具えることを特徴とする端子付き電線。
【図1】

【図3】
【図2】
【図3】
【図2】
【公開番号】特開2010−165529(P2010−165529A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−6128(P2009−6128)
【出願日】平成21年1月14日(2009.1.14)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月14日(2009.1.14)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]