
アルミニウム合金製ネジ及びボルトの陽極酸化処理用冶具と、その冶具により製造されたネジ及びボルト
【課題】アルミ合金製ネジ及びボルトの陽極酸化加工において、被処理材を電解液中で確実に保持し、また陽極酸化処理のムラがなく被処理材の全面に均一に処理を行えるばかりでなく、労力を要せず大量に加工することを可能とし、加えて、陽極酸化加工されたアルミ合金製ネジ及びボルトが十分な構造強度と表面硬度を有し、高い電気絶縁性を有する陽極酸化方法及びアルミ合金製ネジ及びボルトを提供する。
【解決手段】被処理材であるのアルミ合金製ネジ及びボルトCを電解液中で浸積保持すると共に、チタン性電極Iに,バネAのようなチタン金属の加工物と樹脂製針状部品Bなどの組み合わせによってネジ及びボルトCを押圧し、先端Kの接点を確保する導電性電極治具。
【解決手段】被処理材であるのアルミ合金製ネジ及びボルトCを電解液中で浸積保持すると共に、チタン性電極Iに,バネAのようなチタン金属の加工物と樹脂製針状部品Bなどの組み合わせによってネジ及びボルトCを押圧し、先端Kの接点を確保する導電性電極治具。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は主として電解液中でアルミ合金製の各種ネジ及びボルトを陽極酸化加工するにあたり、その被処理材を電解液中で浸積保持すると共に、陽極酸化処理をムラなく、確実に行えるようにした陽極酸化処理用治具とそれにより製造されたネジ及びボルトに関するものである。
【背景技術】
【0002】
アルミ金属は、比重が鉄の3分の1であり、リサイクル性に富んでいることから省エネルギーの面より使用されている。加えて、コストと機械加工性、熱伝導率の良さで各種部品に多用されつつある。しかし、金属表面硬度が低いという問題を抱えており、その欠点を補うために部品形状に加工後、主に酸性の電解液に浸漬し通電する環境負荷の少ない陽極酸化加工がなされている。鍍金技術も有るが常に剥離と環境破壊の危険性を孕んでいるためあまり使用されない。
【0003】
この陽極酸化加工は、被処理材であるアルミ金属を陽極として適当な電解浴及び電解条件下で酸化して表面に酸化物被膜を形成させるのであり、被処理材はいわゆるひっかけと称される吊り下げ用の冶具によって電解液中に浸積保持されるものとなっている。ひっかけ冶具自体は適当な強度、通電容量を有する金属線材によって形成され、例えば導電性に優れた金属の主骨(親骨)または枠に枝骨または小骨(子骨)を固定することで構成され、枝骨等に被処理材を引っ掛け保持するものとしている。
【0004】
然るに、アルミ合金製ネジ及びボルトは、形状が小さく、ひっかけ冶具にて各個を保持するのは取り付け時間や労力を多大に浪費しコストの上昇につながるため、ステンレス製網篭に適当量のネジを一括にて投入し別のステンレス製網篭にて押さえつけ電解液中で浸積保持すると共に各個ネジを接触させることにより通電を確保している。
【発明の概要】
【発明が解決しようとする課題】
【0005】
ただ、このようにステンレス製の網篭に一括投入し別のステンレス製網篭で押さえつけることにより通電を確保する方法は、必要な電流容量と被処理材であるアルミ合金製ネジへの均一な電流分布が得られず、結果的に不完全な陽極酸化膜の生成により、歩留まり率は50%に近く不良品の大量発生を生じている。加えて、求める機能である表面硬度は十分な数値にはかけ離れた状況であり、使用現場では、その対材として一部木材に使用しているに過ぎず、ほぼ商品としては存在していないに等しい。
【0006】
そこで本発明は叙上のような従来存した諸事情に鑑み創出されたもので、被処理材を電解液中で確実に保持し、また陽極酸化処理のムラがなく被処理材の全面に均一に処理を行えるばかりでなく、労力を要せず大量に加工することが可能である。加えて、汎用的アルミ合金中最も構造強度が高いが陽極酸化性の悪い素材であるA7075やA7050などにもしっかりとした導通性を確保することにより良質な硬度の高い厚い陽極酸化膜を生成させることの出来る陽極酸化処理用治具を提供することを目的とする。本発明品により陽極酸化加工されたアルミ合金製ネジ及びボルトは十分な構造強度と表面硬度を有し、高い電気絶縁性であるが故に、セルフタッピングネジとして使用した時など、対材として鉄ないしステンレスや、従来であれば凝着してしまうアルミ合金部材、耐食性に劣るマグネシウム合金にも電気的腐食を起こさず雌ネジを成形しながらのねじ込みが可能である。これは、組み立て現場における穴あけ、タップ加工、洗浄という5工程の内の3工程の短縮を可能とし、生産性の向上、コストの削減を実現する。
【課題を解決するための手段】
【0007】
上述した目的を達成するため、本発明にあっては、被処理対象物、即ち、各個のアルミ合金製ネジ及びボルトを電解液中で浸積保持すると共に、個別に給電するためのチタン金属及びその加工物を主材料とした図2図3図4で示すような形状の導電性電極冶具を提供する。但し、図2図3図4で示すのはひとつの実施例に過ぎずバネや針状の部品で被処理材であるアルミ合金製ネジ及びボルトを押圧し電極に密着させ、且つ、保持する類似した形状で同じ効果を生む物であれば図2図3図4で示す形状や使用方法にこだわるものではない。
【0008】
上述した目的を達成するため、本発明にあっては、被処理対象物、即ち、各個のアルミ合金製ネジ及びボルトを電解液中で浸積保持すると共に、個別に給電するためのチタン金属及びその加工物に、樹脂製繊維や、それを加工して製造する糸又は紐及び網などを組み合わせて使用してなる図5図6で示すような形状の導電性電極冶具を提供する。但し、図5図6で示すのは一つの実施例に過ぎず、樹脂製繊維や、それを加工して製造する糸又は紐及び網などを被処理材であるアルミ合金製ネジ及びボルトに絡めて加圧し電極に密着させ、且つ、保持する類似した形状で同じ効果を生むものであれば図5図6で示す形状や使用方法にこだわるものではない。
【0009】
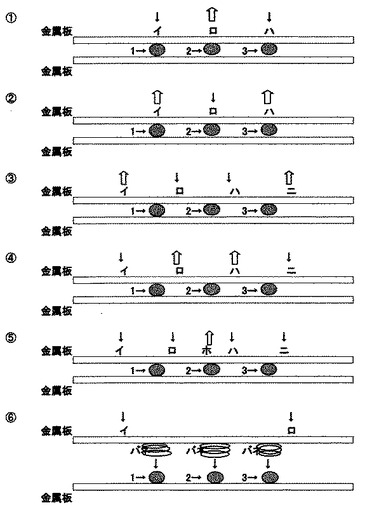
図2図3図4や図5図6で示すような形状は、図1の▲1▼から▲6▼に至る現象を回避するために考案されたものである。図1の▲1▼は、被処理材1・2・3に均一に圧力を加えることを目的として、力点イ・ハに圧力を加えると金属板のたわみによりロには上方への力が発生する。結果として1+・2−・3+という加圧結果となる。図1の▲2▼は、力点ロに圧力を加えると金属板のたわみによりイ・ハには上方への力が発生する。結果として、1−・2+・3−という加圧結果となる。図1の▲3▼は、力点ロ・ハに圧力を加えると金属板のたわみによりイ・ニには上方への力が発生する。結果として1−・2+・3−という加圧結果となる。図1の▲4▼は、力点イ・ニに圧力を加えると金属板のたわみによりロ・ハには上方への力が発生する。結果として1+・2−・3+という加圧結果となる。図1の▲5▼は、力点イ・ロ・ハ・ニに圧力を加えると金属板のたわみによりホに上方への力が発生する。結果として1+・2−・3+という加圧結果となる。▲1▼から▲5▼の結果を考察することにより、各力点にそれぞれの場合で適切な圧力をかけることは難しい。図1の▲6▼は、金属板と被処理材1・2・3との間に各個バネを適切に介在させることにより力点イ・ロに圧力を加えた時その圧力は被処理材1・2・3にほぼ均等に働く。
【発明の効果】
【0010】
図2図3図4でのバネや針状の部材の使用、図5図6での樹脂製繊維や、それを加工して製造する糸又は紐及び網などの使用は正に柔構造にて硬性金属にたわみを生じさせる過度の圧力を吸収し、複数の被処理材に対して均一な圧力をかけることを可能とした画期的な考案であり、汎用的アルミ合金中最も構造強度が高いが陽極酸化性の悪い素材であるA7075やA7050などにもしっかりとした導通性を確保することが出来、良質な硬度の高い厚い陽極酸化膜を生成させることが出来る。本発明品により陽極酸化加工されたアルミ合金製ネジ及びボルトは十分な構造強度と表面硬度を有し、高い電気絶縁性であるが故に、セルフタッピングネジを製造し使用した時など、対材として鉄ないしステンレスや、従来であれば凝着してしまうアルミ合金部材、耐食性に劣るマグネシウム合金にも電気的腐食を起こさず雌ネジを成形しながらのねじ込みが可能である。これは、組み立て現場における穴あけ、タップ加工、洗浄という5工程の内の3工程の短縮を可能とし、生産性の向上、コストの削減を実現する。
【図面の簡単な説明】
【0011】
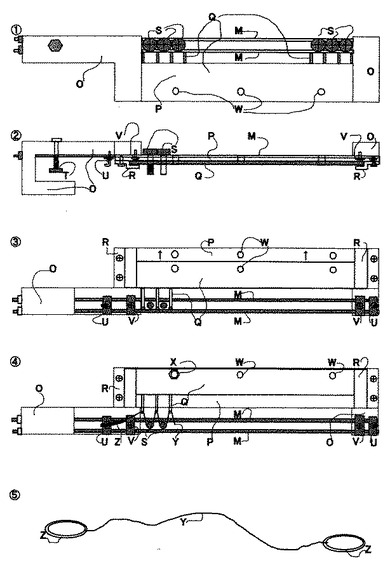
【図1】硬性金属のみにて如何に複数の被処理材に対して均一な圧力をかけることが困難であるかを説明し、柔構造材を組み合わせる事で硬性金属のたわみによる圧力の偏析を吸収できる事を説明している。
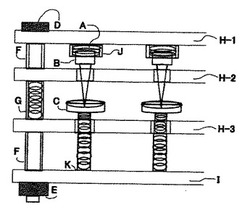
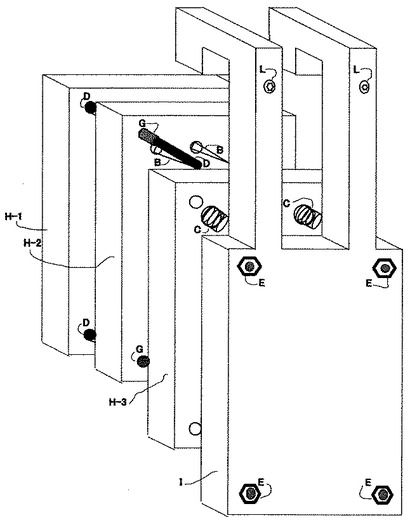
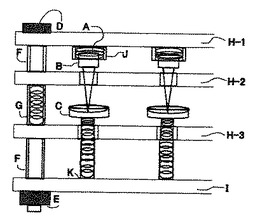
【図2】チタン金属及びその加工物を主材料とし、バネや針状の部品で被処理材であるアルミ合金製ネジ及びボルトを押圧し電極に密着させ、且つ、保持する導電性電極冶具のひとつの実施例であり、その概形の斜視図である。
【図3】図2の概形の一部を斜視図として示す。
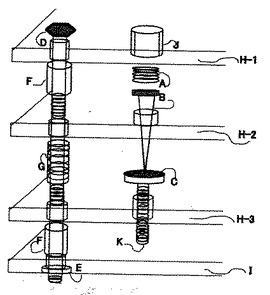
【図4】図2の概形の一部を断面図として示す
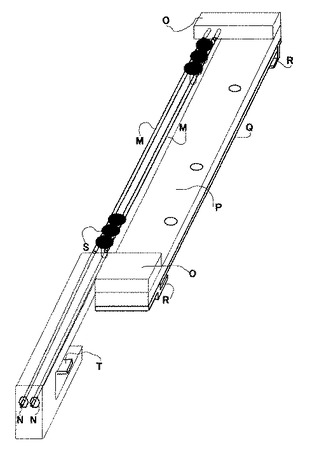
【図5】チタン金属及びその加工物を主材料とし、樹脂製繊維やそれを加工して製造する糸又は紐及び網などを被処理材であるアルミ合金製ネジ及びボルトに絡めて加圧し電極に密着させ、且つ、保持する導電性電極冶具のひとつの実施例であり、その概形の斜視図である。
【図6】▲1▼は図5の概形上面の平面図である。▲2▼は図5の概形側面の平面図である。▲3▼は図5の概形下面の平面図である。▲4▼は図5の概形下面の平面図で、▲3▼のQがスライドしYが配糸された状態を示す。▲5▼は▲4▼で配糸されている樹脂製の糸のYとZを組み合わせた概形の斜視図である。
【発明を実施するための形態】
【0012】
以下、図面を参照して本発明の実施の形態を説明するに、図2図3図4に示す符号H−1の樹脂板にJの樹脂製ブッシュを接着し、その中にAのチタン製バネを配置し、Aを押さえるようにBの針状の樹脂製部品を取り付ける。Bの部品は耐蝕性金属でも良いが、Cの被処理材が金属であり、加工中に滑りKの電極接点を危うくする恐れがあるため樹脂製であることが望ましい。Bを取り付けた後、H−2の樹脂板の四隅にFの樹脂製ブッシュを配し、H−1と四隅をDのボルトにGの内側に雌ネジが加工された耐蝕性金属ブッシュにて固定する。この時、各Bの針状の樹脂製部品の先端を押さえると内部に圧入されていくことを確認する。次に、H−3の樹脂板のCの被処理材であるアルミ合金製ネジ及びボルトの太さより少々大きめの複数の貫通穴にCの被処理材であるアルミ合金製ネジ及びボルトを必要数配置し、H−1、J、A、B、H−2、F、D、Gを組み合わせたものでCのネジ及びボルト頭を押さえる。この時、H−3の四隅にはDのボルトが差し込まれ、Bの針状先端がCのネジ及びボルト頭を押さえるようにする。次に、H−3の四隅に突き出すDのボルトにFの樹脂製ブッシュを配し、Iのチタン製電極板の四隅の穴にDのボルトを差込みEのナットで締結する。その時、Iのチタン製電極板でCの被処理材であるアルミ合金製ネジ及びボルトのネジ及びボルト頭の反対側であるネジ及びボルト先端が押さえられ、Iのチタン製電極板と各個のCのネジ及びボルト先が全て確実に接触し給電するためのKのネジ及びボルト先と電極板の接点が確保されていることを確認する。
【0013】
上述の、Cの被処理材が取り付けられた陽極酸化処理用冶具を陽極酸化処理のための電解液槽に浸漬し通電するが、Iのチタン製電極板のLの電極取り付けボルトにて陽極ブスバーに締結され行われる。なお、本発明の陽極酸化処理用冶具を大きくすれば多くのCの被処理材を取り付け加工できるが、作業面やコスト面の向上、加えて、突発的事故の被害を未然に防ぐために適度の大きさとし、陽極酸化処理のための電解液槽の大きさと、使用電源の容量を考慮した上で適当量を決め、一度に、Cの被処理材を取り付けた陽極酸化処理用冶具を複数個取り付け加工するのが好ましい。
【0014】
次に、図5図6に示す平行に配置されたMのチタン製電極丸棒の間にSの被処理材であるアルミ合金製ネジ及びボルトを取り付ける。この取り付け方法は、Tの電極押さえ板のある反対側のOのチタン製電極板を取り外しておき、Mの先端を適当なパーツフィーダーに取り付けることにより人力を要せず自動的に行うことが可能である。その後、外してあったOを取り付けて、Sのネジ及びボルト頭を下にしてSが落ちないように支えながら作業台などの上に置き各Sの間にQのスライドフック板のフック部分を差し入れ、Y、Zからなる樹脂糸のZの耐酸性ゴムを二点のUのフックボルトに各取り付けU間にYの樹脂糸を張り渡す。張り渡す位置は、SのPの樹脂板側の反対側で 差し入れてあるQのフックの上である。そして、Qを図6の▲3▼の矢印のようにスライドさせ、PとQに開いたWのスライド止めボルト穴を重ねた位置にてXのスライド止めボルトで締結、固定する。その時、U間に張り渡されたYは図6の▲4▼のごとくQのフックにて引っ掛けられZの弾力によって各Sを均等な圧力をもって保持する。結果、SはMに圧着されて給電に必要な接点が確保される。
【0015】
その後、上述のSの被処理材が取り付けられた陽極酸化処理用冶具を陽極酸化処理のための電解液槽に浸漬し通電するが、Tのチタン製電極押え板の締結ボルトにて陽極ブスバーに締結され行われる。なお、本発明の陽極酸化処理用冶具を長くすれば多くのSの被処理体を取り付け加工できるが、作業面やコスト面の向上、加えて、突発的事故の被害を未然に防ぐために適度の長さとし、陽極酸化処理のための電解液槽の大きさと、使用電源の容量を考慮した上で適当量を決め、一度に、Sの被処理材を取り付けた陽極酸化処理用冶具を複数個取り付け加工するのが好ましい。
【産業上の利用可能性】
【0016】
陽極酸化膜は硬度があり電気絶縁性、つまり、耐食性に優れ異種金属間の電気的腐食を防ぐ。たとえば、被処理材のアルミ合金を鉄と耐食性に劣るマグネシウムに置き換えても有効であり、本発明にて量産は可能である。即ち、部品の経時的腐食を防ぎ、商品の長寿命化、省資源を実現し、商品の機能の安定、安全性に対する信頼を確保する。生産現場においては、量産が可能となり、商品コストの低減に有効である。加えて、生産工程と加工品には公害の発生は全く無く、究極のエコ加工技術を可能とする。
【符号の説明】
【0017】
[図1]
イ、ロ、ハ、ニ、ホ 力点
1、2、3 被処理材
[図2図3図4]
A チタン製バネ
B 針状の樹脂製部品
C 被処理材であるアルミ合金製ネジ及びボルト
D チタン製ボルト
E チタン製ナット
F 樹脂製ブッシュ
G 内側に雌ネジが加工された耐蝕性金属ブッシュ
H 樹脂板
I チタン製電極板
J 樹脂製ブッシュ
K 給電のためのネジ及びボルトの先端と電極板との接点
L チタン製電極取り付けボルト
[図5図6]
M チタン製電極丸棒
N チタン製ボルト
O チタン製電極板
P 樹脂板
Q チタン製スライドフック板
R チタン製スライドガイド
S 被処理材であるアルミ合金製ネジ及びボルト
T チタン製電極押え板
U チタン製フック付ボルト
V チタン製丸棒押え金具
W スライド止めボルト穴
X チタン製スライド止めボルト
Y 樹脂糸
Z 耐酸性ゴム
【技術分野】
【0001】
本発明は主として電解液中でアルミ合金製の各種ネジ及びボルトを陽極酸化加工するにあたり、その被処理材を電解液中で浸積保持すると共に、陽極酸化処理をムラなく、確実に行えるようにした陽極酸化処理用治具とそれにより製造されたネジ及びボルトに関するものである。
【背景技術】
【0002】
アルミ金属は、比重が鉄の3分の1であり、リサイクル性に富んでいることから省エネルギーの面より使用されている。加えて、コストと機械加工性、熱伝導率の良さで各種部品に多用されつつある。しかし、金属表面硬度が低いという問題を抱えており、その欠点を補うために部品形状に加工後、主に酸性の電解液に浸漬し通電する環境負荷の少ない陽極酸化加工がなされている。鍍金技術も有るが常に剥離と環境破壊の危険性を孕んでいるためあまり使用されない。
【0003】
この陽極酸化加工は、被処理材であるアルミ金属を陽極として適当な電解浴及び電解条件下で酸化して表面に酸化物被膜を形成させるのであり、被処理材はいわゆるひっかけと称される吊り下げ用の冶具によって電解液中に浸積保持されるものとなっている。ひっかけ冶具自体は適当な強度、通電容量を有する金属線材によって形成され、例えば導電性に優れた金属の主骨(親骨)または枠に枝骨または小骨(子骨)を固定することで構成され、枝骨等に被処理材を引っ掛け保持するものとしている。
【0004】
然るに、アルミ合金製ネジ及びボルトは、形状が小さく、ひっかけ冶具にて各個を保持するのは取り付け時間や労力を多大に浪費しコストの上昇につながるため、ステンレス製網篭に適当量のネジを一括にて投入し別のステンレス製網篭にて押さえつけ電解液中で浸積保持すると共に各個ネジを接触させることにより通電を確保している。
【発明の概要】
【発明が解決しようとする課題】
【0005】
ただ、このようにステンレス製の網篭に一括投入し別のステンレス製網篭で押さえつけることにより通電を確保する方法は、必要な電流容量と被処理材であるアルミ合金製ネジへの均一な電流分布が得られず、結果的に不完全な陽極酸化膜の生成により、歩留まり率は50%に近く不良品の大量発生を生じている。加えて、求める機能である表面硬度は十分な数値にはかけ離れた状況であり、使用現場では、その対材として一部木材に使用しているに過ぎず、ほぼ商品としては存在していないに等しい。
【0006】
そこで本発明は叙上のような従来存した諸事情に鑑み創出されたもので、被処理材を電解液中で確実に保持し、また陽極酸化処理のムラがなく被処理材の全面に均一に処理を行えるばかりでなく、労力を要せず大量に加工することが可能である。加えて、汎用的アルミ合金中最も構造強度が高いが陽極酸化性の悪い素材であるA7075やA7050などにもしっかりとした導通性を確保することにより良質な硬度の高い厚い陽極酸化膜を生成させることの出来る陽極酸化処理用治具を提供することを目的とする。本発明品により陽極酸化加工されたアルミ合金製ネジ及びボルトは十分な構造強度と表面硬度を有し、高い電気絶縁性であるが故に、セルフタッピングネジとして使用した時など、対材として鉄ないしステンレスや、従来であれば凝着してしまうアルミ合金部材、耐食性に劣るマグネシウム合金にも電気的腐食を起こさず雌ネジを成形しながらのねじ込みが可能である。これは、組み立て現場における穴あけ、タップ加工、洗浄という5工程の内の3工程の短縮を可能とし、生産性の向上、コストの削減を実現する。
【課題を解決するための手段】
【0007】
上述した目的を達成するため、本発明にあっては、被処理対象物、即ち、各個のアルミ合金製ネジ及びボルトを電解液中で浸積保持すると共に、個別に給電するためのチタン金属及びその加工物を主材料とした図2図3図4で示すような形状の導電性電極冶具を提供する。但し、図2図3図4で示すのはひとつの実施例に過ぎずバネや針状の部品で被処理材であるアルミ合金製ネジ及びボルトを押圧し電極に密着させ、且つ、保持する類似した形状で同じ効果を生む物であれば図2図3図4で示す形状や使用方法にこだわるものではない。
【0008】
上述した目的を達成するため、本発明にあっては、被処理対象物、即ち、各個のアルミ合金製ネジ及びボルトを電解液中で浸積保持すると共に、個別に給電するためのチタン金属及びその加工物に、樹脂製繊維や、それを加工して製造する糸又は紐及び網などを組み合わせて使用してなる図5図6で示すような形状の導電性電極冶具を提供する。但し、図5図6で示すのは一つの実施例に過ぎず、樹脂製繊維や、それを加工して製造する糸又は紐及び網などを被処理材であるアルミ合金製ネジ及びボルトに絡めて加圧し電極に密着させ、且つ、保持する類似した形状で同じ効果を生むものであれば図5図6で示す形状や使用方法にこだわるものではない。
【0009】
図2図3図4や図5図6で示すような形状は、図1の▲1▼から▲6▼に至る現象を回避するために考案されたものである。図1の▲1▼は、被処理材1・2・3に均一に圧力を加えることを目的として、力点イ・ハに圧力を加えると金属板のたわみによりロには上方への力が発生する。結果として1+・2−・3+という加圧結果となる。図1の▲2▼は、力点ロに圧力を加えると金属板のたわみによりイ・ハには上方への力が発生する。結果として、1−・2+・3−という加圧結果となる。図1の▲3▼は、力点ロ・ハに圧力を加えると金属板のたわみによりイ・ニには上方への力が発生する。結果として1−・2+・3−という加圧結果となる。図1の▲4▼は、力点イ・ニに圧力を加えると金属板のたわみによりロ・ハには上方への力が発生する。結果として1+・2−・3+という加圧結果となる。図1の▲5▼は、力点イ・ロ・ハ・ニに圧力を加えると金属板のたわみによりホに上方への力が発生する。結果として1+・2−・3+という加圧結果となる。▲1▼から▲5▼の結果を考察することにより、各力点にそれぞれの場合で適切な圧力をかけることは難しい。図1の▲6▼は、金属板と被処理材1・2・3との間に各個バネを適切に介在させることにより力点イ・ロに圧力を加えた時その圧力は被処理材1・2・3にほぼ均等に働く。
【発明の効果】
【0010】
図2図3図4でのバネや針状の部材の使用、図5図6での樹脂製繊維や、それを加工して製造する糸又は紐及び網などの使用は正に柔構造にて硬性金属にたわみを生じさせる過度の圧力を吸収し、複数の被処理材に対して均一な圧力をかけることを可能とした画期的な考案であり、汎用的アルミ合金中最も構造強度が高いが陽極酸化性の悪い素材であるA7075やA7050などにもしっかりとした導通性を確保することが出来、良質な硬度の高い厚い陽極酸化膜を生成させることが出来る。本発明品により陽極酸化加工されたアルミ合金製ネジ及びボルトは十分な構造強度と表面硬度を有し、高い電気絶縁性であるが故に、セルフタッピングネジを製造し使用した時など、対材として鉄ないしステンレスや、従来であれば凝着してしまうアルミ合金部材、耐食性に劣るマグネシウム合金にも電気的腐食を起こさず雌ネジを成形しながらのねじ込みが可能である。これは、組み立て現場における穴あけ、タップ加工、洗浄という5工程の内の3工程の短縮を可能とし、生産性の向上、コストの削減を実現する。
【図面の簡単な説明】
【0011】
【図1】硬性金属のみにて如何に複数の被処理材に対して均一な圧力をかけることが困難であるかを説明し、柔構造材を組み合わせる事で硬性金属のたわみによる圧力の偏析を吸収できる事を説明している。
【図2】チタン金属及びその加工物を主材料とし、バネや針状の部品で被処理材であるアルミ合金製ネジ及びボルトを押圧し電極に密着させ、且つ、保持する導電性電極冶具のひとつの実施例であり、その概形の斜視図である。
【図3】図2の概形の一部を斜視図として示す。
【図4】図2の概形の一部を断面図として示す
【図5】チタン金属及びその加工物を主材料とし、樹脂製繊維やそれを加工して製造する糸又は紐及び網などを被処理材であるアルミ合金製ネジ及びボルトに絡めて加圧し電極に密着させ、且つ、保持する導電性電極冶具のひとつの実施例であり、その概形の斜視図である。
【図6】▲1▼は図5の概形上面の平面図である。▲2▼は図5の概形側面の平面図である。▲3▼は図5の概形下面の平面図である。▲4▼は図5の概形下面の平面図で、▲3▼のQがスライドしYが配糸された状態を示す。▲5▼は▲4▼で配糸されている樹脂製の糸のYとZを組み合わせた概形の斜視図である。
【発明を実施するための形態】
【0012】
以下、図面を参照して本発明の実施の形態を説明するに、図2図3図4に示す符号H−1の樹脂板にJの樹脂製ブッシュを接着し、その中にAのチタン製バネを配置し、Aを押さえるようにBの針状の樹脂製部品を取り付ける。Bの部品は耐蝕性金属でも良いが、Cの被処理材が金属であり、加工中に滑りKの電極接点を危うくする恐れがあるため樹脂製であることが望ましい。Bを取り付けた後、H−2の樹脂板の四隅にFの樹脂製ブッシュを配し、H−1と四隅をDのボルトにGの内側に雌ネジが加工された耐蝕性金属ブッシュにて固定する。この時、各Bの針状の樹脂製部品の先端を押さえると内部に圧入されていくことを確認する。次に、H−3の樹脂板のCの被処理材であるアルミ合金製ネジ及びボルトの太さより少々大きめの複数の貫通穴にCの被処理材であるアルミ合金製ネジ及びボルトを必要数配置し、H−1、J、A、B、H−2、F、D、Gを組み合わせたものでCのネジ及びボルト頭を押さえる。この時、H−3の四隅にはDのボルトが差し込まれ、Bの針状先端がCのネジ及びボルト頭を押さえるようにする。次に、H−3の四隅に突き出すDのボルトにFの樹脂製ブッシュを配し、Iのチタン製電極板の四隅の穴にDのボルトを差込みEのナットで締結する。その時、Iのチタン製電極板でCの被処理材であるアルミ合金製ネジ及びボルトのネジ及びボルト頭の反対側であるネジ及びボルト先端が押さえられ、Iのチタン製電極板と各個のCのネジ及びボルト先が全て確実に接触し給電するためのKのネジ及びボルト先と電極板の接点が確保されていることを確認する。
【0013】
上述の、Cの被処理材が取り付けられた陽極酸化処理用冶具を陽極酸化処理のための電解液槽に浸漬し通電するが、Iのチタン製電極板のLの電極取り付けボルトにて陽極ブスバーに締結され行われる。なお、本発明の陽極酸化処理用冶具を大きくすれば多くのCの被処理材を取り付け加工できるが、作業面やコスト面の向上、加えて、突発的事故の被害を未然に防ぐために適度の大きさとし、陽極酸化処理のための電解液槽の大きさと、使用電源の容量を考慮した上で適当量を決め、一度に、Cの被処理材を取り付けた陽極酸化処理用冶具を複数個取り付け加工するのが好ましい。
【0014】
次に、図5図6に示す平行に配置されたMのチタン製電極丸棒の間にSの被処理材であるアルミ合金製ネジ及びボルトを取り付ける。この取り付け方法は、Tの電極押さえ板のある反対側のOのチタン製電極板を取り外しておき、Mの先端を適当なパーツフィーダーに取り付けることにより人力を要せず自動的に行うことが可能である。その後、外してあったOを取り付けて、Sのネジ及びボルト頭を下にしてSが落ちないように支えながら作業台などの上に置き各Sの間にQのスライドフック板のフック部分を差し入れ、Y、Zからなる樹脂糸のZの耐酸性ゴムを二点のUのフックボルトに各取り付けU間にYの樹脂糸を張り渡す。張り渡す位置は、SのPの樹脂板側の反対側で 差し入れてあるQのフックの上である。そして、Qを図6の▲3▼の矢印のようにスライドさせ、PとQに開いたWのスライド止めボルト穴を重ねた位置にてXのスライド止めボルトで締結、固定する。その時、U間に張り渡されたYは図6の▲4▼のごとくQのフックにて引っ掛けられZの弾力によって各Sを均等な圧力をもって保持する。結果、SはMに圧着されて給電に必要な接点が確保される。
【0015】
その後、上述のSの被処理材が取り付けられた陽極酸化処理用冶具を陽極酸化処理のための電解液槽に浸漬し通電するが、Tのチタン製電極押え板の締結ボルトにて陽極ブスバーに締結され行われる。なお、本発明の陽極酸化処理用冶具を長くすれば多くのSの被処理体を取り付け加工できるが、作業面やコスト面の向上、加えて、突発的事故の被害を未然に防ぐために適度の長さとし、陽極酸化処理のための電解液槽の大きさと、使用電源の容量を考慮した上で適当量を決め、一度に、Sの被処理材を取り付けた陽極酸化処理用冶具を複数個取り付け加工するのが好ましい。
【産業上の利用可能性】
【0016】
陽極酸化膜は硬度があり電気絶縁性、つまり、耐食性に優れ異種金属間の電気的腐食を防ぐ。たとえば、被処理材のアルミ合金を鉄と耐食性に劣るマグネシウムに置き換えても有効であり、本発明にて量産は可能である。即ち、部品の経時的腐食を防ぎ、商品の長寿命化、省資源を実現し、商品の機能の安定、安全性に対する信頼を確保する。生産現場においては、量産が可能となり、商品コストの低減に有効である。加えて、生産工程と加工品には公害の発生は全く無く、究極のエコ加工技術を可能とする。
【符号の説明】
【0017】
[図1]
イ、ロ、ハ、ニ、ホ 力点
1、2、3 被処理材
[図2図3図4]
A チタン製バネ
B 針状の樹脂製部品
C 被処理材であるアルミ合金製ネジ及びボルト
D チタン製ボルト
E チタン製ナット
F 樹脂製ブッシュ
G 内側に雌ネジが加工された耐蝕性金属ブッシュ
H 樹脂板
I チタン製電極板
J 樹脂製ブッシュ
K 給電のためのネジ及びボルトの先端と電極板との接点
L チタン製電極取り付けボルト
[図5図6]
M チタン製電極丸棒
N チタン製ボルト
O チタン製電極板
P 樹脂板
Q チタン製スライドフック板
R チタン製スライドガイド
S 被処理材であるアルミ合金製ネジ及びボルト
T チタン製電極押え板
U チタン製フック付ボルト
V チタン製丸棒押え金具
W スライド止めボルト穴
X チタン製スライド止めボルト
Y 樹脂糸
Z 耐酸性ゴム
【特許請求の範囲】
【請求項1】
硫酸など、酸性液を主成分とする電解液や、硫酸など、酸性液を主成分として各種有機酸を混合した電解液などの電解浴を用いてアルミ合金製のネジ及びボルトに陽極酸化皮膜を形成するに当たり被処理材に給電するためのチタン金属及びその加工物を主材料とし、バネや針状の部品で被処理材を押圧し電極に密着させて使用してなる導電性電極冶具。
【請求項2】
硫酸など、酸性液を主成分とする電解液や、硫酸など、酸性液を主成分として各種有機酸を混合した電解液などの電解浴を用いてアルミ合金製ネジ及びボルトに陽極酸化皮膜を形成するに当たり被処理材に給電するためのチタン金属及びその加工物を主材料とし、樹脂製繊維や、それを加工して製造する糸又は紐及び網などを被処理材に絡めて加圧し電極に密着させて使用してなる導電性電極冶具。
【請求項3】
上記の請求項1及び請求項2に記載の冶具を使用して、硫酸など、酸性液を主成分とする電解液や、硫酸など、酸性液を主成分として各種有機酸を混合した電解液などの電解浴を用い、陽極酸化皮膜を形成させて製造されたアルミ合金製のネジ及びボルト。
【請求項1】
硫酸など、酸性液を主成分とする電解液や、硫酸など、酸性液を主成分として各種有機酸を混合した電解液などの電解浴を用いてアルミ合金製のネジ及びボルトに陽極酸化皮膜を形成するに当たり被処理材に給電するためのチタン金属及びその加工物を主材料とし、バネや針状の部品で被処理材を押圧し電極に密着させて使用してなる導電性電極冶具。
【請求項2】
硫酸など、酸性液を主成分とする電解液や、硫酸など、酸性液を主成分として各種有機酸を混合した電解液などの電解浴を用いてアルミ合金製ネジ及びボルトに陽極酸化皮膜を形成するに当たり被処理材に給電するためのチタン金属及びその加工物を主材料とし、樹脂製繊維や、それを加工して製造する糸又は紐及び網などを被処理材に絡めて加圧し電極に密着させて使用してなる導電性電極冶具。
【請求項3】
上記の請求項1及び請求項2に記載の冶具を使用して、硫酸など、酸性液を主成分とする電解液や、硫酸など、酸性液を主成分として各種有機酸を混合した電解液などの電解浴を用い、陽極酸化皮膜を形成させて製造されたアルミ合金製のネジ及びボルト。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−80138(P2011−80138A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2009−251309(P2009−251309)
【出願日】平成21年10月11日(2009.10.11)
【出願人】(508372021)
【出願人】(509301851)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成21年10月11日(2009.10.11)
【出願人】(508372021)
【出願人】(509301851)
[ Back to top ]